
溶解鋳造装置
【課題】 大掛かりな昇降機構を要することなく、かつ、仕切り弁を溶湯から有効に保護しながら、溶解室内圧力及び鋳造室内圧力の個別調節と、溶解室内から鋳造室内の鋳型への溶湯の注入とを行う。
【解決手段】 るつぼ24を収容する溶解室12と、るつぼ24から流下する溶湯を受ける鋳型32を収容する鋳造室14とが独立した溶解鋳造装置。溶解室12と鋳造室14との間に仕切り弁62及び仕切り弁保護部材66が介在する。仕切り弁保護部材66は、その内側に溶湯流下通路66aを形成するとともに、仕切り弁62が開弁状態にあるときにその仕切り弁62内に入り込んで弁内側面を溶湯から保護する保護位置と、仕切り弁62から待避してその閉弁を可能にする待避位置とに切換可能となっている。
【解決手段】 るつぼ24を収容する溶解室12と、るつぼ24から流下する溶湯を受ける鋳型32を収容する鋳造室14とが独立した溶解鋳造装置。溶解室12と鋳造室14との間に仕切り弁62及び仕切り弁保護部材66が介在する。仕切り弁保護部材66は、その内側に溶湯流下通路66aを形成するとともに、仕切り弁62が開弁状態にあるときにその仕切り弁62内に入り込んで弁内側面を溶湯から保護する保護位置と、仕切り弁62から待避してその閉弁を可能にする待避位置とに切換可能となっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属等からなる固形材料を真空中または特定ガスの雰囲気中で溶解して鋳造するための装置に関するものである。
【背景技術】
【0002】
従来、金属等からなる固形材料を溶解して鋳造するための装置として、その溶解及び鋳造を真空中または特定ガスの雰囲気中にて行う装置が知られている。例えば下記特許文献1には、前記溶解を行うためのるつぼ及び前記鋳造を行うための鋳型を共通の密閉容器内に収容し、かつ、当該密閉容器内を真空または不活性ガス雰囲気にして溶解鋳造を行うものが開示されている。この装置によれば、当該密閉容器内を真空または不活性ガス雰囲気にすることにより、鋳造品の純度を高めることができる。あるいは、前記密閉容器内のガス成分を調整することによって鋳造品の組成を操作することも可能になる。
【0003】
しかしながら、当該文献1に記載された装置では、前記密閉容器内から鋳造品を取り出したり当該密閉容器内に固形材料を投入したりする度に当該密閉容器全体を大気に開放しなければならず、その後に大容量の密閉容器を再び真空排気し、もしくは不活性ガス等を充填する必要があるため、作業効率が悪く、また、真空ポンプや不活性ガス充填装置といった付帯設備が大型化する欠点がある。
【0004】
そこで、下記特許文献2には、前記るつぼを収容する溶解室と、前記鋳型を収容する鋳造室とを独立させて両者の間に仕切り弁を設けた装置が開示されている。この装置では、前記仕切り弁を開いた状態で当該仕切り弁を通じて前記鋳造室内の鋳型を前記溶解室内のるつぼの直下の位置まで上昇させることにより、このるつぼから鋳型内へ溶湯を流下させることができる一方、その後に前記鋳型を前記鋳造室内に戻してから仕切り弁を閉じて前記溶解室と鋳造室とを遮断することにより、前記溶解室内の圧力状態を保持したまま鋳造室のみを大気に開放して前記鋳型を取り出すことができる。従って、その大気開放後は、鋳造室内に対してのみ真空排気操作やガス充填操作をすればよく、装置内全体を一括して真空排気操作またはガス充填操作する場合に比べて作業効率が向上し、また付帯設備の小型化を図ることが可能になる。
【特許文献1】特開昭63−251785号公報
【特許文献2】特開平10−038466号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
前記特許文献2に記載される装置では、注型時に溶解室内のるつぼに鋳造室内の鋳型を近づけるべく当該鋳型を鋳造室内の位置から溶解室内のるつぼ直下の位置に至るまで相当な距離にわたって上昇させなければならず、そのために大掛かりな昇降機構が必要となる。また、前記鋳型が前記溶解室へ上昇する際に前記仕切り弁を通過しなければならず、その通過時に当該鋳型と仕切り弁との接触を確実に避けるためにはかなり大型の仕切り弁を用いる必要があり、設計上著しい制約を受けることになる。
【0006】
なお、前記鋳造室内の鋳型を上昇させることなく、そのままの位置で、溶解室内のるつぼから前記仕切り弁を通じて前記鋳型に溶湯を注入させることも物理上不可能ではないが、その場合には注型の確実性が損なわれるのみならず、飛び散った溶湯が仕切り弁に付着して同弁の破損を招くおそれがあり、特に、前記溶湯の付着物が仕切り弁に噛み込まれたり、当該溶湯の熱で仕切り弁のシール材が焼損したりした場合には、当該仕切り弁の気密性を損なうことになる。
【0007】
本発明は、このような事情に鑑み、大掛かりな昇降機構を要することなく、かつ、仕切り弁を溶湯から有効に保護しながら、溶解室内圧力及び鋳造室内圧力の個別調節と、溶解室内から鋳造室内の鋳型への溶湯の注入とを行うことができる溶解鋳造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段として、本発明は、固形材料を溶解する溶解部を収納する溶解室と、この溶解室の下側に配置され、前記溶解部から流下する溶湯を受ける鋳型を収納する鋳造室とを備え、前記溶解室内の圧力及び鋳造室内の圧力が個別に調節可能な溶解鋳造装置において、前記溶解室と鋳造室との間に設けられ、両室を遮断する閉弁状態と両室を開通して前記溶解部から前記鋳型への溶湯の流下を許容する開弁状態とに切換可能な仕切り弁と、前記溶解部と鋳型部との間に介在し、当該溶解部から鋳型部への溶湯流下通路を内側に形成する仕切り弁保護部材とを備え、この仕切り弁保護部材は、前記仕切り弁が前記開弁状態にあるときに当該仕切り弁内に入り込んで当該仕切り弁の内側面を前記溶湯から保護する保護位置と、前記仕切り弁から待避して当該仕切り弁の閉弁を可能にする待避位置とに切換可能であるものである。
【0009】
この構成によれば、仕切り弁を開いた状態で当該仕切り弁内に入り込む保護位置に仕切り弁保護部材を位置させることにより、この仕切り弁保護部材に形成された溶湯流下通路を通じて溶解室内の溶解部から鋳造室内の鋳型内へ確実に溶湯を注入することができるとともに、この保護位置にある仕切り弁保護部材によって前記溶湯から前記仕切り弁を有効に保護することができる。一方、この仕切り弁保護部材を待避位置へ移動させて前記仕切り弁を閉じることにより、前記溶解室と前記鋳造室との間を遮断して両室内圧力を個別に調節することができるため、両室を一括して大気に開放してその後に真空排気操作やガス充填操作を行うものに比べ、作業効率を高め、また、当該真空排気やガス充填に要する設備の小型化を図ることができる。
【0010】
しかも、長い距離にわたって鋳型を昇降させる必要がなく、前記仕切り弁保護部材を前記保護位置とこの保護位置から待避する待避位置との間で移動させるだけでよいので、大掛かりな昇降機構を用いることなく、しかも、溶湯から仕切り弁を有効に保護しながら、溶解室内圧力及び鋳造室内圧力の個別調節と、溶解室内から鋳造室内の鋳型への溶湯の注入とを両立させることができる。
【0011】
また、前記特許文献2記載の装置のように、前記鋳型が前記仕切り弁内を通過する必要がないので、仕切り弁の大きさに著しい制約を受けることがない。従って、前記開弁状態における前記仕切り弁の最大口径が前記鋳型の最大外径よりも小さい構成とすることも可能であり、これによって仕切り弁の小型化も図ることが可能となる。
【0012】
本発明において、前記仕切り弁保護部材の保護位置からの待避方向は特に限定されないが、前記仕切り弁保護部材が前記保護位置から下方に待避するようにすれば、短い移動ストロークで前記待避が可能となる。
【0013】
本発明では、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で移動させる保護部材操作手段を備えることが、より好ましい。
【0014】
その具体的な構成としては、例えば、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる保護部材操作手段を備え、この保護部材操作手段は、前記仕切り弁と前記鋳造室との間に介在し、その内側に前記仕切り弁保護部材が挿通されるスリーブと、前記仕切り弁保護部材の外周面上に固定され、当該仕切り弁保護部材の昇降に伴って前記スリーブの内周面または前記開弁状態にある仕切り弁の内周面上を摺動する可動側シール部材と、前記スリーブの内周面または前記鋳造室に固定され、前記仕切り弁保護部材の昇降に伴って当該仕切り弁保護部材の外周面に対して相対的に摺動する固定側シール部材と、前記可動側シール部材と固定側シール部材とに挟まれた前記スリーブ内の密閉空間内に対してガスを給排することにより前記仕切り弁保護部材を昇降させるガス給排手段とを含むものが、好適である。
【0015】
この構成によれば、前記可動側シール部材と固定側シール部材とに挟まれた前記スリーブ内の密閉空間内にガスを給排するだけの簡素な構成で、前記仕切り弁保護部材をその保護位置と待避位置との間で昇降させることができる。
【0016】
