
溶鋼成分推定方法
【課題】スラグ中酸素濃度に基づき、広範囲の溶鋼中炭素濃度でも、精度良く溶鋼中P濃度を推定する方法を提示する。
【解決手段】溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐溶銑を用い、好ましくは前工程の持ち越しスラグ量を使用溶銑1tあたり3kg以下とし、且つスラグ中酸素濃度を用いて吹錬終点時の溶鋼中燐濃度を推定し、その際に好ましくは、吹錬終点時の溶鋼中炭素濃度が高炭素濃度となるほど、スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率を大きくする。
【解決手段】溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐溶銑を用い、好ましくは前工程の持ち越しスラグ量を使用溶銑1tあたり3kg以下とし、且つスラグ中酸素濃度を用いて吹錬終点時の溶鋼中燐濃度を推定し、その際に好ましくは、吹錬終点時の溶鋼中炭素濃度が高炭素濃度となるほど、スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率を大きくする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転炉型精錬炉において溶鋼成分を推定する方法とそれを利用した低燐鋼の製造方法に関する。
【背景技術】
【0002】
転炉吹錬において吹錬終了時の溶鋼成分の制御、その中でも特に燐(以下、元素記号を用いて「P」と記す。)濃度の制御は、鋼の品質管理上非常に重要である。従来より溶鋼中のP濃度の監視、制御には様々な手法が用いられてきたが、吹錬条件に関する制約が多く、特に吹錬終了時の溶鋼中炭素濃度が高い場合には、溶鋼中燐濃度を精度高く推定する技術はなかった。
【0003】
(1)特許文献1には、溶鋼中P濃度を推定する方法として、固体電解質を用いた酸素センサーにて吹錬終点時の溶鋼中酸素濃度を測定し、その測定値を用いてP濃度を推定する方法が示されている。この方法では溶鋼中の酸素濃度を測定しているが、この測定値は溶鋼中の炭素濃度と比例するものであり、酸素センサーで測定を行わなくても炭素濃度から十分に推定可能な値である。また、吹錬中の脱P量に影響する因子としてはスラグ中の酸素濃度の影響が大きい事が知られており、この方法ではスラグ中の酸素濃度が不明であるため、溶鋼中P濃度の推定値は精度が高いとは言えなかった。
【0004】
(2)特許文献2には、溶鋼中P濃度を推定する方法として溶鋼中溶解酸素濃度測定結果からスラグ成分(%FetO)、(%CaO)を推定し、吹錬終点時のP濃度を推定する方法が示されている。しかし、溶鋼中酸素濃度とスラグ中酸素濃度の指標である(%FetO)の関係は溶鋼中炭素濃度により大きく変動するため、この方法では広範囲の炭素濃度においてスラグ中酸素濃度を正確に把握することは困難である。
【0005】
また、上記2つの方法では、Pはもっぱら溶銑から入ってくるものと考えられており、溶銑以外の要因を考慮していない。実操業では前工程の持ち越しスラグの影響があり、この影響を考慮しなければ高精度な溶鋼中P濃度の推定は行う事ができない。
【0006】
さらに、上記2つの方法は、溶鋼中の溶解酸素濃度の測定に基づいて溶鋼中の燐濃度の推定を行っているため、いわゆる低炭素濃度の吹錬終点における溶鋼中P濃度の推定法と解される。転炉内溶鋼とその吹錬中スラグとの反応関係は、低炭素領域で安定するからである。具体的には、上記2つの特許文献とも図示されている酸素濃度は300ppm以上であり、特許文献1の第1図から、酸素濃度300ppm以上は炭素濃度0.07%以下に相当することが分かる。
【0007】
(3)特許文献3には、スラグ中の酸素濃度を用いて溶鋼中P濃度を推定する方法が示されている。この方法では吹錬中サブランス測定以降の酸素供給量の内、脱炭反応に消費されない酸素量がスラグ中の酸素濃度と比例する事を見出し、この計算スラグ中酸素濃度から溶鋼中P濃度を推定する方法である。しかし、この方法では酸素センサーを使わないために、計算スラグ中酸素濃度のばらつきが大きくなる場合があり、長期的に安定した良好なP推定精度を得ることができなかった。
【0008】
(4)特許文献4には、スラグ中酸素濃度を測定する方法としてスラグ中酸素濃度を直接測定する方法が示されている。この方法を用いる事でスラグ中酸素濃度を把握する事が可能となったが、その測定結果を用いて精度良く溶鋼中P濃度を推定する方法については示されていない。
【特許文献1】特開昭59−136652号公報
【特許文献2】特開昭61−12811号公報
【特許文献3】特公平6−49890号公報
【特許文献4】特開2000−214127号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
近年では溶銑脱燐の普及により高炭素濃度領域で吹錬終了する事が可能となり、広範囲の溶鋼中炭素濃度に対して溶鋼中P濃度を推定する必要性が生じている。
本発明の課題は、スラグ中酸素濃度を用いて、広範囲の吹錬終了時の溶鋼中炭素濃度に対して精度良く溶鋼中P濃度を推定する方法を提示することにある。
【課題を解決するための手段】
【0010】
本発明者らは、吹錬終了時の溶鋼中炭素濃度が広範囲に変動する場合においても精度良く溶鋼中P濃度を推定する方法を発明した。
本発明は、次の通りである。
【0011】
(1)転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用い、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【0012】
(2)転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用いて、脱炭および脱燐吹錬の前工程の持ち越しスラグ量を使用溶銑1tあたり3kg以下とし、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【0013】
(3)吹錬終点時の溶鋼中炭素濃度が高炭素濃度となるほど、吹錬終点時の溶鋼中燐濃度を推算する際に、スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率を大きくすることを特徴とする、上記(1)または(2)に記載した吹錬終点時の溶鋼中燐濃度を推定する方法。
【0014】
(4)転炉にて、溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで、溶銑の脱炭および脱燐吹錬をする低燐鋼の製造方法であって、上記(1)ないし(1)のいずれか1項に記載した吹錬終点時の溶鋼中燐濃度を推定する方法を用いて吹錬終点時の溶鋼中燐濃度を推定することを特徴とする、低燐鋼の製造方法。
【0015】
ここに、本明細書において、「溶銑脱燐処理」とは、転炉で溶鋼中の炭素濃度が1.0質量%以下にまで脱炭吹錬するに先立って、別の転炉において、溶銑中の炭素濃度が3.0%以上の状態で溶銑中の燐濃度を、例えば溶銑P濃度0.12%の場合、これをP濃度0.07%未満にまでというように、0.5%以上低減する処理を言う。
【0016】
「脱炭および脱燐吹錬の前工程」とは、前記の溶銑脱燐処理に限らず、転炉で溶鋼中の炭素濃度が1.0質量%以下になるまで脱炭吹錬するために当該転炉に装入される溶銑の、その装入直前の精錬処理を意味する。
【0017】
本発明においては「脱炭吹錬」に先立って「溶銑脱燐処理」を行うために、「脱炭および脱燐吹錬の前工程」は「溶銑脱燐処理」であることが多いが、必要に応じて「溶銑脱硫処理」を「溶銑脱燐処理」後であって、「脱炭吹錬」の直前に行うこともある。
【0018】
「持ち越しスラグ」とは、前記の「脱炭および脱燐吹錬の前工程」の処理後のスラグであって、転炉で溶鋼中の炭素濃度が1.0質量%以下にまで脱炭吹錬するために当該転炉に装入される溶銑の装入時に、当該転炉に溶銑と共に装入されてしまう「混入スラグ」のことを言う。
【0019】
「スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率」とは、溶鋼中P濃度推定式の中に含まれている「スラグ中酸素分圧を代表する指標」が、溶鋼中P濃度推定値に及ぼす影響の度合いを意味する.
