
滲出液および金属回収方法

【課題】
煩雑な工程を使用せず、かつ、比較的簡便な設備によって、リチウムイオン電池から金属を回収する有価金属回収方法を提供する。
【解決手段】
リチウムと遷移金属元素との複合酸化物を含む正極活物質を、pHが4〜7の弱酸性を示す溶液を用いて、Li/Co選択比が高く、また、高Li回収率となるようにリチウムを選択滲出させ、滲出した溶液からリチウムを回収する。リチウム滲出後の酸性溶液は、気体の発生などにより、酸性が自然消滅する溶質を用いることにより、中和工程を不要にするとともに、廃液を減少させる。
煩雑な工程を使用せず、かつ、比較的簡便な設備によって、リチウムイオン電池から金属を回収する有価金属回収方法を提供する。
【解決手段】
リチウムと遷移金属元素との複合酸化物を含む正極活物質を、pHが4〜7の弱酸性を示す溶液を用いて、Li/Co選択比が高く、また、高Li回収率となるようにリチウムを選択滲出させ、滲出した溶液からリチウムを回収する。リチウム滲出後の酸性溶液は、気体の発生などにより、酸性が自然消滅する溶質を用いることにより、中和工程を不要にするとともに、廃液を減少させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リチウムイオン電池から金属を簡便に回収する金属回収技術に関する。
【背景技術】
【0002】
近年、電子機器の携帯化が進むにつれて2次電池の使用量が急激に増大している。携帯電話や携帯型音楽プレイヤーなどの比較的小電力の機器に限らず、電動工具、電動自転車、電気自動車などの高出力を要する機器へも2次電池の適用が広がるに至り、高エネルギー密度が得られるリチウムイオン電池に注目が集まっている。高出力機器への適用が増えたことにより、使用済み電池からの有価物回収の必要性が高まっており、リチウムイオン電池からの有価金属を回収するためのさまざまな技術が提案されている。
【0003】
例えば、非特許文献1には、リチウムイオン電池のリサイクル技術が特集されており、リチウムイオン電池を構成する有価金属類を回収する方法が系統的に説明されている。非特許文献1に掲載された典型的なリサイクル方法によると、例えば、使用済みリチウムイオン電池は開封・解体・粉砕などの機械的な処理の後に、酸滲出によって有価金属を含む正極活物質を全て溶解させ、そこから、所望成分毎の溶解特性の差を利用して、成分毎に分別して沈殿形成させる、あるいは所望成分を優先的に溶媒抽出するなどの処理によって所望成分毎に分別回収される。
【0004】
また、特許文献1には、酸滲出によって得られる有価金属を溶解した液を陰極液とし、陽イオン交換膜を隔膜とする隔膜電解法を用いて銅およびコバルトを回収する技術が開示されている。尚、本書面内では、有価金属処理前の液を滲出液、有価金属処理後の液を溶解液と定義する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3675392号公報
【特許文献2】公開番号 CN101673859A
【非特許文献】
【0006】
【非特許文献1】Jinqiu Xu et al.,“A review of processes and technologies for the recycling of lithium‐ion secondary batteries”,Journal of Power Sources,vol.177,pp.512‐527(2008)
【発明の概要】
【発明が解決しようとする課題】
【0007】
非特許文献1においては、さまざまな工夫により有価物の回収率向上と回収物の高純度化の両立を目指しているが、工程が煩雑であるうえ、多量の廃電池を処理するには莫大な設備投資が必要という点で改善の余地が大きい。
【0008】
また、特許文献1は、具体的には、陽イオン交換膜が有するイオン選択特性を利用した設備(特許文献1の図2に示す隔膜電解槽)と陰イオン選択膜の陰イオン選択性を利用した拡散透析設備(説明図なし)を用いる。より具体的に説明すると、隔膜電解によるCuの電析回収→pH調整→隔膜電解によるコバルトの電析回収→pH調整→Fe(OH)3およびAl(OH)3の沈殿回収→炭酸塩添加によるLi2CO3回収という一連の処理により主要有価金属を回収できる。この技術によると、銅(2価イオン)およびコバルト(3価イオン)を電気化学的に還元して回収するので高純度な金属を得ることができるが、多量の廃電池を処理する場合には莫大な電気量の印加が必要という点で改善の余地がある。
【0009】
例えば、約100kgのコバルトを回収するためには、1アンペアの電流を約100時間流し続ける必要があるが、その前に銅の電析でもほぼ同等の電気量を印加するのであるから、隔膜電解だけで全ての金属を回収することは案外な手間を要する。さらに、多段のpH調整を経るごとに液量が増大するために一連の処理の最終段階でLi2CO3を回収する際にはリチウムの濃度が低下しており、炭酸塩を添加してもリチウムの回収率は必ずしも高くならないと考えられる。これは、炭酸リチウムの飽和溶解度は20℃で1.3wt%もあるので液量が多くなるほど未回収成分が増えるためである。これを避けるためには濃縮工程を追加するなどの処理が必要である。さらに、Fe(OH)3やAl(OH)3は弱酸性〜中性の水溶液中でゲル状化しやすい傾向があるため、上記特許文献1の技術に基づいてFe(OH)3やAl(OH)3を濾別回収する工程の操作は容易ではなく、一方、濾別操作を容易化するために液を希釈するとリチウムの回収率が低下する。また、Fe(OH)3やAl(OH)3のゲル状沈殿の表面はリチウムイオンを吸着する特性もあるので、この観点でもリチウム回収率を大幅に改善することは難しい。
【課題を解決するための手段】
【0010】
本願において開示される発明のうち代表的なものの概要を簡単に説明すれば次のとおりである。
【0011】
リチウムと遷移金属元素とを含む正極活物質から、弱酸性(pHが4〜7)の滲出液を用いてリチウムを選択的に滲出させ、不滲出固形分である遷移金属元素成分と滲出液中のリチウム成分とに分離させる。酸性溶液として、自然消滅して溶質濃度が低下する溶液を用いるため、廃液フリーのプロセスである。
【発明の効果】
【0012】
本発明によれば、リチウムイオン電池から有価金属を簡便に高効率に回収する有価金属回収方法を提供することができる。
【図面の簡単な説明】
【0013】
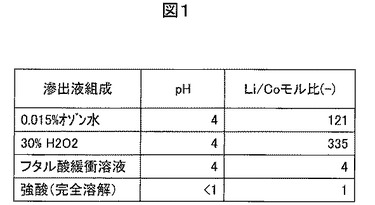
【図1】本発明の実施例に係る滲出液の組成および滲出液で処理して得られた溶解液の分析結果のLi/Co比である。
【図2】本発明に係る実施例の有価金属を回収するための工程フロー概略である。
【図3】本発明の実施例に係る過酸化水素水濃度によるpHと酸化還元電位の相関のプロットである。
【図4】本発明の実施例に係る滲出液の組成および滲出液で処理して得られた溶解液の分析結果のLi/Co比である。
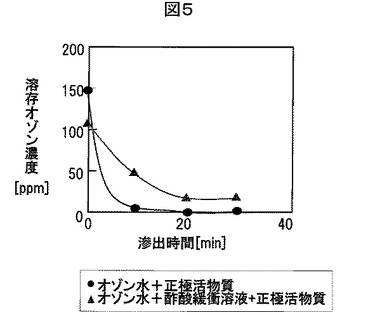
【図5】本発明の実施例に係る滲出時間と溶存オゾン濃度との関係のプロットである。
【発明を実施するための形態】
【0014】
以下、本発明を実施するための形態を説明する。
【実施例1】
【0015】
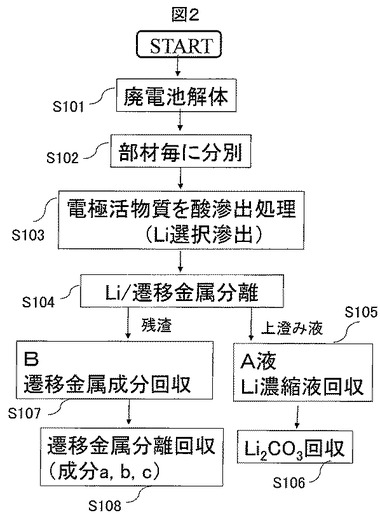
本実施例の有価金属回収方法の概略について図2を用いて説明する。図2は、本実施例の廃リチウム電池(以下、廃電池)から有価金属を回収するための概略の工程フローである。まず始めに廃電池を解体(S101)して得られる各構成部材を部材毎に分別(S102)し、有価金属を高濃度で含有する電極活物質のみを取り出す。こうして取り出した電極活物質をリチウム選択滲出液で処理(リチウム選択滲出;S103)してリチウムが滲出した溶液とする。このリチウム選択滲出液と非滲出分とを固液分離する(S104)。リチウムを含むA液(S105)に炭酸塩や炭酸ガスを混合すれば炭酸リチウムLi2CO3としてLiを回収することができる(S106)。上記固液分離により、固体成分B(S107)が回収されている。複数の遷移金属を含む場合には、固体成分Bを溶解させた後にpH調整する簡便な操作により、水酸化物として順番に析出・沈降することで、これを濾別回収(S108)する。この一連の操作により、廃電池からの有価金属類を回収することができる。