また、前記仕切り弁保護部材の下部に前記鋳型上に載置される鋳型載置部が設けられるとともに、この鋳型を昇降させることにより当該鋳型と一体に前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる鋳型操作手段を備えるようにしてもよい。この構成によれば、鋳型の昇降によって前記仕切り弁保護部材の位置切換を行うことができるとともに、前記仕切り弁保護部材が保護位置にあるときも当該仕切り弁保護部材と鋳型とを近接させて当該仕切り弁保護部材から鋳型への溶湯の注入をより確実なものにすることができる。
【0017】
特に、前記仕切り弁保護部材の鋳型載置部が、前記鋳型上に載置されることにより当該鋳型の上端開口を塞ぐ形状を有するものであれば、当該仕切り弁保護部材から溶湯が鋳造室内に飛び散るのをより確実に防止することが可能になる。
【0018】
なお、以上の構成では前記仕切り弁保護部材に加えて鋳型を昇降させる必要はあるが、その移動ストロークは前記仕切り弁保護部材の保護位置と待避位置との距離分でよく、前記特許文献2に記載されるように鋳型そのものを鋳造室内から溶解室内まで上昇させるものに比べて鋳型を昇降させるストロークは小さくて済む。
【0019】
本発明では、前記仕切り弁保護部材を冷却する保護部材冷却手段を備えることが、より好ましい。このような仕切り弁保護部材の冷却により、溶湯温度が高い場合や注型時間が長い場合でも、前記仕切り弁保護部材の外側に位置する仕切り弁の温度が上昇するのを有効に抑止し、そのシール部品の劣化抑止及び焼損防止を図ることができる。
【0020】
また、本発明では、前記仕切り弁保護部材に加え、この仕切り弁保護部材と前記溶解部との間に介在し、当該溶解部から当該仕切り弁保護部材への溶湯の流下を許容する形状であってかつ前記仕切り弁保護部材の外側の領域を上側から覆う形状を有する上側保護部材を備えることが、より好ましい。
【0021】
この構成によれば、前記仕切り弁保護部材によって前記仕切り弁をその内側を流下する溶湯から保護することができるのに加え、溶解室内で飛び散った溶湯が前記仕切り弁に対して上から付着することも有効に防ぐことができ、当該仕切り弁の機能をより確実に保つことが可能になる。
【0022】
ここで、前記上側保護部材は、下方に向かうに従って縮径し、その下端部が前記保護位置における仕切り弁保護部材の溶湯流下通路の上端に至る形状を有するものが、好適である。このような上側保護部材によれば、溶解部から流下する溶湯をより確実に仕切り弁保護部材の溶湯流下通路内へ導くことが可能になる。
【0023】
この上側保護部材についても、当該上側保護部材を冷却する保護部材冷却手段を備えることが、より好ましい。
【0024】
また、本発明では、前記鋳造室の上部に設けられ、前記仕切り弁保護部材から前記鋳型内へ流下する溶湯が前記鋳造室の内面に飛散するのを阻止する下側保護部材を備えることも有効である。このような下側保護部材により、仕切り弁のみならず鋳造室の内面も溶湯から保護することができる。
【0025】
また、この下側保護部材についても、当該下側保護部材を冷却する保護部材冷却手段を備えることが、より好ましい。
【発明の効果】
【0026】
以上のように、本発明によれば、鋳型を昇降させるための大掛かりな機構を要することなく、しかも、仕切り弁の開弁時には保護位置にある仕切り弁保護部材によって仕切り弁を溶湯から有効に保護しながら溶解室内から鋳造室内の鋳型への溶湯の注入を不都合なく行うことができ、その一方で、前記保護位置から前記仕切り弁保護部材を待避させて前記仕切り弁を閉弁することにより、溶解室内と鋳造室内とを遮断して両室の圧力を個別に調節することにより、作業効率の向上及び付帯設備の小型化を図ることができる効果がある。
【発明を実施するための最良の形態】
【0027】
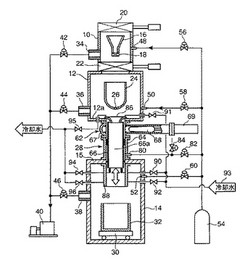
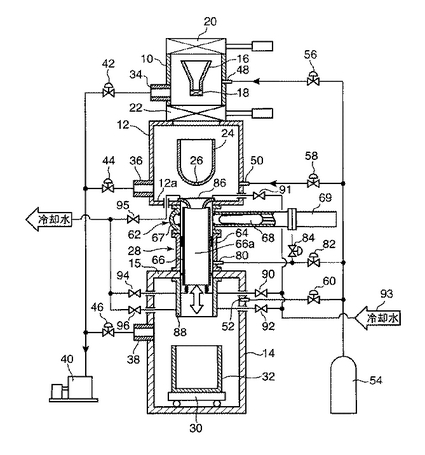
本発明の第1の実施の形態を図1及び図2に基づいて説明する。
【0028】
図1に示す溶解鋳造装置は、上から順に、材料供給室10と、溶解室12と、鋳造室14とを備えている。
【0029】
材料供給室10は、材料供給ホッパー16を収納している。この材料供給ホッパー16は、固形材料を受け入れる形状を有し、その下端には開閉弁18を有している。
【0030】
材料供給室10は、上下に開口しており、上端開口が開閉弁20により開閉され、また、下端開口と前記溶解室12との上端開口との間が仕切り弁22の開閉によって開通及び遮断されるようになっている。
【0031】
前記溶解室12内にはるつぼ24が収容されている。このるつぼ24は、中に供給された固形材料を加熱溶解し、これにより生成した溶湯を底部の流下口26から流下させ、後述の接続機構28を介して鋳造室14内の鋳型32内に注入するものであり、前記流下口26は図略の開閉手段により開閉されるようになっている。この鋳型32は、鋳造室14の底部に設置された台車30上に載せられており、この台車30ごと鋳造室14内に対して搬出入することが可能となっている。
【0032】
なお、前記るつぼ24はその傾動によって溶湯を流下させるものであってもよい。また、鋳型32の具体的な形状も特に問わない。
【0033】
前記材料供給室10、溶解室12、及び鋳造室14には、それぞれ個別に排気口34,36,38が設けられ、各排気口34,36,38にはそれぞれ弁42,44,46を介して共通の真空排気装置40が接続されている。また、前記各室10,12,14には、それぞれ個別にガス供給口48,50,52が設けられ、各ガス供給口48,50,52にはそれぞれ弁56,58,60を介して共通の不活性ガス供給源54が接続されている。
【0034】
なお、前記各室10,12,14に供給されるガスは不活性ガスに限らず、例えば鋳造品に特定成分を混入させるために当該成分を含むガスを各室に供給するようにしてもよい。
【0035】
次に、前記溶解室12と鋳造室14との間に介在する接続機構28について説明する。
【0036】
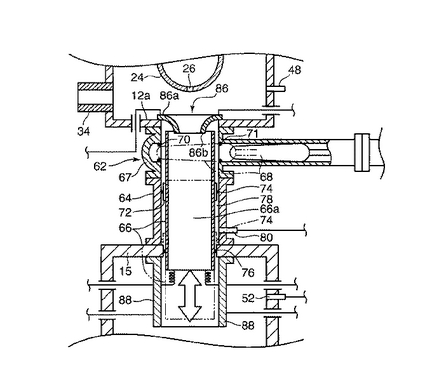
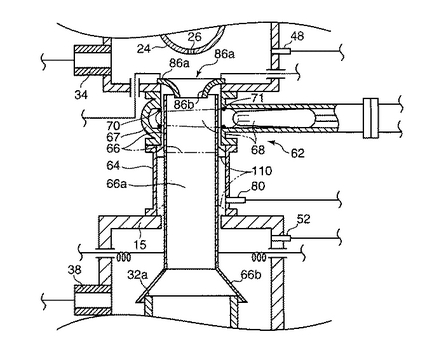
この接続機構28は、上下に並ぶ仕切り弁62及びスリーブ64と、その内部に装填される仕切り弁保護部材66とを備えており、前記仕切り弁62が溶解室12の底壁12aの開口に接続され、前記スリーブ64の下端が鋳造室14の天壁15の開口に接続されている。
【0037】
図2に示すように、前記仕切り弁62は、筒状の弁ハウジング67と、この弁ハウジング67内に対して水平方向に挿脱される弁体68と、この弁体68を挿脱操作する弁体駆動装置(例えばソレノイド)69とを備え、前記弁ハウジング67と前記スリーブ64とが連続するように両者が接続されている。前記弁ハウジング67内の適所にはシール部材70,71が設けられ、この弁ハウジング67内に前記弁体68が挿入されることにより、当該弁体68が前記シール部材70,71に圧接して溶解室12と鋳造室14とを遮断することにより両室12,14内の圧力を相互独立させる(閉弁状態)一方、前記弁体68が前記弁ハウジング67から径方向外側に待避することにより前記溶解室12と鋳造室14とが開通するようになっている(開弁状態)。
【0038】
前記仕切り弁保護部材66は、ニッケル合金等の耐熱性の高い材料で形成され、図例では円筒状をなし、その内部に前記溶湯の流下通路66aを形成している。この仕切り弁保護部材66は、前記弁ハウジング67及びスリーブ64の内部に両者に跨って配置されるとともに、この仕切り弁保護部材66の上部が図2の実線に示すように弁ハウジング67の内周面を覆う保護位置と、同図二点鎖線に示すように前記保護位置から下方に待避して仕切り弁62の閉弁を許容する待避位置との間で昇降可能となっている。
【0039】
この実施の形態では、前記仕切り弁保護部材66の昇降操作は前記不活性ガスの圧力を利用して行われる。
【0040】
具体的に、前記仕切り弁保護部材66の中間部には大径のピストン部72が形成され、このピストン部72の外周面上にリング状の可動シール部材74が固定されており、この可動シール部材74は前記仕切り弁保護部材66の昇降に伴ってスリーブ64の内周面上を摺動するようになっている。一方、鋳造室14の天壁15の開口内周面には固定シール部材76が固定され、この固定シール部材76は前記仕切り弁保護部材66の昇降に伴って当該仕切り弁保護部材66の外周面に対して相対的に摺動するようになっている。
【0041】
そして、両シール部材74,76により挟まれたスリーブ64内の密閉空間78内に不活性ガスが供給可能となるように、当該スリーブ64の適所にガス給排口80が設けられており、このガス給排口80が弁82を介して前記不活性ガス供給源54に接続されるとともに、弁84を介して大気に連通可能となっている。
【0042】
なお、仕切り弁保護部材66を駆動するためのガスは必ずしも各室10,12,14に供給される不活性ガスでなくてもよく、駆動専用のガスを用いてもよい。ただし、各室10,12,14のガス供給源から供給されるガス(不活性ガスに限られない。)を保護部材昇降操作用のガスに流用すれば、より簡素な構成で仕切り弁保護部材66の昇降操作を行うことが可能になる。また、万が一駆動ガスがシール部材74またはシール部材76から漏れて系内に流れ込んだとしても、系内のガス組成に影響を与えないという利点もある。
【0043】
この仕切り弁保護部材66に加え、その上下には上側保護部材86及び下側保護部材88が設けられている。
【0044】
