
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融めっきプロセスにおいて、溶融金属スプラッシュ飛散を軽減できる溶融金属めっき鋼帯製造装置に関するものである。
【背景技術】
【0002】
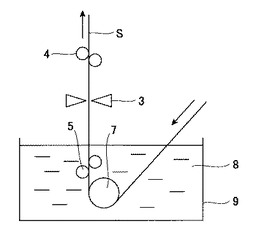
連続溶融めっきプロセス等においては、図7に示すように、一般的に溶融金属浴槽9内の溶融金属めっき浴8に鋼帯Sを浸漬させ、シンクロール7で方向転換した後、該鋼帯Sを鉛直上方に引き上げる工程の後に、鋼帯表面に付着した溶融金属が板幅方向および板長手方向に均一に所定のめっき厚になるように、この鋼帯Sを挟んで対向して設けた鋼帯幅方向に延在するガスワイピングノズル3から加圧気体を鋼帯上に噴出させて、余剰な溶融金属を絞り取り、溶融金属の付着量(めっき付着量)を制御するガスワイピング装置が設けられている。
【0003】
ガスワイピング部での鋼帯走行位置を安定化させるために、通常、シンクロール7上方の浴面下に浴中サポートロール5が配置され、また合金化処理等を行う場合は必要に応じてガスワイピングノズル3上方に浴上サポートロール4が設置される。
【0004】
ガスワイピングノズル3は、多様な鋼帯幅に対応すると同時に鋼帯引き上げ時の幅方向のズレなどに対応するため、通常、鋼帯幅より長く、すなわち鋼帯Sの幅端部より外側まで延びている。このようなガスワイピング装置では、鋼帯Sに衝突した噴流の乱れによって鋼帯下方に落下する溶融金属が周囲に飛び散る、いわゆるスプラッシュが発生して、鋼帯の表面品質の低下を招く。
【0005】
また、連続プロセスにおいて、生産量を増加させるには、鋼帯通板速度を増加させればよいが、連続溶融めっきプロセスにおいてガスワイピング方式でめっき付着量を制御する場合、溶融金属の粘性により、通板速度の増加に伴って鋼帯のめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ワイピングガス圧力をより高圧に設定せざるを得ず、それによってスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0006】
上記の問題を解決するため、溶融金属めっき槽からワイピングノズルに到達するまでの間で鋼帯に随伴する余剰な溶融金属をある程度削減してめっき浴通過直後の初期付着量を低減しておく方法が以下の通り開示されている。
【0007】
特許文献1には、めっき液中サポートロールとガスワイピングノズルとの間に、鋼帯の両面に非接触で対向する溶融金属絞り部材を設けて余剰めっきを取り除いた後に、ガスワイピングでめっき厚を調整する装置で、該溶融金属絞り部材の形状は、矩形あるいは下端ほど鋼帯表裏面との距離が広くなる導入部を有する形状あるいは円柱体が望ましく、該溶融金属絞り部材の設置位置は、めっき液面の上下にまたがる位置が最も望ましいとする溶融金属めっき装置が開示されている。
【0008】
特許文献2には、めっき液面から出たところに、鋼帯両面に鋼帯に対して傾斜させたブレード掻き取り装置を設けて余剰めっきを取り除いた後に、ガスワイピングでめっき厚を調整する装置で、該ブレードの鋼帯に最も近接する部分が直径30mm以下の丸みを有することが特徴の溶融金属めっき装置が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−76082号公報
【特許文献2】特開2005−15837号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところが、特許文献1に開示された方法では、溶融金属絞り部材がめっき浴面より上側あるいはめっき液面の上下にまたがる場合に、ガスワイピングによって最終的に取り除かれる溶融金属が下方に流れ落ちて、鋼帯と溶融金属絞り部材との隙間に液だまりを形成してしまい、その液溜まりの高さからガスワイピングまでの距離が短いために結果的に絞り効果が小さいこと、また、溶融金属絞り部材に固着して固体化した金属が鋼帯に付着して表面欠陥が発生するなどの問題がある。一方、溶融金属絞り部材をめっき槽内に配置した場合でも、溶融金属絞り部材の下端ほど鋼帯との距離が広くなる形状にすることによって、流路が徐々に狭くなるため溶融金属が集中して流れ込んで流速が局所的に増加し、絞り効果が小さくなる問題がある。
【0011】
また、特許文献2に開示された方法では、例えブレードを傾斜させて鋼帯先端部に丸みを与えても、特許文献1と同様に上端に液だまりができてしまうためにそこからガスワイピングまでの距離が短いために結果的に絞り効果が小さい。
【0012】
従って、特許文献1、2の方法では、めっき浴通過直後の初期付着量を低減する効果が十分に発現されないため、ガスワイピング部で溶融金属のスプラッシュの発生を低減する効果が不十分である。
【0013】
本発明は、上記問題点を考慮し、めっき浴通過直後の初期付着量を低減し、通常通板速度においても、また高速通板時においても、スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備を提供することを課題とする。
【課題を解決するための手段】
【0014】
本発明者らは、シンクロールからガスワイピングまでの間に、余剰な溶融金属を取り除くための溶融金属絞り部材を設置するにあたり、前記のように液溜まり位置とガスワイピング位置との距離が短いことで結果的に余剰めっき量を削減できない問題が発生することから、溶融金属絞り部材はめっき液面より下側に設置するのが最良であるとの結論に至った。しかしながら、溶融金属絞り部材の断面形状が従来技術のままではめっき絞り効果は小さい。そこで、めっき槽から出た鋼帯に付随する溶融金属めっきの量を効果的に削減するべく、溶融金属絞り部材周辺の溶融金属の流れを模擬する水モデル装置を用いて、詳細な流動解析を行った。その結果、鋼帯に付随して持上げられる溶融金属の量に影響しているのは、鋼帯表面近傍で鋼帯進行方向に流れるいわゆる随伴流であり、この流れを減少させるほど効果的であることがわかった。
【0015】
本発明者らは、以上の知見に基づいて、鋼帯に付随する余剰な溶融金属を取り除くための溶融金属絞り部材形状などについて鋭意検討を重ねた結果、溶融金属絞り部材として、浴中サポートロールの外周面の浴面側1/4以上を覆う部分と鋼帯に対向する部分とを備える溶融金属絞り部材を着想し、更に、該溶融金属絞り部材の鋼帯対向部に溶融金属の流れを制御する機構を付与することを考案し、以下の特徴を有する発明を完成させた。
【0016】
(1)溶融金属めっき槽から連続的に引き上げられる鋼帯に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、
浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材が、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有することを特徴とする溶融金属めっき鋼帯製造装置。
【0017】
(2)前記鋼帯端部の溶融金属の流れ方向を鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造は、鋼帯進行方向に向かって鋼帯幅方向中心線からの距離が大きくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする(1)に記載の溶融金属めっき鋼帯製造装置。
