
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とする。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融めっきプロセスにおいて、スプラッシュ飛散を軽減し、またエッジオーバーコートを防止できる溶融金属めっき鋼帯の製造方法に関するものである。
【背景技術】
【0002】
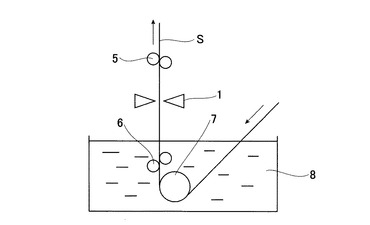
連続溶融めっきプロセス等においては、図8に示すように、一般的に溶融金属が満たされているめっき浴8に鋼帯Sを浸漬させシンクロール7で方向転換した後、該鋼帯Sを鉛直上方に引き上げる工程の後に、鋼帯表面に付着した溶融金属が板幅方向および板長手方向に均一に所定のめっき厚になるように、この鋼帯Sを挟んで対向して設けた鋼帯幅方向に延在するガスワイピングノズル1から加圧気体を鋼帯上に噴出させて、余剰な溶融金属を絞り取り、溶融金属の付着量(めっき付着量)を制御するガスワイピング装置が設けられている。
【0003】
ガスワイピングノズル1は、多様な鋼帯幅に対応すると同時に鋼帯引き上げ時の幅方向のズレなどに対応するため、通常、鋼帯幅より長く、すなわち鋼帯Sの幅端部より外側まで延びている。このようなガスワイピング装置では、鋼帯エッジ部に衝突する噴流がやや外側を向いてしまって衝突力が減少するために、鋼帯エッジ部のめっき厚が中央部に比べて厚くなるエッジオーバーコートが発生したり、鋼帯Sに衝突した噴流の乱れによって鋼帯下方に落下する溶融金属が周囲に飛び散る、いわゆるスプラッシュが発生したりして、鋼帯の表面品質の低下を招く。
【0004】
また、連続プロセスにおいて、生産量を増加させるには、鋼帯通板速度を増加させればよいが、連続溶融めっきプロセスにおいてガスワイピング方式でめっき付着量を制御する場合、溶融金属の粘性により、ライン速度の増加に伴って鋼帯のめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ワイピングガス圧力をより高圧に設定せざるを得ず、それによってスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0005】
上記の問題を解決するため、鋼帯両端部近傍に気体ノズルを設ける方法や、鋼帯両端部延長面上に位置するバッフルプレートを設けて鋼帯の表裏面から噴射されるガス同士の衝突を遮断する方法が以下の通り開示されている。
【0006】
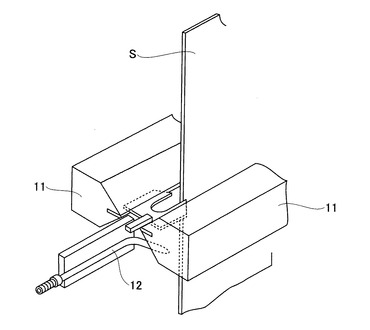
特許文献1には、図9に示すように、主ノズル(ワイピングノズル)11下方の鋼帯S幅方向延長線上に設けたサイドノズル12により、鋼帯エッジ部に付着する余剰の溶融金属のワイピングを行った後、主ノズル11によりガスワイピングを行う方法が開示されている。
【0007】
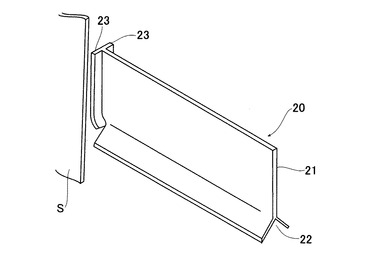
特許文献2には、図10に示すように、鋼帯Sと平行な向きの垂直板部21とその下側縁に形成されたガス流を傾斜させる傾斜部22を有し、鋼帯側端部には鋼帯Sへの流れを遮断する突起条23が形成されたバッフルプレート20を用いてガスワイピングを行う方法が開示されている。
【0008】
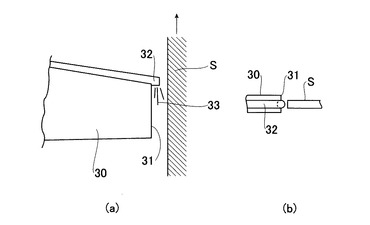
特許文献3には、図11に示すように、鋼帯Sの幅方向延長面に設けたバッフルプレート30への溶融金属の付着を防止するべく、バッフルプレート30の鋼帯側端部31に下向きのガスノズル32を設ける方法、前記鋼帯側端部31の内部に冷却部(図示なし)を設ける方法、前記鋼帯側端部31を溶融金属との濡れ性が小さい材質で構成する方法、あるいは上記の方法を組み合わせる方法が開示されている。
【0009】
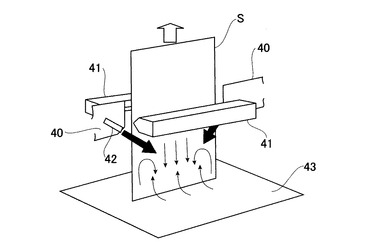
特許文献4には、図12に示すように、バッフルプレート40の鋼帯側コーナー下部に、鋼帯エッジ付近のワイピングノズル41からの噴射ガスの流れを内向きに変える傾斜ガイド42を設けて騒音とスプラッシュの発生を防止する方法が開示されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平6−158261号公報
【特許文献2】特開平9−202954号公報
【特許文献3】特開平9−41114号公報
【特許文献4】特開2003−321756号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
ところが、特許文献1に開示された方法では、斜め内向きのサイドノズル12から噴射されたガスと、主ノズル11から噴射され鋼帯Sに衝突した後に下方(めっき浴方向)に流れるガスが合流し、相対的にガスの乱れが増大するため、エッジオーバーコートは低減するものの、溶融金属のスプラッシュが大量発生してしまう問題があった。また、ワイピングノズル11噴射口付近で発生したスプラッシュが前記サイドノズル12につらら状に堆積して鋼帯に付着するため、安定操業できなかった。
【0012】
特許文献2に開示された方法では、発生したスプラッシュがバッフルプレート20の傾斜部22に堆積し、その塊が鋼帯Sに飛んできて欠陥になる問題があった。また、バッフルプレート20の鋼帯側端部に突起条23を設けると、鋼帯Sの幅方向中央部から端部に流れたワイピングガスが突起条23により遮断されて大規模な渦が発生するため、スプラッシュが大量に発生することがわかった。
【0013】
特許文献3に開示された方法では、バッフルプレート30にスプラッシュが付着しにくいものの、バッフルプレート30の鋼帯側端部31に発生する渦によるガスの乱れはなくならないため、スプラッシュおよびエッジオーバーコートの低減効果には限界があった。
【0014】
