
滑り止めシート
【課題】カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートを提供する。
【解決手段】支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートであって、該発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させて形成したものである。更にカレンダー処理を施し且つパーカープリントサーフにて測定される発泡層側の平滑度を0.5μm以下とする。
【解決手段】支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートであって、該発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させて形成したものである。更にカレンダー処理を施し且つパーカープリントサーフにて測定される発泡層側の平滑度を0.5μm以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートに関する。詳しくは、カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートに関する。
【背景技術】
【0002】
滑り止め性能を有するシート材料は、パレット・積荷の荷崩れ防止、精密機器等搬送時の滑動防止等のロジスティック分野で広く使用されており、最近では更に、食事用のランチョンマット、食器棚・商品棚等の滑り落下防止シート、パソコン用マウスパッド、自動車内における携帯電話・スマートフォン等小物類の滑り防止シート等、様々な分野へ用途拡大している。
【0003】
これら滑り止めシートは、通常支持体の少なくとも片方の面に弾性体層を設けて成り、弾性体層としては発泡層が多く用いられるが、未だ改善すべき欠点が多くある。例えば、特許文献1では、ウレタン系もしくはアクリル系の合成樹脂エマルジョン及び起泡剤を含む塗液を機械発泡させた後、支持体上に塗工乾燥させて発泡層を設ける方法が開示されている。しかし機械発泡による発泡層の形成は、滑り止め性能が不十分で、カールしやすい欠点がある。機械発泡以外に効率良く支持体上に発泡層を設ける手段としては、支持体上に熱膨張性樹脂粒子を含む塗液を塗工した後、加熱により熱膨張させて発泡層形成する方法がある。例えば特許文献2では、発泡開始温度が50〜230℃の熱膨張性樹脂粒子を含む塗液を、支持体上に塗工し110〜150℃にて2〜5分間乾燥発泡させる方法が開示されている。また特許文献3では、支持体上に熱膨張性樹脂粒子を含む塗液を塗工し、120℃下にて乾燥発泡させる方法、及び上記塗液をセパレータ上に塗工し60℃にて乾燥させた展開層を支持体に移着してセパレータを剥離し120℃下に発泡させる方法が開示されている。しかしこれら特許文献2、3のいずれの滑り止めシートもカール及び滑り止め性能の点で十分満足できるものではなく、改善が求められていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−317850号公報
【特許文献2】特開平8−290512号公報
【特許文献3】特開平11−105176号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートを提供することである。
【課題を解決するための手段】
【0006】
(1)支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートであって、該発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させて形成したものであることを特徴とする滑り止めシート。
(2)上記発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させた後、更にカレンダー処理を施すことにより形成したものであり、且つパーカープリントサーフにて測定される発泡層側の平滑度が0.5μm以下であることを特徴とする滑り止めシート。
【発明の効果】
【0007】
本発明によって、カール発生が少なく、優れた滑り止め性能を有する滑り止めシートを提供することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の滑り止めシートの断面図の例
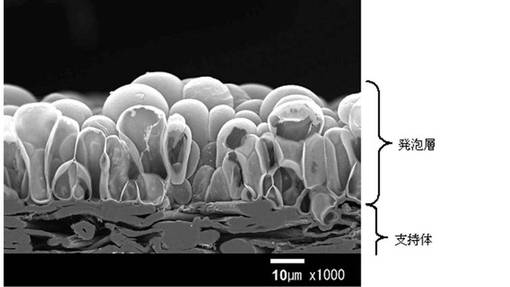
【図2】従来技術における滑り止めシートの断面図の例
【発明を実施するための形態】
【0009】
以下、本発明の内容を更に具体的に説明する。本発明の滑り止めシートは、支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する。かかる発泡層は支持体上の一方の面に有していれば良く、両面に有していても良い。
【0010】
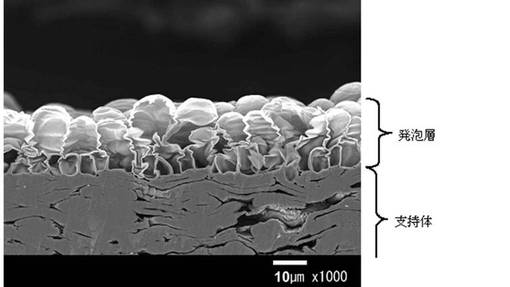
本発明の滑り止めシートの断面図の例を図1に、従来技術における滑り止めシートの断面図の例を図2に示す。なお、これら断面図は発泡層を設けた滑り止めシートをイオンミリングにより切削処理した後、走査型電子顕微鏡にて倍率1000倍にて撮影した画像である。本発明の滑り止めシートが有する発泡層は、図1に示すように、膨張させた熱膨張性樹脂粒子で構成される多数の中空セルからなり、更に各セルの側面が蛇腹状の襞を複数有している。この側面の蛇腹構造と内部の広い空隙により、支持体に対して垂直方向に容易に伸縮し、これによりカール発生を抑制することができると推測される。更に、その伸縮可能で弾性に富んだ構造により、発泡層と滑り止め対象物の密着性が向上し優れた滑り止め性能を発揮する。
【0011】
本発明に係る発泡層は、熱膨張性樹脂粒子を含む塗液を支持体上に塗工・乾燥した後、熱カレンダー処理にて熱膨張性樹脂粒子を熱膨張させて形成する。熱膨張の方法として熱カレンダーを用いることにより、加熱と加圧を同時に行うことができ、熱膨張性樹脂粒子の熱膨張と発泡層の平坦化が同時に可能となるだけでなく、高温・短時間での加熱形成処理により、上記した蛇腹状の壁を有する中空セルが形成された発泡層を得ることができる。
【0012】