上側保護部材86は、図例では、その上端86aから下端86bに向かうに従ってノズル状に縮径する形状を有している。この上側保護部材86の上端86aは径方向外側を向いており、この上端86aが前記仕切り弁62の弁ハウジング67内における仕切り弁保護部材66の外側領域を上から覆うように当該上端86aが前記溶解室12の底壁12aに固定され、当該上側保護部材86の下端86bは前記保護位置における仕切り弁保護部材66の溶湯流下通路66aの上端に至っている。
【0045】
下側保護部材88は、略円筒状をなし、その上端部が前記鋳造室14の天壁15に固定されている。この下側保護部材88は、前記仕切り弁保護部材66の外径よりも大きな内径を有し、かつ、この仕切り弁保護部材66と中心軸が一致するように配置されており、この仕切り弁保護部材66の下部が下側保護部材88内で昇降可能となっている。この下側保護部材88の下端位置は、前記仕切り弁保護部材66の溶融流下通路66aから前記鋳型32内へ流下する溶湯が前記鋳造室14の内面に飛散するのを阻止できる程度に低く、かつ、この下側保護部材88が前記鋳型32の搬出入に邪魔にならない程度に高く設定されている。
【0046】
さらに、この装置では、前記仕切り弁保護部材66、上側保護部材86、及び下側保護部材88をそれぞれ冷却する冷却手段が設けられている。具体的には、各保護部材66,86,88の内部に冷却水通路が形成され、各冷却水通路にそれぞれ弁90,91,92を介して共通の冷却水供給源93から冷却水が供給されるとともに、各冷却水通路を通った冷却水がそれぞれ弁94,95,96を通じて排出されるようになっている。
【0047】
次に、この溶解鋳造装置の操作手順を説明する。なお、初期状態では各弁がそれぞれ閉じられているものとし、接続機構28においては、仕切り弁保護部材66が待避位置まで下降した状態で仕切り弁62が閉じているものとする。
【0048】
1)開閉弁20を開いて材料供給室10内の材料供給ホッパー16内に固形材料を投入し、投入後に開閉弁20を閉じる。
【0049】
2)弁42を開いて材料供給室10内を真空排気する。また、溶解室12内も予め真空排気しておく。
【0050】
3)前記仕切り弁22及び材料供給ホッパー16の開閉弁18を開き、同ホッパー16内の材料を流下口26が閉じられているるつぼ24内に投入した後、前記仕切り弁22を閉じる。
【0051】
4)弁58を開いてガス供給口50から溶解室12内に適量の不活性ガスを供給することにより同室12内を適当な圧力に調整した後、るつぼ24を加熱して材料を溶解する。
【0052】
5)弁46を開いて鋳造室14内を真空排気し、さらに弁60を開いて鋳造室14内に適量の不活性ガスを供給することにより同室14内の圧力を前記溶解室12内の圧力と等しい圧力に調節する。
【0053】
6)弁体駆動装置69を作動させて弁体68を図2の二点鎖線位置(閉弁位置)から同図実線(開弁位置)へ径方向外側に待避させる。これにより両室12,14が開通する。
【0054】
7)さらに、弁82を開いてガス給排口80からスリーブ64内の密閉空間(上下シール部材74,76の間に挟まれた空間)78内に不活性ガスを供給し、その圧力によってピストン部72及びこれに接合される仕切り弁保護部材66を上昇させて同保護部材66を図2の実線に示される保護位置に保持する。なお、この保護位置への位置決めは、例えば上側保護部材86の下面にストッパを形成してこのストッパに前記仕切り弁保護部材66が当たる位置を保護位置とするようにすればよい。
【0055】
この保護位置においては、仕切り弁62の弁ハウジング67の内周面が仕切り弁保護部材66によって内側から覆われ、かつ、この仕切り弁保護部材66の溶湯流下通路66aの上端に前記上側保護部材86の下端86bが至った状態となる。
【0056】
8)るつぼ24の流下口26を開き、この流下口26からるつぼ24内の溶湯を流下させる。この溶湯は、上側保護部材86の内側、仕切り弁保護部材66の内側の溶湯流下通路66a、さらには鋳造室14内の下側保護部材88の内側を通って、同室14内の鋳型32内に注入される。
【0057】
このとき、流下する溶湯と仕切り弁62の弁ハウジング67の内周面との間には仕切り弁保護部材66が介在するので、前記溶湯が弁ハウジング67の内周面に飛び散って付着することが阻止される。さらに、この実施の形態では、前記仕切り弁保護部材66の外側の領域も上側保護部材86の上端86aによって上側から覆われているので、当該外側領域を通じて溶湯が弁ハウジング67の内周面に付着することも有効に防がれる。
【0058】
従って、この実施の形態では、重量の大きい鋳型32を上昇させることなく、かつ、仕切り弁62を溶湯から有効に保護しながら、当該鋳型32に不都合なく注湯することができる。しかも、従来のように鋳型32が仕切り弁62を通過する必要がないことから、図示のように開弁状態における仕切り弁62の最大口径を鋳型32の最大外径よりも小さくすることが可能であり、これによって仕切り弁62の小型化にも寄与することができる。
【0059】
また、鋳造室14においては、その上部に筒状の下側保護部材88が設けられているので、この下側保護部材88の存在によって鋳造室14の内面も溶湯から保護することが可能となっている。
【0060】
さらに、この注湯の際、仕切り弁保護部材66の内部に形成された冷却水通路に冷却水を供給して当該保護部材を冷却することにより、仕切り弁62を溶湯の輻射熱からも有効に保護して特にそのシール部材の劣化や焼損の防止効果を高めることができる。この効果は、上側保護部材86や下側保護部材88を同様に冷却することによってさらに顕著なものにすることが可能になる。
【0061】
9)注湯完了後、弁82を閉じかつ弁84を開いてスリーブ64内の密閉空間78から不活性ガスを抜くことにより、仕切り弁保護部材66を自重で降下させて図2の二点鎖線に示すような待避位置(図例では仕切り弁保護部材66の下部が下側保護部材88内に収まる位置)へ待避させる。この状態で弁体駆動装置69を作動させて弁体68を弁ハウジング67内に進入させ、図2二点鎖線に示すように当該弁体68がシール部材70,71と圧接する閉弁状態とする。
【0062】
この閉弁状態では溶解室12内の圧力と鋳造室14内の圧力とが独立しているので、溶解室12内の圧力状態は保持したまま鋳造室14内のみを大気に開放した後、図略の扉を開いて当該鋳造室14から台車30及び鋳型32を取り出すようにする。このようにすれば、溶解室12及び鋳造室14を一括して大気に開放した後に真空排気や不活性ガスの供給を行う場合に比べ、作業効率の向上及び真空排気装置40等の付帯設備の小型化を図ることが可能である。
【0063】
なお、仕切り弁62の開閉の際に仕切り弁保護部材66を昇降させる必要があるが、この仕切り弁保護部材66は鋳型32に比べて軽量であり、また、必要とされる昇降ストローク(保護位置と待避位置との距離)も小さくて済むので、従来のように鋳型全体を鋳造室から溶解室まで上昇させる装置のように大掛かりな昇降機構を要さず、例えば図示のようなガス圧式の簡素な駆動機構でも対応することができる。
【0064】
ただし、本発明は必ずしも鋳型32とは別に仕切り弁保護部材66を単独で昇降させるものに限らず、両者を一体に昇降させるものでもよい。この場合でも前記鋳型32及び仕切り弁保護部材66を昇降させるストロークは僅かであるので、従来のように鋳型32を溶解室12まで上昇させるものに比して昇降機構の小型化を図ることが可能であり、また鋳型32の最大外径を開弁時における仕切り弁62の最大口径よりも小さくすることも可能である。
【0065】
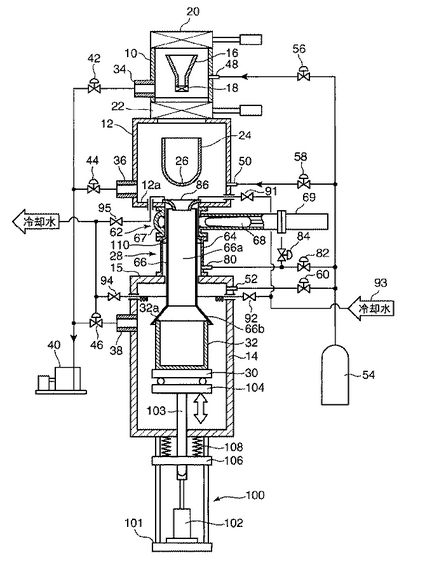
その一例を第2の実施の形態として図3及び図4に示す。なお、図3及び図4に示す構成要素のうち前記図1及び図2に示したものと同等のものには共通の参照符を付してその説明を省略することとする。
【0066】
この第2の実施の形態に係る接続機構28は、前記第1の実施の形態と同様に、仕切り弁62、スリーブ64、仕切り弁保護部材66、及び上側保護部材86を備えているが、その仕切り弁保護部材66の下部には鋳型載置部66bが形成されている。この鋳型載置部66bは、下方に向かうに従って拡径する形状をなし、その最大内径(下端部の内径)が鋳型32の上端32aの外径よりも僅かに大きく設定されている。従って、この上端32aの外周縁に前記鋳型載置部66bの内側面を当接させるようにして当該上端32a上に鋳型載置部66bを載置することが可能であり、かつ、この載置状態で鋳型32の上端開口がその全周にわたって上から覆われるようになっている。
【0067】
また、仕切り弁保護部材66の中間部位の外周面には、スリーブ64の内側領域内で径方向外向きに突出するストッパ110が設けられている。このストッパ110の上下方向の位置は、図4に二点鎖線で示されるように当該ストッパ110が鋳造室14の天壁15に当たる位置が仕切り弁保護部材66の待避位置すなわち仕切り弁62から下方に待避した位置となるように設定されている。
【0068】
一方、鋳造室14の底部には、同室14内の領域で台車30及び鋳型32を昇降させるための昇降装置100が設けられている。この昇降装置100は、前記鋳造室14に連接される基台101を備え、この基台101上に油圧シリンダ102が上向きに固定されており、その伸縮ロッド103の上端が前記鋳造室14内に入り込んでいて当該上端に前記台車30が載置可能な台車載置板104が設けられている。また、前記伸縮ロッド103の中間部には大径の座板106が固定され、この座板106と鋳造室14の底面との間に前記伸縮ロッド103の部分の気密を保持するベローズ108が介設されている。