特許文献4に開示された方法では、特許文献1と同様に、内向きのガス流れを発生させてもガスの乱れが増加するためスプラッシュの発生は多く、また傾斜ガイド42上部に堆積したスプラッシュが鋼帯に付着して粒状の表面欠陥の原因となる問題があった。
【0015】
本発明は、上記の問題点を解決し、バッフルプレートによるガスの乱れを低減させることでスプラッシュの発生を低減させ、同時に鋼帯両端部でのワイピングガスの衝突圧力の減衰を無くすことにより、エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
上記課題を解決する本発明の手段は次のとおりである。
(1)溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設けるとともに、該バッフルプレートの板厚は、めっき浴方向に向かって薄くなるようにすることを特徴とする溶融金属めっき鋼帯の製造方法。
(2)(1)に記載の溶融金属めっき鋼帯の製造方法において、前記バッフルプレートのガスワイピングノズルから噴射されたガス同士が衝突する位置よりも上方に、該バッフルプレートの厚みよりも幅が広い邪魔板を取り付けることを特徴とする溶融金属めっき鋼帯の製造方法。
【発明の効果】
【0017】
本発明によれば、バッフルプレートによるガスの乱れが低減することにより、スプラッシュを防止でき、また鋼帯端部における下方へのガス流れを増加させることでエッジオーバーコートを防止できる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施に使用するガスワイピング装置の実施形態を示す図で、ガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。
【図2】ガスワイピング装置の真横からみたときのバッフルプレート形状によるワイピングガスの流れを示す図である。
【図3】バッフルプレートの鉛直方向断面形状を説明する図である。
【図4】ガスワイピング装置上方からみたときのバッフルプレート形状によるワイピングガスの流れを示す図である。
【図5】バッフルプレートの水平方向断面形状を説明する図である。
【図6】本発明の実施に使用する別の実施形態に係るガスワイピング装置のガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。
【図7】邪魔板の作用を説明する図で、ガスワイピング装置の真横からみたときのバッフルプレートに衝突後のワイピングガスの流れを示す。
【図8】一般的な連続溶融金属めっき鋼帯の製造装置の概略側面図である。
【図9】特許文献1で使用されるガスワイピング装置の要部を示す概略斜視図である。
【図10】特許文献2で使用されるバッフルプレートの斜視図である。
【図11】特許文献3で使用されるバッフルプレートを示し、(a)は側面図、(b)は平面図である。
【図12】特許文献4で使用されるガスワイピング装置の要部を示す概略斜視図である。
【発明を実施するための形態】
【0019】
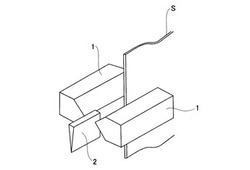
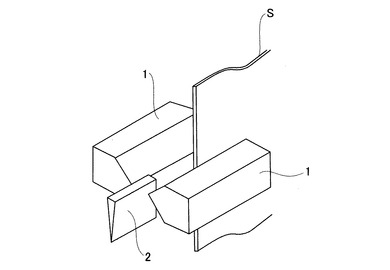
以下、図面を参照して本発明の実施の形態を説明する。図1は、本発明の実施に使用するガスワイピング装置の実施形態を示す図で、ガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。図1において、1はガスワイピングノズル、2はバッフルプレート、Sは鋼帯である。
【0020】
ガスワイピングノズル1は鋼帯Sを挟んでその両面に対向配置され、鋼帯Sの幅方向の延長面上にバッフルプレート2が配置されている。バッフルプレート2は、板厚がめっき浴方向に向かって徐々に薄くなり、先端部は尖っている。
【0021】
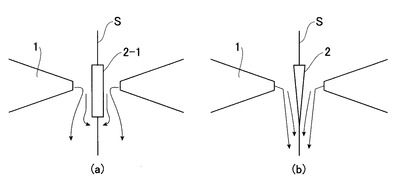
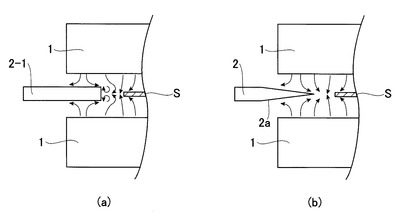
図2は、ガスワイピング装置の真横からみたときのバッフルプレート形状によるワイピングガスの流れを示す図で、(a)は単純な平板のバッフルプレートにおけるワイピングガスの流れ、(b)は図1の装置で用いられているバッフルプレートにおけるワイピングガスの流れを示す。ワイピングガスは、バッフルプレートに衝突した後、上方に向かう上昇流と下方に向かう下降流に分かれる。スプラッシュに影響するのは下降流であるため、図2(a)、(b)ではガス流れはバッフルプレートに衝突したガスの下降流のみを示した。
【0022】
単純な平板(厚さ:4〜10mm)のバッフルプレートは、図2(a)に示すように、ガスワイピング装置の真横から見たときの形状が矩形であり、バッフルプレート2−1の下端部で渦が発生し、これが鋼帯端部に影響してきてスプラッシュが発生する。板厚がめっき浴方向に向かって徐々に薄くなり、先端部が尖っているバッフルプレートでは、図2(b)に示すように、バッフルプレート2表裏のガスの合流がスムーズになることで、めっき浴方向の流れに対して乱れが少なく抑えられ、鋼板端部のガスの乱れが低下し、溶融金属のスプラッシュの発生がより少なくなるとともに、ワイピングガスの鋼帯端部における衝突圧力の低下を防止できることから、エッジオーバーコートも低減し、鋼帯幅方向のめっき付着量分布を均一にできる。
【0023】
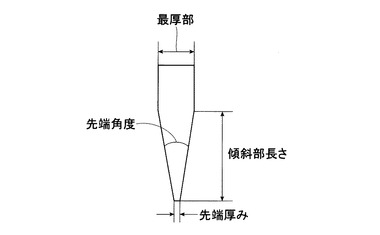
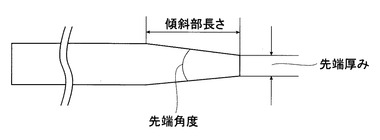
図3は、バッフルプレート2の鉛直方向断面図である。本発明の実施に使用するバッフルプレートにおいて、スプラッシュ防止性能、エッジオーバー防止性能に影響するパラメータは、図3に示すバッフルプレートの先端厚み及び先端角度である。スプラッシュ防止及びエッジオーバー防止の点から、先端角度は90°以下が好ましく、バッフルプレートの剛性を考慮すると5〜60°がより好ましい。バッフルプレートの傾斜部長さは、スプラッシュ防止性能、エッジオーバー防止性能に及ぼす影響は少ないので、特に限定されない。
