
溶融金属の精錬方法
【課題】 回転する攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに当たり、精錬剤を効率良く溶融金属中へ添加・分散させることができ、効率良く精錬を実施することのできる精錬方法を提供する。
【解決手段】 攪拌子4を有する機械式攪拌装置を用いて溶融金属3を精錬するに際し、前記攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌する。この場合に、前記攪拌子の回転数Rに対する角速度の変化振動数Fの比である変速振動数比F/Rを、1以上とすること、前記攪拌子の回転制御をインバーターにより行うこと、及び、前記攪拌子の回転制御を、カムを用いて機械的に行うことなどが好ましい。
【解決手段】 攪拌子4を有する機械式攪拌装置を用いて溶融金属3を精錬するに際し、前記攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌する。この場合に、前記攪拌子の回転数Rに対する角速度の変化振動数Fの比である変速振動数比F/Rを、1以上とすること、前記攪拌子の回転制御をインバーターにより行うこと、及び、前記攪拌子の回転制御を、カムを用いて機械的に行うことなどが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械式攪拌装置を用いて溶融金属を精錬する方法に関するものである。
【背景技術】
【0002】
高炉から出銑された溶銑には、通常、鋼の品質に悪影響を及ぼす硫黄(S)が高濃度で含まれており、要求される品質水準に応じて、溶銑での脱硫処理或いは溶銑での脱硫処理と溶鋼での脱硫処理との組み合わせなど、種々の方法で脱硫処理が行われている。このうち、溶銑の脱硫には、安価な石灰(CaO)を主成分とする脱硫剤が広く用いられており、この場合の脱硫反応は、下記の(1)式に示される反応式に基づいて進行する。
【0003】
【数1】

【0004】
この脱硫処理においては、蛍石(CaF2 )系造滓剤及びアルミナ系造滓剤などがCaOの滓化促進剤として使用されており、例えば、CaO源である生石灰に5質量%程度の蛍石を混合したCaO−CaF2系脱硫剤が広く使用されている。しかしながら、これらの滓化促進剤は、一般に高価であり、こうした滓化促進剤の配合率を増やすことは脱硫剤のコスト増大につながる。更に、滓化促進剤の配合率を高めた場合には、脱硫剤中のCaO濃度が低下し、反応効率の低下が懸念される。また、脱硫の反応効率を向上させるために、生石灰とカルシウムカーバイト系脱硫剤或いはソーダ系脱硫剤とを併用する方法や、生石灰に石灰石(CaCO3)を混合する方法などもあるが、これらは何れも、蛍石(CaF2 )系の滓化促進剤を添加することを前提とした脱硫剤であり、近年のフッ素の環境への影響が懸念されている状況下においては、フッ素系の滓化促進剤を使用しないで効率的に脱硫することが望まれている。
【0005】
石灰や螢石を用いない脱硫剤の一例として、カルシウムカーバイド系脱硫剤及びソーダ系脱硫剤が実用化されているが、何れも長所と短所がある。カルシウムカーバイド系脱硫剤は、強力な脱硫能力を有しているが、脱硫処理後の脱硫スラグの後処理において、アセチレンガスが発生するなどの安全上の問題点がある。また、高価であり、危険物でもあるため、取り扱いが極めて困難である。ソーダ系脱硫剤は比較的安価であるが、高アルカリ性であるため、処理炉及び処理容器の耐火物への影響が大きい。また、排ガス中にはNaが含まれるため、その除去処理が必要となる。更に、スラグ中のNa2 Oの含有量が高くなるため、セメントなどへの再利用に制約があり、環境への影響からも望ましくない。
【0006】
また、その他の脱硫剤として、金属Mgも良く知られている。金属Mgは、溶銑中の硫黄と容易に反応してMgSを生成するが、金属Mgの沸点が1100℃と低いため、1250〜1500℃の溶銑中では激しく気化し、溶銑を飛散させる危険性があり、また発生したMg蒸気が脱硫反応に十分に寄与しないまま大気中に放散されてしまうため、脱硫効率が悪い。しかも、金属Mg自体が非常に高価であるという問題点もある。
【0007】
一般に、溶銑の脱硫処理は、脱硫剤を溶銑中に分散させることによって行っている。そのため、脱硫反応の効率を向上させるためには、上記のような脱硫剤の検討も重要であるが、脱硫剤の分散改善による反応界面積の増加が効果的である。脱硫剤を分散させる方法としては、攪拌羽根(「回転翼」或いは「インペラー」とも呼ぶ)または攪拌体(「スターラー」とも呼ぶ)などの回転する攪拌子により機械的に攪拌する機械式攪拌装置を用いた脱硫方法がある。本方法においては、ホッパーなどから脱硫剤を切出し、溶銑鍋などの処理容器の上部に設置された投入口から脱硫剤を投入し、処理容器内で回転する攪拌羽根などの攪拌子によって生成された溶銑の渦流によって脱硫剤を溶銑中に分散させている。
【0008】
このような機械攪拌による分散手法は化学工学の分野では多大な知見があり、高密度の固体または液体、或いは、液と同等の密度を有する固体または液体での液中分散は良く知られているところである。しかしながら、溶銑の脱硫反応などの鉄鋼プロセスにおいては、巻き込み対象物(脱硫剤)が浴(溶鉄)と比較して極めて低密度であり、巻き込みが困難であること、また、浴が高温で取り扱いが特殊であることから、従来知見をそのまま適用することは困難であり、独自の研究開発が行われている。
【0009】
また、実際のプロセスにおいては、低密度粒子を分散させることの困難さに加えて、脱硫剤の添加・分散時、或いは溶銑中で、高温による焼結・凝集が生じる現象もあり、脱硫剤の反応効率は著しく低くなることがある。更なる脱硫効率の向上には、従来使用している粉状の脱硫剤の粒径を更に細粒化することも考えられるが、脱硫剤の添加の際に、脱硫剤の飛散量が増加し、溶銑表面に達する脱硫剤の量が減少してしまう。また、前述した凝集現象も生じやすくなるため、脱硫反応の大幅な効率向上は期待できない。脱硫効率を高めるためには、凝集をいかに抑制しつつ効率的に分散させるかが重要となる。
【0010】
脱硫剤の溶銑中への分散を促進させる方法として、特許文献1には、溶銑浴中に整流板を浸漬させ、整流板に衝突する溶銑が形成する下降流によって脱硫剤を溶銑中に巻き込ませる方法が提案されている。また、特許文献2には、処理容器の側壁部に突起状の整流体を設け、整流体に衝突する溶銑の乱流を利用して脱硫剤を溶銑中に巻き込ませる方法が提案されている。しかしながら、機械攪拌式脱硫法のような高温且つ強攪拌下において整流板や整流体などの障害物を用いる場合には、非常に強度の強い障害物を用いる必要があり、その作製及びメンテナンスに多額の費用と手間とを必要とするという問題がある。また、障害物を溶銑中へ浸漬することから、脱硫処理可能な溶銑量が減少してしまうという問題もある。