【0069】
次に、この溶解鋳造装置の操作手順を説明する。なお、初期状態では各弁がそれぞれ閉じられているものとし、接続機構28及び昇降機構100については、仕切り弁保護部材66が待避位置まで下降した状態で仕切り弁62が閉じているものとする。また、この初期状態から、るつぼ24で材料を溶解した後に溶解室12内の圧力及び鋳造室14内の圧力を調節して仕切り弁62を開弁するまでの手順は前記第1の実施の形態で説明した手順1)〜6)と同じである。
【0070】
仕切り弁62の開弁後は、昇降装置100の油圧シリンダ102を伸ばしてその台車載置板104上に載置される台車30、その上に載置される鋳型32、さらにその上に載置されている仕切り弁保護部材66を一体に上昇させ、この仕切り弁保護部材66を図3及び図4の実線に示される保護位置に保持する。この保護位置においては、前記第1の実施の形態と同様に、仕切り弁62の弁ハウジング67の内周面が仕切り弁保護部材66によって内側から覆われる。また、仕切り弁保護部材66の下部の台車載置部66bが鋳型32の上端32aに当接してその上端開口を塞ぐ状態が保持される。
【0071】
この状態からるつぼ24の流下口26を開き、この流下口26からるつぼ24内の溶湯を流下させることにより、この溶湯を、上側保護部材86の内側及び仕切り弁保護部材66の内側の溶湯流下通路66aを通じて鋳造室14内の鋳型32内に注入することができる。
【0072】
ここでも、前記第1の実施の形態と同様に、流下する溶湯と仕切り弁62の弁ハウジング67の内周面との間に介在する仕切り弁保護部材66によって、前記溶湯が弁ハウジング67の内周面に飛び散って付着することが阻止される。また、前記仕切り弁保護部材66の外側の領域を上側から覆う上側保護部材86の上端86aによって、前記外側領域を通じて溶湯が弁ハウジング67の内周面に付着することも有効に防がれる。
【0073】
しかも、この第2の実施の形態では、仕切り弁保護部材66の鋳型載置部66bが鋳型32の上端開口を全周にわたって覆った状態にあるので、溶湯が鋳造室14の内面に飛び散るのをより確実に防止する効果も得られる。
【0074】
また、この第2の実施の形態でも、前記仕切り弁保護部材66や上側保護部材86を冷却することによって、仕切り弁62を熱的に保護することが可能になる。
【0075】
注湯完了後は、昇降装置100の油圧シリンダ102を収縮させて台車載置部104、台車30、鋳型32、及び仕切り弁保護部材66を一体に降下させる。その降下中にストッパ110が天壁15に当たることにより、その位置、すなわち仕切り弁62から下方に待避した待避位置に仕切り弁保護部材66がとどまり、その後は当該仕切り弁保護部材66を取り残して鋳型32のみが台車30及び台車載置板104とともに最下端位置まで降下する。従って、この位置では鋳型32の上端32aが仕切り弁保護部材66の鋳型載置部66bから下方に離間し、この鋳型載置部66bと干渉することなく鋳型32及び台車30の取り出しが可能な状態となっている。
【0076】
その後は、前記第1の実施の形態と同様に仕切り弁62を閉弁し、溶解室12内の圧力状態は保持したまま鋳造室14内のみを大気に開放して前記台車30及び鋳型32の取り出しを行う。
【0077】
この装置では、仕切り弁62の開閉の際に鋳型32を昇降させる必要があるものの、その昇降ストロークは従来のように鋳型全体を鋳造室から溶解室まで上昇させるものに比べて僅かであり、よって昇降装置100の小型化が可能である。
【0078】
なお、本発明は以上記した実施の形態に限られず、例えば次のような実施の形態をとることも可能である。
【0079】
・図例では、溶解室12と鋳造室14とが分離されるのに加え、材料供給室10と溶解室12も分離されるものとなっているが、これら材料供給室10及び溶解室12は統合してもよい。
【0080】
・本発明では仕切り弁の種類も問わず、図示のようなゲートバルブからなる仕切り弁62の他、例えばボールバルブの使用も可能である。
【0081】
・溶湯温度及び溶湯供給量によっては、仕切り弁保護部材66、上側保護部材86、または下側保護部材88のうちの一部または全部を無冷却としてもよい。また、上側保護部材86や下側保護部材88そのものも仕様によっては適宜省略が可能である。
【0082】
・仕切り弁保護部材66はその保護位置から上側に待避するものであってもよい。例えば、図1に示す装置において仕切り弁62をスリーブ64よりも下側に配置し、当該スリーブ64に組み込んだ昇降機構によって仕切り弁保護部材66をその下部が仕切り弁62内に進入する保護位置から上方に待避させるようにしてもよい。
【0083】
・図1に示す装置において、仕切り弁保護部材66を移送する手段は前記各実施形態に示したものに限らず、例えば電磁石等を用いて駆動するようにしてもよい。
【図面の簡単な説明】
【0084】
【図1】本発明の第1の実施の形態にかかる溶解鋳造装置の全体構成を示す断面図である。
【図2】図1に示す装置の要部を示す断面図である。
【図3】本発明の第2の実施の形態にかかる溶解鋳造装置の全体構成を示す断面図である。
【図4】図3に示す装置の要部を示す断面図である。
【符号の説明】
【0085】
12 溶解室
14 鋳造室
24 るつぼ(溶解部)
28 接続機構
32 鋳型
40 真空排気装置
54 不活性ガス供給源
62 仕切り弁
64 スリーブ
66 仕切り弁保護部材
66a 溶湯流下通路
66b 鋳型載置部
67 弁ハウジング
70,71 シール部材
74 可動シール部材
76 固定シール部材
78 シール部材に挟まれた密閉空間
80 ガス給排口
86 上側保護部材
88 下側保護部材
93 冷却水供給源
100 昇降装置(鋳型操作手段)
【技術分野】
【0001】
本発明は、金属等からなる固形材料を真空中または特定ガスの雰囲気中で溶解して鋳造するための装置に関するものである。
【背景技術】
【0002】
従来、金属等からなる固形材料を溶解して鋳造するための装置として、その溶解及び鋳造を真空中または特定ガスの雰囲気中にて行う装置が知られている。例えば下記特許文献1には、前記溶解を行うためのるつぼ及び前記鋳造を行うための鋳型を共通の密閉容器内に収容し、かつ、当該密閉容器内を真空または不活性ガス雰囲気にして溶解鋳造を行うものが開示されている。この装置によれば、当該密閉容器内を真空または不活性ガス雰囲気にすることにより、鋳造品の純度を高めることができる。あるいは、前記密閉容器内のガス成分を調整することによって鋳造品の組成を操作することも可能になる。
【0003】
しかしながら、当該文献1に記載された装置では、前記密閉容器内から鋳造品を取り出したり当該密閉容器内に固形材料を投入したりする度に当該密閉容器全体を大気に開放しなければならず、その後に大容量の密閉容器を再び真空排気し、もしくは不活性ガス等を充填する必要があるため、作業効率が悪く、また、真空ポンプや不活性ガス充填装置といった付帯設備が大型化する欠点がある。
【0004】
そこで、下記特許文献2には、前記るつぼを収容する溶解室と、前記鋳型を収容する鋳造室とを独立させて両者の間に仕切り弁を設けた装置が開示されている。この装置では、前記仕切り弁を開いた状態で当該仕切り弁を通じて前記鋳造室内の鋳型を前記溶解室内のるつぼの直下の位置まで上昇させることにより、このるつぼから鋳型内へ溶湯を流下させることができる一方、その後に前記鋳型を前記鋳造室内に戻してから仕切り弁を閉じて前記溶解室と鋳造室とを遮断することにより、前記溶解室内の圧力状態を保持したまま鋳造室のみを大気に開放して前記鋳型を取り出すことができる。従って、その大気開放後は、鋳造室内に対してのみ真空排気操作やガス充填操作をすればよく、装置内全体を一括して真空排気操作またはガス充填操作する場合に比べて作業効率が向上し、また付帯設備の小型化を図ることが可能になる。
【特許文献1】特開昭63−251785号公報
【特許文献2】特開平10−038466号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
前記特許文献2に記載される装置では、注型時に溶解室内のるつぼに鋳造室内の鋳型を近づけるべく当該鋳型を鋳造室内の位置から溶解室内のるつぼ直下の位置に至るまで相当な距離にわたって上昇させなければならず、そのために大掛かりな昇降機構が必要となる。また、前記鋳型が前記溶解室へ上昇する際に前記仕切り弁を通過しなければならず、その通過時に当該鋳型と仕切り弁との接触を確実に避けるためにはかなり大型の仕切り弁を用いる必要があり、設計上著しい制約を受けることになる。
【0006】
なお、前記鋳造室内の鋳型を上昇させることなく、そのままの位置で、溶解室内のるつぼから前記仕切り弁を通じて前記鋳型に溶湯を注入させることも物理上不可能ではないが、その場合には注型の確実性が損なわれるのみならず、飛び散った溶湯が仕切り弁に付着して同弁の破損を招くおそれがあり、特に、前記溶湯の付着物が仕切り弁に噛み込まれたり、当該溶湯の熱で仕切り弁のシール材が焼損したりした場合には、当該仕切り弁の気密性を損なうことになる。
【0007】