【0018】
(3)前記溝または突起は、鋼帯面に直角方向から見たときに、通板最大幅から最小幅の範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が少なくとも一条の溝上または突起上を走行するように形成されていることを特徴とする(2)に記載の溶融金属めっき鋼帯製造装置。
【0019】
(4)前記溶融金属絞り部材は、さらに、前記ロール被覆部のロール対向面の少なくとも一部に、溶融金属の流れをロール端部からロール幅方向中央部側に向かう流れにする整流構造を有することを特徴とする(1)〜(3)の何れかに記載の溶融金属めっき鋼帯製造装置。
【0020】
(5)前記溶融金属の流れをロール幅方向中央からロール端部側に向かう流れにする整流構造は、ロール回転方向に向かってロール幅方向中心からの距離が小さくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする(4)に記載の溶融金属めっき鋼帯製造装置。
【発明の効果】
【0021】
本発明によれば、めっき浴面下に設けられた溶融金属絞り部材によって鋼帯幅が変わっても鋼帯に付随する余剰な溶融金属量を鋼帯全幅にわたって削減した後にガスワイピングノズルでめっき厚を調整できるようになるので、スプラッシュの発生量を大幅に低減できる。また、本発明によれば、通板速度を大幅に上昇させてもスプラッシュの発生量を大幅に低減できるので、表面欠陥の無い溶融金属めっき鋼帯を高い生産性を維持して製造することが可能となる。
【図面の簡単な説明】
【0022】
【図1】本発明の溶融金属めっき鋼帯製造装置の一実施形態を示す断面図である。
【図2】本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の一実施形態を示す断面図である。
【図3】本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に形成される溝の一実施形態および溶融金属の流線を示す。
【図4】鋼帯対向部とロール被覆部を備える溶融金属絞り部材が鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に溝を有しないときの溶融金属の流線を示す。
【図5】本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の断面形状の別の実施形態を説明する図である。
【図6】実施例で使用した溶融金属絞り部材の鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に設けた溝を説明する図である。
【図7】一般的な溶融金属めっき鋼帯製造装置を示す断面図である。
【発明を実施するための形態】
【0023】
以下、図面を参照して本発明の実施形態を説明する。以下の図において、説明済みの図に示された部分の作用と同じ作用の部分には同じ符号を付してその説明を省略する。
【0024】
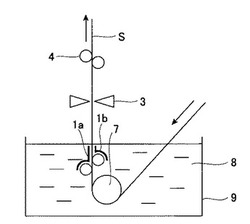
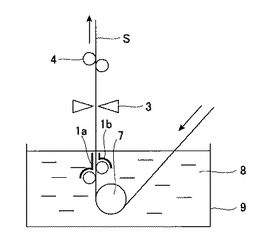
図1は、本発明の溶融金属めっき鋼帯製造装置の一実施形態を示す断面図である。図1において、1a、1bはめっき浴中に設置された溶融金属絞り部材で、鋼帯幅方向に鋼帯巾以上の長さを有し、浴中サポートロール5より上方に鋼帯Sを挟んでその両側に鋼帯表面から所定の距離離れた位置に設置されている。
【0025】
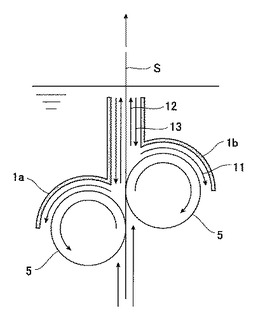
図2は、本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の一実施形態を示す縦断面図である。図2において、浴中の矢印は溶融金属の流線である。図2において、溶融金属絞り部材1a、1bは、浴中サポートロール5の外周面の浴面側を覆うように形成されたロール被覆部と、鋼帯に対向するように形成された鋼帯対向部を備える。ロール被覆部の鋼帯側端部は、鋼帯対向部下部に接続されている。浴中サポートロール5は鋼帯の両側に鋼帯に接するようにして、その鉛直方向位置が互いに異なるようにして配置されている。本実施形態では、鋼帯Sの両側に配置された溶融金属絞り部材1aと1bの鋼帯対向部の鋼帯進行方向長さは異なる。溶融金属絞り部材1a、1bの鋼帯対向部は鋼帯面に対して平行になるように設けられている。
【0026】
溶融金属絞り部材1a、1bでは、浴中サポートロール5と溶融金属絞り部材1a、1bの間に、浴中サポートロール5に随伴される流れ11が発生する。流れ11が発生すると、鋼帯Sの進行に伴う随伴流12が発生していても、鋼帯Sと溶融金属絞り部材1a、1bの間の溶融金属絞り部材1a、1b近傍側に鋼帯Sの進行方向と逆方向の強制的な流れ13が発生し、随伴流12を大幅に抑制する。これにより、めっき浴から引き上げられる鋼帯Sに付随する余剰な溶融金属量が大幅に削減される。
【0027】
前記効果を高めるには、ロール被覆部は、浴中サポートロール5の外周面の浴面側1/4以上を覆うように形成されることが好ましい。ここで、ロール被覆部が浴中サポートロール5を覆う長さは、浴中サポートロール中心線に垂直な断面で、溶融金属絞り部材1a、1bを浴中サポートロール5の中心に向かって投影したときに浴中サポートロール5外周面における溶融金属絞り部材の投影弧長である。上記のように構成される溶融金属絞り部材1a、1bを備える溶融金属めっき鋼帯製造装置の発明について、本発明者らは特許出願済みである(特願2007−229781)。
【0028】
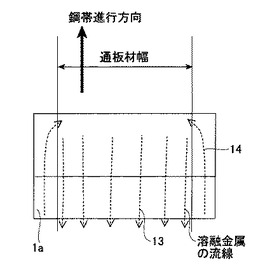
さらに、本実施形態の溶融金属絞り部材1a、1bには、鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に溝が形成されている。図3は、溶融金属絞り部材1aの円弧状のロール被覆部を鋼帯対向部の下部に平面に展開し、鋼帯対向面およびロール対向面に形成される溝を鋼帯面に直角方向から見たときの一実施形態および溶融金属の流線を示す。図3において、2は溝である。図3中の点線矢印は鋼帯と溶融金属絞り部材の間、および浴中サポートロールと溶融金属絞り部材の間の溶融金属の流線を示す。溶融金属絞り部材1bでも同様の溝が形成され、同様の流れになる。
【0029】
溝2は、溶融金属絞り部材1a、1bの鋼帯対向面の鋼帯幅方向中心線10の両側に、ロール被覆部の反鋼帯側端部から鋼帯対向面の上端まで連続して形成され、鋼帯進行方向に向かって鋼帯幅方向中心線10からの距離が大きくなるように左右対称に各々1条又は複数条形成される。
【0030】
溶融金属絞り部材1a、1bの溝の作用を説明する。
【0031】
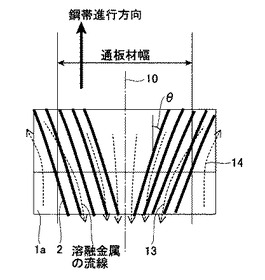
図4は、上記溶融金属絞り部材1aの円弧状のロール被覆部を鋼帯対向部の下部に平面に展開し、鋼帯面に直角方向から見たときに、鋼帯対向面およびロール対向面に溝を有しないときの鋼帯と溶融金属絞り部材1a間、浴中サポートロールと溶融金属絞り部材1a間の溶融金属絞り部材1a近傍側の溶融金属の流線を示す。溶融金属絞り部材1bでも同様の流れとなる。溶融金属絞り部材1a、1bの鋼帯対向面およびロール対向面に溝が無いと、図4に示すように、鋼帯がある部分では、鋼帯Sと溶融金属絞り部材1a、1bの間の溶融金属絞り部材1a、1b近傍側に鋼帯Sの進行方向と逆方向の強制的な流れ13が発生し、随伴流12を大幅に抑制できるが、鋼帯が無い部分では、浴中ロール回転による上向きの流れ14が発生し、それが鋼帯端部側に流入することで、鋼帯端部での絞り効果が低下する。