【0024】
前述のバッフルプレート2は、厚みが反めっき浴側からめっき浴側に向かって徐々に薄くなり、先端部分が尖っていた。本発明においては、バッフルプレートは、めっき浴側に厚みが徐々に薄くなっていれば、図1のように先端部分が尖っていなくても、スプラッシュ防止効果及びエッジオーバー防止効果が奏され、スプラッシュ防止効果及びエッジオーバー防止の観点からは、先端厚みは1mm以下がより好ましい。
【0025】
また、バッフルプレート2の反めっき浴側部分の板厚は従来のバッフルプレートと同様でよい。反めっき浴側部分の板厚(図3の最厚部の板厚)の下限は、衝突ガスによってバッフルプレートが振動する(ビビる)のを防止する等の剛性確保の点から決定され、上限は、鋼帯とノズル間隔以下とされ、例えば4〜10mmの範囲内の厚さとすればよい。バッフルプレートへのワイピングガス衝突位置は、平坦部でも傾斜部でもよい。なお、反めっき浴側部分は、図3のように平坦部を有するものであってもよく、あるいは平坦部がなく上端部からめっき浴側に向かって板厚が徐々に減少するものであってもよい。
【0026】
バッフルプレートに衝突したガスの一部はプレート面に沿って鋼帯端部側に流れる。図4は、ガスワイピング装置の上方からみたときのバッフルプレート形状によるワイピングガスの流れを示す。
【0027】
単純な平板のバッフルプレートでは、図4(a)に示すように、バッフルプレート2−1の端部で渦が発生し、これが鋼帯端部に影響してきてスプラッシュが増大する。板厚が鋼帯端部側に向かって徐々に薄くなり、先端部が尖っているバッフルプレートでは、図4(b)に示すように、バッフルプレート2の表裏を流れるガスの合流がスムーズになることで、バッフルプレート端部で渦の発生が抑制され、それによって鋼板端部のガスの乱れが抑制されるとともに、下方(めっき浴方向)の流れに対する乱れも抑制され、溶融金属のスプラッシュの発生がより少なくなるとともに、ワイピングガスの鋼帯端部における衝突圧力の低下を防止する効果がより向上する。
【0028】
従って、本発明で使用するバッフルプレート2は、下端部側は、板厚がめっき浴方向に向かって徐々に薄くなるように形成されるとともに、鋼帯端部側は、板厚が鋼帯端部に向かって薄くなるように形成されるものがより好ましい。
【0029】
この場合、スプラッシュ防止及びエッジオーバー防止の点から、上から見たときの角度(図5の先端角度)は120°以下が好ましく、5°〜90°がより好ましく、5°〜30°がさらに好ましい。バッフルプレートの傾斜部長さは、スプラッシュ防止性能、エッジオーバー防止性能に及ぼす影響は少ないので、特に限定されない。また、バッフルプレートの鋼帯側端部は、厚みが徐々に薄くなっていればよく、最先端部の厚み(図5の先端厚み)は1mm以下がより好ましい。
【0030】
従来のバッフルプレートは、バッフルプレートと鋼帯の距離が変わるとスプラッシュ防止性能が大きく変化し、バッフルプレートを鋼帯により近接させた方が、スプラッシュ防止性能が向上する。具体的にはバッフルプレートと鋼帯の距離が3〜5mm程度でスプラッシュが飛散していなくても、該距離が7〜10mmになると急激にスプラッシュの飛散が目立ち始める等の変化がある。そのため、バッフルプレートと鋼帯の距離制御は非常にシビアな制御が必要であった。本発明のバッフルプレートでは、鋼帯側先端部での渦の発生が少ないため、バッフルプレートと鋼帯の距離が大きくなってもスプラッシュ防止効果が奏されるため、バッフルプレートと鋼帯の距離制御は、従来のバッフルプレートのようにシビアな距離制御を行う必要がなくなる。
【0031】
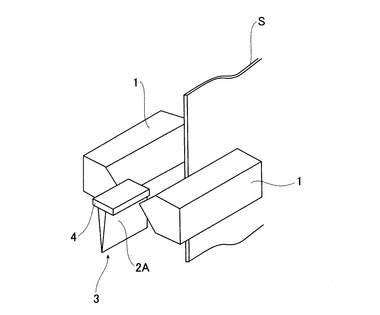
図6は、本発明の実施に使用するガスワイピング装置の別の実施形態を示し、ガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。本装置のバッフルプレート3は、鋼帯幅方向の鋼帯延長面上のプレート部分2Aは、図1のバッフルプレート2と同じ構造で、その上部に、該プレート部分2Aの厚みよりも幅が広い邪魔板4を設けたものである。
【0032】
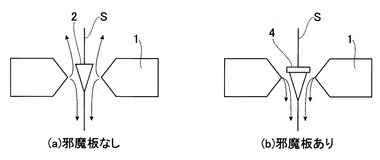
バッフルプレート2に衝突したガスは、図7(a)に示すように、プレートに沿って上下方向に分流する。図6の装置では、バッフルプレート3上部に、プレート部分2Aの厚みよりも幅が広い邪魔板4を設けたことで、邪魔板4によって上方へのガス流れが抑制され、図7(b)に示すように、下方へのガスの流れがさらに増加する。その結果、鋼帯端部における溶融金属持上げ量(めっき浴を通過した鋼帯に付着している溶融金属量)を低減することができ、鋼帯幅方向のめっき付着量の均一性をさらに向上できる。
【0033】
図6の装置では、バッフルプレート3の鋼帯面と平行な面内にあるプレート部分2Aの上端に邪魔板4を設けたが、邪魔板4はプレート部分2Aのワイピングガス衝突位置より上方にあればよく、バッフルプレートのプレート部分2A側面に、該プレート部分2A表面に対してほぼ垂直に設けてあってもよい。プレート部分2Aは、下端部側は、板厚がめっき浴方向に向かって徐々に薄くなるように形成されるとともに、鋼帯端部側は、板厚が鋼帯端部に向かって薄くなるように形成されるものであってもよい。
【実施例】
【0034】
図3に示すバッフルプレートの先端厚み及び先端角度の好適条件を明らかにするため、図1に示したガスワイピング装置を、連続溶融亜鉛めっきラインに設置し、バッフルプレートのめっき浴側部分の形状(バッフルプレートの先端厚み、先端角度および傾斜部長さ)を種々変更し、溶融亜鉛めっき鋼帯の製造実験を行った。バッフルプレートは、ワイピングノズル両端上部に設けたサーボモータによる位置制御装置からフレームを伸ばした先にボルト締めで取り付け、鋼帯との距離を容易に制御できるようにするとともに、バッフルプレートは簡単に交換できるようにした。
【0035】