本発明に係る熱カレンダー処理とは、熱膨張性樹脂粒子を有する層が塗設された支持体を、両方または片方が加熱された、金属ロール−金属ロール間もしくは金属ロール−弾性ロール間でニップして通すことで熱膨張させる方法である。金属ロールの加熱方式は、蒸気、電気等があり、本発明の効果の範囲においては特に限定はされないが、誘導発熱式のジャケットロールが好ましく用いられる。誘導発熱ジャケットロールは、温度調節の精度が高く加熱の均一性に優れるため、瞬間的な熱膨張に適している。特に温度誤差が1℃以内に制御されているものが好ましく用いられる。またロール表面はメッキ処理されていても良く、特に表面粗さが低く鏡面のものが好ましく用いられる。
【0013】
熱カレンダーの加圧条件は、線圧200N/cm以上が好ましく、600N/cm以上が特に好ましい。加圧条件をこの範囲とすることで熱膨張性樹脂粒子の垂直方向の膨張を抑えつつ十分に熱膨張させることができ、より弾性に富んだ発泡層が得られる。ロール加熱温度は、熱膨張性樹脂粒子の膨張開始温度により適宜選択されるが、150℃以上が好ましく、160〜180℃が特に好ましい。また熱カレンダー処理の効率を上げるために、ニップ前及び/またはニップ後に、支持体を熱ロールに抱角を持たせて熱ロールに巻き付けることで、熱ロールとの接触時間(接触長)を高めることができる。熱ロールとの接触時間は、熱ロールの加熱温度次第で任意に選択されるが、0.7〜5秒が特に好ましい。接触時間をこの範囲とすることで、生産性良く均一に熱膨張処理ができるだけでなく、カール防止、滑り止め性能の面でもより好ましい。更に熱カレンダー処理直前に、熱膨張が開始しない程度に予熱を加えることにより熱膨張の効率を向上させることもできる。
【0014】
本発明において発泡層は、上記の熱カレンダー処理の後、更にカレンダー処理を施し、且つパーカープリントサーフ平滑度を0.5μm以下にすることにより、その性能を更に向上させることができる。カレンダー処理としては、チルドニップカレンダー、ソフトニップカレンダー、スーパーカレンダー等があり、ニップ数は1以上であれば特に限定はされないが、ソフトニップカレンダーが特に好ましく用いられる。カレンダー処理の加圧条件は、本発明の効果の範囲において特に限定はされないが、線圧300〜2000N/cmが好ましく用いられる。加圧条件をこの範囲にすることで、熱膨張性樹脂粒子を潰さずに粒子側面に襞状を形成しやすく、発泡層の弾性を高めることができる。熱膨張後のカレンダー処理におけるカレンダーロールは、熱膨張がそれ以上進行しない温度で行われることが好ましい。具体的には、熱膨張性樹脂粒子の膨張開始温度よりも低い温度で、概ね常温〜100℃の範囲である。カレンダー処理にて熱膨張が進行しない条件であれば、熱カレンダーの余熱を持った状態でカレンダー処理を行っても良いし、熱膨張後一旦熱膨張性樹脂粒子を塗設した支持体を常温まで冷却した後カレンダー処理を行っても良い。特に発泡層が熱カレンダーの余熱を持った状態(40℃以上の温度)でカレンダー処理を行うことで発泡面の平坦性が向上し、とりわけ優れたカール防止性能を有した滑り止めシートを得ることができる。
【0015】
上記の通り、本発明の滑り止めシートは、パーカープリントサーフにて測定される発泡層側の平滑度が0.5μm以下であることが好ましい。滑り止めシートにおいて、滑り止め対象物との密着性は非常に重要である。支持体として紙や不織布を用いた場合、支持体の密度や硬さのムラは、滑り止め対象物との圧接下において、密着性にムラを与えやすい。これら支持体の上に弾性に富んだ発泡層を設けることは、このムラを緩和し滑り止め対象物との密着性を向上させることに非常に有効であるが、その指標としてはパーカープリントサーフ平滑度(PPS平滑度)が好適である。本発明において、このPPS平滑度を0.5μm以下にすることで、発泡層と滑り止め対象物の密着性が高く、滑り止め性能に優れた滑り止めシートを得ることが可能となり、カールの発生も少なくなる。なお本発明で示すPPS平滑度は、ハードタイプのバッキングを用い、クランプ圧2000kPaにて測定される値である。
【0016】
本発明において熱膨張性樹脂粒子とは、加熱により粒子径が増大する樹脂粒子のことを指す。例えば、揮発性液体を内包する中空樹脂粒子があり、加熱により樹脂が軟化すると同時に揮発性液体が気化(体積増加)することで粒子が膨張する。より具体的には、スチレン、α−メチルスチレン等のスチレン系モノマー、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸イソボルニル、アクリロニトリル等のアクリル系モノマー、塩化ビニリデンモノマー、酢酸ビニルモノマー等の重合体及び共重合体を外殻樹脂とし、プロパン、ブタン、イソブタン、ペンタン、イソペンタン、ヘキサン、ヘプタン等の低沸点炭化水素を揮発性液体として内包した中空樹脂粒子である。本発明においては、熱膨張性能、襞形状の形成の点から、メタクリル酸メチル−アクリロニトリル共重合体または塩化ビニリデン−アクリロニトリル共重合体を外殻樹脂とし、イソブタンまたはイソペンタンを揮発性液体とする中空樹脂粒子が特に好ましく用いられる。更に、外殻樹脂を多官能性モノマーで架橋したり、外殻樹脂の表面にシリカ等のナノスケールの無機粒子を吸着させたりしても良い。また、本発明の熱膨張性樹脂粒子の膨張開始温度は80〜150℃の範囲であるのが好ましく、90〜120℃が特に好ましい。熱膨張性樹脂粒子の膨張開始温度をこの範囲とすることで、熱カレンダーでの短時間の熱膨張が効率良く行われ、また支持体との接着性も良好となる。
【0017】
また熱膨張性樹脂粒子の未膨張時の平均粒子径としては、好ましくは1〜25μmであり、加熱により体積が10〜50倍に膨張し、中空率が80%以上となるものが好ましく用いられる。平均粒子径を1μm以上とすることで加熱形成処理後十分な体積及び表面積が得られ弾性に富んだ発泡層を形成しやすく、カールがより抑制される。また平均粒子径を25μm以下とすることで熱膨張後の発泡層の平坦性が得やすくなり、滑り止め対象物との密着性が良くなり滑り止め性能が高くなる。より好ましくは3〜10μmであり、平均粒子径をこの範囲にすることで、滑り止め性能がより良好となる。ここで言う平均粒子径とはレーザー回折散乱法により測定される平均粒子径(D50)である。また加熱後の中空率を80%以上とすることで熱カレンダー加熱後粒子内に十分な空隙が生じ、滑り止め対象物との密着性がより良くなり、優れた滑り止め性能が得られる。また殻が薄膜化しやすくなり、中空セル側面の襞形状の形成が容易になる。ここで言う中空率とは、中空樹脂の中空部の体積を、中空粒子の体積で除した値である。