【0032】
溶融金属絞り部材1a、1bの鋼帯対向面、ロール対向面に、図3のような溝を設けると、鋼帯と溶融金属絞り部材の間の溶融金属絞り部材1a近傍側の溶融金属の流れは、図3中に点線矢印で示すように、鋼帯進行方向と逆方向で鋼帯端部外側から溶融金属絞り部材の中央に向かう流れ13になる。このような流れが形成されることで、鋼帯端部近傍でも、鋼帯進行方向と逆方向で鋼帯端部外側から溶融金属絞り部材の中央に向かうようになる。
【0033】
この流れ13によって、鋼帯が無い部分で浴中ロール回転により発生した上向きの流れ14が、鋼帯端部において端部外側から内側へ流入するのを抑えることができ、鋼帯中央付近の絞り効果を鋼帯端部まで維持できるようになる。その結果、鋼帯全幅にわたって十分な絞り効果が得られ、余剰な溶融金属量を鋼帯全幅にわたって削減した後にガスワイピングノズルでめっき厚を調整できるようになるので、スプラッシュの発生量を大幅に低減できる。また、通板速度を大幅に上昇させてもスプラッシュの発生量を大幅に低減できるようになり、表面欠陥の無い溶融金属めっき鋼帯を高い生産性を維持して製造することが可能となる。
【0034】
溶融金属絞り部材の鋼帯対向面、ロール対向面に形成する溝は、溝幅が狭すぎると、溶融金属絞り部材に付着・堆積する溶融金属のドロスによって時間の経過とともに塞がれてしまうため、溝幅は10mm以上200mm以下、溝深さは10mm以上100mm以下が望ましい。また、溝幅は10mm以上100mm以下、溝深さは10mm以上50mm以下がより好ましい。溝のピッチは、80mm以上300mm以下、溝の角度(図3において、溝を示す線が鉛直線となす角度θ)は、20〜85度が好ましい。溝は直線でなくてもよく、溝同士が交差しない範囲で曲線であっても構わない。
【0035】
溶融金属絞り部材の溝は、ロール被覆部のロール対向面の反鋼帯側端部から、鋼帯対向部の上端まで連続して形成されていることが好ましいが、ロール被覆部と鋼帯対向部で連続していなくてもよい。鋼帯対向部のみに形成されていてもよい。また、鋼帯対向部の一部に形成されていてもよい。
【0036】
溶融金属めっき鋼帯製造装置には、種々の幅の鋼帯が通板される。前記溝は、鋼帯面に直角方向から見たときに、通板最大幅から最小幅の範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が鋼帯対向面にある少なくとも一条の溝上を走行するように形成すると、いずれの幅の鋼帯においても、鋼帯端部における絞り効果が得られ、鋼帯に付随する余剰な溶融金属量を鋼帯全幅にわたって低減することができる。
【0037】
前記した装置では、溶融金属絞り部材の鋼帯対向面に連続した溝を形成したが、連続した溝に代えて、連続した「突起」を形成しても同様の効果が得られる。突起の寸法は、高さは、5mm以上50mm以下が好ましいが、鋼帯あるいは浴中ロールに接触してはならない。高さ以外の寸法・形状は上記溝と同様でよい。
【0038】
溶融金属絞り部材の寸法、形状は、適用する設備と鋼帯の通板速度等を考慮して、適宜のものに決定する必要がある。
【0039】
一例を挙げる、図3のような形状のものでは、鋼帯走行方向寸法が10〜300mm(ただし、浴面より上に飛び出してはならない)のものを使用できる。
【0040】
図3のような形状のものでは、溶融金属絞り部材のロール被覆部と浴中サポートロール5の距離は100mm以下が好ましく、50mm以下がさらに好ましい。100mmより大きいと随伴流11の流れが弱くなるため、流れ13が発生しなくなり、鋼帯に付随する余剰な溶融金属量を削減する効果が低下する。また、50mm以下になると、鋼板に随伴する余剰な溶融金属量を削減する流れ自体を抑制することができるため、鋼帯に付随する余剰な溶融金属量を削減する効果がさらに大きくなる。溶融金属絞り部材のロール被覆部と浴中サポートロール5との距離は、ロール被覆部が浴中サポートロール5に接触しないなら小さくしても構わない。
【0041】
また、溶融金属絞り部材の鋼帯対向部と鋼帯との距離は100mm以下が好ましく、50mm以下がさらに好ましい。100mmより大きくなると、鋼帯の進行方向と逆方向の流れ13が鋼帯の進行に伴う随伴流12に影響を及ぼさなくなり、鋼帯に付随する余剰な溶融金属量を削減する効果が低下する。また、50mm以下になると、鋼帯に付随する流れ自体を抑制することができるため、鋼帯に付随する余剰な溶融金属量を削減する効果がさらに大きくなる。溶融金属絞り部材の鋼帯対向部と鋼帯との距離は、鋼帯対向部が鋼帯に接触しないなら小さくしても構わない。
【0042】
鋼帯対向部の上端は、金属めっき浴面より100mm以内の位置になるように設置するのが好ましい。浴面からの距離が100mmより大きいと、鋼帯対向部の上方で鋼帯の進行にともなう随伴流12が発達し、鋼帯に付随する余剰な溶融金属量を削減する効果が低下する。鋼帯対向部の上端が金属めっき浴面上にあると、ワイピングされた余剰な溶融金属が鋼帯対向部の上端に付着し、鋼板を傷つける問題がある。
【0043】
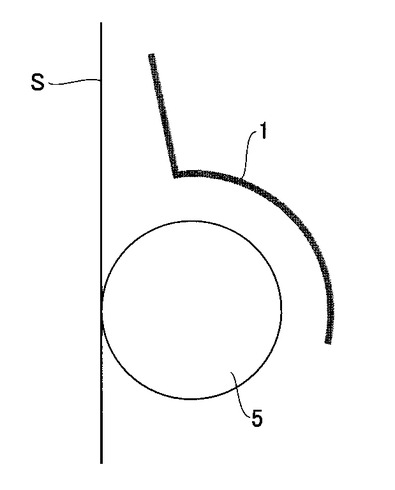
溶融金属絞り部材は、断面形状が図2のものに限定されない。例えば、図5のように、溶融金属絞り部材の鋼帯対向部は鋼帯進行方向で鋼帯面に対して傾斜した形状のものであってもよい。また、ロール被覆部は、浴中サポートロール5との距離が一定でなくてもよい。
【実施例】
【0044】
連続溶融亜鉛めっきラインに図1に示した溶融金属めっき鋼帯製造装置を設置し、溶融亜鉛めっき鋼帯の製造実験を行った。鋼帯Sの両側に配置された浴中サポートロール同士の鉛直方向オフセット量は100mm、浴面と浴面に近い側の浴中サポートロール上端との距離は180mmである。浴中サポートロール径はφ300mmである。
【0045】
実施例1、実施例2、比較例2、比較例4は、図2に示した鋼帯対向部とロール被覆部を備えた溶融金属絞り部材を使用した。該溶融金属絞り部材は、鋼帯幅方向長さ2000mm、浴中サポートロール5と溶融金属絞り部材1a、1bとの距離が30mmとなるように形成した浴中サポートロール5の外周面の浴面側を覆う円弧状のロール被覆部と、鋼帯と溶融金属絞り部材1a、1bの鋼帯対向部との距離が一定の20mmで、その上端と浴面との距離が30mmになるように形成した。円弧状のロール被覆部長さは浴中サポートロールのちょうど半円分を覆う長さとした。
【0046】
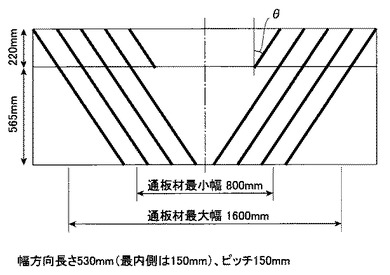