【特許文献1】特開昭49−44927号公報
【特許文献2】特開昭51−112416号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明はかかる事情に鑑みてなされたものであって、その目的とするところは、機械攪拌式脱硫法など、回転する攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに当たり、脱硫剤などの精錬剤を効率良く溶融金属中へ添加・分散させることができ、これにより、例えば、溶銑の脱硫処理においては、フッ素系の滓化促進剤を使用しなくても高い脱硫効率を確保することが可能になるなど、効率良く精錬を実施することのできる、溶融金属の精錬方法を提供することである。
【課題を解決するための手段】
【0012】
上記課題を解決するための第1の発明に係る溶融金属の精錬方法は、攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに際し、前記攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌することを特徴とするものである。
【0013】
第2の発明に係る溶融金属の精錬方法は、第1の発明において、前記攪拌子の回転数R(1/秒)に対する角速度の変化振動数F(1/秒)の比である変速振動数比F/Rを、1以上とすることを特徴とするものである。
【0014】
第3の発明に係る溶融金属の精錬方法は、第1または第2の発明において、前記攪拌子の回転制御を、インバーターにより行うことを特徴とするものである。
【0015】
第4の発明に係る溶融金属の精錬方法は、第1または第2の発明において、前記攪拌子の回転制御を、カムを用いて機械的に行うことを特徴とするものである。
【0016】
第5の発明に係る溶融金属の精錬方法は、第1ないし第4の発明の何れかにおいて、溶融金属よりも低密度の精錬剤を添加することを特徴とするものである。
【0017】
第6の発明に係る溶融金属の精錬方法は、第1ないし第5の発明の何れかにおいて、前記溶融金属が溶銑であり、前記精錬が脱硫処理であることを特徴とするものである。
【発明の効果】
【0018】
本発明によれば、攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに際し、攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌するので、精錬剤を効率良く溶融金属中に巻き込ませることができ、その結果、反応界面積が増大し、少ない精錬剤の使用量であっても、効率良く溶融金属を精錬することが可能となる。
【発明を実施するための最良の形態】
【0019】
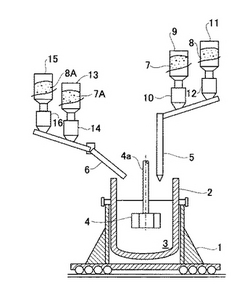
以下、本発明を機械式攪拌型脱硫装置で行う溶銑の脱硫処理に適用した場合を例として、添付図面を参照して具体的に説明する。図1は、本発明に係る溶銑の脱硫処理を実施する際に用いた機械式攪拌型脱硫装置の1例を示す概略断面図である。
【0020】
図1に示すように、機械式攪拌型脱硫装置は、溶銑鍋2に収容された溶銑3に浸漬・埋没し、旋回して溶銑3を攪拌するための攪拌子として耐火物製の攪拌羽根4を備えており、この攪拌羽根4は、昇降装置(図示せず)によってほぼ鉛直方向に昇降し、且つ、回転装置(図示せず)によって軸4aを回転軸として旋回するようになっている。また、機械式攪拌型脱硫装置には、粉体状の脱硫剤7及び粉体状の脱酸源8を精錬剤として溶銑鍋2に収容された溶銑3に向けて上吹きして添加するための上吹きランス5と、粒状または塊状の脱硫剤7A及び粒状または塊状の脱酸源8Aを精錬剤として溶銑鍋2に収容された溶銑3の浴面に上置き添加するための投入口6とが設置されている。更に、溶銑鍋2の上方位置には、集塵機(図示せず)に接続する排気ダクト口(図示せず)が備えられ、脱硫処理中に発生するガスやダストが排出されるようになっている。
【0021】
上吹きランス5は、粉体状の脱硫剤7を収容するホッパー9と、ホッパー9から定量切り出すためのロータリーフィーダー10とからなる供給装置、及び、粉体状の脱酸源8を収容するホッパー11と、ホッパー11から定量切り出すためのロータリーフィーダー12とからなる供給装置と接続しており、上吹きランス5から、搬送用ガスとともに、粉体状の脱硫剤7及び粉体状の脱酸源8を任意のタイミングで各々独立して調整して供給できる構造になっている。これと同様に、投入口6は、粒状または塊状の脱硫剤7Aを収容するホッパー13と、ホッパー13から定量切り出すためのロータリーフィーダー14とからなる供給装置、及び、粒状または塊状の脱酸源8Aを収容するホッパー15と、ホッパー15から定量切り出すためのロータリーフィーダー16とからなる供給装置と接続しており、投入口6から、粒状または塊状の脱硫剤7A及び粒状または塊状の脱酸源8Aを任意のタイミングで各々独立して調整して供給できる構造になっている。尚、上吹きランス5から吹き込むか、投入口6から添加するかは、使用する脱硫剤の大きさなどから、適宜選択すればよい。脱酸源8,8Aは、溶銑3の酸素濃度を低減し、脱硫反応を促進させるためのものであり、必ずしも必要ではないが、脱硫反応を促進させるには、使用することが好ましい。
【0022】
従来、このように構成される機械式攪拌型脱硫装置を用い、次のようにして脱硫処理を実施していた。即ち、攪拌羽根4の位置が溶銑鍋2のほぼ中心になるように、溶銑鍋2を搭載した台車1の位置を調整し、次いで、攪拌羽根4を下降させて溶銑3に浸漬させる。攪拌羽根4が溶銑3に浸漬したならば、攪拌羽根4の旋回を開始し、所定の回転数まで昇速し、攪拌羽根4の回転数が所定の回転数に達したならば、その回転数を維持した状態で、脱硫剤7または脱硫剤7Aを添加して脱硫処理を実施する。この場合、脱硫剤7または脱硫剤7Aの添加と並行して、または、添加の前後に、脱硫反応を促進させるために、脱酸源8,8Aを溶銑鍋2に供給する。
【0023】
このようにして実施される従来の脱硫処理工程においては、利用される脱硫剤の利用効率は、CaO−CaF2 系脱硫剤を用いた場合でも、せいぜい10%程度であり、残りの90%は未反応のままであり、非常に効率が低かった。本発明者等は、この利用効率の低い原因について種々解析を行った結果、以下の問題点があることが判明した。
【0024】
機械攪拌式脱硫法においては、脱硫剤は、回転羽根4によって強力に攪拌された状態の溶銑の上へ上方から連続的或いは断続的に添加される。脱硫反応を促進させるには、反応界面積が大きいほど有利であり、そのために粒状または粉状の脱硫剤を用いるが、細粒化し過ぎると添加時の飛散量即ちダストが増加し、歩留まりが悪化する。一方、添加時に飛散を考慮し、大径の脱硫剤を使用すると反応界面積が確保できず、脱硫反応が停滞する。また、脱硫剤として主に使用されるCaO系脱硫剤は溶銑との濡れ性が悪く、溶銑中へ巻き込まれにくい上に、溶銑上へ添加された脱硫剤が、強攪拌されている浴表面または浴中で焼結・凝集し、反応界面積が低下していく。このため、強攪拌下にある溶銑中へいかに凝集を抑制して脱硫剤を巻き込ませるか、即ち界面積を確保するかが課題となる。
