
溶融金属めっき浴用ロール
【課題】本発明は、使用中破損しない低コストな溶融金属めっき浴用ロールを提供することを目的としている。
【解決手段】本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
【解決手段】本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、亜鉛、アルミニウムまたはそれらの合金などの溶融金属めっき浴に浸漬して使用される溶融金属めっき浴用ロールに関する発明である。
【背景技術】
【0002】
上記技術分野に係わる発明の一例が、下記特許文献1に開示されている。特許文献1の溶融金属めっき用ロールは、「セラミックス製の筒状の胴部の端部に、支持部と嵌合部とからなるセラミックス製の軸部が接続された溶融金属めっき用ロールにおいて、前記嵌合部の表面および前記胴部の表面に、前記胴部または前記軸部に用いられるセラミックスの使用時の熱膨張よりも大きい高さの凹凸部を設け、該凹凸部を組み合わせる形で焼成時のセラミックスの収縮により前記胴部と前記軸部とを嵌合して接合したことを特徴とする溶融金属めっき用ロール」、である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−47031号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の溶融金属めっき浴用ロールのように、溶融金属めっき浴に対する化学反応性が低く耐蝕性に優れたセラミックスで胴部および軸部を構成した場合には、胴部および軸部の腐蝕磨耗が抑制され、溶融金属めっき浴用ロールが長寿命化されるので、溶融金属めっき浴用ロールの取替えなどに伴う操業損を低減せしめることが可能となる。一方で、胴部および軸部の全てをセラミックスで構成した溶融金属めっき浴用ロールは極めて高価であり、廉価な溶融金属めっき浴用ロールの実現が要請されている。
【0005】
ここで、磨耗による寿命という観点で見たとき、軸部には、溶融金属めっき浴による腐蝕磨耗に加え、軸受との摺動による摩擦磨耗も生じるため、軸部の磨耗量は胴部よりも多く、溶融金属めっき浴用ロールの寿命は軸部の磨耗により決定される。このように使用時の磨耗量が少ない胴部の薄肉化を図ることが、原料やエネルギーの消費コスト、設備コストその他各種観点から溶融金属めっき浴用ロールの低コスト化のためには有効である。しかしながら、胴部の肉厚を単に薄肉化する場合には、以下のような問題が生じる。すなわち、胴部の端には、軸部の一端(特許文献1においては嵌合部である。)が挿着され固定されるが、胴部が一様に薄肉である場合には、軸部が固定される部分の強度が不足し、高温の溶融金属めっき浴への浸漬時に当該部分で破損する可能性がある。また、過度な浮力を抑制するため、胴部は、その中空部に溶融金属めっき浴が浸入するよう構成されている。そして、めっき浴槽からの引上後に凝固する溶融金属めっき浴による胴部の破損を回避するため、胴部の端には溶融金属めっき浴を排出するための排出孔や排出溝を形成する必要があるが、胴部が一様に薄肉である場合には、この排出孔や排出溝を形成することも困難となる。
【0006】
本発明は、上記従来技術を鑑みてなされたものであり、使用中破損しない低コストな溶融金属めっき浴用ロールを提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成する、本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。
【0008】
なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
【0009】
さらに、前記胴部の軸心方向において、前記厚肉部の内周面の側縁にはR面またはC面が形成されていることが望ましい。
【0010】
加えて、前記厚肉部は、前記胴部の軸心方向において前記肉厚部に向かい肉厚が漸増し厚肉部と連結する部分を有することが望ましい。
【0011】
さらに加えて、前記厚肉部には、溶融金属めっき浴が流通する溝または貫通孔が前記胴部の軸心に沿い形成されていることが望ましい。
【発明の効果】
【0012】
本発明によれば、その目的を達成することができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係わる第1態様のシンクロールが組み込まれた溶融金属めっき装置の概略構成図である。
【図2】一部が断面図である図1のシンクロールの正面図である。
【図3】図3(a)は図2のシンクロールの右側面図、図3(b)は図2のA部拡大図である、
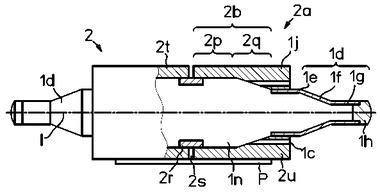
【図4】一部が断面図である本発明に係わる第2態様のシンクロールの正面図である。
【発明を実施するための形態】
【0014】
以下、本発明について、その第1実施態様および第2実施態様に基づき、図面を参照しつつ説明する。なお、以下説明する本発明の各要素は、単独にまたは適宜組み合わせて利用することができ、本発明の趣旨を逸脱しない限り適宜変形して利用することができる。
【0015】
[溶融金属めっき装置]
まず、本発明に係わる溶融金属めっき浴用ロールが溶融金属めっき浴に浸漬されて使用される溶融金属めっき装置について、その概略構成図である図1を参照しつつ説明する。
【0016】
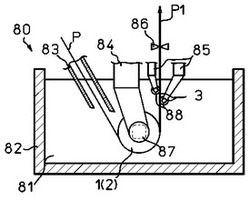
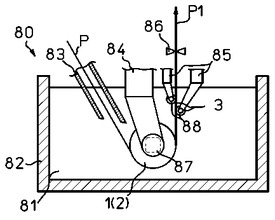
図1に示すように、溶融金属めっき装置80は、溶融金属めっき浴(以下単に「めっき浴」と言う場合がある。)81を入れた浴槽82と、めっき浴81の表層部分に浸漬されて、めっき浴81の内に導入される鋼板の酸化を防止するためのスナウト83と、めっき浴81の中に配置されたシンクロール1と、めっき浴81の内でシンクロール1の上方に位置する一対のサポートロール3・3と、めっき浴81の表面より僅か上方に位置するガスワイピングノズル86とを有する。シンクロール1自体には外部駆動力が付与されず、移動する鋼板との接触により駆動される。またサポートロール3・3は、通例、一方のサポートロール6が外部のモーター(