溶鋼中P濃度推定式において炭素濃度に応じてスラグ中酸素分圧の寄与率を変動させる方法としては、炭素濃度別にスラグ中と溶鋼中との間の含有P質量濃度の比(以下「P分配比」と記す。)の多重回帰分析を行った結果を用いて、吹錬終点の溶鋼中炭素濃度に応じてP分配推定式のスラグ中酸素分圧の係数を変動させても良いし、P分配比推定式の各項目の係数を溶鋼中炭素濃度の関数として算出しても良い。
【0020】
「低燐鋼」とは、製品中の燐濃度が0.030%以下の鋼材を言う。
「広範囲の吹錬終了時の炭素濃度」とは、転炉での酸素供給停止後の、その転炉内溶鋼中の炭素濃度が1.0質量%以下である範囲を意味する。この炭素濃度の下限は、通常の転炉の脱炭能力の下限である0.03%であるが、本発明におけるより好適な下限は0.10%である。
【発明の効果】
【0021】
本発明によれば、サブランスを使用する吹錬方法において、固体電解質を利用した酸素センサーの測定結果を考慮したP分配比推定式を用いる事により、精度良く吹錬終点時の溶鋼中P濃度を推定する事が可能となる。
【0022】
本発明では、吹錬終点の転炉内溶鋼中の炭素濃度が1.0%以下で0.03%以上という広い範囲において、とりわけその炭素濃度が1.0%以下で0.10%以上の広い範囲において、終点溶鋼中燐濃度が0.03%以下の目標P%に対して、その目標P%±0.003%以内の推定精度をもって溶鋼中P濃度を推定できる。
【発明を実施するための最良の形態】
【0023】
本発明の実施の形態について具体的に説明する。
本発明の実施にあたっては、予め溶銑脱燐を行った溶銑を用意し、これを精錬炉としての転炉に装入する。好ましくは、このときの持越しスラグ量を溶銑1トンあたり3Kg以下とする。 転炉に装入された溶銑には、炭素濃度1.0質量%以下、かつ燐濃度0.030質量%以下にまで、脱炭脱燐吹錬を行う。このときの転炉での脱炭脱燐吹錬の条件は、目標とする脱炭・脱燐が行われるかぎり、特に制限されない。必要により不活性ガスの底吹きを行ってもよい。
【0024】
本発明において用いる酸素センサーの種類、構造については特に制限はなく、スラグへの浸漬によりスラグ中の酸素濃度が計測できればよい。好ましくは、固体電解質にジルコニア、参照電極にモリブデンを用いた酸素センサーを用い、具体的には前述の特許文献4に開示された酸素センサーが例示される。
【0025】
酸素センサーでもってスラグ中酸素濃度を計測する以外は、通常の転炉での脱炭・脱燐処理と同じ条件で処理すればよい。この酸素センサーは、通常は転炉に設置された設備の一つであるサブランスの先端に装着して、センサー部分をスラグ中に浸漬させることによりスラグ中酸素濃度を計測する。サブランスにてスラグ中酸素濃度を測定するタイミングは吹錬終点時が最も溶鋼中P濃度の推定精度が良好であるが,吹錬中であってもサブランス測定から吹錬終点までの送酸量が少ない場合は十分に吹錬終点時の溶鋼中P濃度推定が可能である。
【0026】
ここに、本発明の態様によれば、吹錬終点時の溶鋼中P濃度を推定するためには脱P量を精度良く把握する事が必要である。脱P量を把握する手段としては、吹錬終点時の溶鋼とスラグの2相間のP分配比とPの物質バランス式を用いて算出する方法がある。
【0027】
P分配比式 Lp=Pスラグ/P溶鋼・・・(1)
P物質バランス式:
P溶銑×W溶銑+P持越スラグ×W持越スラグ=Pスラグ×Wスラグ+P溶鋼×W溶鋼・・・(2)
出鋼量計算式: W溶鋼=W溶銑×Y・・・(3)
Lp:P分配比
Pスラグ:吹錬終点時のスラグ中P濃度
P溶鋼:吹錬終点時の溶鋼中P濃度
P溶銑:吹錬開始時の溶銑中P濃度
W溶銑:装入溶銑重量
P持越スラグ:持ち越しスラグ中P濃度
W持越スラグ:持ち越しスラグ重量
W溶鋼:出鋼溶鋼重量
Wスラグ:吹錬終点時のスラグ重量
Y:操業平均歩留
上記式(1)、(2)、(3)を合せると
P溶鋼=(P溶銑+P持越スラグ×W持越スラグ/W溶銑)/(Lp×Wスラグ/W溶銑+Y)・・・(4)
となる。
【0028】
ここで、吹錬開始時の溶銑中P濃度は吹錬前の成分分析値を用いれば良い、装入溶銑重量は吹錬前の鍋重量から容易に測定可能であり、操業平均歩留についても過去の装入溶銑重量と出鋼溶鋼重量から容易に算出可能である。
【0029】
吹錬終点時のスラグ重量は以下の式で求められる。
Wスラグ=投入原料重量(生石灰等のスラグ生成物)+溶銑中成分からの生成スラグ重量
+持ち越しスラグ重量・・・(5)
投入原料重量は容易に把握可能であり、溶銑中成分からの生成スラグ重量については計算で算出可能である。
【0030】
ここで、持ち越しスラグ重量及び持ち越しスラグ中P濃度が、式(4)、(5)両式における大きなばらつき要因である。しかし、持ち越しスラグ重量及び持ち越しスラグ中P濃度は事前に測定する事が困難であり、事後に吹錬終了後のスラグ成分や溶鋼成分を用いた物質バランスより算出するしかない。
【0031】
本発明では、持ち越しスラグ重量を使用溶銑1tあたり3kg(以後、3kg/ton)以下とすることで溶鋼中P推定精度が大幅に向上することを見出した。持ち越しスラグ重量を3kg/ton以下にする方法は、転炉装入前溶銑鍋内の除滓を行う方法が最も確実であるが、前工程にてスラグストッパーを用いて簡易に持ち越しスラグ重量を減少させても良い。
【0032】