めっき浴側が、めっき浴に向かって厚さが薄くなる形状のバッフルプレート(めっき浴側が、めっき浴に向かって厚さが薄くなるとともに、鋼帯端部側が、厚さが鋼帯端部に向かって厚さが薄くなる形状のバッフルプレートを含む。)は、高さ(鋼帯走行方向寸法)50mm、反めっき浴側の平板部分は幅(鋼帯幅方向寸法)200mm、邪魔板は厚さ5mmとした。単純な平板からなる通常のバッフルプレートは高さ50mm、幅200mm、厚み5mmとした。ワイピングガスの衝突位置はバッフルプレート上部から20mm(邪魔板を設けた場合は邪魔板高さを除く寸法である。)の位置とした。
【0036】
製造条件は、ワイピングノズルスリットギャップ0.8mm、ワイピングノズル−鋼帯距離8mm、溶融亜鉛浴からのノズル高さ420mm、溶融亜鉛浴温度460℃とし、鋼帯のサイズは、1.0mm厚×1.8m幅とした。ワイピングガスの衝突位置はバッフルプレート上部から20mm(邪魔板を設けた場合は邪魔板高さを除く寸法である。)の位置とした。その他の製造条件およびめっき付着量、めっき付着量差(鋼板エッジ100mm−センター)、スプラッシュ発生量の調査結果を表1に示す。バッフルプレートと鋼帯との距離は従来バッフルプレートとの違いを明確にするために一律で10mmとした。スプラッシュ発生量は、各製造条件で通過した鋼帯長さに対する検査工程でスプラッシュ欠陥ありと判定された鋼帯長さの比率であり、実用上問題とならない軽度のスプラッシュ欠陥を含んでいる。
【0037】
【表1】

【0038】
実施例1〜3は、バッフルプレートの先端厚みおよび傾斜部長さを一定にして、先端角度の影響を確認したもので、傾斜部長さを固定するために、最も厚い部分の板厚を実施例1は5mm、実施例2は10mm、実施例3は15mmと変えている。なお、表裏のノズル同士の距離が16mmであるので、最厚部は15mm以上厚くすることは操業上できない。平坦な通常のバッフルプレートを用いた比較例1と比較すると、実施例1〜3のいずれの場合も、スプラッシュ発生量およびセンターとエッジのめっき付着量差において比較例1よりも良好であり、ほぼ同等の性能であり、先端角度は21°以下の範囲でほぼ影響しないことがわかった。
【0039】
実施例2、4、5は、傾斜部長さを一定にして、先端厚みの影響を確認したもので、先端厚みによって、若干先端角度が変わっている。比較例1と比較すると、先端厚みが3mm(実施例5)あっても、スプラッシュ発生量およびセンターとエッジの付着量差の点で改善した。先端厚みは1mm以下がより好ましいことがわかった。
【0040】
実施例2、6〜10は、傾斜部長さの影響を確認したもので、まず、傾斜長さが長い実施例6(実施例6のバッフルプレートだけ高さを80mmにしている)は、実施例2と同等の効果があった。傾斜長さがやや短い実施例7もほぼ同等の効果が確認できた。一方、実施例8は、傾斜長さを9mmまで短くし、同時に先端角度を57.1°としたバッフルプレートで、ワイピングノズルからのワイピングガスは、バッフルプレートの傾斜部ではなく、鋼帯と平行な最厚部にあたるような位置関係であった。このとき、センターとエッジの付着量差は実施例2よりも50%増加したものの、比較例1に比べれば十分に小さいレベルに抑えられており、傾斜長さに関係なく、また、ワイピングガスが直接傾斜部に衝突しなくても、スプラッシュおよびエッジオーバーコートの低減に対して効果があることがわかった。実施例9、10はさらに傾斜長さを小さくした場合で、傾斜長さを短く(先端角度を大きく)するにしたがって、スプラッシュおよびセンターとエッジの付着量差ともに徐々に悪化する傾向が見られた。したがって、先端角度は90°以下が好ましく、バッフルプレートの剛性を考慮すると、5〜60°の範囲がより好ましい。
【0041】
実施例11はめっき浴側厚みを薄くするとともに、鋼帯側方向にも厚みを薄くし、鋼帯側厚みを0.2mmにした場合である。このような形状にすることで、ワイピングガス流れの乱れをさらに抑制することができ、スプラッシュ飛散が低下することがわかった。
【0042】
実施例12、13は、図6に示すようにバッフルプレート上端部に設けた邪魔板の効果を確認したものである。実施例10は邪魔板の幅が10mmなので、ガスワイピング装置の上から見た場合、邪魔板端部はワイピングノズル噴射口に達しておらず、実施例11は邪魔板の幅が20mmなので、ガスワイピング装置の上から見た場合、邪魔板端部はワイピングノズル噴射口に達している。スプラッシュ発生量及びセンターとエッジのめっき付着量差の点で、いずれも、実施例1よりも良好であるが、センターとエッジのめっき付着量差の点では、実施例13の方が実施例12より良好で、邪魔板がない場合(実施例2)の5分の1まで減少した。このことから邪魔板の幅は、ガスワイピング装置の上から見た場合に邪魔板端部がワイピングノズル噴射口に達するように設けることが好ましいことがわかった。
【0043】
実施例14は実施例11のバッフルプレートに実施例13と同じ邪魔板を設置した場合で、スプラッシュ飛散が実施例13よりもさらに低減し、最も優れた効果が現れた。
【0044】
実施例15は、通板速度を高速化した条件で邪魔板付きバッフルプレートの効果を確認したものである。通常バッフルプレートを用いた比較例2ではスプラッシュ発生量が大幅に増加したのに対して、実施例15の邪魔板付きのバッフルプレートでは比較例1と同程度のスプラッシュ発生量に抑えることができた。
【0045】
比較例3では、特許文献4に記載されたバッフルプレートに斜め内向きのガイドをつけた方法を実施してみたが、鋼板端部でのガスの乱れが増加した影響でスプラッシュが比較例1の2倍以上に増加し、操業は継続不能であった。
【産業上の利用可能性】
【0046】
本発明は、スプラッシュ飛散を軽減し、またエッジオーバーコートを防止できる溶融金属めっき鋼帯の製造方法として利用することができる。
【符号の説明】
【0047】
1、11、41 ガスワイピングノズル
2、3、20、30、40 バッフルプレート
4 邪魔板
5、6 サポートロール
7 シンクロール