図示せず) に連結された駆動ロールであり、他方のサポートロール7が非駆動ロールである。なお、サポートロール3には外部駆動力が付与されない無駆動タイプもある。溶融金属めっき浴用ロールであるシンクロール1及び一対のサポートロール3・3は、フレーム84・85に取り付けられた軸受87・88により回転自在に各々支持されており、常に一体としてめっき浴81の内に浸漬される。
【0017】
鋼板Pは、スナウト83を経てめっき浴81の内に斜方から進入し、シンクロール1を経由して上方に進行方向を変えられる。めっき浴81の中を上昇する鋼板Pは一対のサポートロール3・3に挟まれ、パスラインが保たれるとともに、反りや振動が防止される。ガスワイピングノズル86は、めっき浴81から出てきた鋼板P1に高速ガスを吹き付ける。高速ガスのガス圧及び吹き付け角度により、鋼板P1に付着した溶融金属めっきの厚さを均一に調整する。このようにして、溶融金属めっきが施された鋼板P1
が得られる。
【0018】
[シンクロール]
図1の溶融金属めっき装置80に組み込まれるシンクロール1の構成について、一部を断面で示したその平面図である図2、図2の右側面図である図3(a)、図2のA部の拡大図である図3(b)を参照して説明する。なお、以下の第2態様のシンクロールの構成についても同様であるが、基本的に、シンクロールを例として説明する構成はサポートロールにも適用することができ、サポートロールを例として説明する構成はシンクロールにも適用することができる。
【0019】
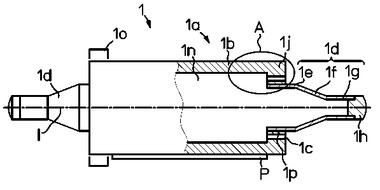
図2・3に示すように、シンクロール1は、中空部1nを有する円筒体であるセラミックス製の胴部1aと、胴部1aと同軸に配置されるとともに胴部1aの軸心Iに沿う方向(以下軸心方向と言う。)に胴部1aの両端から延びる軸部1dを有している。以下、胴部1aおよび軸部1dの構成について説明するが、胴部1aの両端に配置される二の軸部1dの構成およびそれらと胴部1aとの関係は同一であるので、右側の軸部1dのみ説明し、左側の軸部1dの説明は省略する。
【0020】
[胴部]
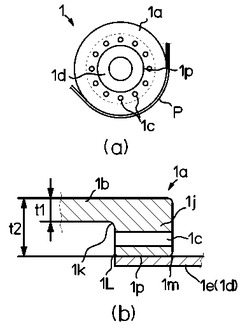
所定の外径となるよう外周面が形成されている本態様のセラミックス製の胴部1aは、めっき処理される鋼板Pが直接接触する部分である略円筒形状の薄肉部1bと、薄肉部1bの両端に薄肉部1bと同軸に配置される、軸心方向に貫通された挿着孔部1pを有する略円環形状の厚肉部1jを有している。図3(b)に示すように、肉厚がt1である薄肉部に対し肉厚がt2と厚い厚肉部1jは、継ぎ目なく一体化されており、望ましくは、胴部1aにおいて、厚肉部1jの残余の部分は、全て厚肉部1jの肉厚t2よりも薄い肉厚t1の薄肉部1bとなっている。このように、セラミックス製の胴部1aを構成する主体となる部分を薄肉部1bとすることにより、シンクロール1を低コストで製造することができる。さらに、なお、シンクロール1は、めっき浴への浸漬時および引上時に急熱・急冷されるために、肉厚急変部が存在すると過大な熱応力が生じ、割損する可能性がある。したがって、薄肉部1aおよび厚肉部1jの肉厚t1・t2は、各々、軸心方向において一定の厚みであることが望ましい。
【0021】
ここで、図2において符号1oで示す厚肉部のように、薄肉部1bの外周面から外方に突起するように設けてもよいが、厚肉部1jのように、その内周面が薄肉部1bの内周面より内方に配置する、つまり薄肉部1bの内周面より内方に突起するように設け、胴部1aの外周面は段差のない平滑面とすることが望ましい。このような構成とすることにより、軸心方向に振れながら走行する鋼板が、突起部に衝突し、胴部1aが破損することを回避することができる。また、図3(b)に示すように、切欠効果による破損防止のため薄肉部1bと厚肉部1jとの角部にはR面1kを設けることが好ましい。このR面1kはC面であってもよい。
【0022】
本態様の厚肉部1jには、好ましい要素として、軸心方向において、その内周面の側縁にR面1Lおよび1mを設けている。なお、R面1L・1mはC面であってもよく、一方の側縁にのみ設けてもよい。このようにR面1L・1mを設けた理由を以下説明する。すなわち、厚肉部1jの側縁が鋭角であると、軸部1dを厚肉部1jの挿着孔部1pに、例えば焼嵌めにより挿着する際に軸部1dの外周面を損傷せしめ、これにより生じたクラックを起点とし軸部1dが破損する可能性がある。また、操業時において鋼板Pからの引上により胴部1aは軸部1dに押し付けられるが、その際にも、厚肉部1jの側縁が軸部1dの外周面を損傷させる可能性がある。一方で、本態様の厚肉部1jは、その側縁にR面1Lおよび1mが形成されているので、側縁の押し付けにより生じる軸部1dの損傷を回避することが可能となる。
【0023】
さらに、本態様の厚肉部1jには、別の好ましい要素として、軸心Iに直交する方向(以下半径方向と言う。)において厚肉部1jの内周面と薄肉部1bの内周面との間に形成された、軸心方向に貫通する小径の貫通孔1cを有している。めっき浴が流通する流路としての機能を果たす貫通孔1cは、図3(a)に示すように、軸心周りに30°のピッチで等角度に形成されており、シンクロール1をめっき浴に浸漬する場合には、その内部にめっき浴を円滑に導入してシンクロール1の熱衝撃による割損を防止し、さらにシンクロール1をめっき浴から取り出す場合には、内部に侵入しためっき浴を円滑に外部に排出して溶融金属が内部で凝固することを防止する機能を果たしている。また、シンクロール1の中空部に貫通孔1cを通じて溶融金属を導入することにより、シンクロール1の内部の空気を排出することで、浮力で上昇し過大な力で軸受と接触して磨耗が進行することを抑制することができる。
【0024】