本発明は、このような事情に鑑み、大掛かりな昇降機構を要することなく、かつ、仕切り弁を溶湯から有効に保護しながら、溶解室内圧力及び鋳造室内圧力の個別調節と、溶解室内から鋳造室内の鋳型への溶湯の注入とを行うことができる溶解鋳造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段として、本発明は、固形材料を溶解する溶解部を収納する溶解室と、この溶解室の下側に配置され、前記溶解部から流下する溶湯を受ける鋳型を収納する鋳造室とを備え、前記溶解室内の圧力及び鋳造室内の圧力が個別に調節可能な溶解鋳造装置において、前記溶解室と鋳造室との間に設けられ、両室を遮断する閉弁状態と両室を開通して前記溶解部から前記鋳型への溶湯の流下を許容する開弁状態とに切換可能な仕切り弁と、前記溶解部と鋳型部との間に介在し、当該溶解部から鋳型部への溶湯流下通路を内側に形成する仕切り弁保護部材とを備え、この仕切り弁保護部材は、前記仕切り弁が前記開弁状態にあるときに当該仕切り弁内に入り込んで当該仕切り弁の内側面を前記溶湯から保護する保護位置と、前記仕切り弁から待避して当該仕切り弁の閉弁を可能にする待避位置とに切換可能であるものである。
【0009】
この構成によれば、仕切り弁を開いた状態で当該仕切り弁内に入り込む保護位置に仕切り弁保護部材を位置させることにより、この仕切り弁保護部材に形成された溶湯流下通路を通じて溶解室内の溶解部から鋳造室内の鋳型内へ確実に溶湯を注入することができるとともに、この保護位置にある仕切り弁保護部材によって前記溶湯から前記仕切り弁を有効に保護することができる。一方、この仕切り弁保護部材を待避位置へ移動させて前記仕切り弁を閉じることにより、前記溶解室と前記鋳造室との間を遮断して両室内圧力を個別に調節することができるため、両室を一括して大気に開放してその後に真空排気操作やガス充填操作を行うものに比べ、作業効率を高め、また、当該真空排気やガス充填に要する設備の小型化を図ることができる。
【0010】
しかも、長い距離にわたって鋳型を昇降させる必要がなく、前記仕切り弁保護部材を前記保護位置とこの保護位置から待避する待避位置との間で移動させるだけでよいので、大掛かりな昇降機構を用いることなく、しかも、溶湯から仕切り弁を有効に保護しながら、溶解室内圧力及び鋳造室内圧力の個別調節と、溶解室内から鋳造室内の鋳型への溶湯の注入とを両立させることができる。
【0011】
また、前記特許文献2記載の装置のように、前記鋳型が前記仕切り弁内を通過する必要がないので、仕切り弁の大きさに著しい制約を受けることがない。従って、前記開弁状態における前記仕切り弁の最大口径が前記鋳型の最大外径よりも小さい構成とすることも可能であり、これによって仕切り弁の小型化も図ることが可能となる。
【0012】
本発明において、前記仕切り弁保護部材の保護位置からの待避方向は特に限定されないが、前記仕切り弁保護部材が前記保護位置から下方に待避するようにすれば、短い移動ストロークで前記待避が可能となる。
【0013】
本発明では、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で移動させる保護部材操作手段を備えることが、より好ましい。
【0014】
その具体的な構成としては、例えば、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる保護部材操作手段を備え、この保護部材操作手段は、前記仕切り弁と前記鋳造室との間に介在し、その内側に前記仕切り弁保護部材が挿通されるスリーブと、前記仕切り弁保護部材の外周面上に固定され、当該仕切り弁保護部材の昇降に伴って前記スリーブの内周面または前記開弁状態にある仕切り弁の内周面上を摺動する可動側シール部材と、前記スリーブの内周面または前記鋳造室に固定され、前記仕切り弁保護部材の昇降に伴って当該仕切り弁保護部材の外周面に対して相対的に摺動する固定側シール部材と、前記可動側シール部材と固定側シール部材とに挟まれた前記スリーブ内の密閉空間内に対してガスを給排することにより前記仕切り弁保護部材を昇降させるガス給排手段とを含むものが、好適である。
【0015】
この構成によれば、前記可動側シール部材と固定側シール部材とに挟まれた前記スリーブ内の密閉空間内にガスを給排するだけの簡素な構成で、前記仕切り弁保護部材をその保護位置と待避位置との間で昇降させることができる。
【0016】
また、前記仕切り弁保護部材の下部に前記鋳型上に載置される鋳型載置部が設けられるとともに、この鋳型を昇降させることにより当該鋳型と一体に前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる鋳型操作手段を備えるようにしてもよい。この構成によれば、鋳型の昇降によって前記仕切り弁保護部材の位置切換を行うことができるとともに、前記仕切り弁保護部材が保護位置にあるときも当該仕切り弁保護部材と鋳型とを近接させて当該仕切り弁保護部材から鋳型への溶湯の注入をより確実なものにすることができる。
【0017】
特に、前記仕切り弁保護部材の鋳型載置部が、前記鋳型上に載置されることにより当該鋳型の上端開口を塞ぐ形状を有するものであれば、当該仕切り弁保護部材から溶湯が鋳造室内に飛び散るのをより確実に防止することが可能になる。
【0018】
なお、以上の構成では前記仕切り弁保護部材に加えて鋳型を昇降させる必要はあるが、その移動ストロークは前記仕切り弁保護部材の保護位置と待避位置との距離分でよく、前記特許文献2に記載されるように鋳型そのものを鋳造室内から溶解室内まで上昇させるものに比べて鋳型を昇降させるストロークは小さくて済む。
【0019】
本発明では、前記仕切り弁保護部材を冷却する保護部材冷却手段を備えることが、より好ましい。このような仕切り弁保護部材の冷却により、溶湯温度が高い場合や注型時間が長い場合でも、前記仕切り弁保護部材の外側に位置する仕切り弁の温度が上昇するのを有効に抑止し、そのシール部品の劣化抑止及び焼損防止を図ることができる。
【0020】
また、本発明では、前記仕切り弁保護部材に加え、この仕切り弁保護部材と前記溶解部との間に介在し、当該溶解部から当該仕切り弁保護部材への溶湯の流下を許容する形状であってかつ前記仕切り弁保護部材の外側の領域を上側から覆う形状を有する上側保護部材を備えることが、より好ましい。
【0021】
この構成によれば、前記仕切り弁保護部材によって前記仕切り弁をその内側を流下する溶湯から保護することができるのに加え、溶解室内で飛び散った溶湯が前記仕切り弁に対して上から付着することも有効に防ぐことができ、当該仕切り弁の機能をより確実に保つことが可能になる。
【0022】
ここで、前記上側保護部材は、下方に向かうに従って縮径し、その下端部が前記保護位置における仕切り弁保護部材の溶湯流下通路の上端に至る形状を有するものが、好適である。このような上側保護部材によれば、溶解部から流下する溶湯をより確実に仕切り弁保護部材の溶湯流下通路内へ導くことが可能になる。
【0023】
この上側保護部材についても、当該上側保護部材を冷却する保護部材冷却手段を備えることが、より好ましい。
【0024】
また、本発明では、前記鋳造室の上部に設けられ、前記仕切り弁保護部材から前記鋳型内へ流下する溶湯が前記鋳造室の内面に飛散するのを阻止する下側保護部材を備えることも有効である。このような下側保護部材により、仕切り弁のみならず鋳造室の内面も溶湯から保護することができる。
【0025】
また、この下側保護部材についても、当該下側保護部材を冷却する保護部材冷却手段を備えることが、より好ましい。
【発明の効果】
【0026】
以上のように、本発明によれば、鋳型を昇降させるための大掛かりな機構を要することなく、しかも、仕切り弁の開弁時には保護位置にある仕切り弁保護部材によって仕切り弁を溶湯から有効に保護しながら溶解室内から鋳造室内の鋳型への溶湯の注入を不都合なく行うことができ、その一方で、前記保護位置から前記仕切り弁保護部材を待避させて前記仕切り弁を閉弁することにより、溶解室内と鋳造室内とを遮断して両室の圧力を個別に調節することにより、作業効率の向上及び付帯設備の小型化を図ることができる効果がある。
【発明を実施するための最良の形態】
【0027】
本発明の第1の実施の形態を図1及び図2に基づいて説明する。
【0028】
図1に示す溶解鋳造装置は、上から順に、材料供給室10と、溶解室12と、鋳造室14とを備えている。
【0029】
材料供給室10は、材料供給ホッパー16を収納している。この材料供給ホッパー16は、固形材料を受け入れる形状を有し、その下端には開閉弁18を有している。
【0030】
材料供給室10は、上下に開口しており、上端開口が開閉弁20により開閉され、また、下端開口と前記溶解室12との上端開口との間が仕切り弁22の開閉によって開通及び遮断されるようになっている。
【0031】
前記溶解室12内にはるつぼ24が収容されている。このるつぼ24は、中に供給された固形材料を加熱溶解し、これにより生成した溶湯を底部の流下口26から流下させ、後述の接続機構28を介して鋳造室14内の鋳型32内に注入するものであり、前記流下口26は図略の開閉手段により開閉されるようになっている。この鋳型32は、鋳造室14の底部に設置された台車30上に載せられており、この台車30ごと鋳造室14内に対して搬出入することが可能となっている。
【0032】
なお、前記るつぼ24はその傾動によって溶湯を流下させるものであってもよい。また、鋳型32の具体的な形状も特に問わない。
【0033】