しかし、本発明においては、転炉で溶鋼中の炭素濃度が1.0質量%以下にまで脱炭吹錬するに先立って、別の転炉において溶銑脱燐処理を行うことにより、最も効率的に、「広範囲の吹錬終了時の溶鋼中炭素濃度」において終点溶鋼中燐濃度が0.03%以下の目標溶鋼中P%に対して、その目標P%±0.003%の推定精度を得ることができる。
【0033】
転炉による溶銑脱燐処理では、転炉の上部に設けた出銑孔を通じて脱燐処理後の溶銑を移送鍋に出銑するため、脱燐処理後のスラグの移送鍋への流出を安定して少なくすることが出来る。今回調査した結果では、転炉での脱炭・脱燐処理の全回数に対する、流出スラグ量が3kg/t以下の場合の比率は90%以上あった。また、処理回数で10%未満の場合における流出スラグ量が多い移送鍋に対しては、脱炭吹錬用の転炉へ装入する前に簡便にスラグを除去することで、確実に鍋中の流出スラグ量を3kg/t以下にすることが出来る。
【0034】
持ち越しスラグ重量が事前に把握できないという問題に対しては、持ち越しスラグ重量を3kg/ton以下とする事で持ち越しスラグ自体の影響が大幅に減少するため、持ち越しスラグ重量と持ち越しスラグ中P濃度については、通常操業の実績平均値を用いれば良い。
【0035】
今回調査した範囲での持ち越しスラグ重量は、上記した一部についての移送鍋からの除滓処理を含めて、0.2〜3.0kg/tであった。今回調査した溶銑予備処理後の溶銑条件及びスラグ条件を、表1、表2にまとめて示す。
【0036】
【表1】

【0037】
【表2】
【0038】
P分配比を算出する式としてはHealyの式が有名である。
Healy式 Lp=2.5×log(%T.Fe)+0.08×(%CaO)+
22350/T−16・・・(6)
Lp:P分配比=スラグ中P濃度(質量%)/溶鋼中P濃度(質量%)
(%T.Fe):スラグ中トータル鉄濃度
(%CaO):スラグ中CaO濃度
T:溶鋼絶対温度
Healy式を参照するとP分配比は溶鋼温度、スラグ中CaO濃度に影響される。溶鋼温度はサブランス測温値がある。スラグ中CaO濃度は転炉炉内への投入物と吹錬中に生成する酸化物量から容易に算出可能である。
【0039】
また、P分配比はスラグ中トータル鉄濃度の影響を受ける。スラグ中トータル鉄濃度とはスラグ中に酸化鉄として存在する鉄の濃度であり、スラグ酸化度の指標である。即ちP分配比はスラグ酸化度の影響を受けるという事である。
【0040】
そこで今回、スラグ中酸素濃度に相当するスラグ中酸素分圧を直接測定し、その測定結果を用いてP分配比を推定した。
酸素センサーの固体電解質にジルコニア、参照極にモリブデンを用いた場合、起電力を酸素分圧に変換する式は以下である。
LogPo2=8.936+(20.16×E−39416)/T・・・(7)
E:測定起電力
T:絶対温度
図1にスラグ中酸素分圧とP分配比との関係を示す。
【0041】
今回測定したスラグ中酸素分圧に加え溶鋼温度、計算スラグ中CaO濃度によりP分配比推定式を構築し、精度良くP分配比を算出することが可能となった。この時、P分配比推定式に用いる係数はHealy式をそのまま用いるのではなく、多重回帰分析により再構築する必要がある。これは吹錬条件(上吹き酸素条件、底吹きガス条件等)により寄与率が変動するためである。
【0042】
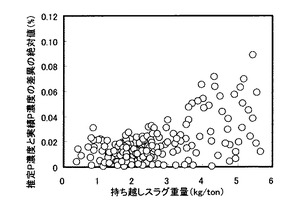
以上の持ち越しスラグP濃度及び重量、P分配推定式を用いる事により、推定溶鋼中P濃度と実績溶鋼中P濃度との差異の絶対値と持ち越しスラグ重量の実測値との関係を、図2に示す。
【0043】
持ち越しスラグ重量が3kg/ton以下であった場合の転炉吹錬では、推定値と実績との差異は0.003%以下に収まっており、溶鋼中P濃度の推定精度に及ぼす持ち越しスラグ量の影響が大きいことが分かった。
【0044】
溶銑脱燐処理を転炉で行った場合、溶銑とスラグとを出銑時に分離することが容易なため、処理後の溶銑移送鍋に流出する脱燐スラグの量は、特別な処置を講ずること無く、90%以上の確率で3kg/t以下にできることが分かった。この90%以上という確率は、いわゆるダーツなどのスラグストッパーを用いたり、あるいは移送鍋からスラグドラッカー等によって簡便に除滓することにより、確実に100%とすることが出来る。
【0045】
このようにして、持ち越しスラグ量を3kg/t以下とすることで、精度良く溶鋼中P濃度を算出することが可能となった(図2参照)。
サブランスにてスラグ中酸素濃度を測定するタイミングは吹錬終点時が最も溶鋼中P推定精度が良好であるが、吹錬中であってもサブランス測定から吹錬終点までの送酸量が少ない場合は十分に吹錬終点時の溶鋼中P濃度推定が可能である。
【0046】
広範囲の吹錬終点時の溶鋼中炭素濃度において溶鋼中P濃度の推定精度を向上させるためには、溶鋼中炭素濃度に応じてスラグ中酸素濃度の寄与率を変更する事が有効である。
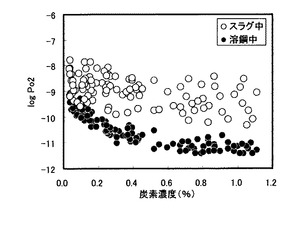
図3は、サブランスに取り付けた酸素センサーを用いて測定した溶鋼中酸素分圧とスラグ中酸素分圧の結果と溶鋼中炭素濃度との関係を示す。図より高炭素濃度となる程、溶鋼中酸素分圧とスラグ中酸素分圧との差異が大きくなり、溶鋼中酸素分圧<スラグ中酸素分圧となっている。その結果、溶鋼が高炭素濃度となるほどスラグ中酸素分圧のP分配比への寄与率が大きくなる事を発見した。
【0047】
溶鋼中P濃度の推定式において溶鋼中炭素濃度に応じてスラグ中酸素分圧の寄与率を変動させる方法としては、炭素濃度別にP分配比の多重回帰分析を行った結果を用いて、吹錬終点の炭素濃度に応じてP分配推定式のスラグ中酸素分圧の係数を変動させても良いし、P分配比推定式の各項目の係数を炭素濃度の関数として算出しても良い。
