
溶融金属めっき浴中ロールの表面付着物除去装置および除去方法
【課題】溶融金属めっき浴中に配置したロールの表面に形成されている溶射皮膜の損傷を抑制することが可能な、溶融金属めっき浴中ロールの表面付着物除去装置および除去方法を提供する。
【解決手段】溶融金属で形成されているめっき浴2中に配置したサポートロール4の表面に接触する研磨部20を備える、溶融金属めっき浴中ロールの表面付着物除去装置1であって、研磨部20を加熱する加熱量制御手段16を備えて形成される研磨部加熱手段を備え、研磨部加熱手段は、サポートロール4の回転速度に応じて研磨部20の加熱量を変化させる。
【解決手段】溶融金属で形成されているめっき浴2中に配置したサポートロール4の表面に接触する研磨部20を備える、溶融金属めっき浴中ロールの表面付着物除去装置1であって、研磨部20を加熱する加熱量制御手段16を備えて形成される研磨部加熱手段を備え、研磨部加熱手段は、サポートロール4の回転速度に応じて研磨部20の加熱量を変化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融金属めっき浴中に配置したロールに付着した付着物の除去装置および除去方法に係わり、特に、連続溶融亜鉛めっき浴に使用され、その浴中に配置したロールの表面に付着する合金層を除去する表面付着物除去装置および除去方法に関する。
【背景技術】
【0002】
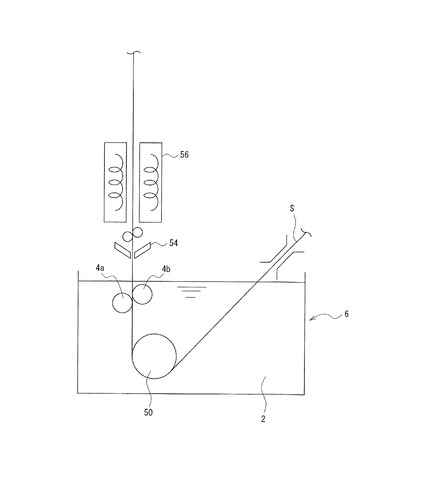
従来から、例えば、溶融金属(例えば、溶融亜鉛)めっき鋼板を連続的に製造する製造工程では、まず、図4中に示すように、溶融金属めっき液(以下、「めっき浴2」と記載する)を保持しためっき槽6内へ、前工程にて焼鈍した鋼帯Sを連続的に供給する。そして、めっき浴2中に配置したシンクロール50により、鋼帯Sの進行方向を鉛直上方に変換して、めっきの付着した鋼帯Sを、めっき浴2の上方に引き上げる。なお、図4は、一般的な連続溶融金属めっき装置(ライン)の構成を示す図である。
【0003】
次に、めっきを付着させて、めっき浴2の上方に引き上げた鋼帯Sに対し、ガス噴射ノズル54が噴射するガスにより、めっきの付着量をワイピング(ガスワイピング)して調整して、溶融金属めっき鋼板を製造する。
ここで、ガスワイピング後の鋼帯Sを合金化炉56で加熱すると、めっき層を合金化することが可能となるため、合金化溶融金属めっき鋼板を製造することが可能となる。なお、図4中には、ガスワイピング後の鋼帯Sを必要に応じて加熱する合金化炉56を示している。
【0004】
また、図4中に示すように、めっき浴2中には、鉛直上方に向けて走行する鋼帯Sの走行ラインを安定させるための、一対のサポートロール4a,4bを配置している。また、一対のサポートロール4a,4bは、鋼帯Sの表裏両面を挟むことにより、鋼帯Sに生じた反りを抑制する機能も有している。
ところで、一般的に、図4中に示すようなめっき装置を用いて、鋼帯Sに対する連続溶融金属めっきを行うと、めっき浴2の一部が酸化して不純物(ドロス)が生成され、この生成された不純物がめっき浴2中に懸濁する。
【0005】
そして、めっき浴2中に懸濁する不純物が、シンクロール50やサポートロール4、すなわち、めっき浴2中に配置したロールの表面に付着すると、この付着した不純物が、シンクロール50やサポートロール4と接触する鋼帯Sに接触して転写される。これにより、製造した溶融金属めっき鋼板に、押し疵等の欠陥が発生する。
溶融金属めっき鋼板に発生する欠陥を防止するための技術としては、例えば、特許文献1に記載の表面付着物除去装置が提案されている。
【0006】
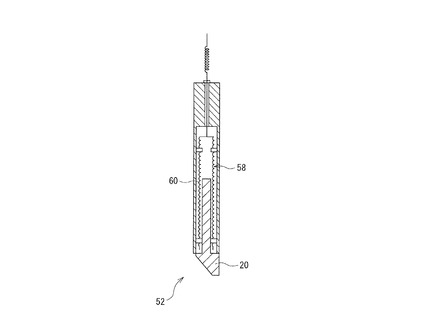
特許文献1に記載の表面付着物除去装置は、図5中に示すように、研磨部20と、加熱機構58を設けたスクレーパー52を備えている。なお、図5は、従来例の表面付着物除去装置を形成するスクレーパー52を示す図である。
研磨部20は、その先端側が、めっき浴中に配置したロール(シンクロールやサポートロール)の表面に接触している。
加熱機構58は、スクレーパー52の本体内に設けられており、輻射熱により研磨部20を加熱する電熱線60を有している。
【0007】
そして、ロールの表面に付着した付着物を除去する際には、加熱した研磨部20をロールの表面に押し付けることにより、めっき浴の温度(浴温)を上げることなく、ロールの表面を加熱(例えば、600[℃]に加熱)することにより、ロールの表面に付着している付着物を軟質化させて、除去されやすい状態とする。その後、ロールの回転や研磨部20の移動により、ロールの表面に付着している付着物を除去する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平4‐127259号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、一般的な連続溶融金属めっき装置(ライン)を構成するロール(シンクロール、サポートロール)の表面には、ロールの耐亜鉛腐食性を向上させるために、溶射皮膜が形成されている場合が多い。
しかしながら、特許文献1に記載の表面付着物除去装置では、加熱部の温度制御機能はなく、研磨部を、常に、最大限の加熱量で加熱することとなる。しかしながら、実際の操業では、ライン速度が変動し、場合によっては、高温に加熱された研磨部でさらに発生する熱によって、溶射皮膜が損傷するという問題が生じるおそれがある。
【0010】
本発明は、上記のような問題点に着目してなされたもので、ロールの回転速度に応じて研磨部の加熱量を変化させることにより、溶射皮膜の損傷を抑制することが可能な、溶融金属めっき浴中ロールの表面付着物除去装置および除去方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明は以下の特徴を有する。
(1)溶融金属めっき浴中に配置したロールの表面に接触する研磨部を備える溶融金属めっき浴中ロールの表面付着物除去装置であって、
前記研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去装置。
(2)前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする(1)に記載した溶融金属めっき浴中ロールの表面付着物除去装置。
【0012】
(3)溶融金属めっき浴中に配置したロールの表面に付着する付着物を除去する溶融金属めっき浴中ロールの表面付着物除去方法であって、
前記ロールの表面に接触する研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて前記研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去方法。
(4)前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする(3)に記載した溶融金属めっき浴中ロールの表面付着物除去方法。
【発明の効果】
【0013】
本発明によれば、ロールの回転速度に応じて研磨部の加熱量を変化させることが可能となるため、ロールの表面に対する単位時間当たりの加熱量を減少することが可能となり、ロールの表面に形成された溶射皮膜の損傷を抑制することが可能となる。
【図面の簡単な説明】
【0014】
【図1】本発明の表面付着物除去装置の構成を示す図である。
【図2】ブレード部と加熱量制御手段の詳細な構成を示す図である。
【図3】研磨時間に応じた、サポートロールの回転速度と研磨部の設定温度との関係を示すグラフである。
【図4】一般的な連続溶融金属めっき装置(ライン)の構成を示す図である。
【図5】従来例の表面付着物除去装置を形成するスクレーパーを示す図である。
【発明を実施するための形態】
【0015】
(第一実施形態)
以下、本発明の第一実施形態(以下、「本実施形態」と記載する)について、図面を参照しつつ説明する。
(構成)
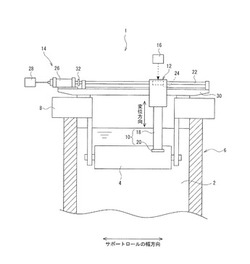
まず、図1を用いて、本実施形態の溶融金属めっき浴中ロールの表面付着物除去装置(以下、「表面付着物除去装置」と記載する)の構成を説明する。
図1は、本実施形態の表面付着物除去装置1の構成を示す図である。なお、図1中では、図4及び図5中に示したものと同様の構成について、同一符号を付して示している。
本実施形態の表面付着物除去装置1は、溶融金属めっき浴(めっき浴2)中に配置したサポートロール4の表面に付着した付着物を除去する装置である。
【0016】
めっき浴2は、溶融金属で形成されており、めっき槽6内に保持されている。なお、本実施形態では、溶融金属めっきを、溶融亜鉛めっきとした場合について説明する。したがって、本実施形態では、めっき浴2を、亜鉛めっき浴とする。
