
溶融紡糸方法及び溶融紡糸装置
【課題】細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供する。
【解決手段】溶融紡糸装置10は、装置本体12内に溶融樹脂13を押し出すノズル14と、該ノズル14の外周部に設けられ一次熱風15をノズル14から押し出された溶融樹脂13の繊維に吹き付けるための一次熱風流路16と、該一次熱風流路16より外周部に設けられ一次熱風15の温度を保持する二次熱風17を吹き出すための二次熱風流路18とを備えている。二次熱風流路18は二次熱風17の吹き出し角度αがノズル14から吹き出される溶融樹脂13の方向に対して0〜50°になるように設定されている。そして、二次熱風17が外気を遮蔽するエアカーテンを形成するように構成されている。
【解決手段】溶融紡糸装置10は、装置本体12内に溶融樹脂13を押し出すノズル14と、該ノズル14の外周部に設けられ一次熱風15をノズル14から押し出された溶融樹脂13の繊維に吹き付けるための一次熱風流路16と、該一次熱風流路16より外周部に設けられ一次熱風15の温度を保持する二次熱風17を吹き出すための二次熱風流路18とを備えている。二次熱風流路18は二次熱風17の吹き出し角度αがノズル14から吹き出される溶融樹脂13の方向に対して0〜50°になるように設定されている。そして、二次熱風17が外気を遮蔽するエアカーテンを形成するように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、メルトブロー法によって溶融樹脂が押し出されて形成された繊維をベルトコンベヤ上に供給して不織布を作製するための溶融紡糸方法及びその方法に用いられる溶融紡糸装置に関する。
【背景技術】
【0002】
メルトブロー法は原料樹脂を溶融して押し出された繊維(糸)から不織布を得る溶融紡糸方法であり、押出機で溶融された樹脂を型に流し込み、そのノズルから押し出すと同時にその周囲から高温、高速の熱風を吹き付けることにより、溶融樹脂が繊維状(糸状)に吹き出される。この繊維状をなす樹脂をコンベア上に供給することによって不織布のシートが作製される。
【0003】
この種の紡糸方法として、例えば特許文献1に記載されている横配列ウェブの製造方法が知られている。すなわち、紡糸ノズルから溶融樹脂を繊維状に押し出す工程と、紡糸ノズルの開口端周囲から高温の一次エアを流して繊維状の溶融樹脂を振動させる工程と、振動しつつ落下する繊維状の溶融樹脂に高温の二次エアを噴出して幅方向に広げて紡糸する工程と、コンベア上に繊維状の溶融樹脂を集積して横配列ウェブを作製する工程とを備えている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−98455号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に記載の製造方法では、横方向に配列されたウェブを得ることを目的としているため、紡糸ノズルから押し出された繊維状の溶融樹脂を一次エアで振動させ、二次エアで幅方向に広げなければならない。この場合、一次エアを高速で流すことにより紡糸ノズルから押し出された繊維状の溶融樹脂の周囲に減圧部分が形成されて溶融樹脂を振動させることから、溶融樹脂の分子が一方向に配向され難くなり、繊維の強度が低く、切れやすくなるという問題があった。加えて、二次エアは繊維状の溶融樹脂に対して横方向から吹き付けられるため、繊維状の溶融樹脂の流れが乱されて切れやすくなり、溶融樹脂を細く、均一な繊維状に形成することが難しいという問題があった。
【0006】
そこで、本発明の目的とするところは、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、請求項1に記載の発明の溶融紡糸方法では、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維から不織布を製造するための溶融紡糸方法であって、前記ノズルの周囲から吹き付けられる一次熱風の外周部にさらに二次熱風を吹き出し、該二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°に設定され、二次熱風が外気を遮蔽するエアカーテンを形成するように構成されていることを特徴とする。
【0008】
請求項2に記載の発明の溶融紡糸方法は、請求項1に係る発明において、前記二次熱風は、一次熱風に対して平行に吹き出されるように構成されていることを特徴とする。
請求項3に記載の発明の溶融紡糸方法は、請求項1又は請求項2に係る発明において、前記二次熱風の温度は、一次熱風の温度より高温に設定されていることを特徴とする。
【0009】
請求項4に記載の発明の溶融紡糸方法は、請求項1から請求項3のいずれか1項に係る発明において、前記二次熱風の流速は、一次熱風の流速より低速になるように設定されていることを特徴とする。
【0010】
請求項5に記載の発明の溶融紡糸方法は、請求項1から請求項4のいずれか1項に係る発明において、前記二次熱風の流量は、一次熱風の流量より少なくなるように設定されていることを特徴とする。
【0011】
請求項6に記載の発明の溶融紡糸方法は、請求項1から請求項5のいずれか1項に係る発明において、前記二次熱風は、一次熱風の近接位置で吹き付けられるように構成されていることを特徴とする。
【0012】