【0048】
例えば、溶鋼中P濃度の推定式としてHealyの式をそのまま使用する場合には、log(%T.Fe)項の係数である2.5を3.0などと大きくする。
また、広範囲の溶鋼中炭素濃度において、溶鋼中P濃度の推定精度を向上させるためには、溶鋼中酸素濃度の影響も無視できないため、上記手法に加えてP分配比推定式に溶鋼中酸素分圧の項を加えても良い。溶鋼中酸素分圧は溶鋼中炭素濃度と相関が強いため、代替値として溶鋼中炭素濃度でも良い。
【0049】
以上の方法を用いる事で広範囲の溶鋼中炭素濃度に対して高精度に溶鋼中P濃度を推定する事が可能となった。
【実施例】
【0050】
本発明による吹錬方法を適用した実施例を示す。
脱炭・脱燐用の精錬炉として上底吹き設備を有する転炉を用い、210tonの溶鋼を吹錬した。上吹きからは酸素を使用し、底吹きからは不活性ガスを使用した。サブランスは吹錬終点時又は吹錬末期(吹錬全体の85〜90%)のタイミングで使用した。
【0051】
サブランスでの測定内容は溶鋼温度、凝固温度を利用した炭素濃度、固体電解質を利用した溶鋼中酸素分圧とスラグ中酸素分圧とした。
表3に操業実績及びP分配比推定式を用いた溶鋼中P濃度の推定値を示す。
【0052】
P分配比推定式に考慮した操業因子としてはスラグ中酸素分圧、溶鋼温度、計算スラグ中CaO濃度、溶鋼中炭素濃度を用いた。以上の項目を用いて多重回帰分析を行いてP分配比推定式を構築し、この式を用いて溶鋼中P濃度の推定値を算出した。持ち越しスラグ重量は操業平均値である2.0k/t、スラグ中P濃度は2%を用いた。
【0053】
まず、実施例1〜3は、持ち越しスラグ量≦3k/tとした場合の溶鋼中P濃度の推定結果である。P濃度の推定誤差は全て≦0.003%となっている。
実施例4〜6は、持ち越しスラグ量≦3k/t且つ炭素濃度に応じてスラグ中酸素濃度の寄与率を変更した結果である。寄与率の変更方法は炭素濃度に応じてP分配比の多重回帰分析を別々に行い、その回帰結果を用いた。この場合、スラグ中酸素分圧以外の因子も炭素濃度に応じて係数を変更している。その結果、P濃度の推定誤差は全て≦0.003%となっている。
【0054】
実施例7〜9は、持ち越しスラグ量≦3k/t且つ炭素濃度に応じてスラグ中酸素濃度の寄与率を変更した場合においてサブランスを吹錬中に採取した結果である。サブランス測定から吹錬終点までの送酸量が1.0 Nm3/ton程度であれば十分に吹錬終点時の溶鋼中P濃度推定が可能である。
【0055】
比較例1は、P分配比推定式にスラグ中酸素分圧を考慮していない例である。この場合、スラグ中酸素分圧のばらつきが考慮できないため溶鋼中P濃度の推定精度は悪化する。
比較例2は、持ち越しスラグ量>3k/tの例である。この場合、持ち越しスラグのばらつきを考慮できないため溶鋼中P濃度の推定精度は悪化する。
【0056】
比較例3は、炭素濃度に応じてP分配比推定式のスラグ中酸素濃度の寄与率を変更しない例である。この場合、スラグ中酸素濃度の寄与率が溶鋼中炭素濃度に応じて変動する事を考慮できないため、溶鋼中P濃度の推定精度は悪化する。
【0057】
このように、本発明によれば、サブランスを使用する吹錬方法において、固体電解質を利用した酸素センサーの測定結果を考慮したP分配比推定式を用いる事により、精度良く吹錬終点時の溶鋼中P濃度を推定する事が可能となる。
【0058】
これらの結果は、表3にまとめて示す。
【0059】
【表3−1】
【表3−2】
【図面の簡単な説明】
【0060】
【図1】スラグ中酸素分圧とP分配比との関係を示すグラフである。
【図2】持ち越しスラグ重量とP推定精度との関係を示すグラフである。
【図3】炭素濃度と溶鋼中、スラグ中酸素分圧との関係を示すグラフである。
【技術分野】
【0001】
本発明は、転炉型精錬炉において溶鋼成分を推定する方法とそれを利用した低燐鋼の製造方法に関する。
【背景技術】
【0002】
転炉吹錬において吹錬終了時の溶鋼成分の制御、その中でも特に燐(以下、元素記号を用いて「P」と記す。)濃度の制御は、鋼の品質管理上非常に重要である。従来より溶鋼中のP濃度の監視、制御には様々な手法が用いられてきたが、吹錬条件に関する制約が多く、特に吹錬終了時の溶鋼中炭素濃度が高い場合には、溶鋼中燐濃度を精度高く推定する技術はなかった。
【0003】
(1)特許文献1には、溶鋼中P濃度を推定する方法として、固体電解質を用いた酸素センサーにて吹錬終点時の溶鋼中酸素濃度を測定し、その測定値を用いてP濃度を推定する方法が示されている。この方法では溶鋼中の酸素濃度を測定しているが、この測定値は溶鋼中の炭素濃度と比例するものであり、酸素センサーで測定を行わなくても炭素濃度から十分に推定可能な値である。また、吹錬中の脱P量に影響する因子としてはスラグ中の酸素濃度の影響が大きい事が知られており、この方法ではスラグ中の酸素濃度が不明であるため、溶鋼中P濃度の推定値は精度が高いとは言えなかった。
【0004】
(2)特許文献2には、溶鋼中P濃度を推定する方法として溶鋼中溶解酸素濃度測定結果からスラグ成分(%FetO)、(%CaO)を推定し、吹錬終点時のP濃度を推定する方法が示されている。しかし、溶鋼中酸素濃度とスラグ中酸素濃度の指標である(%FetO)の関係は溶鋼中炭素濃度により大きく変動するため、この方法では広範囲の炭素濃度においてスラグ中酸素濃度を正確に把握することは困難である。