【0018】
本発明において、熱膨張性樹脂粒子を膨張させた発泡層の塗工量は、本発明の所望の効果を損なわない範囲で適宜設定されるが、2〜30g/m2が好ましく、3〜15g/m2が特に好ましい。また発泡層における熱膨張性樹脂粒子の含有量は発泡層の総固形量に対して20質量%以上とすることが好ましく、更に60〜90質量%とすることがより好ましい。
【0019】
本発明に用いられる支持体としては、特に限定されず、用途に応じた薄葉体を使用することができる。一般には、紙シートや不織布、織布、フィルム等が用いられるが、汎用性の点で紙シートが特に好ましい。紙シートはLBKPやNBKP等のパルプ繊維から成るもので一般的な上質紙が用いられるが、特に抄紙時に使用されるパルプ比率においてLBKPが80質量%以上占める支持体が熱カレンダー後の地合の点で好ましく用いられる。更に、密度0.9g/cm3以上、坪量30〜100g/m2の支持体が好ましく用いられる。支持体の密度と坪量をこの範囲にすることで、熱カレンダーにおける支持体側からの熱伝導が良好となり、発泡層における瞬間的な熱膨張に有効である。
【0020】
本発明の発泡層には発明の効果を損ねない範囲で、必要に応じて各種無機顔料、有機顔料、及び有機無機複合顔料を含有することができる。顔料としては、ケイソウ土、タルク、カオリン、焼成カオリン、重質炭酸カルシウム、軽質炭酸カルシウム、炭酸マグネシウム、酸化亜鉛、酸化アルミニウム、水酸化アルミニウム、水酸化マグネシウム、二酸化チタン、硫酸バリウム、硫酸亜鉛、非晶質シリカ、ケイ酸カルシウム、コロイダルシリカ、メラミン樹脂、尿素−ホルムアルデヒド樹脂、ポリエチレン、ポリスチレン、エチレン−酢酸ビニル等の通常塗工紙等に使用される顔料が挙げられ、これらを単独または2種以上併用して使用できる。また有機球状粒子、有機中空粒子等も使用可能である。これら無機及び有機顔料の含有量は熱膨張性樹脂粒子に対して0〜30質量%の範囲であるのが本発明の効果を損ねることなく好ましい。
【0021】
また発泡層にはバインダーとして、通常の塗工で用いられる種々の水溶性高分子化合物、または水分散性樹脂を用いることができる。その具体例としては、例えば澱粉類、ヒドロキシメチルセルロース、メチルセルロース、エチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、完全鹸化ポリビニルアルコール、部分鹸化ポリビニルアルコール、変性ポリビニルアルコール、アルギン酸ソーダ、ポリビニルピロリドン、ポリアクリルアミド、アクリルアミド/アクリル酸エステル共重合体、アクリルアミド/アクリル酸エステル/メタクリル酸三元共重合体、ポリアクリル酸のアルカリ塩、ポリマレイン酸のアルカリ塩、スチレン/無水マレイン酸共重合体のアルカリ塩、エチレン/無水マレイン酸共重合体のアルカリ塩、イソブチレン/無水マレイン酸共重合体のアルカリ塩等の水溶性樹脂、及びスチレン/ブタジエン共重合体、アクリロニトリル/ブタジエン共重合体、アクリル酸メチル/ブタジエン共重合体、アクリロニトリル/ブタジエン/スチレン三元共重合体、ポリ酢酸ビニル、酢酸ビニル/アクリル酸エステル共重合体、エチレン/酢酸ビニル共重合体、ポリアクリル酸エステル、スチレン/アクリル酸エステル共重合体、ポリウレタン等の水分散性樹脂が挙げられるが、これらに限定されるものではない。バインダーは単独、もしくは2種以上混合して用いることができる。バインダーの使用量は熱膨張性樹脂粒子に対して10〜400質量%とすることが好ましく、10〜70質量%とすることがより好ましい。
【0022】
また、発泡層には、本発明の効果を損ねない範囲において、他の添加剤、例えば、顔料分散剤、蛍光染料、着色染顔料、紫外線吸収剤、導電性物質、滑剤、耐水化剤、親水化剤、消泡剤、腐敗防止剤等を含有することができる。更に本発明の効果の範囲において、発泡層の上に更に、保護層や印刷層、その他機能層を設けることもできる。
【0023】
熱膨張性樹脂粒子を含む塗液の支持体上への塗工方法は、特に限定されるものではなく、従来公知の技術に従って塗工することができる。具体的な例としては、エアナイフ塗工、ロッドブレード塗工、バー塗工、ブレード塗工、グラビア塗工、カーテン塗工、Eバー塗工等が挙げられる。本発明においては、熱膨張性樹脂粒子の安定性の点から、エアナイフ塗工、カーテン塗工が特に好ましい。
【0024】
なお、本発明の滑り止めシートにおいては、必要に応じて発泡層を設けていない支持体の裏の面にバックコート層、粘着剤層を設けたり、任意の記録層を設けたりすることができる。また両方の面に発泡層を設ける方法として、片方の面に発泡層を設けた滑り止めシートを裏の面同士で貼り合わせることで形成することもできる。
【実施例】
【0025】
以下に実施例を挙げて本発明を説明するが、本発明はこれら実施例により何ら限定されるものではない。なお、実施例において、%及び部はすべて質量基準であり、塗工量は絶乾塗工量であり、平均粒子径はレーザー回折散乱法により測定された平均粒子径(D50)である。
【0026】
実施例1
(1)熱膨張性樹脂粒子の塗工
熱膨張性樹脂粒子エクスパンセル461DU20(AkzoNovel社製、平均粒子径7μm、膨張開始温度100℃)100部を完全鹸化ポリビニルアルコールNM−11(日本合成化学工業製)の10%水溶液300部に分散させて塗工液を作製した後、LBKP100%(パルプ内比率)、密度1.0g/cm3、坪量75g/m2の支持体に、塗工量5.5g/m2となるように塗工液をエアナイフ塗工し、熱風式ドライヤーを用い紙面温度が80℃以下となるように保って乾燥した。
(2)熱カレンダー処理
その後、共に150℃に加熱された熱ロール(トクデン製誘電発熱ジャケットロール)2つを用いた2段型1ニップ式熱カレンダーを用い、ニップ直前に熱膨張性樹脂粒子塗設面が熱ロールに12秒間接触するように抱かせ、ニップ線圧700N/cmの条件にて熱カレンダー処理を行い、熱膨張性樹脂粒子を熱膨張させて、発泡層を有する滑り止めシートを作製した。
【0027】
実施例2