なお、貫通孔1cの構成は、好ましい態様である図示に限定されることなく、異なる孔径の貫通孔1cを複数設けてもよく、貫通孔1cを配置する角度ピッチも同一である必要もなく、同一円周上に設ける必要もない。さらに、溶融金属の導入・排出をさらに円滑にするためには、軸心方向から見たときに右側の厚肉部1jに形成した貫通孔1cに対し、左側の厚肉部1jに形成した貫通孔1cがずれた位置となるように両者を配置してもよい。また、厚肉部1jの内周面に軸心方向に伸びる複数の溝を形成し、厚肉部1jの挿着孔部1pに軸部1dが嵌入され固定されたときに軸部1dの外周面と溝とで貫通孔を構成してもよい。
【0025】
[軸部]
本態様の軸部1dは中空状であり、厚肉部1jの挿着孔部1pに挿着される大径部1eと、回転自在に軸受で支持される小径部1gと、大径部1eと小径部1gとを連結する連結部1fとを有している。なお、軸部1dは中実であってもよい。このように、本態様のシンクロール1では、胴部1aに形成された厚肉部1jに軸部1dを挿着し固定するよう構成しているので、軸部1dの接合後においても十分な強度を確保することができ、めっき浴への浸漬時における胴部1aの破損を防止することができる。
【0026】
ここで、めっき浴による腐蝕磨耗を抑制する点から胴部1aと同様に軸部1dもセラミックスで構成することが望ましいが、セラミックスは靭性に乏しく、鋭角な部分が存在すると破壊の起点となるため、連結部1fと大径部1eおよび小径部1gの結合部分は、軸心方向に沿う断面視において各々滑らかな曲線で形成することが望ましい。図2において、符号1hは、軸心方向にシンクロール1を支持するスラスト受け部である。セラミックスで構成されたスラスト受け部1hは、小径部1gの端部開口に挿着されており、シンクロール1の回転性を考慮し、軸受に接触する面積が小さくなるように構成されており、その右端面の半径方向に沿う断面視は、右方向に凸である全体として弧状をなしている。
【0027】
厚肉部1jへの軸部1dの固定方法は、固定部材などで機械的に固定してもよいが、シンクロール1の操業の安定性およびコストの面から、焼嵌めにより固定することが好ましい。その焼嵌め率は0.01/1000〜0.5/1000の範囲内であるのが好ましい。焼嵌め率が0.01/1000未満であると、厚肉部1jによる軸部1dの締付け力が不十分であり、軸部1dが脱落するおそれがある。また焼嵌め率が0.5/1000を超えると、焼嵌めによる締付け力が大きくなりすぎ、胴部1aまたは軸部1dが破損するおそれがある。より好ましい焼嵌め率は0.2/1000〜0.3/1000である。
【0028】
[材料構成]
以下、上記胴部1aおよび好ましくは軸部1dを構成するセラミックスについて、その好適な例を説明する。セラミックスとしては、回転体が使用される雰囲気その他の操業条件の要請による耐熱衝撃性・耐蝕性などに応じ、アルミナ・ジルコニア・シリカその他の酸化物系セラミックス、硼化ジルコニウム・硼化チタン・硼化ボロンその他の硼化物系セラミックス、炭化シリコン・炭化ボロンその他の炭化物系セラミックス、またはカーボンなどの無機材料を利用してよい。そして、本態様のシンクロールは、めっき浴への浸漬および取出しの際に急熱・急冷されるため、耐熱衝撃性に優れている必要がある。そのため、シンクロールを構成するセラミックスとしては、熱伝導率が高い窒化珪素・窒化アルミその他の窒化物系セラミックスが好ましく、めっき浴である溶融金属に対し高い耐溶損性および耐磨耗性を有し、高温強度に優れた窒化珪素系セラミックスが特に好ましい。以下、シンクロールを構成するに好適な窒化珪素セラミックスについて詳述するが、窒化珪素セラミックス自体は特開2001−335368号に記載のものと同じでよい。
【0029】
窒化珪素セラミックス中に存在するアルミニウム及び酸素はフォノン散乱源となり、熱伝導率を低減させる。窒化珪素セラミックスは、窒化珪素粒子とその周囲の粒界相とから構成され、アルミニウム及び酸素はこれらの相に含有される。アルミニウムは珪素に近いイオン半径を有するため、窒化珪素粒子内に容易に固溶する。アルミニウムの固溶により窒化珪素粒子自身の熱伝導率が低下し、窒化珪素セラミックスの熱伝導率は著しく低下する。従って、窒化珪素セラミックス中におけるアルミニウムの含有量はできるだけ少なくすることが望ましい。
【0030】
焼結助剤として添加する酸化物中の酸素の多くは粒界相に存在する。窒化珪素セラミックスの高熱伝導率化を達成するには、窒化珪素粒子に比べて熱伝導率が低い粒界相の量を低減することが必要である。焼結助剤の添加量の下限は、8.5%以上の相対密度を有する焼結体が得られる量である。焼結助剤の添加量をこの範囲内でできるだけ少なくすることにより、粒界相中の酸素量を低減させることが望ましい。
【0031】
酸素量の少ない窒化珪素粉末を原料とすると、粒界相中の酸素量が低減できるために粒界相の量自体を低減でき、焼結体の高熱伝導率化が達成されるが、焼結過程で生成するSiO2の量の減少により難焼結性となる。ところが、他の酸化物より焼結性に優れたMgOを焼結助剤として用いると、焼結助剤の添加量を少なくして、緻密な焼結体を得ることができる。その結果、焼結体の熱伝導率は飛躍的に高くなる。
【0032】
また、マグネシウムとともに添加し得る焼結助剤としては、Y、La、Ce、Nd、Pm、Sm、Eu、Gd、Dy、Ho、Er、Tm、Yb,Lu等の周期律表第3族(後述)が挙げられる。なかでも、焼結温度及び圧力が高くなり過ぎないという点で、Y、La、Ce、Gd、Dy、Ybが好ましい。
【0033】
本発明に使用する窒化珪素セラミックスの常温における熱伝導率は50W/(m・K)以上であり、より好ましくは60W/(m・K)以上である。従って、窒化珪素系セラミックス中の酸素含有量は、50W/(m・K)以上の熱伝導率を得るには5重量%以下であり、60W/(m・K)以上の熱伝導率を得るには3重量%以下である。また窒化珪素粒子中の酸素含有量は、50W/(m・K)以上の熱伝導率を得るには2.5重量%以下であり、60W/(m・K)以上の熱伝導率を得るには1.5重量%以下である。さらに窒化珪素系セラミックス中のアルミニウムの含有量は、50W/(m・K)以上の熱伝導率を得るには0.2重量%以下であり、60W/(m・K)以上の熱伝導率を得るには0.1重量%以下である。
【0034】
