
滑り止め部材の形成シート、滑り止め部材の形成シートの製造方法、および、滑り止め部材の形成方法
【課題】滑り止め部材を、浴室の床面などの足元が滑りやすい場所に、簡単に、かつ、人体および環境に悪影響を与えることなく形成することができる形成シート、前記形成シートの製造方法、および、前記滑り止め部材の形成方法を提供する。
【解決手段】滑り止め部材の形成シート1は、離型フィルム2上に、紫外線硬化型樹脂よりなる樹脂膜3が設けられているとともに、樹脂膜3上に、凹凸模様を少なくとも一方の面に有するシート材4が、前記凹凸模様を有する面が樹脂膜3と対向した状態で貼設されている。滑り止め部材の形成シート1のシート材4を樹脂膜3ごと離型フィルム2から剥がし、樹脂膜3を滑りやすい場所の表面に貼り付けた後、樹脂膜3に紫外線を照射して樹脂膜3を硬化させて、シート材4を剥がすことで、樹脂膜3よりなる滑り止め部材10が滑りやすい場所の表面に形成される。
【解決手段】滑り止め部材の形成シート1は、離型フィルム2上に、紫外線硬化型樹脂よりなる樹脂膜3が設けられているとともに、樹脂膜3上に、凹凸模様を少なくとも一方の面に有するシート材4が、前記凹凸模様を有する面が樹脂膜3と対向した状態で貼設されている。滑り止め部材の形成シート1のシート材4を樹脂膜3ごと離型フィルム2から剥がし、樹脂膜3を滑りやすい場所の表面に貼り付けた後、樹脂膜3に紫外線を照射して樹脂膜3を硬化させて、シート材4を剥がすことで、樹脂膜3よりなる滑り止め部材10が滑りやすい場所の表面に形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、滑り止め部材の形成シート、滑り止め部材の形成シートの製造方法、および、滑り止め部材の形成方法に関する。
【背景技術】
【0002】
浴室の床面や浴槽の底面などの足元が滑りやすい場所においては、利用者が足を滑らせて転倒する事故が起きやすいため、防滑処理を施して安全性を確保することが従来から行われている。
【0003】
例えば、浴室の床面の表面に、格子状などの各種のパターンで溝を形成するとともに、この溝により囲まれた部分の表面を凹凸(図示せず)に形成することで、前記溝および凹凸により滑りにくくして、滑り止めや転倒防止を図ることが行われている(例えば、特許文献1参照)。しかしながら、上記した滑り止めの方法では、溝の部分に水が溜まり易いために、汚れの原因となるうえ、溝の部分の掃除がし難いといった問題がある。
【0004】
そこで、浴室の床面の表面に、比較的大きな凸状の滑り止め部材を所定間隔をあけて点在させるとともに、滑り止め部材の表面を凹凸(図示せず)に形成することで、滑りにくくして、滑り止めや転倒防止を図ることも行われている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−93745号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記した滑り止め部材は、浴室の床面にビニールを被せ、前記床面の滑り止め部材を形成したい場所におけるビニールを例えば円形にくり抜いた後、シリカなどのフィラーを配合した紫外線硬化型樹脂を溶剤などで希釈した塗料を前記床面などに塗布する。そして、溶剤を揮発させ、その後、紫外線硬化型樹脂に紫外線を照射して硬化させることにより形成されている。
【0007】
しかしながら、上記した滑り止め部材の形成方法では、実際に作業する現場(浴室など)で溶剤が使用されるので、作業中に溶剤が空気中に放出されたり人体に吸入されたりすると、大気汚染や作業者の健康阻害の元凶となり、人体および環境に悪影響を与えるという問題がある。また、作業においては、わざわざ浴室の床面などにビニールなどを被せる必要があり、作業が面倒であるという問題もある。
【0008】
本発明は上記した問題に着目してなされたもので、上記した滑り止め部材を、浴室の床面や浴槽の底面などの足元が滑りやすい場所に、簡単に、かつ、人体および環境に悪影響を与えることなく形成することができる形成シート、前記形成シートの製造方法、および、前記滑り止め部材の形成方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の上記目的は、滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートであって、離型性を有する離型フィルム上に、前記滑り止め部材を得るための、紫外線硬化型樹脂よりなる樹脂膜が設けられているとともに、前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材が、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設されている、滑り止め部材の形成シートによって達成される。
【0010】
本発明の滑り止め部材の形成シートの好ましい実施態様においては、前記シート材は繊維質シート、エンボスシート、紙材のいずれかである、ことを特徴としている。その中でも、前記シート材は不織布であることが好ましい。
【0011】
本発明の滑り止め部材の形成シートのさらに好ましい実施態様においては、前記樹脂膜の厚みが200μm以下である、ことを特徴としている。
【0012】
本発明の上記目的は、滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートを製造する方法であって、離型性を有する離型フィルム上に、溶剤を含む紫外線硬化型樹脂を塗布する工程と、前記溶剤を揮発させて前記滑り止め部材を得るための樹脂膜を形成する工程と、前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材を、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設する工程とを含む、滑り止め部材の形成シートの製造方法によっても達成される。
【0013】
本発明の上記目的は、滑りやすい場所の表面に滑り止め部材を形成する方法であって、上記構成の滑り止め部材の形成シートの前記シート材を前記樹脂膜ごと前記離型フィルムから剥がし、前記樹脂膜を滑りやすい場所の表面に貼り付ける工程と、前記樹脂膜に紫外線を照射して前記樹脂膜を硬化させる工程と、前記シート材を前記樹脂膜から剥がす工程とを含む、滑り止め部材の形成方法によっても達成される。
