
溶融浸漬コーティング装置のシール
溶融浸漬コーティング装置が、金属溶湯内に浸漬された、金属溶湯(200)を通過する際にストリップの転向又は安定化を行なうための、ローラボディとローラピン(224)を備えるローラと、ローラピン(224)をスルースチャンバ(232)によって包囲するスルースと、金属溶湯(200)に対してスルースチャンバ(232)をシールするためにスルースチャンバ(232)にガス圧を有するガス状の媒体を供給するための手段とを有する、金属溶湯(200)によってストリップをコーティングするための溶融浸漬コーティング装置のためのシールシステムにおいて、シールシステムが、スルースチャンバ(232)へのローラピン(224)の貫通部の領域に、金属溶湯(200)に対してスルースチャンバ(232)をシールするための中空シリンダ状のリングシール(225)を有し、この中空シリンダ状のリングシール(225)が、ローラピン(224)の回転軸に対して平行又は任意の角度で分割されるように形成されており、シールシステムが、更に、ローラピン(224)の回転軸の方向にスリットを入れた中空シリンダ状のスリーブ(226)を有し、このスリーブが、リングシール(225)を包囲する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ストリップのための溶融浸漬コーティング装置と、溶融浸漬コーティング装置のためのシールシステムと、溶融浸漬コーティング装置を運転するための方法に関する。
【背景技術】
【0002】
溶融浸漬コーティング装置は、例えば特許文献1から公知である。そこに開示された装置は、ストリップを案内する金属溶湯のための容器を有する。溶湯を通過する際、ストリップは、ローラボディとローラピンとを備えるローラによって溶湯内で転向及び安定化される。ローラもしくはローラピンは、転がり軸受で軸受けされている。その機能性を保証するため、転がり軸受は、攻撃性を有する金属溶湯に対して保護されなければならない。この目的のため、軸貫通部は、転がり軸受内への溶湯の浸入を防止するために、金属溶湯に対してシールによって閉鎖しなければならない。特許文献1では、シールが、スルースによって行なわれ、このスルースは、スルースチャンバによってローラピンを包囲し、スルースチャンバは、軸貫通部における、即ち軸ピンへの移行部における、非密閉性を除いて、金属溶湯に対して遮蔽もしくはシールされている。軸貫通部を通る金属溶湯の浸入を防止するため、スルースチャンバは、ガス圧を有するガス状の媒体の作用を受ける。スルースは、ガス圧があるにもかかわらずスルースチャンバ内に浸入した少量の金属溶湯の形態のリーク損失を回収するための回収容器を備える。この回収容器は、時々空疎化しなければならず、このため、回収容器は、先ず取り外され、後で再び取り付けなければならないので、このスルースの運転には、高い整備費用が結びついている。
【0003】
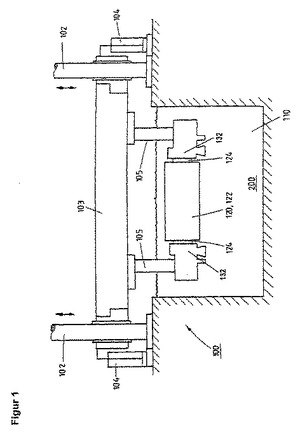
別の公知の溶融浸漬コーティング装置は、特許文献2によって開示されており、図1及び2は、模範的にこの公知の装置の実施例を示す。先ず図1に示されたこの装置は、垂直な2つのスタンプ状部材102を有し、これらスタンプ状部材は、金属溶湯200で満たされた容器110の両側に配設されている。このスタンプ状部材に沿って、横断部材103が、垂直方向駆動装置104によって移動される。横断部材103には、2つのサポートアーム105が吊り下げられており、これらサポートアーム間に、ローラ120が、回転可能に支承されている。金属溶湯内に浸漬された後、ストリップは、金属溶湯から再び上に向かって出る前に、ローラ120によって転向される。
【0004】
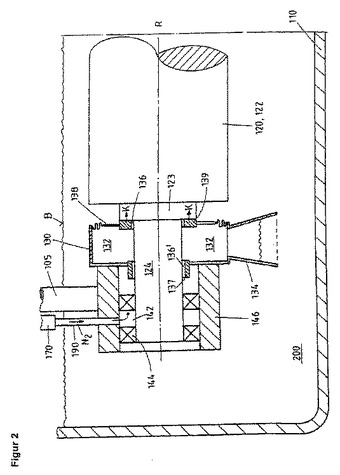
図2には、金属溶湯の浴面レベルが符号Bで示された、金属溶湯200を含んだ容器110が認められる。サポートアーム105に吊り下げられるように、その支承部と共に金属溶湯200内に浸漬されたローラ120が認められる。具体的に、サポートアーム105の軸受チャンバ142内の転がり軸受144に支承されたローラピン124を見ることができる。更に、ガス状の媒体、例えば窒素、を軸受チャンバ142に供給するためのガスライン170,190が図示されている。軸受チャンバ142とローラボディ122間に、ローラピン124をスルースチャンバ132によって包囲するスルース130が配設されている。スルース130は、正に軸受ケース146とローラボディ122のように、金属溶湯200内に浸漬され、従って、外側から金属溶湯によって包囲されている。スルース130とそのスルースチャンバ132は、通路状の出口134を有する潜水鐘の形態に形成されており、この出口134は、溶融浸漬コーティング装置の運転中に同様に金属溶湯200内に浸漬されており、従って、出口134は、金属溶湯に対して開放している。軸受チャンバ142とスルースチャンバ132間の移行領域で、隔壁は、ピン側が、ローラ120のピン124を包囲するブッシュ137で終わる。ブッシュ137の内径とピンの外径間に、軸受チャンバ142とスルースチャンバ132間をガス状の媒体、例えばN2、をコントロールしつつ通過させるための環状間隙136が残っている。
【0005】
ローラボディ122に付設された、向かい側に位置するスルースチャンバの壁138は、図2によれば、柔軟に、例えばダイヤフラムとして、形成されている。壁138は、ピン側が、接触式のリングシールで終わる。しかしながら、このリングシール139は、ピン側が、100パーセント密閉されているのではなく、ピン124に対してある程度の非密閉性が残っている。この非密閉性は、非密閉性を介してスルースチャンバ132から周囲の金属溶湯200に逃げることができるガス状の媒体、例えばN2、にも、軸貫通部136における非密閉性によってスルースチャンバ132に達することができる金属溶湯200にも関する。
【0006】
浸入する溶湯200に対する軸受144の図2に図示された公知のシールは、以下のように機能する:ガスライン190によって、窒素が軸受チャンバ142内に案内される。そこで、窒素が、環状間隙136を通ってスルースチャンバ132内に流出する前に、軸受144の周囲を流れる。軸受チャンバ142とスルースチャンバ132は、環状間隙136を介して、窒素に関して互いに連絡するように形成されている。従って、両チャンバ内に同じ大きさのガス圧が生じる。ガス圧は、スルース130の開放した通路状の出口134を通ってスルースチャンバ132の内部に金属溶湯200が浸入することが防止されるような大きさに選択される。同時に、この圧力は、スルースチャンバ132の柔軟に形成された外壁138に作用する。この外壁138は、金属溶湯200によって加えられる圧力を外から負荷される。従って、接触式のリングシール139は、スルースチャンバ132の内部のガス圧と金属溶湯200によって外壁138に加えられる圧力の差圧によって、ローラの軸方向Rに対して平行な力Kで、突出部123又はローラボディ122に押し付けられる。スルースチャンバ132の内部のガス圧は、この目的のため、金属溶湯によって加えられる圧力に対して適当な大きさに設定することができる。但し、このやり方では、軸貫通部136を通って浸入する量は、完全に回避することはできない。依然として浸入する溶湯は、スルースチャンバ132の出口134を通って、容器110内の溶湯浴に再び供給すべきである。