【0025】
このようなことから、飛散しにくい粒径の脱硫剤を使用し、脱硫剤の添加量を増加させることにより、反応界面積を増加させ、脱硫能力を得ているのが現状である。また、蛍石などのフッ素源となる滓化促進剤を使用しなかった場合には、低下する脱硫能力を石灰の添加量を増加させることによって補っているのが現状である。しかし、脱硫剤使用量の増加は、コスト増加及び発生するスラグ量の増加に繋がるため、好ましくない。
【0026】
本発明は、脱硫剤7,7Aの使用量を増加させることなく、脱硫反応界面積を増加させる方法として、攪拌羽根4を回転させて溶銑3の渦を形成した状態において、攪拌羽根4の回転挙動を変化させる、つまり、脱硫処理中に、攪拌羽根4の回転数を周期的に変化させることで、溶銑3の流れに外乱を与え、これによって脱硫剤7,7Aを溶銑3に強制的に巻き込ませ、脱硫反応界面積を増加させるというものである。
【0027】
従来の脱硫処理においては、処理中に、攪拌羽根4の回転数を変更することはなく、回転開始時及び回転終了時を除いて回転数は一定であり、攪拌羽根4は、同じ角速度で回転している。そのため溶銑3の挙動も定常化しており、上下方向の流れはあるものの角速度の時間的変化はほとんどない。その結果、攪拌羽根4の近傍では、攪拌羽根4と溶銑3との相対速度は極めて小さいものとなり、定常回転後の分散作用は小さいと考えられる。
【0028】
そこで、鋭意研究を行った結果、従来、小さかった溶銑3と攪拌羽根4との相対角速度を大きくし、脱硫剤7,7Aなどの低密度粒子と溶銑3との間に大きな相対速度を生成させることによって、脱硫剤7,7Aなどの低密度粒子の溶銑浴内への分散を強化させることができることを確認した。その結果、機械攪拌式脱硫法においては、高効率な脱硫が得られることが分かった。
【0029】
相対速度を大きくするには、非定常な攪拌状態を作れば達成することができる。即ち、従来一定であった攪拌羽根4の回転数または角速度を処理中に変化させれば相対速度を大きくすることができる。このような手法は、均一混合時間の短縮など浴の混合を改善する方法として、低温プロセスの混合では存在するとされているが、溶融金属精錬などの低密度粒子の分散については、良く分かっておらず、特に、高温下の粒子の凝集が生じる系においては、全く知見はない。ましてや、溶融金属の精錬反応プロセスへの適用例は皆無である。
【0030】
そこで、低密度粒子の浴中分散挙動について、先ず水モデルで検証を行った。直径0.5mのアクリル製円筒容器に水を約60kg装入し、4枚翼の攪拌羽根による撹拌試験を行った。低密度粒子としては直径1〜5mmの発泡スチロールまたは中空プラスチック粒子などを用い、撹拌前に水浴上に添加した。攪拌羽根による撹拌を施した結果、円筒容器の側壁部が上昇し、円筒容器の中心部が低くなる渦が生成し、渦の下端が攪拌羽根に達した時点で低密度粒子の水中分散が開始した。ここで、複数回に亘って回転数を変化させた結果、変化させた時点で生成される渦形状及び浴の流速が変化し、渦による粒子の巻き込みが向上することが分かった。回転数を周期的に変化させるとその効果は持続した。
【0031】
しかしながら、変化させる周期が長い場合は角速度の変化は小さく、攪拌羽根の回転数R(1/秒)に対する角速度の変化振動数F(1/秒)の比である変速振動数比F/Rを少なくとも0.02以上とすることが必要であった。これは、回転数Rが150rpmの場合に、変化振動数Fが3(1/分)に相当する。また、周期的に変化させる際の速度は正弦波形を主として用いたが、波形は正弦波形以外でもよい。波形の変更によって最大角速度を変化させることができる。最大角速度は大きいほうが浴との相対速度が増大し、分散は改善されるが、撹拌羽根に作用する応力も増大する。ゆえに、実際のプロセスに合わせた波形の設計が必要である。ここで、正弦波形を用いて回転速度を変更するとは、正弦波形のように一方の半周期は回転速度を上昇させ、他の半周期は回転速度を低下させ、1周期で元の回転速度に戻るという意味である。
【0032】
最適な条件を検討した結果、変速振動数比F/Rが0.1以上であれば、分散の向上が連続的に観察され、また、応力も小さく、更に、変速振動数比F/Rが0.5以上で分散は著しく改善された。これらの分散改善効果については、撹拌羽根の回転によって生成される渦が、浴中に浸漬された撹拌羽根の近傍に達すれば効果を得ることが可能であり、回転数の大小には依存せず、平均の回転数で20rpm〜1000rpmまでの幅広い範囲で確認できた。分散効果は、渦と撹拌羽根との位置関係で決まるため、粒子及び浴の密度が変わっても、位置関係が適切であれば回転数に依存しない。即ち、溶鉄3と脱硫剤7,7Aとの系においても、これらと同様に効果を得ることができる。更なる検討の結果、変速振動数比F/Rが1.0以上において、撹拌羽根への応力もほとんど変化なく、分散が著しく改善されることが判明した。
【0033】
これらの結果に基づき、本発明においては、溶銑3の脱硫処理を図1に示す機械式攪拌型脱硫装置を用いて以下のようにして実施する。先ず、攪拌羽根4の位置が溶銑鍋2のほぼ中心になるように、溶銑鍋2を搭載した台車1の位置を調整し、次いで、攪拌羽根4を下降させて溶銑3に浸漬させる。攪拌羽根4が溶銑3に浸漬したならば、攪拌羽根4の旋回を開始し、所定の回転数(20〜1000rpmの任意の値:但し、実機では200rpm程度が上限の場合が多い)まで昇速する。攪拌羽根4の回転数が所定の回転数に達したならば、攪拌羽根4の回転角速度を周期的に変更する。その際に、変速振動数比F/Rが1.0以上となるように、回転角速度を変更することが好ましい。また、攪拌羽根4の回転数が所定の回転数に達したならば、脱硫剤7または脱硫剤7Aを連続的または断続的に添加する。この場合、脱硫剤7または脱硫剤7Aの添加と並行して、または、添加の前後に、脱硫反応を促進させるために、脱酸源8,8Aを溶銑鍋2に供給することが好ましい。
【0034】
このようにして、溶銑3の脱硫処理を実施する。脱硫反応を促進させるために、脱硫処理の全期間に亘って攪拌羽根4の回転角速度を周期的に変更することが好ましい。溶銑3の硫黄濃度が目標値以下に低減したなら、攪拌羽根4の回転数を徐々に減速し、停止させ、攪拌羽根4を溶銑3から上昇させる。脱硫処理後は、生成した脱硫スラグ(図示せず)を溶銑鍋2から排出し、溶銑3を次工程に搬送する。
【0035】