【発明の効果】
【0014】
本発明によると、滑り止め部材を、浴室の床面や浴槽の底面などの足元が滑りやすい場所に、簡単に、かつ、人体および環境に悪影響を与えることなく形成することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態に係る滑り止め部材の形成シートの平面図である。
【図2】図1の断面図である。
【図3】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図4】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図5】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図6】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図7】滑り止め部材の形成工程の一部を示す説明図である。
【図8】滑り止め部材の形成工程の一部を示す説明図である。
【図9】滑り止め部材の形成工程の一部を示す説明図である。
【図10】滑り止め部材の形成工程の一部を示す説明図である。
【発明を実施するための形態】
【0016】
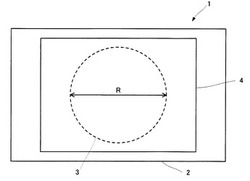
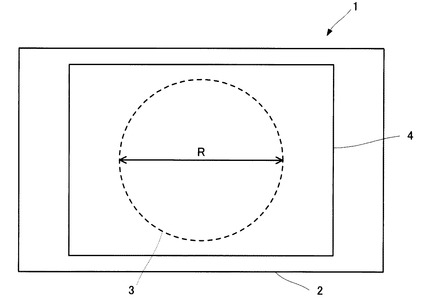
以下、本発明の実施形態について、添付図面を参照して説明する。図1は、本発明の一実施形態である滑り止め部材の形成シート1の平面図を示している。また、図2は図1の断面図を示している。本実施形態の滑り止め部材の形成シート1は、例えば、浴室の床面や浴槽の底面などの足元が滑りやすい場所に、利用者が足を滑りにくくするための滑り止め部材10(図10に示す)を形成するためのものである。
【0017】
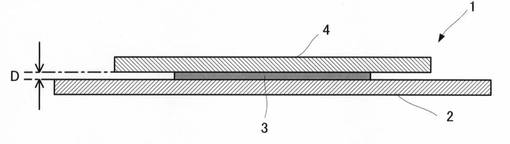
図1および図2に示す滑り止め部材の形成シート1は、良好な離型性を有する離型フィルム2と、離型フィルム2上に形成された樹脂膜3と、樹脂膜3上に被せられたシート材4とによって構成されている。
【0018】
離型フィルム2としては、例えば、紙製、または、ポリエステル、ポリプロピレン、ポリエチレンなどの合成樹脂製からなる基材(図示せず)の表面に、シリコーン系などの離型剤が塗布されたものなど、一般に市販されている既存の離型フィルムを用いることができる。
【0019】
樹脂膜3は、主に、紫外線および可視光線の照射を受けることで硬化する無色透明な紫外線硬化型樹脂からなる。この紫外線硬化型樹脂を適当な溶剤に溶かして、離型フィルム2上に、例えば、手塗りやスプレー塗布、またはグラビアコート法、ロールコート法、ディスペンサー描画法、印刷法などの周知の塗布方法によって薄く塗布した後、溶剤を揮発させることにより、樹脂膜3が形成される。樹脂膜3は、粘着性を有しており、常時は離型フィルム2の表面に接合されているが、使用時には、後述する上層のシート材4を介して簡単に離型フィルム2から剥離可能になっている。なお、この樹脂膜3は、詳細は後述するが、浴室の床面や浴槽の底面などの足元が滑りやすい場所に設けられる滑り止め部材10を構成するものである。
【0020】
樹脂膜3を構成する紫外線硬化型樹脂は、重合性組成物に、紫外線および可視光線の照射を受けることで重合反応を引き起こす光重合開始剤が配合されたものであり、例えばサンユレック社製のラジカル重合タイプ、光カチオン重合タイプのものが好ましく使用される。
【0021】
ラジカル重合タイプの紫外線硬化型樹脂の重合性組成物として、例えば、
スチレン、α−メチルスチレン、クロロスチレンなどのスチレン系化合物;
酢酸ビニル、N−ビニルピロリドンなどのビニル化合物;
メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、s−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、n−ペンチル(メタ)アクリレート、イソペンチル(メタ)アクリレート、へキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、イソアミル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、n−オクチル(メタ)アクリレート、ラウリル(メタ)アクリレート、イソオクチル(メタ)アクリレート、n−ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、n−デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、n−ドデシル(メタ)アクリレート、イソミリスチル(メタ)アクリレート、n−トリデシル(メタ)アクリレート、n−テトラデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソステアリル(メタ)アクリレートなどのアルキル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、イソデシル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、N,N−ジメチルアミノ(メタ)アクリレート、テトラフロロプロピル(メタ)アクリレート、フェニル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェノキシジエチレングリコール(メタ)アクリレート、ブトキシヒドロキシプロピル(メタ)アクリレート、アリル(メタ)アクリレート、グリシジル(メタ)アクリレート、モノアクリロキシコハク酸エチル、(メタ)アクリロキシエトキシジヒドロキシフォスフィンオキサイド、(メタ)アクリロイルモルホリン、ヒドロキシエチル(メタ)アクリレート、ヒドロキシメチル(メタ)アクリルアミド、ダイアセトン(メタ)アクリルアミドなどの単官能モノマー;