【0016】
以下、図2に示す工程に従って有価金属回収フローをさらに詳しく説明する。廃電池から有価金属を回収するためには、まず電池を解体する必要があるが、解体に先立ち、電池内には電荷が残っている可能性があるので放電する。本実施例では、電解質を含有する導電性液体中に電池を浸漬することによって電池内に残っている電荷を放電させる。
【0017】
この放電操作により、電池内に分散しているリチウムイオンを正極活物質内部に濃縮させることができるので、リチウム回収量を最大化できる。また、リチウムが特定の結晶構造にとりこまれている状態を確保することにより滲出処理におけるリチウム選択性が最大となる。正極活物質がLiCoO2の場合、完全充電状態ではLi0.4CoO2、完全放電状態ではLiCoO2と言われているので、上記放電処理を省略すると最大で6割程度のリチウム回収ロスとなる危険性がある。もちろん、放電により電池の解体工程および粉砕工程の安全性が確保できる利点もある。
【0018】
本実施例においては、電解質を含有する導電性液体として硫酸/γブチロラクトン混合溶液を用いた。この混合溶液中では硫酸が電解質として作用するので硫酸濃度を調節することによって導電率(抵抗値の逆数)を調整することができる。本実施例では、放電槽の右端〜左端までの溶液の電気抵抗を実測したところ100kΩであった。溶液の抵抗値が小さすぎると放電が急速に進みすぎて危険であるし、逆に、抵抗値が大きすぎると放電に時間がかかりすぎて実用性が低下する。本実施例では、溶液抵抗が1k〜1000kΩ程度の範囲にあることが望ましく、この抵抗値範囲に入るように電解質濃度を調整すると良い。
【0019】
ここで、本実施例の廃電池としては、所定の充放電回数の限界に達して充電容量が低下してしまったいわゆる使用済み電池の他に、電池製造工程内での不具合などで発生する半製品、製品仕様変更に伴って発生する旧型式在庫整理品なども含む。
【0020】
S101にて放電処理後の廃電池を解体する。適当な方法を用いて筐体、パッキン・安全弁、回路素子類、スペーサ、集電体、セパレータ、正極および負極の電極活物質などの放電処理後の廃電池の電池構成部材をそれぞれ部材毎に解体分別する。
【0021】
なお、廃リチウムイオン電池は内部にガスが充満して加圧状態になっていることが多いので、作業安全上の配慮が必要であることは言うまでも無い。本実施例では、上記の電解質を含有する導電性液体に浸漬した状態で冷却しながら湿式粉砕した。冷却下での湿式粉砕を採用したことにより、電池内部に充満しているガスを大気中に飛散させることなく安全に破砕することができた。
【0022】
また、集電体表面に塗工・成形された正極活物質および負極活物質をそれぞれの集電体表面からの剥離を促進するために、上記電解質を含有する導電性液体の組成を調整することは差し支えない。尚、放電工程に使用する導電性液体では導電性が留意すべき特性であり、湿式粉砕工程に使用する導電性液体では粘度や誘電率が留意すべき特性である。放電工程と湿式粉砕工程では要求仕様が異なるので、工程毎に使用する導電性液体の組成を換えても良いが、その場合には2種類以上の導電性液体を準備する必要がある。本実施例では、簡便化や手間・コストの抑制の観点から、同一の組成とした。
【0023】
本実施例で使用可能な湿式粉砕法としては、例えばボールミルなどの方法があるが、かならずしもこれに限るわけではない。筐体、パッキン・安全弁、回路素子類、スペーサ、集電体、セパレータ、電極活物質などの構成部材のうち、正極の電極活物質(以下正極活物質)と負極の電極活物質(負極活物質)が優先的に破砕する条件で破砕した後に、篩い分け処理を施す。これにより、正極活物質と負極活物質は篩い下、それ以外の部材は篩い上に分別回収される(S102)。
【0024】
本実施例においては篩い分けを用いたが、もともと湿式にて粉砕しているのであるから、湿式粉砕によって得られたスラリーをそのまま比較的目の粗いフィルターを用いて濾別処理にて分別することもできる。湿式粉砕〜濾別の連続処理を導入することにより、回収率が向上する可能性もある。尚、筐体、パッキン・安全弁、集電体(アルミ箔、銅箔)などは、正極活物質(典型的にはLiCoO2)や負極活物質(典型的にはグラファイト)よりも延展性が大きく、従って破断強度も大きい。この特性のために、電極活物質の破砕物はそれ以外の部材から得られる破砕物よりもサイズが小さくなり、その結果として、篩い分けあるいは濾別によって容易に分別回収することができる。
【0025】
上記処理によって得られた篩い下物を弱酸性滲出液にて滲出処理(S103)する。
【0026】
本実施例では使用済みデジタルカメラ用リチウムイオン電池を解体した。本実施例で使用した廃電池の正極活物質はLiCoO2を主成分とするリチウム化合物であるが、リン酸鉄やニッケル、マンガンなど他組成の正極活物質を含んでいても構わない。正極活物質を弱酸性浸出液と混合し、室温で1時間攪拌して、リチウムを滲出した。本実施例では、リチウム選択滲出工程の反応温度および反応時間を制御し、正極活物質を全溶解させる前に、具体的には反応率が80%以下となるところで滲出処理を停止させる。実用的な観点から、最も好ましくは、70〜75%程度の反応率である。80%を越えるとリチウム選択滲出反応における選択比が劣化する危険性が高まり、70%を下回れば回収率が低下して経済性を損なう。
【0027】
本実施例では、上記の滲出処理を終了させるために、滲出液と残渣の分離を行う(S104)。分離方法としては、遠心分離、ろ過などを採用することができる。本実施例では、遠心分離で、室温で、15000rpmで、15分処理することにより分離回収したが、回転数はさらに高い方が滲出液と残渣の分離が容易である。
【0028】
得られた溶解液のLi/Coモル比を図1に示す。図1に示すように、非特許文献1に記載された方法を用いて、強酸性滲出液を用いて正極活物質を完全に滲出させた場合の、透析前の溶解液のLi/Coモル比は約1であった。pH≦1の強酸性条件で滲出すると、Li/Coモル比はほぼ1.0となるのである。これは、コバルト酸リチウムの組成の全部が溶解するからであり、仮にその溶解を途中で止めたとしても、Li/Coモル比はほとんど変化しない。対して、本実施例では、4≦pH≦7の弱酸性の滲出液を用いると、Li/Coモル比は4以上に向上する。これは、Coに比べてLiが優先的に溶解するからである(詳細な反応機構は不明)。弱酸性の滲出液は、純水に緩衝作用を有する物質を添加した緩衝溶液でもよい。pH=4に調製したフタル酸緩衝溶液(フタル酸及びフタル酸カリウムの混合)の場合のLi/Coモル比は4である。また、弱酸性溶液に酸化還元電位調整剤を添加すると、さらにLi/Co選択比が高まる。過酸化水素水をpH=4の弱酸性に調整してなる処理液を滲出液として用いた場合は、Li/Coモル比は335と大幅に向上する。また、同じくオゾン水に二酸化炭素を添加した場合も、Li/Coモル比は121と高い。
【0029】
本実施例のリチウム選択滲出液には、オゾン、過酸化水素、過酢酸などを溶解した水溶液を用いることができる。これらの溶質は酸化剤として働く。一般的に電池からの有価金属回収において、コバルト酸リチウムの滲出には高濃度の鉱酸を用いて完全溶解させる。本実施例では、高濃度鉱酸を用いず、さらに、滲出温度の上限を30℃とする。30℃を大きく超えるとオゾンや過酸化水素の自然分解が速くなって、正極活物質の溶解に寄与しない溶質が生じ、無駄に溶質が消費される。
【0030】
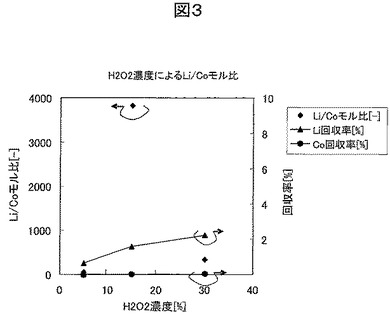
pH4〜7、酸化還元電位0.3〜0.4ボルトの滲出液を用いると高いLi/Coモル比を得る傾向にある。pH値がpH=4よりも小さくなると、正極活物質の溶解速度が速くなり、Liの溶解速度が増えて回収率が高くなり易いものの、Coの溶解速度も増加してしまい、その結果として、Li/Coモル比は低下しやすい傾向がある。図3に示す本実施例の過酸化水素濃度の範囲において、過酸化水素水濃度15%より高いところでコバルトの滲出が増加し始める。過酸化水素水濃度20%より低い領域において高いLi/Coモル比であった。本実施例では、過酸化水素水濃度=15%の時に酸化還元電位=0.3ボルト、過酸化水素水濃度=20%の時に酸化還元電位=0.4ボルトであったので、酸化還元電位が0.3〜0.4ボルトの範囲で高いLi/Coモル比が得られることが判った。