請求項7に記載の発明の溶融紡糸装置は、請求項1に記載の溶融紡糸方法を実施するための溶融紡糸装置であって、装置本体内に溶融樹脂を押し出すノズルと、該ノズルの外周部に設けられ一次熱風をノズルから押し出された溶融樹脂の繊維に吹き付けるための一次熱風流路と、該一次熱風流路より外周部に設けられ一次熱風の温度を保持する二次熱風を吹き出すための二次熱風流路とを備え、二次熱風流路は二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°になるように設定されていることを特徴とする。
【0013】
請求項8に記載の発明の溶融紡糸装置は、請求項7に係る発明において、前記一次熱風流路はノズルに対して傾斜するとともに、二次熱風流路は一次熱風流路に対して平行に延びるように形成されていることを特徴とする。
【発明の効果】
【0014】
本発明によれば、次のような効果を発揮することができる。
本発明の溶融紡糸方法では、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維から不織布が製造される。この場合、ノズルの周囲から吹き付けられる一次熱風の外周部にさらに二次熱風を吹き出し、該二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°に設定され、二次熱風が外気を遮蔽するエアカーテンを形成するように構成されている。
【0015】
このため、二次熱風に基づくエアカーテンの作用により、一次熱風の温度が維持されるとともに、ノズルから押し出される溶融樹脂の温度が保持される。その結果、溶融樹脂は一方向に分子が十分に配向し、高い強度が発現される。
【0016】
従って、本発明の溶融紡糸方法によれば、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる。
【図面の簡単な説明】
【0017】
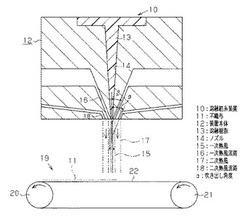
【図1】本発明の実施形態における溶融紡糸装置を示す断面図。
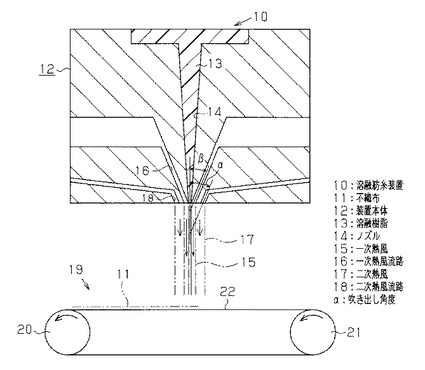
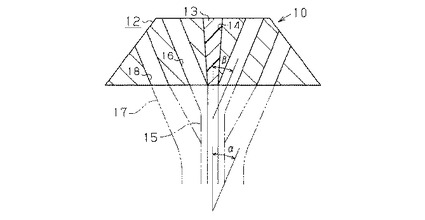
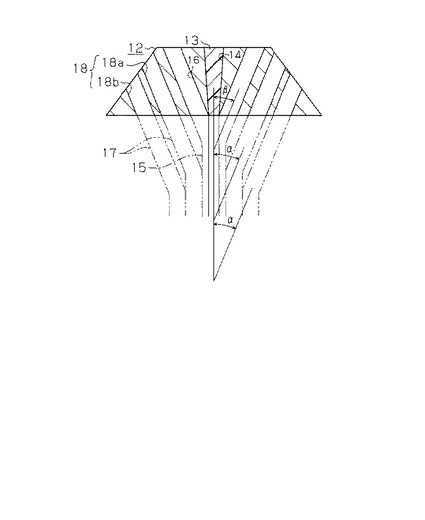
【図2】溶融紡糸装置の要部を拡大して示す断面図。
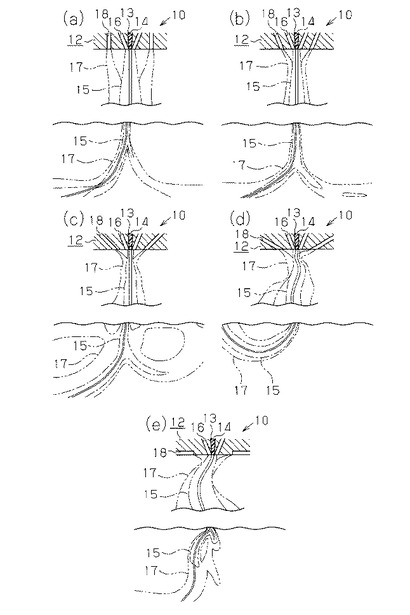
【図3】ノズルから押し出される溶融樹脂と一次熱風及び二次熱風の流れを示す説明図であって、溶融樹脂の流れの方向に対する二次熱風の吹き出し角度が(a)では0°、(b)では30°、(c)では45°、(d)では60°及び(e)では90°の場合の説明図。
【図4】溶融紡糸装置の別例を示す要部断面図。
【発明を実施するための形態】
【0018】
以下、本発明を具体化した実施形態を図1〜図3に基づいて詳細に説明する。
図1に示すように、原料樹脂から不織布11を製造するための溶融紡糸装置10は、装置本体12内で溶融樹脂13を繊維状に押し出すためのノズル14と、該ノズル14の周囲に形成され斜め前方に一次熱風15を吹き出す一次熱風流路16と、該一次熱風流路16の外周に形成され二次熱風17を吹き出す二次熱風流路18とにより構成されている。溶融樹脂13は図示しない押出装置で原料樹脂が溶融されて溶融紡糸装置10のノズル14から押し出され、繊維状(糸状)に形成される。
【0019】
前記ノズル14は開口端部側ほど縮径するテーパ状に形成されている。一次熱風流路16は開口端部側ほど縮径するように傾斜する環状に形成され、その開口端部はノズル14の開口端部の周囲を囲むように構成されている。そして、一次熱風流路16から吹き出された一次熱風15がノズル14から押し出された溶融樹脂13の繊維に吹き付けられるようになっている。この一次熱風15の流れは、ノズル14から押し出される溶融樹脂13の流れより高速になるように設定され、一次熱風15の流れが溶融樹脂13の流れに吹き付けられて溶融樹脂13の繊維を引き延ばし、分子を一方向に配向させて繊維の強度を増大させるようになっている。この場合、一次熱風15の速度は溶融樹脂13が高速の一次熱風15によって振動しない程度に設定される。
【0020】
二次熱風流路18は一次熱風流路16より外周に所定間隔をおいて開口端部側ほど縮径するように傾斜する環状に形成され、その先端側が一次熱風流路16と平行になっている。そして、二次熱風17が一次熱風15と平行に吹き出され、この二次熱風17によってエアカーテンが形成され、外気が遮蔽されるようになっている。二次熱風17が一次熱風15と平行に設定されない場合には、一次熱風15に対するエアカーテンとしての効果が均一に発揮され難くなる。
【0021】
二次熱風流路18は一次熱風流路16に対して所定間隔をおいて形成されるが、その間隔をできるだけ狭くし、二次熱風17が一次熱風15の近接位置で吹き付けられるように構成することが好ましい。このように構成すれば、二次熱風17が一次熱風15の温度低下を有効に抑制することができる。二次熱風流路18と一次熱風流路16との間隔が広くなると、一次熱風15と二次熱風17との間に存在するエアによって一次熱風15の温度が低下するおそれがある。
【0022】
該二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定されている。この二次熱風17の吹き出し角度αが50°を上回る場合には、二次熱風17によって一次熱風15及び溶融樹脂13の流れが大きく曲げられるとともに、二次熱風17がエアカーテンとして機能しなくなる。
【0023】
