
溶融金属排出用ノズル
【課題】本発明は、溶融金属排出用ノズルの内孔の形状に着目し、エネルギー損失の少ないスムーズ(一定)な溶鋼の流れを作り出すことで、付着物の発生を抑えることが可能な内孔形状を備えた溶融金属排出用ノズルを提供する。
【解決手段】内孔11の軸方向長さをLとしたとき、内孔上端12の半径r(0)が内孔下端13の半径r(L)の1.5倍以上であり、内孔の軸に沿って切断した内孔壁面14の断面形状に屈曲点がなく、内孔上端から下方へ距離zの位置における内孔の半径r(z)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
の範囲内にある形状とする。
【解決手段】内孔11の軸方向長さをLとしたとき、内孔上端12の半径r(0)が内孔下端13の半径r(L)の1.5倍以上であり、内孔の軸に沿って切断した内孔壁面14の断面形状に屈曲点がなく、内孔上端から下方へ距離zの位置における内孔の半径r(z)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
の範囲内にある形状とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融金属容器の底部に設置され、当該溶融金属容器から溶融金属を排出するために、溶融金属が通過する内孔を軸方向に有する溶融金属排出用ノズルに関する。
【背景技術】
【0002】
溶融金属排出用ノズルとして、タンディッシュや取鍋の羽口に嵌合される上ノズルを例に説明すると、上ノズルでは、溶鋼が通過する内孔の壁面にアルミナなどが付着して付着物となり、流路が縮小し、操業を妨げ、ときには、流路が完全に塞がれて操業不可能になる場合もある。そして、付着物の発生を防止する方法としては、例えば、ガス吹き込み口を設けて不活性ガスを吹き込む方法が提案されている(例えば、特許文献1又は2参照)。
【0003】
しかし、特許文献1や2に記載の上ノズルは、ガス吹き込みのため構造が複雑であり、製造に手間がかかり、操業にもガスが必要なため、コストアップに繋がっていた。また、ガス吹き込み式のノズルであっても、付着物の発生を完全に防止することは難しかった。
【0004】
ところで、上ノズルとしては、例えば、上方に形成されたテーパー部と、下方に形成されたストレート部とで構成されているもの(図8(a)参照)や、テーパー部からストレート部に連続する箇所を円弧状としたもの(図9(a)参照)が広く用いられている。なお、図2乃至9における各図(a)は、上ノズルをスライディングノズル装置(以下、「SN装置」という)に設置した状態を示している。そして、一点破線の下は、上プレートの内孔である。また、内孔がずれている個所の下側は、中間プレート又は下プレートの内孔である。
【0005】
図8(a)に示した形状の上ノズル(長さ230mm)内孔を溶鋼が通過する際、内孔壁面に加わる圧力の分布を計算(コンピュータシミュレーションによる流体解析)すると、図8(b)に点線で示すように、内孔形状がテーパーからストレートに変化する位置(内孔上端から180mm)を超えた付近で圧力が急激に変化していることが確認された。
【0006】
ここで、コンピュータシミュレーションによる流体解析は、Fluent社製の流体解析ソフトウェア、商品名「Fluent Ver.6.3.26」を使用して行った。
この流体解析ソフトウェアでの入力パラメータは、以下のとおりである。
・計算セル数:約12万(但し、モデルにより変動あり。)
・流体:水(但し、溶鋼の場合も、相対的に同様に評価できることが確認されている。)
密度998.2kg/m3
粘度0.001003kg/m・s
・ヘッド高さ(H´):1000mm
・圧力:入口(溶鋼面)=((700+ノズル長さmmの値)×9.8)Pa(ゲージ圧)
出口(ノズル下端)=0Pa
・ノズル長さ:230mm
・Viscous Model: K−omega計算
【0007】
また、図9(a)に示した形状の上ノズル(長さ230mm)の内孔を溶鋼が通過する際に、内孔壁面に加わる圧力の分布を計算すると、図9(b)に示すように、内孔形状がテーパーからストレートに変化する図8(a)に示した形状の上ノズルに比べて急激な圧力変化が抑えられているものの、円弧状に圧力が変化しており、圧力変化が一定ではないことが確認された。なお、図2乃至9における各図(b)の一点破線から右側は、上プレート内孔壁面に加わる圧力である。
【0008】
圧力の急激な変化や円弧状の圧力変化は、テーパーからストレートに内孔形状が変化することに伴って、溶鋼の流れが変化するためである。また、溶鋼の流れを意図的に変化させる旋回ノズルでは、溶鋼の流れが変化する付近で付着物が確認されていることなどから、溶鋼のスムーズな流れ、すなわち内孔壁面に対する圧力の変化がほぼ一定な溶鋼の流れを生み出すことで、内孔壁面の付着物を抑えることができるものと思慮される。
【0009】
溶鋼の流れを一定とするものとしては、転炉の出鋼口の内孔形状に関する発明が提案されている(例えば、特許文献3参照)。
【0010】
しかし、特許文献3は、溶鋼流中心部に真空部分をつくらないことによって、スラグの巻き込みや酸素、窒素などの混入を抑制するものであり、付着物の発生を防止するものではない。また、特許文献3では、転炉(精錬容器)を対象としており、スラグ巻き込み防止などの効果が重要となるのは、溶鋼排出末期(出鋼時間を5分とすると末期1分程度)である。一方、取鍋やタンディッシュ(鋳込み容器)において、付着物の発生を防止するためには、溶鋼排出末期以外でとくに効果を発揮する必要があり、効果の発揮を期待する時期も異なる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2007−90423号公報
【特許文献2】特開2005−279729号公報
【特許文献3】特表2008−501854号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明が解決しようとする課題は、溶融金属流外周部から内孔壁面への圧力安定化を図ることによって、エネルギー損失の少ないスムーズな溶融金属の流れを作り出し、付着物の発生を抑えることが可能な内孔形状を備えた溶融金属排出用ノズルを提供することにある。
【課題を解決するための手段】
【0013】
本発明は、溶融金属が通過する内孔を軸方向に有する溶融金属排出用ノズルにおいて、
内孔上端の半径r(0)が内孔下端の半径r(L)の1.5倍以上であり、
前記内孔の軸に沿って切断した断面の内孔壁面を示すラインに屈曲点がなく、
内孔の軸方向長さをLとしたとき、前記内孔上端から下方へ距離1/4Lにおける内孔の半径r(1/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/4L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離1/2Lにおける内孔の半径r(1/2L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/2L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/2L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離3/4Lの位置における内孔の半径r(3/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+3/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+3/4L〕]1/6×r(L)の範囲内であることを特徴とする。
【発明の効果】
【0014】