【0031】
上記の選択滲出によって得られる回収液(A)には、リチウムが選択滲出され、滲出液で用いた溶質(具体的には過酸化水素やオゾン)は自然消滅する。自然消滅とは、中和や分解を促進するために化学物質を添加しなくても、特定有効成分の初期濃度の約半分以下となることである。例えば、過酸化水素であれば、水分子と酸素分子に自然分解し、オゾンであれば酸素分子に自然分解する。発生した酸素分子は、その多くが溶液の外へ排出される。また、二酸化炭素であれば、気化して溶液の外へ排出されることである。従って、自然消滅により溶液が中性になるので、従来の酸滲出後に行っていた中和処理が不要となる(S105)。
【0032】
続いての操作は、非特許文献1に提案されている方法においては浸出処理後に得られた有価金属溶液は強酸の高濃度溶液であるため、炭酸リチウムとしてリチウムを回収するに先立って大量のアルカリを混合するいわゆるpH調整が不可避となる。しかしながら、本実施例で用いたオゾン水、過酸化水素水は自然消滅性の溶液であり、コバルト酸リチウム滲出処理後の回収液(A)の液性はpH9〜11程の弱アルカリ性となる。このようにして得られた回収液(A)に、このままpH調整など中和処理をせずに炭酸カルシウムなどのアルカリ金属フリーの炭酸塩あるいは二酸化炭素ガスを混合するなど処理すれば、アルカリ金属フリーの炭酸リチウムとして沈殿回収できる(S106)。
【0033】
中和処理が不要なだけでなく、オゾンや過酸化水素、炭酸ガスなどは自然消滅するためリチウム回収後の残った液は水となるので、再び過酸化水素水、オゾン水に利用することができ、結果として、廃液フリーの金属回収方法を構築できる。
【0034】
S104のLi/遷移金属分離において得られた残渣(B)からは、遷移金属成分を回収する(S107)。本実施例ではコバルト酸リチウムを主成分とする正極活物質を処理したので、ここまでの処理で得られた残渣(B)は、少量の未滲出リチウムとコバルトを含んでいる。これらを高純度で分離する場合や、コバルト以外の遷移金属を含んでいる場合などで、それぞれの金属種類別に分別回収するためには、この残渣(B)を溶解した後に、それぞれの金属元素の水酸化物の溶解特性差を利用する処理、基本的にはpH調整→沈殿回収の繰り返しによって遷移金属元素種類毎に分別回収できる(S108)。正極活物質がLiCoO2以外のリチウム化合物を含有する場合、例えば、LiNiO2、LiMnO2,Li(Ni1/3Co1/3Mn1/3)O2,LiCoPO4、LiFePO4、LiCoPO4F、LiFePO4F等のオリビン系正極活物質などの場合も液のpH調整によってCo、Ni、Mn、Feを水酸化物として分別して沈殿回収できる。
【実施例2】
【0035】
本実施例の有価金属回収方法の概略について説明する。本実施例の有価金属回収方法は基本的に実施例1と同じである。本実施例で実施例1と異なる点は、図2のS103の滲出処理において、弱酸性の滲出液として、自然消滅する酸化剤と、酸化剤が自然消滅する速度を抑制する緩衝溶液とを用いる点である。これによって、リチウムの滲出反応において、高いLi/Coモル比と高いLi回収率の両立が可能となる。
【0036】
本実施例の滲出液は、例えば、自然消滅する酸化剤として溶存オゾン濃度150ppmのオゾン水、カルボン酸及びその塩からなる緩衝溶液として酢酸緩衝溶液(0.1M、pH4.7)やフタル酸緩衝溶液(0.1M、pH4.0)を混合したものを用いることができるが、酸化剤の種類、カルボン酸の種類、及びこれらの濃度はこれに限定されるものではない。このオゾン水と緩衝溶液の混合溶液に正極活物質を添加して、20分程度攪拌しリチウムを滲出する(S103)。
【0037】
本実施例では、上記の滲出処理を終了させるために、滲出液と残渣の分離を行う(S104)。分離方法としては、遠心分離、ろ過などを採用することができるが、例えば遠心分離では、室温で、10000rpmで、30秒処理することにより分離回収が可能である。
【0038】
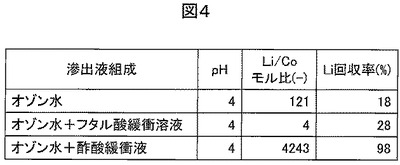
上記の選択滲出によって得られる回収液(A)には、リチウム濃縮液として得られ(S105)、滲出液で用いた酸化剤(オゾン)は自然消滅する。本実施例で得られた回収液(A)のLi/Coモル比は、酢酸緩衝溶液の場合には4243であり、実施例1と同様に高いLi/Coモル比が得られた。さらに、図4に示すように、リチウム回収率は、滲出液としてオゾン水のみを用いた場合には18%であるのに対して、オゾン水とフタル酸緩衝溶液を用いた場合は28%に向上し、さらにオゾン水と酢酸緩衝溶液を混合したものを用いると98%と高い値を得た。このように、オゾン水と緩衝溶液を用いることで、リチウムの高回収率、高Li/Coモル比のリチウム回収方法を確立することができた。
【0039】
リチウムの回収においては、リチウムの回収率と、回収した成分中のLi/Coモル比のいずれも高いほど望ましく、前者は100%に近いことが望ましい。高いリチウム回収率が、自然消滅する酸化剤と緩衝溶液によって実現できた理由について、以下に詳細に述べる。
【0040】
フタル酸は、水溶液中では以下に示す化1及び化2に従って解離している。化1の酸解離指数(解離定数の逆数の対数値)pKaは2.94であり、化2のpKaは5.41である。実施例1に記載した好適なpH範囲の4<pH<7において、化1の平衡はほぼ完全に右辺側に偏っており、化2はpHによって左辺側に偏っていたり右辺側に偏っていたり、或いは両辺の成分とも有意量存在していたりする。フタル酸緩衝溶液を用いた場合には、このpHに依存する平衡反応により、pHが好適な範囲に保たれ、オゾンの分解が抑制されることで、リチウム回収率が18%から28%に向上した。
【0041】
(化1) C6H4(COOH)2 ⇔ C6H4(COOH)COO− + H+
(化2) C6H4(COOH)COO− ⇔ C6H4(COO−)2 + H+
ここで、緩衝溶液として酢酸緩衝溶液を用いた場合、リチウム回収率が飛躍的に向上する。その理由を以下に述べる。
【0042】
前記の好適なpH範囲において、フタル酸は解離している成分が多い。フタル酸は解離して、C6H4(COOH)COO−となると、カルボキシル基上の電子密度が高くなる。カルボキシイオンは電子供与基なので、結果として芳香環の電子密度が増加する。また、フタル酸は分子構造内に、弱い電子吸引基である芳香環をもつので、電子密度を増加しやすい。芳香環上の電子密度が高いと、酸化剤によって電子を奪われ易い。このため、解離したフタル酸イオンと酸化剤であるオゾンが共存すると、オゾンがフタル酸イオンの一部を酸化してしまうことがある。このとき、フタル酸を酸化したオゾンはLiCoO2と反応することなく消費されてしまう。また、酸化されたフタル酸は中性のラジカルとなるが、このラジカルは、化1および化2の反応に寄与することができないため、緩衝溶液を構成する実効的なイオン濃度が低下し、溶液の緩衝作用が低下する。緩衝作用が低下した状態において、LiCoO2の滲出反応が進行すると、OH−が生成するため反応液の液性がアルカリ側へとシフトする。反応液がアルカリ性となることで、オゾンの一部はLiCoO2と反応することなく分解される。
【0043】
以上の結果として、LiCoO2の滲出反応が進まなくなる。同様の効果をもたらす緩衝溶液としては、例えば安息香酸がある。
【0044】
一方、酢酸はフタル酸と比較して、その分子構造内に芳香環のような電子密度が局所的に高くなり得る部位がないことから、酸化剤によって電子が奪われにくいので、酸化剤のオゾンが共存しても酢酸はより酸化され難い。すなわち酢酸は分解され難いため、反応液中の緩衝作用を長い時間にわたって維持することができる。
【0045】