また、二次熱風17の温度は、一次熱風15の温度より高温に設定されることが望ましい。このような条件設定により、一次熱風15の温度低下が抑えられ、延いては溶融樹脂13の温度低下が防止される。従って、溶融樹脂13は高温を保持した状態で一次熱風15によって引き延ばされ、分子配向が生じて高強度で切れ難い繊維となる。この場合、一次熱風15の温度は、溶融樹脂13が分解しない程度に低く設定される。
【0024】
さらに、二次熱風17の流速は一次熱風15の流速より低速になるように設定されることが好ましく、二次熱風17の流量は一次熱風15の流量より少なくなるように設定されることが好ましい。二次熱風17の流速と流量をこのように設定することにより、一次熱風15の作用を損なうことなく二次熱風17のエアカーテンとしての機能を良好に発揮することができる。
【0025】
ここで、前述した二次熱風17の吹き出し角度αに関して試験を行った結果について説明する。
図1に示す溶融紡糸装置10を使用し、ノズル14から押し出される溶融樹脂13の方向に対して一次熱風流路16の角度を30°に設定し、溶融樹脂13の方向に対する二次熱風流路18の角度を0°、30°、45°、60°及び90°に変更して溶融紡糸試験を行った。すなわち、二次熱風17の吹き出し角度αが図3(a)に示す溶融紡糸装置10では0°、図3(b)に示す溶融紡糸装置10では30°、図3(c)に示す溶融紡糸装置10では45°、図3(d)に示す溶融紡糸装置10では60°及び図3(e)に示す溶融紡糸装置10では90°に設定されている。なお、図3(a)〜図3(e)の各図において、上半部は拡大図を表し、下半部は縮小図を表している。
【0026】
その結果、図3(a)に示すように、前記吹き出し角度αが0°である場合には、二次熱風17の乱れが小さく、ノズル14から押し出される溶融樹脂13の流れが一次熱風15の流れとともにほぼ真直ぐに下降し、良好な紡糸が行われた。図3(b)に示すように前記吹き出し角度αが30°である場合又は図3(c)に示すように前記吹き出し角度αが45°である場合には、二次熱風17に乱れは少なく、ノズル14から押し出される溶融樹脂13の流れが一次熱風15の流れとともに下降し、概ね良好な紡糸が行われた。
【0027】
これに対し、図3(d)に示すように前記吹き出し角度αが60°である場合又は図3(e)に示すように吹き出し角度αが90°である場合には、二次熱風17の乱れが大きく、ノズル14から吹き出される溶融樹脂13の流れが一次熱風15の流れとともに途中から屈曲し、乱流状態で下降し、所望とする紡糸を行うことができなかった。従って、二次熱風17の吹き出し角度αは、45°と60°の中間である50°であれば、良好な溶融紡糸を行うことができることが明らかになった。
【0028】
図1に示すように、前記溶融紡糸装置10の下方位置にはベルトコンベヤ装置19が配設され、前後一対のローラ20,21間に掛装されたベルト22が周回するように構成されている。そして、ノズル14から下方へ押し出された溶融樹脂13の繊維がベルト22上に堆積され、不織布11のシートが形成されるようになっている。
【0029】
次に、上記のように構成された溶融紡糸装置10を用いた樹脂の溶融紡糸方法について説明する。
さて、図1に示すように、溶融樹脂13がノズル14から下方へ押し出されると同時に、その周囲において一次熱風15が一次熱風流路16から溶融樹脂13に吹き付けられる。このため、溶融樹脂13は下方へ引き延ばされて繊維状に形成されるとともに、その分子が一方向に並ぶように配列される。このとき、一次熱風流路16の外周に設けられた二次熱風流路18から二次熱風17が一次熱風15の周囲に吹き出される。かかる二次熱風17が外気を遮蔽するエアカーテンとしての作用を発現することにより、一次熱風15の温度低下が抑制され、溶融樹脂13が高温に保持される。さらに、二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定されていることから、二次熱風17によるエアカーテンとしての効果を高めることができる。このため、溶融樹脂13は繊維内で分子の方向が一方向に揃う分子配向が各繊維について認められ、繊維の強度が高められる。
【0030】
さらに、一次熱風流路16から吹き出される一次熱風15は溶融樹脂13の流れに沿って整流されながら下降する。このため、溶融樹脂13の流れは一次熱風15の流れに包まれるようにして安定した状態で鉛直方向の下方へ真直ぐに延びる。
【0031】
この際、一次熱風15の流れが溶融樹脂13の流れよりも所定の高速に設定されていることにより、一次熱風15よりも低速で下降する溶融樹脂13に対してその周囲から下方への引張力が作用し、溶融樹脂13の繊維が下方へ細長く引き延ばされる。一次熱風15の流れとともに下降する溶融樹脂13の繊維は、ベルトコンベヤ装置19のベルト22上に供給され、堆積されて不織布11のシートが形成される。得られた不織布11のシートは、ベルト22とともに移動して所定位置で取得される。
【0032】
以上の実施形態により発揮される効果について以下にまとめて説明する。
(1) 本実施形態の溶融紡糸方法では、ノズル14の周囲から溶融樹脂13に吹き付けられる一次熱風15の外周部にさらに二次熱風17を吹き出し、該二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定され、二次熱風17が外気を遮蔽するエアカーテンを形成するように構成されている。
【0033】
このため、二次熱風17に基づくエアカーテンの作用により、一次熱風15の温度が維持されるとともに、ノズル14から押し出される溶融樹脂13の温度が保持される。その結果、溶融樹脂13は分子配向が顕著に認められ、高い強度が発現される。