窒化珪素セラミックス中の酸化マグネシウム(MgO)と周期律表第3族元素酸化物の合計量は0.6〜7重量%であるのが好ましい。その合計量が0.6重量%未満では、焼結体の相対密度が95%未満と不十分である。一方7重量%を超えると、熱伝導率の低い粒界相の量が過剰となり、焼結体の熱伝導率が50W/(m・K)未満となる。MgO+第3族元素酸化物は0.6〜4重量%であるのがより好ましい。
【0035】
MgO/第3族元素酸化物の重量比は1〜70が好ましく、1〜10がより好ましく、1〜5が最も好ましい。MgO/第3族元素酸化物が1未満では、粒界相中の希土類酸化物の割合が多すぎるため、難焼結性となり緻密な焼結体が得られない。また、MgO/
第3族元素酸化物が70を超えると焼結時におけるMgの拡散を抑制できず、焼結体表面に色むらが生じる。MgO/IIIA2O3
が1〜70の範囲にあると、1650〜1850℃での焼結により高熱伝導率化が著しい。焼結体を1800〜2000℃で熱処理すると、さらに高熱伝導率化される。熱処理による高熱伝導率化は、窒化珪素粒子の成長と蒸気圧の高いMgOの揮発による。
【0036】
窒化珪素粒子中のアルミニウム、マグネシウム及び周期律表第3族元素の合計量は1.0重量%以下であるのが好ましい。
【0037】
窒化珪素焼結体中のβ型窒化珪素粒子のうち、短軸径が5μm以上のβ型窒化珪素粒子の割合が10体積%超では、焼結体の熱伝導率は向上するが、組織中に導入された粗大粒子が破壊の起点として作用するため破壊強度が著しく低下し、700Mpa以上の曲げ強度が得られない。従って、窒化珪素焼結体中のβ型窒化珪素粒子のうち、短軸径が5μm以上のβ型窒化珪素粒子の割合は10体積%以下であるのが好ましい。同様に、組織中に導入された粗大粒子が破壊の起点として作用することを抑えるために、β型窒化珪素粒子のアスペクト比は15以下であるのが好ましい。
【0038】
シンクロール1において胴部1aを形成する窒化珪素セラミックスは、急激な温度変化に対して十分な抵抗力を有する必要がある。急激な温度変化に対する抵抗力は下記式(1):
R=αc(1−ν)/Eα・・・(1)
( 但し、αc:常温における4点曲げ強度(MPa)、ν:常温におけるポアソン比、E:常温におけるヤング率(MPa)、α:常温から800℃までの平均熱膨張係数)
により表される係数で表される係数Rは600以上であるのが好ましく、700以上であるのがより好ましい。係数Rが600未満であるとロールが破壊するおそれがある。係数Rは、ロールから切り出した試験片に対して測定した常温における4点曲げ強度αc(MPa)
、常温におけるポアソン比ν、常温におけるヤング率E(MPa)及び常温から800℃までの平均熱膨張係数αから求める。
【0039】
[第2実施態様]
本発明に係わる第2態様のシンクロール2について、図4を参照しつつ説明する。なお図4に示すシンクロール2おいて、上記シンクロール1と同様な要素については同一符号を付し、詳細な説明を省略する。
【0040】
第2態様のシンクロール2の胴部2aは、軸心方向において複数個、本態様においては2個に分割された中空状の第1の胴部材2tと、第1の胴部材2tと外径が同一で長さが略同一である中空状の第2の胴部材2uとで構成されている。そして第2の胴部材2uは、第1の胴部材2tと同軸に、その左端面が第1の胴部材2tの右端面に相対する状態で配置されている。なお、サポートロールの場合には、鋼板の表面に薄く付着した溶融金属層に損傷を与えないように、第1の胴部材2tと第2の胴部材2uの各々の端面は隙間なく密着している必要があるが、シンクロール2の場合には、必ずしも密着している必要はなく、両端面は一定の間隙2sを介して相対する状態となるよう配置されていればよい。
【0041】
そして、本態様のシンクロール2は、上記のように配置された胴部材2t・2uを連結する接合部材2rを有している。胴部材2t・2uの各々の内周面に外周面が密着する略円環形状の接合部材2rは、軸心方向において、第1の胴部材2tおよび第2の胴部材2uの相対する端面の双方を含むように配置され、焼嵌めにより双方を連結している。なお、軸部1dは、胴部材2t・2uと別体の部品として構成されている必要はなく、第1の胴部材2tに一方の軸部1dを、第2の胴部材2uに他方の軸部1dを、継目なく一体的に構成しておいてもよい。
【0042】
なお、本態様の胴部2aを構成する胴部材2t・2uは、いずれも薄肉部2bおよび厚肉部1jを有するが、鋼板からの負荷による薄肉部2bの変形を抑制し、胴部1aの外周面と鋼板Pとの密着性をより高めるため、薄肉部2bは、軸心方向において肉厚が一定である部分(以下第1の部分と言う。)2pと、厚肉部1jに向かい肉厚が漸増し厚肉部1jに連結する部分(以下第2の部分と言う。)2qを有していることが好ましい。このように、第1の部分2pと厚肉部1jとの間に第2の部分2qを介在させることにより肉厚の急変部が少なくなるので、熱応力による胴部2aの破損も抑制することができる。なお、第2の部分2qの内周面の軸心Iに沿う断面視の形状は図示に限定されることなく、R形状または弧状であってもよく、複数の段差を伴う形状であってもよい。
【符号の説明】
【0043】
1(2) シンクロール
3 サポートロール
1a(2a) 胴部
1b(2b) 薄肉部
1c 貫通孔
1d 軸部
1j 厚肉部
P 鋼板
【技術分野】
【0001】
本発明は、亜鉛、アルミニウムまたはそれらの合金などの溶融金属めっき浴に浸漬して使用される溶融金属めっき浴用ロールに関する発明である。
【背景技術】
【0002】