本発明では、溶融金属排出用ノズルにおいて溶融金属が通過する内孔の壁面への付着物の発生を抑えることができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る上ノズルの一例を示す縦断面図である。
【図2】n=4の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図3】n=6の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図4】n=1の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図5】n=7の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図6】n=4、1.5Dの上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図7】D=1の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図8】従来の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図9】従来の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図10】タンディッシュと上ノズルの軸方向断面のイメージ図である。
【発明を実施するための形態】
【0016】
以下、本発明を実施するための形態について、上ノズルを例として詳細に説明する。
【0017】
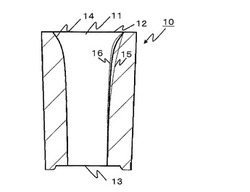
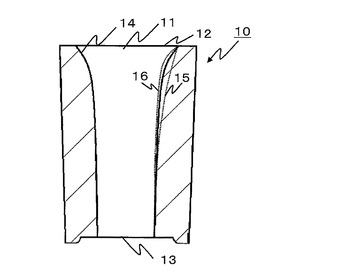
図1は、溶鋼が通過する内孔の軸方向に沿って本発明に係る上ノズルを切断した断面図の一例である。同図に示すように本発明に係る上ノズル10は、溶鋼が通過する内孔11を備え、当該内孔は、タンディッシュや取鍋の羽口に嵌合される大径部12と、溶鋼を排出する小径部13と、大径部12から小径部13に続く内孔壁面14とを備えて構成されている。
【0018】
そして、本発明に係る上ノズルは、内孔上端(大径部12)の半径r(0)が内孔下端(小径部13)の半径r(L)の1.5倍以上であり、内孔11の軸に沿って切断した断面の内孔壁面14を示すラインに屈曲点がなく、内孔11の軸方向長さをLとしたとき、前記内孔上端から下方へ距離1/4Lにおける内孔の半径r(1/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/4L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離1/2Lにおける内孔の半径r(1/2L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/2L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/2L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離3/4Lの位置における内孔の半径r(3/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+3/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+3/4L〕]1/6×r(L)の範囲内である。
【0019】
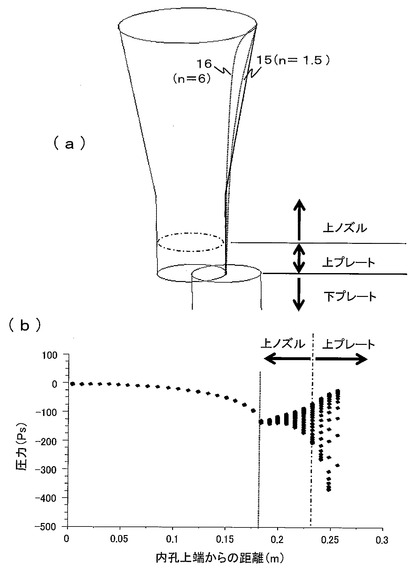
ここで、図1において、符号15で示す曲線(ライン)は、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L) …式A
による半径r(z)の軌跡であり、符号16で示す曲線(ライン)は、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L) …式B
による半径r(z)の軌跡である。
【0020】
すなわち、本発明は、内孔の中心軸に沿って1/4ずつ4分割した各点における内孔の半径r(1/4L)、r(1/2L)、r(3/4L)が図1に符号15で示す曲線と符号16で示す曲線との間にあり、かつ、内孔11の軸に沿って切断した内孔壁面14を示すラインに屈曲点がないことを条件とする。
【0021】
この内孔形状の条件について、さらに詳しく説明する。本願発明者は、ノズルの内孔壁面圧分布を高さ方向に対して安定にすることで、エネルギー損失の少ないスムーズ(一定)な溶鋼の流れが作り出されると考え、以下に説明するとおり内孔壁面の急激な圧力変化が抑えられる、本発明の内孔形状を見出した。
【0022】
まず、上ノズルの内孔を流れる溶鋼量は、上ノズルの下部に設置されるSN装置で制御されるものの、溶鋼の流速を得るエネルギーは、基本的にタンディシュ内の溶鋼のヘッドであることから、内孔上端から距離zの位置における溶鋼の流速v(z)は、重力加速度をg、溶鋼のヘッド高さをH´、流量係数をkとすると、
v(z)=k(2g(H´+z))1/2
で表わされる。
【0023】
そして、上ノズルの内孔を流れる溶鋼の流量Qは、流速vと断面積Aの積であるから、内孔の長さ(上ノズルの長さ)をLとし、内孔下端における溶鋼の流速をv(L)、内孔下端の断面積をA(L)、重力加速度をgとすると、
Q=v(L)×A(L)=k(2g(H´+L))1/2×A(L)
で表わされる。
【0024】
また、内孔内のどの位置で内孔軸に垂直に断面をとっても流量Qは一定であることから、内孔上端から距離zの位置における断面積A(z)は、
A(z)=Q/v(z)=k(2g(H´+L))1/2×A(L)/k(2g(H´+z))1/2
で表わされ、両辺をA(L)で割ると、
A(z)/A(L)=((H´+L)/(H´+z))1/2
となる。
【0025】
ここで、円周率をπとすると、A(z)=πr(z)2、A(L)=πr(L)2であるから、
A(z)/A(L)=πr(z)2/πr(L)2=((H´+L)/(H´+z))1/2
r(z)/r(L)=((H´+L)/(H´+z))1/4
となる。
【0026】
従って、内孔の任意の位置の半径r(z)は、
r(z)=((H´+L)/(H´+z))1/4 × r(L) … 式1
で表わされる。
【0027】
そして、任意の位置の半径r(z)が式1を満たす形状の内孔とすることによって、内孔壁面にかかる圧力がノズル上端(内孔上端)から下方に向かって漸次なだらかに減少し、エネルギー損失の少ないスムーズな整流化された溶鋼の流れとなる。
【0028】
ところで、このようなH´を用いた圧力分布の算出式は、溶鋼がタンディッシュの溶鋼面のヘッド圧により、内孔上端にほぼ垂直方向に直接かつ均一に流れ込むことを前提としている。しかし、実際の操業において溶鋼は、溶鋼排出口の起点たるノズル上端近傍のタンディッシュ底面付近から内孔に向かう多方向からの流れを形成する。従って、内孔における現実の圧力分布を正確に把握するためには、H´に換えて、ノズル上端近傍のタンディッシュ底面付近からの溶鋼流動に対して影響の大きいヘッド高さを用いる必要がある。
【0029】
そこで本願発明者は種々シミュレーションによる検討等を行った結果、前記式1においてz=0としたときのH´を、計算上のヘッド高さH(以下単に「H」ともいう。)として用いることが有効であること見出した。
【0030】
すなわち、Hは、
H=((r(L)/r(0))4×L)/(1−(r(L)/r(0))4)
で表わすことができる。
【0031】
このようにHは、内孔上端の半径r(0)と内孔下端の半径r(L)の比の大きさと内孔長さLで規定され、この計算上のヘッド高さHが、本発明のノズルの内孔内での溶鋼圧力に影響する。すなわち、前記式1のH´に換えてHを使用した内孔壁面の断面形状によって、内孔上端近傍で発生する急激な圧力変化を抑えることができる。