比較例2、比較例4は、鋼帯対向面とロール対向面に溝を形成せず、実施例1、実施例2は、溶融金属絞り部材の鋼帯対向面の下部に円弧状のロール対向部を平面に展開した図6に示すにように、溶融金属絞り部材1aの鋼帯対向面からロール対向面に、幅方向長さ530mm、150mmピッチで溝幅20mm×深さ10mmの連続した溝を、溶融金属絞り部材の鋼帯幅方向中心線の両側に各4条ずつ付与した。さらに、その内側に同じピッチで鋼帯対向面のみに、鋼帯対向面下端における溝同士の間隔が500mmである溝を各1条ずつ付与した。溶融金属絞り部材1bの鋼帯対向面からロール対向部には、幅方向長さ460mm、80mmピッチで溝幅20mm×深さ10mmの連続した溝を、溶融金属絞り部材の鋼帯幅方向中心線の両側に各7条ずつ付与した。さらに、その内側に同じピッチで鋼帯対向面のみに、鋼帯対向面下端における溝同士の間隔が720mmである溝を各1条ずつ付与した。溝が溶融金属絞り部材の鋼帯幅方向中心線となす角度(図6中の角度θ)は、溶融金属絞り部材1a、1bともに34度である。図6中に記載された寸法220mm、565mmは、溶融金属絞り部材1aの鋼帯対向面の長さ、ロール対向面の長さである。
【0047】
溶融亜鉛めっき鋼帯製造条件は、ガスワイピングノズルのスリットギャップ0.8mm、ガスワイピングノズル−鋼帯距離7mm、溶融亜鉛浴からのノズル高さ400mm、溶融亜鉛浴温度460℃とし、製造する鋼帯のサイズは、0.8mm厚×1.2m幅、めっき付着量は片面45g/m2とした。
【0048】
その他の製造条件および製品品質指標となるスプラッシュ発生量の調査結果を表1に示す。スプラッシュ発生量は、各製造条件で通過した鋼帯長さに対する検査工程でスプラッシュ欠陥ありと判定された鋼帯長さの比率であり、実用上問題とならない軽度のスプラッシュ欠陥を含んでいる。
【0049】
なお、実験を行った連続溶融亜鉛めっきラインは、通板鋼帯の最小幅は800mm、最大幅は1600mmである。実施例1、実施例2で使用した溶融金属絞り部材の鋼帯対向面に形成されている溝は、鋼帯面に直角方向から見たときに、前記範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が鋼帯対向面に形成されている少なくとも一条の溝上を走行するように形成されている。1.2m幅の鋼帯では、鋼帯端部は、鋼帯対向面に形成されている1条の溝上を通過する。
【0050】
【表1】

【0051】
通板速度が2.5m/secの条件では、溶融金属絞り部材がない比較例1(従来例)は、スプラッシュ発生率は1.40%であった。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した比較例2は、比較例1に対して、スプラッシュ発生率がおよそ84%低下した。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がある溶融金属絞り部材を使用した実施例1は、比較例2に対して、スプラッシュ発生率がおよそ64%低下した。
【0052】
通板速度が4.0m/secの条件では、溶融金属絞り部材がない比較例3は、スプラッシュ発生率は25.32%であった。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した比較例4は、比較例2に対して、スプラッシュ発生率がおよそ97%低下した。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がある溶融金属絞り部材を使用した実施例2は、比較例4に対して、スプラッシュ発生率がおよそ66%低下し、溶融金属絞り部材を使用しないで2.5m/sで通板させた比較例1よりも低位のスプラッシュ発生率で操業可能であった。
【0053】
上記のように、通板速度が同じ条件では、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に本発明で規定する溝を設けた溶融金属絞り部材を使用した場合(実施例1、2)は、溶融金属絞り部材を使用しない場合(比較例1、比較例3)、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した場合(比較例2、比較例4)に比べて、スプラッシュ発生率が低くなっている。
【0054】
通板速度が高くなると、いずれの場合もスプラッシュ発生率が高くなるが、スプラッシュ発生率の増加割合=[通板速度が4.0m/secのときのスプラッシュ発生率]/[通板速度が2.5m/secのときのスプラッシュ発生率]で定義すると、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に本発明で規定する溝を設けた溶融金属絞り部材を使用した場合の方が、溶融金属絞り部材を使用しない場合、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した場合よりも、スプラッシュ発生率の増加割合が低い。このことから、本発明で規定する溝を設けた溶融金属絞り部材を使用すると、通板速度を速くしたときにスプラッシュの発生を抑制する効果があることがわかる。
【産業上の利用可能性】
【0055】
本発明の装置は、スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯の製造装置として利用することができる。本発明の装置は、高速通板時にもスプラッシュの発生を抑制できるので、表面外観に優れる溶融金属めっき鋼帯を高い生産性を維持して製造する装置として利用することができる。
【符号の説明】
【0056】
S 鋼帯
1、1a、1b 溶融金属絞り部材
2 溶融金属絞り部材
3 ガスワイピングノズル
4 浴上サポートロール
5 浴中サポートロール
7 シンクロール
8 溶融金属めっき浴
9 溶融金属浴槽
10 溶融金属絞り部材の鋼帯対向面の鋼帯幅方向中心線
11 浴中サポートロールに随伴される流れ
12 鋼帯進行に伴う随伴流
13 鋼帯と溶融金属絞り部材間に鋼帯進行方向と逆方向に発生する流れ
14 溶融金属絞り部材の鋼帯が無い部分に発生する流れ
【技術分野】
【0001】
本発明は、溶融めっきプロセスにおいて、溶融金属スプラッシュ飛散を軽減できる溶融金属めっき鋼帯製造装置に関するものである。
【背景技術】
【0002】
連続溶融めっきプロセス等においては、図7に示すように、一般的に溶融金属浴槽9内の溶融金属めっき浴8に鋼帯Sを浸漬させ、シンクロール7で方向転換した後、該鋼帯Sを鉛直上方に引き上げる工程の後に、鋼帯表面に付着した溶融金属が板幅方向および板長手方向に均一に所定のめっき厚になるように、この鋼帯Sを挟んで対向して設けた鋼帯幅方向に延在するガスワイピングノズル3から加圧気体を鋼帯上に噴出させて、余剰な溶融金属を絞り取り、溶融金属の付着量(めっき付着量)を制御するガスワイピング装置が設けられている。
【0003】
ガスワイピング部での鋼帯走行位置を安定化させるために、通常、シンクロール7上方の浴面下に浴中サポートロール5が配置され、また合金化処理等を行う場合は必要に応じてガスワイピングノズル3上方に浴上サポートロール4が設置される。
【0004】
ガスワイピングノズル3は、多様な鋼帯幅に対応すると同時に鋼帯引き上げ時の幅方向のズレなどに対応するため、通常、鋼帯幅より長く、すなわち鋼帯Sの幅端部より外側まで延びている。このようなガスワイピング装置では、鋼帯Sに衝突した噴流の乱れによって鋼帯下方に落下する溶融金属が周囲に飛び散る、いわゆるスプラッシュが発生して、鋼帯の表面品質の低下を招く。
【0005】
また、連続プロセスにおいて、生産量を増加させるには、鋼帯通板速度を増加させればよいが、連続溶融めっきプロセスにおいてガスワイピング方式でめっき付着量を制御する場合、溶融金属の粘性により、通板速度の増加に伴って鋼帯のめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ワイピングガス圧力をより高圧に設定せざるを得ず、それによってスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0006】