上記技術分野に係わる発明の一例が、下記特許文献1に開示されている。特許文献1の溶融金属めっき用ロールは、「セラミックス製の筒状の胴部の端部に、支持部と嵌合部とからなるセラミックス製の軸部が接続された溶融金属めっき用ロールにおいて、前記嵌合部の表面および前記胴部の表面に、前記胴部または前記軸部に用いられるセラミックスの使用時の熱膨張よりも大きい高さの凹凸部を設け、該凹凸部を組み合わせる形で焼成時のセラミックスの収縮により前記胴部と前記軸部とを嵌合して接合したことを特徴とする溶融金属めっき用ロール」、である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−47031号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の溶融金属めっき浴用ロールのように、溶融金属めっき浴に対する化学反応性が低く耐蝕性に優れたセラミックスで胴部および軸部を構成した場合には、胴部および軸部の腐蝕磨耗が抑制され、溶融金属めっき浴用ロールが長寿命化されるので、溶融金属めっき浴用ロールの取替えなどに伴う操業損を低減せしめることが可能となる。一方で、胴部および軸部の全てをセラミックスで構成した溶融金属めっき浴用ロールは極めて高価であり、廉価な溶融金属めっき浴用ロールの実現が要請されている。
【0005】
ここで、磨耗による寿命という観点で見たとき、軸部には、溶融金属めっき浴による腐蝕磨耗に加え、軸受との摺動による摩擦磨耗も生じるため、軸部の磨耗量は胴部よりも多く、溶融金属めっき浴用ロールの寿命は軸部の磨耗により決定される。このように使用時の磨耗量が少ない胴部の薄肉化を図ることが、原料やエネルギーの消費コスト、設備コストその他各種観点から溶融金属めっき浴用ロールの低コスト化のためには有効である。しかしながら、胴部の肉厚を単に薄肉化する場合には、以下のような問題が生じる。すなわち、胴部の端には、軸部の一端(特許文献1においては嵌合部である。)が挿着され固定されるが、胴部が一様に薄肉である場合には、軸部が固定される部分の強度が不足し、高温の溶融金属めっき浴への浸漬時に当該部分で破損する可能性がある。また、過度な浮力を抑制するため、胴部は、その中空部に溶融金属めっき浴が浸入するよう構成されている。そして、めっき浴槽からの引上後に凝固する溶融金属めっき浴による胴部の破損を回避するため、胴部の端には溶融金属めっき浴を排出するための排出孔や排出溝を形成する必要があるが、胴部が一様に薄肉である場合には、この排出孔や排出溝を形成することも困難となる。
【0006】
本発明は、上記従来技術を鑑みてなされたものであり、使用中破損しない低コストな溶融金属めっき浴用ロールを提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成する、本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。
【0008】
なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
【0009】
さらに、前記胴部の軸心方向において、前記厚肉部の内周面の側縁にはR面またはC面が形成されていることが望ましい。
【0010】
加えて、前記厚肉部は、前記胴部の軸心方向において前記肉厚部に向かい肉厚が漸増し厚肉部と連結する部分を有することが望ましい。
【0011】
さらに加えて、前記厚肉部には、溶融金属めっき浴が流通する溝または貫通孔が前記胴部の軸心に沿い形成されていることが望ましい。
【発明の効果】
【0012】
本発明によれば、その目的を達成することができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係わる第1態様のシンクロールが組み込まれた溶融金属めっき装置の概略構成図である。
【図2】一部が断面図である図1のシンクロールの正面図である。
【図3】図3(a)は図2のシンクロールの右側面図、図3(b)は図2のA部拡大図である、
【図4】一部が断面図である本発明に係わる第2態様のシンクロールの正面図である。
【発明を実施するための形態】
【0014】
以下、本発明について、その第1実施態様および第2実施態様に基づき、図面を参照しつつ説明する。なお、以下説明する本発明の各要素は、単独にまたは適宜組み合わせて利用することができ、本発明の趣旨を逸脱しない限り適宜変形して利用することができる。
【0015】
[溶融金属めっき装置]
まず、本発明に係わる溶融金属めっき浴用ロールが溶融金属めっき浴に浸漬されて使用される溶融金属めっき装置について、その概略構成図である図1を参照しつつ説明する。
【0016】
図1に示すように、溶融金属めっき装置80は、溶融金属めっき浴(以下単に「めっき浴」と言う場合がある。)81を入れた浴槽82と、めっき浴81の表層部分に浸漬されて、めっき浴81の内に導入される鋼板の酸化を防止するためのスナウト83と、めっき浴81の中に配置されたシンクロール1と、めっき浴81の内でシンクロール1の上方に位置する一対のサポートロール3・3と、めっき浴81の表面より僅か上方に位置するガスワイピングノズル86とを有する。シンクロール1自体には外部駆動力が付与されず、移動する鋼板との接触により駆動される。またサポートロール3・3は、通例、一方のサポートロール6が外部のモーター(
図示せず) に連結された駆動ロールであり、他方のサポートロール7が非駆動ロールである。なお、サポートロール3には外部駆動力が付与されない無駆動タイプもある。溶融金属めっき浴用ロールであるシンクロール1及び一対のサポートロール3・3は、フレーム84・85に取り付けられた軸受87・88により回転自在に各々支持されており、常に一体としてめっき浴81の内に浸漬される。
【0017】
鋼板Pは、スナウト83を経てめっき浴81の内に斜方から進入し、シンクロール1を経由して上方に進行方向を変えられる。めっき浴81の中を上昇する鋼板Pは一対のサポートロール3・3に挟まれ、パスラインが保たれるとともに、反りや振動が防止される。ガスワイピングノズル86は、めっき浴81から出てきた鋼板P1に高速ガスを吹き付ける。高速ガスのガス圧及び吹き付け角度により、鋼板P1に付着した溶融金属めっきの厚さを均一に調整する。このようにして、溶融金属めっきが施された鋼板P1
が得られる。
【0018】
[シンクロール]
図1の溶融金属めっき装置80に組み込まれるシンクロール1の構成について、一部を断面で示したその平面図である図2、図2の右側面図である図3(a)、図2のA部の拡大図である図3(b)を参照して説明する。なお、以下の第2態様のシンクロールの構成についても同様であるが、基本的に、シンクロールを例として説明する構成はサポートロールにも適用することができ、サポートロールを例として説明する構成はシンクロールにも適用することができる。