実施例1の(2)熱カレンダー処理において、熱カレンダー処理後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約40℃であった。
【0028】
実施例3
実施例1の(2)熱カレンダー処理において、熱ロールの温度150℃及び接触時間12秒間に代えて、熱ロールの温度170℃及び接触時間1秒間とした以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0029】
実施例4
実施例1の(2)熱カレンダー処理において、熱ロールの温度150℃及び接触時間12秒間に代えて、熱ロールの温度170℃及び接触時間1秒間とし、更に熱カレンダー処理後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約60℃であった。
【0030】
実施例5
実施例1の(1)熱膨張性樹脂粒子の塗工において、熱膨張性樹脂粒子エクスパンセル461DU20(AkzoNovel社製、平均粒子径7μm、膨張開始温度100℃)100部に代えて、熱膨張性樹脂粒子クレハマイクロスフィアM430(クレハ製、平均粒子径15μm、膨張開始温度102℃)100部を用いた以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。
【0031】
比較例1
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、130℃に加熱されたドラム式ドライヤーを用い180秒間かけて熱膨張性樹脂粒子を熱膨張させた以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0032】
比較例2
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、130℃に加熱されたドラム式ドライヤーを用い180秒間かけて熱膨張性樹脂粒子を熱膨張させ、その後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約60℃であった。
【0033】
比較例3
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、近赤外線照射式ドライヤーを用い150℃で12秒間かけて熱膨張性樹脂粒子を熱膨張させた以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0034】
比較例4
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、近赤外線照射式ドライヤーを用い150℃で12秒間かけて熱膨張性樹脂粒子を熱膨張させ、その後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約60℃であった。
【0035】
比較例5
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、熱風式ドライヤーを用い130℃で300秒間かけて熱膨張性樹脂粒子を熱膨張させた以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0036】
以上の実施例1〜5、比較例1〜5で作製した発泡層を有する滑り止めシートについて、それぞれ以下の評価を行った。結果を表1に示す。
【0037】
[中空セルの襞]
実施例1〜5及び比較例1〜5の滑り止めシートを、イオンミリングにて断面処理し、日立製走査電子顕微鏡S−2300を用い倍率1000倍にて観察し、中空セル側面の襞の程度の観察を行った。評価は以下の基準に従った。なお参考として、実施例4の断面図を図1に、比較例1の断面図を図2に示す。
◎:ほとんどの中空セルに襞が確認できる。
○:多くの中空セルに襞が確認できる。
△:一部の中空セルでしか襞が確認できない。
×:ほとんどの中空セルで襞が確認できない。
【0038】
[PPS平滑度]
実施例1〜5及び比較例1〜5の滑り止めシートの発泡層面を米国TESTING MACHINES INC社製パーカープリントサーフ平滑度計にてハードタイプのバッキングを用い、クランプ圧2000kPaにて測定した。なお表1中の数値は、5カ所を測定した平均値の小数点第二位以下を四捨五入した値である。
【0039】
[カール]
実施例1〜5及び比較例1〜5の滑り止めシートを、外径10cmの紙管に発泡層が内側になるように巻き付け40℃90%RHの環境下に24時間静置後、常温常湿の室内に取り出し、一片が15cmの正方形紙片にそれぞれ2枚ずつ切り取り、1枚を発泡層側が上になるよう、残りの1枚を発泡層側が下になるように水平な台に静置し、それぞれの正方形紙片の中で最も高く浮き上がっている部分の高さを測定した。そして得られた個々の測定値を比較し、値が大きい方の浮き上がり高さを最大値として求め、カールを評価した。評価は以下の基準に従った。
◎:浮き上がりの最大値が、5mm未満。
○:浮き上がりが、5mm以上10mm未満。
△:浮き上がりが、10mm以上15mm未満。
×:浮き上がりが、15mm以上。
【0040】
[滑り止め性能]
実施例1〜5及び比較例1〜5の滑り止めシートを、発泡層の反対の面を両面テープでガラス板に固定し、滑り止めシートの発泡層の上に、重さ200g、直径60mm、高さ10mmの円柱状分銅を乗せて徐々に傾斜させて、分銅が滑り始める角度を調べることで、滑り止め性能を評価した。評価は以下の基準に従った。
◎:(分銅が滑り始める角度が)60度以上。
○:45度以上60度未満。
△:30度以上45度未満。
×:30度未満。
【0041】
【表1】

【0042】
表1から明らかなように、熱カレンダー処理にて熱膨張性粒子を熱膨張させて発泡層を形成させた実施例1〜5の発泡層を有する滑り止めシートは、熱カレンダー処理以外の方法で熱膨張性粒子を熱膨張させて発泡層を形成させた比較例1〜5の発泡層を有する滑り止めシートに比べ、カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートであることが判る。
【技術分野】
【0001】
本発明は、支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートに関する。詳しくは、カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートに関する。