1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸エステルネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタジエニルジ(メタ)アクリレート、エトキシ化ビスフェノールAジ(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、テトラブロモビスフェノールAジアクリレート、亜鉛ジ(メタ)アクリレート、メチレンビス(メタ)アクリルアミドなどの2官能モノマー;
トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレートなどの3官能以上のモノマー;
ビスフェノールA型、ビスフェノールF型、ビスフェノールS型、フェノールノボラック型、クレゾールノボラック型、脂環型のエポキシ(メタ)アクリレート、エポキシ化油(メタ)アクリレート、ポリエステル型、ポリエーテル型、スピラン環型のウレタン(メタ)アクリレート、不飽和ポリエステル(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリアクリル(メタ)アクリレート、ビニル/アクリルオリゴマー、ポリオール/ポリチオール、シリコーン(メタ)アクリレート、ポリブタジエン(メタ)アクリレート、ポリスチリルエチル(メタ)アクリレート、シリコーン系(メタ)アクリレート、ポリエチレンポリプロピレングリコールジアクリレート、ポリエチレングリコールジアクリレート、カーボネートアクリルオリゴマー、ポリテトラメチレングリコールジアクリレート、ポリカプロラクトンジアクリレートなどのオリゴマー;
などが挙げられる。これらの重合性組成物は、単独または2種以上併用して用いることができる。
【0022】
そして、ラジカル重合タイプの紫外線硬化型樹脂の光重合開始剤は、紫外光や可視光により容易に重合開始するものであれば、いずれでも良い。例えば、アルキルフェノン型、アシルフォスフィンオキサイド型、チタノセン型及びオキシムエステル型などが使用される。
【0023】
アルキルフェノン型として、例えば、ベンジルケタ−ル(2,2−ジメトキシ−1,2ジフェニルエタン−1−オンなど)、α−ヒドロキシアセトフェノン(2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オンなど)、α−アミノアセトフェノン(2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1など)などが挙げられる。
【0024】
アシルフォスフィンオキサイド型として、例えば、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォスフィンオキサイド、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイドなどが挙げられる。
【0025】
チタノセン型としては、例えば、ビス(η6−2,4−シクロペンタジエン−1−イル)−ビス(2,6−ジフルオロ−3−(1H−ピロ−ル−1−イル)−フェニル)チタニウムなどが挙げられる。
【0026】
オキシムエステル型として、例えば、1,2−オクタンジオン,1−[4−(フェニルチオ)−,2−(O−ベンゾイルオキシム)]などが挙げられる。
【0027】
一方、光カチオン重合タイプの紫外線硬化型樹脂の重合性組成物として、例えば、脂環式エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビフェニル骨格を有するビフェニル型エポキシ樹脂、ナフタレン環含有エポキシ樹脂、ジシクロペンタジエン骨格を有するジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、脂肪族系エポキシ樹脂およびトリグリシジルイソシアヌレートなどのエポキシ樹脂が挙げられ、また、3−エチル−3−(2−エチルヘキシロキシメチル)オキセタン、3−エチル−3−ヒドロキシメチルオキセタン、1,4−ビス−{[(3−エチル−3−オキセタニル)メトキシ]メチル}ベンゼンおよびオキセタニル−シルセスキオキサンなどのオキセタン樹脂が挙げられる。
【0028】
そして、光カチオン重合タイプの紫外線硬化型樹脂の光重合開始剤として、例えば、アリルジアゾニウム塩(ヘキサフルオロフォスフェート、テトラフルオロボラート)、ジアリルヨードニウム塩、鉄−アレン錯体、スルホン酸エステルなどが挙げられる。
【0029】
以上、ラジカル重合タイプおよび光カチオン重合タイプの紫外線硬化型樹脂それぞれの重合性組成物および光重合開始剤について説明したが、重合性組成物に対する光重合開始剤の配合量は限定されず、重合性組成物と光重合開始剤の種類に応じて設定できる。例えば、光重合開始剤の配合量は、重合性組成物100重量部に対して0.1〜10重量部程度が好ましく、0.1〜5重量部程度がより好ましい。
【0030】
また、紫外線硬化型樹脂には、必要に応じて、粘着剤、安定剤、硬化促進剤、紫外線吸収剤など公知の添加剤を添加することができる。
【0031】
樹脂膜3の厚みD(図2に示す)としては、200μm以下が好ましい。樹脂膜3の厚みDが200μmよりも大きいと、溶剤が揮発する際に樹脂膜3中に気泡が発生しやすいうえ、滑り止め部材10として浴室の床面や浴槽の底面などに形成された際に、滑り止め部材10の高さが高く、凸状になり過ぎてしまう結果、滑り止め部材10の角部で使用者がけがをしたり、また、浴室の床面や浴槽の底面などを例えばスポンジなどを用いて掃除する際に掃除がしにくくなるおそれがあるからである。
【0032】
また、本実施形態では、樹脂膜3は、足の裏の触れ心地がよいように、平面視において円形状に形成されており、また、その径R(図1に示す)は、足の裏にしっかりフィットして滑り止め効果を発揮するように、5mm〜100mmの大きさに形成されている。なお、本実施形態では、樹脂膜3は平面視円形状に形成されているが、何もこれに限られるものではなく、種々の形状とすることができ、大きさも、滑り止め効果を発揮するのであれば、種々の大きさに形成することができる。
【0033】
シート材4は、樹脂膜3上に、樹脂膜3の粘着性を介して、樹脂膜3の全面を覆うようにして貼り合わされている。シート材4としては、紫外線および可視光線が内部を通り抜ける性質を有するとともに、少なくとも一方の面に凹凸模様(図示せず)を有しているものが好ましく、シート材4の凹凸模様を有する面が、樹脂膜3と対向した状態で、樹脂膜3に貼り合わされることで、樹脂膜3、すなわち、滑り止め部材10の一方の面に、凹凸模様11(図10に示す)が形成される。