【0019】
図2・3に示すように、シンクロール1は、中空部1nを有する円筒体であるセラミックス製の胴部1aと、胴部1aと同軸に配置されるとともに胴部1aの軸心Iに沿う方向(以下軸心方向と言う。)に胴部1aの両端から延びる軸部1dを有している。以下、胴部1aおよび軸部1dの構成について説明するが、胴部1aの両端に配置される二の軸部1dの構成およびそれらと胴部1aとの関係は同一であるので、右側の軸部1dのみ説明し、左側の軸部1dの説明は省略する。
【0020】
[胴部]
所定の外径となるよう外周面が形成されている本態様のセラミックス製の胴部1aは、めっき処理される鋼板Pが直接接触する部分である略円筒形状の薄肉部1bと、薄肉部1bの両端に薄肉部1bと同軸に配置される、軸心方向に貫通された挿着孔部1pを有する略円環形状の厚肉部1jを有している。図3(b)に示すように、肉厚がt1である薄肉部に対し肉厚がt2と厚い厚肉部1jは、継ぎ目なく一体化されており、望ましくは、胴部1aにおいて、厚肉部1jの残余の部分は、全て厚肉部1jの肉厚t2よりも薄い肉厚t1の薄肉部1bとなっている。このように、セラミックス製の胴部1aを構成する主体となる部分を薄肉部1bとすることにより、シンクロール1を低コストで製造することができる。さらに、なお、シンクロール1は、めっき浴への浸漬時および引上時に急熱・急冷されるために、肉厚急変部が存在すると過大な熱応力が生じ、割損する可能性がある。したがって、薄肉部1aおよび厚肉部1jの肉厚t1・t2は、各々、軸心方向において一定の厚みであることが望ましい。
【0021】
ここで、図2において符号1oで示す厚肉部のように、薄肉部1bの外周面から外方に突起するように設けてもよいが、厚肉部1jのように、その内周面が薄肉部1bの内周面より内方に配置する、つまり薄肉部1bの内周面より内方に突起するように設け、胴部1aの外周面は段差のない平滑面とすることが望ましい。このような構成とすることにより、軸心方向に振れながら走行する鋼板が、突起部に衝突し、胴部1aが破損することを回避することができる。また、図3(b)に示すように、切欠効果による破損防止のため薄肉部1bと厚肉部1jとの角部にはR面1kを設けることが好ましい。このR面1kはC面であってもよい。
【0022】
本態様の厚肉部1jには、好ましい要素として、軸心方向において、その内周面の側縁にR面1Lおよび1mを設けている。なお、R面1L・1mはC面であってもよく、一方の側縁にのみ設けてもよい。このようにR面1L・1mを設けた理由を以下説明する。すなわち、厚肉部1jの側縁が鋭角であると、軸部1dを厚肉部1jの挿着孔部1pに、例えば焼嵌めにより挿着する際に軸部1dの外周面を損傷せしめ、これにより生じたクラックを起点とし軸部1dが破損する可能性がある。また、操業時において鋼板Pからの引上により胴部1aは軸部1dに押し付けられるが、その際にも、厚肉部1jの側縁が軸部1dの外周面を損傷させる可能性がある。一方で、本態様の厚肉部1jは、その側縁にR面1Lおよび1mが形成されているので、側縁の押し付けにより生じる軸部1dの損傷を回避することが可能となる。
【0023】
さらに、本態様の厚肉部1jには、別の好ましい要素として、軸心Iに直交する方向(以下半径方向と言う。)において厚肉部1jの内周面と薄肉部1bの内周面との間に形成された、軸心方向に貫通する小径の貫通孔1cを有している。めっき浴が流通する流路としての機能を果たす貫通孔1cは、図3(a)に示すように、軸心周りに30°のピッチで等角度に形成されており、シンクロール1をめっき浴に浸漬する場合には、その内部にめっき浴を円滑に導入してシンクロール1の熱衝撃による割損を防止し、さらにシンクロール1をめっき浴から取り出す場合には、内部に侵入しためっき浴を円滑に外部に排出して溶融金属が内部で凝固することを防止する機能を果たしている。また、シンクロール1の中空部に貫通孔1cを通じて溶融金属を導入することにより、シンクロール1の内部の空気を排出することで、浮力で上昇し過大な力で軸受と接触して磨耗が進行することを抑制することができる。
【0024】
なお、貫通孔1cの構成は、好ましい態様である図示に限定されることなく、異なる孔径の貫通孔1cを複数設けてもよく、貫通孔1cを配置する角度ピッチも同一である必要もなく、同一円周上に設ける必要もない。さらに、溶融金属の導入・排出をさらに円滑にするためには、軸心方向から見たときに右側の厚肉部1jに形成した貫通孔1cに対し、左側の厚肉部1jに形成した貫通孔1cがずれた位置となるように両者を配置してもよい。また、厚肉部1jの内周面に軸心方向に伸びる複数の溝を形成し、厚肉部1jの挿着孔部1pに軸部1dが嵌入され固定されたときに軸部1dの外周面と溝とで貫通孔を構成してもよい。
【0025】
[軸部]
本態様の軸部1dは中空状であり、厚肉部1jの挿着孔部1pに挿着される大径部1eと、回転自在に軸受で支持される小径部1gと、大径部1eと小径部1gとを連結する連結部1fとを有している。なお、軸部1dは中実であってもよい。このように、本態様のシンクロール1では、胴部1aに形成された厚肉部1jに軸部1dを挿着し固定するよう構成しているので、軸部1dの接合後においても十分な強度を確保することができ、めっき浴への浸漬時における胴部1aの破損を防止することができる。
【0026】
ここで、めっき浴による腐蝕磨耗を抑制する点から胴部1aと同様に軸部1dもセラミックスで構成することが望ましいが、セラミックスは靭性に乏しく、鋭角な部分が存在すると破壊の起点となるため、連結部1fと大径部1eおよび小径部1gの結合部分は、軸心方向に沿う断面視において各々滑らかな曲線で形成することが望ましい。図2において、符号1hは、軸心方向にシンクロール1を支持するスラスト受け部である。セラミックスで構成されたスラスト受け部1hは、小径部1gの端部開口に挿着されており、シンクロール1の回転性を考慮し、軸受に接触する面積が小さくなるように構成されており、その右端面の半径方向に沿う断面視は、右方向に凸である全体として弧状をなしている。
【0027】