この場合、角速度の変化については、前述のように正弦波であっても、その他の波形であってもよく、角速度が連続的に変化していればよい。また、角速度の変化によって、当然のことながら平均の角速度以上の領域が存在し、その最大値は波形によって変更可能である。平均角速度に対する最大角速度の比、即ち変速比αは任意に変更できるが、変速比αが1.1以上で分散改善効果が大きくなり、1.2以上がより望ましい。但し、変速比αが過大になると、角速度変化が小さい部分(平均の角速度以下の領域)の時間が長くなり過ぎ、効果が低減してしまい、また、攪拌羽根4が溶銑浴から受ける荷重も大きくなることから、変速比αは3.0以下が望ましい。
【0036】
攪拌羽根4の回転数の制御方法については、電気的なインバーター制御が考えられるが、変速振動数比F/Rが1.0以上の場合には、制御が困難であるとともに攪拌羽根4の挙動が追随しにくくなるため、機械的なカムで行うことが望ましい。
【0037】
使用する脱硫剤7,7Aとしては、CaO系の脱硫剤のみならず、カルシウムカーバイド系の脱硫剤、ソーダ系の脱硫剤、及び金属Mgなど種々の脱硫剤を用いることができるが、安価であることから、CaO系の脱硫剤を使用することが好ましい。しかも、環境対策や発生するスラグの再利用が容易であることから、蛍石などのフッ素源を併用せずに、CaO系の脱硫剤のみを使用することが好ましい。CaO系の脱硫剤としては、生石灰(CaO)、ドロマイト(MgCO3 ・CaCO3 )、消石灰(Ca(OH)2)、石灰石(CaCO3 )などを使用することができる。本発明では、脱硫剤7,7Aを強制的に溶銑3に巻き込ませることができるので、フッ素源を使用しなくても、十分に脱硫することができる。但し、フッ素が不純物成分として不可避的に混入した物質については使用しても構わない。
【0038】
また、脱酸源8,8Aとしては、金属Al、または、アルミ源として安価に入手できることからアルミドロス粉末が望ましい。また、アルミニウム融液をガスでアトマイズして得られるアトマイズ粉末や、アルミニウム合金を研磨、切削する際に発生する切削粉など、他のAl源であってもよい。また、フェロシリコンのようなSi合金や、Mg合金などを用いることもできる。これらは、搬送用ガスとともに溶銑3の表面へ上吹き添加する場合には、粉末状が望ましく、そして、上吹き添加する場合には、通常であれば飛散するような微細な粉末でも、問題なく使用することが可能である。
【0039】
以上説明したように、本発明によれば、脱硫剤7,7Aを効率良く溶銑3に巻き込ませることができるので、脱硫反応の界面積が増大し、少ない脱硫剤7,7Aの使用量であっても、更には、フッ素系の滓化促進剤を使用しなくても、溶銑3を効率良く脱硫処理することが可能となる。
【0040】
尚、上記説明は溶銑の脱硫処理について行ったが、本発明は溶銑の脱硫処理に限らず、溶銑の脱珪処理、脱燐処理、脱炭処理にも適用できる。要は、機械式攪拌装置を用いて溶融金属を精錬する方法である限り、上記に沿って本発明を実施することができる。
【実施例1】
【0041】
小型脱硫装置にて、脱硫剤の分散及び脱硫反応について検証を行った。
【0042】
炭素濃度が4.5質量%の溶銑を200kg溶解し、1350℃に保持した。この溶銑の初期硫黄濃度を0.02〜0.1質量%の範囲で変更した。黒鉛製またはMgO耐火物製の攪拌羽根を用い、溶銑に浸漬させた後、攪拌羽根を回転して溶銑に渦を形成させた。攪拌羽根の回転数は、渦の底面が攪拌羽根に達するように調整した。具体的は、攪拌羽根の浸漬深さに応じて200〜700rpmとした。
【0043】
その後、CaOが主体である脱硫剤を、溶銑の初期硫黄濃度に応じて5〜15kg/t添加し、15分間の脱硫処理を実施した。攪拌羽根の回転の制御にはインバーターまたはカムを使用し、変速振動数比F/Rを0.1〜3.0、変速比αを1.5、2.0とした。変速波形はほぼ正弦波であった。また、比較のために変速比αを1.0とする試験も実施した。変速比αが1.0とは、等角速度撹拌であり、従来の脱硫方法である。変速比αが1.0の場合には、必然的に変速振動数比F/Rは0になる。
【0044】
脱硫処理の結果、従来の等角速度攪拌の場合、つまり変速比αが1.0における脱硫効率は10%であったのに対し、変速比αが1.5で、変速振動数比F/Rがそれぞれ0.1、0.5、1.0、3.0の場合、それぞれ15%、18%、34%、39%の脱硫効率が得られ、角速度の周期的変更により大幅な脱硫効率の向上が確認された。特に、変速振動数比F/Rが1.0以上のときにその効果が大きかった。変速比αを2.0とし、変速振動数比F/Rを0.1、0.5、1.0、3.0とした場合には、それぞれ17%、20%、37%、43%の脱硫効率が得られ、変速比αが1.5の場合に比較して更に脱硫効率の向上が確認された。
【実施例2】
【0045】
図1に示す機械式攪拌型脱硫装置を用い、溶銑鍋内の約150トンの溶銑を脱硫処理した。
【0046】
高炉から出銑された溶銑に、高炉鋳床と受銑後の溶銑鍋内との2回の脱珪処理を施した後に、図1に示す機械式攪拌型脱硫装置に搬送し、脱硫処理を施した。使用した溶銑の組成は、炭素:4.0〜4.6質量%、珪素:0.05〜0.20質量%、Mn:0.10〜0.41質量%、燐:0.10〜0.13質量%であり、脱硫処理前の硫黄濃度は0.022〜0.045質量%であった。脱硫処理前の溶銑温度は、1320〜1450℃であった。
【0047】
脱硫剤としては、石灰を主成分とする脱硫剤を使用し、脱酸源としては、金属Alを50質量%程度含有するアルミドロスの粉末を用いた。攪拌羽根の回転条件は従来の等速撹拌条件をベースとして、変速振動数比F/Rを0.03〜2.0まで変化させ、変速比αは1.1〜2.0の正弦波を用いた。脱硫処理条件及び脱硫結果を表1に示す。
【0048】
【表1】
【0049】
表1に示すように、本発明例においては、従来例1,2に比べて何れも脱硫効率が増加し、特に、変速振動数比F/Rを1.0以上として場合には、従来例1,2の2倍を超える脱硫効率さえも得ることができ、効率良く脱硫処理できることが確認された。
【図面の簡単な説明】
【0050】
【図1】本発明に係る溶銑の脱硫処理を実施する際に用いた機械式攪拌型脱硫装置の概略断面図である。
【符号の説明】
【0051】
1 台車
2 溶銑鍋
3 溶銑
4 攪拌羽根
5 上吹きランス
6 投入口
7 脱硫剤
8 脱酸源
【技術分野】
【0001】
本発明は、機械式攪拌装置を用いて溶融金属を精錬する方法に関するものである。
【背景技術】
【0002】
高炉から出銑された溶銑には、通常、鋼の品質に悪影響を及ぼす硫黄(S)が高濃度で含まれており、要求される品質水準に応じて、溶銑での脱硫処理或いは溶銑での脱硫処理と溶鋼での脱硫処理との組み合わせなど、種々の方法で脱硫処理が行われている。このうち、溶銑の脱硫には、安価な石灰(CaO)を主成分とする脱硫剤が広く用いられており、この場合の脱硫反応は、下記の(1)式に示される反応式に基づいて進行する。
【0003】
【数1】
【0004】