【0007】
前記の装置は、確かに、金属溶湯の一部を軸ピンの軸受から遮断することはできるが、これは、実際には、完全にうまくいかないので、ローラピンの軸受は、依然として浸入する金属溶湯によって損害を受ける。図2に図示された公知の装置の別の欠点は、さもなければ金属溶湯が開口136を通って大量にスルース132に浸入してしまうので、ピン貫通部の領域のスルースチャンバの壁を柔軟に形成しなければならない点にある。特に、公知の実施形の場合、残念ながら、嵌合遊びを任意に小さくし、良好な密閉性を得ることが可能でない。何故なら、その場合には、熱的な影響に基づいて、軸が、ロックしたり、引っかかったりするからである。更に、例えば出口又は回収容器をもはや必要としないできるだけ簡単に構成したスルースを可能にすることも望ましい。前記の装置の別の欠点は、金属溶湯の浸入を防止するために、比較的大量の窒素を必要とすることである。この場合、大量の窒素が失われ、これは、少なくとも別のコスト要因となる。窒素の回収をするための選択的な装置は、重ねて、高価で大きい構成費用を必要とする。
【0008】
誘導シールを設けるような、特許文献2にも記載されている金属溶湯に対してスルースチャンバをシールするための他の措置は、大きなスペースを要求することに基づいて、通常は、統合することが困難であり、技術的に非常に費用がかかる。垂直方向に接触するシールによって軸受をシールするとの前記別の可能性は、熱膨張及び変動するガス圧によって実施することが困難である。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】独国特許出願公開第10 2004 030 207号明細書
【特許文献2】国際公開第2008/098687号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、本発明の課題は、前記欠点の少なくとも1つを克服する、溶融浸漬コーティング装置又は溶融浸漬コーティング装置のためのシールシステムを提供することにある。
【課題を解決するための手段】
【0011】
この課題は、本発明によれば、溶融浸漬コーティング装置が、金属溶湯内に浸漬された、ローラピンを有するローラと、ローラピンをスルースチャンバによって包囲するスルースとを有し、シールシステムが、スルースチャンバをローラピンが貫通する領域内に、金属溶湯に対してスルースチャンバをシールするためのリングシールを有する、金属溶湯によってストリップをコーティングするための溶融浸漬コーティング装置のためのシールシステムにおいて、中空シリンダ状のリングシールが、ローラピンの回転軸に対して本発明により平行に分割されるように形成されていること、シールシステムが、ローラピンの回転軸の方向にスリットを入れた中空シリンダ状のスリーブを有し、このスリーブが、ローラピンの回転軸に対して平行に分割されるように形成された中空シリンダ状のリングシールを包囲することによって解決される。スルースチャンバは、簡単かつ安価に形成することができ、加えて、少ないガス、例えば窒素、が小さい間隙面を通って溶湯内に逃げることができるので、ガス状の媒体が節約される。
【0012】
装置の好ましい実施形では、中空シリンダ状のリングシールが、ローラピンの回転軸に対して平行に、中空シリンダの個別のセグメントに分割されている。
【0013】
装置の別の好ましい実施形では、中空シリンダ状のリングシールが、中空シリンダの少なくとも4つのセグメントによって構成されている。
【0014】
装置の別の好ましい実施形では、中空シリンダ状のリングシールが、少なくとも1つのフランジ要素を備え、このフランジ要素が、ローラピンの回転軸に対して垂直に外方に向かって延在し、このフランジ要素をもって、中空シリンダ状のリングシールが、金属溶湯の方向に向いたスルースチャンバの壁に接する。
【0015】
装置の別の好ましい実施形では、中空シリンダ状のスリーブが、ローラピンの回転軸の方向のスリットを備える、及び/又は、中空シリンダ状のリングシールのセグメントに対して狭持作用を加えることができるように形成されている。
【0016】
装置の別の好ましい実施形では、中空シリンダの個別のセグメントの横断面が、ローラピンの回転軸に対して垂直に、本質的に円弧セグメントの形態を備える。
【0017】
装置の別の好ましい実施形では、各円弧セグメントが、本質的に90°の部分円周を備える。
【0018】
装置の別の好ましい実施形では、リングシールが、ローラボディ又はローラピンの突出部に接触する、接触シールとして形成されている。
【0019】
更に、本発明は、溶融浸漬コーティング装置が、前記の本発明によるシールシステムを有することを特徴とする、金属溶湯のための容器と、金属溶湯内に浸漬された、金属溶湯を通過する際にストリップの転向又は安定化を行なうための、ローラボディとローラピンを備えるローラと、ローラピンをスルースチャンバによって包囲するスルースと、金属溶湯に対してスルースチャンバをシールするためにスルースチャンバにガス圧を有するガス状の媒体を供給するための手段とを有する、金属溶湯によってストリップをコーティングするための溶融浸漬コーティング装置を含む。
【0020】
更に、本発明は、スルースチャンバが、ローラピンの長手方向軸に対して平行に分割されたシールによって金属溶湯に対してシールされることを特徴とする、金属溶湯を通るようにストリップを案内するステップと、ローラによって金属溶湯内のストリップの転向又は安定化を行なうステップと、金属溶湯に対してスルースチャンバをシールするためにスルースチャンバ内にガス圧を有するガス状の媒体を供給するステップとを有する、ローラボディとローラピンとを備えるローラと、ローラピンをスルースチャンバによって包囲する少なくとも1つのスルースとを有する溶融浸漬コーティング装置を運転するための方法を含む。本発明による方法と、本発明による溶融浸漬コーティング装置の利点は、本発明によるシールシステムの利点から生じ、この利点に本質的に一致する。
【0021】
溶融浸漬コーティング装置を運転するための方法の好ましい実施形では、シールが、ローラピンの回転軸の方向に対して垂直に、ローラピンに押し付けられる。
【0022】
方法の別の好ましい実施形では、シールが、バネ荷重によってローラピンに押し付けられる。
【0023】
方法の別の好ましい実施形では、シールが、スルースチャンバ内のガス状の媒体のガス圧によって、ローラピンの回転軸に対して平行に整向された力でローラボディ又はローラボディの突出部に押し付けられる。