サポートロール4は、斜め上方から下方へ向けてめっき浴2中へ供給された鋼帯(図示せず)の走行ラインを安定させるためのロールである(図4参照)。なお、本実施形態では、溶融金属めっきの対象とする鋼板を、冷延鋼板とした場合について説明する。また、サポートロール4は、鋼帯の表裏両面を挟むことにより、鋼帯に生じた反りを抑制する機能も有している。
【0017】
また、サポートロール4は、サポートロール4を回転自在に保持するロール支持部材8により、めっき槽6に対して支持され、めっき浴2中に配置されている。
また、サポートロール4の表面には、サポートロール4の耐亜鉛腐食性を向上させるために、溶射皮膜(図示せず)が形成されている。
なお、特に図示しないが、めっき槽6の構成は、めっき浴2中に懸濁している不純物をめっき槽6の外部へ排出可能なポンプや、めっき浴2中に懸濁している不純物を捕捉可能なフィルター等を備える構成としてもよい。
【0018】
以下、表面付着物除去装置1の具体的な構成を説明する。
図1中に示すように、表面付着物除去装置1は、ブレード部10と、ブレード押圧部12と、ブレード横動部14と、加熱量制御手段16を備えている。
ブレード部10は、フレーム18と、研磨部20を備えている。
フレーム18は、軸を鉛直方向に向けた棒状部材であり、その基端側(上端側)は、ブレード押圧部12に取り付けられている。なお、フレーム18の詳細な構成については、後述する。
研磨部20は、ステンレス鋼(SUS)等、溶融金属への耐久性を有する金属材料を用いて形成されており、フレーム18の先端側(下端側)に取り付けられている。
【0019】
また、研磨部20は、サポートロール4の表面と接触した状態で、サポートロール4の回転やブレード部10の移動に伴い、サポートロール4の表面に付着した付着物を除去可能な形状に形成されている。
ブレード押圧部12は、ブレード部10をフレーム18の軸方向へ変位させるエアシリンダ(図示せず)を備えている。なお、図1中では、ブレード部10をフレーム18の軸方向へ変位させる方向(変位方向)を、上下方向への矢印で示している。
エアシリンダは、ブレード部10をサポートロール4から離間させる方向への弾性力を有するバネ部材を備えている。
【0020】
また、エアシリンダは、例えば、図外の圧縮機(コンプレッサー)に連結されており、圧縮機から供給される圧縮空気を導入することにより、バネ部材の弾性力を低下させて、ブレード部10をサポートロール4側へ変位させる。これにより、研磨部20をサポートロール4へ押し付けて、ブレード部10をサポートロール4へ押し付ける。
ブレード横動部14は、ねじ軸22と、ナット24と、モータ26と、モータ制御手段28と、ガイドレール30を備えており、ロール支持部材8上に載置されている。
【0021】
ねじ軸22は、軸をサポートロール4の幅方向に延在させて配置した棒状部材であり、外周面に螺旋状のねじ軸側転動溝(図示せず)を有している。
ナット24は、ねじ軸22の外周側に配置された筒状部材であり、内周面に、ねじ軸側転動溝と対向する螺旋状のナット軸側転動溝(図示せず)を有している。ねじ軸側転動溝とナット軸側転動溝との間に形成される転動体転動路には、鋼球等で形成された複数の転動体(図示せず)が転動自在に装填されている。
すなわち、ねじ軸22及びナット24は、公知のボールねじを形成している。
【0022】
また、ナット24の外周面には、ブレード押圧部12が取り付けられている。
モータ26は、その駆動軸が、ねじ軸22の一端に、プロペラシャフト32を介して接続されており、ねじ軸22を正方向及び逆方向へ回転可能な駆動力を発生する。
モータ26を駆動させて、ねじ軸22を回転させると、転動体転動路内における各転動体の転動を介して、ナット24がねじ軸22の軸方向(サポートロール4の幅方向)へ移動し、ナット24に取り付けられているブレード押圧部12が、サポートロール4の幅方向へ移動する。これにより、ブレード部10が、サポートロール4の幅方向へ移動する。
したがって、モータ26は、ブレード部10をサポートロール4の幅方向へ移動させる駆動力を発生する。
【0023】
モータ制御手段28は、サポートロール4の回転数等に応じて、モータ26の回転数及び回転方向を制御する。これは、例えば、サポートロール4の回転数と、サポートロール4の表面全体に対して研磨部20を接触させる範囲との関係により設定する。具体的には、サポートロール4の回転数が少ない状態に対し、サポートロール4の表面全体に対して研磨部20を接触させる場合は、サポートロール4の回転速度に対して、モータ26の回転数を早くする。
ガイドレール30は、軸をサポートロール4の幅方向に延在させて配置した棒状部材であり、ブレード押圧部12を、サポートロール4の幅方向へ移動可能に支持するとともに、ブレード押圧部12に生じるねじ軸22の周方向への変位を規制している。
加熱量制御手段16の構成については、後述する。
【0024】
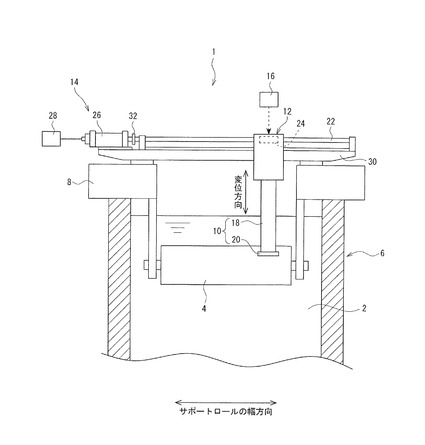
次に、図1を参照しつつ、図2を用いて、ブレード部10と加熱量制御手段16の詳細な構成について説明する。
図2は、ブレード部10と加熱量制御手段16の詳細な構成を示す図である。
図2中に示すように、フレーム18内には、加熱コイル34と、熱電対36が配置されている。
加熱コイル34は、フレーム18内において、研磨部20に近い位置に配置されており、ソレノイドコイル等を用いて、通電により加熱可能に形成されている。また、加熱コイル34には、加熱コイル34に通電するための電源38が接続されており、電源38による加熱コイル34への通電量は、加熱量制御手段16が出力する指令信号により制御されている。
【0025】
熱電対36は、フレーム18内において、研磨部20と接触する位置に配置されており、温度計40が接続されている。
温度計40は、熱電対36を介して検出した、研磨部20の温度、具体的には、研磨部20のうちサポートロール4の表面と接触する先端部分の温度を検出し、この検出した温度を含む情報信号を、加熱量制御手段16へ出力する。
したがって、熱電対36及び温度計40は、研磨部20の温度を検出する研磨部温度検出手段を形成している。
【0026】
加熱量制御手段16は、例えば、CPU(Central‐Processing‐Unit)等を備えて形成されており、データ記憶部42と、ライン速度演算部44と、ロール回転速度演算部46と、通電量制御部48を備えている。
データ記憶部42は、予め、溶融亜鉛めっき鋼板の製造速度に対応した、連続溶融金属めっき装置(図4参照)における、鋼帯のライン速度が記憶されている。
ライン速度演算部44は、データ記憶部42から、溶融亜鉛めっき鋼板の製造速度に対応したライン速度を取得する。そして、この取得したライン速度を含む情報信号を、ロール回転速度演算部46へ出力する。
【0027】
ロール回転速度演算部46は、ライン速度演算部44から入力された情報信号に基づき、サポートロール4の回転速度(周速)を演算する。そして、この演算した回転速度を含む情報信号を、通電量制御部48へ出力する。
通電量制御部48は、ロール回転速度演算部46から入力された情報信号に基づき、研磨部20を加熱するために必要な、加熱コイル34への通電量を演算する。そして、この演算した通電量を示す指令信号を、電源38へ出力する。
【0028】
ここで、通電量制御部48は、サポートロール4の回転速度に応じて、加熱コイル34への通電量を演算する。
具体的には、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させる。これにより、サポートロール4の回転速度が速いほど、研磨部20の設定温度が増加するように、加熱コイル34への通電量を増加させる。すなわち、サポートロール4の回転速度が遅い状態では、研磨部20の加熱量を減少させることとなる。
【0029】
ここで、本実施形態では、サポートロール4の表面に付着している付着物を除去する時間(以下、「研磨時間」と記載する)の長さに応じて、サポートロール4の回転速度に対する、加熱コイル34への通電量を変化させる場合について説明する。
また、通電量制御部48は、サポートロール4の回転速度に加え、温度計40が出力した情報信号に応じて、加熱コイル34への通電量を演算する。すなわち、通電量制御部48は、加熱コイル34への通電量を演算する際に、研磨部温度検出手段が検出した、研磨部20のうちサポートロール4の表面と接触する先端部分の温度に応じたフィードバック制御を行い、加熱コイル34への通電量を補正する。
【0030】
これは、研磨部温度検出手段が検出した温度に応じたフィードバック制御を行わずに、加熱コイル34への通電量を演算すると、研磨部20の設定温度を演算する際に発生するタイムラグにより、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率(格落ち率)が増加するためである。