この脱硫処理においては、蛍石(CaF2 )系造滓剤及びアルミナ系造滓剤などがCaOの滓化促進剤として使用されており、例えば、CaO源である生石灰に5質量%程度の蛍石を混合したCaO−CaF2系脱硫剤が広く使用されている。しかしながら、これらの滓化促進剤は、一般に高価であり、こうした滓化促進剤の配合率を増やすことは脱硫剤のコスト増大につながる。更に、滓化促進剤の配合率を高めた場合には、脱硫剤中のCaO濃度が低下し、反応効率の低下が懸念される。また、脱硫の反応効率を向上させるために、生石灰とカルシウムカーバイト系脱硫剤或いはソーダ系脱硫剤とを併用する方法や、生石灰に石灰石(CaCO3)を混合する方法などもあるが、これらは何れも、蛍石(CaF2 )系の滓化促進剤を添加することを前提とした脱硫剤であり、近年のフッ素の環境への影響が懸念されている状況下においては、フッ素系の滓化促進剤を使用しないで効率的に脱硫することが望まれている。
【0005】
石灰や螢石を用いない脱硫剤の一例として、カルシウムカーバイド系脱硫剤及びソーダ系脱硫剤が実用化されているが、何れも長所と短所がある。カルシウムカーバイド系脱硫剤は、強力な脱硫能力を有しているが、脱硫処理後の脱硫スラグの後処理において、アセチレンガスが発生するなどの安全上の問題点がある。また、高価であり、危険物でもあるため、取り扱いが極めて困難である。ソーダ系脱硫剤は比較的安価であるが、高アルカリ性であるため、処理炉及び処理容器の耐火物への影響が大きい。また、排ガス中にはNaが含まれるため、その除去処理が必要となる。更に、スラグ中のNa2 Oの含有量が高くなるため、セメントなどへの再利用に制約があり、環境への影響からも望ましくない。
【0006】
また、その他の脱硫剤として、金属Mgも良く知られている。金属Mgは、溶銑中の硫黄と容易に反応してMgSを生成するが、金属Mgの沸点が1100℃と低いため、1250〜1500℃の溶銑中では激しく気化し、溶銑を飛散させる危険性があり、また発生したMg蒸気が脱硫反応に十分に寄与しないまま大気中に放散されてしまうため、脱硫効率が悪い。しかも、金属Mg自体が非常に高価であるという問題点もある。
【0007】
一般に、溶銑の脱硫処理は、脱硫剤を溶銑中に分散させることによって行っている。そのため、脱硫反応の効率を向上させるためには、上記のような脱硫剤の検討も重要であるが、脱硫剤の分散改善による反応界面積の増加が効果的である。脱硫剤を分散させる方法としては、攪拌羽根(「回転翼」或いは「インペラー」とも呼ぶ)または攪拌体(「スターラー」とも呼ぶ)などの回転する攪拌子により機械的に攪拌する機械式攪拌装置を用いた脱硫方法がある。本方法においては、ホッパーなどから脱硫剤を切出し、溶銑鍋などの処理容器の上部に設置された投入口から脱硫剤を投入し、処理容器内で回転する攪拌羽根などの攪拌子によって生成された溶銑の渦流によって脱硫剤を溶銑中に分散させている。
【0008】
このような機械攪拌による分散手法は化学工学の分野では多大な知見があり、高密度の固体または液体、或いは、液と同等の密度を有する固体または液体での液中分散は良く知られているところである。しかしながら、溶銑の脱硫反応などの鉄鋼プロセスにおいては、巻き込み対象物(脱硫剤)が浴(溶鉄)と比較して極めて低密度であり、巻き込みが困難であること、また、浴が高温で取り扱いが特殊であることから、従来知見をそのまま適用することは困難であり、独自の研究開発が行われている。
【0009】
また、実際のプロセスにおいては、低密度粒子を分散させることの困難さに加えて、脱硫剤の添加・分散時、或いは溶銑中で、高温による焼結・凝集が生じる現象もあり、脱硫剤の反応効率は著しく低くなることがある。更なる脱硫効率の向上には、従来使用している粉状の脱硫剤の粒径を更に細粒化することも考えられるが、脱硫剤の添加の際に、脱硫剤の飛散量が増加し、溶銑表面に達する脱硫剤の量が減少してしまう。また、前述した凝集現象も生じやすくなるため、脱硫反応の大幅な効率向上は期待できない。脱硫効率を高めるためには、凝集をいかに抑制しつつ効率的に分散させるかが重要となる。
【0010】
脱硫剤の溶銑中への分散を促進させる方法として、特許文献1には、溶銑浴中に整流板を浸漬させ、整流板に衝突する溶銑が形成する下降流によって脱硫剤を溶銑中に巻き込ませる方法が提案されている。また、特許文献2には、処理容器の側壁部に突起状の整流体を設け、整流体に衝突する溶銑の乱流を利用して脱硫剤を溶銑中に巻き込ませる方法が提案されている。しかしながら、機械攪拌式脱硫法のような高温且つ強攪拌下において整流板や整流体などの障害物を用いる場合には、非常に強度の強い障害物を用いる必要があり、その作製及びメンテナンスに多額の費用と手間とを必要とするという問題がある。また、障害物を溶銑中へ浸漬することから、脱硫処理可能な溶銑量が減少してしまうという問題もある。
【特許文献1】特開昭49−44927号公報
【特許文献2】特開昭51−112416号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明はかかる事情に鑑みてなされたものであって、その目的とするところは、機械攪拌式脱硫法など、回転する攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに当たり、脱硫剤などの精錬剤を効率良く溶融金属中へ添加・分散させることができ、これにより、例えば、溶銑の脱硫処理においては、フッ素系の滓化促進剤を使用しなくても高い脱硫効率を確保することが可能になるなど、効率良く精錬を実施することのできる、溶融金属の精錬方法を提供することである。
【課題を解決するための手段】
【0012】
上記課題を解決するための第1の発明に係る溶融金属の精錬方法は、攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに際し、前記攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌することを特徴とするものである。
【0013】
第2の発明に係る溶融金属の精錬方法は、第1の発明において、前記攪拌子の回転数R(1/秒)に対する角速度の変化振動数F(1/秒)の比である変速振動数比F/Rを、1以上とすることを特徴とするものである。
【0014】
第3の発明に係る溶融金属の精錬方法は、第1または第2の発明において、前記攪拌子の回転制御を、インバーターにより行うことを特徴とするものである。
【0015】
第4の発明に係る溶融金属の精錬方法は、第1または第2の発明において、前記攪拌子の回転制御を、カムを用いて機械的に行うことを特徴とするものである。
【0016】
第5の発明に係る溶融金属の精錬方法は、第1ないし第4の発明の何れかにおいて、溶融金属よりも低密度の精錬剤を添加することを特徴とするものである。
【0017】