【図面の簡単な説明】
【0024】
【図1】従来技術から公知の溶融浸漬コーティング装置の横断面図を示す。
【図2】特にスルースチャンバとローラ軸受をローラピンが通過する領域を示す、図1の横断面図の詳細図を示す。
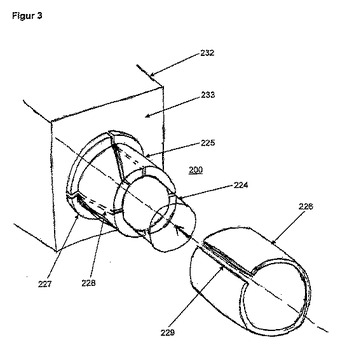
【図3】本発明による溶融浸漬コーティング装置のシールシステムもしくは一部の本発明による実施例の概略斜視図を示す。
【発明を実施するための形態】
【0025】
図1及び2は、従来技術予から公知の溶融浸漬コーティングをするための装置を示す。図3は、溶融浸漬コーティング装置の一部の本発明による実施例を示す。以下で、実施例に基づいて本発明を詳細に説明する。
【0026】
図3は、溶融浸漬コーティング装置のためのシールシステムの本発明による実施例を概略的に示す。本発明による溶融浸漬コーティング装置は、図3には、全体としては図示してない。このようなシステムの一般的な上位の構造は、従来技術から公知であり(例えば図1参照)、本発明は、特に、スルースチャンバ232の壁へのローラピン224の貫通部のシールを対象としている。図3には、その壁233をローラピン224が貫通するこのようなスルースチャンバ232が、概略的に図示されている。スルースチャンバ232は、特に、従来技術から公知であるように、スルースチャンバ232に入り込む溶湯200を阻止するために金属浴200に対して差圧を備える窒素で満たされている。ローラ、ローラボディ及びローラピン軸受部は、この図では、明瞭さのために図示されていない。
【0027】
スルースチャンバ壁233へのローラピン224の貫通部のシールをするため、本発明によれば、本質的に中空シリンダ状のリングシール225もしくは中空シリンダ状のリング225が設けられている。このリングシール225は、ローラピン224の長手方向軸もしくは回転軸の方向に分割されるように形成されている。これは、リングシール225に、ローラピン224の回転軸に対して平行なスリット228もしくは間隙228が設けられているとのことを意味する。これらスリット228もしくは間隙228は、特にリングシール225の全長にわたりローラピン224の回転軸に対して平行に延在し、半径方向に一貫するように形成されている。従って、リングシール225は、個別の部分もしくはセグメントに分割されている。特に、リングシール225は、ローラピンの回転軸に対して平行に分割された中空シリンダの4つの個別のセグメントによって構成される。しかしながらまた、単に2つの又は3つの又は4つより多くのこのようなセグメントを設けることも可能である。ローラピン224の回転軸に対して垂直に位置する横断面で見て、これらセグメントは、それぞれ円弧部分の形態を備え、これら円弧部分もしくは円弧セグメントは、4つのセグメントから構成されるリングシール225の場合、特に本質的に90°の部分円周を備える。中空シリンダのセグメントの数を任意にするため、個々のセグメントの部分円周tは、特に式t=360°/aによって表現することができ、aは、中空シリンダの個別のセグメントの数である。
【0028】
中空シリンダ状のリングシール225の周囲に、ローラピン224の回転軸に対して平行にスリットが入れられるように形成された中空シリンダ状のスリーブ226が設けられている。好ましくは、1つのスリットであり、このスリットは、スリーブの全長にわたって延在し、半径方向に一貫するように形成されている。
【0029】
本発明によるリングシール225は、好ましくは、フランジ227を備えることができ、このフランジは、ローラピンが延在するスルースチャンバ233の壁に接する。このようなフランジ227は、種々のやり方で形成することができる。フランジは、シリンダ状のシール225の表面に対して垂直に外方に向かって延在し、内側からスルースチャンバ233の壁に接するか、溶湯側からスルースチャンバ233の壁に接することができる。フランジは、壁233に係合する溝を有することもできる。このようなフランジ構造は、当業者に公知である。特に、フランジ227は、スルースチャンバ壁233の内側に接するように設けられており、フランジ227は、スルースチャンバ232の内部のガス圧によってスルースチャンバ233の壁に押し付けられる。
【0030】
中空シリンダ状のリングシール225は、ローラピン224が加熱された場合、ピン224がシール225内でロックされることなく膨張する。従って、リングシール225の嵌合は、狭く選択することができる。ピン224が加熱された場合、ピン224の直径が拡大され、リングシールが分割されていない形成では、シールの磨耗や、ローラピン224のロックが生じる。シール225が、本発明により分割されて形成されていることにより、シール225の部分もしくはセグメントは、ローラピン224の直径の拡大と共に、外方に向かって移動することができる。リングシール225がスリーブ226の内径に達した時に、スリーブが拡開される。
【0031】
この場合、スルースチャンバ232の密閉性は、特に中空シリンダ状のスリーブ226によって得られ、このスリーブは、そのバネ力によって、中空シリンダ状のリングシール225を、ローラピン224の回転軸の方向に対して垂直に締め付ける。更に、本発明によるシールシステムによって、金属溶湯がチャンバ内に浸入することができる比較的小さい開口もしくは間隙又はスリット228が設けられているだけである。付加的に、スルースチャンバ233の壁へのローラピン224の貫通部の領域における密閉性は、特に、スルースチャンバ232の内部を支配するガス圧もしくは窒素圧によって保証される。特に、スリーブ226のスリット229は、このスリットが中空シリンダ状のリングシール225の外面の半径方向上に、即ち、特に分割された中空シリンダ状のリングシール225のセグメントの上に、位置するように配設されているので、スリーブ226のスリット229は、分割された中空シリンダ状のリングシール225の間隙もしくはスリット228の上に存在しない。付加的に、形成に応じて、中空シリンダ状のリングシール225が、ローラボディの方向及び/又は選択的に設けられるローラピン224又はローラボディの突出部の方向に押し付けられるとのことも考えられる。
【0032】
本発明によるシールシステムは、特に、金属溶湯200によってストリップをコーティングするための溶融浸漬コーティング装置に設けられ、この溶融浸漬コーティング装置は、金属溶湯200のための容器と、金属溶湯に浸漬された、金属溶湯を通過する際にストリップの転向又は安定化を行なうローラを有し、ローラは、ローラボディとローラピン224を備える。加えて、このような装置は、金属溶湯200に対してスルースチャンバ232をシールするためにスルースチャンバにガス圧を有するガス状の媒体(例えばN2)を供給するための手段を有する。しかしながら、この場では、本発明によるシールシステムが、違った種類の溶融浸漬コーティング装置に対しても使用可能であることを述べておく。