前記材料供給室10、溶解室12、及び鋳造室14には、それぞれ個別に排気口34,36,38が設けられ、各排気口34,36,38にはそれぞれ弁42,44,46を介して共通の真空排気装置40が接続されている。また、前記各室10,12,14には、それぞれ個別にガス供給口48,50,52が設けられ、各ガス供給口48,50,52にはそれぞれ弁56,58,60を介して共通の不活性ガス供給源54が接続されている。
【0034】
なお、前記各室10,12,14に供給されるガスは不活性ガスに限らず、例えば鋳造品に特定成分を混入させるために当該成分を含むガスを各室に供給するようにしてもよい。
【0035】
次に、前記溶解室12と鋳造室14との間に介在する接続機構28について説明する。
【0036】
この接続機構28は、上下に並ぶ仕切り弁62及びスリーブ64と、その内部に装填される仕切り弁保護部材66とを備えており、前記仕切り弁62が溶解室12の底壁12aの開口に接続され、前記スリーブ64の下端が鋳造室14の天壁15の開口に接続されている。
【0037】
図2に示すように、前記仕切り弁62は、筒状の弁ハウジング67と、この弁ハウジング67内に対して水平方向に挿脱される弁体68と、この弁体68を挿脱操作する弁体駆動装置(例えばソレノイド)69とを備え、前記弁ハウジング67と前記スリーブ64とが連続するように両者が接続されている。前記弁ハウジング67内の適所にはシール部材70,71が設けられ、この弁ハウジング67内に前記弁体68が挿入されることにより、当該弁体68が前記シール部材70,71に圧接して溶解室12と鋳造室14とを遮断することにより両室12,14内の圧力を相互独立させる(閉弁状態)一方、前記弁体68が前記弁ハウジング67から径方向外側に待避することにより前記溶解室12と鋳造室14とが開通するようになっている(開弁状態)。
【0038】
前記仕切り弁保護部材66は、ニッケル合金等の耐熱性の高い材料で形成され、図例では円筒状をなし、その内部に前記溶湯の流下通路66aを形成している。この仕切り弁保護部材66は、前記弁ハウジング67及びスリーブ64の内部に両者に跨って配置されるとともに、この仕切り弁保護部材66の上部が図2の実線に示すように弁ハウジング67の内周面を覆う保護位置と、同図二点鎖線に示すように前記保護位置から下方に待避して仕切り弁62の閉弁を許容する待避位置との間で昇降可能となっている。
【0039】
この実施の形態では、前記仕切り弁保護部材66の昇降操作は前記不活性ガスの圧力を利用して行われる。
【0040】
具体的に、前記仕切り弁保護部材66の中間部には大径のピストン部72が形成され、このピストン部72の外周面上にリング状の可動シール部材74が固定されており、この可動シール部材74は前記仕切り弁保護部材66の昇降に伴ってスリーブ64の内周面上を摺動するようになっている。一方、鋳造室14の天壁15の開口内周面には固定シール部材76が固定され、この固定シール部材76は前記仕切り弁保護部材66の昇降に伴って当該仕切り弁保護部材66の外周面に対して相対的に摺動するようになっている。
【0041】
そして、両シール部材74,76により挟まれたスリーブ64内の密閉空間78内に不活性ガスが供給可能となるように、当該スリーブ64の適所にガス給排口80が設けられており、このガス給排口80が弁82を介して前記不活性ガス供給源54に接続されるとともに、弁84を介して大気に連通可能となっている。
【0042】
なお、仕切り弁保護部材66を駆動するためのガスは必ずしも各室10,12,14に供給される不活性ガスでなくてもよく、駆動専用のガスを用いてもよい。ただし、各室10,12,14のガス供給源から供給されるガス(不活性ガスに限られない。)を保護部材昇降操作用のガスに流用すれば、より簡素な構成で仕切り弁保護部材66の昇降操作を行うことが可能になる。また、万が一駆動ガスがシール部材74またはシール部材76から漏れて系内に流れ込んだとしても、系内のガス組成に影響を与えないという利点もある。
【0043】
この仕切り弁保護部材66に加え、その上下には上側保護部材86及び下側保護部材88が設けられている。
【0044】
上側保護部材86は、図例では、その上端86aから下端86bに向かうに従ってノズル状に縮径する形状を有している。この上側保護部材86の上端86aは径方向外側を向いており、この上端86aが前記仕切り弁62の弁ハウジング67内における仕切り弁保護部材66の外側領域を上から覆うように当該上端86aが前記溶解室12の底壁12aに固定され、当該上側保護部材86の下端86bは前記保護位置における仕切り弁保護部材66の溶湯流下通路66aの上端に至っている。
【0045】
下側保護部材88は、略円筒状をなし、その上端部が前記鋳造室14の天壁15に固定されている。この下側保護部材88は、前記仕切り弁保護部材66の外径よりも大きな内径を有し、かつ、この仕切り弁保護部材66と中心軸が一致するように配置されており、この仕切り弁保護部材66の下部が下側保護部材88内で昇降可能となっている。この下側保護部材88の下端位置は、前記仕切り弁保護部材66の溶融流下通路66aから前記鋳型32内へ流下する溶湯が前記鋳造室14の内面に飛散するのを阻止できる程度に低く、かつ、この下側保護部材88が前記鋳型32の搬出入に邪魔にならない程度に高く設定されている。
【0046】
さらに、この装置では、前記仕切り弁保護部材66、上側保護部材86、及び下側保護部材88をそれぞれ冷却する冷却手段が設けられている。具体的には、各保護部材66,86,88の内部に冷却水通路が形成され、各冷却水通路にそれぞれ弁90,91,92を介して共通の冷却水供給源93から冷却水が供給されるとともに、各冷却水通路を通った冷却水がそれぞれ弁94,95,96を通じて排出されるようになっている。
【0047】
次に、この溶解鋳造装置の操作手順を説明する。なお、初期状態では各弁がそれぞれ閉じられているものとし、接続機構28においては、仕切り弁保護部材66が待避位置まで下降した状態で仕切り弁62が閉じているものとする。
【0048】
1)開閉弁20を開いて材料供給室10内の材料供給ホッパー16内に固形材料を投入し、投入後に開閉弁20を閉じる。
【0049】
2)弁42を開いて材料供給室10内を真空排気する。また、溶解室12内も予め真空排気しておく。
【0050】
3)前記仕切り弁22及び材料供給ホッパー16の開閉弁18を開き、同ホッパー16内の材料を流下口26が閉じられているるつぼ24内に投入した後、前記仕切り弁22を閉じる。
【0051】
4)弁58を開いてガス供給口50から溶解室12内に適量の不活性ガスを供給することにより同室12内を適当な圧力に調整した後、るつぼ24を加熱して材料を溶解する。
【0052】
5)弁46を開いて鋳造室14内を真空排気し、さらに弁60を開いて鋳造室14内に適量の不活性ガスを供給することにより同室14内の圧力を前記溶解室12内の圧力と等しい圧力に調節する。
【0053】
6)弁体駆動装置69を作動させて弁体68を図2の二点鎖線位置(閉弁位置)から同図実線(開弁位置)へ径方向外側に待避させる。これにより両室12,14が開通する。
【0054】
7)さらに、弁82を開いてガス給排口80からスリーブ64内の密閉空間(上下シール部材74,76の間に挟まれた空間)78内に不活性ガスを供給し、その圧力によってピストン部72及びこれに接合される仕切り弁保護部材66を上昇させて同保護部材66を図2の実線に示される保護位置に保持する。なお、この保護位置への位置決めは、例えば上側保護部材86の下面にストッパを形成してこのストッパに前記仕切り弁保護部材66が当たる位置を保護位置とするようにすればよい。
【0055】
この保護位置においては、仕切り弁62の弁ハウジング67の内周面が仕切り弁保護部材66によって内側から覆われ、かつ、この仕切り弁保護部材66の溶湯流下通路66aの上端に前記上側保護部材86の下端86bが至った状態となる。
【0056】
8)るつぼ24の流下口26を開き、この流下口26からるつぼ24内の溶湯を流下させる。この溶湯は、上側保護部材86の内側、仕切り弁保護部材66の内側の溶湯流下通路66a、さらには鋳造室14内の下側保護部材88の内側を通って、同室14内の鋳型32内に注入される。
【0057】
このとき、流下する溶湯と仕切り弁62の弁ハウジング67の内周面との間には仕切り弁保護部材66が介在するので、前記溶湯が弁ハウジング67の内周面に飛び散って付着することが阻止される。さらに、この実施の形態では、前記仕切り弁保護部材66の外側の領域も上側保護部材86の上端86aによって上側から覆われているので、当該外側領域を通じて溶湯が弁ハウジング67の内周面に付着することも有効に防がれる。
【0058】
従って、この実施の形態では、重量の大きい鋳型32を上昇させることなく、かつ、仕切り弁62を溶湯から有効に保護しながら、当該鋳型32に不都合なく注湯することができる。しかも、従来のように鋳型32が仕切り弁62を通過する必要がないことから、図示のように開弁状態における仕切り弁62の最大口径を鋳型32の最大外径よりも小さくすることが可能であり、これによって仕切り弁62の小型化にも寄与することができる。
【0059】
また、鋳造室14においては、その上部に筒状の下側保護部材88が設けられているので、この下側保護部材88の存在によって鋳造室14の内面も溶湯から保護することが可能となっている。
【0060】