【0005】
また、上記2つの方法では、Pはもっぱら溶銑から入ってくるものと考えられており、溶銑以外の要因を考慮していない。実操業では前工程の持ち越しスラグの影響があり、この影響を考慮しなければ高精度な溶鋼中P濃度の推定は行う事ができない。
【0006】
さらに、上記2つの方法は、溶鋼中の溶解酸素濃度の測定に基づいて溶鋼中の燐濃度の推定を行っているため、いわゆる低炭素濃度の吹錬終点における溶鋼中P濃度の推定法と解される。転炉内溶鋼とその吹錬中スラグとの反応関係は、低炭素領域で安定するからである。具体的には、上記2つの特許文献とも図示されている酸素濃度は300ppm以上であり、特許文献1の第1図から、酸素濃度300ppm以上は炭素濃度0.07%以下に相当することが分かる。
【0007】
(3)特許文献3には、スラグ中の酸素濃度を用いて溶鋼中P濃度を推定する方法が示されている。この方法では吹錬中サブランス測定以降の酸素供給量の内、脱炭反応に消費されない酸素量がスラグ中の酸素濃度と比例する事を見出し、この計算スラグ中酸素濃度から溶鋼中P濃度を推定する方法である。しかし、この方法では酸素センサーを使わないために、計算スラグ中酸素濃度のばらつきが大きくなる場合があり、長期的に安定した良好なP推定精度を得ることができなかった。
【0008】
(4)特許文献4には、スラグ中酸素濃度を測定する方法としてスラグ中酸素濃度を直接測定する方法が示されている。この方法を用いる事でスラグ中酸素濃度を把握する事が可能となったが、その測定結果を用いて精度良く溶鋼中P濃度を推定する方法については示されていない。
【特許文献1】特開昭59−136652号公報
【特許文献2】特開昭61−12811号公報
【特許文献3】特公平6−49890号公報
【特許文献4】特開2000−214127号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
近年では溶銑脱燐の普及により高炭素濃度領域で吹錬終了する事が可能となり、広範囲の溶鋼中炭素濃度に対して溶鋼中P濃度を推定する必要性が生じている。
本発明の課題は、スラグ中酸素濃度を用いて、広範囲の吹錬終了時の溶鋼中炭素濃度に対して精度良く溶鋼中P濃度を推定する方法を提示することにある。
【課題を解決するための手段】
【0010】
本発明者らは、吹錬終了時の溶鋼中炭素濃度が広範囲に変動する場合においても精度良く溶鋼中P濃度を推定する方法を発明した。
本発明は、次の通りである。
【0011】
(1)転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用い、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【0012】
(2)転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用いて、脱炭および脱燐吹錬の前工程の持ち越しスラグ量を使用溶銑1tあたり3kg以下とし、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【0013】
(3)吹錬終点時の溶鋼中炭素濃度が高炭素濃度となるほど、吹錬終点時の溶鋼中燐濃度を推算する際に、スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率を大きくすることを特徴とする、上記(1)または(2)に記載した吹錬終点時の溶鋼中燐濃度を推定する方法。
【0014】
(4)転炉にて、溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで、溶銑の脱炭および脱燐吹錬をする低燐鋼の製造方法であって、上記(1)ないし(1)のいずれか1項に記載した吹錬終点時の溶鋼中燐濃度を推定する方法を用いて吹錬終点時の溶鋼中燐濃度を推定することを特徴とする、低燐鋼の製造方法。
【0015】
ここに、本明細書において、「溶銑脱燐処理」とは、転炉で溶鋼中の炭素濃度が1.0質量%以下にまで脱炭吹錬するに先立って、別の転炉において、溶銑中の炭素濃度が3.0%以上の状態で溶銑中の燐濃度を、例えば溶銑P濃度0.12%の場合、これをP濃度0.07%未満にまでというように、0.5%以上低減する処理を言う。
【0016】
「脱炭および脱燐吹錬の前工程」とは、前記の溶銑脱燐処理に限らず、転炉で溶鋼中の炭素濃度が1.0質量%以下になるまで脱炭吹錬するために当該転炉に装入される溶銑の、その装入直前の精錬処理を意味する。
【0017】
本発明においては「脱炭吹錬」に先立って「溶銑脱燐処理」を行うために、「脱炭および脱燐吹錬の前工程」は「溶銑脱燐処理」であることが多いが、必要に応じて「溶銑脱硫処理」を「溶銑脱燐処理」後であって、「脱炭吹錬」の直前に行うこともある。
【0018】
「持ち越しスラグ」とは、前記の「脱炭および脱燐吹錬の前工程」の処理後のスラグであって、転炉で溶鋼中の炭素濃度が1.0質量%以下にまで脱炭吹錬するために当該転炉に装入される溶銑の装入時に、当該転炉に溶銑と共に装入されてしまう「混入スラグ」のことを言う。
【0019】
「スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率」とは、溶鋼中P濃度推定式の中に含まれている「スラグ中酸素分圧を代表する指標」が、溶鋼中P濃度推定値に及ぼす影響の度合いを意味する.