【0032】
ここで、Hは、r(0)とr(L)の比の関係に変換すると次の式2で表わすことができる。
r(0)/r(L)=((H+L)/(H+0))1/4 … 式2
【0033】
そして、式2から、
r(0)/r(L)=(1+L/H)1/4
L/H=(r(0)/r(L))4−1
H=L/((r(0)/r(L))4−1) …式3
となる。
【0034】
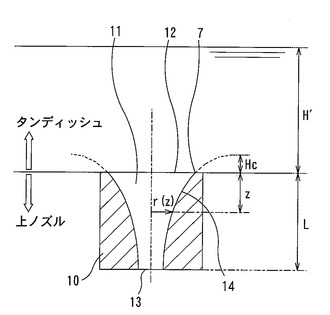
Hをタンディッシュと上ノズルの軸方向断面のイメージ図に示すと図9のとおりである。なお、内孔上端が前記距離zの起点である。
【0035】
さらに本願発明者は、誠意検討を行い、内孔上端の半径r(0)を内孔下端の半径r(L)の1.5倍以上とすることで、内孔上端近傍で発生する急激な圧力変化を抑えることができることを見出した。これは、内孔上端の半径r(0)が内孔下端の半径r(L)の1.5倍未満のとき、タンディッシュや取鍋から上ノズルにかけての形状をなだらかにするための距離を十分に確保することが困難であり、当該形状が急激に変化するからである。なお、内孔上端の半径r(0)は、内孔下端の半径r(L)の2.5倍以下であることが望ましい。内孔上端の半径r(0)が広いほど、タンディッシュや取鍋の羽口も広くなるなど、現実的ではないからである。
【0036】
また、本願発明者は、前記式1、すなわち、
r(z)=((H´+L)/(H´+z))1/4 × r(L)
において、溶鋼のヘッド高さH´に代えて計算上のヘッド高さHを用いると共に、
r(z)=((H+L)/(H+z))1/n × r(L) … 式4
として、nの値を変更した断面形状の壁面を備えた内孔形状の上ノズルであれば、n=4以外であっても、従来に比べてスムーズな溶鋼の流れが形成されるのではないかと考え、nの値が異なる壁面形状の内孔を備えた上ノズルについて、内孔壁面に発生する圧力を検証した。
また、計算上のヘッド高さHは、式3に変数nを適用して、
H=L/((r(0)/r(L))n−1) … 式5
で表わされる。
【0037】
そして、式4に式5を代入すれば、
r(z)=[〔L/{(r(0)/r(L)) n-1}+L〕/〔L/{(r(0)/r(L)) n-1}+z〕]1/n×r(L) … 式6
となる。すなわち、内孔上端から下方へ任意の距離zにおける内孔の半径r(z)は、この式6で表わされる。
なお、式6において、n=1.5の場合が前述の式Aで示す図1の曲線(ライン)15であり、n=6の場合が前述の式Bで示す図1の曲線(ライン)16である。
【0038】
以下、実施例を用いて本発明をさらに詳細に説明する。なお、各実施例は、本発明の一態様に過ぎず、下記実施例に限定されるものではない。
【実施例】
【0039】
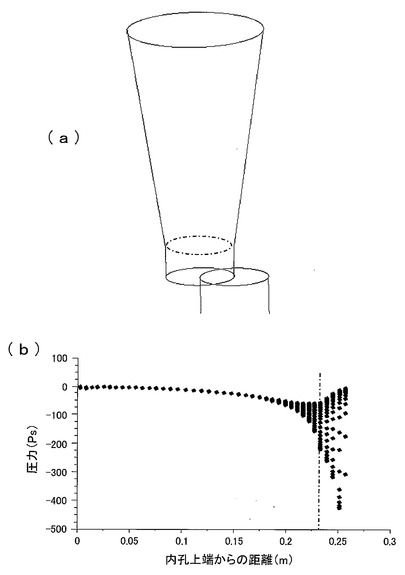
実施例1では、長さ230mm、内孔大径部の直径140mm、内孔小径部の直径70mm、内孔の半径r(z)=[〔L/{(r(0)/r(L)) n-1}+L〕/〔L/{(r(0)/r(L)) n-1}+z〕]1/n×r(L)がn=4(実施例1)のとき、つまり、図2(a)に実線で示すように、内孔の軸に沿って縦方向に切断した上ノズルの内孔壁面を示すラインが
r(z)=[〔L/{(r(0)/r(L))4-1}+L〕/〔L/{(r(0)/r(L))4-1}+z〕]1/4×r(L)
で表わされる上ノズルを用いて、タンディッシュや取鍋のヘッドの高さが1000mmのときに内孔壁面に加わる圧力の分布を計算した。計算結果を、従来のノズルである図7記載の上ノズルの内孔上端の内壁に加わる圧力を0として、図2(b)に示す。
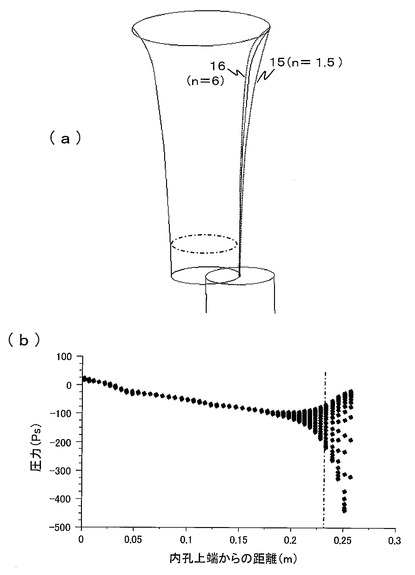
また、n=1.5(実施例2)、n=2(実施例3)、n=6(実施例4)、n=1(比較例1)、n=7(比較例2)のとき、すなわち、内孔の軸に沿って縦方向に切断した上ノズルの内孔壁面を示すラインが、
r(z)=[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)
で表わされるの上ノズル(実施例2)、
r(z)=[〔L/{(r(0)/r(L))2-1}+L〕/〔L/{(r(0)/r(L))2-1}+z〕]1/2×r(L)
で表わされるの上ノズル(実施例3)、
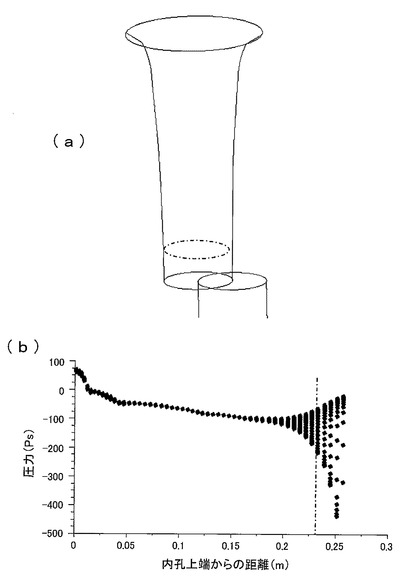
r(z)=[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
で表わされる上ノズル(実施例4)(図3(a)参照)、
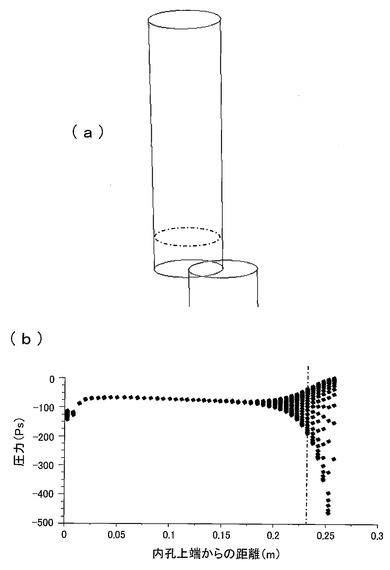
r(z)=[〔L/{(r(0)/r(L))1-1}+L〕/〔L/{(r(0)/r(L))1-1}+z〕]1/1×r(L)
で表わされる上ノズル(比較例1)(図4(a)参照)、
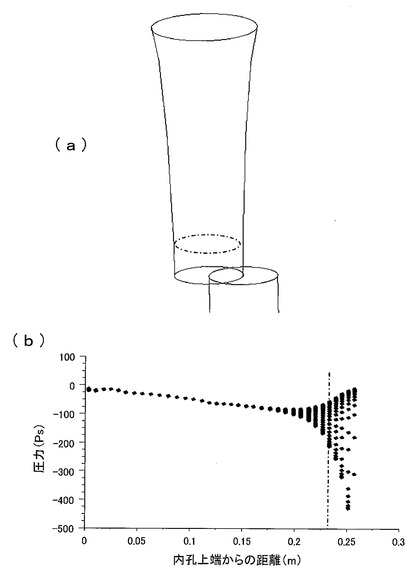
r(z)=[〔L/{(r(0)/r(L))7-1}+L〕/〔L/{(r(0)/r(L))7-1}+z〕]1/7×r(L)
で表わされる上ノズル(比較例2)(図5(a)参照)を用いて実施例1と同様に内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表1に示す。
【0040】
【表1】

【0041】
実施例1では、内孔上端から下端にかけて徐々に圧力が変化していることが確認された(図2(b)参照)。急激な圧力変化が発生していないことから、溶鋼の流れがほぼ一定であることが分かる。また、実施例2(n=1.5)及び3(n=2)においても、実施例1と同様に内孔上端から下端にかけて徐々に圧力が変化していることが確認された。
【0042】
実施例4(n=6)では、内孔上端部近傍で大きな圧力変化が確認されたものの、その後は、徐々に圧力が変化していることが確認された(図3(b)参照)。口径が広く、付着物によって問題が発生し難い内孔上端部付近以外は、溶鋼の流れがほぼ一定であることが分かる。
【0043】
比較例1(n=1)では、内孔上端から下端にかけて圧力変化が少ないことが確認された(図4(b)参照)。しかし、例えば、図2(b)と図4(b)とを比較すれば明らかなように、上ノズルから上プレートに溶鋼が流れ込んだ後に急激な圧力変化が起こっており、口径が狭く、付着物によって問題が発生し易い個所で、溶鋼の流れが急激に変化していることが確認された。
これは、上ノズルの内孔壁面がテーパー状で、上プレートとの接触部に角が形成されており(図4(a)参照)、また、圧力分布に傾斜が少なく、内孔下端でも高い圧力を維持しているためであると思慮される(図4(b)参照)。
【0044】
比較例2(n=7)では、図5に示すように、内孔上端部近傍で約100psから大きく圧力が変化している。すなわち、図7に示した従来の上ノズルよりも内孔上端部近傍で大きな圧力が発生した後、非常に大きく圧力が変化することが確認された。また、比較例2では、内孔上端部近傍で内孔の径が急激に減少しており、口径が狭く、付着物によって問題が発生し易い個所で、溶鋼の流れが急激に変化していることが分かる。
【0045】
このように本発明では、上ノズル内孔を溶鋼が通過する際に、内孔壁面に加わる圧力の変化がほぼ一定であることから、溶鋼の流れがエネルギー損失の少ない一定の流れであることが分かる。なお、取鍋では、湯面が約4000mmから徐々に下がり、タンディッシュにおいても、湯面が500mm程度のものもある。しかし、先ほども述べたように、羽口に流れ込む溶鋼は、タンディッシュや取鍋の底面に近い位置にある溶鋼であり、湯面の高さが変化することによって、圧力の値こそ変化するものの、圧力分布は、前記各実施例、比較例と同様である。