さらに、この注湯の際、仕切り弁保護部材66の内部に形成された冷却水通路に冷却水を供給して当該保護部材を冷却することにより、仕切り弁62を溶湯の輻射熱からも有効に保護して特にそのシール部材の劣化や焼損の防止効果を高めることができる。この効果は、上側保護部材86や下側保護部材88を同様に冷却することによってさらに顕著なものにすることが可能になる。
【0061】
9)注湯完了後、弁82を閉じかつ弁84を開いてスリーブ64内の密閉空間78から不活性ガスを抜くことにより、仕切り弁保護部材66を自重で降下させて図2の二点鎖線に示すような待避位置(図例では仕切り弁保護部材66の下部が下側保護部材88内に収まる位置)へ待避させる。この状態で弁体駆動装置69を作動させて弁体68を弁ハウジング67内に進入させ、図2二点鎖線に示すように当該弁体68がシール部材70,71と圧接する閉弁状態とする。
【0062】
この閉弁状態では溶解室12内の圧力と鋳造室14内の圧力とが独立しているので、溶解室12内の圧力状態は保持したまま鋳造室14内のみを大気に開放した後、図略の扉を開いて当該鋳造室14から台車30及び鋳型32を取り出すようにする。このようにすれば、溶解室12及び鋳造室14を一括して大気に開放した後に真空排気や不活性ガスの供給を行う場合に比べ、作業効率の向上及び真空排気装置40等の付帯設備の小型化を図ることが可能である。
【0063】
なお、仕切り弁62の開閉の際に仕切り弁保護部材66を昇降させる必要があるが、この仕切り弁保護部材66は鋳型32に比べて軽量であり、また、必要とされる昇降ストローク(保護位置と待避位置との距離)も小さくて済むので、従来のように鋳型全体を鋳造室から溶解室まで上昇させる装置のように大掛かりな昇降機構を要さず、例えば図示のようなガス圧式の簡素な駆動機構でも対応することができる。
【0064】
ただし、本発明は必ずしも鋳型32とは別に仕切り弁保護部材66を単独で昇降させるものに限らず、両者を一体に昇降させるものでもよい。この場合でも前記鋳型32及び仕切り弁保護部材66を昇降させるストロークは僅かであるので、従来のように鋳型32を溶解室12まで上昇させるものに比して昇降機構の小型化を図ることが可能であり、また鋳型32の最大外径を開弁時における仕切り弁62の最大口径よりも小さくすることも可能である。
【0065】
その一例を第2の実施の形態として図3及び図4に示す。なお、図3及び図4に示す構成要素のうち前記図1及び図2に示したものと同等のものには共通の参照符を付してその説明を省略することとする。
【0066】
この第2の実施の形態に係る接続機構28は、前記第1の実施の形態と同様に、仕切り弁62、スリーブ64、仕切り弁保護部材66、及び上側保護部材86を備えているが、その仕切り弁保護部材66の下部には鋳型載置部66bが形成されている。この鋳型載置部66bは、下方に向かうに従って拡径する形状をなし、その最大内径(下端部の内径)が鋳型32の上端32aの外径よりも僅かに大きく設定されている。従って、この上端32aの外周縁に前記鋳型載置部66bの内側面を当接させるようにして当該上端32a上に鋳型載置部66bを載置することが可能であり、かつ、この載置状態で鋳型32の上端開口がその全周にわたって上から覆われるようになっている。
【0067】
また、仕切り弁保護部材66の中間部位の外周面には、スリーブ64の内側領域内で径方向外向きに突出するストッパ110が設けられている。このストッパ110の上下方向の位置は、図4に二点鎖線で示されるように当該ストッパ110が鋳造室14の天壁15に当たる位置が仕切り弁保護部材66の待避位置すなわち仕切り弁62から下方に待避した位置となるように設定されている。
【0068】
一方、鋳造室14の底部には、同室14内の領域で台車30及び鋳型32を昇降させるための昇降装置100が設けられている。この昇降装置100は、前記鋳造室14に連接される基台101を備え、この基台101上に油圧シリンダ102が上向きに固定されており、その伸縮ロッド103の上端が前記鋳造室14内に入り込んでいて当該上端に前記台車30が載置可能な台車載置板104が設けられている。また、前記伸縮ロッド103の中間部には大径の座板106が固定され、この座板106と鋳造室14の底面との間に前記伸縮ロッド103の部分の気密を保持するベローズ108が介設されている。
【0069】
次に、この溶解鋳造装置の操作手順を説明する。なお、初期状態では各弁がそれぞれ閉じられているものとし、接続機構28及び昇降機構100については、仕切り弁保護部材66が待避位置まで下降した状態で仕切り弁62が閉じているものとする。また、この初期状態から、るつぼ24で材料を溶解した後に溶解室12内の圧力及び鋳造室14内の圧力を調節して仕切り弁62を開弁するまでの手順は前記第1の実施の形態で説明した手順1)〜6)と同じである。
【0070】
仕切り弁62の開弁後は、昇降装置100の油圧シリンダ102を伸ばしてその台車載置板104上に載置される台車30、その上に載置される鋳型32、さらにその上に載置されている仕切り弁保護部材66を一体に上昇させ、この仕切り弁保護部材66を図3及び図4の実線に示される保護位置に保持する。この保護位置においては、前記第1の実施の形態と同様に、仕切り弁62の弁ハウジング67の内周面が仕切り弁保護部材66によって内側から覆われる。また、仕切り弁保護部材66の下部の台車載置部66bが鋳型32の上端32aに当接してその上端開口を塞ぐ状態が保持される。
【0071】
この状態からるつぼ24の流下口26を開き、この流下口26からるつぼ24内の溶湯を流下させることにより、この溶湯を、上側保護部材86の内側及び仕切り弁保護部材66の内側の溶湯流下通路66aを通じて鋳造室14内の鋳型32内に注入することができる。
【0072】
ここでも、前記第1の実施の形態と同様に、流下する溶湯と仕切り弁62の弁ハウジング67の内周面との間に介在する仕切り弁保護部材66によって、前記溶湯が弁ハウジング67の内周面に飛び散って付着することが阻止される。また、前記仕切り弁保護部材66の外側の領域を上側から覆う上側保護部材86の上端86aによって、前記外側領域を通じて溶湯が弁ハウジング67の内周面に付着することも有効に防がれる。
【0073】
しかも、この第2の実施の形態では、仕切り弁保護部材66の鋳型載置部66bが鋳型32の上端開口を全周にわたって覆った状態にあるので、溶湯が鋳造室14の内面に飛び散るのをより確実に防止する効果も得られる。
【0074】
また、この第2の実施の形態でも、前記仕切り弁保護部材66や上側保護部材86を冷却することによって、仕切り弁62を熱的に保護することが可能になる。
【0075】
注湯完了後は、昇降装置100の油圧シリンダ102を収縮させて台車載置部104、台車30、鋳型32、及び仕切り弁保護部材66を一体に降下させる。その降下中にストッパ110が天壁15に当たることにより、その位置、すなわち仕切り弁62から下方に待避した待避位置に仕切り弁保護部材66がとどまり、その後は当該仕切り弁保護部材66を取り残して鋳型32のみが台車30及び台車載置板104とともに最下端位置まで降下する。従って、この位置では鋳型32の上端32aが仕切り弁保護部材66の鋳型載置部66bから下方に離間し、この鋳型載置部66bと干渉することなく鋳型32及び台車30の取り出しが可能な状態となっている。
【0076】
その後は、前記第1の実施の形態と同様に仕切り弁62を閉弁し、溶解室12内の圧力状態は保持したまま鋳造室14内のみを大気に開放して前記台車30及び鋳型32の取り出しを行う。
【0077】
この装置では、仕切り弁62の開閉の際に鋳型32を昇降させる必要があるものの、その昇降ストロークは従来のように鋳型全体を鋳造室から溶解室まで上昇させるものに比べて僅かであり、よって昇降装置100の小型化が可能である。
【0078】
なお、本発明は以上記した実施の形態に限られず、例えば次のような実施の形態をとることも可能である。
【0079】
・図例では、溶解室12と鋳造室14とが分離されるのに加え、材料供給室10と溶解室12も分離されるものとなっているが、これら材料供給室10及び溶解室12は統合してもよい。
【0080】
・本発明では仕切り弁の種類も問わず、図示のようなゲートバルブからなる仕切り弁62の他、例えばボールバルブの使用も可能である。
【0081】
・溶湯温度及び溶湯供給量によっては、仕切り弁保護部材66、上側保護部材86、または下側保護部材88のうちの一部または全部を無冷却としてもよい。また、上側保護部材86や下側保護部材88そのものも仕様によっては適宜省略が可能である。
【0082】
・仕切り弁保護部材66はその保護位置から上側に待避するものであってもよい。例えば、図1に示す装置において仕切り弁62をスリーブ64よりも下側に配置し、当該スリーブ64に組み込んだ昇降機構によって仕切り弁保護部材66をその下部が仕切り弁62内に進入する保護位置から上方に待避させるようにしてもよい。
【0083】
・図1に示す装置において、仕切り弁保護部材66を移送する手段は前記各実施形態に示したものに限らず、例えば電磁石等を用いて駆動するようにしてもよい。
【図面の簡単な説明】
【0084】
【図1】本発明の第1の実施の形態にかかる溶解鋳造装置の全体構成を示す断面図である。
【図2】図1に示す装置の要部を示す断面図である。
【図3】本発明の第2の実施の形態にかかる溶解鋳造装置の全体構成を示す断面図である。
【図4】図3に示す装置の要部を示す断面図である。
【符号の説明】
【0085】