以上により、加熱コイル34、電源38、加熱量制御手段16は、サポートロール4の回転速度が速い場合、サポートロール4の回転速度が遅い場合と比較して、研磨部20の加熱量を増加させる、研磨部加熱手段を形成している。
また、加熱コイル34、電源38、加熱量制御手段16により形成される研磨部加熱手段は、研磨部温度検出手段が検出した温度に基づいて、研磨部20の加熱量を補正する。
【0031】
(サポートロール4の回転速度に対する、加熱コイル34への通電量の変化)
以下、図1及び図2を参照しつつ、図3を用いて、研磨時間に応じた、サポートロール4の回転速度に対する、加熱コイル34への通電量の変化について説明する。
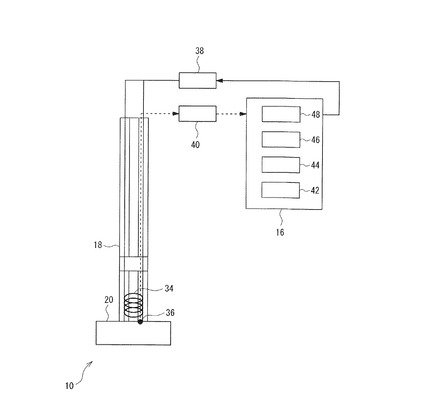
図3は、研磨時間に応じた、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフである。具体的には、図3(a)は、研磨時間が1分である場合の、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフであり、図3(b)は、研磨時間が2分である場合の、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフである。また、図3(c)は、研磨時間が3分である場合の、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフである。
なお、図3中では、縦軸に、研磨部20の設定温度(図中では、「研磨部設定温度[℃]」と記載する)を示し、横軸に、サポートロール4の回転速度(図中では、「ロール周速[m/min]」と記載する)を示す。
【0032】
図3中に示すように、サポートロール4の回転速度と研磨部20の設定温度との関係は、研磨時間の長さに応じて異なるが、各研磨時間に共通する点は、上述したように、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させて、研磨部20の設定温度を増加させる点である。したがって、サポートロール4の回転速度が遅い状態では、研磨部20の設定温度を低くするため、加熱コイル34への通電量を減少させて、研磨部20の加熱量を減少させる。
ここで、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させて、研磨部20の設定温度を増加させる際には、研磨部20の設定温度を、サポートロール4の回転速度に応じて、段階的に増加させてもよく、また、連続的に増加させてもよい。
【0033】
また、図3(a)及び図3(c)中に示すように、研磨部20の設定温度の上限値、すなわち、研磨部20を加熱する上限値は、550[℃]としている。すなわち、純亜鉛めっきの場合、研磨部加熱手段が研磨部20を加熱する上限値は、550[℃]とするのが好ましい。
これは、以下に記載する理由による。
上述したように、サポートロール4の表面には、サポートロール4の耐亜鉛腐食性を向上させるために、溶射皮膜が形成されている。この溶射皮膜は、通常、浴温やめっき液に対する耐性で選択されており、純亜鉛めっき浴の場合、研磨部20の設定温度が550[℃]を超えると、サポートロール4の母材(基材)の膨張率と溶射皮膜の膨張率との差(膨張率差)により損傷する場合が多い。
したがって、本実施形態の表面付着物除去装置1では、上述したように、研磨部20を加熱する上限値を550[℃]とすることが好ましく、研磨部20の設定温度の上限値を550[℃]として、溶射皮膜の損傷を抑制している。
【0034】
また、図3(a)中に示すように、研磨時間の長さを1分とした場合には、研磨部20の設定温度を520[℃]以上としている。また、図3(b)中に示すように、研磨時間の長さを2分とした場合には、研磨部20の設定温度を500[℃]以上としている。さらに、図3(c)中に示すように、研磨時間の長さを3分とした場合には、サポートロール4の回転速度の大部分において、研磨部20の設定温度を470[℃]以上としている。
これは、サポートロール4の表面に付着する付着物には、Al(アルミニウム)が多く含まれており、また、アルミニウムは、その融点が、めっき浴2を構成している亜鉛浴の融点である440[℃]から470[℃]よりも高い。
【0035】
したがって、本実施形態の表面付着物除去装置1では、上述したように、サポートロール4の回転速度の大部分において、研磨部20の設定温度を470[℃]以上とすることにより、アルミニウムを融解させて、付着物を効率的に軟質化させ、サポートロール4の表面から除去されやすい状態としている。
なお、図3(a)中に示すように、研磨時間を1分とした場合、サポートロール4の回転速度が100[m/min]以上となると、研磨部20の設定温度を、上限値である550[℃]を超える温度とすることができない。このため、サポートロール4の回転速度が100[m/min]以上の場合、研磨時間を1分または1分未満とすることは不可能である。
【0036】
(動作)
以下、図1から図5を参照し、本実施形態の表面付着物除去装置1を用いて、サポートロール4の表面に付着した付着物を除去する際の動作について説明する。
表面付着物除去装置1を用いて、サポートロール4の表面に付着した付着物を除去する際には、研磨部加熱手段により研磨部20を加熱する。さらに、ブレード押圧部12が備えるエアシリンダにより、ブレード部10をサポートロール4側へ変位させて、めっき浴2中に配置したサポートロール4の表面に、加熱した研磨部20を押し付ける。
サポートロール4の表面に、加熱した研磨部20を押し付けると、アルミニウムを含む付着物が融解してサポートロール4の表面から除去されやすくなる。
【0037】
そして、サポートロール4の表面に、加熱した研磨部20を押し付けた状態で、ブレード部10をサポートロール4の幅方向へ移動させることにより、サポートロール4の表面から、研磨部20により付着物を除去する。
このとき、研磨部加熱手段は、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させ、サポートロール4の回転速度が遅い状態では、研磨部20の加熱量を減少させる(図3参照)。すなわち、研磨部加熱手段は、サポートロール4の回転速度が速い場合、サポートロール4の回転速度が遅い場合と比較して、研磨部20の加熱量を増加させる。
このため、サポートロール4の回転速度が速く、付着物の除去が短時間で終わる場合(上述した研磨時間が短い場合)には、研磨部20の加熱量を増加させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
【0038】
一方、サポートロール4の回転速度が遅く、付着物の除去に時間がかかる場合(上述した研磨時間が長い場合)には、研磨部20の加熱量を減少させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
また、研磨部加熱手段は、研磨部20を加熱する際に、研磨部温度検出手段が検出した、研磨部20の温度に基づいて、研磨部20の加熱量を補正するフィードバック制御を行う。
このため、上記のフィードバック制御を行わない場合と比較して、サポートロール4の回転速度に応じた研磨部20の加熱量を制御する際に発生するタイムラグを、抑制することが可能となる。
【0039】
さらに、研磨部加熱手段は、研磨部20を加熱する際に、サポートロール4の回転速度が速い場合であっても、研磨部20を加熱する上限値を、550[℃]とする。
このため、550[℃]を超える温度に研磨部20を加熱する場合と比較して、サポートロール4の表面に形成されている溶射皮膜の損傷を、抑制することが可能となる。
サポートロール4の表面から研磨部20により付着物を除去した後、ブレード押圧部12が備えるエアシリンダにより、ブレード部10をサポートロール4から離間させ、めっき浴2中に配置したサポートロール4の表面から、研磨部20を離間させる。
【0040】
(第一実施形態の効果)
以下、本実施形態の効果を列挙する。
(1)本実施形態の表面付着物除去装置1では、研磨部加熱手段が、めっき浴2中に配置したサポートロール4の回転速度に応じて研磨部20の加熱量を変化させる。すなわち、研磨部加熱手段は、サポートロール4の回転速度が速いほど、研磨の効率が高く、研磨が短時間で完了するため、研磨部20の加熱量を増加させて短時間で研磨を完了させればよい。
このため、サポートロール4の表面に付着した付着物を除去する際に、サポートロール4の回転速度が速く、研磨時間が短い場合には、研磨部20の加熱量を増加させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