【0033】
前記シールシステムは、図2から公知であるような装置に設けることもできる。即ち、特に、図2に示したリングシール139を、スリーブ226と共に提案した本発明によるリングシール225によって置き換えることを意味する。その場合、チャンバ壁138は、柔軟に形成したり、特に高剛性に形成したりすることができる。但し、図2に示した通路136は、本発明によれば廃止される。通路状の出口134は、本発明によれば、同様に廃止することができる。本発明によるシールシステムにより、ローラピンの軸受は、汚れに対して良好に保護し、溶湯200に対して効果的に遮蔽することができる。
【0034】
前記の特徴は、どのようにも組み合わせられることを指摘する。更に、構成の詳細は、一般的な知識に応じて当業者によって変更して形成することができる。
【符号の説明】
【0035】
100:溶融浸漬コーティング装置
102:スタンプ状部材
103:横断部材
104:垂直方向駆動装置
105:サポートアーム
110:容器
120:ローラ
122:ローラボディ
123:ローラピンの突出部
124:ローラピン
125:リングシール
126:スリーブ
130:スルース
132:スルースチャンバ
134:通路状の出口
136:軸貫通部
137:ブッシュ
138:外壁
139:リングシール
142:軸受チャンバ
144:転がり軸受
146:軸受ケース
170:ガスライン
190:ガスライン
200:金属溶湯
224:ローラピン
225:リングシール
226:スリーブ
227:フランジ
228:間隙
229:スリット
232:スルースチャンバ
233:スルースチャンバ壁
B:金属浴面レベル
K:力
R:ローラの軸方向
【技術分野】
【0001】
本発明は、ストリップのための溶融浸漬コーティング装置と、溶融浸漬コーティング装置のためのシールシステムと、溶融浸漬コーティング装置を運転するための方法に関する。
【背景技術】
【0002】
溶融浸漬コーティング装置は、例えば特許文献1から公知である。そこに開示された装置は、ストリップを案内する金属溶湯のための容器を有する。溶湯を通過する際、ストリップは、ローラボディとローラピンとを備えるローラによって溶湯内で転向及び安定化される。ローラもしくはローラピンは、転がり軸受で軸受けされている。その機能性を保証するため、転がり軸受は、攻撃性を有する金属溶湯に対して保護されなければならない。この目的のため、軸貫通部は、転がり軸受内への溶湯の浸入を防止するために、金属溶湯に対してシールによって閉鎖しなければならない。特許文献1では、シールが、スルースによって行なわれ、このスルースは、スルースチャンバによってローラピンを包囲し、スルースチャンバは、軸貫通部における、即ち軸ピンへの移行部における、非密閉性を除いて、金属溶湯に対して遮蔽もしくはシールされている。軸貫通部を通る金属溶湯の浸入を防止するため、スルースチャンバは、ガス圧を有するガス状の媒体の作用を受ける。スルースは、ガス圧があるにもかかわらずスルースチャンバ内に浸入した少量の金属溶湯の形態のリーク損失を回収するための回収容器を備える。この回収容器は、時々空疎化しなければならず、このため、回収容器は、先ず取り外され、後で再び取り付けなければならないので、このスルースの運転には、高い整備費用が結びついている。
【0003】
別の公知の溶融浸漬コーティング装置は、特許文献2によって開示されており、図1及び2は、模範的にこの公知の装置の実施例を示す。先ず図1に示されたこの装置は、垂直な2つのスタンプ状部材102を有し、これらスタンプ状部材は、金属溶湯200で満たされた容器110の両側に配設されている。このスタンプ状部材に沿って、横断部材103が、垂直方向駆動装置104によって移動される。横断部材103には、2つのサポートアーム105が吊り下げられており、これらサポートアーム間に、ローラ120が、回転可能に支承されている。金属溶湯内に浸漬された後、ストリップは、金属溶湯から再び上に向かって出る前に、ローラ120によって転向される。
【0004】
図2には、金属溶湯の浴面レベルが符号Bで示された、金属溶湯200を含んだ容器110が認められる。サポートアーム105に吊り下げられるように、その支承部と共に金属溶湯200内に浸漬されたローラ120が認められる。具体的に、サポートアーム105の軸受チャンバ142内の転がり軸受144に支承されたローラピン124を見ることができる。更に、ガス状の媒体、例えば窒素、を軸受チャンバ142に供給するためのガスライン170,190が図示されている。軸受チャンバ142とローラボディ122間に、ローラピン124をスルースチャンバ132によって包囲するスルース130が配設されている。スルース130は、正に軸受ケース146とローラボディ122のように、金属溶湯200内に浸漬され、従って、外側から金属溶湯によって包囲されている。スルース130とそのスルースチャンバ132は、通路状の出口134を有する潜水鐘の形態に形成されており、この出口134は、溶融浸漬コーティング装置の運転中に同様に金属溶湯200内に浸漬されており、従って、出口134は、金属溶湯に対して開放している。軸受チャンバ142とスルースチャンバ132間の移行領域で、隔壁は、ピン側が、ローラ120のピン124を包囲するブッシュ137で終わる。ブッシュ137の内径とピンの外径間に、軸受チャンバ142とスルースチャンバ132間をガス状の媒体、例えばN2、をコントロールしつつ通過させるための環状間隙136が残っている。
【0005】
ローラボディ122に付設された、向かい側に位置するスルースチャンバの壁138は、図2によれば、柔軟に、例えばダイヤフラムとして、形成されている。壁138は、ピン側が、接触式のリングシールで終わる。しかしながら、このリングシール139は、ピン側が、100パーセント密閉されているのではなく、ピン124に対してある程度の非密閉性が残っている。この非密閉性は、非密閉性を介してスルースチャンバ132から周囲の金属溶湯200に逃げることができるガス状の媒体、例えばN2、にも、軸貫通部136における非密閉性によってスルースチャンバ132に達することができる金属溶湯200にも関する。
【0006】