【0034】
シート材4は、不織布や繊維の織物・編物などの繊維質シート、エンボスシート、紙材などを用いることができるが、不織布は、表面に微細な隙間を有することで、ざらざらとした触感を樹脂膜3(滑り止め部材10)の表面に与えることができる点で、好ましい。不織布としては、例えば、ポリエステル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、アクリル樹脂、ナイロン樹脂などの合成樹脂繊維や、ガラス、パルプ、セラミックなど、種々の公知の繊維からなる不織布を用いることができる。
【0035】
図3〜図6は、上記構成の滑り止め部材の形成シート1の製造方法を示している。まず、図3に示す離型フィルム2上に、紫外線硬化型樹脂を溶剤で希釈した塗料5を塗布し(図4)、そして、塗料5中の溶剤を揮発させることで、粘着性を有する樹脂膜3を形成する(図5)。そして、樹脂膜3上に、シート材4を、前記凹凸模様を有する面が樹脂膜3と対向するように貼り合わせることにより、上記構成の滑り止め部材の形成シート1が製造される(図6)。
【0036】
次に、図7〜図10を用いて、上記構成の滑り止め部材の形成シート1を用いて、浴室の床面や浴槽の底面などの足元が滑りやすい場所に滑り止め部材10を形成する方法を説明する。
【0037】
まず、上記構成の滑り止め部材の形成シート1のシート材4を離型フィルム2から剥がす(図7)。この際、樹脂膜3は、シート材4に粘着しているのに対し、離型フィルム2からは簡単に分離するため、樹脂膜3ごと離型フィルム2から剥離する。次に、シート材4の樹脂膜3を、滑りやすい場所Tの滑り止め部材10を形成したい箇所の表面に貼り付ける(図8)。なお、この貼り付けの際に、樹脂膜3と該場所Tの表面との間に空気が入り込んだとしても、シート材4の上から樹脂膜3を押圧しながら空気を樹脂膜3の外側まで移動させることで、容易に空気を排出させて、樹脂膜3を該場所Tの表面に密着させることができる。
【0038】
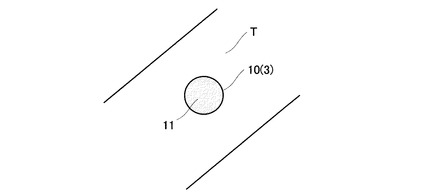
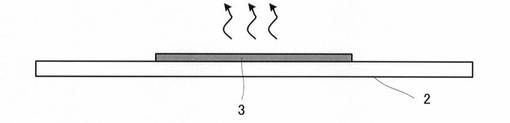
そして、樹脂膜3に、紫外線照射装置、例えば、高圧水銀灯やメタルハライドランプ、LEDランプを用いて、シート材4の上から紫外線を照射して、樹脂層3(紫外線硬化型樹脂)を硬化させる(図9)。これにより、樹脂膜3が該場所Tの表面に接合される。最後に、シート材4を該場所Tの表面から剥がすことで、滑りやすい場所Tの表面に、樹脂膜3からなる滑り止め部材10が形成される(図10)。上記した工程を繰り返して行うことで、滑り止め部材10を、滑りやすい場所Tの表面の所望位置に、複数点在して設けることができる。
【0039】
なお、シート材4は、樹脂層3(紫外線硬化型樹脂)を紫外線の照射により硬化させた後、シート材4を剥がす際に、シート材4と樹脂層3(紫外線硬化型樹脂)とが容易に分離するために、硬化後の樹脂層3(紫外線硬化型樹脂)との接合力が、硬化後の樹脂層3(紫外線硬化型樹脂)と樹脂層3が貼り付けられた場所Tとの間の接合力に劣るように、所定の離型性を有している。
【0040】
上記方法により形成された滑り止め部材10は、その表面に、シート材4の表面の凹凸模様に対応する凹凸模様11が形成されているので、凸状の滑り止め部材10の存在および滑り止め部材10表面の凹凸模様11により、滑りやすい場所の表面に防滑処理が施される結果、滑りにくくなる。よって、滑り止めや転倒防止を図ることができる。
【0041】
また、上記方法では、滑り止め部材10を実際に設ける作業現場(浴室など)において、溶剤を使用する必要がないので、従来技術のように、作業中に溶剤が空気中に放出されたり人体に吸入されたりすることがなく、人体および環境に悪影響を与えることもない。
【0042】
また、作業内容としては、滑り止め部材の形成シート1の樹脂膜3を、シールのように所定箇所に貼り付けた後、紫外線を照射して硬化させるだけで、滑り止め部材10を容易に設けることができるので、従来技術のように、わざわざ作業現場にビニールなどを被せる必要がなく、滑り止め部材11を設ける作業効率を格段に向上させこともできる。
【0043】
以上、本発明の実施形態について説明したが、本発明はこれらに限定されるものではなく、本発明の趣旨を逸脱しない限りにおいて種々の変更が可能である。例えば、本実施形態では、滑り止め部材11を形成する場所として、浴室の床面や浴槽の底面などを例示しているが、これに限られるものではなく、プールや歩道など、足元が滑りやすい場所であれば、いかなる場所においても、利用者が足を滑らせないようにするために、滑り止め部材の形成シート1を使用可能である。
【符号の説明】
【0044】
1 滑り止め部材の形成シート
2 離型フィルム
3 樹脂膜
4 シート材
10 滑り止め部材
【技術分野】
【0001】
本発明は、滑り止め部材の形成シート、滑り止め部材の形成シートの製造方法、および、滑り止め部材の形成方法に関する。
【背景技術】
【0002】
浴室の床面や浴槽の底面などの足元が滑りやすい場所においては、利用者が足を滑らせて転倒する事故が起きやすいため、防滑処理を施して安全性を確保することが従来から行われている。
【0003】
例えば、浴室の床面の表面に、格子状などの各種のパターンで溝を形成するとともに、この溝により囲まれた部分の表面を凹凸(図示せず)に形成することで、前記溝および凹凸により滑りにくくして、滑り止めや転倒防止を図ることが行われている(例えば、特許文献1参照)。しかしながら、上記した滑り止めの方法では、溝の部分に水が溜まり易いために、汚れの原因となるうえ、溝の部分の掃除がし難いといった問題がある。
【0004】
そこで、浴室の床面の表面に、比較的大きな凸状の滑り止め部材を所定間隔をあけて点在させるとともに、滑り止め部材の表面を凹凸(図示せず)に形成することで、滑りにくくして、滑り止めや転倒防止を図ることも行われている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−93745号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記した滑り止め部材は、浴室の床面にビニールを被せ、前記床面の滑り止め部材を形成したい場所におけるビニールを例えば円形にくり抜いた後、シリカなどのフィラーを配合した紫外線硬化型樹脂を溶剤などで希釈した塗料を前記床面などに塗布する。そして、溶剤を揮発させ、その後、紫外線硬化型樹脂に紫外線を照射して硬化させることにより形成されている。