【0041】
また、サポートロール4の回転速度が遅く、研磨時間が長い場合には、研磨部20の加熱量を減少させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
その結果、サポートロール4の回転速度に応じて研磨部20の加熱量を変化させることが可能となるため、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
【0042】
これにより、サポートロール4の表面に形成された溶射皮膜の損傷を抑制することが可能となるため、サポートロール4の耐久性を向上させることが可能となり、サポートロール4の長寿命化が可能となる。
また、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となるため、加熱コイル34に通電する電力を減少させることが可能となり、付着物の除去に要するエネルギーコストを低減させることが可能となる。
【0043】
(2)本実施形態の表面付着物除去装置1では、研磨部加熱手段が、研磨部温度検出手段が検出した研磨部20の温度に基づいて、研磨部20の加熱量を補正するフィードバック制御を行う。
このため、研磨部加熱手段が、研磨部温度検出手段が検出した温度に応じたフィードバック制御を行わない場合と比較して、サポートロール4の回転速度に応じた研磨部20の加熱量を制御する際に発生するタイムラグを、抑制することが可能となる。
その結果、研磨部加熱手段が、研磨部温度検出手段が検出した温度に応じたフィードバック制御を行わない場合と比較して、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率を減少させることが可能となる。
【0044】
(応用例)
以下、本実施形態の応用例を列挙する。
(1)本実施形態の表面付着物除去装置1では、研磨部加熱手段が、研磨部温度検出手段が検出した研磨部20の温度に基づいて、研磨部20の加熱量を補正したが、これに限定するものではなく、研磨部加熱手段が、研磨部温度検出手段が検出した研磨部20の温度に基づく加熱量の補正を行わない構成としてもよい。
(2)本実施形態の表面付着物除去装置1では、研磨部加熱手段が研磨部20を加熱する上限値を550[℃]としたが、これに限定するものではなく、研磨部加熱手段が研磨部20を加熱する上限値を550[℃]を超える温度としてもよい。
【0045】
(3)本実施形態の表面付着物除去装置1では、表面に付着した付着物を除去する対象としたロールを、サポートロール4としたが、これに限定するものではなく、表面に付着した付着物を除去する対象としたロールを、シンクロール50(図4参照)としてもよい。また、サポートロール4とシンクロール50の両方に対して、本実施形態の表面付着物除去装置1を適用してもよい。
なお、本実施形態のように、表面に付着した付着物を除去する対象としたロールを、サポートロール4とした理由を、以下に記載する。
【0046】
サポートロール4は、シンクロール50よりもめっき槽6の浴面(めっき浴2の界面)に近い位置に配置されているため、めっき浴2中においては、サポートロール4付近の温度よりも、シンクロール50付近の温度が高くなる。
したがって、ロールの表面に付着した付着物を除去するために、研磨部20を加熱する必要性は、シンクロール50よりもサポートロール4の方が高くなるため、本実施形態の表面付着物除去装置1を適用する対象としては、シンクロール50よりもサポートロール4の方が必要性が高い。
【0047】
(第一実施例)
以下、図1から図5を参照して、本発明例及び第一比較例の表面付着物除去装置を用いて、本発明例の表面付着物除去装置1が奏する効果を検証した結果について説明する。
なお、本実施例では、上述した第一実施形態と同様、表面付着物除去装置を、溶融金属めっき浴(めっき浴2)中に配置したサポートロール4の表面に付着した付着物を除去する装置として用いた。
また、本実施例では、上述した第一実施形態と同様、溶融金属めっきを、溶融亜鉛めっきとし、めっき浴2を、亜鉛めっき浴とした。
本発明例の表面付着物除去装置1は、その構成を、上述した第一実施形態と同様の構成とした。
【0048】
一方、第一比較例の表面付着物除去装置は、その構成を、図5中に示したスクレーパー52を備える、従来例と同様の構成とした。
ここで、第一比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行う際には、本発明例の表面付着物除去装置1を用いた作業と異なり、研磨部20の温度に基づく加熱量の補正を行わない。
【0049】
そして、本発明例及び第一比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行った。
その結果、第一比較例の表面付着物除去装置を用いた作業では、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率が、0.10[%]であった。
【0050】
これに対し、本発明例の表面付着物除去装置1を用いた作業では、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率が、0.03[%]であった。
したがって、本発明例の表面付着物除去装置1では、第一比較例の表面付着物除去装置よりも、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率を減少させることが可能であることが確認された。
【0051】
(第二実施例)
以下、図1から図5を参照して、本発明例及び第二比較例の表面付着物除去装置を用いて、本発明例の表面付着物除去装置1が奏する効果を検証した結果について説明する。
なお、本実施例では、上述した第一実施形態と同様、表面付着物除去装置を、溶融金属めっき浴(めっき浴2)中に配置したサポートロール4の表面に付着した付着物を除去する装置として用いた。
【0052】
また、本実施例では、上述した第一実施形態と同様、溶融金属めっきを、溶融亜鉛めっきとし、めっき浴2を、亜鉛めっき浴とした。
本発明例の表面付着物除去装置1は、その構成を、上述した第一実施形態と同様の構成とした。
一方、第二比較例の表面付着物除去装置は、その構成を、図5中に示したスクレーパー52を備える、従来例と同様の構成とした。
ここで、第二比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行う際には、研磨部20を加熱せずに作業を行った。
【0053】
そして、本発明例及び第二比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行った。
その結果、第二比較例の表面付着物除去装置を用いた作業では、サポートロール4の表面から付着物を除去するために要した時間が、4分間であった。
これに対し、本発明例の表面付着物除去装置1を用いた作業では、サポートロール4の表面から付着物を除去するために要した時間が、3分間以内(2分間以内、1分間)であった。
したがって、本発明例の表面付着物除去装置1では、第二比較例の表面付着物除去装置よりも、サポートロール4の表面から付着物を除去するために要する時間を短縮することが可能であることが確認された。
【符号の説明】
【0054】
1 表面付着物除去装置
2 めっき浴
4 サポートロール
6 めっき槽
8 ロール支持部材
10 ブレード部
12 ブレード押圧部
14 ブレード横動部
16 加熱量制御手段
18 フレーム
20 研磨部
22 ねじ軸
24 ナット
26 モータ
28 モータ制御手段
30 ガイドレール
32 プロペラシャフト
34 加熱コイル
36 熱電対
38 電源
40 温度計
42 データ記憶部
44 ライン速度演算部
46 ロール回転速度演算部
48 通電量制御部
50 シンクロール
52 スクレーパー
54 ガス噴射ノズル
56 合金化炉
58 加熱機構
60 電熱線
S 鋼帯
【技術分野】
【0001】
本発明は、溶融金属めっき浴中に配置したロールに付着した付着物の除去装置および除去方法に係わり、特に、連続溶融亜鉛めっき浴に使用され、その浴中に配置したロールの表面に付着する合金層を除去する表面付着物除去装置および除去方法に関する。
【背景技術】
【0002】
従来から、例えば、溶融金属(例えば、溶融亜鉛)めっき鋼板を連続的に製造する製造工程では、まず、図4中に示すように、溶融金属めっき液(以下、「めっき浴2」と記載する)を保持しためっき槽6内へ、前工程にて焼鈍した鋼帯Sを連続的に供給する。そして、めっき浴2中に配置したシンクロール50により、鋼帯Sの進行方向を鉛直上方に変換して、めっきの付着した鋼帯Sを、めっき浴2の上方に引き上げる。なお、図4は、一般的な連続溶融金属めっき装置(ライン)の構成を示す図である。