また、酢酸緩衝溶液は反応液中の緩衝作用を維持することができるので、正極活物質の溶解反応が起きても反応液の液性がアルカリ性にならないために、pHが上昇することによるオゾンの自然消滅を抑制することができ、その結果オゾンはLiCoO2の滲出反応に有効に利用され、高いリチウム回収率を実現することができる。
【0046】
実際に、LiCoO2の滲出反応中の溶存オゾン濃度の変化を測定した結果を、図5に示す。図5より、オゾン水のみで正極活物質を溶解した場合、初めの数分で溶存オゾン濃度が急激に低下し、滲出時間10分のとき、溶存オゾン濃度は5ppm程度まで低くなる。一方、オゾン水に酢酸緩衝溶液を添加した場合は、同時刻の溶存オゾン濃度は50ppmとなり、溶存オゾン濃度の低下が抑えられていることがわかる。すなわち、正極活物質を滲出する際、酢酸緩衝溶液をオゾン水に添加することで溶存オゾン濃度の低下を抑制して濃度を維持することができる。そして、溶存オゾン濃度を長時間にわたって高く維持することで、正極活物質からのリチウムの滲出反応を効率よく行うことが可能である。
【0047】
酢酸のこのような作用は、以上の考察から明らかなように、酢酸に限定されるものではなく、芳香環を含まないカルボキシル基をもつカルボン酸であれば良いことがわかる。
【0048】
本実施例では酢酸緩衝溶液での結果を示したが、発明者らの検討の結果、プロピオン酸、ブタン酸、ペンタン酸の脂肪族モノカルボン酸を用いることができる。炭素鎖を構成する炭素原子数がこれ以上大きいと、水への溶解度が低くなるため、実用上適さない。緩衝液の濃度は、一般的には0.1mol/L前後のものが用いられており、最低でも0.001mol/L以上であることが望ましい。炭素数が小さい物質の溶解度(20℃の値。水100gに溶ける溶質質量と、そのときのモル濃度を記載)はそれぞれ、プロピオン酸が37g/100g水(0.005mol/L)、ブタン酸が5.6g/100g水(0.032mol/L)、ペンタン酸が2.4g/100g水(0.075mol/L)である。なお、脂肪族モノカルボン酸の酸化分解速度は、ブタン酸>プロピオン酸>酢酸となっており、炭化水素数が少ないほど酸化分解速度が低く、高いLi/遷移金属分離と高いリチウム回収率の両立する性能は炭素数が小さいほど優れている。ただし、カルボキシル基以外の炭素数が0の場合は適さない。例えば、ギ酸の場合は、アルデヒド基をもつ。アルデヒド基は、酸化剤により酸化されるので、酸化剤が緩衝液の酸化反応に消費されてしまうので適さない。シュウ酸の場合は、pKaが1.25と低いために強酸に分類され、適さない。脂肪族多価カルボン酸については、pKaと溶解度を考慮すると、シュウ酸、コハク酸、酒石酸、クエン酸、リンゴ酸、マロン酸を用いることができる。また、緩衝溶液として一般的なグリシンを用いることも可能である。
【0049】
以上より、好適な緩衝溶液は、溶解度の観点から炭素数(カルボキシル基の炭素は含まない)は1〜4かつ、酸解離指数が4<pH<7である物質からなる緩衝溶液が望ましい。
【0050】
以上の緩衝液を用いれば、高いLi/遷移金属分離に加えて高いLi回収率の両立を達成することができる。
【0051】
なお、特許文献2にはクエン酸、コハク酸、リンゴ酸等の有機酸を正極活物質の滲出液に用いてリチウムおよびコバルトを回収する方法が開示されている。しかし、緩衝液を用いていないためpHは低く、例えば特許文献2の実施例1に記載されているクエン酸の濃度1.25mol/Lの溶液のpHは1以下である。このため、LiCoO2は全て溶解し、回収されるリチウムおよびコバルトは低純度であり、リチウムのみを回収するためには分離操作が必要となる。一方、本実施例では、発明者らが検討した結果、滲出液は弱酸性が適しており、また、弱酸性で滲出することで、正極活物質からリチウムだけを選択的に滲出し、滲出残渣中にコバルトのみを残すことで、得られる金属を高純度化することができる。
【0052】
また、緩衝溶液としては、カルボン酸のみならず、酸性(4<pH<7)を示す緩衝溶液ならば、他の緩衝溶液を使用することができる。カルボン酸以外の緩衝溶液としては、例えばリン酸とその塩の緩衝溶液を用いることができる。例えば、リン酸二水素ナトリウムとリン酸水素二ナトリウムからなる緩衝液があるが、この塩に限らず他の組成を用いることもできる。この場合、Liを選択溶解させた酸性溶液からLiを回収した後に、リンを回収すれば、リンを緩衝溶液の溶質として再利用することができる。リンの分離回収方法としては、透析膜分離、アシッドリタデーション、イオン交換樹脂などの分離操作がある。
【0053】
また、本実施例では、自然消失する酸化剤としてオゾンを用いたが、これに代えて過酸化水素水を用いることもできる。
【0054】
本実施例では、正極活物質としてLiCoO2を用いたが、LiCoO2以外のリチウム化合物を含有する場合、例えば、LiNiO2、LiMnO2,Li(NiCoMn)O2,LiCoPO4、LiFePO4、LiCoPO4F、LiFePO4F等のオリビン系正極活物質などの場合も、液のpH調整によってCo、Ni、Mn、Feを水酸化物として分別して沈殿回収できる。この遷移金属の回収操作については、実施例1のS107,S108と同様に処理し、その方法は実施例1と同様である。
【0055】
以上より、酸化剤と酸化剤が自然消滅する速度を抑制してリチウムの選択的な滲出効果をもつ緩衝溶液を組み合わせて用いることで、高いLi/遷移金属分離と高いリチウム回収率の両立する金属回収方法を提供できた。
【技術分野】
【0001】
本発明は、リチウムイオン電池から金属を簡便に回収する金属回収技術に関する。
【背景技術】
【0002】
近年、電子機器の携帯化が進むにつれて2次電池の使用量が急激に増大している。携帯電話や携帯型音楽プレイヤーなどの比較的小電力の機器に限らず、電動工具、電動自転車、電気自動車などの高出力を要する機器へも2次電池の適用が広がるに至り、高エネルギー密度が得られるリチウムイオン電池に注目が集まっている。高出力機器への適用が増えたことにより、使用済み電池からの有価物回収の必要性が高まっており、リチウムイオン電池からの有価金属を回収するためのさまざまな技術が提案されている。
【0003】
例えば、非特許文献1には、リチウムイオン電池のリサイクル技術が特集されており、リチウムイオン電池を構成する有価金属類を回収する方法が系統的に説明されている。非特許文献1に掲載された典型的なリサイクル方法によると、例えば、使用済みリチウムイオン電池は開封・解体・粉砕などの機械的な処理の後に、酸滲出によって有価金属を含む正極活物質を全て溶解させ、そこから、所望成分毎の溶解特性の差を利用して、成分毎に分別して沈殿形成させる、あるいは所望成分を優先的に溶媒抽出するなどの処理によって所望成分毎に分別回収される。
【0004】
また、特許文献1には、酸滲出によって得られる有価金属を溶解した液を陰極液とし、陽イオン交換膜を隔膜とする隔膜電解法を用いて銅およびコバルトを回収する技術が開示されている。尚、本書面内では、有価金属処理前の液を滲出液、有価金属処理後の液を溶解液と定義する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3675392号公報
【特許文献2】公開番号 CN101673859A
【非特許文献】
【0006】
【非特許文献1】Jinqiu Xu et al.,“A review of processes and technologies for the recycling of lithium‐ion secondary batteries”,Journal of Power Sources,vol.177,pp.512‐527(2008)
【発明の概要】
【発明が解決しようとする課題】
【0007】
非特許文献1においては、さまざまな工夫により有価物の回収率向上と回収物の高純度化の両立を目指しているが、工程が煩雑であるうえ、多量の廃電池を処理するには莫大な設備投資が必要という点で改善の余地が大きい。
【0008】