【0034】
従って、本実施形態の溶融紡糸方法によれば、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる。
(2) 二次熱風17が一次熱風15に対して平行に吹き出されるように構成することにより、二次熱風17に基づくエアカーテンが一次熱風15に対して一定間隔をおいて均一に形成され、外気を有効に遮蔽することができる。
【0035】
(3) 二次熱風17の温度が一次熱風15の温度より高温に設定されていることにより、一次熱風15の温度低下を抑制することができ、延いては溶融樹脂13を高温に保持することができる。従って、溶融樹脂13は固化することなく、繊維内で十分な分子配向を形成することができ、繊維の強度等の物性を向上させることができる。
【0036】
(4) 二次熱風17の流速が一次熱風15の流速より低速になるように設定するか、或いは二次熱風17の流量を一次熱風15の流量より少なくなるように設定することにより、一次熱風15の流速や流量に与える影響を抑え、一次熱風15に基づく効果を損なうことなく二次熱風17のエアカーテンとしての効果を良好に発揮することができる。
【0037】
(5) 二次熱風17が一次熱風15の近接位置で吹き出されるように構成することにより、二次熱風17のもつ熱量によって外気が遮蔽され、一次熱風15の温度低下を効果的に抑制することができる。
【0038】
(6) 溶融紡糸装置10は、装置本体12内に溶融樹脂13を押し出すノズル14と、一次熱風15を溶融樹脂13の繊維に吹き付けるための一次熱風流路16と、二次熱風17を吹き出すための二次熱風流路18とを備えている。そして、二次熱風流路18は二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°になるように設定されている。従って、溶融紡糸装置10は簡易な構成で、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる。
【0039】
(7) 一次熱風流路16はノズル14に対して傾斜するとともに、二次熱風流路18は一次熱風流路16に対して平行に延びるように形成することにより、一次熱風15を溶融樹脂13に吹き付けて溶融樹脂13の繊維を引き延ばすことができるとともに、二次熱風17によるエアカーテンとしての効果を発揮することができる。
【0040】
なお、前記各実施形態を次のように変更して実施することも可能である。
・ 図4に示すように、二次熱風流路18を第1の二次熱風流路18aと第2の二次熱風流路18bとの二重構造で構成することもできる。この場合、第1の二次熱風流路18aを流れる二次熱風17と第2の二次熱風流路18bを流れる二次熱風17の温度、流量、流速等を任意に変化させることができる。この別例によれば、二次熱風17によるエアカーテンとしての効果を高めることができる。
【0041】
・ 一次熱風15の吹き付け角度βをノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定することが好ましく、さらに一次熱風15の吹き付け角度βを二次熱風17の吹き出し角度αに一致させることが好ましい。
【0042】
・ 一次熱風15の吹き付け角度βをノズル14から押し出される溶融樹脂13の方向に対して前記試験例では30°に設定したが、30°に限らず、20°、40°等に変更することも可能である。
【0043】
・ 一次熱風15と二次熱風17の温度を同一にすることも可能である。この場合、一次熱風15と二次熱風17として同一の熱風を使用することができる。
・ 二次熱風17のエアカーテンとしての効果を高めるために、二次熱風流路18の断面積を大きくして二次熱風17の流量を一次熱風15の流量より増大させることもできる。
【0044】
・ 前記ノズル14は開口端部側ほど縮径するテーパ状に形成されているが、そのテーパ角度を変更することができ、さらにノズル14を円筒状に形成することもできる。
【符号の説明】
【0045】
10…溶融紡糸装置、11…不織布、12…装置本体、13…溶融樹脂、14…ノズル、15…一次熱風、16…一次熱風流路、17…二次熱風、18…二次熱風流路、α…吹き出し角度。
【技術分野】
【0001】
本発明は、メルトブロー法によって溶融樹脂が押し出されて形成された繊維をベルトコンベヤ上に供給して不織布を作製するための溶融紡糸方法及びその方法に用いられる溶融紡糸装置に関する。
【背景技術】
【0002】
メルトブロー法は原料樹脂を溶融して押し出された繊維(糸)から不織布を得る溶融紡糸方法であり、押出機で溶融された樹脂を型に流し込み、そのノズルから押し出すと同時にその周囲から高温、高速の熱風を吹き付けることにより、溶融樹脂が繊維状(糸状)に吹き出される。この繊維状をなす樹脂をコンベア上に供給することによって不織布のシートが作製される。
【0003】