上記の問題を解決するため、溶融金属めっき槽からワイピングノズルに到達するまでの間で鋼帯に随伴する余剰な溶融金属をある程度削減してめっき浴通過直後の初期付着量を低減しておく方法が以下の通り開示されている。
【0007】
特許文献1には、めっき液中サポートロールとガスワイピングノズルとの間に、鋼帯の両面に非接触で対向する溶融金属絞り部材を設けて余剰めっきを取り除いた後に、ガスワイピングでめっき厚を調整する装置で、該溶融金属絞り部材の形状は、矩形あるいは下端ほど鋼帯表裏面との距離が広くなる導入部を有する形状あるいは円柱体が望ましく、該溶融金属絞り部材の設置位置は、めっき液面の上下にまたがる位置が最も望ましいとする溶融金属めっき装置が開示されている。
【0008】
特許文献2には、めっき液面から出たところに、鋼帯両面に鋼帯に対して傾斜させたブレード掻き取り装置を設けて余剰めっきを取り除いた後に、ガスワイピングでめっき厚を調整する装置で、該ブレードの鋼帯に最も近接する部分が直径30mm以下の丸みを有することが特徴の溶融金属めっき装置が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−76082号公報
【特許文献2】特開2005−15837号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところが、特許文献1に開示された方法では、溶融金属絞り部材がめっき浴面より上側あるいはめっき液面の上下にまたがる場合に、ガスワイピングによって最終的に取り除かれる溶融金属が下方に流れ落ちて、鋼帯と溶融金属絞り部材との隙間に液だまりを形成してしまい、その液溜まりの高さからガスワイピングまでの距離が短いために結果的に絞り効果が小さいこと、また、溶融金属絞り部材に固着して固体化した金属が鋼帯に付着して表面欠陥が発生するなどの問題がある。一方、溶融金属絞り部材をめっき槽内に配置した場合でも、溶融金属絞り部材の下端ほど鋼帯との距離が広くなる形状にすることによって、流路が徐々に狭くなるため溶融金属が集中して流れ込んで流速が局所的に増加し、絞り効果が小さくなる問題がある。
【0011】
また、特許文献2に開示された方法では、例えブレードを傾斜させて鋼帯先端部に丸みを与えても、特許文献1と同様に上端に液だまりができてしまうためにそこからガスワイピングまでの距離が短いために結果的に絞り効果が小さい。
【0012】
従って、特許文献1、2の方法では、めっき浴通過直後の初期付着量を低減する効果が十分に発現されないため、ガスワイピング部で溶融金属のスプラッシュの発生を低減する効果が不十分である。
【0013】
本発明は、上記問題点を考慮し、めっき浴通過直後の初期付着量を低減し、通常通板速度においても、また高速通板時においても、スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備を提供することを課題とする。
【課題を解決するための手段】
【0014】
本発明者らは、シンクロールからガスワイピングまでの間に、余剰な溶融金属を取り除くための溶融金属絞り部材を設置するにあたり、前記のように液溜まり位置とガスワイピング位置との距離が短いことで結果的に余剰めっき量を削減できない問題が発生することから、溶融金属絞り部材はめっき液面より下側に設置するのが最良であるとの結論に至った。しかしながら、溶融金属絞り部材の断面形状が従来技術のままではめっき絞り効果は小さい。そこで、めっき槽から出た鋼帯に付随する溶融金属めっきの量を効果的に削減するべく、溶融金属絞り部材周辺の溶融金属の流れを模擬する水モデル装置を用いて、詳細な流動解析を行った。その結果、鋼帯に付随して持上げられる溶融金属の量に影響しているのは、鋼帯表面近傍で鋼帯進行方向に流れるいわゆる随伴流であり、この流れを減少させるほど効果的であることがわかった。
【0015】
本発明者らは、以上の知見に基づいて、鋼帯に付随する余剰な溶融金属を取り除くための溶融金属絞り部材形状などについて鋭意検討を重ねた結果、溶融金属絞り部材として、浴中サポートロールの外周面の浴面側1/4以上を覆う部分と鋼帯に対向する部分とを備える溶融金属絞り部材を着想し、更に、該溶融金属絞り部材の鋼帯対向部に溶融金属の流れを制御する機構を付与することを考案し、以下の特徴を有する発明を完成させた。
【0016】
(1)溶融金属めっき槽から連続的に引き上げられる鋼帯に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、
浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材が、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有することを特徴とする溶融金属めっき鋼帯製造装置。
【0017】
(2)前記鋼帯端部の溶融金属の流れ方向を鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造は、鋼帯進行方向に向かって鋼帯幅方向中心線からの距離が大きくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする(1)に記載の溶融金属めっき鋼帯製造装置。
【0018】
(3)前記溝または突起は、鋼帯面に直角方向から見たときに、通板最大幅から最小幅の範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が少なくとも一条の溝上または突起上を走行するように形成されていることを特徴とする(2)に記載の溶融金属めっき鋼帯製造装置。
【0019】
(4)前記溶融金属絞り部材は、さらに、前記ロール被覆部のロール対向面の少なくとも一部に、溶融金属の流れをロール端部からロール幅方向中央部側に向かう流れにする整流構造を有することを特徴とする(1)〜(3)の何れかに記載の溶融金属めっき鋼帯製造装置。
【0020】
(5)前記溶融金属の流れをロール幅方向中央からロール端部側に向かう流れにする整流構造は、ロール回転方向に向かってロール幅方向中心からの距離が小さくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする(4)に記載の溶融金属めっき鋼帯製造装置。
【発明の効果】
【0021】
本発明によれば、めっき浴面下に設けられた溶融金属絞り部材によって鋼帯幅が変わっても鋼帯に付随する余剰な溶融金属量を鋼帯全幅にわたって削減した後にガスワイピングノズルでめっき厚を調整できるようになるので、スプラッシュの発生量を大幅に低減できる。また、本発明によれば、通板速度を大幅に上昇させてもスプラッシュの発生量を大幅に低減できるので、表面欠陥の無い溶融金属めっき鋼帯を高い生産性を維持して製造することが可能となる。
【図面の簡単な説明】
【0022】
【図1】本発明の溶融金属めっき鋼帯製造装置の一実施形態を示す断面図である。
【図2】本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の一実施形態を示す断面図である。