8、43 溶融金属浴(めっき浴)
S 鋼帯
【技術分野】
【0001】
本発明は、溶融めっきプロセスにおいて、スプラッシュ飛散を軽減し、またエッジオーバーコートを防止できる溶融金属めっき鋼帯の製造方法に関するものである。
【背景技術】
【0002】
連続溶融めっきプロセス等においては、図8に示すように、一般的に溶融金属が満たされているめっき浴8に鋼帯Sを浸漬させシンクロール7で方向転換した後、該鋼帯Sを鉛直上方に引き上げる工程の後に、鋼帯表面に付着した溶融金属が板幅方向および板長手方向に均一に所定のめっき厚になるように、この鋼帯Sを挟んで対向して設けた鋼帯幅方向に延在するガスワイピングノズル1から加圧気体を鋼帯上に噴出させて、余剰な溶融金属を絞り取り、溶融金属の付着量(めっき付着量)を制御するガスワイピング装置が設けられている。
【0003】
ガスワイピングノズル1は、多様な鋼帯幅に対応すると同時に鋼帯引き上げ時の幅方向のズレなどに対応するため、通常、鋼帯幅より長く、すなわち鋼帯Sの幅端部より外側まで延びている。このようなガスワイピング装置では、鋼帯エッジ部に衝突する噴流がやや外側を向いてしまって衝突力が減少するために、鋼帯エッジ部のめっき厚が中央部に比べて厚くなるエッジオーバーコートが発生したり、鋼帯Sに衝突した噴流の乱れによって鋼帯下方に落下する溶融金属が周囲に飛び散る、いわゆるスプラッシュが発生したりして、鋼帯の表面品質の低下を招く。
【0004】
また、連続プロセスにおいて、生産量を増加させるには、鋼帯通板速度を増加させればよいが、連続溶融めっきプロセスにおいてガスワイピング方式でめっき付着量を制御する場合、溶融金属の粘性により、ライン速度の増加に伴って鋼帯のめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ワイピングガス圧力をより高圧に設定せざるを得ず、それによってスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0005】
上記の問題を解決するため、鋼帯両端部近傍に気体ノズルを設ける方法や、鋼帯両端部延長面上に位置するバッフルプレートを設けて鋼帯の表裏面から噴射されるガス同士の衝突を遮断する方法が以下の通り開示されている。
【0006】
特許文献1には、図9に示すように、主ノズル(ワイピングノズル)11下方の鋼帯S幅方向延長線上に設けたサイドノズル12により、鋼帯エッジ部に付着する余剰の溶融金属のワイピングを行った後、主ノズル11によりガスワイピングを行う方法が開示されている。
【0007】
特許文献2には、図10に示すように、鋼帯Sと平行な向きの垂直板部21とその下側縁に形成されたガス流を傾斜させる傾斜部22を有し、鋼帯側端部には鋼帯Sへの流れを遮断する突起条23が形成されたバッフルプレート20を用いてガスワイピングを行う方法が開示されている。
【0008】
特許文献3には、図11に示すように、鋼帯Sの幅方向延長面に設けたバッフルプレート30への溶融金属の付着を防止するべく、バッフルプレート30の鋼帯側端部31に下向きのガスノズル32を設ける方法、前記鋼帯側端部31の内部に冷却部(図示なし)を設ける方法、前記鋼帯側端部31を溶融金属との濡れ性が小さい材質で構成する方法、あるいは上記の方法を組み合わせる方法が開示されている。
【0009】
特許文献4には、図12に示すように、バッフルプレート40の鋼帯側コーナー下部に、鋼帯エッジ付近のワイピングノズル41からの噴射ガスの流れを内向きに変える傾斜ガイド42を設けて騒音とスプラッシュの発生を防止する方法が開示されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平6−158261号公報
【特許文献2】特開平9−202954号公報
【特許文献3】特開平9−41114号公報
【特許文献4】特開2003−321756号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
ところが、特許文献1に開示された方法では、斜め内向きのサイドノズル12から噴射されたガスと、主ノズル11から噴射され鋼帯Sに衝突した後に下方(めっき浴方向)に流れるガスが合流し、相対的にガスの乱れが増大するため、エッジオーバーコートは低減するものの、溶融金属のスプラッシュが大量発生してしまう問題があった。また、ワイピングノズル11噴射口付近で発生したスプラッシュが前記サイドノズル12につらら状に堆積して鋼帯に付着するため、安定操業できなかった。
【0012】
特許文献2に開示された方法では、発生したスプラッシュがバッフルプレート20の傾斜部22に堆積し、その塊が鋼帯Sに飛んできて欠陥になる問題があった。また、バッフルプレート20の鋼帯側端部に突起条23を設けると、鋼帯Sの幅方向中央部から端部に流れたワイピングガスが突起条23により遮断されて大規模な渦が発生するため、スプラッシュが大量に発生することがわかった。
【0013】
特許文献3に開示された方法では、バッフルプレート30にスプラッシュが付着しにくいものの、バッフルプレート30の鋼帯側端部31に発生する渦によるガスの乱れはなくならないため、スプラッシュおよびエッジオーバーコートの低減効果には限界があった。
【0014】
特許文献4に開示された方法では、特許文献1と同様に、内向きのガス流れを発生させてもガスの乱れが増加するためスプラッシュの発生は多く、また傾斜ガイド42上部に堆積したスプラッシュが鋼帯に付着して粒状の表面欠陥の原因となる問題があった。
【0015】
本発明は、上記の問題点を解決し、バッフルプレートによるガスの乱れを低減させることでスプラッシュの発生を低減させ、同時に鋼帯両端部でのワイピングガスの衝突圧力の減衰を無くすことにより、エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
上記課題を解決する本発明の手段は次のとおりである。