この種の紡糸方法として、例えば特許文献1に記載されている横配列ウェブの製造方法が知られている。すなわち、紡糸ノズルから溶融樹脂を繊維状に押し出す工程と、紡糸ノズルの開口端周囲から高温の一次エアを流して繊維状の溶融樹脂を振動させる工程と、振動しつつ落下する繊維状の溶融樹脂に高温の二次エアを噴出して幅方向に広げて紡糸する工程と、コンベア上に繊維状の溶融樹脂を集積して横配列ウェブを作製する工程とを備えている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−98455号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に記載の製造方法では、横方向に配列されたウェブを得ることを目的としているため、紡糸ノズルから押し出された繊維状の溶融樹脂を一次エアで振動させ、二次エアで幅方向に広げなければならない。この場合、一次エアを高速で流すことにより紡糸ノズルから押し出された繊維状の溶融樹脂の周囲に減圧部分が形成されて溶融樹脂を振動させることから、溶融樹脂の分子が一方向に配向され難くなり、繊維の強度が低く、切れやすくなるという問題があった。加えて、二次エアは繊維状の溶融樹脂に対して横方向から吹き付けられるため、繊維状の溶融樹脂の流れが乱されて切れやすくなり、溶融樹脂を細く、均一な繊維状に形成することが難しいという問題があった。
【0006】
そこで、本発明の目的とするところは、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、請求項1に記載の発明の溶融紡糸方法では、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維から不織布を製造するための溶融紡糸方法であって、前記ノズルの周囲から吹き付けられる一次熱風の外周部にさらに二次熱風を吹き出し、該二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°に設定され、二次熱風が外気を遮蔽するエアカーテンを形成するように構成されていることを特徴とする。
【0008】
請求項2に記載の発明の溶融紡糸方法は、請求項1に係る発明において、前記二次熱風は、一次熱風に対して平行に吹き出されるように構成されていることを特徴とする。
請求項3に記載の発明の溶融紡糸方法は、請求項1又は請求項2に係る発明において、前記二次熱風の温度は、一次熱風の温度より高温に設定されていることを特徴とする。
【0009】
請求項4に記載の発明の溶融紡糸方法は、請求項1から請求項3のいずれか1項に係る発明において、前記二次熱風の流速は、一次熱風の流速より低速になるように設定されていることを特徴とする。
【0010】
請求項5に記載の発明の溶融紡糸方法は、請求項1から請求項4のいずれか1項に係る発明において、前記二次熱風の流量は、一次熱風の流量より少なくなるように設定されていることを特徴とする。
【0011】
請求項6に記載の発明の溶融紡糸方法は、請求項1から請求項5のいずれか1項に係る発明において、前記二次熱風は、一次熱風の近接位置で吹き付けられるように構成されていることを特徴とする。
【0012】
請求項7に記載の発明の溶融紡糸装置は、請求項1に記載の溶融紡糸方法を実施するための溶融紡糸装置であって、装置本体内に溶融樹脂を押し出すノズルと、該ノズルの外周部に設けられ一次熱風をノズルから押し出された溶融樹脂の繊維に吹き付けるための一次熱風流路と、該一次熱風流路より外周部に設けられ一次熱風の温度を保持する二次熱風を吹き出すための二次熱風流路とを備え、二次熱風流路は二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°になるように設定されていることを特徴とする。
【0013】
請求項8に記載の発明の溶融紡糸装置は、請求項7に係る発明において、前記一次熱風流路はノズルに対して傾斜するとともに、二次熱風流路は一次熱風流路に対して平行に延びるように形成されていることを特徴とする。
【発明の効果】
【0014】
本発明によれば、次のような効果を発揮することができる。
本発明の溶融紡糸方法では、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維から不織布が製造される。この場合、ノズルの周囲から吹き付けられる一次熱風の外周部にさらに二次熱風を吹き出し、該二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°に設定され、二次熱風が外気を遮蔽するエアカーテンを形成するように構成されている。
【0015】
このため、二次熱風に基づくエアカーテンの作用により、一次熱風の温度が維持されるとともに、ノズルから押し出される溶融樹脂の温度が保持される。その結果、溶融樹脂は一方向に分子が十分に配向し、高い強度が発現される。
【0016】
従って、本発明の溶融紡糸方法によれば、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態における溶融紡糸装置を示す断面図。
【図2】溶融紡糸装置の要部を拡大して示す断面図。
【図3】ノズルから押し出される溶融樹脂と一次熱風及び二次熱風の流れを示す説明図であって、溶融樹脂の流れの方向に対する二次熱風の吹き出し角度が(a)では0°、(b)では30°、(c)では45°、(d)では60°及び(e)では90°の場合の説明図。
【図4】溶融紡糸装置の別例を示す要部断面図。
【発明を実施するための形態】
【0018】
以下、本発明を具体化した実施形態を図1〜図3に基づいて詳細に説明する。
図1に示すように、原料樹脂から不織布11を製造するための溶融紡糸装置10は、装置本体12内で溶融樹脂13を繊維状に押し出すためのノズル14と、該ノズル14の周囲に形成され斜め前方に一次熱風15を吹き出す一次熱風流路16と、該一次熱風流路16の外周に形成され二次熱風17を吹き出す二次熱風流路18とにより構成されている。溶融樹脂13は図示しない押出装置で原料樹脂が溶融されて溶融紡糸装置10のノズル14から押し出され、繊維状(糸状)に形成される。
【0019】