また、特許文献1は、具体的には、陽イオン交換膜が有するイオン選択特性を利用した設備(特許文献1の図2に示す隔膜電解槽)と陰イオン選択膜の陰イオン選択性を利用した拡散透析設備(説明図なし)を用いる。より具体的に説明すると、隔膜電解によるCuの電析回収→pH調整→隔膜電解によるコバルトの電析回収→pH調整→Fe(OH)3およびAl(OH)3の沈殿回収→炭酸塩添加によるLi2CO3回収という一連の処理により主要有価金属を回収できる。この技術によると、銅(2価イオン)およびコバルト(3価イオン)を電気化学的に還元して回収するので高純度な金属を得ることができるが、多量の廃電池を処理する場合には莫大な電気量の印加が必要という点で改善の余地がある。
【0009】
例えば、約100kgのコバルトを回収するためには、1アンペアの電流を約100時間流し続ける必要があるが、その前に銅の電析でもほぼ同等の電気量を印加するのであるから、隔膜電解だけで全ての金属を回収することは案外な手間を要する。さらに、多段のpH調整を経るごとに液量が増大するために一連の処理の最終段階でLi2CO3を回収する際にはリチウムの濃度が低下しており、炭酸塩を添加してもリチウムの回収率は必ずしも高くならないと考えられる。これは、炭酸リチウムの飽和溶解度は20℃で1.3wt%もあるので液量が多くなるほど未回収成分が増えるためである。これを避けるためには濃縮工程を追加するなどの処理が必要である。さらに、Fe(OH)3やAl(OH)3は弱酸性〜中性の水溶液中でゲル状化しやすい傾向があるため、上記特許文献1の技術に基づいてFe(OH)3やAl(OH)3を濾別回収する工程の操作は容易ではなく、一方、濾別操作を容易化するために液を希釈するとリチウムの回収率が低下する。また、Fe(OH)3やAl(OH)3のゲル状沈殿の表面はリチウムイオンを吸着する特性もあるので、この観点でもリチウム回収率を大幅に改善することは難しい。
【課題を解決するための手段】
【0010】
本願において開示される発明のうち代表的なものの概要を簡単に説明すれば次のとおりである。
【0011】
リチウムと遷移金属元素とを含む正極活物質から、弱酸性(pHが4〜7)の滲出液を用いてリチウムを選択的に滲出させ、不滲出固形分である遷移金属元素成分と滲出液中のリチウム成分とに分離させる。酸性溶液として、自然消滅して溶質濃度が低下する溶液を用いるため、廃液フリーのプロセスである。
【発明の効果】
【0012】
本発明によれば、リチウムイオン電池から有価金属を簡便に高効率に回収する有価金属回収方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施例に係る滲出液の組成および滲出液で処理して得られた溶解液の分析結果のLi/Co比である。
【図2】本発明に係る実施例の有価金属を回収するための工程フロー概略である。
【図3】本発明の実施例に係る過酸化水素水濃度によるpHと酸化還元電位の相関のプロットである。
【図4】本発明の実施例に係る滲出液の組成および滲出液で処理して得られた溶解液の分析結果のLi/Co比である。
【図5】本発明の実施例に係る滲出時間と溶存オゾン濃度との関係のプロットである。
【発明を実施するための形態】
【0014】
以下、本発明を実施するための形態を説明する。
【実施例1】
【0015】
本実施例の有価金属回収方法の概略について図2を用いて説明する。図2は、本実施例の廃リチウム電池(以下、廃電池)から有価金属を回収するための概略の工程フローである。まず始めに廃電池を解体(S101)して得られる各構成部材を部材毎に分別(S102)し、有価金属を高濃度で含有する電極活物質のみを取り出す。こうして取り出した電極活物質をリチウム選択滲出液で処理(リチウム選択滲出;S103)してリチウムが滲出した溶液とする。このリチウム選択滲出液と非滲出分とを固液分離する(S104)。リチウムを含むA液(S105)に炭酸塩や炭酸ガスを混合すれば炭酸リチウムLi2CO3としてLiを回収することができる(S106)。上記固液分離により、固体成分B(S107)が回収されている。複数の遷移金属を含む場合には、固体成分Bを溶解させた後にpH調整する簡便な操作により、水酸化物として順番に析出・沈降することで、これを濾別回収(S108)する。この一連の操作により、廃電池からの有価金属類を回収することができる。
【0016】
以下、図2に示す工程に従って有価金属回収フローをさらに詳しく説明する。廃電池から有価金属を回収するためには、まず電池を解体する必要があるが、解体に先立ち、電池内には電荷が残っている可能性があるので放電する。本実施例では、電解質を含有する導電性液体中に電池を浸漬することによって電池内に残っている電荷を放電させる。
【0017】
この放電操作により、電池内に分散しているリチウムイオンを正極活物質内部に濃縮させることができるので、リチウム回収量を最大化できる。また、リチウムが特定の結晶構造にとりこまれている状態を確保することにより滲出処理におけるリチウム選択性が最大となる。正極活物質がLiCoO2の場合、完全充電状態ではLi0.4CoO2、完全放電状態ではLiCoO2と言われているので、上記放電処理を省略すると最大で6割程度のリチウム回収ロスとなる危険性がある。もちろん、放電により電池の解体工程および粉砕工程の安全性が確保できる利点もある。
【0018】
本実施例においては、電解質を含有する導電性液体として硫酸/γブチロラクトン混合溶液を用いた。この混合溶液中では硫酸が電解質として作用するので硫酸濃度を調節することによって導電率(抵抗値の逆数)を調整することができる。本実施例では、放電槽の右端〜左端までの溶液の電気抵抗を実測したところ100kΩであった。溶液の抵抗値が小さすぎると放電が急速に進みすぎて危険であるし、逆に、抵抗値が大きすぎると放電に時間がかかりすぎて実用性が低下する。本実施例では、溶液抵抗が1k〜1000kΩ程度の範囲にあることが望ましく、この抵抗値範囲に入るように電解質濃度を調整すると良い。
【0019】
ここで、本実施例の廃電池としては、所定の充放電回数の限界に達して充電容量が低下してしまったいわゆる使用済み電池の他に、電池製造工程内での不具合などで発生する半製品、製品仕様変更に伴って発生する旧型式在庫整理品なども含む。
【0020】
S101にて放電処理後の廃電池を解体する。適当な方法を用いて筐体、パッキン・安全弁、回路素子類、スペーサ、集電体、セパレータ、正極および負極の電極活物質などの放電処理後の廃電池の電池構成部材をそれぞれ部材毎に解体分別する。
【0021】
なお、廃リチウムイオン電池は内部にガスが充満して加圧状態になっていることが多いので、作業安全上の配慮が必要であることは言うまでも無い。本実施例では、上記の電解質を含有する導電性液体に浸漬した状態で冷却しながら湿式粉砕した。冷却下での湿式粉砕を採用したことにより、電池内部に充満しているガスを大気中に飛散させることなく安全に破砕することができた。
【0022】
また、集電体表面に塗工・成形された正極活物質および負極活物質をそれぞれの集電体表面からの剥離を促進するために、上記電解質を含有する導電性液体の組成を調整することは差し支えない。尚、放電工程に使用する導電性液体では導電性が留意すべき特性であり、湿式粉砕工程に使用する導電性液体では粘度や誘電率が留意すべき特性である。放電工程と湿式粉砕工程では要求仕様が異なるので、工程毎に使用する導電性液体の組成を換えても良いが、その場合には2種類以上の導電性液体を準備する必要がある。本実施例では、簡便化や手間・コストの抑制の観点から、同一の組成とした。
【0023】
本実施例で使用可能な湿式粉砕法としては、例えばボールミルなどの方法があるが、かならずしもこれに限るわけではない。筐体、パッキン・安全弁、回路素子類、スペーサ、集電体、セパレータ、電極活物質などの構成部材のうち、正極の電極活物質(以下正極活物質)と負極の電極活物質(負極活物質)が優先的に破砕する条件で破砕した後に、篩い分け処理を施す。これにより、正極活物質と負極活物質は篩い下、それ以外の部材は篩い上に分別回収される(S102)。
【0024】