【0003】
次に、めっきを付着させて、めっき浴2の上方に引き上げた鋼帯Sに対し、ガス噴射ノズル54が噴射するガスにより、めっきの付着量をワイピング(ガスワイピング)して調整して、溶融金属めっき鋼板を製造する。
ここで、ガスワイピング後の鋼帯Sを合金化炉56で加熱すると、めっき層を合金化することが可能となるため、合金化溶融金属めっき鋼板を製造することが可能となる。なお、図4中には、ガスワイピング後の鋼帯Sを必要に応じて加熱する合金化炉56を示している。
【0004】
また、図4中に示すように、めっき浴2中には、鉛直上方に向けて走行する鋼帯Sの走行ラインを安定させるための、一対のサポートロール4a,4bを配置している。また、一対のサポートロール4a,4bは、鋼帯Sの表裏両面を挟むことにより、鋼帯Sに生じた反りを抑制する機能も有している。
ところで、一般的に、図4中に示すようなめっき装置を用いて、鋼帯Sに対する連続溶融金属めっきを行うと、めっき浴2の一部が酸化して不純物(ドロス)が生成され、この生成された不純物がめっき浴2中に懸濁する。
【0005】
そして、めっき浴2中に懸濁する不純物が、シンクロール50やサポートロール4、すなわち、めっき浴2中に配置したロールの表面に付着すると、この付着した不純物が、シンクロール50やサポートロール4と接触する鋼帯Sに接触して転写される。これにより、製造した溶融金属めっき鋼板に、押し疵等の欠陥が発生する。
溶融金属めっき鋼板に発生する欠陥を防止するための技術としては、例えば、特許文献1に記載の表面付着物除去装置が提案されている。
【0006】
特許文献1に記載の表面付着物除去装置は、図5中に示すように、研磨部20と、加熱機構58を設けたスクレーパー52を備えている。なお、図5は、従来例の表面付着物除去装置を形成するスクレーパー52を示す図である。
研磨部20は、その先端側が、めっき浴中に配置したロール(シンクロールやサポートロール)の表面に接触している。
加熱機構58は、スクレーパー52の本体内に設けられており、輻射熱により研磨部20を加熱する電熱線60を有している。
【0007】
そして、ロールの表面に付着した付着物を除去する際には、加熱した研磨部20をロールの表面に押し付けることにより、めっき浴の温度(浴温)を上げることなく、ロールの表面を加熱(例えば、600[℃]に加熱)することにより、ロールの表面に付着している付着物を軟質化させて、除去されやすい状態とする。その後、ロールの回転や研磨部20の移動により、ロールの表面に付着している付着物を除去する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平4‐127259号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、一般的な連続溶融金属めっき装置(ライン)を構成するロール(シンクロール、サポートロール)の表面には、ロールの耐亜鉛腐食性を向上させるために、溶射皮膜が形成されている場合が多い。
しかしながら、特許文献1に記載の表面付着物除去装置では、加熱部の温度制御機能はなく、研磨部を、常に、最大限の加熱量で加熱することとなる。しかしながら、実際の操業では、ライン速度が変動し、場合によっては、高温に加熱された研磨部でさらに発生する熱によって、溶射皮膜が損傷するという問題が生じるおそれがある。
【0010】
本発明は、上記のような問題点に着目してなされたもので、ロールの回転速度に応じて研磨部の加熱量を変化させることにより、溶射皮膜の損傷を抑制することが可能な、溶融金属めっき浴中ロールの表面付着物除去装置および除去方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明は以下の特徴を有する。
(1)溶融金属めっき浴中に配置したロールの表面に接触する研磨部を備える溶融金属めっき浴中ロールの表面付着物除去装置であって、
前記研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去装置。
(2)前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする(1)に記載した溶融金属めっき浴中ロールの表面付着物除去装置。
【0012】
(3)溶融金属めっき浴中に配置したロールの表面に付着する付着物を除去する溶融金属めっき浴中ロールの表面付着物除去方法であって、
前記ロールの表面に接触する研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて前記研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去方法。
(4)前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする(3)に記載した溶融金属めっき浴中ロールの表面付着物除去方法。
【発明の効果】
【0013】
本発明によれば、ロールの回転速度に応じて研磨部の加熱量を変化させることが可能となるため、ロールの表面に対する単位時間当たりの加熱量を減少することが可能となり、ロールの表面に形成された溶射皮膜の損傷を抑制することが可能となる。
【図面の簡単な説明】
【0014】
【図1】本発明の表面付着物除去装置の構成を示す図である。
【図2】ブレード部と加熱量制御手段の詳細な構成を示す図である。
【図3】研磨時間に応じた、サポートロールの回転速度と研磨部の設定温度との関係を示すグラフである。
【図4】一般的な連続溶融金属めっき装置(ライン)の構成を示す図である。
【図5】従来例の表面付着物除去装置を形成するスクレーパーを示す図である。
【発明を実施するための形態】
【0015】
(第一実施形態)
以下、本発明の第一実施形態(以下、「本実施形態」と記載する)について、図面を参照しつつ説明する。
(構成)
まず、図1を用いて、本実施形態の溶融金属めっき浴中ロールの表面付着物除去装置(以下、「表面付着物除去装置」と記載する)の構成を説明する。
図1は、本実施形態の表面付着物除去装置1の構成を示す図である。なお、図1中では、図4及び図5中に示したものと同様の構成について、同一符号を付して示している。
本実施形態の表面付着物除去装置1は、溶融金属めっき浴(めっき浴2)中に配置したサポートロール4の表面に付着した付着物を除去する装置である。
【0016】
めっき浴2は、溶融金属で形成されており、めっき槽6内に保持されている。なお、本実施形態では、溶融金属めっきを、溶融亜鉛めっきとした場合について説明する。したがって、本実施形態では、めっき浴2を、亜鉛めっき浴とする。
サポートロール4は、斜め上方から下方へ向けてめっき浴2中へ供給された鋼帯(図示せず)の走行ラインを安定させるためのロールである(図4参照)。なお、本実施形態では、溶融金属めっきの対象とする鋼板を、冷延鋼板とした場合について説明する。また、サポートロール4は、鋼帯の表裏両面を挟むことにより、鋼帯に生じた反りを抑制する機能も有している。
【0017】
また、サポートロール4は、サポートロール4を回転自在に保持するロール支持部材8により、めっき槽6に対して支持され、めっき浴2中に配置されている。
また、サポートロール4の表面には、サポートロール4の耐亜鉛腐食性を向上させるために、溶射皮膜(図示せず)が形成されている。
なお、特に図示しないが、めっき槽6の構成は、めっき浴2中に懸濁している不純物をめっき槽6の外部へ排出可能なポンプや、めっき浴2中に懸濁している不純物を捕捉可能なフィルター等を備える構成としてもよい。
【0018】
以下、表面付着物除去装置1の具体的な構成を説明する。
図1中に示すように、表面付着物除去装置1は、ブレード部10と、ブレード押圧部12と、ブレード横動部14と、加熱量制御手段16を備えている。
ブレード部10は、フレーム18と、研磨部20を備えている。
フレーム18は、軸を鉛直方向に向けた棒状部材であり、その基端側(上端側)は、ブレード押圧部12に取り付けられている。なお、フレーム18の詳細な構成については、後述する。
研磨部20は、ステンレス鋼(SUS)等、溶融金属への耐久性を有する金属材料を用いて形成されており、フレーム18の先端側(下端側)に取り付けられている。
【0019】
また、研磨部20は、サポートロール4の表面と接触した状態で、サポートロール4の回転やブレード部10の移動に伴い、サポートロール4の表面に付着した付着物を除去可能な形状に形成されている。
ブレード押圧部12は、ブレード部10をフレーム18の軸方向へ変位させるエアシリンダ(図示せず)を備えている。なお、図1中では、ブレード部10をフレーム18の軸方向へ変位させる方向(変位方向)を、上下方向への矢印で示している。