【0046】
次に、本発明者は、内孔壁面に角(屈曲点)が形成されていない滑らかなノズル、すなわち、内孔縦断面の曲線がr(z)のzに対する微分(d(r(z))/dz)が連続する曲線となるノズルについて検討を行った。
具体的には、内孔の中心軸に沿って1/4ずつ等分した3点を管理基準として、内孔縦断面の曲線が式6と一致しない滑らかな曲線の上ノズルについて検討を行った。内孔上端、下端、上記3点の計5点を特定することで、屈曲点を備えない滑らかな内孔形状は略特定される。このため、管理基準を満たすのであれば、内孔形状に多少の違いがあっても、その差は軽微であり、圧力変化に関して同様の傾向を示すものと思慮されるからである。
【0047】
実施例5では、長さ230mm、内孔大径部の直径140mm、内孔小径部の直径70mm、内孔中心軸に沿って1/4ずつ等分した3点の内孔壁面が、それぞれ、n=6、4、1.5の式6の値に近似し、屈曲点の無い内孔を備えた上ノズルを用いて、実施例1と同様に内孔壁面に加わる圧力の分布を計算し、評価した。評価結果を表2に示す。
また、上記3点がそれぞれn=4、6、4の式6の値に近似する場合(実施例6)、n=2、4、6の式6の値に近似する場合(実施例7)、n=7、6、4の式6の値に近似する場合(比較例3)についても、実施例1と同様に内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表2に示す。
【0048】
【表2】
【0049】
実施例5では、実施例4と同様に、内孔上端部近傍で大きな圧力変化が確認されたものの、その後は、徐々に圧力が変化していることが確認された。口径が広く、付着物によって問題が発生し難い内孔上端部付近以外は、溶鋼の流れがほぼ一定であることが分かる。
【0050】
実施例6及び7では、実施例1と同様に、内孔上端から下端にかけて徐々に圧力が変化していることが確認された。急激な圧力変化が発生していないことから、溶鋼の流れがほぼ一定であることが分かる。
【0051】
比較例3では、比較例2と同様に、大きな圧力が内孔上端部近傍で発生した後、急激に減少することが確認された。また、内孔上端部近傍で内孔の径が急激に減少することから、口径が狭く、付着物によって問題が発生し易い個所で、溶鋼の流れが急激に変化していることが分かる。
【0052】
このように、上ノズルの内孔形状が式6から多少ずれた場合でも、内孔中心軸に沿って1/4ずつ等分した3点の内孔壁面が、それぞれ、n=1.5〜6の範囲の式6の値に近似し、屈曲点の無い内孔を備えた上ノズルであれば、従来に比べて良好な流れを作り出すことが分かる。
【0053】
また、本発明者は、本発明にかかる上ノズルの内孔壁面にかかる圧力分布と、内孔上端と下端の内径の比との関係について検討を行った。
実施例8では、長さ230mm、内孔小径部の直径が70mm、内孔大径部の直径が内孔下端(内孔小径部)の径Dの約1.5倍(1.54D)である108mm、内孔の半径r(z)が、n=1.5、4、6のとき、つまり、
r(z)=[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)
r(z)=[〔L/{(r(0)/r(L))4-1}+L〕/〔L/{(r(0)/r(L))4-1}+z〕]1/4×r(L)
r(z)=[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
で表わされる上ノズルを用いて実施例1と同様に内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表3に示す。また、一例として、n=4の場合の内孔形状、及び計算結果を図6に示す。
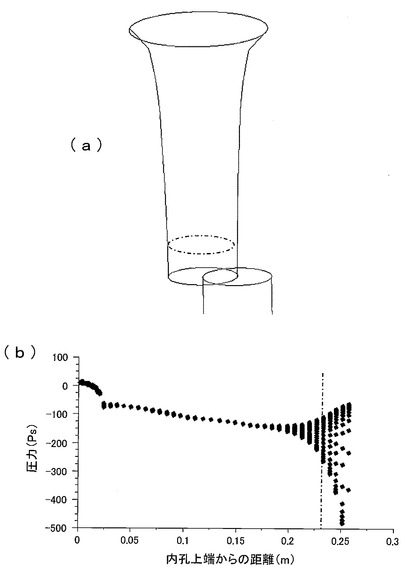
さらに、内孔大径部の直径が内孔下端(内孔小径部)の径Dの2倍(2D)である140mm(実施例9)、4倍(4D)である280mm(実施例10)、約1倍(1.06D)である73mm(比較例4)の場合についても、実施例8と同様に、内孔の半径r(z)がn=1.5、4、6のとき、内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表3に示す。また、一例として、比較例4のn=4の場合の内孔形状、及び計算結果を図7に示す。
【0054】
【表3】
【0055】
内孔の径の比が約1倍(1.06D)である比較例4では、内孔上端部近傍の圧力変化が激しいが、内孔の径の比が約1.5倍(1.54D)である実施例8や、2倍(2D)である実施例9、4倍(4D)である実施例10では、内孔上端部近傍でもほぼ一定の圧力変化であることが確認された。内孔壁面の形状が前記r(z)で表わされる場合、内孔の径が広がるにつれて、タンディッシュや取鍋から上ノズルに続く壁面はなだらかとなることから、内孔上端の径を内孔下端の径の1.5倍以上とすることで、内孔上端部近傍の急激な圧力変化を抑えることができることが分かる。
【0056】
また、従来のノズルや、比較例1乃至4おける圧力変化から、角や角に近い形状があると、急激な圧力変化が確認されることから、内孔の半径r(z)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)との間の形状であって、内孔壁面に角(屈曲点)が形成されていない滑らかな断面形状、すなわちr(z)のzに対する微分(d(r(z))/dz)が連続する断面形状とすることで、溶鋼の流れを一定とし、付着物の発生を抑えることができることが分かる。
【0057】
なお、内孔上端部近傍の形状は、ストッパなどの要因で決まることもあるが、内径が大きいため、付着物による影響が小さい。一方、内孔下端部近傍は、製造時に器具を挿入するため、直胴部にせざるを得ないといった製造上の関係などで形状が決まる場合もあるが、本発明を適用した場合でも、内孔下端部近傍は、直胴に近い形状となるため、付着抑制効果に対する影響は小さい。従って、内孔上端部近傍や内孔下端部近傍を除いて、内孔壁面の断面を屈曲点の無い形状としてもよい。
ここで、屈曲点のない形状としては、例えば、
r(z)=[〔L/{(r(0)/r(L))n-1}+L〕/〔L/{(r(0)/r(L))n-1}+z〕]1/n×r(L)(n:1.5〜6)
で示されるr(z)のz微分が連続する断面形状が挙げられる。また、Arガスなどを吹き込むバブリング構造を備えてもよい。
さらに上記各実施例では、上ノズルを例に説明しているが、本発明にかかる溶融金属排出用ノズルは上ノズルに限られるものではなく、例えばオープンノズルなど、溶融金属の高さがほぼ一定なタンディッシュなどの容器に取り付けられるノズルに適用することができる。
【符号の説明】
【0058】
10…上ノズル、11…内孔、12…大径部、13…小径部、14…内孔壁面、15…n=1.5のときの内孔壁面、16…n=6のときの内孔壁面。
【技術分野】
【0001】
本発明は、溶融金属容器の底部に設置され、当該溶融金属容器から溶融金属を排出するために、溶融金属が通過する内孔を軸方向に有する溶融金属排出用ノズルに関する。
【背景技術】
【0002】
溶融金属排出用ノズルとして、タンディッシュや取鍋の羽口に嵌合される上ノズルを例に説明すると、上ノズルでは、溶鋼が通過する内孔の壁面にアルミナなどが付着して付着物となり、流路が縮小し、操業を妨げ、ときには、流路が完全に塞がれて操業不可能になる場合もある。そして、付着物の発生を防止する方法としては、例えば、ガス吹き込み口を設けて不活性ガスを吹き込む方法が提案されている(例えば、特許文献1又は2参照)。
【0003】