(1)溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設けるとともに、該バッフルプレートの板厚は、めっき浴方向に向かって薄くなるようにすることを特徴とする溶融金属めっき鋼帯の製造方法。
(2)(1)に記載の溶融金属めっき鋼帯の製造方法において、前記バッフルプレートのガスワイピングノズルから噴射されたガス同士が衝突する位置よりも上方に、該バッフルプレートの厚みよりも幅が広い邪魔板を取り付けることを特徴とする溶融金属めっき鋼帯の製造方法。
【発明の効果】
【0017】
本発明によれば、バッフルプレートによるガスの乱れが低減することにより、スプラッシュを防止でき、また鋼帯端部における下方へのガス流れを増加させることでエッジオーバーコートを防止できる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施に使用するガスワイピング装置の実施形態を示す図で、ガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。
【図2】ガスワイピング装置の真横からみたときのバッフルプレート形状によるワイピングガスの流れを示す図である。
【図3】バッフルプレートの鉛直方向断面形状を説明する図である。
【図4】ガスワイピング装置上方からみたときのバッフルプレート形状によるワイピングガスの流れを示す図である。
【図5】バッフルプレートの水平方向断面形状を説明する図である。
【図6】本発明の実施に使用する別の実施形態に係るガスワイピング装置のガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。
【図7】邪魔板の作用を説明する図で、ガスワイピング装置の真横からみたときのバッフルプレートに衝突後のワイピングガスの流れを示す。
【図8】一般的な連続溶融金属めっき鋼帯の製造装置の概略側面図である。
【図9】特許文献1で使用されるガスワイピング装置の要部を示す概略斜視図である。
【図10】特許文献2で使用されるバッフルプレートの斜視図である。
【図11】特許文献3で使用されるバッフルプレートを示し、(a)は側面図、(b)は平面図である。
【図12】特許文献4で使用されるガスワイピング装置の要部を示す概略斜視図である。
【発明を実施するための形態】
【0019】
以下、図面を参照して本発明の実施の形態を説明する。図1は、本発明の実施に使用するガスワイピング装置の実施形態を示す図で、ガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。図1において、1はガスワイピングノズル、2はバッフルプレート、Sは鋼帯である。
【0020】
ガスワイピングノズル1は鋼帯Sを挟んでその両面に対向配置され、鋼帯Sの幅方向の延長面上にバッフルプレート2が配置されている。バッフルプレート2は、板厚がめっき浴方向に向かって徐々に薄くなり、先端部は尖っている。
【0021】
図2は、ガスワイピング装置の真横からみたときのバッフルプレート形状によるワイピングガスの流れを示す図で、(a)は単純な平板のバッフルプレートにおけるワイピングガスの流れ、(b)は図1の装置で用いられているバッフルプレートにおけるワイピングガスの流れを示す。ワイピングガスは、バッフルプレートに衝突した後、上方に向かう上昇流と下方に向かう下降流に分かれる。スプラッシュに影響するのは下降流であるため、図2(a)、(b)ではガス流れはバッフルプレートに衝突したガスの下降流のみを示した。
【0022】
単純な平板(厚さ:4〜10mm)のバッフルプレートは、図2(a)に示すように、ガスワイピング装置の真横から見たときの形状が矩形であり、バッフルプレート2−1の下端部で渦が発生し、これが鋼帯端部に影響してきてスプラッシュが発生する。板厚がめっき浴方向に向かって徐々に薄くなり、先端部が尖っているバッフルプレートでは、図2(b)に示すように、バッフルプレート2表裏のガスの合流がスムーズになることで、めっき浴方向の流れに対して乱れが少なく抑えられ、鋼板端部のガスの乱れが低下し、溶融金属のスプラッシュの発生がより少なくなるとともに、ワイピングガスの鋼帯端部における衝突圧力の低下を防止できることから、エッジオーバーコートも低減し、鋼帯幅方向のめっき付着量分布を均一にできる。
【0023】
図3は、バッフルプレート2の鉛直方向断面図である。本発明の実施に使用するバッフルプレートにおいて、スプラッシュ防止性能、エッジオーバー防止性能に影響するパラメータは、図3に示すバッフルプレートの先端厚み及び先端角度である。スプラッシュ防止及びエッジオーバー防止の点から、先端角度は90°以下が好ましく、バッフルプレートの剛性を考慮すると5〜60°がより好ましい。バッフルプレートの傾斜部長さは、スプラッシュ防止性能、エッジオーバー防止性能に及ぼす影響は少ないので、特に限定されない。
【0024】
前述のバッフルプレート2は、厚みが反めっき浴側からめっき浴側に向かって徐々に薄くなり、先端部分が尖っていた。本発明においては、バッフルプレートは、めっき浴側に厚みが徐々に薄くなっていれば、図1のように先端部分が尖っていなくても、スプラッシュ防止効果及びエッジオーバー防止効果が奏され、スプラッシュ防止効果及びエッジオーバー防止の観点からは、先端厚みは1mm以下がより好ましい。
【0025】
また、バッフルプレート2の反めっき浴側部分の板厚は従来のバッフルプレートと同様でよい。反めっき浴側部分の板厚(図3の最厚部の板厚)の下限は、衝突ガスによってバッフルプレートが振動する(ビビる)のを防止する等の剛性確保の点から決定され、上限は、鋼帯とノズル間隔以下とされ、例えば4〜10mmの範囲内の厚さとすればよい。バッフルプレートへのワイピングガス衝突位置は、平坦部でも傾斜部でもよい。なお、反めっき浴側部分は、図3のように平坦部を有するものであってもよく、あるいは平坦部がなく上端部からめっき浴側に向かって板厚が徐々に減少するものであってもよい。
【0026】