溶鋼中P濃度推定式において炭素濃度に応じてスラグ中酸素分圧の寄与率を変動させる方法としては、炭素濃度別にスラグ中と溶鋼中との間の含有P質量濃度の比(以下「P分配比」と記す。)の多重回帰分析を行った結果を用いて、吹錬終点の溶鋼中炭素濃度に応じてP分配推定式のスラグ中酸素分圧の係数を変動させても良いし、P分配比推定式の各項目の係数を溶鋼中炭素濃度の関数として算出しても良い。
【0020】
「低燐鋼」とは、製品中の燐濃度が0.030%以下の鋼材を言う。
「広範囲の吹錬終了時の炭素濃度」とは、転炉での酸素供給停止後の、その転炉内溶鋼中の炭素濃度が1.0質量%以下である範囲を意味する。この炭素濃度の下限は、通常の転炉の脱炭能力の下限である0.03%であるが、本発明におけるより好適な下限は0.10%である。
【発明の効果】
【0021】
本発明によれば、サブランスを使用する吹錬方法において、固体電解質を利用した酸素センサーの測定結果を考慮したP分配比推定式を用いる事により、精度良く吹錬終点時の溶鋼中P濃度を推定する事が可能となる。
【0022】
本発明では、吹錬終点の転炉内溶鋼中の炭素濃度が1.0%以下で0.03%以上という広い範囲において、とりわけその炭素濃度が1.0%以下で0.10%以上の広い範囲において、終点溶鋼中燐濃度が0.03%以下の目標P%に対して、その目標P%±0.003%以内の推定精度をもって溶鋼中P濃度を推定できる。
【発明を実施するための最良の形態】
【0023】
本発明の実施の形態について具体的に説明する。
本発明の実施にあたっては、予め溶銑脱燐を行った溶銑を用意し、これを精錬炉としての転炉に装入する。好ましくは、このときの持越しスラグ量を溶銑1トンあたり3Kg以下とする。 転炉に装入された溶銑には、炭素濃度1.0質量%以下、かつ燐濃度0.030質量%以下にまで、脱炭脱燐吹錬を行う。このときの転炉での脱炭脱燐吹錬の条件は、目標とする脱炭・脱燐が行われるかぎり、特に制限されない。必要により不活性ガスの底吹きを行ってもよい。
【0024】
本発明において用いる酸素センサーの種類、構造については特に制限はなく、スラグへの浸漬によりスラグ中の酸素濃度が計測できればよい。好ましくは、固体電解質にジルコニア、参照電極にモリブデンを用いた酸素センサーを用い、具体的には前述の特許文献4に開示された酸素センサーが例示される。
【0025】
酸素センサーでもってスラグ中酸素濃度を計測する以外は、通常の転炉での脱炭・脱燐処理と同じ条件で処理すればよい。この酸素センサーは、通常は転炉に設置された設備の一つであるサブランスの先端に装着して、センサー部分をスラグ中に浸漬させることによりスラグ中酸素濃度を計測する。サブランスにてスラグ中酸素濃度を測定するタイミングは吹錬終点時が最も溶鋼中P濃度の推定精度が良好であるが,吹錬中であってもサブランス測定から吹錬終点までの送酸量が少ない場合は十分に吹錬終点時の溶鋼中P濃度推定が可能である。
【0026】
ここに、本発明の態様によれば、吹錬終点時の溶鋼中P濃度を推定するためには脱P量を精度良く把握する事が必要である。脱P量を把握する手段としては、吹錬終点時の溶鋼とスラグの2相間のP分配比とPの物質バランス式を用いて算出する方法がある。
【0027】
P分配比式 Lp=Pスラグ/P溶鋼・・・(1)
P物質バランス式:
P溶銑×W溶銑+P持越スラグ×W持越スラグ=Pスラグ×Wスラグ+P溶鋼×W溶鋼・・・(2)
出鋼量計算式: W溶鋼=W溶銑×Y・・・(3)
Lp:P分配比
Pスラグ:吹錬終点時のスラグ中P濃度
P溶鋼:吹錬終点時の溶鋼中P濃度
P溶銑:吹錬開始時の溶銑中P濃度
W溶銑:装入溶銑重量
P持越スラグ:持ち越しスラグ中P濃度
W持越スラグ:持ち越しスラグ重量
W溶鋼:出鋼溶鋼重量
Wスラグ:吹錬終点時のスラグ重量
Y:操業平均歩留
上記式(1)、(2)、(3)を合せると
P溶鋼=(P溶銑+P持越スラグ×W持越スラグ/W溶銑)/(Lp×Wスラグ/W溶銑+Y)・・・(4)
となる。
【0028】
ここで、吹錬開始時の溶銑中P濃度は吹錬前の成分分析値を用いれば良い、装入溶銑重量は吹錬前の鍋重量から容易に測定可能であり、操業平均歩留についても過去の装入溶銑重量と出鋼溶鋼重量から容易に算出可能である。
【0029】
吹錬終点時のスラグ重量は以下の式で求められる。
Wスラグ=投入原料重量(生石灰等のスラグ生成物)+溶銑中成分からの生成スラグ重量
+持ち越しスラグ重量・・・(5)
投入原料重量は容易に把握可能であり、溶銑中成分からの生成スラグ重量については計算で算出可能である。
【0030】
ここで、持ち越しスラグ重量及び持ち越しスラグ中P濃度が、式(4)、(5)両式における大きなばらつき要因である。しかし、持ち越しスラグ重量及び持ち越しスラグ中P濃度は事前に測定する事が困難であり、事後に吹錬終了後のスラグ成分や溶鋼成分を用いた物質バランスより算出するしかない。
【0031】
本発明では、持ち越しスラグ重量を使用溶銑1tあたり3kg(以後、3kg/ton)以下とすることで溶鋼中P推定精度が大幅に向上することを見出した。持ち越しスラグ重量を3kg/ton以下にする方法は、転炉装入前溶銑鍋内の除滓を行う方法が最も確実であるが、前工程にてスラグストッパーを用いて簡易に持ち越しスラグ重量を減少させても良い。
【0032】
しかし、本発明においては、転炉で溶鋼中の炭素濃度が1.0質量%以下にまで脱炭吹錬するに先立って、別の転炉において溶銑脱燐処理を行うことにより、最も効率的に、「広範囲の吹錬終了時の溶鋼中炭素濃度」において終点溶鋼中燐濃度が0.03%以下の目標溶鋼中P%に対して、その目標P%±0.003%の推定精度を得ることができる。
【0033】
転炉による溶銑脱燐処理では、転炉の上部に設けた出銑孔を通じて脱燐処理後の溶銑を移送鍋に出銑するため、脱燐処理後のスラグの移送鍋への流出を安定して少なくすることが出来る。今回調査した結果では、転炉での脱炭・脱燐処理の全回数に対する、流出スラグ量が3kg/t以下の場合の比率は90%以上あった。また、処理回数で10%未満の場合における流出スラグ量が多い移送鍋に対しては、脱炭吹錬用の転炉へ装入する前に簡便にスラグを除去することで、確実に鍋中の流出スラグ量を3kg/t以下にすることが出来る。