エアシリンダは、ブレード部10をサポートロール4から離間させる方向への弾性力を有するバネ部材を備えている。
【0020】
また、エアシリンダは、例えば、図外の圧縮機(コンプレッサー)に連結されており、圧縮機から供給される圧縮空気を導入することにより、バネ部材の弾性力を低下させて、ブレード部10をサポートロール4側へ変位させる。これにより、研磨部20をサポートロール4へ押し付けて、ブレード部10をサポートロール4へ押し付ける。
ブレード横動部14は、ねじ軸22と、ナット24と、モータ26と、モータ制御手段28と、ガイドレール30を備えており、ロール支持部材8上に載置されている。
【0021】
ねじ軸22は、軸をサポートロール4の幅方向に延在させて配置した棒状部材であり、外周面に螺旋状のねじ軸側転動溝(図示せず)を有している。
ナット24は、ねじ軸22の外周側に配置された筒状部材であり、内周面に、ねじ軸側転動溝と対向する螺旋状のナット軸側転動溝(図示せず)を有している。ねじ軸側転動溝とナット軸側転動溝との間に形成される転動体転動路には、鋼球等で形成された複数の転動体(図示せず)が転動自在に装填されている。
すなわち、ねじ軸22及びナット24は、公知のボールねじを形成している。
【0022】
また、ナット24の外周面には、ブレード押圧部12が取り付けられている。
モータ26は、その駆動軸が、ねじ軸22の一端に、プロペラシャフト32を介して接続されており、ねじ軸22を正方向及び逆方向へ回転可能な駆動力を発生する。
モータ26を駆動させて、ねじ軸22を回転させると、転動体転動路内における各転動体の転動を介して、ナット24がねじ軸22の軸方向(サポートロール4の幅方向)へ移動し、ナット24に取り付けられているブレード押圧部12が、サポートロール4の幅方向へ移動する。これにより、ブレード部10が、サポートロール4の幅方向へ移動する。
したがって、モータ26は、ブレード部10をサポートロール4の幅方向へ移動させる駆動力を発生する。
【0023】
モータ制御手段28は、サポートロール4の回転数等に応じて、モータ26の回転数及び回転方向を制御する。これは、例えば、サポートロール4の回転数と、サポートロール4の表面全体に対して研磨部20を接触させる範囲との関係により設定する。具体的には、サポートロール4の回転数が少ない状態に対し、サポートロール4の表面全体に対して研磨部20を接触させる場合は、サポートロール4の回転速度に対して、モータ26の回転数を早くする。
ガイドレール30は、軸をサポートロール4の幅方向に延在させて配置した棒状部材であり、ブレード押圧部12を、サポートロール4の幅方向へ移動可能に支持するとともに、ブレード押圧部12に生じるねじ軸22の周方向への変位を規制している。
加熱量制御手段16の構成については、後述する。
【0024】
次に、図1を参照しつつ、図2を用いて、ブレード部10と加熱量制御手段16の詳細な構成について説明する。
図2は、ブレード部10と加熱量制御手段16の詳細な構成を示す図である。
図2中に示すように、フレーム18内には、加熱コイル34と、熱電対36が配置されている。
加熱コイル34は、フレーム18内において、研磨部20に近い位置に配置されており、ソレノイドコイル等を用いて、通電により加熱可能に形成されている。また、加熱コイル34には、加熱コイル34に通電するための電源38が接続されており、電源38による加熱コイル34への通電量は、加熱量制御手段16が出力する指令信号により制御されている。
【0025】
熱電対36は、フレーム18内において、研磨部20と接触する位置に配置されており、温度計40が接続されている。
温度計40は、熱電対36を介して検出した、研磨部20の温度、具体的には、研磨部20のうちサポートロール4の表面と接触する先端部分の温度を検出し、この検出した温度を含む情報信号を、加熱量制御手段16へ出力する。
したがって、熱電対36及び温度計40は、研磨部20の温度を検出する研磨部温度検出手段を形成している。
【0026】
加熱量制御手段16は、例えば、CPU(Central‐Processing‐Unit)等を備えて形成されており、データ記憶部42と、ライン速度演算部44と、ロール回転速度演算部46と、通電量制御部48を備えている。
データ記憶部42は、予め、溶融亜鉛めっき鋼板の製造速度に対応した、連続溶融金属めっき装置(図4参照)における、鋼帯のライン速度が記憶されている。
ライン速度演算部44は、データ記憶部42から、溶融亜鉛めっき鋼板の製造速度に対応したライン速度を取得する。そして、この取得したライン速度を含む情報信号を、ロール回転速度演算部46へ出力する。
【0027】
ロール回転速度演算部46は、ライン速度演算部44から入力された情報信号に基づき、サポートロール4の回転速度(周速)を演算する。そして、この演算した回転速度を含む情報信号を、通電量制御部48へ出力する。
通電量制御部48は、ロール回転速度演算部46から入力された情報信号に基づき、研磨部20を加熱するために必要な、加熱コイル34への通電量を演算する。そして、この演算した通電量を示す指令信号を、電源38へ出力する。
【0028】
ここで、通電量制御部48は、サポートロール4の回転速度に応じて、加熱コイル34への通電量を演算する。
具体的には、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させる。これにより、サポートロール4の回転速度が速いほど、研磨部20の設定温度が増加するように、加熱コイル34への通電量を増加させる。すなわち、サポートロール4の回転速度が遅い状態では、研磨部20の加熱量を減少させることとなる。
【0029】
ここで、本実施形態では、サポートロール4の表面に付着している付着物を除去する時間(以下、「研磨時間」と記載する)の長さに応じて、サポートロール4の回転速度に対する、加熱コイル34への通電量を変化させる場合について説明する。
また、通電量制御部48は、サポートロール4の回転速度に加え、温度計40が出力した情報信号に応じて、加熱コイル34への通電量を演算する。すなわち、通電量制御部48は、加熱コイル34への通電量を演算する際に、研磨部温度検出手段が検出した、研磨部20のうちサポートロール4の表面と接触する先端部分の温度に応じたフィードバック制御を行い、加熱コイル34への通電量を補正する。
【0030】
これは、研磨部温度検出手段が検出した温度に応じたフィードバック制御を行わずに、加熱コイル34への通電量を演算すると、研磨部20の設定温度を演算する際に発生するタイムラグにより、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率(格落ち率)が増加するためである。
以上により、加熱コイル34、電源38、加熱量制御手段16は、サポートロール4の回転速度が速い場合、サポートロール4の回転速度が遅い場合と比較して、研磨部20の加熱量を増加させる、研磨部加熱手段を形成している。
また、加熱コイル34、電源38、加熱量制御手段16により形成される研磨部加熱手段は、研磨部温度検出手段が検出した温度に基づいて、研磨部20の加熱量を補正する。
【0031】
(サポートロール4の回転速度に対する、加熱コイル34への通電量の変化)
以下、図1及び図2を参照しつつ、図3を用いて、研磨時間に応じた、サポートロール4の回転速度に対する、加熱コイル34への通電量の変化について説明する。
図3は、研磨時間に応じた、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフである。具体的には、図3(a)は、研磨時間が1分である場合の、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフであり、図3(b)は、研磨時間が2分である場合の、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフである。また、図3(c)は、研磨時間が3分である場合の、サポートロール4の回転速度と研磨部20の設定温度との関係を示すグラフである。
なお、図3中では、縦軸に、研磨部20の設定温度(図中では、「研磨部設定温度[℃]」と記載する)を示し、横軸に、サポートロール4の回転速度(図中では、「ロール周速[m/min]」と記載する)を示す。
【0032】
図3中に示すように、サポートロール4の回転速度と研磨部20の設定温度との関係は、研磨時間の長さに応じて異なるが、各研磨時間に共通する点は、上述したように、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させて、研磨部20の設定温度を増加させる点である。したがって、サポートロール4の回転速度が遅い状態では、研磨部20の設定温度を低くするため、加熱コイル34への通電量を減少させて、研磨部20の加熱量を減少させる。