【図3】本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に形成される溝の一実施形態および溶融金属の流線を示す。
【図4】鋼帯対向部とロール被覆部を備える溶融金属絞り部材が鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に溝を有しないときの溶融金属の流線を示す。
【図5】本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の断面形状の別の実施形態を説明する図である。
【図6】実施例で使用した溶融金属絞り部材の鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に設けた溝を説明する図である。
【図7】一般的な溶融金属めっき鋼帯製造装置を示す断面図である。
【発明を実施するための形態】
【0023】
以下、図面を参照して本発明の実施形態を説明する。以下の図において、説明済みの図に示された部分の作用と同じ作用の部分には同じ符号を付してその説明を省略する。
【0024】
図1は、本発明の溶融金属めっき鋼帯製造装置の一実施形態を示す断面図である。図1において、1a、1bはめっき浴中に設置された溶融金属絞り部材で、鋼帯幅方向に鋼帯巾以上の長さを有し、浴中サポートロール5より上方に鋼帯Sを挟んでその両側に鋼帯表面から所定の距離離れた位置に設置されている。
【0025】
図2は、本発明の溶融金属めっき鋼帯製造装置に使用する溶融金属絞り部材の一実施形態を示す縦断面図である。図2において、浴中の矢印は溶融金属の流線である。図2において、溶融金属絞り部材1a、1bは、浴中サポートロール5の外周面の浴面側を覆うように形成されたロール被覆部と、鋼帯に対向するように形成された鋼帯対向部を備える。ロール被覆部の鋼帯側端部は、鋼帯対向部下部に接続されている。浴中サポートロール5は鋼帯の両側に鋼帯に接するようにして、その鉛直方向位置が互いに異なるようにして配置されている。本実施形態では、鋼帯Sの両側に配置された溶融金属絞り部材1aと1bの鋼帯対向部の鋼帯進行方向長さは異なる。溶融金属絞り部材1a、1bの鋼帯対向部は鋼帯面に対して平行になるように設けられている。
【0026】
溶融金属絞り部材1a、1bでは、浴中サポートロール5と溶融金属絞り部材1a、1bの間に、浴中サポートロール5に随伴される流れ11が発生する。流れ11が発生すると、鋼帯Sの進行に伴う随伴流12が発生していても、鋼帯Sと溶融金属絞り部材1a、1bの間の溶融金属絞り部材1a、1b近傍側に鋼帯Sの進行方向と逆方向の強制的な流れ13が発生し、随伴流12を大幅に抑制する。これにより、めっき浴から引き上げられる鋼帯Sに付随する余剰な溶融金属量が大幅に削減される。
【0027】
前記効果を高めるには、ロール被覆部は、浴中サポートロール5の外周面の浴面側1/4以上を覆うように形成されることが好ましい。ここで、ロール被覆部が浴中サポートロール5を覆う長さは、浴中サポートロール中心線に垂直な断面で、溶融金属絞り部材1a、1bを浴中サポートロール5の中心に向かって投影したときに浴中サポートロール5外周面における溶融金属絞り部材の投影弧長である。上記のように構成される溶融金属絞り部材1a、1bを備える溶融金属めっき鋼帯製造装置の発明について、本発明者らは特許出願済みである(特願2007−229781)。
【0028】
さらに、本実施形態の溶融金属絞り部材1a、1bには、鋼帯対向部の鋼帯対向面およびロール被覆部のロール対向面に溝が形成されている。図3は、溶融金属絞り部材1aの円弧状のロール被覆部を鋼帯対向部の下部に平面に展開し、鋼帯対向面およびロール対向面に形成される溝を鋼帯面に直角方向から見たときの一実施形態および溶融金属の流線を示す。図3において、2は溝である。図3中の点線矢印は鋼帯と溶融金属絞り部材の間、および浴中サポートロールと溶融金属絞り部材の間の溶融金属の流線を示す。溶融金属絞り部材1bでも同様の溝が形成され、同様の流れになる。
【0029】
溝2は、溶融金属絞り部材1a、1bの鋼帯対向面の鋼帯幅方向中心線10の両側に、ロール被覆部の反鋼帯側端部から鋼帯対向面の上端まで連続して形成され、鋼帯進行方向に向かって鋼帯幅方向中心線10からの距離が大きくなるように左右対称に各々1条又は複数条形成される。
【0030】
溶融金属絞り部材1a、1bの溝の作用を説明する。
【0031】
図4は、上記溶融金属絞り部材1aの円弧状のロール被覆部を鋼帯対向部の下部に平面に展開し、鋼帯面に直角方向から見たときに、鋼帯対向面およびロール対向面に溝を有しないときの鋼帯と溶融金属絞り部材1a間、浴中サポートロールと溶融金属絞り部材1a間の溶融金属絞り部材1a近傍側の溶融金属の流線を示す。溶融金属絞り部材1bでも同様の流れとなる。溶融金属絞り部材1a、1bの鋼帯対向面およびロール対向面に溝が無いと、図4に示すように、鋼帯がある部分では、鋼帯Sと溶融金属絞り部材1a、1bの間の溶融金属絞り部材1a、1b近傍側に鋼帯Sの進行方向と逆方向の強制的な流れ13が発生し、随伴流12を大幅に抑制できるが、鋼帯が無い部分では、浴中ロール回転による上向きの流れ14が発生し、それが鋼帯端部側に流入することで、鋼帯端部での絞り効果が低下する。
【0032】
溶融金属絞り部材1a、1bの鋼帯対向面、ロール対向面に、図3のような溝を設けると、鋼帯と溶融金属絞り部材の間の溶融金属絞り部材1a近傍側の溶融金属の流れは、図3中に点線矢印で示すように、鋼帯進行方向と逆方向で鋼帯端部外側から溶融金属絞り部材の中央に向かう流れ13になる。このような流れが形成されることで、鋼帯端部近傍でも、鋼帯進行方向と逆方向で鋼帯端部外側から溶融金属絞り部材の中央に向かうようになる。
【0033】
この流れ13によって、鋼帯が無い部分で浴中ロール回転により発生した上向きの流れ14が、鋼帯端部において端部外側から内側へ流入するのを抑えることができ、鋼帯中央付近の絞り効果を鋼帯端部まで維持できるようになる。その結果、鋼帯全幅にわたって十分な絞り効果が得られ、余剰な溶融金属量を鋼帯全幅にわたって削減した後にガスワイピングノズルでめっき厚を調整できるようになるので、スプラッシュの発生量を大幅に低減できる。また、通板速度を大幅に上昇させてもスプラッシュの発生量を大幅に低減できるようになり、表面欠陥の無い溶融金属めっき鋼帯を高い生産性を維持して製造することが可能となる。
【0034】
溶融金属絞り部材の鋼帯対向面、ロール対向面に形成する溝は、溝幅が狭すぎると、溶融金属絞り部材に付着・堆積する溶融金属のドロスによって時間の経過とともに塞がれてしまうため、溝幅は10mm以上200mm以下、溝深さは10mm以上100mm以下が望ましい。また、溝幅は10mm以上100mm以下、溝深さは10mm以上50mm以下がより好ましい。溝のピッチは、80mm以上300mm以下、溝の角度(図3において、溝を示す線が鉛直線となす角度θ)は、20〜85度が好ましい。溝は直線でなくてもよく、溝同士が交差しない範囲で曲線であっても構わない。
【0035】
溶融金属絞り部材の溝は、ロール被覆部のロール対向面の反鋼帯側端部から、鋼帯対向部の上端まで連続して形成されていることが好ましいが、ロール被覆部と鋼帯対向部で連続していなくてもよい。鋼帯対向部のみに形成されていてもよい。また、鋼帯対向部の一部に形成されていてもよい。
【0036】