【0034】
持ち越しスラグ重量が事前に把握できないという問題に対しては、持ち越しスラグ重量を3kg/ton以下とする事で持ち越しスラグ自体の影響が大幅に減少するため、持ち越しスラグ重量と持ち越しスラグ中P濃度については、通常操業の実績平均値を用いれば良い。
【0035】
今回調査した範囲での持ち越しスラグ重量は、上記した一部についての移送鍋からの除滓処理を含めて、0.2〜3.0kg/tであった。今回調査した溶銑予備処理後の溶銑条件及びスラグ条件を、表1、表2にまとめて示す。
【0036】
【表1】
【0037】
【表2】
【0038】
P分配比を算出する式としてはHealyの式が有名である。
Healy式 Lp=2.5×log(%T.Fe)+0.08×(%CaO)+
22350/T−16・・・(6)
Lp:P分配比=スラグ中P濃度(質量%)/溶鋼中P濃度(質量%)
(%T.Fe):スラグ中トータル鉄濃度
(%CaO):スラグ中CaO濃度
T:溶鋼絶対温度
Healy式を参照するとP分配比は溶鋼温度、スラグ中CaO濃度に影響される。溶鋼温度はサブランス測温値がある。スラグ中CaO濃度は転炉炉内への投入物と吹錬中に生成する酸化物量から容易に算出可能である。
【0039】
また、P分配比はスラグ中トータル鉄濃度の影響を受ける。スラグ中トータル鉄濃度とはスラグ中に酸化鉄として存在する鉄の濃度であり、スラグ酸化度の指標である。即ちP分配比はスラグ酸化度の影響を受けるという事である。
【0040】
そこで今回、スラグ中酸素濃度に相当するスラグ中酸素分圧を直接測定し、その測定結果を用いてP分配比を推定した。
酸素センサーの固体電解質にジルコニア、参照極にモリブデンを用いた場合、起電力を酸素分圧に変換する式は以下である。
LogPo2=8.936+(20.16×E−39416)/T・・・(7)
E:測定起電力
T:絶対温度
図1にスラグ中酸素分圧とP分配比との関係を示す。
【0041】
今回測定したスラグ中酸素分圧に加え溶鋼温度、計算スラグ中CaO濃度によりP分配比推定式を構築し、精度良くP分配比を算出することが可能となった。この時、P分配比推定式に用いる係数はHealy式をそのまま用いるのではなく、多重回帰分析により再構築する必要がある。これは吹錬条件(上吹き酸素条件、底吹きガス条件等)により寄与率が変動するためである。
【0042】
以上の持ち越しスラグP濃度及び重量、P分配推定式を用いる事により、推定溶鋼中P濃度と実績溶鋼中P濃度との差異の絶対値と持ち越しスラグ重量の実測値との関係を、図2に示す。
【0043】
持ち越しスラグ重量が3kg/ton以下であった場合の転炉吹錬では、推定値と実績との差異は0.003%以下に収まっており、溶鋼中P濃度の推定精度に及ぼす持ち越しスラグ量の影響が大きいことが分かった。
【0044】
溶銑脱燐処理を転炉で行った場合、溶銑とスラグとを出銑時に分離することが容易なため、処理後の溶銑移送鍋に流出する脱燐スラグの量は、特別な処置を講ずること無く、90%以上の確率で3kg/t以下にできることが分かった。この90%以上という確率は、いわゆるダーツなどのスラグストッパーを用いたり、あるいは移送鍋からスラグドラッカー等によって簡便に除滓することにより、確実に100%とすることが出来る。
【0045】
このようにして、持ち越しスラグ量を3kg/t以下とすることで、精度良く溶鋼中P濃度を算出することが可能となった(図2参照)。
サブランスにてスラグ中酸素濃度を測定するタイミングは吹錬終点時が最も溶鋼中P推定精度が良好であるが、吹錬中であってもサブランス測定から吹錬終点までの送酸量が少ない場合は十分に吹錬終点時の溶鋼中P濃度推定が可能である。
【0046】
広範囲の吹錬終点時の溶鋼中炭素濃度において溶鋼中P濃度の推定精度を向上させるためには、溶鋼中炭素濃度に応じてスラグ中酸素濃度の寄与率を変更する事が有効である。
図3は、サブランスに取り付けた酸素センサーを用いて測定した溶鋼中酸素分圧とスラグ中酸素分圧の結果と溶鋼中炭素濃度との関係を示す。図より高炭素濃度となる程、溶鋼中酸素分圧とスラグ中酸素分圧との差異が大きくなり、溶鋼中酸素分圧<スラグ中酸素分圧となっている。その結果、溶鋼が高炭素濃度となるほどスラグ中酸素分圧のP分配比への寄与率が大きくなる事を発見した。
【0047】
溶鋼中P濃度の推定式において溶鋼中炭素濃度に応じてスラグ中酸素分圧の寄与率を変動させる方法としては、炭素濃度別にP分配比の多重回帰分析を行った結果を用いて、吹錬終点の炭素濃度に応じてP分配推定式のスラグ中酸素分圧の係数を変動させても良いし、P分配比推定式の各項目の係数を炭素濃度の関数として算出しても良い。
【0048】
例えば、溶鋼中P濃度の推定式としてHealyの式をそのまま使用する場合には、log(%T.Fe)項の係数である2.5を3.0などと大きくする。
また、広範囲の溶鋼中炭素濃度において、溶鋼中P濃度の推定精度を向上させるためには、溶鋼中酸素濃度の影響も無視できないため、上記手法に加えてP分配比推定式に溶鋼中酸素分圧の項を加えても良い。溶鋼中酸素分圧は溶鋼中炭素濃度と相関が強いため、代替値として溶鋼中炭素濃度でも良い。
【0049】
以上の方法を用いる事で広範囲の溶鋼中炭素濃度に対して高精度に溶鋼中P濃度を推定する事が可能となった。
【実施例】
【0050】
本発明による吹錬方法を適用した実施例を示す。
脱炭・脱燐用の精錬炉として上底吹き設備を有する転炉を用い、210tonの溶鋼を吹錬した。上吹きからは酸素を使用し、底吹きからは不活性ガスを使用した。サブランスは吹錬終点時又は吹錬末期(吹錬全体の85〜90%)のタイミングで使用した。
【0051】
サブランスでの測定内容は溶鋼温度、凝固温度を利用した炭素濃度、固体電解質を利用した溶鋼中酸素分圧とスラグ中酸素分圧とした。
表3に操業実績及びP分配比推定式を用いた溶鋼中P濃度の推定値を示す。