12 溶解室
14 鋳造室
24 るつぼ(溶解部)
28 接続機構
32 鋳型
40 真空排気装置
54 不活性ガス供給源
62 仕切り弁
64 スリーブ
66 仕切り弁保護部材
66a 溶湯流下通路
66b 鋳型載置部
67 弁ハウジング
70,71 シール部材
74 可動シール部材
76 固定シール部材
78 シール部材に挟まれた密閉空間
80 ガス給排口
86 上側保護部材
88 下側保護部材
93 冷却水供給源
100 昇降装置(鋳型操作手段)
【特許請求の範囲】
【請求項1】
固形材料を溶解する溶解部を収納する溶解室と、この溶解室の下側に配置され、前記溶解部から流下する溶湯を受ける鋳型を収納する鋳造室とを備え、前記溶解室内の圧力及び鋳造室内の圧力が個別に調節可能な溶解鋳造装置において、前記溶解室と鋳造室との間に設けられ、両室を遮断する閉弁状態と両室を開通して前記溶解部から前記鋳型への溶湯の流下を許容する開弁状態とに切換可能な仕切り弁と、前記溶解部と鋳型部との間に介在し、当該溶解部から鋳型部への溶湯流下通路を内側に形成する仕切り弁保護部材とを備え、この仕切り弁保護部材は、前記仕切り弁が前記開弁状態にあるときに当該仕切り弁内に入り込んで当該仕切り弁の内側面を前記溶湯から保護する保護位置と、前記仕切り弁から待避して当該仕切り弁の閉弁を可能にする待避位置とに切換可能であることを特徴とする溶解鋳造装置。
【請求項2】
請求項1記載の溶解鋳造装置において、前記開弁状態における前記仕切り弁の最大口径が前記鋳型の最大外径よりも小さいことを特徴とする溶解鋳造装置。
【請求項3】
請求項1または2記載の溶解鋳造装置において、前記仕切り弁保護部材はその保護位置から下方に待避するものであることを特徴とする溶解鋳造装置。
【請求項4】
請求項1〜3のいずれかに記載の溶解鋳造装置において、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で移動させる保護部材操作手段を備えたことを特徴とする溶解鋳造装置。
【請求項5】
請求項3記載の溶解鋳造装置において、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる保護部材操作手段を備え、この保護部材操作手段は、前記仕切り弁と前記鋳造室との間に介在し、その内側に前記仕切り弁保護部材が挿通されるスリーブと、前記仕切り弁保護部材の外周面上に固定され、当該仕切り弁保護部材の昇降に伴って前記スリーブの内周面または前記開弁状態にある仕切り弁の内周面上を摺動する可動側シール部材と、前記スリーブの内周面または前記鋳造室に固定され、前記仕切り弁保護部材の昇降に伴って当該仕切り弁保護部材の外周面に対して相対的に摺動する固定側シール部材と、前記可動側シール部材と固定側シール部材とに挟まれた前記スリーブ内の密閉空間内に対してガスを給排することにより前記仕切り弁保護部材を昇降させるガス給排手段とを含むことを特徴とする溶解鋳造装置。
【請求項6】
請求項3記載の溶解鋳造装置において、前記仕切り弁保護部材の下部に前記鋳型上に載置される鋳型載置部が設けられるとともに、この鋳型を昇降させることにより当該鋳型と一体に前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる鋳型操作手段を備えたことを特徴とする溶解鋳造装置。
【請求項7】
請求項6記載の溶解鋳造装置において、前記仕切り弁保護部材の鋳型載置部は、前記鋳型上に載置されることにより当該鋳型の上端開口を塞ぐ形状を有することを特徴とする溶解鋳造装置。
【請求項8】
請求項1〜7のいずれかに記載の溶解鋳造装置において、前記仕切り弁保護部材を冷却する保護部材冷却手段を備えたことを特徴とする溶解鋳造装置。
【請求項9】
請求項1〜8のいずれかに記載の溶解鋳造装置において、前記溶解部と前記仕切り弁保護部材との間に介在し、当該溶解部から当該仕切り弁保護部材への溶湯の流下を許容する形状であってかつ前記仕切り弁保護部材の外側の領域を上側から覆う形状を有する上側保護部材を備えたことを特徴とする溶解鋳造装置。
【請求項10】
請求項9記載の溶解鋳造装置において、前記上側保護部材を冷却する保護部材冷却手段を備えたことを特徴とする溶解鋳造装置。
【請求項11】
請求項1〜10のいずれかに記載の溶解鋳造装置において、前記鋳造室の上部に設けられ、前記仕切り弁保護部材から前記鋳型内へ流下する溶湯が前記鋳造室の内面に飛散するのを阻止する下側保護部材を備えたことを特徴とする溶解鋳造装置。
【請求項12】
請求項11記載の溶解鋳造装置において、前記下側保護部材を冷却する保護部材冷却手段を備えたことを特徴とする溶解鋳造装置。
【請求項1】
固形材料を溶解する溶解部を収納する溶解室と、この溶解室の下側に配置され、前記溶解部から流下する溶湯を受ける鋳型を収納する鋳造室とを備え、前記溶解室内の圧力及び鋳造室内の圧力が個別に調節可能な溶解鋳造装置において、前記溶解室と鋳造室との間に設けられ、両室を遮断する閉弁状態と両室を開通して前記溶解部から前記鋳型への溶湯の流下を許容する開弁状態とに切換可能な仕切り弁と、前記溶解部と鋳型部との間に介在し、当該溶解部から鋳型部への溶湯流下通路を内側に形成する仕切り弁保護部材とを備え、この仕切り弁保護部材は、前記仕切り弁が前記開弁状態にあるときに当該仕切り弁内に入り込んで当該仕切り弁の内側面を前記溶湯から保護する保護位置と、前記仕切り弁から待避して当該仕切り弁の閉弁を可能にする待避位置とに切換可能であることを特徴とする溶解鋳造装置。
【請求項2】
請求項1記載の溶解鋳造装置において、前記開弁状態における前記仕切り弁の最大口径が前記鋳型の最大外径よりも小さいことを特徴とする溶解鋳造装置。
【請求項3】
請求項1または2記載の溶解鋳造装置において、前記仕切り弁保護部材はその保護位置から下方に待避するものであることを特徴とする溶解鋳造装置。
【請求項4】
請求項1〜3のいずれかに記載の溶解鋳造装置において、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で移動させる保護部材操作手段を備えたことを特徴とする溶解鋳造装置。
【請求項5】
請求項3記載の溶解鋳造装置において、前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる保護部材操作手段を備え、この保護部材操作手段は、前記仕切り弁と前記鋳造室との間に介在し、その内側に前記仕切り弁保護部材が挿通されるスリーブと、前記仕切り弁保護部材の外周面上に固定され、当該仕切り弁保護部材の昇降に伴って前記スリーブの内周面または前記開弁状態にある仕切り弁の内周面上を摺動する可動側シール部材と、前記スリーブの内周面または前記鋳造室に固定され、前記仕切り弁保護部材の昇降に伴って当該仕切り弁保護部材の外周面に対して相対的に摺動する固定側シール部材と、前記可動側シール部材と固定側シール部材とに挟まれた前記スリーブ内の密閉空間内に対してガスを給排することにより前記仕切り弁保護部材を昇降させるガス給排手段とを含むことを特徴とする溶解鋳造装置。
【請求項6】
請求項3記載の溶解鋳造装置において、前記仕切り弁保護部材の下部に前記鋳型上に載置される鋳型載置部が設けられるとともに、この鋳型を昇降させることにより当該鋳型と一体に前記仕切り弁保護部材を前記保護位置と前記待避位置との間で昇降させる鋳型操作手段を備えたことを特徴とする溶解鋳造装置。
【請求項7】
請求項6記載の溶解鋳造装置において、前記仕切り弁保護部材の鋳型載置部は、前記鋳型上に載置されることにより当該鋳型の上端開口を塞ぐ形状を有することを特徴とする溶解鋳造装置。
【請求項8】
請求項1〜7のいずれかに記載の溶解鋳造装置において、前記仕切り弁保護部材を冷却する保護部材冷却手段を備えたことを特徴とする溶解鋳造装置。
【請求項9】
請求項1〜8のいずれかに記載の溶解鋳造装置において、前記溶解部と前記仕切り弁保護部材との間に介在し、当該溶解部から当該仕切り弁保護部材への溶湯の流下を許容する形状であってかつ前記仕切り弁保護部材の外側の領域を上側から覆う形状を有する上側保護部材を備えたことを特徴とする溶解鋳造装置。
【請求項10】
請求項9記載の溶解鋳造装置において、前記上側保護部材を冷却する保護部材冷却手段を備えたことを特徴とする溶解鋳造装置。
【請求項11】
請求項1〜10のいずれかに記載の溶解鋳造装置において、前記鋳造室の上部に設けられ、前記仕切り弁保護部材から前記鋳型内へ流下する溶湯が前記鋳造室の内面に飛散するのを阻止する下側保護部材を備えたことを特徴とする溶解鋳造装置。
【請求項12】
請求項11記載の溶解鋳造装置において、前記下側保護部材を冷却する保護部材冷却手段を備えたことを特徴とする溶解鋳造装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−61951(P2006−61951A)
【公開日】平成18年3月9日(2006.3.9)
【国際特許分類】
【出願番号】特願2004−248091(P2004−248091)
【出願日】平成16年8月27日(2004.8.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成18年3月9日(2006.3.9)
【国際特許分類】
【出願日】平成16年8月27日(2004.8.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]