溶融金属めっき鋼帯製造装置には、種々の幅の鋼帯が通板される。前記溝は、鋼帯面に直角方向から見たときに、通板最大幅から最小幅の範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が鋼帯対向面にある少なくとも一条の溝上を走行するように形成すると、いずれの幅の鋼帯においても、鋼帯端部における絞り効果が得られ、鋼帯に付随する余剰な溶融金属量を鋼帯全幅にわたって低減することができる。
【0037】
前記した装置では、溶融金属絞り部材の鋼帯対向面に連続した溝を形成したが、連続した溝に代えて、連続した「突起」を形成しても同様の効果が得られる。突起の寸法は、高さは、5mm以上50mm以下が好ましいが、鋼帯あるいは浴中ロールに接触してはならない。高さ以外の寸法・形状は上記溝と同様でよい。
【0038】
溶融金属絞り部材の寸法、形状は、適用する設備と鋼帯の通板速度等を考慮して、適宜のものに決定する必要がある。
【0039】
一例を挙げる、図3のような形状のものでは、鋼帯走行方向寸法が10〜300mm(ただし、浴面より上に飛び出してはならない)のものを使用できる。
【0040】
図3のような形状のものでは、溶融金属絞り部材のロール被覆部と浴中サポートロール5の距離は100mm以下が好ましく、50mm以下がさらに好ましい。100mmより大きいと随伴流11の流れが弱くなるため、流れ13が発生しなくなり、鋼帯に付随する余剰な溶融金属量を削減する効果が低下する。また、50mm以下になると、鋼板に随伴する余剰な溶融金属量を削減する流れ自体を抑制することができるため、鋼帯に付随する余剰な溶融金属量を削減する効果がさらに大きくなる。溶融金属絞り部材のロール被覆部と浴中サポートロール5との距離は、ロール被覆部が浴中サポートロール5に接触しないなら小さくしても構わない。
【0041】
また、溶融金属絞り部材の鋼帯対向部と鋼帯との距離は100mm以下が好ましく、50mm以下がさらに好ましい。100mmより大きくなると、鋼帯の進行方向と逆方向の流れ13が鋼帯の進行に伴う随伴流12に影響を及ぼさなくなり、鋼帯に付随する余剰な溶融金属量を削減する効果が低下する。また、50mm以下になると、鋼帯に付随する流れ自体を抑制することができるため、鋼帯に付随する余剰な溶融金属量を削減する効果がさらに大きくなる。溶融金属絞り部材の鋼帯対向部と鋼帯との距離は、鋼帯対向部が鋼帯に接触しないなら小さくしても構わない。
【0042】
鋼帯対向部の上端は、金属めっき浴面より100mm以内の位置になるように設置するのが好ましい。浴面からの距離が100mmより大きいと、鋼帯対向部の上方で鋼帯の進行にともなう随伴流12が発達し、鋼帯に付随する余剰な溶融金属量を削減する効果が低下する。鋼帯対向部の上端が金属めっき浴面上にあると、ワイピングされた余剰な溶融金属が鋼帯対向部の上端に付着し、鋼板を傷つける問題がある。
【0043】
溶融金属絞り部材は、断面形状が図2のものに限定されない。例えば、図5のように、溶融金属絞り部材の鋼帯対向部は鋼帯進行方向で鋼帯面に対して傾斜した形状のものであってもよい。また、ロール被覆部は、浴中サポートロール5との距離が一定でなくてもよい。
【実施例】
【0044】
連続溶融亜鉛めっきラインに図1に示した溶融金属めっき鋼帯製造装置を設置し、溶融亜鉛めっき鋼帯の製造実験を行った。鋼帯Sの両側に配置された浴中サポートロール同士の鉛直方向オフセット量は100mm、浴面と浴面に近い側の浴中サポートロール上端との距離は180mmである。浴中サポートロール径はφ300mmである。
【0045】
実施例1、実施例2、比較例2、比較例4は、図2に示した鋼帯対向部とロール被覆部を備えた溶融金属絞り部材を使用した。該溶融金属絞り部材は、鋼帯幅方向長さ2000mm、浴中サポートロール5と溶融金属絞り部材1a、1bとの距離が30mmとなるように形成した浴中サポートロール5の外周面の浴面側を覆う円弧状のロール被覆部と、鋼帯と溶融金属絞り部材1a、1bの鋼帯対向部との距離が一定の20mmで、その上端と浴面との距離が30mmになるように形成した。円弧状のロール被覆部長さは浴中サポートロールのちょうど半円分を覆う長さとした。
【0046】
比較例2、比較例4は、鋼帯対向面とロール対向面に溝を形成せず、実施例1、実施例2は、溶融金属絞り部材の鋼帯対向面の下部に円弧状のロール対向部を平面に展開した図6に示すにように、溶融金属絞り部材1aの鋼帯対向面からロール対向面に、幅方向長さ530mm、150mmピッチで溝幅20mm×深さ10mmの連続した溝を、溶融金属絞り部材の鋼帯幅方向中心線の両側に各4条ずつ付与した。さらに、その内側に同じピッチで鋼帯対向面のみに、鋼帯対向面下端における溝同士の間隔が500mmである溝を各1条ずつ付与した。溶融金属絞り部材1bの鋼帯対向面からロール対向部には、幅方向長さ460mm、80mmピッチで溝幅20mm×深さ10mmの連続した溝を、溶融金属絞り部材の鋼帯幅方向中心線の両側に各7条ずつ付与した。さらに、その内側に同じピッチで鋼帯対向面のみに、鋼帯対向面下端における溝同士の間隔が720mmである溝を各1条ずつ付与した。溝が溶融金属絞り部材の鋼帯幅方向中心線となす角度(図6中の角度θ)は、溶融金属絞り部材1a、1bともに34度である。図6中に記載された寸法220mm、565mmは、溶融金属絞り部材1aの鋼帯対向面の長さ、ロール対向面の長さである。
【0047】
溶融亜鉛めっき鋼帯製造条件は、ガスワイピングノズルのスリットギャップ0.8mm、ガスワイピングノズル−鋼帯距離7mm、溶融亜鉛浴からのノズル高さ400mm、溶融亜鉛浴温度460℃とし、製造する鋼帯のサイズは、0.8mm厚×1.2m幅、めっき付着量は片面45g/m2とした。
【0048】
その他の製造条件および製品品質指標となるスプラッシュ発生量の調査結果を表1に示す。スプラッシュ発生量は、各製造条件で通過した鋼帯長さに対する検査工程でスプラッシュ欠陥ありと判定された鋼帯長さの比率であり、実用上問題とならない軽度のスプラッシュ欠陥を含んでいる。
【0049】
なお、実験を行った連続溶融亜鉛めっきラインは、通板鋼帯の最小幅は800mm、最大幅は1600mmである。実施例1、実施例2で使用した溶融金属絞り部材の鋼帯対向面に形成されている溝は、鋼帯面に直角方向から見たときに、前記範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が鋼帯対向面に形成されている少なくとも一条の溝上を走行するように形成されている。1.2m幅の鋼帯では、鋼帯端部は、鋼帯対向面に形成されている1条の溝上を通過する。
【0050】
【表1】
【0051】
通板速度が2.5m/secの条件では、溶融金属絞り部材がない比較例1(従来例)は、スプラッシュ発生率は1.40%であった。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した比較例2は、比較例1に対して、スプラッシュ発生率がおよそ84%低下した。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がある溶融金属絞り部材を使用した実施例1は、比較例2に対して、スプラッシュ発生率がおよそ64%低下した。
【0052】