しかし、特許文献1や2に記載の上ノズルは、ガス吹き込みのため構造が複雑であり、製造に手間がかかり、操業にもガスが必要なため、コストアップに繋がっていた。また、ガス吹き込み式のノズルであっても、付着物の発生を完全に防止することは難しかった。
【0004】
ところで、上ノズルとしては、例えば、上方に形成されたテーパー部と、下方に形成されたストレート部とで構成されているもの(図8(a)参照)や、テーパー部からストレート部に連続する箇所を円弧状としたもの(図9(a)参照)が広く用いられている。なお、図2乃至9における各図(a)は、上ノズルをスライディングノズル装置(以下、「SN装置」という)に設置した状態を示している。そして、一点破線の下は、上プレートの内孔である。また、内孔がずれている個所の下側は、中間プレート又は下プレートの内孔である。
【0005】
図8(a)に示した形状の上ノズル(長さ230mm)内孔を溶鋼が通過する際、内孔壁面に加わる圧力の分布を計算(コンピュータシミュレーションによる流体解析)すると、図8(b)に点線で示すように、内孔形状がテーパーからストレートに変化する位置(内孔上端から180mm)を超えた付近で圧力が急激に変化していることが確認された。
【0006】
ここで、コンピュータシミュレーションによる流体解析は、Fluent社製の流体解析ソフトウェア、商品名「Fluent Ver.6.3.26」を使用して行った。
この流体解析ソフトウェアでの入力パラメータは、以下のとおりである。
・計算セル数:約12万(但し、モデルにより変動あり。)
・流体:水(但し、溶鋼の場合も、相対的に同様に評価できることが確認されている。)
密度998.2kg/m3
粘度0.001003kg/m・s
・ヘッド高さ(H´):1000mm
・圧力:入口(溶鋼面)=((700+ノズル長さmmの値)×9.8)Pa(ゲージ圧)
出口(ノズル下端)=0Pa
・ノズル長さ:230mm
・Viscous Model: K−omega計算
【0007】
また、図9(a)に示した形状の上ノズル(長さ230mm)の内孔を溶鋼が通過する際に、内孔壁面に加わる圧力の分布を計算すると、図9(b)に示すように、内孔形状がテーパーからストレートに変化する図8(a)に示した形状の上ノズルに比べて急激な圧力変化が抑えられているものの、円弧状に圧力が変化しており、圧力変化が一定ではないことが確認された。なお、図2乃至9における各図(b)の一点破線から右側は、上プレート内孔壁面に加わる圧力である。
【0008】
圧力の急激な変化や円弧状の圧力変化は、テーパーからストレートに内孔形状が変化することに伴って、溶鋼の流れが変化するためである。また、溶鋼の流れを意図的に変化させる旋回ノズルでは、溶鋼の流れが変化する付近で付着物が確認されていることなどから、溶鋼のスムーズな流れ、すなわち内孔壁面に対する圧力の変化がほぼ一定な溶鋼の流れを生み出すことで、内孔壁面の付着物を抑えることができるものと思慮される。
【0009】
溶鋼の流れを一定とするものとしては、転炉の出鋼口の内孔形状に関する発明が提案されている(例えば、特許文献3参照)。
【0010】
しかし、特許文献3は、溶鋼流中心部に真空部分をつくらないことによって、スラグの巻き込みや酸素、窒素などの混入を抑制するものであり、付着物の発生を防止するものではない。また、特許文献3では、転炉(精錬容器)を対象としており、スラグ巻き込み防止などの効果が重要となるのは、溶鋼排出末期(出鋼時間を5分とすると末期1分程度)である。一方、取鍋やタンディッシュ(鋳込み容器)において、付着物の発生を防止するためには、溶鋼排出末期以外でとくに効果を発揮する必要があり、効果の発揮を期待する時期も異なる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2007−90423号公報
【特許文献2】特開2005−279729号公報
【特許文献3】特表2008−501854号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明が解決しようとする課題は、溶融金属流外周部から内孔壁面への圧力安定化を図ることによって、エネルギー損失の少ないスムーズな溶融金属の流れを作り出し、付着物の発生を抑えることが可能な内孔形状を備えた溶融金属排出用ノズルを提供することにある。
【課題を解決するための手段】
【0013】
本発明は、溶融金属が通過する内孔を軸方向に有する溶融金属排出用ノズルにおいて、
内孔上端の半径r(0)が内孔下端の半径r(L)の1.5倍以上であり、
前記内孔の軸に沿って切断した断面の内孔壁面を示すラインに屈曲点がなく、
内孔の軸方向長さをLとしたとき、前記内孔上端から下方へ距離1/4Lにおける内孔の半径r(1/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/4L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離1/2Lにおける内孔の半径r(1/2L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/2L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/2L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離3/4Lの位置における内孔の半径r(3/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+3/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+3/4L〕]1/6×r(L)の範囲内であることを特徴とする。
【発明の効果】
【0014】
本発明では、溶融金属排出用ノズルにおいて溶融金属が通過する内孔の壁面への付着物の発生を抑えることができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る上ノズルの一例を示す縦断面図である。
【図2】n=4の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図3】n=6の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図4】n=1の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図5】n=7の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図6】n=4、1.5Dの上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図7】D=1の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図8】従来の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図9】従来の上ノズルの形状及び溶鋼通過時の圧力分布を示す図である。
【図10】タンディッシュと上ノズルの軸方向断面のイメージ図である。
【発明を実施するための形態】
【0016】
以下、本発明を実施するための形態について、上ノズルを例として詳細に説明する。
【0017】
図1は、溶鋼が通過する内孔の軸方向に沿って本発明に係る上ノズルを切断した断面図の一例である。同図に示すように本発明に係る上ノズル10は、溶鋼が通過する内孔11を備え、当該内孔は、タンディッシュや取鍋の羽口に嵌合される大径部12と、溶鋼を排出する小径部13と、大径部12から小径部13に続く内孔壁面14とを備えて構成されている。
【0018】