【背景技術】
【0002】
滑り止め性能を有するシート材料は、パレット・積荷の荷崩れ防止、精密機器等搬送時の滑動防止等のロジスティック分野で広く使用されており、最近では更に、食事用のランチョンマット、食器棚・商品棚等の滑り落下防止シート、パソコン用マウスパッド、自動車内における携帯電話・スマートフォン等小物類の滑り防止シート等、様々な分野へ用途拡大している。
【0003】
これら滑り止めシートは、通常支持体の少なくとも片方の面に弾性体層を設けて成り、弾性体層としては発泡層が多く用いられるが、未だ改善すべき欠点が多くある。例えば、特許文献1では、ウレタン系もしくはアクリル系の合成樹脂エマルジョン及び起泡剤を含む塗液を機械発泡させた後、支持体上に塗工乾燥させて発泡層を設ける方法が開示されている。しかし機械発泡による発泡層の形成は、滑り止め性能が不十分で、カールしやすい欠点がある。機械発泡以外に効率良く支持体上に発泡層を設ける手段としては、支持体上に熱膨張性樹脂粒子を含む塗液を塗工した後、加熱により熱膨張させて発泡層形成する方法がある。例えば特許文献2では、発泡開始温度が50〜230℃の熱膨張性樹脂粒子を含む塗液を、支持体上に塗工し110〜150℃にて2〜5分間乾燥発泡させる方法が開示されている。また特許文献3では、支持体上に熱膨張性樹脂粒子を含む塗液を塗工し、120℃下にて乾燥発泡させる方法、及び上記塗液をセパレータ上に塗工し60℃にて乾燥させた展開層を支持体に移着してセパレータを剥離し120℃下に発泡させる方法が開示されている。しかしこれら特許文献2、3のいずれの滑り止めシートもカール及び滑り止め性能の点で十分満足できるものではなく、改善が求められていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−317850号公報
【特許文献2】特開平8−290512号公報
【特許文献3】特開平11−105176号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートを提供することである。
【課題を解決するための手段】
【0006】
(1)支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートであって、該発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させて形成したものであることを特徴とする滑り止めシート。
(2)上記発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させた後、更にカレンダー処理を施すことにより形成したものであり、且つパーカープリントサーフにて測定される発泡層側の平滑度が0.5μm以下であることを特徴とする滑り止めシート。
【発明の効果】
【0007】
本発明によって、カール発生が少なく、優れた滑り止め性能を有する滑り止めシートを提供することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の滑り止めシートの断面図の例
【図2】従来技術における滑り止めシートの断面図の例
【発明を実施するための形態】
【0009】
以下、本発明の内容を更に具体的に説明する。本発明の滑り止めシートは、支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する。かかる発泡層は支持体上の一方の面に有していれば良く、両面に有していても良い。
【0010】
本発明の滑り止めシートの断面図の例を図1に、従来技術における滑り止めシートの断面図の例を図2に示す。なお、これら断面図は発泡層を設けた滑り止めシートをイオンミリングにより切削処理した後、走査型電子顕微鏡にて倍率1000倍にて撮影した画像である。本発明の滑り止めシートが有する発泡層は、図1に示すように、膨張させた熱膨張性樹脂粒子で構成される多数の中空セルからなり、更に各セルの側面が蛇腹状の襞を複数有している。この側面の蛇腹構造と内部の広い空隙により、支持体に対して垂直方向に容易に伸縮し、これによりカール発生を抑制することができると推測される。更に、その伸縮可能で弾性に富んだ構造により、発泡層と滑り止め対象物の密着性が向上し優れた滑り止め性能を発揮する。
【0011】
本発明に係る発泡層は、熱膨張性樹脂粒子を含む塗液を支持体上に塗工・乾燥した後、熱カレンダー処理にて熱膨張性樹脂粒子を熱膨張させて形成する。熱膨張の方法として熱カレンダーを用いることにより、加熱と加圧を同時に行うことができ、熱膨張性樹脂粒子の熱膨張と発泡層の平坦化が同時に可能となるだけでなく、高温・短時間での加熱形成処理により、上記した蛇腹状の壁を有する中空セルが形成された発泡層を得ることができる。
【0012】
本発明に係る熱カレンダー処理とは、熱膨張性樹脂粒子を有する層が塗設された支持体を、両方または片方が加熱された、金属ロール−金属ロール間もしくは金属ロール−弾性ロール間でニップして通すことで熱膨張させる方法である。金属ロールの加熱方式は、蒸気、電気等があり、本発明の効果の範囲においては特に限定はされないが、誘導発熱式のジャケットロールが好ましく用いられる。誘導発熱ジャケットロールは、温度調節の精度が高く加熱の均一性に優れるため、瞬間的な熱膨張に適している。特に温度誤差が1℃以内に制御されているものが好ましく用いられる。またロール表面はメッキ処理されていても良く、特に表面粗さが低く鏡面のものが好ましく用いられる。
【0013】
熱カレンダーの加圧条件は、線圧200N/cm以上が好ましく、600N/cm以上が特に好ましい。加圧条件をこの範囲とすることで熱膨張性樹脂粒子の垂直方向の膨張を抑えつつ十分に熱膨張させることができ、より弾性に富んだ発泡層が得られる。ロール加熱温度は、熱膨張性樹脂粒子の膨張開始温度により適宜選択されるが、150℃以上が好ましく、160〜180℃が特に好ましい。また熱カレンダー処理の効率を上げるために、ニップ前及び/またはニップ後に、支持体を熱ロールに抱角を持たせて熱ロールに巻き付けることで、熱ロールとの接触時間(接触長)を高めることができる。熱ロールとの接触時間は、熱ロールの加熱温度次第で任意に選択されるが、0.7〜5秒が特に好ましい。接触時間をこの範囲とすることで、生産性良く均一に熱膨張処理ができるだけでなく、カール防止、滑り止め性能の面でもより好ましい。更に熱カレンダー処理直前に、熱膨張が開始しない程度に予熱を加えることにより熱膨張の効率を向上させることもできる。