ここで、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させて、研磨部20の設定温度を増加させる際には、研磨部20の設定温度を、サポートロール4の回転速度に応じて、段階的に増加させてもよく、また、連続的に増加させてもよい。
【0033】
また、図3(a)及び図3(c)中に示すように、研磨部20の設定温度の上限値、すなわち、研磨部20を加熱する上限値は、550[℃]としている。すなわち、純亜鉛めっきの場合、研磨部加熱手段が研磨部20を加熱する上限値は、550[℃]とするのが好ましい。
これは、以下に記載する理由による。
上述したように、サポートロール4の表面には、サポートロール4の耐亜鉛腐食性を向上させるために、溶射皮膜が形成されている。この溶射皮膜は、通常、浴温やめっき液に対する耐性で選択されており、純亜鉛めっき浴の場合、研磨部20の設定温度が550[℃]を超えると、サポートロール4の母材(基材)の膨張率と溶射皮膜の膨張率との差(膨張率差)により損傷する場合が多い。
したがって、本実施形態の表面付着物除去装置1では、上述したように、研磨部20を加熱する上限値を550[℃]とすることが好ましく、研磨部20の設定温度の上限値を550[℃]として、溶射皮膜の損傷を抑制している。
【0034】
また、図3(a)中に示すように、研磨時間の長さを1分とした場合には、研磨部20の設定温度を520[℃]以上としている。また、図3(b)中に示すように、研磨時間の長さを2分とした場合には、研磨部20の設定温度を500[℃]以上としている。さらに、図3(c)中に示すように、研磨時間の長さを3分とした場合には、サポートロール4の回転速度の大部分において、研磨部20の設定温度を470[℃]以上としている。
これは、サポートロール4の表面に付着する付着物には、Al(アルミニウム)が多く含まれており、また、アルミニウムは、その融点が、めっき浴2を構成している亜鉛浴の融点である440[℃]から470[℃]よりも高い。
【0035】
したがって、本実施形態の表面付着物除去装置1では、上述したように、サポートロール4の回転速度の大部分において、研磨部20の設定温度を470[℃]以上とすることにより、アルミニウムを融解させて、付着物を効率的に軟質化させ、サポートロール4の表面から除去されやすい状態としている。
なお、図3(a)中に示すように、研磨時間を1分とした場合、サポートロール4の回転速度が100[m/min]以上となると、研磨部20の設定温度を、上限値である550[℃]を超える温度とすることができない。このため、サポートロール4の回転速度が100[m/min]以上の場合、研磨時間を1分または1分未満とすることは不可能である。
【0036】
(動作)
以下、図1から図5を参照し、本実施形態の表面付着物除去装置1を用いて、サポートロール4の表面に付着した付着物を除去する際の動作について説明する。
表面付着物除去装置1を用いて、サポートロール4の表面に付着した付着物を除去する際には、研磨部加熱手段により研磨部20を加熱する。さらに、ブレード押圧部12が備えるエアシリンダにより、ブレード部10をサポートロール4側へ変位させて、めっき浴2中に配置したサポートロール4の表面に、加熱した研磨部20を押し付ける。
サポートロール4の表面に、加熱した研磨部20を押し付けると、アルミニウムを含む付着物が融解してサポートロール4の表面から除去されやすくなる。
【0037】
そして、サポートロール4の表面に、加熱した研磨部20を押し付けた状態で、ブレード部10をサポートロール4の幅方向へ移動させることにより、サポートロール4の表面から、研磨部20により付着物を除去する。
このとき、研磨部加熱手段は、サポートロール4の回転速度が速いほど、研磨部20の加熱量を増加させ、サポートロール4の回転速度が遅い状態では、研磨部20の加熱量を減少させる(図3参照)。すなわち、研磨部加熱手段は、サポートロール4の回転速度が速い場合、サポートロール4の回転速度が遅い場合と比較して、研磨部20の加熱量を増加させる。
このため、サポートロール4の回転速度が速く、付着物の除去が短時間で終わる場合(上述した研磨時間が短い場合)には、研磨部20の加熱量を増加させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
【0038】
一方、サポートロール4の回転速度が遅く、付着物の除去に時間がかかる場合(上述した研磨時間が長い場合)には、研磨部20の加熱量を減少させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
また、研磨部加熱手段は、研磨部20を加熱する際に、研磨部温度検出手段が検出した、研磨部20の温度に基づいて、研磨部20の加熱量を補正するフィードバック制御を行う。
このため、上記のフィードバック制御を行わない場合と比較して、サポートロール4の回転速度に応じた研磨部20の加熱量を制御する際に発生するタイムラグを、抑制することが可能となる。
【0039】
さらに、研磨部加熱手段は、研磨部20を加熱する際に、サポートロール4の回転速度が速い場合であっても、研磨部20を加熱する上限値を、550[℃]とする。
このため、550[℃]を超える温度に研磨部20を加熱する場合と比較して、サポートロール4の表面に形成されている溶射皮膜の損傷を、抑制することが可能となる。
サポートロール4の表面から研磨部20により付着物を除去した後、ブレード押圧部12が備えるエアシリンダにより、ブレード部10をサポートロール4から離間させ、めっき浴2中に配置したサポートロール4の表面から、研磨部20を離間させる。
【0040】
(第一実施形態の効果)
以下、本実施形態の効果を列挙する。
(1)本実施形態の表面付着物除去装置1では、研磨部加熱手段が、めっき浴2中に配置したサポートロール4の回転速度に応じて研磨部20の加熱量を変化させる。すなわち、研磨部加熱手段は、サポートロール4の回転速度が速いほど、研磨の効率が高く、研磨が短時間で完了するため、研磨部20の加熱量を増加させて短時間で研磨を完了させればよい。
このため、サポートロール4の表面に付着した付着物を除去する際に、サポートロール4の回転速度が速く、研磨時間が短い場合には、研磨部20の加熱量を増加させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
【0041】
また、サポートロール4の回転速度が遅く、研磨時間が長い場合には、研磨部20の加熱量を減少させて、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
その結果、サポートロール4の回転速度に応じて研磨部20の加熱量を変化させることが可能となるため、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となる。
【0042】
これにより、サポートロール4の表面に形成された溶射皮膜の損傷を抑制することが可能となるため、サポートロール4の耐久性を向上させることが可能となり、サポートロール4の長寿命化が可能となる。
また、サポートロール4の表面に対する単位時間当たりの加熱量を減少させることが可能となるため、加熱コイル34に通電する電力を減少させることが可能となり、付着物の除去に要するエネルギーコストを低減させることが可能となる。
【0043】
(2)本実施形態の表面付着物除去装置1では、研磨部加熱手段が、研磨部温度検出手段が検出した研磨部20の温度に基づいて、研磨部20の加熱量を補正するフィードバック制御を行う。
このため、研磨部加熱手段が、研磨部温度検出手段が検出した温度に応じたフィードバック制御を行わない場合と比較して、サポートロール4の回転速度に応じた研磨部20の加熱量を制御する際に発生するタイムラグを、抑制することが可能となる。
その結果、研磨部加熱手段が、研磨部温度検出手段が検出した温度に応じたフィードバック制御を行わない場合と比較して、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率を減少させることが可能となる。
【0044】
(応用例)
以下、本実施形態の応用例を列挙する。
(1)本実施形態の表面付着物除去装置1では、研磨部加熱手段が、研磨部温度検出手段が検出した研磨部20の温度に基づいて、研磨部20の加熱量を補正したが、これに限定するものではなく、研磨部加熱手段が、研磨部温度検出手段が検出した研磨部20の温度に基づく加熱量の補正を行わない構成としてもよい。