バッフルプレートに衝突したガスの一部はプレート面に沿って鋼帯端部側に流れる。図4は、ガスワイピング装置の上方からみたときのバッフルプレート形状によるワイピングガスの流れを示す。
【0027】
単純な平板のバッフルプレートでは、図4(a)に示すように、バッフルプレート2−1の端部で渦が発生し、これが鋼帯端部に影響してきてスプラッシュが増大する。板厚が鋼帯端部側に向かって徐々に薄くなり、先端部が尖っているバッフルプレートでは、図4(b)に示すように、バッフルプレート2の表裏を流れるガスの合流がスムーズになることで、バッフルプレート端部で渦の発生が抑制され、それによって鋼板端部のガスの乱れが抑制されるとともに、下方(めっき浴方向)の流れに対する乱れも抑制され、溶融金属のスプラッシュの発生がより少なくなるとともに、ワイピングガスの鋼帯端部における衝突圧力の低下を防止する効果がより向上する。
【0028】
従って、本発明で使用するバッフルプレート2は、下端部側は、板厚がめっき浴方向に向かって徐々に薄くなるように形成されるとともに、鋼帯端部側は、板厚が鋼帯端部に向かって薄くなるように形成されるものがより好ましい。
【0029】
この場合、スプラッシュ防止及びエッジオーバー防止の点から、上から見たときの角度(図5の先端角度)は120°以下が好ましく、5°〜90°がより好ましく、5°〜30°がさらに好ましい。バッフルプレートの傾斜部長さは、スプラッシュ防止性能、エッジオーバー防止性能に及ぼす影響は少ないので、特に限定されない。また、バッフルプレートの鋼帯側端部は、厚みが徐々に薄くなっていればよく、最先端部の厚み(図5の先端厚み)は1mm以下がより好ましい。
【0030】
従来のバッフルプレートは、バッフルプレートと鋼帯の距離が変わるとスプラッシュ防止性能が大きく変化し、バッフルプレートを鋼帯により近接させた方が、スプラッシュ防止性能が向上する。具体的にはバッフルプレートと鋼帯の距離が3〜5mm程度でスプラッシュが飛散していなくても、該距離が7〜10mmになると急激にスプラッシュの飛散が目立ち始める等の変化がある。そのため、バッフルプレートと鋼帯の距離制御は非常にシビアな制御が必要であった。本発明のバッフルプレートでは、鋼帯側先端部での渦の発生が少ないため、バッフルプレートと鋼帯の距離が大きくなってもスプラッシュ防止効果が奏されるため、バッフルプレートと鋼帯の距離制御は、従来のバッフルプレートのようにシビアな距離制御を行う必要がなくなる。
【0031】
図6は、本発明の実施に使用するガスワイピング装置の別の実施形態を示し、ガスワイピングノズルの鋼帯端部近傍部分を示す概略斜視図である。本装置のバッフルプレート3は、鋼帯幅方向の鋼帯延長面上のプレート部分2Aは、図1のバッフルプレート2と同じ構造で、その上部に、該プレート部分2Aの厚みよりも幅が広い邪魔板4を設けたものである。
【0032】
バッフルプレート2に衝突したガスは、図7(a)に示すように、プレートに沿って上下方向に分流する。図6の装置では、バッフルプレート3上部に、プレート部分2Aの厚みよりも幅が広い邪魔板4を設けたことで、邪魔板4によって上方へのガス流れが抑制され、図7(b)に示すように、下方へのガスの流れがさらに増加する。その結果、鋼帯端部における溶融金属持上げ量(めっき浴を通過した鋼帯に付着している溶融金属量)を低減することができ、鋼帯幅方向のめっき付着量の均一性をさらに向上できる。
【0033】
図6の装置では、バッフルプレート3の鋼帯面と平行な面内にあるプレート部分2Aの上端に邪魔板4を設けたが、邪魔板4はプレート部分2Aのワイピングガス衝突位置より上方にあればよく、バッフルプレートのプレート部分2A側面に、該プレート部分2A表面に対してほぼ垂直に設けてあってもよい。プレート部分2Aは、下端部側は、板厚がめっき浴方向に向かって徐々に薄くなるように形成されるとともに、鋼帯端部側は、板厚が鋼帯端部に向かって薄くなるように形成されるものであってもよい。
【実施例】
【0034】
図3に示すバッフルプレートの先端厚み及び先端角度の好適条件を明らかにするため、図1に示したガスワイピング装置を、連続溶融亜鉛めっきラインに設置し、バッフルプレートのめっき浴側部分の形状(バッフルプレートの先端厚み、先端角度および傾斜部長さ)を種々変更し、溶融亜鉛めっき鋼帯の製造実験を行った。バッフルプレートは、ワイピングノズル両端上部に設けたサーボモータによる位置制御装置からフレームを伸ばした先にボルト締めで取り付け、鋼帯との距離を容易に制御できるようにするとともに、バッフルプレートは簡単に交換できるようにした。
【0035】
めっき浴側が、めっき浴に向かって厚さが薄くなる形状のバッフルプレート(めっき浴側が、めっき浴に向かって厚さが薄くなるとともに、鋼帯端部側が、厚さが鋼帯端部に向かって厚さが薄くなる形状のバッフルプレートを含む。)は、高さ(鋼帯走行方向寸法)50mm、反めっき浴側の平板部分は幅(鋼帯幅方向寸法)200mm、邪魔板は厚さ5mmとした。単純な平板からなる通常のバッフルプレートは高さ50mm、幅200mm、厚み5mmとした。ワイピングガスの衝突位置はバッフルプレート上部から20mm(邪魔板を設けた場合は邪魔板高さを除く寸法である。)の位置とした。
【0036】
製造条件は、ワイピングノズルスリットギャップ0.8mm、ワイピングノズル−鋼帯距離8mm、溶融亜鉛浴からのノズル高さ420mm、溶融亜鉛浴温度460℃とし、鋼帯のサイズは、1.0mm厚×1.8m幅とした。ワイピングガスの衝突位置はバッフルプレート上部から20mm(邪魔板を設けた場合は邪魔板高さを除く寸法である。)の位置とした。その他の製造条件およびめっき付着量、めっき付着量差(鋼板エッジ100mm−センター)、スプラッシュ発生量の調査結果を表1に示す。バッフルプレートと鋼帯との距離は従来バッフルプレートとの違いを明確にするために一律で10mmとした。スプラッシュ発生量は、各製造条件で通過した鋼帯長さに対する検査工程でスプラッシュ欠陥ありと判定された鋼帯長さの比率であり、実用上問題とならない軽度のスプラッシュ欠陥を含んでいる。