【0014】
本発明において発泡層は、上記の熱カレンダー処理の後、更にカレンダー処理を施し、且つパーカープリントサーフ平滑度を0.5μm以下にすることにより、その性能を更に向上させることができる。カレンダー処理としては、チルドニップカレンダー、ソフトニップカレンダー、スーパーカレンダー等があり、ニップ数は1以上であれば特に限定はされないが、ソフトニップカレンダーが特に好ましく用いられる。カレンダー処理の加圧条件は、本発明の効果の範囲において特に限定はされないが、線圧300〜2000N/cmが好ましく用いられる。加圧条件をこの範囲にすることで、熱膨張性樹脂粒子を潰さずに粒子側面に襞状を形成しやすく、発泡層の弾性を高めることができる。熱膨張後のカレンダー処理におけるカレンダーロールは、熱膨張がそれ以上進行しない温度で行われることが好ましい。具体的には、熱膨張性樹脂粒子の膨張開始温度よりも低い温度で、概ね常温〜100℃の範囲である。カレンダー処理にて熱膨張が進行しない条件であれば、熱カレンダーの余熱を持った状態でカレンダー処理を行っても良いし、熱膨張後一旦熱膨張性樹脂粒子を塗設した支持体を常温まで冷却した後カレンダー処理を行っても良い。特に発泡層が熱カレンダーの余熱を持った状態(40℃以上の温度)でカレンダー処理を行うことで発泡面の平坦性が向上し、とりわけ優れたカール防止性能を有した滑り止めシートを得ることができる。
【0015】
上記の通り、本発明の滑り止めシートは、パーカープリントサーフにて測定される発泡層側の平滑度が0.5μm以下であることが好ましい。滑り止めシートにおいて、滑り止め対象物との密着性は非常に重要である。支持体として紙や不織布を用いた場合、支持体の密度や硬さのムラは、滑り止め対象物との圧接下において、密着性にムラを与えやすい。これら支持体の上に弾性に富んだ発泡層を設けることは、このムラを緩和し滑り止め対象物との密着性を向上させることに非常に有効であるが、その指標としてはパーカープリントサーフ平滑度(PPS平滑度)が好適である。本発明において、このPPS平滑度を0.5μm以下にすることで、発泡層と滑り止め対象物の密着性が高く、滑り止め性能に優れた滑り止めシートを得ることが可能となり、カールの発生も少なくなる。なお本発明で示すPPS平滑度は、ハードタイプのバッキングを用い、クランプ圧2000kPaにて測定される値である。
【0016】
本発明において熱膨張性樹脂粒子とは、加熱により粒子径が増大する樹脂粒子のことを指す。例えば、揮発性液体を内包する中空樹脂粒子があり、加熱により樹脂が軟化すると同時に揮発性液体が気化(体積増加)することで粒子が膨張する。より具体的には、スチレン、α−メチルスチレン等のスチレン系モノマー、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸イソボルニル、アクリロニトリル等のアクリル系モノマー、塩化ビニリデンモノマー、酢酸ビニルモノマー等の重合体及び共重合体を外殻樹脂とし、プロパン、ブタン、イソブタン、ペンタン、イソペンタン、ヘキサン、ヘプタン等の低沸点炭化水素を揮発性液体として内包した中空樹脂粒子である。本発明においては、熱膨張性能、襞形状の形成の点から、メタクリル酸メチル−アクリロニトリル共重合体または塩化ビニリデン−アクリロニトリル共重合体を外殻樹脂とし、イソブタンまたはイソペンタンを揮発性液体とする中空樹脂粒子が特に好ましく用いられる。更に、外殻樹脂を多官能性モノマーで架橋したり、外殻樹脂の表面にシリカ等のナノスケールの無機粒子を吸着させたりしても良い。また、本発明の熱膨張性樹脂粒子の膨張開始温度は80〜150℃の範囲であるのが好ましく、90〜120℃が特に好ましい。熱膨張性樹脂粒子の膨張開始温度をこの範囲とすることで、熱カレンダーでの短時間の熱膨張が効率良く行われ、また支持体との接着性も良好となる。
【0017】
また熱膨張性樹脂粒子の未膨張時の平均粒子径としては、好ましくは1〜25μmであり、加熱により体積が10〜50倍に膨張し、中空率が80%以上となるものが好ましく用いられる。平均粒子径を1μm以上とすることで加熱形成処理後十分な体積及び表面積が得られ弾性に富んだ発泡層を形成しやすく、カールがより抑制される。また平均粒子径を25μm以下とすることで熱膨張後の発泡層の平坦性が得やすくなり、滑り止め対象物との密着性が良くなり滑り止め性能が高くなる。より好ましくは3〜10μmであり、平均粒子径をこの範囲にすることで、滑り止め性能がより良好となる。ここで言う平均粒子径とはレーザー回折散乱法により測定される平均粒子径(D50)である。また加熱後の中空率を80%以上とすることで熱カレンダー加熱後粒子内に十分な空隙が生じ、滑り止め対象物との密着性がより良くなり、優れた滑り止め性能が得られる。また殻が薄膜化しやすくなり、中空セル側面の襞形状の形成が容易になる。ここで言う中空率とは、中空樹脂の中空部の体積を、中空粒子の体積で除した値である。
【0018】
本発明において、熱膨張性樹脂粒子を膨張させた発泡層の塗工量は、本発明の所望の効果を損なわない範囲で適宜設定されるが、2〜30g/m2が好ましく、3〜15g/m2が特に好ましい。また発泡層における熱膨張性樹脂粒子の含有量は発泡層の総固形量に対して20質量%以上とすることが好ましく、更に60〜90質量%とすることがより好ましい。
【0019】
本発明に用いられる支持体としては、特に限定されず、用途に応じた薄葉体を使用することができる。一般には、紙シートや不織布、織布、フィルム等が用いられるが、汎用性の点で紙シートが特に好ましい。紙シートはLBKPやNBKP等のパルプ繊維から成るもので一般的な上質紙が用いられるが、特に抄紙時に使用されるパルプ比率においてLBKPが80質量%以上占める支持体が熱カレンダー後の地合の点で好ましく用いられる。更に、密度0.9g/cm3以上、坪量30〜100g/m2の支持体が好ましく用いられる。支持体の密度と坪量をこの範囲にすることで、熱カレンダーにおける支持体側からの熱伝導が良好となり、発泡層における瞬間的な熱膨張に有効である。
【0020】