(2)本実施形態の表面付着物除去装置1では、研磨部加熱手段が研磨部20を加熱する上限値を550[℃]としたが、これに限定するものではなく、研磨部加熱手段が研磨部20を加熱する上限値を550[℃]を超える温度としてもよい。
【0045】
(3)本実施形態の表面付着物除去装置1では、表面に付着した付着物を除去する対象としたロールを、サポートロール4としたが、これに限定するものではなく、表面に付着した付着物を除去する対象としたロールを、シンクロール50(図4参照)としてもよい。また、サポートロール4とシンクロール50の両方に対して、本実施形態の表面付着物除去装置1を適用してもよい。
なお、本実施形態のように、表面に付着した付着物を除去する対象としたロールを、サポートロール4とした理由を、以下に記載する。
【0046】
サポートロール4は、シンクロール50よりもめっき槽6の浴面(めっき浴2の界面)に近い位置に配置されているため、めっき浴2中においては、サポートロール4付近の温度よりも、シンクロール50付近の温度が高くなる。
したがって、ロールの表面に付着した付着物を除去するために、研磨部20を加熱する必要性は、シンクロール50よりもサポートロール4の方が高くなるため、本実施形態の表面付着物除去装置1を適用する対象としては、シンクロール50よりもサポートロール4の方が必要性が高い。
【0047】
(第一実施例)
以下、図1から図5を参照して、本発明例及び第一比較例の表面付着物除去装置を用いて、本発明例の表面付着物除去装置1が奏する効果を検証した結果について説明する。
なお、本実施例では、上述した第一実施形態と同様、表面付着物除去装置を、溶融金属めっき浴(めっき浴2)中に配置したサポートロール4の表面に付着した付着物を除去する装置として用いた。
また、本実施例では、上述した第一実施形態と同様、溶融金属めっきを、溶融亜鉛めっきとし、めっき浴2を、亜鉛めっき浴とした。
本発明例の表面付着物除去装置1は、その構成を、上述した第一実施形態と同様の構成とした。
【0048】
一方、第一比較例の表面付着物除去装置は、その構成を、図5中に示したスクレーパー52を備える、従来例と同様の構成とした。
ここで、第一比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行う際には、本発明例の表面付着物除去装置1を用いた作業と異なり、研磨部20の温度に基づく加熱量の補正を行わない。
【0049】
そして、本発明例及び第一比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行った。
その結果、第一比較例の表面付着物除去装置を用いた作業では、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率が、0.10[%]であった。
【0050】
これに対し、本発明例の表面付着物除去装置1を用いた作業では、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率が、0.03[%]であった。
したがって、本発明例の表面付着物除去装置1では、第一比較例の表面付着物除去装置よりも、サポートロール4の表面から除去されなかった付着物に起因する、製造した溶融金属めっき鋼板における欠陥の発生率を減少させることが可能であることが確認された。
【0051】
(第二実施例)
以下、図1から図5を参照して、本発明例及び第二比較例の表面付着物除去装置を用いて、本発明例の表面付着物除去装置1が奏する効果を検証した結果について説明する。
なお、本実施例では、上述した第一実施形態と同様、表面付着物除去装置を、溶融金属めっき浴(めっき浴2)中に配置したサポートロール4の表面に付着した付着物を除去する装置として用いた。
【0052】
また、本実施例では、上述した第一実施形態と同様、溶融金属めっきを、溶融亜鉛めっきとし、めっき浴2を、亜鉛めっき浴とした。
本発明例の表面付着物除去装置1は、その構成を、上述した第一実施形態と同様の構成とした。
一方、第二比較例の表面付着物除去装置は、その構成を、図5中に示したスクレーパー52を備える、従来例と同様の構成とした。
ここで、第二比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行う際には、研磨部20を加熱せずに作業を行った。
【0053】
そして、本発明例及び第二比較例の表面付着物除去装置を用いて、サポートロール4の表面に付着した付着物を除去する作業を行った。
その結果、第二比較例の表面付着物除去装置を用いた作業では、サポートロール4の表面から付着物を除去するために要した時間が、4分間であった。
これに対し、本発明例の表面付着物除去装置1を用いた作業では、サポートロール4の表面から付着物を除去するために要した時間が、3分間以内(2分間以内、1分間)であった。
したがって、本発明例の表面付着物除去装置1では、第二比較例の表面付着物除去装置よりも、サポートロール4の表面から付着物を除去するために要する時間を短縮することが可能であることが確認された。
【符号の説明】
【0054】
1 表面付着物除去装置
2 めっき浴
4 サポートロール
6 めっき槽
8 ロール支持部材
10 ブレード部
12 ブレード押圧部
14 ブレード横動部
16 加熱量制御手段
18 フレーム
20 研磨部
22 ねじ軸
24 ナット
26 モータ
28 モータ制御手段
30 ガイドレール
32 プロペラシャフト
34 加熱コイル
36 熱電対
38 電源
40 温度計
42 データ記憶部
44 ライン速度演算部
46 ロール回転速度演算部
48 通電量制御部
50 シンクロール
52 スクレーパー
54 ガス噴射ノズル
56 合金化炉
58 加熱機構
60 電熱線
S 鋼帯
【特許請求の範囲】
【請求項1】
溶融金属めっき浴中に配置したロールの表面に接触する研磨部を備える溶融金属めっき浴中ロールの表面付着物除去装置であって、
前記研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて前記研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去装置。
【請求項2】
前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする請求項1に記載した溶融金属めっき浴中ロールの表面付着物除去装置。
【請求項3】
溶融金属めっき浴中に配置したロールの表面に付着する付着物を除去する溶融金属めっき浴中ロールの表面付着物除去方法であって、
前記ロールの表面に接触する研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて前記研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去方法。
【請求項4】
前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする請求項3に記載した溶融金属めっき浴中ロールの表面付着物除去方法。
【請求項1】
溶融金属めっき浴中に配置したロールの表面に接触する研磨部を備える溶融金属めっき浴中ロールの表面付着物除去装置であって、
前記研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて前記研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去装置。
【請求項2】
前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする請求項1に記載した溶融金属めっき浴中ロールの表面付着物除去装置。
【請求項3】
溶融金属めっき浴中に配置したロールの表面に付着する付着物を除去する溶融金属めっき浴中ロールの表面付着物除去方法であって、
前記ロールの表面に接触する研磨部を加熱する研磨部加熱手段を備え、
前記研磨部加熱手段は、前記ロールの回転速度に応じて前記研磨部の加熱量を変化させることを特徴とする溶融金属めっき浴中ロールの表面付着物除去方法。
【請求項4】
前記研磨部の温度を検出する研磨部温度検出手段を備え、
前記研磨部加熱手段は、前記研磨部温度検出手段が検出した温度に基づいて前記研磨部の加熱量を補正することを特徴とする請求項3に記載した溶融金属めっき浴中ロールの表面付着物除去方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−76111(P2013−76111A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−215287(P2011−215287)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]