前記ノズル14は開口端部側ほど縮径するテーパ状に形成されている。一次熱風流路16は開口端部側ほど縮径するように傾斜する環状に形成され、その開口端部はノズル14の開口端部の周囲を囲むように構成されている。そして、一次熱風流路16から吹き出された一次熱風15がノズル14から押し出された溶融樹脂13の繊維に吹き付けられるようになっている。この一次熱風15の流れは、ノズル14から押し出される溶融樹脂13の流れより高速になるように設定され、一次熱風15の流れが溶融樹脂13の流れに吹き付けられて溶融樹脂13の繊維を引き延ばし、分子を一方向に配向させて繊維の強度を増大させるようになっている。この場合、一次熱風15の速度は溶融樹脂13が高速の一次熱風15によって振動しない程度に設定される。
【0020】
二次熱風流路18は一次熱風流路16より外周に所定間隔をおいて開口端部側ほど縮径するように傾斜する環状に形成され、その先端側が一次熱風流路16と平行になっている。そして、二次熱風17が一次熱風15と平行に吹き出され、この二次熱風17によってエアカーテンが形成され、外気が遮蔽されるようになっている。二次熱風17が一次熱風15と平行に設定されない場合には、一次熱風15に対するエアカーテンとしての効果が均一に発揮され難くなる。
【0021】
二次熱風流路18は一次熱風流路16に対して所定間隔をおいて形成されるが、その間隔をできるだけ狭くし、二次熱風17が一次熱風15の近接位置で吹き付けられるように構成することが好ましい。このように構成すれば、二次熱風17が一次熱風15の温度低下を有効に抑制することができる。二次熱風流路18と一次熱風流路16との間隔が広くなると、一次熱風15と二次熱風17との間に存在するエアによって一次熱風15の温度が低下するおそれがある。
【0022】
該二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定されている。この二次熱風17の吹き出し角度αが50°を上回る場合には、二次熱風17によって一次熱風15及び溶融樹脂13の流れが大きく曲げられるとともに、二次熱風17がエアカーテンとして機能しなくなる。
【0023】
また、二次熱風17の温度は、一次熱風15の温度より高温に設定されることが望ましい。このような条件設定により、一次熱風15の温度低下が抑えられ、延いては溶融樹脂13の温度低下が防止される。従って、溶融樹脂13は高温を保持した状態で一次熱風15によって引き延ばされ、分子配向が生じて高強度で切れ難い繊維となる。この場合、一次熱風15の温度は、溶融樹脂13が分解しない程度に低く設定される。
【0024】
さらに、二次熱風17の流速は一次熱風15の流速より低速になるように設定されることが好ましく、二次熱風17の流量は一次熱風15の流量より少なくなるように設定されることが好ましい。二次熱風17の流速と流量をこのように設定することにより、一次熱風15の作用を損なうことなく二次熱風17のエアカーテンとしての機能を良好に発揮することができる。
【0025】
ここで、前述した二次熱風17の吹き出し角度αに関して試験を行った結果について説明する。
図1に示す溶融紡糸装置10を使用し、ノズル14から押し出される溶融樹脂13の方向に対して一次熱風流路16の角度を30°に設定し、溶融樹脂13の方向に対する二次熱風流路18の角度を0°、30°、45°、60°及び90°に変更して溶融紡糸試験を行った。すなわち、二次熱風17の吹き出し角度αが図3(a)に示す溶融紡糸装置10では0°、図3(b)に示す溶融紡糸装置10では30°、図3(c)に示す溶融紡糸装置10では45°、図3(d)に示す溶融紡糸装置10では60°及び図3(e)に示す溶融紡糸装置10では90°に設定されている。なお、図3(a)〜図3(e)の各図において、上半部は拡大図を表し、下半部は縮小図を表している。
【0026】
その結果、図3(a)に示すように、前記吹き出し角度αが0°である場合には、二次熱風17の乱れが小さく、ノズル14から押し出される溶融樹脂13の流れが一次熱風15の流れとともにほぼ真直ぐに下降し、良好な紡糸が行われた。図3(b)に示すように前記吹き出し角度αが30°である場合又は図3(c)に示すように前記吹き出し角度αが45°である場合には、二次熱風17に乱れは少なく、ノズル14から押し出される溶融樹脂13の流れが一次熱風15の流れとともに下降し、概ね良好な紡糸が行われた。
【0027】
これに対し、図3(d)に示すように前記吹き出し角度αが60°である場合又は図3(e)に示すように吹き出し角度αが90°である場合には、二次熱風17の乱れが大きく、ノズル14から吹き出される溶融樹脂13の流れが一次熱風15の流れとともに途中から屈曲し、乱流状態で下降し、所望とする紡糸を行うことができなかった。従って、二次熱風17の吹き出し角度αは、45°と60°の中間である50°であれば、良好な溶融紡糸を行うことができることが明らかになった。
【0028】
図1に示すように、前記溶融紡糸装置10の下方位置にはベルトコンベヤ装置19が配設され、前後一対のローラ20,21間に掛装されたベルト22が周回するように構成されている。そして、ノズル14から下方へ押し出された溶融樹脂13の繊維がベルト22上に堆積され、不織布11のシートが形成されるようになっている。
【0029】
次に、上記のように構成された溶融紡糸装置10を用いた樹脂の溶融紡糸方法について説明する。