【0037】
【表1】
【0038】
実施例1〜3は、バッフルプレートの先端厚みおよび傾斜部長さを一定にして、先端角度の影響を確認したもので、傾斜部長さを固定するために、最も厚い部分の板厚を実施例1は5mm、実施例2は10mm、実施例3は15mmと変えている。なお、表裏のノズル同士の距離が16mmであるので、最厚部は15mm以上厚くすることは操業上できない。平坦な通常のバッフルプレートを用いた比較例1と比較すると、実施例1〜3のいずれの場合も、スプラッシュ発生量およびセンターとエッジのめっき付着量差において比較例1よりも良好であり、ほぼ同等の性能であり、先端角度は21°以下の範囲でほぼ影響しないことがわかった。
【0039】
実施例2、4、5は、傾斜部長さを一定にして、先端厚みの影響を確認したもので、先端厚みによって、若干先端角度が変わっている。比較例1と比較すると、先端厚みが3mm(実施例5)あっても、スプラッシュ発生量およびセンターとエッジの付着量差の点で改善した。先端厚みは1mm以下がより好ましいことがわかった。
【0040】
実施例2、6〜10は、傾斜部長さの影響を確認したもので、まず、傾斜長さが長い実施例6(実施例6のバッフルプレートだけ高さを80mmにしている)は、実施例2と同等の効果があった。傾斜長さがやや短い実施例7もほぼ同等の効果が確認できた。一方、実施例8は、傾斜長さを9mmまで短くし、同時に先端角度を57.1°としたバッフルプレートで、ワイピングノズルからのワイピングガスは、バッフルプレートの傾斜部ではなく、鋼帯と平行な最厚部にあたるような位置関係であった。このとき、センターとエッジの付着量差は実施例2よりも50%増加したものの、比較例1に比べれば十分に小さいレベルに抑えられており、傾斜長さに関係なく、また、ワイピングガスが直接傾斜部に衝突しなくても、スプラッシュおよびエッジオーバーコートの低減に対して効果があることがわかった。実施例9、10はさらに傾斜長さを小さくした場合で、傾斜長さを短く(先端角度を大きく)するにしたがって、スプラッシュおよびセンターとエッジの付着量差ともに徐々に悪化する傾向が見られた。したがって、先端角度は90°以下が好ましく、バッフルプレートの剛性を考慮すると、5〜60°の範囲がより好ましい。
【0041】
実施例11はめっき浴側厚みを薄くするとともに、鋼帯側方向にも厚みを薄くし、鋼帯側厚みを0.2mmにした場合である。このような形状にすることで、ワイピングガス流れの乱れをさらに抑制することができ、スプラッシュ飛散が低下することがわかった。
【0042】
実施例12、13は、図6に示すようにバッフルプレート上端部に設けた邪魔板の効果を確認したものである。実施例10は邪魔板の幅が10mmなので、ガスワイピング装置の上から見た場合、邪魔板端部はワイピングノズル噴射口に達しておらず、実施例11は邪魔板の幅が20mmなので、ガスワイピング装置の上から見た場合、邪魔板端部はワイピングノズル噴射口に達している。スプラッシュ発生量及びセンターとエッジのめっき付着量差の点で、いずれも、実施例1よりも良好であるが、センターとエッジのめっき付着量差の点では、実施例13の方が実施例12より良好で、邪魔板がない場合(実施例2)の5分の1まで減少した。このことから邪魔板の幅は、ガスワイピング装置の上から見た場合に邪魔板端部がワイピングノズル噴射口に達するように設けることが好ましいことがわかった。
【0043】
実施例14は実施例11のバッフルプレートに実施例13と同じ邪魔板を設置した場合で、スプラッシュ飛散が実施例13よりもさらに低減し、最も優れた効果が現れた。
【0044】
実施例15は、通板速度を高速化した条件で邪魔板付きバッフルプレートの効果を確認したものである。通常バッフルプレートを用いた比較例2ではスプラッシュ発生量が大幅に増加したのに対して、実施例15の邪魔板付きのバッフルプレートでは比較例1と同程度のスプラッシュ発生量に抑えることができた。
【0045】
比較例3では、特許文献4に記載されたバッフルプレートに斜め内向きのガイドをつけた方法を実施してみたが、鋼板端部でのガスの乱れが増加した影響でスプラッシュが比較例1の2倍以上に増加し、操業は継続不能であった。
【産業上の利用可能性】
【0046】
本発明は、スプラッシュ飛散を軽減し、またエッジオーバーコートを防止できる溶融金属めっき鋼帯の製造方法として利用することができる。
【符号の説明】
【0047】
1、11、41 ガスワイピングノズル
2、3、20、30、40 バッフルプレート
4 邪魔板
5、6 サポートロール
7 シンクロール
8、43 溶融金属浴(めっき浴)
S 鋼帯
【特許請求の範囲】
【請求項1】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とすることを特徴とする溶融金属めっき鋼帯の製造方法。
【請求項1】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とすることを特徴とする溶融金属めっき鋼帯の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−202287(P2011−202287A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2011−153453(P2011−153453)
【出願日】平成23年7月12日(2011.7.12)
【分割の表示】特願2006−18335(P2006−18335)の分割
【原出願日】平成18年1月27日(2006.1.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成23年7月12日(2011.7.12)
【分割の表示】特願2006−18335(P2006−18335)の分割
【原出願日】平成18年1月27日(2006.1.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]