厚肉部1jへの軸部1dの固定方法は、固定部材などで機械的に固定してもよいが、シンクロール1の操業の安定性およびコストの面から、焼嵌めにより固定することが好ましい。その焼嵌め率は0.01/1000〜0.5/1000の範囲内であるのが好ましい。焼嵌め率が0.01/1000未満であると、厚肉部1jによる軸部1dの締付け力が不十分であり、軸部1dが脱落するおそれがある。また焼嵌め率が0.5/1000を超えると、焼嵌めによる締付け力が大きくなりすぎ、胴部1aまたは軸部1dが破損するおそれがある。より好ましい焼嵌め率は0.2/1000〜0.3/1000である。
【0028】
[材料構成]
以下、上記胴部1aおよび好ましくは軸部1dを構成するセラミックスについて、その好適な例を説明する。セラミックスとしては、回転体が使用される雰囲気その他の操業条件の要請による耐熱衝撃性・耐蝕性などに応じ、アルミナ・ジルコニア・シリカその他の酸化物系セラミックス、硼化ジルコニウム・硼化チタン・硼化ボロンその他の硼化物系セラミックス、炭化シリコン・炭化ボロンその他の炭化物系セラミックス、またはカーボンなどの無機材料を利用してよい。そして、本態様のシンクロールは、めっき浴への浸漬および取出しの際に急熱・急冷されるため、耐熱衝撃性に優れている必要がある。そのため、シンクロールを構成するセラミックスとしては、熱伝導率が高い窒化珪素・窒化アルミその他の窒化物系セラミックスが好ましく、めっき浴である溶融金属に対し高い耐溶損性および耐磨耗性を有し、高温強度に優れた窒化珪素系セラミックスが特に好ましい。以下、シンクロールを構成するに好適な窒化珪素セラミックスについて詳述するが、窒化珪素セラミックス自体は特開2001−335368号に記載のものと同じでよい。
【0029】
窒化珪素セラミックス中に存在するアルミニウム及び酸素はフォノン散乱源となり、熱伝導率を低減させる。窒化珪素セラミックスは、窒化珪素粒子とその周囲の粒界相とから構成され、アルミニウム及び酸素はこれらの相に含有される。アルミニウムは珪素に近いイオン半径を有するため、窒化珪素粒子内に容易に固溶する。アルミニウムの固溶により窒化珪素粒子自身の熱伝導率が低下し、窒化珪素セラミックスの熱伝導率は著しく低下する。従って、窒化珪素セラミックス中におけるアルミニウムの含有量はできるだけ少なくすることが望ましい。
【0030】
焼結助剤として添加する酸化物中の酸素の多くは粒界相に存在する。窒化珪素セラミックスの高熱伝導率化を達成するには、窒化珪素粒子に比べて熱伝導率が低い粒界相の量を低減することが必要である。焼結助剤の添加量の下限は、8.5%以上の相対密度を有する焼結体が得られる量である。焼結助剤の添加量をこの範囲内でできるだけ少なくすることにより、粒界相中の酸素量を低減させることが望ましい。
【0031】
酸素量の少ない窒化珪素粉末を原料とすると、粒界相中の酸素量が低減できるために粒界相の量自体を低減でき、焼結体の高熱伝導率化が達成されるが、焼結過程で生成するSiO2の量の減少により難焼結性となる。ところが、他の酸化物より焼結性に優れたMgOを焼結助剤として用いると、焼結助剤の添加量を少なくして、緻密な焼結体を得ることができる。その結果、焼結体の熱伝導率は飛躍的に高くなる。
【0032】
また、マグネシウムとともに添加し得る焼結助剤としては、Y、La、Ce、Nd、Pm、Sm、Eu、Gd、Dy、Ho、Er、Tm、Yb,Lu等の周期律表第3族(後述)が挙げられる。なかでも、焼結温度及び圧力が高くなり過ぎないという点で、Y、La、Ce、Gd、Dy、Ybが好ましい。
【0033】
本発明に使用する窒化珪素セラミックスの常温における熱伝導率は50W/(m・K)以上であり、より好ましくは60W/(m・K)以上である。従って、窒化珪素系セラミックス中の酸素含有量は、50W/(m・K)以上の熱伝導率を得るには5重量%以下であり、60W/(m・K)以上の熱伝導率を得るには3重量%以下である。また窒化珪素粒子中の酸素含有量は、50W/(m・K)以上の熱伝導率を得るには2.5重量%以下であり、60W/(m・K)以上の熱伝導率を得るには1.5重量%以下である。さらに窒化珪素系セラミックス中のアルミニウムの含有量は、50W/(m・K)以上の熱伝導率を得るには0.2重量%以下であり、60W/(m・K)以上の熱伝導率を得るには0.1重量%以下である。
【0034】
窒化珪素セラミックス中の酸化マグネシウム(MgO)と周期律表第3族元素酸化物の合計量は0.6〜7重量%であるのが好ましい。その合計量が0.6重量%未満では、焼結体の相対密度が95%未満と不十分である。一方7重量%を超えると、熱伝導率の低い粒界相の量が過剰となり、焼結体の熱伝導率が50W/(m・K)未満となる。MgO+第3族元素酸化物は0.6〜4重量%であるのがより好ましい。
【0035】
MgO/第3族元素酸化物の重量比は1〜70が好ましく、1〜10がより好ましく、1〜5が最も好ましい。MgO/第3族元素酸化物が1未満では、粒界相中の希土類酸化物の割合が多すぎるため、難焼結性となり緻密な焼結体が得られない。また、MgO/
第3族元素酸化物が70を超えると焼結時におけるMgの拡散を抑制できず、焼結体表面に色むらが生じる。MgO/IIIA2O3
が1〜70の範囲にあると、1650〜1850℃での焼結により高熱伝導率化が著しい。焼結体を1800〜2000℃で熱処理すると、さらに高熱伝導率化される。熱処理による高熱伝導率化は、窒化珪素粒子の成長と蒸気圧の高いMgOの揮発による。
【0036】
窒化珪素粒子中のアルミニウム、マグネシウム及び周期律表第3族元素の合計量は1.0重量%以下であるのが好ましい。
【0037】
窒化珪素焼結体中のβ型窒化珪素粒子のうち、短軸径が5μm以上のβ型窒化珪素粒子の割合が10体積%超では、焼結体の熱伝導率は向上するが、組織中に導入された粗大粒子が破壊の起点として作用するため破壊強度が著しく低下し、700Mpa以上の曲げ強度が得られない。従って、窒化珪素焼結体中のβ型窒化珪素粒子のうち、短軸径が5μm以上のβ型窒化珪素粒子の割合は10体積%以下であるのが好ましい。同様に、組織中に導入された粗大粒子が破壊の起点として作用することを抑えるために、β型窒化珪素粒子のアスペクト比は15以下であるのが好ましい。