浸入する溶湯200に対する軸受144の図2に図示された公知のシールは、以下のように機能する:ガスライン190によって、窒素が軸受チャンバ142内に案内される。そこで、窒素が、環状間隙136を通ってスルースチャンバ132内に流出する前に、軸受144の周囲を流れる。軸受チャンバ142とスルースチャンバ132は、環状間隙136を介して、窒素に関して互いに連絡するように形成されている。従って、両チャンバ内に同じ大きさのガス圧が生じる。ガス圧は、スルース130の開放した通路状の出口134を通ってスルースチャンバ132の内部に金属溶湯200が浸入することが防止されるような大きさに選択される。同時に、この圧力は、スルースチャンバ132の柔軟に形成された外壁138に作用する。この外壁138は、金属溶湯200によって加えられる圧力を外から負荷される。従って、接触式のリングシール139は、スルースチャンバ132の内部のガス圧と金属溶湯200によって外壁138に加えられる圧力の差圧によって、ローラの軸方向Rに対して平行な力Kで、突出部123又はローラボディ122に押し付けられる。スルースチャンバ132の内部のガス圧は、この目的のため、金属溶湯によって加えられる圧力に対して適当な大きさに設定することができる。但し、このやり方では、軸貫通部136を通って浸入する量は、完全に回避することはできない。依然として浸入する溶湯は、スルースチャンバ132の出口134を通って、容器110内の溶湯浴に再び供給すべきである。
【0007】
前記の装置は、確かに、金属溶湯の一部を軸ピンの軸受から遮断することはできるが、これは、実際には、完全にうまくいかないので、ローラピンの軸受は、依然として浸入する金属溶湯によって損害を受ける。図2に図示された公知の装置の別の欠点は、さもなければ金属溶湯が開口136を通って大量にスルース132に浸入してしまうので、ピン貫通部の領域のスルースチャンバの壁を柔軟に形成しなければならない点にある。特に、公知の実施形の場合、残念ながら、嵌合遊びを任意に小さくし、良好な密閉性を得ることが可能でない。何故なら、その場合には、熱的な影響に基づいて、軸が、ロックしたり、引っかかったりするからである。更に、例えば出口又は回収容器をもはや必要としないできるだけ簡単に構成したスルースを可能にすることも望ましい。前記の装置の別の欠点は、金属溶湯の浸入を防止するために、比較的大量の窒素を必要とすることである。この場合、大量の窒素が失われ、これは、少なくとも別のコスト要因となる。窒素の回収をするための選択的な装置は、重ねて、高価で大きい構成費用を必要とする。
【0008】
誘導シールを設けるような、特許文献2にも記載されている金属溶湯に対してスルースチャンバをシールするための他の措置は、大きなスペースを要求することに基づいて、通常は、統合することが困難であり、技術的に非常に費用がかかる。垂直方向に接触するシールによって軸受をシールするとの前記別の可能性は、熱膨張及び変動するガス圧によって実施することが困難である。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】独国特許出願公開第10 2004 030 207号明細書
【特許文献2】国際公開第2008/098687号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、本発明の課題は、前記欠点の少なくとも1つを克服する、溶融浸漬コーティング装置又は溶融浸漬コーティング装置のためのシールシステムを提供することにある。
【課題を解決するための手段】
【0011】
この課題は、本発明によれば、溶融浸漬コーティング装置が、金属溶湯内に浸漬された、ローラピンを有するローラと、ローラピンをスルースチャンバによって包囲するスルースとを有し、シールシステムが、スルースチャンバをローラピンが貫通する領域内に、金属溶湯に対してスルースチャンバをシールするためのリングシールを有する、金属溶湯によってストリップをコーティングするための溶融浸漬コーティング装置のためのシールシステムにおいて、中空シリンダ状のリングシールが、ローラピンの回転軸に対して本発明により平行に分割されるように形成されていること、シールシステムが、ローラピンの回転軸の方向にスリットを入れた中空シリンダ状のスリーブを有し、このスリーブが、ローラピンの回転軸に対して平行に分割されるように形成された中空シリンダ状のリングシールを包囲することによって解決される。スルースチャンバは、簡単かつ安価に形成することができ、加えて、少ないガス、例えば窒素、が小さい間隙面を通って溶湯内に逃げることができるので、ガス状の媒体が節約される。
【0012】
装置の好ましい実施形では、中空シリンダ状のリングシールが、ローラピンの回転軸に対して平行に、中空シリンダの個別のセグメントに分割されている。
【0013】
装置の別の好ましい実施形では、中空シリンダ状のリングシールが、中空シリンダの少なくとも4つのセグメントによって構成されている。
【0014】
装置の別の好ましい実施形では、中空シリンダ状のリングシールが、少なくとも1つのフランジ要素を備え、このフランジ要素が、ローラピンの回転軸に対して垂直に外方に向かって延在し、このフランジ要素をもって、中空シリンダ状のリングシールが、金属溶湯の方向に向いたスルースチャンバの壁に接する。
【0015】
装置の別の好ましい実施形では、中空シリンダ状のスリーブが、ローラピンの回転軸の方向のスリットを備える、及び/又は、中空シリンダ状のリングシールのセグメントに対して狭持作用を加えることができるように形成されている。
【0016】
装置の別の好ましい実施形では、中空シリンダの個別のセグメントの横断面が、ローラピンの回転軸に対して垂直に、本質的に円弧セグメントの形態を備える。
【0017】
装置の別の好ましい実施形では、各円弧セグメントが、本質的に90°の部分円周を備える。
【0018】
装置の別の好ましい実施形では、リングシールが、ローラボディ又はローラピンの突出部に接触する、接触シールとして形成されている。
【0019】
更に、本発明は、溶融浸漬コーティング装置が、前記の本発明によるシールシステムを有することを特徴とする、金属溶湯のための容器と、金属溶湯内に浸漬された、金属溶湯を通過する際にストリップの転向又は安定化を行なうための、ローラボディとローラピンを備えるローラと、ローラピンをスルースチャンバによって包囲するスルースと、金属溶湯に対してスルースチャンバをシールするためにスルースチャンバにガス圧を有するガス状の媒体を供給するための手段とを有する、金属溶湯によってストリップをコーティングするための溶融浸漬コーティング装置を含む。
【0020】
更に、本発明は、スルースチャンバが、ローラピンの長手方向軸に対して平行に分割されたシールによって金属溶湯に対してシールされることを特徴とする、金属溶湯を通るようにストリップを案内するステップと、ローラによって金属溶湯内のストリップの転向又は安定化を行なうステップと、金属溶湯に対してスルースチャンバをシールするためにスルースチャンバ内にガス圧を有するガス状の媒体を供給するステップとを有する、ローラボディとローラピンとを備えるローラと、ローラピンをスルースチャンバによって包囲する少なくとも1つのスルースとを有する溶融浸漬コーティング装置を運転するための方法を含む。本発明による方法と、本発明による溶融浸漬コーティング装置の利点は、本発明によるシールシステムの利点から生じ、この利点に本質的に一致する。
【0021】
溶融浸漬コーティング装置を運転するための方法の好ましい実施形では、シールが、ローラピンの回転軸の方向に対して垂直に、ローラピンに押し付けられる。