さて、図1に示すように、溶融樹脂13がノズル14から下方へ押し出されると同時に、その周囲において一次熱風15が一次熱風流路16から溶融樹脂13に吹き付けられる。このため、溶融樹脂13は下方へ引き延ばされて繊維状に形成されるとともに、その分子が一方向に並ぶように配列される。このとき、一次熱風流路16の外周に設けられた二次熱風流路18から二次熱風17が一次熱風15の周囲に吹き出される。かかる二次熱風17が外気を遮蔽するエアカーテンとしての作用を発現することにより、一次熱風15の温度低下が抑制され、溶融樹脂13が高温に保持される。さらに、二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定されていることから、二次熱風17によるエアカーテンとしての効果を高めることができる。このため、溶融樹脂13は繊維内で分子の方向が一方向に揃う分子配向が各繊維について認められ、繊維の強度が高められる。
【0030】
さらに、一次熱風流路16から吹き出される一次熱風15は溶融樹脂13の流れに沿って整流されながら下降する。このため、溶融樹脂13の流れは一次熱風15の流れに包まれるようにして安定した状態で鉛直方向の下方へ真直ぐに延びる。
【0031】
この際、一次熱風15の流れが溶融樹脂13の流れよりも所定の高速に設定されていることにより、一次熱風15よりも低速で下降する溶融樹脂13に対してその周囲から下方への引張力が作用し、溶融樹脂13の繊維が下方へ細長く引き延ばされる。一次熱風15の流れとともに下降する溶融樹脂13の繊維は、ベルトコンベヤ装置19のベルト22上に供給され、堆積されて不織布11のシートが形成される。得られた不織布11のシートは、ベルト22とともに移動して所定位置で取得される。
【0032】
以上の実施形態により発揮される効果について以下にまとめて説明する。
(1) 本実施形態の溶融紡糸方法では、ノズル14の周囲から溶融樹脂13に吹き付けられる一次熱風15の外周部にさらに二次熱風17を吹き出し、該二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定され、二次熱風17が外気を遮蔽するエアカーテンを形成するように構成されている。
【0033】
このため、二次熱風17に基づくエアカーテンの作用により、一次熱風15の温度が維持されるとともに、ノズル14から押し出される溶融樹脂13の温度が保持される。その結果、溶融樹脂13は分子配向が顕著に認められ、高い強度が発現される。
【0034】
従って、本実施形態の溶融紡糸方法によれば、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる。
(2) 二次熱風17が一次熱風15に対して平行に吹き出されるように構成することにより、二次熱風17に基づくエアカーテンが一次熱風15に対して一定間隔をおいて均一に形成され、外気を有効に遮蔽することができる。
【0035】
(3) 二次熱風17の温度が一次熱風15の温度より高温に設定されていることにより、一次熱風15の温度低下を抑制することができ、延いては溶融樹脂13を高温に保持することができる。従って、溶融樹脂13は固化することなく、繊維内で十分な分子配向を形成することができ、繊維の強度等の物性を向上させることができる。
【0036】
(4) 二次熱風17の流速が一次熱風15の流速より低速になるように設定するか、或いは二次熱風17の流量を一次熱風15の流量より少なくなるように設定することにより、一次熱風15の流速や流量に与える影響を抑え、一次熱風15に基づく効果を損なうことなく二次熱風17のエアカーテンとしての効果を良好に発揮することができる。
【0037】
(5) 二次熱風17が一次熱風15の近接位置で吹き出されるように構成することにより、二次熱風17のもつ熱量によって外気が遮蔽され、一次熱風15の温度低下を効果的に抑制することができる。
【0038】
(6) 溶融紡糸装置10は、装置本体12内に溶融樹脂13を押し出すノズル14と、一次熱風15を溶融樹脂13の繊維に吹き付けるための一次熱風流路16と、二次熱風17を吹き出すための二次熱風流路18とを備えている。そして、二次熱風流路18は二次熱風17の吹き出し角度αがノズル14から押し出される溶融樹脂13の方向に対して0〜50°になるように設定されている。従って、溶融紡糸装置10は簡易な構成で、細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる。
【0039】
(7) 一次熱風流路16はノズル14に対して傾斜するとともに、二次熱風流路18は一次熱風流路16に対して平行に延びるように形成することにより、一次熱風15を溶融樹脂13に吹き付けて溶融樹脂13の繊維を引き延ばすことができるとともに、二次熱風17によるエアカーテンとしての効果を発揮することができる。
【0040】
なお、前記各実施形態を次のように変更して実施することも可能である。
・ 図4に示すように、二次熱風流路18を第1の二次熱風流路18aと第2の二次熱風流路18bとの二重構造で構成することもできる。この場合、第1の二次熱風流路18aを流れる二次熱風17と第2の二次熱風流路18bを流れる二次熱風17の温度、流量、流速等を任意に変化させることができる。この別例によれば、二次熱風17によるエアカーテンとしての効果を高めることができる。
【0041】
・ 一次熱風15の吹き付け角度βをノズル14から押し出される溶融樹脂13の方向に対して0〜50°に設定することが好ましく、さらに一次熱風15の吹き付け角度βを二次熱風17の吹き出し角度αに一致させることが好ましい。
【0042】
・ 一次熱風15の吹き付け角度βをノズル14から押し出される溶融樹脂13の方向に対して前記試験例では30°に設定したが、30°に限らず、20°、40°等に変更することも可能である。