【0052】
P分配比推定式に考慮した操業因子としてはスラグ中酸素分圧、溶鋼温度、計算スラグ中CaO濃度、溶鋼中炭素濃度を用いた。以上の項目を用いて多重回帰分析を行いてP分配比推定式を構築し、この式を用いて溶鋼中P濃度の推定値を算出した。持ち越しスラグ重量は操業平均値である2.0k/t、スラグ中P濃度は2%を用いた。
【0053】
まず、実施例1〜3は、持ち越しスラグ量≦3k/tとした場合の溶鋼中P濃度の推定結果である。P濃度の推定誤差は全て≦0.003%となっている。
実施例4〜6は、持ち越しスラグ量≦3k/t且つ炭素濃度に応じてスラグ中酸素濃度の寄与率を変更した結果である。寄与率の変更方法は炭素濃度に応じてP分配比の多重回帰分析を別々に行い、その回帰結果を用いた。この場合、スラグ中酸素分圧以外の因子も炭素濃度に応じて係数を変更している。その結果、P濃度の推定誤差は全て≦0.003%となっている。
【0054】
実施例7〜9は、持ち越しスラグ量≦3k/t且つ炭素濃度に応じてスラグ中酸素濃度の寄与率を変更した場合においてサブランスを吹錬中に採取した結果である。サブランス測定から吹錬終点までの送酸量が1.0 Nm3/ton程度であれば十分に吹錬終点時の溶鋼中P濃度推定が可能である。
【0055】
比較例1は、P分配比推定式にスラグ中酸素分圧を考慮していない例である。この場合、スラグ中酸素分圧のばらつきが考慮できないため溶鋼中P濃度の推定精度は悪化する。
比較例2は、持ち越しスラグ量>3k/tの例である。この場合、持ち越しスラグのばらつきを考慮できないため溶鋼中P濃度の推定精度は悪化する。
【0056】
比較例3は、炭素濃度に応じてP分配比推定式のスラグ中酸素濃度の寄与率を変更しない例である。この場合、スラグ中酸素濃度の寄与率が溶鋼中炭素濃度に応じて変動する事を考慮できないため、溶鋼中P濃度の推定精度は悪化する。
【0057】
このように、本発明によれば、サブランスを使用する吹錬方法において、固体電解質を利用した酸素センサーの測定結果を考慮したP分配比推定式を用いる事により、精度良く吹錬終点時の溶鋼中P濃度を推定する事が可能となる。
【0058】
これらの結果は、表3にまとめて示す。
【0059】
【表3−1】
【表3−2】
【図面の簡単な説明】
【0060】
【図1】スラグ中酸素分圧とP分配比との関係を示すグラフである。
【図2】持ち越しスラグ重量とP推定精度との関係を示すグラフである。
【図3】炭素濃度と溶鋼中、スラグ中酸素分圧との関係を示すグラフである。
【特許請求の範囲】
【請求項1】
転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用い、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【請求項2】
転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用いて、脱炭および脱燐吹錬の前工程の持ち越しスラグ量を使用溶銑1tあたり3kg以下とし、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【請求項3】
吹錬終点時の溶鋼中炭素濃度が高炭素濃度となるほど、吹錬終点時の溶鋼中燐濃度を推算する際に、スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率を大きくすることを特徴とする、請求項1または請求項2に記載した吹錬終点時の溶鋼中燐濃度を推定する方法。
【請求項4】
転炉にて、溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで、溶銑の脱炭および脱燐吹錬をする低燐鋼の製造方法であって、請求項1ないし請求項3のいずれか1項に記載した吹錬終点時の溶鋼中燐濃度を推定する方法を用いて吹錬終点時の溶鋼中燐濃度を推定することを特徴とする、低燐鋼の製造方法。
【請求項1】
転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用い、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【請求項2】
転炉にて溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで脱炭および脱燐吹錬をする際に、溶銑脱燐処理を行った溶銑を用いて、脱炭および脱燐吹錬の前工程の持ち越しスラグ量を使用溶銑1tあたり3kg以下とし、且つサブランスに取り付けた酸素センサーにてスラグ中酸素濃度を測定し、この測定値を用いて吹錬終点時の溶鋼中燐濃度を推定する方法。
【請求項3】
吹錬終点時の溶鋼中炭素濃度が高炭素濃度となるほど、吹錬終点時の溶鋼中燐濃度を推算する際に、スラグ中酸素濃度が溶鋼中燐濃度の推算値に及ぼす影響の寄与率を大きくすることを特徴とする、請求項1または請求項2に記載した吹錬終点時の溶鋼中燐濃度を推定する方法。
【請求項4】
転炉にて、溶鋼中の炭素濃度が1.0質量%以下、かつ、燐濃度が0.030質量%以下にまで、溶銑の脱炭および脱燐吹錬をする低燐鋼の製造方法であって、請求項1ないし請求項3のいずれか1項に記載した吹錬終点時の溶鋼中燐濃度を推定する方法を用いて吹錬終点時の溶鋼中燐濃度を推定することを特徴とする、低燐鋼の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−223047(P2008−223047A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−58701(P2007−58701)
【出願日】平成19年3月8日(2007.3.8)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月8日(2007.3.8)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]