【0022】
方法の別の好ましい実施形では、シールが、バネ荷重によってローラピンに押し付けられる。
【0023】
方法の別の好ましい実施形では、シールが、スルースチャンバ内のガス状の媒体のガス圧によって、ローラピンの回転軸に対して平行に整向された力でローラボディ又はローラボディの突出部に押し付けられる。
【図面の簡単な説明】
【0024】
【図1】従来技術から公知の溶融浸漬コーティング装置の横断面図を示す。
【図2】特にスルースチャンバとローラ軸受をローラピンが通過する領域を示す、図1の横断面図の詳細図を示す。
【図3】本発明による溶融浸漬コーティング装置のシールシステムもしくは一部の本発明による実施例の概略斜視図を示す。
【発明を実施するための形態】
【0025】
図1及び2は、従来技術予から公知の溶融浸漬コーティングをするための装置を示す。図3は、溶融浸漬コーティング装置の一部の本発明による実施例を示す。以下で、実施例に基づいて本発明を詳細に説明する。
【0026】
図3は、溶融浸漬コーティング装置のためのシールシステムの本発明による実施例を概略的に示す。本発明による溶融浸漬コーティング装置は、図3には、全体としては図示してない。このようなシステムの一般的な上位の構造は、従来技術から公知であり(例えば図1参照)、本発明は、特に、スルースチャンバ232の壁へのローラピン224の貫通部のシールを対象としている。図3には、その壁233をローラピン224が貫通するこのようなスルースチャンバ232が、概略的に図示されている。スルースチャンバ232は、特に、従来技術から公知であるように、スルースチャンバ232に入り込む溶湯200を阻止するために金属浴200に対して差圧を備える窒素で満たされている。ローラ、ローラボディ及びローラピン軸受部は、この図では、明瞭さのために図示されていない。
【0027】
スルースチャンバ壁233へのローラピン224の貫通部のシールをするため、本発明によれば、本質的に中空シリンダ状のリングシール225もしくは中空シリンダ状のリング225が設けられている。このリングシール225は、ローラピン224の長手方向軸もしくは回転軸の方向に分割されるように形成されている。これは、リングシール225に、ローラピン224の回転軸に対して平行なスリット228もしくは間隙228が設けられているとのことを意味する。これらスリット228もしくは間隙228は、特にリングシール225の全長にわたりローラピン224の回転軸に対して平行に延在し、半径方向に一貫するように形成されている。従って、リングシール225は、個別の部分もしくはセグメントに分割されている。特に、リングシール225は、ローラピンの回転軸に対して平行に分割された中空シリンダの4つの個別のセグメントによって構成される。しかしながらまた、単に2つの又は3つの又は4つより多くのこのようなセグメントを設けることも可能である。ローラピン224の回転軸に対して垂直に位置する横断面で見て、これらセグメントは、それぞれ円弧部分の形態を備え、これら円弧部分もしくは円弧セグメントは、4つのセグメントから構成されるリングシール225の場合、特に本質的に90°の部分円周を備える。中空シリンダのセグメントの数を任意にするため、個々のセグメントの部分円周tは、特に式t=360°/aによって表現することができ、aは、中空シリンダの個別のセグメントの数である。
【0028】
中空シリンダ状のリングシール225の周囲に、ローラピン224の回転軸に対して平行にスリットが入れられるように形成された中空シリンダ状のスリーブ226が設けられている。好ましくは、1つのスリットであり、このスリットは、スリーブの全長にわたって延在し、半径方向に一貫するように形成されている。
【0029】
本発明によるリングシール225は、好ましくは、フランジ227を備えることができ、このフランジは、ローラピンが延在するスルースチャンバ233の壁に接する。このようなフランジ227は、種々のやり方で形成することができる。フランジは、シリンダ状のシール225の表面に対して垂直に外方に向かって延在し、内側からスルースチャンバ233の壁に接するか、溶湯側からスルースチャンバ233の壁に接することができる。フランジは、壁233に係合する溝を有することもできる。このようなフランジ構造は、当業者に公知である。特に、フランジ227は、スルースチャンバ壁233の内側に接するように設けられており、フランジ227は、スルースチャンバ232の内部のガス圧によってスルースチャンバ233の壁に押し付けられる。
【0030】
中空シリンダ状のリングシール225は、ローラピン224が加熱された場合、ピン224がシール225内でロックされることなく膨張する。従って、リングシール225の嵌合は、狭く選択することができる。ピン224が加熱された場合、ピン224の直径が拡大され、リングシールが分割されていない形成では、シールの磨耗や、ローラピン224のロックが生じる。シール225が、本発明により分割されて形成されていることにより、シール225の部分もしくはセグメントは、ローラピン224の直径の拡大と共に、外方に向かって移動することができる。リングシール225がスリーブ226の内径に達した時に、スリーブが拡開される。
【0031】
この場合、スルースチャンバ232の密閉性は、特に中空シリンダ状のスリーブ226によって得られ、このスリーブは、そのバネ力によって、中空シリンダ状のリングシール225を、ローラピン224の回転軸の方向に対して垂直に締め付ける。更に、本発明によるシールシステムによって、金属溶湯がチャンバ内に浸入することができる比較的小さい開口もしくは間隙又はスリット228が設けられているだけである。付加的に、スルースチャンバ233の壁へのローラピン224の貫通部の領域における密閉性は、特に、スルースチャンバ232の内部を支配するガス圧もしくは窒素圧によって保証される。特に、スリーブ226のスリット229は、このスリットが中空シリンダ状のリングシール225の外面の半径方向上に、即ち、特に分割された中空シリンダ状のリングシール225のセグメントの上に、位置するように配設されているので、スリーブ226のスリット229は、分割された中空シリンダ状のリングシール225の間隙もしくはスリット228の上に存在しない。付加的に、形成に応じて、中空シリンダ状のリングシール225が、ローラボディの方向及び/又は選択的に設けられるローラピン224又はローラボディの突出部の方向に押し付けられるとのことも考えられる。
【0032】
本発明によるシールシステムは、特に、金属溶湯200によってストリップをコーティングするための溶融浸漬コーティング装置に設けられ、この溶融浸漬コーティング装置は、金属溶湯200のための容器と、金属溶湯に浸漬された、金属溶湯を通過する際にストリップの転向又は安定化を行なうローラを有し、ローラは、ローラボディとローラピン224を備える。加えて、このような装置は、金属溶湯200に対してスルースチャンバ232をシールするためにスルースチャンバにガス圧を有するガス状の媒体(例えばN2)を供給するための手段を有する。しかしながら、この場では、本発明によるシールシステムが、違った種類の溶融浸漬コーティング装置に対しても使用可能であることを述べておく。