【0043】
・ 一次熱風15と二次熱風17の温度を同一にすることも可能である。この場合、一次熱風15と二次熱風17として同一の熱風を使用することができる。
・ 二次熱風17のエアカーテンとしての効果を高めるために、二次熱風流路18の断面積を大きくして二次熱風17の流量を一次熱風15の流量より増大させることもできる。
【0044】
・ 前記ノズル14は開口端部側ほど縮径するテーパ状に形成されているが、そのテーパ角度を変更することができ、さらにノズル14を円筒状に形成することもできる。
【符号の説明】
【0045】
10…溶融紡糸装置、11…不織布、12…装置本体、13…溶融樹脂、14…ノズル、15…一次熱風、16…一次熱風流路、17…二次熱風、18…二次熱風流路、α…吹き出し角度。
【特許請求の範囲】
【請求項1】
溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維から不織布を製造するための溶融紡糸方法であって、
前記ノズルの周囲から吹き付けられる一次熱風の外周部にさらに二次熱風を吹き出し、該二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°に設定され、二次熱風が外気を遮蔽するエアカーテンを形成するように構成されていることを特徴とする溶融紡糸方法。
【請求項2】
前記二次熱風は、一次熱風に対して平行に吹き出されるように構成されていることを特徴とする請求項1に記載の溶融紡糸方法。
【請求項3】
前記二次熱風の温度は、一次熱風の温度より高温に設定されていることを特徴とする請求項1又は請求項2に記載の溶融紡糸方法。
【請求項4】
前記二次熱風の流速は、一次熱風の流速より低速になるように設定されていることを特徴とする請求項1から請求項3のいずれか1項に記載の溶融紡糸方法。
【請求項5】
前記二次熱風の流量は、一次熱風の流量より少なくなるように設定されていることを特徴とする請求項1から請求項4のいずれか1項に記載の溶融紡糸方法。
【請求項6】
前記二次熱風は、一次熱風の近接位置で吹き付けられるように構成されていることを特徴とする請求項1から請求項5のいずれか1項に記載の溶融紡糸方法。
【請求項7】
請求項1に記載の溶融紡糸方法を実施するための溶融紡糸装置であって、
装置本体内に溶融樹脂を押し出すノズルと、該ノズルの外周部に設けられ一次熱風をノズルから押し出された溶融樹脂の繊維に吹き付けるための一次熱風流路と、該一次熱風流路より外周部に設けられ一次熱風の温度を保持する二次熱風を吹き出すための二次熱風流路とを備え、二次熱風流路は二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°になるように設定されていることを特徴とする溶融紡糸装置。
【請求項8】
前記一次熱風流路はノズルに対して傾斜するとともに、二次熱風流路は一次熱風流路に対して平行に延びるように形成されていることを特徴とする請求項7に記載の溶融紡糸装置。
【請求項1】
溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維から不織布を製造するための溶融紡糸方法であって、
前記ノズルの周囲から吹き付けられる一次熱風の外周部にさらに二次熱風を吹き出し、該二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°に設定され、二次熱風が外気を遮蔽するエアカーテンを形成するように構成されていることを特徴とする溶融紡糸方法。
【請求項2】
前記二次熱風は、一次熱風に対して平行に吹き出されるように構成されていることを特徴とする請求項1に記載の溶融紡糸方法。
【請求項3】
前記二次熱風の温度は、一次熱風の温度より高温に設定されていることを特徴とする請求項1又は請求項2に記載の溶融紡糸方法。
【請求項4】
前記二次熱風の流速は、一次熱風の流速より低速になるように設定されていることを特徴とする請求項1から請求項3のいずれか1項に記載の溶融紡糸方法。
【請求項5】
前記二次熱風の流量は、一次熱風の流量より少なくなるように設定されていることを特徴とする請求項1から請求項4のいずれか1項に記載の溶融紡糸方法。
【請求項6】
前記二次熱風は、一次熱風の近接位置で吹き付けられるように構成されていることを特徴とする請求項1から請求項5のいずれか1項に記載の溶融紡糸方法。
【請求項7】
請求項1に記載の溶融紡糸方法を実施するための溶融紡糸装置であって、
装置本体内に溶融樹脂を押し出すノズルと、該ノズルの外周部に設けられ一次熱風をノズルから押し出された溶融樹脂の繊維に吹き付けるための一次熱風流路と、該一次熱風流路より外周部に設けられ一次熱風の温度を保持する二次熱風を吹き出すための二次熱風流路とを備え、二次熱風流路は二次熱風の吹き出し角度がノズルから押し出される溶融樹脂の方向に対して0〜50°になるように設定されていることを特徴とする溶融紡糸装置。
【請求項8】
前記一次熱風流路はノズルに対して傾斜するとともに、二次熱風流路は一次熱風流路に対して平行に延びるように形成されていることを特徴とする請求項7に記載の溶融紡糸装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−241510(P2011−241510A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−115418(P2010−115418)
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]