本実施例においては篩い分けを用いたが、もともと湿式にて粉砕しているのであるから、湿式粉砕によって得られたスラリーをそのまま比較的目の粗いフィルターを用いて濾別処理にて分別することもできる。湿式粉砕〜濾別の連続処理を導入することにより、回収率が向上する可能性もある。尚、筐体、パッキン・安全弁、集電体(アルミ箔、銅箔)などは、正極活物質(典型的にはLiCoO2)や負極活物質(典型的にはグラファイト)よりも延展性が大きく、従って破断強度も大きい。この特性のために、電極活物質の破砕物はそれ以外の部材から得られる破砕物よりもサイズが小さくなり、その結果として、篩い分けあるいは濾別によって容易に分別回収することができる。
【0025】
上記処理によって得られた篩い下物を弱酸性滲出液にて滲出処理(S103)する。
【0026】
本実施例では使用済みデジタルカメラ用リチウムイオン電池を解体した。本実施例で使用した廃電池の正極活物質はLiCoO2を主成分とするリチウム化合物であるが、リン酸鉄やニッケル、マンガンなど他組成の正極活物質を含んでいても構わない。正極活物質を弱酸性浸出液と混合し、室温で1時間攪拌して、リチウムを滲出した。本実施例では、リチウム選択滲出工程の反応温度および反応時間を制御し、正極活物質を全溶解させる前に、具体的には反応率が80%以下となるところで滲出処理を停止させる。実用的な観点から、最も好ましくは、70〜75%程度の反応率である。80%を越えるとリチウム選択滲出反応における選択比が劣化する危険性が高まり、70%を下回れば回収率が低下して経済性を損なう。
【0027】
本実施例では、上記の滲出処理を終了させるために、滲出液と残渣の分離を行う(S104)。分離方法としては、遠心分離、ろ過などを採用することができる。本実施例では、遠心分離で、室温で、15000rpmで、15分処理することにより分離回収したが、回転数はさらに高い方が滲出液と残渣の分離が容易である。
【0028】
得られた溶解液のLi/Coモル比を図1に示す。図1に示すように、非特許文献1に記載された方法を用いて、強酸性滲出液を用いて正極活物質を完全に滲出させた場合の、透析前の溶解液のLi/Coモル比は約1であった。pH≦1の強酸性条件で滲出すると、Li/Coモル比はほぼ1.0となるのである。これは、コバルト酸リチウムの組成の全部が溶解するからであり、仮にその溶解を途中で止めたとしても、Li/Coモル比はほとんど変化しない。対して、本実施例では、4≦pH≦7の弱酸性の滲出液を用いると、Li/Coモル比は4以上に向上する。これは、Coに比べてLiが優先的に溶解するからである(詳細な反応機構は不明)。弱酸性の滲出液は、純水に緩衝作用を有する物質を添加した緩衝溶液でもよい。pH=4に調製したフタル酸緩衝溶液(フタル酸及びフタル酸カリウムの混合)の場合のLi/Coモル比は4である。また、弱酸性溶液に酸化還元電位調整剤を添加すると、さらにLi/Co選択比が高まる。過酸化水素水をpH=4の弱酸性に調整してなる処理液を滲出液として用いた場合は、Li/Coモル比は335と大幅に向上する。また、同じくオゾン水に二酸化炭素を添加した場合も、Li/Coモル比は121と高い。
【0029】
本実施例のリチウム選択滲出液には、オゾン、過酸化水素、過酢酸などを溶解した水溶液を用いることができる。これらの溶質は酸化剤として働く。一般的に電池からの有価金属回収において、コバルト酸リチウムの滲出には高濃度の鉱酸を用いて完全溶解させる。本実施例では、高濃度鉱酸を用いず、さらに、滲出温度の上限を30℃とする。30℃を大きく超えるとオゾンや過酸化水素の自然分解が速くなって、正極活物質の溶解に寄与しない溶質が生じ、無駄に溶質が消費される。
【0030】
pH4〜7、酸化還元電位0.3〜0.4ボルトの滲出液を用いると高いLi/Coモル比を得る傾向にある。pH値がpH=4よりも小さくなると、正極活物質の溶解速度が速くなり、Liの溶解速度が増えて回収率が高くなり易いものの、Coの溶解速度も増加してしまい、その結果として、Li/Coモル比は低下しやすい傾向がある。図3に示す本実施例の過酸化水素濃度の範囲において、過酸化水素水濃度15%より高いところでコバルトの滲出が増加し始める。過酸化水素水濃度20%より低い領域において高いLi/Coモル比であった。本実施例では、過酸化水素水濃度=15%の時に酸化還元電位=0.3ボルト、過酸化水素水濃度=20%の時に酸化還元電位=0.4ボルトであったので、酸化還元電位が0.3〜0.4ボルトの範囲で高いLi/Coモル比が得られることが判った。
【0031】
上記の選択滲出によって得られる回収液(A)には、リチウムが選択滲出され、滲出液で用いた溶質(具体的には過酸化水素やオゾン)は自然消滅する。自然消滅とは、中和や分解を促進するために化学物質を添加しなくても、特定有効成分の初期濃度の約半分以下となることである。例えば、過酸化水素であれば、水分子と酸素分子に自然分解し、オゾンであれば酸素分子に自然分解する。発生した酸素分子は、その多くが溶液の外へ排出される。また、二酸化炭素であれば、気化して溶液の外へ排出されることである。従って、自然消滅により溶液が中性になるので、従来の酸滲出後に行っていた中和処理が不要となる(S105)。
【0032】
続いての操作は、非特許文献1に提案されている方法においては浸出処理後に得られた有価金属溶液は強酸の高濃度溶液であるため、炭酸リチウムとしてリチウムを回収するに先立って大量のアルカリを混合するいわゆるpH調整が不可避となる。しかしながら、本実施例で用いたオゾン水、過酸化水素水は自然消滅性の溶液であり、コバルト酸リチウム滲出処理後の回収液(A)の液性はpH9〜11程の弱アルカリ性となる。このようにして得られた回収液(A)に、このままpH調整など中和処理をせずに炭酸カルシウムなどのアルカリ金属フリーの炭酸塩あるいは二酸化炭素ガスを混合するなど処理すれば、アルカリ金属フリーの炭酸リチウムとして沈殿回収できる(S106)。
【0033】
中和処理が不要なだけでなく、オゾンや過酸化水素、炭酸ガスなどは自然消滅するためリチウム回収後の残った液は水となるので、再び過酸化水素水、オゾン水に利用することができ、結果として、廃液フリーの金属回収方法を構築できる。
【0034】
S104のLi/遷移金属分離において得られた残渣(B)からは、遷移金属成分を回収する(S107)。本実施例ではコバルト酸リチウムを主成分とする正極活物質を処理したので、ここまでの処理で得られた残渣(B)は、少量の未滲出リチウムとコバルトを含んでいる。これらを高純度で分離する場合や、コバルト以外の遷移金属を含んでいる場合などで、それぞれの金属種類別に分別回収するためには、この残渣(B)を溶解した後に、それぞれの金属元素の水酸化物の溶解特性差を利用する処理、基本的にはpH調整→沈殿回収の繰り返しによって遷移金属元素種類毎に分別回収できる(S108)。正極活物質がLiCoO2以外のリチウム化合物を含有する場合、例えば、LiNiO2、LiMnO2,Li(Ni1/3Co1/3Mn1/3)O2,LiCoPO4、LiFePO4、LiCoPO4F、LiFePO4F等のオリビン系正極活物質などの場合も液のpH調整によってCo、Ni、Mn、Feを水酸化物として分別して沈殿回収できる。
【実施例2】
【0035】
本実施例の有価金属回収方法の概略について説明する。本実施例の有価金属回収方法は基本的に実施例1と同じである。本実施例で実施例1と異なる点は、図2のS103の滲出処理において、弱酸性の滲出液として、自然消滅する酸化剤と、酸化剤が自然消滅する速度を抑制する緩衝溶液とを用いる点である。これによって、リチウムの滲出反応において、高いLi/Coモル比と高いLi回収率の両立が可能となる。
【0036】
本実施例の滲出液は、例えば、自然消滅する酸化剤として溶存オゾン濃度150ppmのオゾン水、カルボン酸及びその塩からなる緩衝溶液として酢酸緩衝溶液(0.1M、pH4.7)やフタル酸緩衝溶液(0.1M、pH4.0)を混合したものを用いることができるが、酸化剤の種類、カルボン酸の種類、及びこれらの濃度はこれに限定されるものではない。このオゾン水と緩衝溶液の混合溶液に正極活物質を添加して、20分程度攪拌しリチウムを滲出する(S103)。
【0037】
本実施例では、上記の滲出処理を終了させるために、滲出液と残渣の分離を行う(S104)。分離方法としては、遠心分離、ろ過などを採用することができるが、例えば遠心分離では、室温で、10000rpmで、30秒処理することにより分離回収が可能である。