【0038】
シンクロール1において胴部1aを形成する窒化珪素セラミックスは、急激な温度変化に対して十分な抵抗力を有する必要がある。急激な温度変化に対する抵抗力は下記式(1):
R=αc(1−ν)/Eα・・・(1)
( 但し、αc:常温における4点曲げ強度(MPa)、ν:常温におけるポアソン比、E:常温におけるヤング率(MPa)、α:常温から800℃までの平均熱膨張係数)
により表される係数で表される係数Rは600以上であるのが好ましく、700以上であるのがより好ましい。係数Rが600未満であるとロールが破壊するおそれがある。係数Rは、ロールから切り出した試験片に対して測定した常温における4点曲げ強度αc(MPa)
、常温におけるポアソン比ν、常温におけるヤング率E(MPa)及び常温から800℃までの平均熱膨張係数αから求める。
【0039】
[第2実施態様]
本発明に係わる第2態様のシンクロール2について、図4を参照しつつ説明する。なお図4に示すシンクロール2おいて、上記シンクロール1と同様な要素については同一符号を付し、詳細な説明を省略する。
【0040】
第2態様のシンクロール2の胴部2aは、軸心方向において複数個、本態様においては2個に分割された中空状の第1の胴部材2tと、第1の胴部材2tと外径が同一で長さが略同一である中空状の第2の胴部材2uとで構成されている。そして第2の胴部材2uは、第1の胴部材2tと同軸に、その左端面が第1の胴部材2tの右端面に相対する状態で配置されている。なお、サポートロールの場合には、鋼板の表面に薄く付着した溶融金属層に損傷を与えないように、第1の胴部材2tと第2の胴部材2uの各々の端面は隙間なく密着している必要があるが、シンクロール2の場合には、必ずしも密着している必要はなく、両端面は一定の間隙2sを介して相対する状態となるよう配置されていればよい。
【0041】
そして、本態様のシンクロール2は、上記のように配置された胴部材2t・2uを連結する接合部材2rを有している。胴部材2t・2uの各々の内周面に外周面が密着する略円環形状の接合部材2rは、軸心方向において、第1の胴部材2tおよび第2の胴部材2uの相対する端面の双方を含むように配置され、焼嵌めにより双方を連結している。なお、軸部1dは、胴部材2t・2uと別体の部品として構成されている必要はなく、第1の胴部材2tに一方の軸部1dを、第2の胴部材2uに他方の軸部1dを、継目なく一体的に構成しておいてもよい。
【0042】
なお、本態様の胴部2aを構成する胴部材2t・2uは、いずれも薄肉部2bおよび厚肉部1jを有するが、鋼板からの負荷による薄肉部2bの変形を抑制し、胴部1aの外周面と鋼板Pとの密着性をより高めるため、薄肉部2bは、軸心方向において肉厚が一定である部分(以下第1の部分と言う。)2pと、厚肉部1jに向かい肉厚が漸増し厚肉部1jに連結する部分(以下第2の部分と言う。)2qを有していることが好ましい。このように、第1の部分2pと厚肉部1jとの間に第2の部分2qを介在させることにより肉厚の急変部が少なくなるので、熱応力による胴部2aの破損も抑制することができる。なお、第2の部分2qの内周面の軸心Iに沿う断面視の形状は図示に限定されることなく、R形状または弧状であってもよく、複数の段差を伴う形状であってもよい。
【符号の説明】
【0043】
1(2) シンクロール
3 サポートロール
1a(2a) 胴部
1b(2b) 薄肉部
1c 貫通孔
1d 軸部
1j 厚肉部
P 鋼板
【特許請求の範囲】
【請求項1】
セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロール。
【請求項2】
前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面である請求項1に記載の溶融金属めっき浴用ロール。
【請求項3】
前記胴部の軸心方向において、前記厚肉部の内周面の側縁にはR面またはC面が形成されている請求項1または2のいずれかに記載の溶融金属めっき浴用ロール。
【請求項4】
前記薄肉部は、前記胴部の軸心方向において前記肉厚部に向かい肉厚が漸増し厚肉部と連結する部分を有する請求項1乃至3のいずれかに記載の溶融金属めっき浴用ロール。
【請求項5】
前記厚肉部には、溶融金属めっき浴が流通する溝または貫通孔が前記胴部の軸心に沿い形成されている請求項1乃至4のいずれかに記載の溶融金属めっき浴用ロール。
【請求項1】
セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロール。
【請求項2】
前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面である請求項1に記載の溶融金属めっき浴用ロール。
【請求項3】
前記胴部の軸心方向において、前記厚肉部の内周面の側縁にはR面またはC面が形成されている請求項1または2のいずれかに記載の溶融金属めっき浴用ロール。
【請求項4】
前記薄肉部は、前記胴部の軸心方向において前記肉厚部に向かい肉厚が漸増し厚肉部と連結する部分を有する請求項1乃至3のいずれかに記載の溶融金属めっき浴用ロール。
【請求項5】
前記厚肉部には、溶融金属めっき浴が流通する溝または貫通孔が前記胴部の軸心に沿い形成されている請求項1乃至4のいずれかに記載の溶融金属めっき浴用ロール。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−1913(P2013−1913A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−130917(P2011−130917)
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000005083)日立金属株式会社 (2,051)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000005083)日立金属株式会社 (2,051)
【Fターム(参考)】
[ Back to top ]