【0007】
しかしながら、上記した滑り止め部材の形成方法では、実際に作業する現場(浴室など)で溶剤が使用されるので、作業中に溶剤が空気中に放出されたり人体に吸入されたりすると、大気汚染や作業者の健康阻害の元凶となり、人体および環境に悪影響を与えるという問題がある。また、作業においては、わざわざ浴室の床面などにビニールなどを被せる必要があり、作業が面倒であるという問題もある。
【0008】
本発明は上記した問題に着目してなされたもので、上記した滑り止め部材を、浴室の床面や浴槽の底面などの足元が滑りやすい場所に、簡単に、かつ、人体および環境に悪影響を与えることなく形成することができる形成シート、前記形成シートの製造方法、および、前記滑り止め部材の形成方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の上記目的は、滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートであって、離型性を有する離型フィルム上に、前記滑り止め部材を得るための、紫外線硬化型樹脂よりなる樹脂膜が設けられているとともに、前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材が、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設されている、滑り止め部材の形成シートによって達成される。
【0010】
本発明の滑り止め部材の形成シートの好ましい実施態様においては、前記シート材は繊維質シート、エンボスシート、紙材のいずれかである、ことを特徴としている。その中でも、前記シート材は不織布であることが好ましい。
【0011】
本発明の滑り止め部材の形成シートのさらに好ましい実施態様においては、前記樹脂膜の厚みが200μm以下である、ことを特徴としている。
【0012】
本発明の上記目的は、滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートを製造する方法であって、離型性を有する離型フィルム上に、溶剤を含む紫外線硬化型樹脂を塗布する工程と、前記溶剤を揮発させて前記滑り止め部材を得るための樹脂膜を形成する工程と、前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材を、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設する工程とを含む、滑り止め部材の形成シートの製造方法によっても達成される。
【0013】
本発明の上記目的は、滑りやすい場所の表面に滑り止め部材を形成する方法であって、上記構成の滑り止め部材の形成シートの前記シート材を前記樹脂膜ごと前記離型フィルムから剥がし、前記樹脂膜を滑りやすい場所の表面に貼り付ける工程と、前記樹脂膜に紫外線を照射して前記樹脂膜を硬化させる工程と、前記シート材を前記樹脂膜から剥がす工程とを含む、滑り止め部材の形成方法によっても達成される。
【発明の効果】
【0014】
本発明によると、滑り止め部材を、浴室の床面や浴槽の底面などの足元が滑りやすい場所に、簡単に、かつ、人体および環境に悪影響を与えることなく形成することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態に係る滑り止め部材の形成シートの平面図である。
【図2】図1の断面図である。
【図3】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図4】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図5】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図6】図1に示す滑り止め部材の形成シートの製造工程の一部を示す側面図である。
【図7】滑り止め部材の形成工程の一部を示す説明図である。
【図8】滑り止め部材の形成工程の一部を示す説明図である。
【図9】滑り止め部材の形成工程の一部を示す説明図である。
【図10】滑り止め部材の形成工程の一部を示す説明図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施形態について、添付図面を参照して説明する。図1は、本発明の一実施形態である滑り止め部材の形成シート1の平面図を示している。また、図2は図1の断面図を示している。本実施形態の滑り止め部材の形成シート1は、例えば、浴室の床面や浴槽の底面などの足元が滑りやすい場所に、利用者が足を滑りにくくするための滑り止め部材10(図10に示す)を形成するためのものである。
【0017】
図1および図2に示す滑り止め部材の形成シート1は、良好な離型性を有する離型フィルム2と、離型フィルム2上に形成された樹脂膜3と、樹脂膜3上に被せられたシート材4とによって構成されている。
【0018】
離型フィルム2としては、例えば、紙製、または、ポリエステル、ポリプロピレン、ポリエチレンなどの合成樹脂製からなる基材(図示せず)の表面に、シリコーン系などの離型剤が塗布されたものなど、一般に市販されている既存の離型フィルムを用いることができる。
【0019】
樹脂膜3は、主に、紫外線および可視光線の照射を受けることで硬化する無色透明な紫外線硬化型樹脂からなる。この紫外線硬化型樹脂を適当な溶剤に溶かして、離型フィルム2上に、例えば、手塗りやスプレー塗布、またはグラビアコート法、ロールコート法、ディスペンサー描画法、印刷法などの周知の塗布方法によって薄く塗布した後、溶剤を揮発させることにより、樹脂膜3が形成される。樹脂膜3は、粘着性を有しており、常時は離型フィルム2の表面に接合されているが、使用時には、後述する上層のシート材4を介して簡単に離型フィルム2から剥離可能になっている。なお、この樹脂膜3は、詳細は後述するが、浴室の床面や浴槽の底面などの足元が滑りやすい場所に設けられる滑り止め部材10を構成するものである。