通板速度が4.0m/secの条件では、溶融金属絞り部材がない比較例3は、スプラッシュ発生率は25.32%であった。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した比較例4は、比較例2に対して、スプラッシュ発生率がおよそ97%低下した。円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がある溶融金属絞り部材を使用した実施例2は、比較例4に対して、スプラッシュ発生率がおよそ66%低下し、溶融金属絞り部材を使用しないで2.5m/sで通板させた比較例1よりも低位のスプラッシュ発生率で操業可能であった。
【0053】
上記のように、通板速度が同じ条件では、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に本発明で規定する溝を設けた溶融金属絞り部材を使用した場合(実施例1、2)は、溶融金属絞り部材を使用しない場合(比較例1、比較例3)、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した場合(比較例2、比較例4)に比べて、スプラッシュ発生率が低くなっている。
【0054】
通板速度が高くなると、いずれの場合もスプラッシュ発生率が高くなるが、スプラッシュ発生率の増加割合=[通板速度が4.0m/secのときのスプラッシュ発生率]/[通板速度が2.5m/secのときのスプラッシュ発生率]で定義すると、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に本発明で規定する溝を設けた溶融金属絞り部材を使用した場合の方が、溶融金属絞り部材を使用しない場合、円弧状のロール被覆部と鋼帯面に平行の鋼帯対向部を備え、鋼帯対向面とロール対向面に溝がない溶融金属絞り部材を使用した場合よりも、スプラッシュ発生率の増加割合が低い。このことから、本発明で規定する溝を設けた溶融金属絞り部材を使用すると、通板速度を速くしたときにスプラッシュの発生を抑制する効果があることがわかる。
【産業上の利用可能性】
【0055】
本発明の装置は、スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯の製造装置として利用することができる。本発明の装置は、高速通板時にもスプラッシュの発生を抑制できるので、表面外観に優れる溶融金属めっき鋼帯を高い生産性を維持して製造する装置として利用することができる。
【符号の説明】
【0056】
S 鋼帯
1、1a、1b 溶融金属絞り部材
2 溶融金属絞り部材
3 ガスワイピングノズル
4 浴上サポートロール
5 浴中サポートロール
7 シンクロール
8 溶融金属めっき浴
9 溶融金属浴槽
10 溶融金属絞り部材の鋼帯対向面の鋼帯幅方向中心線
11 浴中サポートロールに随伴される流れ
12 鋼帯進行に伴う随伴流
13 鋼帯と溶融金属絞り部材間に鋼帯進行方向と逆方向に発生する流れ
14 溶融金属絞り部材の鋼帯が無い部分に発生する流れ
【特許請求の範囲】
【請求項1】
溶融金属めっき槽から連続的に引き上げられる鋼帯に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、
浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材が、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有することを特徴とする溶融金属めっき鋼帯製造装置。
【請求項2】
前記鋼帯端部の溶融金属の流れ方向を鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造は、鋼帯進行方向に向かって鋼帯幅方向中心線からの距離が大きくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする請求項1に記載の溶融金属めっき鋼帯製造装置。
【請求項3】
前記溝または突起は、鋼帯面に直角方向から見たときに、通板最大幅から最小幅の範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が少なくとも一条の溝上または突起上を走行するように形成されていることを特徴とする請求項2に記載の溶融金属めっき鋼帯製造装置。
【請求項4】
前記溶融金属絞り部材は、さらに、前記ロール被覆部のロール対向面の少なくとも一部に、溶融金属の流れをロール端部からロール幅方向中央部側に向かう流れにする整流構造を有することを特徴とする請求項1〜3の何れかの項に記載の溶融金属めっき鋼帯製造装置。
【請求項5】
前記溶融金属の流れをロール幅方向中央からロール端部側に向かう流れにする整流構造は、ロール回転方向に向かってロール幅方向中心からの距離が小さくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする請求項4に記載の溶融金属めっき鋼帯製造装置。
【請求項1】
溶融金属めっき槽から連続的に引き上げられる鋼帯に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、
浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材が、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有することを特徴とする溶融金属めっき鋼帯製造装置。
【請求項2】
前記鋼帯端部の溶融金属の流れ方向を鋼帯進行と反対方向で、かつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造は、鋼帯進行方向に向かって鋼帯幅方向中心線からの距離が大きくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする請求項1に記載の溶融金属めっき鋼帯製造装置。
【請求項3】
前記溝または突起は、鋼帯面に直角方向から見たときに、通板最大幅から最小幅の範囲内にあるいずれの幅の鋼帯においても、該鋼帯端部が少なくとも一条の溝上または突起上を走行するように形成されていることを特徴とする請求項2に記載の溶融金属めっき鋼帯製造装置。
【請求項4】
前記溶融金属絞り部材は、さらに、前記ロール被覆部のロール対向面の少なくとも一部に、溶融金属の流れをロール端部からロール幅方向中央部側に向かう流れにする整流構造を有することを特徴とする請求項1〜3の何れかの項に記載の溶融金属めっき鋼帯製造装置。
【請求項5】
前記溶融金属の流れをロール幅方向中央からロール端部側に向かう流れにする整流構造は、ロール回転方向に向かってロール幅方向中心からの距離が小さくなるように形成された少なくとも一条の連続した溝または突起からなることを特徴とする請求項4に記載の溶融金属めっき鋼帯製造装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−174263(P2010−174263A)
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願番号】特願2009−14864(P2009−14864)
【出願日】平成21年1月27日(2009.1.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願日】平成21年1月27日(2009.1.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]