【0038】
上記の選択滲出によって得られる回収液(A)には、リチウム濃縮液として得られ(S105)、滲出液で用いた酸化剤(オゾン)は自然消滅する。本実施例で得られた回収液(A)のLi/Coモル比は、酢酸緩衝溶液の場合には4243であり、実施例1と同様に高いLi/Coモル比が得られた。さらに、図4に示すように、リチウム回収率は、滲出液としてオゾン水のみを用いた場合には18%であるのに対して、オゾン水とフタル酸緩衝溶液を用いた場合は28%に向上し、さらにオゾン水と酢酸緩衝溶液を混合したものを用いると98%と高い値を得た。このように、オゾン水と緩衝溶液を用いることで、リチウムの高回収率、高Li/Coモル比のリチウム回収方法を確立することができた。
【0039】
リチウムの回収においては、リチウムの回収率と、回収した成分中のLi/Coモル比のいずれも高いほど望ましく、前者は100%に近いことが望ましい。高いリチウム回収率が、自然消滅する酸化剤と緩衝溶液によって実現できた理由について、以下に詳細に述べる。
【0040】
フタル酸は、水溶液中では以下に示す化1及び化2に従って解離している。化1の酸解離指数(解離定数の逆数の対数値)pKaは2.94であり、化2のpKaは5.41である。実施例1に記載した好適なpH範囲の4<pH<7において、化1の平衡はほぼ完全に右辺側に偏っており、化2はpHによって左辺側に偏っていたり右辺側に偏っていたり、或いは両辺の成分とも有意量存在していたりする。フタル酸緩衝溶液を用いた場合には、このpHに依存する平衡反応により、pHが好適な範囲に保たれ、オゾンの分解が抑制されることで、リチウム回収率が18%から28%に向上した。
【0041】
(化1) C6H4(COOH)2 ⇔ C6H4(COOH)COO− + H+
(化2) C6H4(COOH)COO− ⇔ C6H4(COO−)2 + H+
ここで、緩衝溶液として酢酸緩衝溶液を用いた場合、リチウム回収率が飛躍的に向上する。その理由を以下に述べる。
【0042】
前記の好適なpH範囲において、フタル酸は解離している成分が多い。フタル酸は解離して、C6H4(COOH)COO−となると、カルボキシル基上の電子密度が高くなる。カルボキシイオンは電子供与基なので、結果として芳香環の電子密度が増加する。また、フタル酸は分子構造内に、弱い電子吸引基である芳香環をもつので、電子密度を増加しやすい。芳香環上の電子密度が高いと、酸化剤によって電子を奪われ易い。このため、解離したフタル酸イオンと酸化剤であるオゾンが共存すると、オゾンがフタル酸イオンの一部を酸化してしまうことがある。このとき、フタル酸を酸化したオゾンはLiCoO2と反応することなく消費されてしまう。また、酸化されたフタル酸は中性のラジカルとなるが、このラジカルは、化1および化2の反応に寄与することができないため、緩衝溶液を構成する実効的なイオン濃度が低下し、溶液の緩衝作用が低下する。緩衝作用が低下した状態において、LiCoO2の滲出反応が進行すると、OH−が生成するため反応液の液性がアルカリ側へとシフトする。反応液がアルカリ性となることで、オゾンの一部はLiCoO2と反応することなく分解される。
【0043】
以上の結果として、LiCoO2の滲出反応が進まなくなる。同様の効果をもたらす緩衝溶液としては、例えば安息香酸がある。
【0044】
一方、酢酸はフタル酸と比較して、その分子構造内に芳香環のような電子密度が局所的に高くなり得る部位がないことから、酸化剤によって電子が奪われにくいので、酸化剤のオゾンが共存しても酢酸はより酸化され難い。すなわち酢酸は分解され難いため、反応液中の緩衝作用を長い時間にわたって維持することができる。
【0045】
また、酢酸緩衝溶液は反応液中の緩衝作用を維持することができるので、正極活物質の溶解反応が起きても反応液の液性がアルカリ性にならないために、pHが上昇することによるオゾンの自然消滅を抑制することができ、その結果オゾンはLiCoO2の滲出反応に有効に利用され、高いリチウム回収率を実現することができる。
【0046】
実際に、LiCoO2の滲出反応中の溶存オゾン濃度の変化を測定した結果を、図5に示す。図5より、オゾン水のみで正極活物質を溶解した場合、初めの数分で溶存オゾン濃度が急激に低下し、滲出時間10分のとき、溶存オゾン濃度は5ppm程度まで低くなる。一方、オゾン水に酢酸緩衝溶液を添加した場合は、同時刻の溶存オゾン濃度は50ppmとなり、溶存オゾン濃度の低下が抑えられていることがわかる。すなわち、正極活物質を滲出する際、酢酸緩衝溶液をオゾン水に添加することで溶存オゾン濃度の低下を抑制して濃度を維持することができる。そして、溶存オゾン濃度を長時間にわたって高く維持することで、正極活物質からのリチウムの滲出反応を効率よく行うことが可能である。
【0047】
酢酸のこのような作用は、以上の考察から明らかなように、酢酸に限定されるものではなく、芳香環を含まないカルボキシル基をもつカルボン酸であれば良いことがわかる。
【0048】
本実施例では酢酸緩衝溶液での結果を示したが、発明者らの検討の結果、プロピオン酸、ブタン酸、ペンタン酸の脂肪族モノカルボン酸を用いることができる。炭素鎖を構成する炭素原子数がこれ以上大きいと、水への溶解度が低くなるため、実用上適さない。緩衝液の濃度は、一般的には0.1mol/L前後のものが用いられており、最低でも0.001mol/L以上であることが望ましい。炭素数が小さい物質の溶解度(20℃の値。水100gに溶ける溶質質量と、そのときのモル濃度を記載)はそれぞれ、プロピオン酸が37g/100g水(0.005mol/L)、ブタン酸が5.6g/100g水(0.032mol/L)、ペンタン酸が2.4g/100g水(0.075mol/L)である。なお、脂肪族モノカルボン酸の酸化分解速度は、ブタン酸>プロピオン酸>酢酸となっており、炭化水素数が少ないほど酸化分解速度が低く、高いLi/遷移金属分離と高いリチウム回収率の両立する性能は炭素数が小さいほど優れている。ただし、カルボキシル基以外の炭素数が0の場合は適さない。例えば、ギ酸の場合は、アルデヒド基をもつ。アルデヒド基は、酸化剤により酸化されるので、酸化剤が緩衝液の酸化反応に消費されてしまうので適さない。シュウ酸の場合は、pKaが1.25と低いために強酸に分類され、適さない。脂肪族多価カルボン酸については、pKaと溶解度を考慮すると、シュウ酸、コハク酸、酒石酸、クエン酸、リンゴ酸、マロン酸を用いることができる。また、緩衝溶液として一般的なグリシンを用いることも可能である。
【0049】
以上より、好適な緩衝溶液は、溶解度の観点から炭素数(カルボキシル基の炭素は含まない)は1〜4かつ、酸解離指数が4<pH<7である物質からなる緩衝溶液が望ましい。
【0050】
以上の緩衝液を用いれば、高いLi/遷移金属分離に加えて高いLi回収率の両立を達成することができる。
【0051】
なお、特許文献2にはクエン酸、コハク酸、リンゴ酸等の有機酸を正極活物質の滲出液に用いてリチウムおよびコバルトを回収する方法が開示されている。しかし、緩衝液を用いていないためpHは低く、例えば特許文献2の実施例1に記載されているクエン酸の濃度1.25mol/Lの溶液のpHは1以下である。このため、LiCoO2は全て溶解し、回収されるリチウムおよびコバルトは低純度であり、リチウムのみを回収するためには分離操作が必要となる。一方、本実施例では、発明者らが検討した結果、滲出液は弱酸性が適しており、また、弱酸性で滲出することで、正極活物質からリチウムだけを選択的に滲出し、滲出残渣中にコバルトのみを残すことで、得られる金属を高純度化することができる。
【0052】
また、緩衝溶液としては、カルボン酸のみならず、酸性(4<pH<7)を示す緩衝溶液ならば、他の緩衝溶液を使用することができる。カルボン酸以外の緩衝溶液としては、例えばリン酸とその塩の緩衝溶液を用いることができる。例えば、リン酸二水素ナトリウムとリン酸水素二ナトリウムからなる緩衝液があるが、この塩に限らず他の組成を用いることもできる。この場合、Liを選択溶解させた酸性溶液からLiを回収した後に、リンを回収すれば、リンを緩衝溶液の溶質として再利用することができる。リンの分離回収方法としては、透析膜分離、アシッドリタデーション、イオン交換樹脂などの分離操作がある。