第6の発明に係る溶融金属の精錬方法は、第1ないし第5の発明の何れかにおいて、前記溶融金属が溶銑であり、前記精錬が脱硫処理であることを特徴とするものである。
【発明の効果】
【0018】
本発明によれば、攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに際し、攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌するので、精錬剤を効率良く溶融金属中に巻き込ませることができ、その結果、反応界面積が増大し、少ない精錬剤の使用量であっても、効率良く溶融金属を精錬することが可能となる。
【発明を実施するための最良の形態】
【0019】
以下、本発明を機械式攪拌型脱硫装置で行う溶銑の脱硫処理に適用した場合を例として、添付図面を参照して具体的に説明する。図1は、本発明に係る溶銑の脱硫処理を実施する際に用いた機械式攪拌型脱硫装置の1例を示す概略断面図である。
【0020】
図1に示すように、機械式攪拌型脱硫装置は、溶銑鍋2に収容された溶銑3に浸漬・埋没し、旋回して溶銑3を攪拌するための攪拌子として耐火物製の攪拌羽根4を備えており、この攪拌羽根4は、昇降装置(図示せず)によってほぼ鉛直方向に昇降し、且つ、回転装置(図示せず)によって軸4aを回転軸として旋回するようになっている。また、機械式攪拌型脱硫装置には、粉体状の脱硫剤7及び粉体状の脱酸源8を精錬剤として溶銑鍋2に収容された溶銑3に向けて上吹きして添加するための上吹きランス5と、粒状または塊状の脱硫剤7A及び粒状または塊状の脱酸源8Aを精錬剤として溶銑鍋2に収容された溶銑3の浴面に上置き添加するための投入口6とが設置されている。更に、溶銑鍋2の上方位置には、集塵機(図示せず)に接続する排気ダクト口(図示せず)が備えられ、脱硫処理中に発生するガスやダストが排出されるようになっている。
【0021】
上吹きランス5は、粉体状の脱硫剤7を収容するホッパー9と、ホッパー9から定量切り出すためのロータリーフィーダー10とからなる供給装置、及び、粉体状の脱酸源8を収容するホッパー11と、ホッパー11から定量切り出すためのロータリーフィーダー12とからなる供給装置と接続しており、上吹きランス5から、搬送用ガスとともに、粉体状の脱硫剤7及び粉体状の脱酸源8を任意のタイミングで各々独立して調整して供給できる構造になっている。これと同様に、投入口6は、粒状または塊状の脱硫剤7Aを収容するホッパー13と、ホッパー13から定量切り出すためのロータリーフィーダー14とからなる供給装置、及び、粒状または塊状の脱酸源8Aを収容するホッパー15と、ホッパー15から定量切り出すためのロータリーフィーダー16とからなる供給装置と接続しており、投入口6から、粒状または塊状の脱硫剤7A及び粒状または塊状の脱酸源8Aを任意のタイミングで各々独立して調整して供給できる構造になっている。尚、上吹きランス5から吹き込むか、投入口6から添加するかは、使用する脱硫剤の大きさなどから、適宜選択すればよい。脱酸源8,8Aは、溶銑3の酸素濃度を低減し、脱硫反応を促進させるためのものであり、必ずしも必要ではないが、脱硫反応を促進させるには、使用することが好ましい。
【0022】
従来、このように構成される機械式攪拌型脱硫装置を用い、次のようにして脱硫処理を実施していた。即ち、攪拌羽根4の位置が溶銑鍋2のほぼ中心になるように、溶銑鍋2を搭載した台車1の位置を調整し、次いで、攪拌羽根4を下降させて溶銑3に浸漬させる。攪拌羽根4が溶銑3に浸漬したならば、攪拌羽根4の旋回を開始し、所定の回転数まで昇速し、攪拌羽根4の回転数が所定の回転数に達したならば、その回転数を維持した状態で、脱硫剤7または脱硫剤7Aを添加して脱硫処理を実施する。この場合、脱硫剤7または脱硫剤7Aの添加と並行して、または、添加の前後に、脱硫反応を促進させるために、脱酸源8,8Aを溶銑鍋2に供給する。
【0023】
このようにして実施される従来の脱硫処理工程においては、利用される脱硫剤の利用効率は、CaO−CaF2 系脱硫剤を用いた場合でも、せいぜい10%程度であり、残りの90%は未反応のままであり、非常に効率が低かった。本発明者等は、この利用効率の低い原因について種々解析を行った結果、以下の問題点があることが判明した。
【0024】
機械攪拌式脱硫法においては、脱硫剤は、回転羽根4によって強力に攪拌された状態の溶銑の上へ上方から連続的或いは断続的に添加される。脱硫反応を促進させるには、反応界面積が大きいほど有利であり、そのために粒状または粉状の脱硫剤を用いるが、細粒化し過ぎると添加時の飛散量即ちダストが増加し、歩留まりが悪化する。一方、添加時に飛散を考慮し、大径の脱硫剤を使用すると反応界面積が確保できず、脱硫反応が停滞する。また、脱硫剤として主に使用されるCaO系脱硫剤は溶銑との濡れ性が悪く、溶銑中へ巻き込まれにくい上に、溶銑上へ添加された脱硫剤が、強攪拌されている浴表面または浴中で焼結・凝集し、反応界面積が低下していく。このため、強攪拌下にある溶銑中へいかに凝集を抑制して脱硫剤を巻き込ませるか、即ち界面積を確保するかが課題となる。
【0025】
このようなことから、飛散しにくい粒径の脱硫剤を使用し、脱硫剤の添加量を増加させることにより、反応界面積を増加させ、脱硫能力を得ているのが現状である。また、蛍石などのフッ素源となる滓化促進剤を使用しなかった場合には、低下する脱硫能力を石灰の添加量を増加させることによって補っているのが現状である。しかし、脱硫剤使用量の増加は、コスト増加及び発生するスラグ量の増加に繋がるため、好ましくない。
【0026】
本発明は、脱硫剤7,7Aの使用量を増加させることなく、脱硫反応界面積を増加させる方法として、攪拌羽根4を回転させて溶銑3の渦を形成した状態において、攪拌羽根4の回転挙動を変化させる、つまり、脱硫処理中に、攪拌羽根4の回転数を周期的に変化させることで、溶銑3の流れに外乱を与え、これによって脱硫剤7,7Aを溶銑3に強制的に巻き込ませ、脱硫反応界面積を増加させるというものである。
【0027】
従来の脱硫処理においては、処理中に、攪拌羽根4の回転数を変更することはなく、回転開始時及び回転終了時を除いて回転数は一定であり、攪拌羽根4は、同じ角速度で回転している。そのため溶銑3の挙動も定常化しており、上下方向の流れはあるものの角速度の時間的変化はほとんどない。その結果、攪拌羽根4の近傍では、攪拌羽根4と溶銑3との相対速度は極めて小さいものとなり、定常回転後の分散作用は小さいと考えられる。
【0028】
そこで、鋭意研究を行った結果、従来、小さかった溶銑3と攪拌羽根4との相対角速度を大きくし、脱硫剤7,7Aなどの低密度粒子と溶銑3との間に大きな相対速度を生成させることによって、脱硫剤7,7Aなどの低密度粒子の溶銑浴内への分散を強化させることができることを確認した。その結果、機械攪拌式脱硫法においては、高効率な脱硫が得られることが分かった。
【0029】