そして、本発明に係る上ノズルは、内孔上端(大径部12)の半径r(0)が内孔下端(小径部13)の半径r(L)の1.5倍以上であり、内孔11の軸に沿って切断した断面の内孔壁面14を示すラインに屈曲点がなく、内孔11の軸方向長さをLとしたとき、前記内孔上端から下方へ距離1/4Lにおける内孔の半径r(1/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/4L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離1/2Lにおける内孔の半径r(1/2L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/2L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/2L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離3/4Lの位置における内孔の半径r(3/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+3/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+3/4L〕]1/6×r(L)の範囲内である。
【0019】
ここで、図1において、符号15で示す曲線(ライン)は、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L) …式A
による半径r(z)の軌跡であり、符号16で示す曲線(ライン)は、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L) …式B
による半径r(z)の軌跡である。
【0020】
すなわち、本発明は、内孔の中心軸に沿って1/4ずつ4分割した各点における内孔の半径r(1/4L)、r(1/2L)、r(3/4L)が図1に符号15で示す曲線と符号16で示す曲線との間にあり、かつ、内孔11の軸に沿って切断した内孔壁面14を示すラインに屈曲点がないことを条件とする。
【0021】
この内孔形状の条件について、さらに詳しく説明する。本願発明者は、ノズルの内孔壁面圧分布を高さ方向に対して安定にすることで、エネルギー損失の少ないスムーズ(一定)な溶鋼の流れが作り出されると考え、以下に説明するとおり内孔壁面の急激な圧力変化が抑えられる、本発明の内孔形状を見出した。
【0022】
まず、上ノズルの内孔を流れる溶鋼量は、上ノズルの下部に設置されるSN装置で制御されるものの、溶鋼の流速を得るエネルギーは、基本的にタンディシュ内の溶鋼のヘッドであることから、内孔上端から距離zの位置における溶鋼の流速v(z)は、重力加速度をg、溶鋼のヘッド高さをH´、流量係数をkとすると、
v(z)=k(2g(H´+z))1/2
で表わされる。
【0023】
そして、上ノズルの内孔を流れる溶鋼の流量Qは、流速vと断面積Aの積であるから、内孔の長さ(上ノズルの長さ)をLとし、内孔下端における溶鋼の流速をv(L)、内孔下端の断面積をA(L)、重力加速度をgとすると、
Q=v(L)×A(L)=k(2g(H´+L))1/2×A(L)
で表わされる。
【0024】
また、内孔内のどの位置で内孔軸に垂直に断面をとっても流量Qは一定であることから、内孔上端から距離zの位置における断面積A(z)は、
A(z)=Q/v(z)=k(2g(H´+L))1/2×A(L)/k(2g(H´+z))1/2
で表わされ、両辺をA(L)で割ると、
A(z)/A(L)=((H´+L)/(H´+z))1/2
となる。
【0025】
ここで、円周率をπとすると、A(z)=πr(z)2、A(L)=πr(L)2であるから、
A(z)/A(L)=πr(z)2/πr(L)2=((H´+L)/(H´+z))1/2
r(z)/r(L)=((H´+L)/(H´+z))1/4
となる。
【0026】
従って、内孔の任意の位置の半径r(z)は、
r(z)=((H´+L)/(H´+z))1/4 × r(L) … 式1
で表わされる。
【0027】
そして、任意の位置の半径r(z)が式1を満たす形状の内孔とすることによって、内孔壁面にかかる圧力がノズル上端(内孔上端)から下方に向かって漸次なだらかに減少し、エネルギー損失の少ないスムーズな整流化された溶鋼の流れとなる。
【0028】
ところで、このようなH´を用いた圧力分布の算出式は、溶鋼がタンディッシュの溶鋼面のヘッド圧により、内孔上端にほぼ垂直方向に直接かつ均一に流れ込むことを前提としている。しかし、実際の操業において溶鋼は、溶鋼排出口の起点たるノズル上端近傍のタンディッシュ底面付近から内孔に向かう多方向からの流れを形成する。従って、内孔における現実の圧力分布を正確に把握するためには、H´に換えて、ノズル上端近傍のタンディッシュ底面付近からの溶鋼流動に対して影響の大きいヘッド高さを用いる必要がある。
【0029】
そこで本願発明者は種々シミュレーションによる検討等を行った結果、前記式1においてz=0としたときのH´を、計算上のヘッド高さH(以下単に「H」ともいう。)として用いることが有効であること見出した。
【0030】
すなわち、Hは、
H=((r(L)/r(0))4×L)/(1−(r(L)/r(0))4)
で表わすことができる。
【0031】
このようにHは、内孔上端の半径r(0)と内孔下端の半径r(L)の比の大きさと内孔長さLで規定され、この計算上のヘッド高さHが、本発明のノズルの内孔内での溶鋼圧力に影響する。すなわち、前記式1のH´に換えてHを使用した内孔壁面の断面形状によって、内孔上端近傍で発生する急激な圧力変化を抑えることができる。
【0032】
ここで、Hは、r(0)とr(L)の比の関係に変換すると次の式2で表わすことができる。
r(0)/r(L)=((H+L)/(H+0))1/4 … 式2
【0033】
そして、式2から、
r(0)/r(L)=(1+L/H)1/4
L/H=(r(0)/r(L))4−1
H=L/((r(0)/r(L))4−1) …式3
となる。
【0034】
Hをタンディッシュと上ノズルの軸方向断面のイメージ図に示すと図9のとおりである。なお、内孔上端が前記距離zの起点である。
【0035】
さらに本願発明者は、誠意検討を行い、内孔上端の半径r(0)を内孔下端の半径r(L)の1.5倍以上とすることで、内孔上端近傍で発生する急激な圧力変化を抑えることができることを見出した。これは、内孔上端の半径r(0)が内孔下端の半径r(L)の1.5倍未満のとき、タンディッシュや取鍋から上ノズルにかけての形状をなだらかにするための距離を十分に確保することが困難であり、当該形状が急激に変化するからである。なお、内孔上端の半径r(0)は、内孔下端の半径r(L)の2.5倍以下であることが望ましい。内孔上端の半径r(0)が広いほど、タンディッシュや取鍋の羽口も広くなるなど、現実的ではないからである。
【0036】
また、本願発明者は、前記式1、すなわち、
r(z)=((H´+L)/(H´+z))1/4 × r(L)
において、溶鋼のヘッド高さH´に代えて計算上のヘッド高さHを用いると共に、
r(z)=((H+L)/(H+z))1/n × r(L) … 式4
として、nの値を変更した断面形状の壁面を備えた内孔形状の上ノズルであれば、n=4以外であっても、従来に比べてスムーズな溶鋼の流れが形成されるのではないかと考え、nの値が異なる壁面形状の内孔を備えた上ノズルについて、内孔壁面に発生する圧力を検証した。
また、計算上のヘッド高さHは、式3に変数nを適用して、
H=L/((r(0)/r(L))n−1) … 式5
で表わされる。
【0037】
そして、式4に式5を代入すれば、
r(z)=[〔L/{(r(0)/r(L)) n-1}+L〕/〔L/{(r(0)/r(L)) n-1}+z〕]1/n×r(L) … 式6