【0053】
また、本実施例では、自然消失する酸化剤としてオゾンを用いたが、これに代えて過酸化水素水を用いることもできる。
【0054】
本実施例では、正極活物質としてLiCoO2を用いたが、LiCoO2以外のリチウム化合物を含有する場合、例えば、LiNiO2、LiMnO2,Li(NiCoMn)O2,LiCoPO4、LiFePO4、LiCoPO4F、LiFePO4F等のオリビン系正極活物質などの場合も、液のpH調整によってCo、Ni、Mn、Feを水酸化物として分別して沈殿回収できる。この遷移金属の回収操作については、実施例1のS107,S108と同様に処理し、その方法は実施例1と同様である。
【0055】
以上より、酸化剤と酸化剤が自然消滅する速度を抑制してリチウムの選択的な滲出効果をもつ緩衝溶液を組み合わせて用いることで、高いLi/遷移金属分離と高いリチウム回収率の両立する金属回収方法を提供できた。
【特許請求の範囲】
【請求項1】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を回収する金属回収方法において、
前記正極活物質に含まれる有価金属を、酸性溶液に滲出させる工程と、
前記有価金属が滲出した酸性溶液から、リチウムを回収する工程とを含み、
前記酸性溶液は、そのpHが4〜7であることを特徴とする金属回収方法。
【請求項2】
請求項1において、
前記酸性溶液は、酸化還元電位調節剤を有することを特徴とする金属回収方法。
【請求項3】
請求項2において、
前記酸性溶液は、さらにpH調整剤を有することを特徴とする金属回収方法。
【請求項4】
請求項2または請求項3において、
前記酸化還元電位調整剤は、過酸化水素であることを特徴とする金属回収方法。
【請求項5】
請求項2または請求項3において、
前記酸化還元電位調整剤は、オゾンであることを特徴とする金属回収方法。
【請求項6】
請求項3において、
前記pH調整剤は、二酸化炭素であることを特徴とする金属回収方法。
【請求項7】
請求項1乃至6のいずれかにおいて、
前記酸性溶液の溶質、前記酸化還元電位調整剤、または前記pH調整剤のいずれかは、前記溶液中から自然消滅する物質であることを特徴とする金属回収方法。
【請求項8】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を滲出させる金属滲出液において、
そのpHが4〜7であり、その溶質は自然消滅する溶質であることを特徴とする金属滲出液。
【請求項9】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を回収する金属回収方法において、
前記正極活物質に含まれるリチウムを、自然消滅する酸化剤と緩衝溶液とを含む酸性溶液に滲出させる工程と、
前記リチウムが滲出した酸性溶液から、リチウムを回収する工程とを含む金属回収方法。
【請求項10】
請求項9において、
前記緩衝溶液は、カルボン酸とその塩とを溶質として含むことを特徴とする金属回収方法。
【請求項11】
請求項10において、
前記カルボン酸は、芳香環を含まないカルボキシル基を有する脂肪族カルボン酸であることを特徴とする金属回収方法。
【請求項12】
請求項11において、
前記カルボン酸は、その炭素数(カルボキシル基を除く)が、1〜4であることを特徴とする金属回収方法。
【請求項13】
請求項10において、
前記カルボン酸は、有機酸またはグリシンであることを特徴とする金属回収方法。
【請求項14】
請求項9において、
前記緩衝溶液は、リン酸とその塩とを溶質として含むことを特徴とする金属回収方法。
【請求項15】
請求項9乃至14のいずれかにおいて、
前記自然消滅する酸化剤は、オゾンまたは過酸化水素水であることを特徴とする金属回収方法。
【請求項16】
請求項9乃至15のいずれかにおいて、
前記滲出する工程の酸性溶液は、pHが4〜7であることを特徴とする金属回収方法。
【請求項17】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を滲出させる金属滲出液において、
自然消滅する酸化剤と、緩衝溶液とを有し、そのpHが4〜7であることを特徴とする金属滲出液。
【請求項1】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を回収する金属回収方法において、
前記正極活物質に含まれる有価金属を、酸性溶液に滲出させる工程と、
前記有価金属が滲出した酸性溶液から、リチウムを回収する工程とを含み、
前記酸性溶液は、そのpHが4〜7であることを特徴とする金属回収方法。
【請求項2】
請求項1において、
前記酸性溶液は、酸化還元電位調節剤を有することを特徴とする金属回収方法。
【請求項3】
請求項2において、
前記酸性溶液は、さらにpH調整剤を有することを特徴とする金属回収方法。
【請求項4】
請求項2または請求項3において、
前記酸化還元電位調整剤は、過酸化水素であることを特徴とする金属回収方法。
【請求項5】
請求項2または請求項3において、
前記酸化還元電位調整剤は、オゾンであることを特徴とする金属回収方法。
【請求項6】
請求項3において、
前記pH調整剤は、二酸化炭素であることを特徴とする金属回収方法。
【請求項7】
請求項1乃至6のいずれかにおいて、
前記酸性溶液の溶質、前記酸化還元電位調整剤、または前記pH調整剤のいずれかは、前記溶液中から自然消滅する物質であることを特徴とする金属回収方法。
【請求項8】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を滲出させる金属滲出液において、
そのpHが4〜7であり、その溶質は自然消滅する溶質であることを特徴とする金属滲出液。
【請求項9】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を回収する金属回収方法において、
前記正極活物質に含まれるリチウムを、自然消滅する酸化剤と緩衝溶液とを含む酸性溶液に滲出させる工程と、
前記リチウムが滲出した酸性溶液から、リチウムを回収する工程とを含む金属回収方法。
【請求項10】
請求項9において、
前記緩衝溶液は、カルボン酸とその塩とを溶質として含むことを特徴とする金属回収方法。
【請求項11】
請求項10において、
前記カルボン酸は、芳香環を含まないカルボキシル基を有する脂肪族カルボン酸であることを特徴とする金属回収方法。
【請求項12】
請求項11において、
前記カルボン酸は、その炭素数(カルボキシル基を除く)が、1〜4であることを特徴とする金属回収方法。
【請求項13】
請求項10において、
前記カルボン酸は、有機酸またはグリシンであることを特徴とする金属回収方法。
【請求項14】
請求項9において、
前記緩衝溶液は、リン酸とその塩とを溶質として含むことを特徴とする金属回収方法。
【請求項15】
請求項9乃至14のいずれかにおいて、
前記自然消滅する酸化剤は、オゾンまたは過酸化水素水であることを特徴とする金属回収方法。
【請求項16】
請求項9乃至15のいずれかにおいて、
前記滲出する工程の酸性溶液は、pHが4〜7であることを特徴とする金属回収方法。
【請求項17】
リチウム及び遷移金属元素を含むリチウムイオン電池の正極活物質から金属を滲出させる金属滲出液において、
自然消滅する酸化剤と、緩衝溶液とを有し、そのpHが4〜7であることを特徴とする金属滲出液。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−126988(P2012−126988A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2011−128806(P2011−128806)
【出願日】平成23年6月9日(2011.6.9)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成23年6月9日(2011.6.9)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]