相対速度を大きくするには、非定常な攪拌状態を作れば達成することができる。即ち、従来一定であった攪拌羽根4の回転数または角速度を処理中に変化させれば相対速度を大きくすることができる。このような手法は、均一混合時間の短縮など浴の混合を改善する方法として、低温プロセスの混合では存在するとされているが、溶融金属精錬などの低密度粒子の分散については、良く分かっておらず、特に、高温下の粒子の凝集が生じる系においては、全く知見はない。ましてや、溶融金属の精錬反応プロセスへの適用例は皆無である。
【0030】
そこで、低密度粒子の浴中分散挙動について、先ず水モデルで検証を行った。直径0.5mのアクリル製円筒容器に水を約60kg装入し、4枚翼の攪拌羽根による撹拌試験を行った。低密度粒子としては直径1〜5mmの発泡スチロールまたは中空プラスチック粒子などを用い、撹拌前に水浴上に添加した。攪拌羽根による撹拌を施した結果、円筒容器の側壁部が上昇し、円筒容器の中心部が低くなる渦が生成し、渦の下端が攪拌羽根に達した時点で低密度粒子の水中分散が開始した。ここで、複数回に亘って回転数を変化させた結果、変化させた時点で生成される渦形状及び浴の流速が変化し、渦による粒子の巻き込みが向上することが分かった。回転数を周期的に変化させるとその効果は持続した。
【0031】
しかしながら、変化させる周期が長い場合は角速度の変化は小さく、攪拌羽根の回転数R(1/秒)に対する角速度の変化振動数F(1/秒)の比である変速振動数比F/Rを少なくとも0.02以上とすることが必要であった。これは、回転数Rが150rpmの場合に、変化振動数Fが3(1/分)に相当する。また、周期的に変化させる際の速度は正弦波形を主として用いたが、波形は正弦波形以外でもよい。波形の変更によって最大角速度を変化させることができる。最大角速度は大きいほうが浴との相対速度が増大し、分散は改善されるが、撹拌羽根に作用する応力も増大する。ゆえに、実際のプロセスに合わせた波形の設計が必要である。ここで、正弦波形を用いて回転速度を変更するとは、正弦波形のように一方の半周期は回転速度を上昇させ、他の半周期は回転速度を低下させ、1周期で元の回転速度に戻るという意味である。
【0032】
最適な条件を検討した結果、変速振動数比F/Rが0.1以上であれば、分散の向上が連続的に観察され、また、応力も小さく、更に、変速振動数比F/Rが0.5以上で分散は著しく改善された。これらの分散改善効果については、撹拌羽根の回転によって生成される渦が、浴中に浸漬された撹拌羽根の近傍に達すれば効果を得ることが可能であり、回転数の大小には依存せず、平均の回転数で20rpm〜1000rpmまでの幅広い範囲で確認できた。分散効果は、渦と撹拌羽根との位置関係で決まるため、粒子及び浴の密度が変わっても、位置関係が適切であれば回転数に依存しない。即ち、溶鉄3と脱硫剤7,7Aとの系においても、これらと同様に効果を得ることができる。更なる検討の結果、変速振動数比F/Rが1.0以上において、撹拌羽根への応力もほとんど変化なく、分散が著しく改善されることが判明した。
【0033】
これらの結果に基づき、本発明においては、溶銑3の脱硫処理を図1に示す機械式攪拌型脱硫装置を用いて以下のようにして実施する。先ず、攪拌羽根4の位置が溶銑鍋2のほぼ中心になるように、溶銑鍋2を搭載した台車1の位置を調整し、次いで、攪拌羽根4を下降させて溶銑3に浸漬させる。攪拌羽根4が溶銑3に浸漬したならば、攪拌羽根4の旋回を開始し、所定の回転数(20〜1000rpmの任意の値:但し、実機では200rpm程度が上限の場合が多い)まで昇速する。攪拌羽根4の回転数が所定の回転数に達したならば、攪拌羽根4の回転角速度を周期的に変更する。その際に、変速振動数比F/Rが1.0以上となるように、回転角速度を変更することが好ましい。また、攪拌羽根4の回転数が所定の回転数に達したならば、脱硫剤7または脱硫剤7Aを連続的または断続的に添加する。この場合、脱硫剤7または脱硫剤7Aの添加と並行して、または、添加の前後に、脱硫反応を促進させるために、脱酸源8,8Aを溶銑鍋2に供給することが好ましい。
【0034】
このようにして、溶銑3の脱硫処理を実施する。脱硫反応を促進させるために、脱硫処理の全期間に亘って攪拌羽根4の回転角速度を周期的に変更することが好ましい。溶銑3の硫黄濃度が目標値以下に低減したなら、攪拌羽根4の回転数を徐々に減速し、停止させ、攪拌羽根4を溶銑3から上昇させる。脱硫処理後は、生成した脱硫スラグ(図示せず)を溶銑鍋2から排出し、溶銑3を次工程に搬送する。
【0035】
この場合、角速度の変化については、前述のように正弦波であっても、その他の波形であってもよく、角速度が連続的に変化していればよい。また、角速度の変化によって、当然のことながら平均の角速度以上の領域が存在し、その最大値は波形によって変更可能である。平均角速度に対する最大角速度の比、即ち変速比αは任意に変更できるが、変速比αが1.1以上で分散改善効果が大きくなり、1.2以上がより望ましい。但し、変速比αが過大になると、角速度変化が小さい部分(平均の角速度以下の領域)の時間が長くなり過ぎ、効果が低減してしまい、また、攪拌羽根4が溶銑浴から受ける荷重も大きくなることから、変速比αは3.0以下が望ましい。
【0036】
攪拌羽根4の回転数の制御方法については、電気的なインバーター制御が考えられるが、変速振動数比F/Rが1.0以上の場合には、制御が困難であるとともに攪拌羽根4の挙動が追随しにくくなるため、機械的なカムで行うことが望ましい。
【0037】
使用する脱硫剤7,7Aとしては、CaO系の脱硫剤のみならず、カルシウムカーバイド系の脱硫剤、ソーダ系の脱硫剤、及び金属Mgなど種々の脱硫剤を用いることができるが、安価であることから、CaO系の脱硫剤を使用することが好ましい。しかも、環境対策や発生するスラグの再利用が容易であることから、蛍石などのフッ素源を併用せずに、CaO系の脱硫剤のみを使用することが好ましい。CaO系の脱硫剤としては、生石灰(CaO)、ドロマイト(MgCO3 ・CaCO3 )、消石灰(Ca(OH)2)、石灰石(CaCO3 )などを使用することができる。本発明では、脱硫剤7,7Aを強制的に溶銑3に巻き込ませることができるので、フッ素源を使用しなくても、十分に脱硫することができる。但し、フッ素が不純物成分として不可避的に混入した物質については使用しても構わない。
【0038】
また、脱酸源8,8Aとしては、金属Al、または、アルミ源として安価に入手できることからアルミドロス粉末が望ましい。また、アルミニウム融液をガスでアトマイズして得られるアトマイズ粉末や、アルミニウム合金を研磨、切削する際に発生する切削粉など、他のAl源であってもよい。また、フェロシリコンのようなSi合金や、Mg合金などを用いることもできる。これらは、搬送用ガスとともに溶銑3の表面へ上吹き添加する場合には、粉末状が望ましく、そして、上吹き添加する場合には、通常であれば飛散するような微細な粉末でも、問題なく使用することが可能である。