【0020】
樹脂膜3を構成する紫外線硬化型樹脂は、重合性組成物に、紫外線および可視光線の照射を受けることで重合反応を引き起こす光重合開始剤が配合されたものであり、例えばサンユレック社製のラジカル重合タイプ、光カチオン重合タイプのものが好ましく使用される。
【0021】
ラジカル重合タイプの紫外線硬化型樹脂の重合性組成物として、例えば、
スチレン、α−メチルスチレン、クロロスチレンなどのスチレン系化合物;
酢酸ビニル、N−ビニルピロリドンなどのビニル化合物;
メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、s−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、n−ペンチル(メタ)アクリレート、イソペンチル(メタ)アクリレート、へキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、イソアミル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、n−オクチル(メタ)アクリレート、ラウリル(メタ)アクリレート、イソオクチル(メタ)アクリレート、n−ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、n−デシル(メタ)アクリレート、イソデシル(メタ)アクリレート、n−ドデシル(メタ)アクリレート、イソミリスチル(メタ)アクリレート、n−トリデシル(メタ)アクリレート、n−テトラデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソステアリル(メタ)アクリレートなどのアルキル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、イソデシル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、N,N−ジメチルアミノ(メタ)アクリレート、テトラフロロプロピル(メタ)アクリレート、フェニル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェノキシジエチレングリコール(メタ)アクリレート、ブトキシヒドロキシプロピル(メタ)アクリレート、アリル(メタ)アクリレート、グリシジル(メタ)アクリレート、モノアクリロキシコハク酸エチル、(メタ)アクリロキシエトキシジヒドロキシフォスフィンオキサイド、(メタ)アクリロイルモルホリン、ヒドロキシエチル(メタ)アクリレート、ヒドロキシメチル(メタ)アクリルアミド、ダイアセトン(メタ)アクリルアミドなどの単官能モノマー;
1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸エステルネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタジエニルジ(メタ)アクリレート、エトキシ化ビスフェノールAジ(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、テトラブロモビスフェノールAジアクリレート、亜鉛ジ(メタ)アクリレート、メチレンビス(メタ)アクリルアミドなどの2官能モノマー;
トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレートなどの3官能以上のモノマー;
ビスフェノールA型、ビスフェノールF型、ビスフェノールS型、フェノールノボラック型、クレゾールノボラック型、脂環型のエポキシ(メタ)アクリレート、エポキシ化油(メタ)アクリレート、ポリエステル型、ポリエーテル型、スピラン環型のウレタン(メタ)アクリレート、不飽和ポリエステル(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリアクリル(メタ)アクリレート、ビニル/アクリルオリゴマー、ポリオール/ポリチオール、シリコーン(メタ)アクリレート、ポリブタジエン(メタ)アクリレート、ポリスチリルエチル(メタ)アクリレート、シリコーン系(メタ)アクリレート、ポリエチレンポリプロピレングリコールジアクリレート、ポリエチレングリコールジアクリレート、カーボネートアクリルオリゴマー、ポリテトラメチレングリコールジアクリレート、ポリカプロラクトンジアクリレートなどのオリゴマー;
などが挙げられる。これらの重合性組成物は、単独または2種以上併用して用いることができる。
【0022】
そして、ラジカル重合タイプの紫外線硬化型樹脂の光重合開始剤は、紫外光や可視光により容易に重合開始するものであれば、いずれでも良い。例えば、アルキルフェノン型、アシルフォスフィンオキサイド型、チタノセン型及びオキシムエステル型などが使用される。
【0023】
アルキルフェノン型として、例えば、ベンジルケタ−ル(2,2−ジメトキシ−1,2ジフェニルエタン−1−オンなど)、α−ヒドロキシアセトフェノン(2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オンなど)、α−アミノアセトフェノン(2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1など)などが挙げられる。
【0024】
アシルフォスフィンオキサイド型として、例えば、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォスフィンオキサイド、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイドなどが挙げられる。
【0025】
チタノセン型としては、例えば、ビス(η6−2,4−シクロペンタジエン−1−イル)−ビス(2,6−ジフルオロ−3−(1H−ピロ−ル−1−イル)−フェニル)チタニウムなどが挙げられる。
【0026】
オキシムエステル型として、例えば、1,2−オクタンジオン,1−[4−(フェニルチオ)−,2−(O−ベンゾイルオキシム)]などが挙げられる。
【0027】