となる。すなわち、内孔上端から下方へ任意の距離zにおける内孔の半径r(z)は、この式6で表わされる。
なお、式6において、n=1.5の場合が前述の式Aで示す図1の曲線(ライン)15であり、n=6の場合が前述の式Bで示す図1の曲線(ライン)16である。
【0038】
以下、実施例を用いて本発明をさらに詳細に説明する。なお、各実施例は、本発明の一態様に過ぎず、下記実施例に限定されるものではない。
【実施例】
【0039】
実施例1では、長さ230mm、内孔大径部の直径140mm、内孔小径部の直径70mm、内孔の半径r(z)=[〔L/{(r(0)/r(L)) n-1}+L〕/〔L/{(r(0)/r(L)) n-1}+z〕]1/n×r(L)がn=4(実施例1)のとき、つまり、図2(a)に実線で示すように、内孔の軸に沿って縦方向に切断した上ノズルの内孔壁面を示すラインが
r(z)=[〔L/{(r(0)/r(L))4-1}+L〕/〔L/{(r(0)/r(L))4-1}+z〕]1/4×r(L)
で表わされる上ノズルを用いて、タンディッシュや取鍋のヘッドの高さが1000mmのときに内孔壁面に加わる圧力の分布を計算した。計算結果を、従来のノズルである図7記載の上ノズルの内孔上端の内壁に加わる圧力を0として、図2(b)に示す。
また、n=1.5(実施例2)、n=2(実施例3)、n=6(実施例4)、n=1(比較例1)、n=7(比較例2)のとき、すなわち、内孔の軸に沿って縦方向に切断した上ノズルの内孔壁面を示すラインが、
r(z)=[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)
で表わされるの上ノズル(実施例2)、
r(z)=[〔L/{(r(0)/r(L))2-1}+L〕/〔L/{(r(0)/r(L))2-1}+z〕]1/2×r(L)
で表わされるの上ノズル(実施例3)、
r(z)=[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
で表わされる上ノズル(実施例4)(図3(a)参照)、
r(z)=[〔L/{(r(0)/r(L))1-1}+L〕/〔L/{(r(0)/r(L))1-1}+z〕]1/1×r(L)
で表わされる上ノズル(比較例1)(図4(a)参照)、
r(z)=[〔L/{(r(0)/r(L))7-1}+L〕/〔L/{(r(0)/r(L))7-1}+z〕]1/7×r(L)
で表わされる上ノズル(比較例2)(図5(a)参照)を用いて実施例1と同様に内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表1に示す。
【0040】
【表1】
【0041】
実施例1では、内孔上端から下端にかけて徐々に圧力が変化していることが確認された(図2(b)参照)。急激な圧力変化が発生していないことから、溶鋼の流れがほぼ一定であることが分かる。また、実施例2(n=1.5)及び3(n=2)においても、実施例1と同様に内孔上端から下端にかけて徐々に圧力が変化していることが確認された。
【0042】
実施例4(n=6)では、内孔上端部近傍で大きな圧力変化が確認されたものの、その後は、徐々に圧力が変化していることが確認された(図3(b)参照)。口径が広く、付着物によって問題が発生し難い内孔上端部付近以外は、溶鋼の流れがほぼ一定であることが分かる。
【0043】
比較例1(n=1)では、内孔上端から下端にかけて圧力変化が少ないことが確認された(図4(b)参照)。しかし、例えば、図2(b)と図4(b)とを比較すれば明らかなように、上ノズルから上プレートに溶鋼が流れ込んだ後に急激な圧力変化が起こっており、口径が狭く、付着物によって問題が発生し易い個所で、溶鋼の流れが急激に変化していることが確認された。
これは、上ノズルの内孔壁面がテーパー状で、上プレートとの接触部に角が形成されており(図4(a)参照)、また、圧力分布に傾斜が少なく、内孔下端でも高い圧力を維持しているためであると思慮される(図4(b)参照)。
【0044】
比較例2(n=7)では、図5に示すように、内孔上端部近傍で約100psから大きく圧力が変化している。すなわち、図7に示した従来の上ノズルよりも内孔上端部近傍で大きな圧力が発生した後、非常に大きく圧力が変化することが確認された。また、比較例2では、内孔上端部近傍で内孔の径が急激に減少しており、口径が狭く、付着物によって問題が発生し易い個所で、溶鋼の流れが急激に変化していることが分かる。
【0045】
このように本発明では、上ノズル内孔を溶鋼が通過する際に、内孔壁面に加わる圧力の変化がほぼ一定であることから、溶鋼の流れがエネルギー損失の少ない一定の流れであることが分かる。なお、取鍋では、湯面が約4000mmから徐々に下がり、タンディッシュにおいても、湯面が500mm程度のものもある。しかし、先ほども述べたように、羽口に流れ込む溶鋼は、タンディッシュや取鍋の底面に近い位置にある溶鋼であり、湯面の高さが変化することによって、圧力の値こそ変化するものの、圧力分布は、前記各実施例、比較例と同様である。
【0046】
次に、本発明者は、内孔壁面に角(屈曲点)が形成されていない滑らかなノズル、すなわち、内孔縦断面の曲線がr(z)のzに対する微分(d(r(z))/dz)が連続する曲線となるノズルについて検討を行った。
具体的には、内孔の中心軸に沿って1/4ずつ等分した3点を管理基準として、内孔縦断面の曲線が式6と一致しない滑らかな曲線の上ノズルについて検討を行った。内孔上端、下端、上記3点の計5点を特定することで、屈曲点を備えない滑らかな内孔形状は略特定される。このため、管理基準を満たすのであれば、内孔形状に多少の違いがあっても、その差は軽微であり、圧力変化に関して同様の傾向を示すものと思慮されるからである。
【0047】
実施例5では、長さ230mm、内孔大径部の直径140mm、内孔小径部の直径70mm、内孔中心軸に沿って1/4ずつ等分した3点の内孔壁面が、それぞれ、n=6、4、1.5の式6の値に近似し、屈曲点の無い内孔を備えた上ノズルを用いて、実施例1と同様に内孔壁面に加わる圧力の分布を計算し、評価した。評価結果を表2に示す。
また、上記3点がそれぞれn=4、6、4の式6の値に近似する場合(実施例6)、n=2、4、6の式6の値に近似する場合(実施例7)、n=7、6、4の式6の値に近似する場合(比較例3)についても、実施例1と同様に内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表2に示す。
【0048】
【表2】
【0049】
実施例5では、実施例4と同様に、内孔上端部近傍で大きな圧力変化が確認されたものの、その後は、徐々に圧力が変化していることが確認された。口径が広く、付着物によって問題が発生し難い内孔上端部付近以外は、溶鋼の流れがほぼ一定であることが分かる。
【0050】
実施例6及び7では、実施例1と同様に、内孔上端から下端にかけて徐々に圧力が変化していることが確認された。急激な圧力変化が発生していないことから、溶鋼の流れがほぼ一定であることが分かる。
【0051】
比較例3では、比較例2と同様に、大きな圧力が内孔上端部近傍で発生した後、急激に減少することが確認された。また、内孔上端部近傍で内孔の径が急激に減少することから、口径が狭く、付着物によって問題が発生し易い個所で、溶鋼の流れが急激に変化していることが分かる。
【0052】
このように、上ノズルの内孔形状が式6から多少ずれた場合でも、内孔中心軸に沿って1/4ずつ等分した3点の内孔壁面が、それぞれ、n=1.5〜6の範囲の式6の値に近似し、屈曲点の無い内孔を備えた上ノズルであれば、従来に比べて良好な流れを作り出すことが分かる。
【0053】
また、本発明者は、本発明にかかる上ノズルの内孔壁面にかかる圧力分布と、内孔上端と下端の内径の比との関係について検討を行った。