【0039】
以上説明したように、本発明によれば、脱硫剤7,7Aを効率良く溶銑3に巻き込ませることができるので、脱硫反応の界面積が増大し、少ない脱硫剤7,7Aの使用量であっても、更には、フッ素系の滓化促進剤を使用しなくても、溶銑3を効率良く脱硫処理することが可能となる。
【0040】
尚、上記説明は溶銑の脱硫処理について行ったが、本発明は溶銑の脱硫処理に限らず、溶銑の脱珪処理、脱燐処理、脱炭処理にも適用できる。要は、機械式攪拌装置を用いて溶融金属を精錬する方法である限り、上記に沿って本発明を実施することができる。
【実施例1】
【0041】
小型脱硫装置にて、脱硫剤の分散及び脱硫反応について検証を行った。
【0042】
炭素濃度が4.5質量%の溶銑を200kg溶解し、1350℃に保持した。この溶銑の初期硫黄濃度を0.02〜0.1質量%の範囲で変更した。黒鉛製またはMgO耐火物製の攪拌羽根を用い、溶銑に浸漬させた後、攪拌羽根を回転して溶銑に渦を形成させた。攪拌羽根の回転数は、渦の底面が攪拌羽根に達するように調整した。具体的は、攪拌羽根の浸漬深さに応じて200〜700rpmとした。
【0043】
その後、CaOが主体である脱硫剤を、溶銑の初期硫黄濃度に応じて5〜15kg/t添加し、15分間の脱硫処理を実施した。攪拌羽根の回転の制御にはインバーターまたはカムを使用し、変速振動数比F/Rを0.1〜3.0、変速比αを1.5、2.0とした。変速波形はほぼ正弦波であった。また、比較のために変速比αを1.0とする試験も実施した。変速比αが1.0とは、等角速度撹拌であり、従来の脱硫方法である。変速比αが1.0の場合には、必然的に変速振動数比F/Rは0になる。
【0044】
脱硫処理の結果、従来の等角速度攪拌の場合、つまり変速比αが1.0における脱硫効率は10%であったのに対し、変速比αが1.5で、変速振動数比F/Rがそれぞれ0.1、0.5、1.0、3.0の場合、それぞれ15%、18%、34%、39%の脱硫効率が得られ、角速度の周期的変更により大幅な脱硫効率の向上が確認された。特に、変速振動数比F/Rが1.0以上のときにその効果が大きかった。変速比αを2.0とし、変速振動数比F/Rを0.1、0.5、1.0、3.0とした場合には、それぞれ17%、20%、37%、43%の脱硫効率が得られ、変速比αが1.5の場合に比較して更に脱硫効率の向上が確認された。
【実施例2】
【0045】
図1に示す機械式攪拌型脱硫装置を用い、溶銑鍋内の約150トンの溶銑を脱硫処理した。
【0046】
高炉から出銑された溶銑に、高炉鋳床と受銑後の溶銑鍋内との2回の脱珪処理を施した後に、図1に示す機械式攪拌型脱硫装置に搬送し、脱硫処理を施した。使用した溶銑の組成は、炭素:4.0〜4.6質量%、珪素:0.05〜0.20質量%、Mn:0.10〜0.41質量%、燐:0.10〜0.13質量%であり、脱硫処理前の硫黄濃度は0.022〜0.045質量%であった。脱硫処理前の溶銑温度は、1320〜1450℃であった。
【0047】
脱硫剤としては、石灰を主成分とする脱硫剤を使用し、脱酸源としては、金属Alを50質量%程度含有するアルミドロスの粉末を用いた。攪拌羽根の回転条件は従来の等速撹拌条件をベースとして、変速振動数比F/Rを0.03〜2.0まで変化させ、変速比αは1.1〜2.0の正弦波を用いた。脱硫処理条件及び脱硫結果を表1に示す。
【0048】
【表1】
【0049】
表1に示すように、本発明例においては、従来例1,2に比べて何れも脱硫効率が増加し、特に、変速振動数比F/Rを1.0以上として場合には、従来例1,2の2倍を超える脱硫効率さえも得ることができ、効率良く脱硫処理できることが確認された。
【図面の簡単な説明】
【0050】
【図1】本発明に係る溶銑の脱硫処理を実施する際に用いた機械式攪拌型脱硫装置の概略断面図である。
【符号の説明】
【0051】
1 台車
2 溶銑鍋
3 溶銑
4 攪拌羽根
5 上吹きランス
6 投入口
7 脱硫剤
8 脱酸源
【特許請求の範囲】
【請求項1】
攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに際し、前記攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌することを特徴とする、溶融金属の精錬方法。
【請求項2】
前記攪拌子の回転数R(1/秒)に対する角速度の変化振動数F(1/秒)の比である変速振動数比F/Rを、1以上とすることを特徴とする、請求項1に記載の溶融金属の精錬方法。
【請求項3】
前記攪拌子の回転制御を、インバーターにより行うことを特徴とする、請求項1または請求項2に記載の溶融金属の精錬方法。
【請求項4】
前記攪拌子の回転制御を、カムを用いて機械的に行うことを特徴とする、請求項1または請求項2に記載の溶融金属の精錬方法。
【請求項5】
溶融金属よりも低密度の精錬剤を添加することを特徴とする、請求項1ないし請求項4の何れか1つに記載の溶融金属の精錬方法。
【請求項6】
前記溶融金属が溶銑であり、前記精錬が脱硫処理であることを特徴とする、請求項1ないし請求項5の何れか1つに記載の溶融金属の精錬方法。
【請求項1】
攪拌子を有する機械式攪拌装置を用いて溶融金属を精錬するに際し、前記攪拌子の回転角速度を精錬処理中に周期的に変更して溶融金属を攪拌することを特徴とする、溶融金属の精錬方法。
【請求項2】
前記攪拌子の回転数R(1/秒)に対する角速度の変化振動数F(1/秒)の比である変速振動数比F/Rを、1以上とすることを特徴とする、請求項1に記載の溶融金属の精錬方法。
【請求項3】
前記攪拌子の回転制御を、インバーターにより行うことを特徴とする、請求項1または請求項2に記載の溶融金属の精錬方法。
【請求項4】
前記攪拌子の回転制御を、カムを用いて機械的に行うことを特徴とする、請求項1または請求項2に記載の溶融金属の精錬方法。
【請求項5】
溶融金属よりも低密度の精錬剤を添加することを特徴とする、請求項1ないし請求項4の何れか1つに記載の溶融金属の精錬方法。
【請求項6】
前記溶融金属が溶銑であり、前記精錬が脱硫処理であることを特徴とする、請求項1ないし請求項5の何れか1つに記載の溶融金属の精錬方法。
【図1】

【公開番号】特開2006−265625(P2006−265625A)
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願番号】特願2005−85220(P2005−85220)
【出願日】平成17年3月24日(2005.3.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願日】平成17年3月24日(2005.3.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]