一方、光カチオン重合タイプの紫外線硬化型樹脂の重合性組成物として、例えば、脂環式エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビフェニル骨格を有するビフェニル型エポキシ樹脂、ナフタレン環含有エポキシ樹脂、ジシクロペンタジエン骨格を有するジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、脂肪族系エポキシ樹脂およびトリグリシジルイソシアヌレートなどのエポキシ樹脂が挙げられ、また、3−エチル−3−(2−エチルヘキシロキシメチル)オキセタン、3−エチル−3−ヒドロキシメチルオキセタン、1,4−ビス−{[(3−エチル−3−オキセタニル)メトキシ]メチル}ベンゼンおよびオキセタニル−シルセスキオキサンなどのオキセタン樹脂が挙げられる。
【0028】
そして、光カチオン重合タイプの紫外線硬化型樹脂の光重合開始剤として、例えば、アリルジアゾニウム塩(ヘキサフルオロフォスフェート、テトラフルオロボラート)、ジアリルヨードニウム塩、鉄−アレン錯体、スルホン酸エステルなどが挙げられる。
【0029】
以上、ラジカル重合タイプおよび光カチオン重合タイプの紫外線硬化型樹脂それぞれの重合性組成物および光重合開始剤について説明したが、重合性組成物に対する光重合開始剤の配合量は限定されず、重合性組成物と光重合開始剤の種類に応じて設定できる。例えば、光重合開始剤の配合量は、重合性組成物100重量部に対して0.1〜10重量部程度が好ましく、0.1〜5重量部程度がより好ましい。
【0030】
また、紫外線硬化型樹脂には、必要に応じて、粘着剤、安定剤、硬化促進剤、紫外線吸収剤など公知の添加剤を添加することができる。
【0031】
樹脂膜3の厚みD(図2に示す)としては、200μm以下が好ましい。樹脂膜3の厚みDが200μmよりも大きいと、溶剤が揮発する際に樹脂膜3中に気泡が発生しやすいうえ、滑り止め部材10として浴室の床面や浴槽の底面などに形成された際に、滑り止め部材10の高さが高く、凸状になり過ぎてしまう結果、滑り止め部材10の角部で使用者がけがをしたり、また、浴室の床面や浴槽の底面などを例えばスポンジなどを用いて掃除する際に掃除がしにくくなるおそれがあるからである。
【0032】
また、本実施形態では、樹脂膜3は、足の裏の触れ心地がよいように、平面視において円形状に形成されており、また、その径R(図1に示す)は、足の裏にしっかりフィットして滑り止め効果を発揮するように、5mm〜100mmの大きさに形成されている。なお、本実施形態では、樹脂膜3は平面視円形状に形成されているが、何もこれに限られるものではなく、種々の形状とすることができ、大きさも、滑り止め効果を発揮するのであれば、種々の大きさに形成することができる。
【0033】
シート材4は、樹脂膜3上に、樹脂膜3の粘着性を介して、樹脂膜3の全面を覆うようにして貼り合わされている。シート材4としては、紫外線および可視光線が内部を通り抜ける性質を有するとともに、少なくとも一方の面に凹凸模様(図示せず)を有しているものが好ましく、シート材4の凹凸模様を有する面が、樹脂膜3と対向した状態で、樹脂膜3に貼り合わされることで、樹脂膜3、すなわち、滑り止め部材10の一方の面に、凹凸模様11(図10に示す)が形成される。
【0034】
シート材4は、不織布や繊維の織物・編物などの繊維質シート、エンボスシート、紙材などを用いることができるが、不織布は、表面に微細な隙間を有することで、ざらざらとした触感を樹脂膜3(滑り止め部材10)の表面に与えることができる点で、好ましい。不織布としては、例えば、ポリエステル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、アクリル樹脂、ナイロン樹脂などの合成樹脂繊維や、ガラス、パルプ、セラミックなど、種々の公知の繊維からなる不織布を用いることができる。
【0035】
図3〜図6は、上記構成の滑り止め部材の形成シート1の製造方法を示している。まず、図3に示す離型フィルム2上に、紫外線硬化型樹脂を溶剤で希釈した塗料5を塗布し(図4)、そして、塗料5中の溶剤を揮発させることで、粘着性を有する樹脂膜3を形成する(図5)。そして、樹脂膜3上に、シート材4を、前記凹凸模様を有する面が樹脂膜3と対向するように貼り合わせることにより、上記構成の滑り止め部材の形成シート1が製造される(図6)。
【0036】
次に、図7〜図10を用いて、上記構成の滑り止め部材の形成シート1を用いて、浴室の床面や浴槽の底面などの足元が滑りやすい場所に滑り止め部材10を形成する方法を説明する。
【0037】
まず、上記構成の滑り止め部材の形成シート1のシート材4を離型フィルム2から剥がす(図7)。この際、樹脂膜3は、シート材4に粘着しているのに対し、離型フィルム2からは簡単に分離するため、樹脂膜3ごと離型フィルム2から剥離する。次に、シート材4の樹脂膜3を、滑りやすい場所Tの滑り止め部材10を形成したい箇所の表面に貼り付ける(図8)。なお、この貼り付けの際に、樹脂膜3と該場所Tの表面との間に空気が入り込んだとしても、シート材4の上から樹脂膜3を押圧しながら空気を樹脂膜3の外側まで移動させることで、容易に空気を排出させて、樹脂膜3を該場所Tの表面に密着させることができる。
【0038】
そして、樹脂膜3に、紫外線照射装置、例えば、高圧水銀灯やメタルハライドランプ、LEDランプを用いて、シート材4の上から紫外線を照射して、樹脂層3(紫外線硬化型樹脂)を硬化させる(図9)。これにより、樹脂膜3が該場所Tの表面に接合される。最後に、シート材4を該場所Tの表面から剥がすことで、滑りやすい場所Tの表面に、樹脂膜3からなる滑り止め部材10が形成される(図10)。上記した工程を繰り返して行うことで、滑り止め部材10を、滑りやすい場所Tの表面の所望位置に、複数点在して設けることができる。
【0039】
なお、シート材4は、樹脂層3(紫外線硬化型樹脂)を紫外線の照射により硬化させた後、シート材4を剥がす際に、シート材4と樹脂層3(紫外線硬化型樹脂)とが容易に分離するために、硬化後の樹脂層3(紫外線硬化型樹脂)との接合力が、硬化後の樹脂層3(紫外線硬化型樹脂)と樹脂層3が貼り付けられた場所Tとの間の接合力に劣るように、所定の離型性を有している。
【0040】
上記方法により形成された滑り止め部材10は、その表面に、シート材4の表面の凹凸模様に対応する凹凸模様11が形成されているので、凸状の滑り止め部材10の存在および滑り止め部材10表面の凹凸模様11により、滑りやすい場所の表面に防滑処理が施される結果、滑りにくくなる。よって、滑り止めや転倒防止を図ることができる。