実施例8では、長さ230mm、内孔小径部の直径が70mm、内孔大径部の直径が内孔下端(内孔小径部)の径Dの約1.5倍(1.54D)である108mm、内孔の半径r(z)が、n=1.5、4、6のとき、つまり、
r(z)=[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)
r(z)=[〔L/{(r(0)/r(L))4-1}+L〕/〔L/{(r(0)/r(L))4-1}+z〕]1/4×r(L)
r(z)=[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)
で表わされる上ノズルを用いて実施例1と同様に内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表3に示す。また、一例として、n=4の場合の内孔形状、及び計算結果を図6に示す。
さらに、内孔大径部の直径が内孔下端(内孔小径部)の径Dの2倍(2D)である140mm(実施例9)、4倍(4D)である280mm(実施例10)、約1倍(1.06D)である73mm(比較例4)の場合についても、実施例8と同様に、内孔の半径r(z)がn=1.5、4、6のとき、内孔壁面に加わる圧力分布を計算し、評価した。評価結果を表3に示す。また、一例として、比較例4のn=4の場合の内孔形状、及び計算結果を図7に示す。
【0054】
【表3】
【0055】
内孔の径の比が約1倍(1.06D)である比較例4では、内孔上端部近傍の圧力変化が激しいが、内孔の径の比が約1.5倍(1.54D)である実施例8や、2倍(2D)である実施例9、4倍(4D)である実施例10では、内孔上端部近傍でもほぼ一定の圧力変化であることが確認された。内孔壁面の形状が前記r(z)で表わされる場合、内孔の径が広がるにつれて、タンディッシュや取鍋から上ノズルに続く壁面はなだらかとなることから、内孔上端の径を内孔下端の径の1.5倍以上とすることで、内孔上端部近傍の急激な圧力変化を抑えることができることが分かる。
【0056】
また、従来のノズルや、比較例1乃至4おける圧力変化から、角や角に近い形状があると、急激な圧力変化が確認されることから、内孔の半径r(z)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+z〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+z〕]1/6×r(L)との間の形状であって、内孔壁面に角(屈曲点)が形成されていない滑らかな断面形状、すなわちr(z)のzに対する微分(d(r(z))/dz)が連続する断面形状とすることで、溶鋼の流れを一定とし、付着物の発生を抑えることができることが分かる。
【0057】
なお、内孔上端部近傍の形状は、ストッパなどの要因で決まることもあるが、内径が大きいため、付着物による影響が小さい。一方、内孔下端部近傍は、製造時に器具を挿入するため、直胴部にせざるを得ないといった製造上の関係などで形状が決まる場合もあるが、本発明を適用した場合でも、内孔下端部近傍は、直胴に近い形状となるため、付着抑制効果に対する影響は小さい。従って、内孔上端部近傍や内孔下端部近傍を除いて、内孔壁面の断面を屈曲点の無い形状としてもよい。
ここで、屈曲点のない形状としては、例えば、
r(z)=[〔L/{(r(0)/r(L))n-1}+L〕/〔L/{(r(0)/r(L))n-1}+z〕]1/n×r(L)(n:1.5〜6)
で示されるr(z)のz微分が連続する断面形状が挙げられる。また、Arガスなどを吹き込むバブリング構造を備えてもよい。
さらに上記各実施例では、上ノズルを例に説明しているが、本発明にかかる溶融金属排出用ノズルは上ノズルに限られるものではなく、例えばオープンノズルなど、溶融金属の高さがほぼ一定なタンディッシュなどの容器に取り付けられるノズルに適用することができる。
【符号の説明】
【0058】
10…上ノズル、11…内孔、12…大径部、13…小径部、14…内孔壁面、15…n=1.5のときの内孔壁面、16…n=6のときの内孔壁面。
【特許請求の範囲】
【請求項1】
溶融金属が通過する内孔を軸方向に有する溶融金属排出用ノズルにおいて、
内孔上端の半径r(0)が内孔下端の半径r(L)の1.5倍以上であり、
前記内孔の軸に沿って切断した断面の内孔壁面を示すラインに屈曲点がなく、
内孔の軸方向長さをLとしたとき、前記内孔上端から下方へ距離1/4Lにおける内孔の半径r(1/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/4L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離1/2Lにおける内孔の半径r(1/2L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/2L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/2L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離3/4Lの位置における内孔の半径r(3/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+3/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+3/4L〕]1/6×r(L)の範囲内である
ことを特徴とする溶融金属排出用ノズル。
【請求項1】
溶融金属が通過する内孔を軸方向に有する溶融金属排出用ノズルにおいて、
内孔上端の半径r(0)が内孔下端の半径r(L)の1.5倍以上であり、
前記内孔の軸に沿って切断した断面の内孔壁面を示すラインに屈曲点がなく、
内孔の軸方向長さをLとしたとき、前記内孔上端から下方へ距離1/4Lにおける内孔の半径r(1/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/4L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離1/2Lにおける内孔の半径r(1/2L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+1/2L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+1/2L〕]1/6×r(L)の範囲内であり、
前記内孔上端から下方へ距離3/4Lの位置における内孔の半径r(3/4L)が、
[〔L/{(r(0)/r(L))1.5-1}+L〕/〔L/{(r(0)/r(L))1.5-1}+3/4L〕]1/1.5×r(L)と、
[〔L/{(r(0)/r(L))6-1}+L〕/〔L/{(r(0)/r(L))6-1}+3/4L〕]1/6×r(L)の範囲内である
ことを特徴とする溶融金属排出用ノズル。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−62722(P2011−62722A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2009−214718(P2009−214718)
【出願日】平成21年9月16日(2009.9.16)
【出願人】(000170716)黒崎播磨株式会社 (314)
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成21年9月16日(2009.9.16)
【出願人】(000170716)黒崎播磨株式会社 (314)
【Fターム(参考)】
[ Back to top ]