【0033】
前記シールシステムは、図2から公知であるような装置に設けることもできる。即ち、特に、図2に示したリングシール139を、スリーブ226と共に提案した本発明によるリングシール225によって置き換えることを意味する。その場合、チャンバ壁138は、柔軟に形成したり、特に高剛性に形成したりすることができる。但し、図2に示した通路136は、本発明によれば廃止される。通路状の出口134は、本発明によれば、同様に廃止することができる。本発明によるシールシステムにより、ローラピンの軸受は、汚れに対して良好に保護し、溶湯200に対して効果的に遮蔽することができる。
【0034】
前記の特徴は、どのようにも組み合わせられることを指摘する。更に、構成の詳細は、一般的な知識に応じて当業者によって変更して形成することができる。
【符号の説明】
【0035】
100:溶融浸漬コーティング装置
102:スタンプ状部材
103:横断部材
104:垂直方向駆動装置
105:サポートアーム
110:容器
120:ローラ
122:ローラボディ
123:ローラピンの突出部
124:ローラピン
125:リングシール
126:スリーブ
130:スルース
132:スルースチャンバ
134:通路状の出口
136:軸貫通部
137:ブッシュ
138:外壁
139:リングシール
142:軸受チャンバ
144:転がり軸受
146:軸受ケース
170:ガスライン
190:ガスライン
200:金属溶湯
224:ローラピン
225:リングシール
226:スリーブ
227:フランジ
228:間隙
229:スリット
232:スルースチャンバ
233:スルースチャンバ壁
B:金属浴面レベル
K:力
R:ローラの軸方向
【特許請求の範囲】
【請求項1】
溶融浸漬コーティング装置が、金属溶湯(200)内に浸漬された、ローラピン(224)を有するローラと、ローラピン(224)をスルースチャンバ(232)によって包囲するスルースとを有し、シールシステムが、スルースチャンバ(232)をローラピン(224)が貫通する領域内に、金属溶湯(200)に対してスルースチャンバ(232)をシールするためのリングシール(225)を有する、金属溶湯(200)によってストリップをコーティングするための溶融浸漬コーティング装置のためのシールシステムにおいて、
中空シリンダ状のリングシール(225)が、ローラピン(224)の回転軸に対して任意の角度で分割されるように形成されていること、シールシステムが、ローラピン(224)の回転軸の方向にスリットを入れた中空シリンダ状のスリーブ(226)を有し、このスリーブが、ローラピン(224)の回転軸に対して任意の角度で、例えばローラピン(224)の回転軸に対して平行に、分割されるように形成された中空シリンダ状のリングシール(225)を包囲することを特徴とするシールシステム。
【請求項2】
中空シリンダ状のリングシール(225)が、ローラピン(224)の回転軸に対して平行に、中空シリンダの個別のセグメントに分割されていることを特徴とする請求項1に記載のシールシステム。
【請求項3】
中空シリンダ状のリングシール(225)が、中空シリンダの少なくとも2つのセグメントによって構成されていることを特徴とする請求項2に記載のシールシステム。
【請求項4】
中空シリンダ状のリングシール(225)が、少なくとも1つのフランジ要素(227)を備え、このフランジ要素が、ローラピン(224)の回転軸に対して垂直に外方に向かって延在し、このフランジ要素をもって、中空シリンダ状のリングシール(225)が、金属溶湯(200)の方向に向いたスルースチャンバ(233)の壁に接することを特徴とする請求項1〜3のいずれか1つに記載のシールシステム。
【請求項5】
中空シリンダ状のスリーブ(226)が、ローラピン(224)の回転軸の方向のスリット(229)を備える、及び/又は、中空シリンダ状のリングシール(225)のセグメントに対して狭持作用を加えることができるように形成されていることを特徴とする請求項1〜4のいずれか1つに記載のシールシステム。
【請求項6】
中空シリンダの個別のセグメントの横断面が、ローラピン(224)の回転軸に対して垂直に、本質的に円弧セグメントの形態を備えることを特徴とする請求項2〜5のいずれか1つに記載のシールシステム。
【請求項7】
各円弧セグメントが、本質的に回転軸の周囲の90°の角度領域にわたって延在することを特徴とする請求項6に記載のシールシステム。
【請求項8】
リングシール(225)が、ローラボディ又はローラピン(224)の突出部に接触する、接触シールとして形成されていることを特徴とする請求項1〜7のいずれか1つに記載のシールシステム。
【請求項9】
金属溶湯(200)のための容器と、金属溶湯(200)内に浸漬された、金属溶湯を通過する際にストリップの転向又は安定化を行なうための、ローラボディとローラピン(224)を備えるローラと、ローラピン(224)をスルースチャンバ(232)によって包囲するスルースと、金属溶湯(200)に対してスルースチャンバ(232)をシールするためにスルースチャンバ(232)にガス圧を有するガス状の媒体を供給するための手段とを有する、金属溶湯(200)によってストリップをコーティングするための溶融浸漬コーティング装置において、
溶融浸漬コーティング装置が、請求項1〜8のいずれか1つに記載のシールシステムを有することを特徴とする溶融浸漬コーティング装置。
【請求項10】
金属溶湯(200)を通るようにストリップを案内するステップと、ローラ(120)によって金属溶湯内のストリップの転向又は安定をさせるステップと、金属溶湯(200)に対してスルースチャンバをシールするためにスルースチャンバ(232)内にガス圧を有するガス状の媒体を供給するステップとを有する、ローラボディとローラピン(224)とを備えるローラと、ローラピン(224)をスルースチャンバ(232)によって包囲する少なくとも1つのスルースとを有する溶融浸漬コーティング装置を運転するための方法において、
スルースチャンバ(232)が、ローラピン(224)の長手方向軸に対して平行に分割されたシール(225)によって金属溶湯(200)に対してシールされることを特徴とする方法。
【請求項11】
シール(225)が、ローラピン(224)の回転軸の方向に対して垂直に、ローラピン(224)に押し付けられることを特徴とする請求項10に記載の溶融浸漬コーティング装置を運転するための方法。
【請求項12】
シール(225)が、バネ荷重によってローラピン(224)に押し付けられることを特徴とする請求項10又は11に記載の溶融浸漬コーティング装置を運転するための方法。
【請求項13】