【0041】
また、上記方法では、滑り止め部材10を実際に設ける作業現場(浴室など)において、溶剤を使用する必要がないので、従来技術のように、作業中に溶剤が空気中に放出されたり人体に吸入されたりすることがなく、人体および環境に悪影響を与えることもない。
【0042】
また、作業内容としては、滑り止め部材の形成シート1の樹脂膜3を、シールのように所定箇所に貼り付けた後、紫外線を照射して硬化させるだけで、滑り止め部材10を容易に設けることができるので、従来技術のように、わざわざ作業現場にビニールなどを被せる必要がなく、滑り止め部材11を設ける作業効率を格段に向上させこともできる。
【0043】
以上、本発明の実施形態について説明したが、本発明はこれらに限定されるものではなく、本発明の趣旨を逸脱しない限りにおいて種々の変更が可能である。例えば、本実施形態では、滑り止め部材11を形成する場所として、浴室の床面や浴槽の底面などを例示しているが、これに限られるものではなく、プールや歩道など、足元が滑りやすい場所であれば、いかなる場所においても、利用者が足を滑らせないようにするために、滑り止め部材の形成シート1を使用可能である。
【符号の説明】
【0044】
1 滑り止め部材の形成シート
2 離型フィルム
3 樹脂膜
4 シート材
10 滑り止め部材
【特許請求の範囲】
【請求項1】
滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートであって、
離型性を有する離型フィルム上に、前記滑り止め部材を得るための、紫外線硬化型樹脂よりなる樹脂膜が設けられているとともに、
前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材が、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設されている、滑り止め部材の形成シート。
【請求項2】
前記シート材は、繊維質シート、エンボスシート、紙材のいずれかである、請求項1に記載された滑り止め部材の形成シート。
【請求項3】
前記シート材は、不織布である、請求項2に記載された滑り止め部材の形成シート。
【請求項4】
前記樹脂膜の厚みが200μm以下である、請求項1〜3のいずれかに記載された滑り止め部材の形成シート。
【請求項5】
滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートを製造する方法であって、
離型性を有する離型フィルム上に、溶剤を含む紫外線硬化型樹脂を塗布する工程と、
前記溶剤を揮発させて前記滑り止め部材を得るための樹脂膜を形成する工程と、
前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材を、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設する工程とを含む、滑り止め部材の形成シートの製造方法。
【請求項6】
滑りやすい場所の表面に滑り止め部材を形成する方法であって、
請求項1〜4のいずれかに記載の滑り止め部材の形成シートの前記シート材を前記樹脂膜ごと前記離型フィルムから剥がし、前記樹脂膜を滑りやすい場所の表面に貼り付ける工程と、
前記樹脂膜に紫外線を照射して前記樹脂膜を硬化させる工程と、
前記シート材を前記樹脂膜から剥がす工程とを含む、滑り止め部材の形成方法。
【請求項1】
滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートであって、
離型性を有する離型フィルム上に、前記滑り止め部材を得るための、紫外線硬化型樹脂よりなる樹脂膜が設けられているとともに、
前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材が、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設されている、滑り止め部材の形成シート。
【請求項2】
前記シート材は、繊維質シート、エンボスシート、紙材のいずれかである、請求項1に記載された滑り止め部材の形成シート。
【請求項3】
前記シート材は、不織布である、請求項2に記載された滑り止め部材の形成シート。
【請求項4】
前記樹脂膜の厚みが200μm以下である、請求項1〜3のいずれかに記載された滑り止め部材の形成シート。
【請求項5】
滑りやすい場所の表面に滑り止め部材を形成するための滑り止め部材の形成シートを製造する方法であって、
離型性を有する離型フィルム上に、溶剤を含む紫外線硬化型樹脂を塗布する工程と、
前記溶剤を揮発させて前記滑り止め部材を得るための樹脂膜を形成する工程と、
前記樹脂膜上に、凹凸模様を少なくとも一方の面に有するシート材を、前記凹凸模様を有する面が前記樹脂膜と対向した状態で貼設する工程とを含む、滑り止め部材の形成シートの製造方法。
【請求項6】
滑りやすい場所の表面に滑り止め部材を形成する方法であって、
請求項1〜4のいずれかに記載の滑り止め部材の形成シートの前記シート材を前記樹脂膜ごと前記離型フィルムから剥がし、前記樹脂膜を滑りやすい場所の表面に貼り付ける工程と、
前記樹脂膜に紫外線を照射して前記樹脂膜を硬化させる工程と、
前記シート材を前記樹脂膜から剥がす工程とを含む、滑り止め部材の形成方法。
【図1】


【図3】

【図7】
【図8】

【図9】

【図10】
【図2】
【図4】

【図5】
【図6】

【図3】
【図7】
【図8】
【図9】
【図10】
【図2】
【図4】
【図5】
【図6】
【公開番号】特開2013−57185(P2013−57185A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−195381(P2011−195381)
【出願日】平成23年9月7日(2011.9.7)
【出願人】(391003624)サンユレック株式会社 (28)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月7日(2011.9.7)
【出願人】(391003624)サンユレック株式会社 (28)
【Fターム(参考)】
[ Back to top ]