本発明の発泡層には発明の効果を損ねない範囲で、必要に応じて各種無機顔料、有機顔料、及び有機無機複合顔料を含有することができる。顔料としては、ケイソウ土、タルク、カオリン、焼成カオリン、重質炭酸カルシウム、軽質炭酸カルシウム、炭酸マグネシウム、酸化亜鉛、酸化アルミニウム、水酸化アルミニウム、水酸化マグネシウム、二酸化チタン、硫酸バリウム、硫酸亜鉛、非晶質シリカ、ケイ酸カルシウム、コロイダルシリカ、メラミン樹脂、尿素−ホルムアルデヒド樹脂、ポリエチレン、ポリスチレン、エチレン−酢酸ビニル等の通常塗工紙等に使用される顔料が挙げられ、これらを単独または2種以上併用して使用できる。また有機球状粒子、有機中空粒子等も使用可能である。これら無機及び有機顔料の含有量は熱膨張性樹脂粒子に対して0〜30質量%の範囲であるのが本発明の効果を損ねることなく好ましい。
【0021】
また発泡層にはバインダーとして、通常の塗工で用いられる種々の水溶性高分子化合物、または水分散性樹脂を用いることができる。その具体例としては、例えば澱粉類、ヒドロキシメチルセルロース、メチルセルロース、エチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、完全鹸化ポリビニルアルコール、部分鹸化ポリビニルアルコール、変性ポリビニルアルコール、アルギン酸ソーダ、ポリビニルピロリドン、ポリアクリルアミド、アクリルアミド/アクリル酸エステル共重合体、アクリルアミド/アクリル酸エステル/メタクリル酸三元共重合体、ポリアクリル酸のアルカリ塩、ポリマレイン酸のアルカリ塩、スチレン/無水マレイン酸共重合体のアルカリ塩、エチレン/無水マレイン酸共重合体のアルカリ塩、イソブチレン/無水マレイン酸共重合体のアルカリ塩等の水溶性樹脂、及びスチレン/ブタジエン共重合体、アクリロニトリル/ブタジエン共重合体、アクリル酸メチル/ブタジエン共重合体、アクリロニトリル/ブタジエン/スチレン三元共重合体、ポリ酢酸ビニル、酢酸ビニル/アクリル酸エステル共重合体、エチレン/酢酸ビニル共重合体、ポリアクリル酸エステル、スチレン/アクリル酸エステル共重合体、ポリウレタン等の水分散性樹脂が挙げられるが、これらに限定されるものではない。バインダーは単独、もしくは2種以上混合して用いることができる。バインダーの使用量は熱膨張性樹脂粒子に対して10〜400質量%とすることが好ましく、10〜70質量%とすることがより好ましい。
【0022】
また、発泡層には、本発明の効果を損ねない範囲において、他の添加剤、例えば、顔料分散剤、蛍光染料、着色染顔料、紫外線吸収剤、導電性物質、滑剤、耐水化剤、親水化剤、消泡剤、腐敗防止剤等を含有することができる。更に本発明の効果の範囲において、発泡層の上に更に、保護層や印刷層、その他機能層を設けることもできる。
【0023】
熱膨張性樹脂粒子を含む塗液の支持体上への塗工方法は、特に限定されるものではなく、従来公知の技術に従って塗工することができる。具体的な例としては、エアナイフ塗工、ロッドブレード塗工、バー塗工、ブレード塗工、グラビア塗工、カーテン塗工、Eバー塗工等が挙げられる。本発明においては、熱膨張性樹脂粒子の安定性の点から、エアナイフ塗工、カーテン塗工が特に好ましい。
【0024】
なお、本発明の滑り止めシートにおいては、必要に応じて発泡層を設けていない支持体の裏の面にバックコート層、粘着剤層を設けたり、任意の記録層を設けたりすることができる。また両方の面に発泡層を設ける方法として、片方の面に発泡層を設けた滑り止めシートを裏の面同士で貼り合わせることで形成することもできる。
【実施例】
【0025】
以下に実施例を挙げて本発明を説明するが、本発明はこれら実施例により何ら限定されるものではない。なお、実施例において、%及び部はすべて質量基準であり、塗工量は絶乾塗工量であり、平均粒子径はレーザー回折散乱法により測定された平均粒子径(D50)である。
【0026】
実施例1
(1)熱膨張性樹脂粒子の塗工
熱膨張性樹脂粒子エクスパンセル461DU20(AkzoNovel社製、平均粒子径7μm、膨張開始温度100℃)100部を完全鹸化ポリビニルアルコールNM−11(日本合成化学工業製)の10%水溶液300部に分散させて塗工液を作製した後、LBKP100%(パルプ内比率)、密度1.0g/cm3、坪量75g/m2の支持体に、塗工量5.5g/m2となるように塗工液をエアナイフ塗工し、熱風式ドライヤーを用い紙面温度が80℃以下となるように保って乾燥した。
(2)熱カレンダー処理
その後、共に150℃に加熱された熱ロール(トクデン製誘電発熱ジャケットロール)2つを用いた2段型1ニップ式熱カレンダーを用い、ニップ直前に熱膨張性樹脂粒子塗設面が熱ロールに12秒間接触するように抱かせ、ニップ線圧700N/cmの条件にて熱カレンダー処理を行い、熱膨張性樹脂粒子を熱膨張させて、発泡層を有する滑り止めシートを作製した。
【0027】
実施例2
実施例1の(2)熱カレンダー処理において、熱カレンダー処理後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約40℃であった。
【0028】
実施例3
実施例1の(2)熱カレンダー処理において、熱ロールの温度150℃及び接触時間12秒間に代えて、熱ロールの温度170℃及び接触時間1秒間とした以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0029】
実施例4
実施例1の(2)熱カレンダー処理において、熱ロールの温度150℃及び接触時間12秒間に代えて、熱ロールの温度170℃及び接触時間1秒間とし、更に熱カレンダー処理後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約60℃であった。
【0030】
実施例5
実施例1の(1)熱膨張性樹脂粒子の塗工において、熱膨張性樹脂粒子エクスパンセル461DU20(AkzoNovel社製、平均粒子径7μm、膨張開始温度100℃)100部に代えて、熱膨張性樹脂粒子クレハマイクロスフィアM430(クレハ製、平均粒子径15μm、膨張開始温度102℃)100部を用いた以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。
【0031】
比較例1