シール(225)が、スルースチャンバ(232)内のガス状の媒体のガス圧によって、ローラピン(224)の回転軸に対して平行に整向された力でローラボディ又はローラボディの突出部に押し付けられることを特徴とする請求項10〜12のいずれか1つに記載の溶融浸漬コーティング装置を運転するための方法。
【請求項1】
溶融浸漬コーティング装置が、金属溶湯(200)内に浸漬された、ローラピン(224)を有するローラと、ローラピン(224)をスルースチャンバ(232)によって包囲するスルースとを有し、シールシステムが、スルースチャンバ(232)をローラピン(224)が貫通する領域内に、金属溶湯(200)に対してスルースチャンバ(232)をシールするためのリングシール(225)を有する、金属溶湯(200)によってストリップをコーティングするための溶融浸漬コーティング装置のためのシールシステムにおいて、
中空シリンダ状のリングシール(225)が、ローラピン(224)の回転軸に対して任意の角度で分割されるように形成されていること、シールシステムが、ローラピン(224)の回転軸の方向にスリットを入れた中空シリンダ状のスリーブ(226)を有し、このスリーブが、ローラピン(224)の回転軸に対して任意の角度で、例えばローラピン(224)の回転軸に対して平行に、分割されるように形成された中空シリンダ状のリングシール(225)を包囲することを特徴とするシールシステム。
【請求項2】
中空シリンダ状のリングシール(225)が、ローラピン(224)の回転軸に対して平行に、中空シリンダの個別のセグメントに分割されていることを特徴とする請求項1に記載のシールシステム。
【請求項3】
中空シリンダ状のリングシール(225)が、中空シリンダの少なくとも2つのセグメントによって構成されていることを特徴とする請求項2に記載のシールシステム。
【請求項4】
中空シリンダ状のリングシール(225)が、少なくとも1つのフランジ要素(227)を備え、このフランジ要素が、ローラピン(224)の回転軸に対して垂直に外方に向かって延在し、このフランジ要素をもって、中空シリンダ状のリングシール(225)が、金属溶湯(200)の方向に向いたスルースチャンバ(233)の壁に接することを特徴とする請求項1〜3のいずれか1つに記載のシールシステム。
【請求項5】
中空シリンダ状のスリーブ(226)が、ローラピン(224)の回転軸の方向のスリット(229)を備える、及び/又は、中空シリンダ状のリングシール(225)のセグメントに対して狭持作用を加えることができるように形成されていることを特徴とする請求項1〜4のいずれか1つに記載のシールシステム。
【請求項6】
中空シリンダの個別のセグメントの横断面が、ローラピン(224)の回転軸に対して垂直に、本質的に円弧セグメントの形態を備えることを特徴とする請求項2〜5のいずれか1つに記載のシールシステム。
【請求項7】
各円弧セグメントが、本質的に回転軸の周囲の90°の角度領域にわたって延在することを特徴とする請求項6に記載のシールシステム。
【請求項8】
リングシール(225)が、ローラボディ又はローラピン(224)の突出部に接触する、接触シールとして形成されていることを特徴とする請求項1〜7のいずれか1つに記載のシールシステム。
【請求項9】
金属溶湯(200)のための容器と、金属溶湯(200)内に浸漬された、金属溶湯を通過する際にストリップの転向又は安定化を行なうための、ローラボディとローラピン(224)を備えるローラと、ローラピン(224)をスルースチャンバ(232)によって包囲するスルースと、金属溶湯(200)に対してスルースチャンバ(232)をシールするためにスルースチャンバ(232)にガス圧を有するガス状の媒体を供給するための手段とを有する、金属溶湯(200)によってストリップをコーティングするための溶融浸漬コーティング装置において、
溶融浸漬コーティング装置が、請求項1〜8のいずれか1つに記載のシールシステムを有することを特徴とする溶融浸漬コーティング装置。
【請求項10】
金属溶湯(200)を通るようにストリップを案内するステップと、ローラ(120)によって金属溶湯内のストリップの転向又は安定をさせるステップと、金属溶湯(200)に対してスルースチャンバをシールするためにスルースチャンバ(232)内にガス圧を有するガス状の媒体を供給するステップとを有する、ローラボディとローラピン(224)とを備えるローラと、ローラピン(224)をスルースチャンバ(232)によって包囲する少なくとも1つのスルースとを有する溶融浸漬コーティング装置を運転するための方法において、
スルースチャンバ(232)が、ローラピン(224)の長手方向軸に対して平行に分割されたシール(225)によって金属溶湯(200)に対してシールされることを特徴とする方法。
【請求項11】
シール(225)が、ローラピン(224)の回転軸の方向に対して垂直に、ローラピン(224)に押し付けられることを特徴とする請求項10に記載の溶融浸漬コーティング装置を運転するための方法。
【請求項12】
シール(225)が、バネ荷重によってローラピン(224)に押し付けられることを特徴とする請求項10又は11に記載の溶融浸漬コーティング装置を運転するための方法。
【請求項13】
シール(225)が、スルースチャンバ(232)内のガス状の媒体のガス圧によって、ローラピン(224)の回転軸に対して平行に整向された力でローラボディ又はローラボディの突出部に押し付けられることを特徴とする請求項10〜12のいずれか1つに記載の溶融浸漬コーティング装置を運転するための方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2012−513540(P2012−513540A)
【公表日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2011−542846(P2011−542846)
【出願日】平成22年7月19日(2010.7.19)
【国際出願番号】PCT/EP2010/004384
【国際公開番号】WO2011/009575
【国際公開日】平成23年1月27日(2011.1.27)
【出願人】(390035426)エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト (320)
【Fターム(参考)】
【公表日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年7月19日(2010.7.19)
【国際出願番号】PCT/EP2010/004384
【国際公開番号】WO2011/009575
【国際公開日】平成23年1月27日(2011.1.27)
【出願人】(390035426)エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト (320)
【Fターム(参考)】
[ Back to top ]