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、130℃に加熱されたドラム式ドライヤーを用い180秒間かけて熱膨張性樹脂粒子を熱膨張させた以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0032】
比較例2
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、130℃に加熱されたドラム式ドライヤーを用い180秒間かけて熱膨張性樹脂粒子を熱膨張させ、その後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約60℃であった。
【0033】
比較例3
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、近赤外線照射式ドライヤーを用い150℃で12秒間かけて熱膨張性樹脂粒子を熱膨張させた以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0034】
比較例4
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、近赤外線照射式ドライヤーを用い150℃で12秒間かけて熱膨張性樹脂粒子を熱膨張させ、その後連続して(余熱を持った状態で)、線圧500N/cmにてソフトニップカレンダー処理を行った以外は実施例1と同様にして、発泡層を有する滑り止めシートを作製した。なお、ソフトニップカレンダー処理直前の塗工面の表面温度は約60℃であった。
【0035】
比較例5
実施例1の(2)熱カレンダー処理において、熱カレンダー処理に代えて、熱風式ドライヤーを用い130℃で300秒間かけて熱膨張性樹脂粒子を熱膨張させた以外は実施例1と同様にして発泡層を有する滑り止めシートを作製した。
【0036】
以上の実施例1〜5、比較例1〜5で作製した発泡層を有する滑り止めシートについて、それぞれ以下の評価を行った。結果を表1に示す。
【0037】
[中空セルの襞]
実施例1〜5及び比較例1〜5の滑り止めシートを、イオンミリングにて断面処理し、日立製走査電子顕微鏡S−2300を用い倍率1000倍にて観察し、中空セル側面の襞の程度の観察を行った。評価は以下の基準に従った。なお参考として、実施例4の断面図を図1に、比較例1の断面図を図2に示す。
◎:ほとんどの中空セルに襞が確認できる。
○:多くの中空セルに襞が確認できる。
△:一部の中空セルでしか襞が確認できない。
×:ほとんどの中空セルで襞が確認できない。
【0038】
[PPS平滑度]
実施例1〜5及び比較例1〜5の滑り止めシートの発泡層面を米国TESTING MACHINES INC社製パーカープリントサーフ平滑度計にてハードタイプのバッキングを用い、クランプ圧2000kPaにて測定した。なお表1中の数値は、5カ所を測定した平均値の小数点第二位以下を四捨五入した値である。
【0039】
[カール]
実施例1〜5及び比較例1〜5の滑り止めシートを、外径10cmの紙管に発泡層が内側になるように巻き付け40℃90%RHの環境下に24時間静置後、常温常湿の室内に取り出し、一片が15cmの正方形紙片にそれぞれ2枚ずつ切り取り、1枚を発泡層側が上になるよう、残りの1枚を発泡層側が下になるように水平な台に静置し、それぞれの正方形紙片の中で最も高く浮き上がっている部分の高さを測定した。そして得られた個々の測定値を比較し、値が大きい方の浮き上がり高さを最大値として求め、カールを評価した。評価は以下の基準に従った。
◎:浮き上がりの最大値が、5mm未満。
○:浮き上がりが、5mm以上10mm未満。
△:浮き上がりが、10mm以上15mm未満。
×:浮き上がりが、15mm以上。
【0040】
[滑り止め性能]
実施例1〜5及び比較例1〜5の滑り止めシートを、発泡層の反対の面を両面テープでガラス板に固定し、滑り止めシートの発泡層の上に、重さ200g、直径60mm、高さ10mmの円柱状分銅を乗せて徐々に傾斜させて、分銅が滑り始める角度を調べることで、滑り止め性能を評価した。評価は以下の基準に従った。
◎:(分銅が滑り始める角度が)60度以上。
○:45度以上60度未満。
△:30度以上45度未満。
×:30度未満。
【0041】
【表1】
【0042】
表1から明らかなように、熱カレンダー処理にて熱膨張性粒子を熱膨張させて発泡層を形成させた実施例1〜5の発泡層を有する滑り止めシートは、熱カレンダー処理以外の方法で熱膨張性粒子を熱膨張させて発泡層を形成させた比較例1〜5の発泡層を有する滑り止めシートに比べ、カールの発生が少なく、優れた滑り止め性能を有する滑り止めシートであることが判る。
【特許請求の範囲】
【請求項1】
支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートであって、該発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させて形成したものであることを特徴とする滑り止めシート。
【請求項2】
前記発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させた後、更にカレンダー処理を施すことにより形成したものであり、且つパーカープリントサーフにて測定される発泡層側の平滑度が0.5μm以下であることを特徴とする請求項1に記載の滑り止めシート。
【請求項1】
支持体上に熱膨張性樹脂粒子を膨張させた発泡層を有する滑り止めシートであって、該発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させて形成したものであることを特徴とする滑り止めシート。
【請求項2】
前記発泡層が、熱カレンダー処理にて該熱膨張性樹脂粒子を熱膨張させた後、更にカレンダー処理を施すことにより形成したものであり、且つパーカープリントサーフにて測定される発泡層側の平滑度が0.5μm以下であることを特徴とする請求項1に記載の滑り止めシート。
【図1】

【図2】
【図2】
【公開番号】特開2013−67070(P2013−67070A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−206886(P2011−206886)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
[ Back to top ]