
漏斗パーツ、漏斗パーツを用いた包装容器

【課題】強度を保持した漏斗パーツを低コストで提供する。
【解決手段】開放端と底部と側壁とを有する円筒形状の容器本体に嵌め込まれ、内容物を保存容器に移し替えるための包装容器を構成する漏斗パーツであって、狭口側から広口側に向かって径が大きくなる漏斗部と、狭口側端縁に接続される筒状の排出部と、漏斗部の広口側の開口部を取り囲んで漏斗部に接続され、容器本体に嵌め込まれる円筒形状の側壁部とを備え、漏斗部と排出部と側壁とは、紙およびシーラント層を含むシート材を用いて一体的に形成され、排出部の開口部は、シート材が全周にわたって折り返されて溶着された折り返し部が設けられている。
【解決手段】開放端と底部と側壁とを有する円筒形状の容器本体に嵌め込まれ、内容物を保存容器に移し替えるための包装容器を構成する漏斗パーツであって、狭口側から広口側に向かって径が大きくなる漏斗部と、狭口側端縁に接続される筒状の排出部と、漏斗部の広口側の開口部を取り囲んで漏斗部に接続され、容器本体に嵌め込まれる円筒形状の側壁部とを備え、漏斗部と排出部と側壁とは、紙およびシーラント層を含むシート材を用いて一体的に形成され、排出部の開口部は、シート材が全周にわたって折り返されて溶着された折り返し部が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粉状・顆粒状・液状等の流動性を有する物質を包装し、その内容物を他の容器等に移し替えるための包装容器に用いられる漏斗パーツ、漏斗パーツを用いた包装容器に関するものである。
【背景技術】
【0002】
インスタントコーヒー等の粉末状または顆粒状の食品は、保存時等の密閉性を保持できるように、一般に、キャップ付き瓶のような密閉性の高い包装容器に充填した状態で販売される。このような包装容器に対して、特許文献1では、内容物を簡易に詰め替えることが可能な詰め替え用の包装容器が提案されている。この包装容器から保存容器等へと内容物を移し替える際には、包装容器を開封して保存容器の開口部に宛がい、内容物を徐々に詰め替える。
【0003】
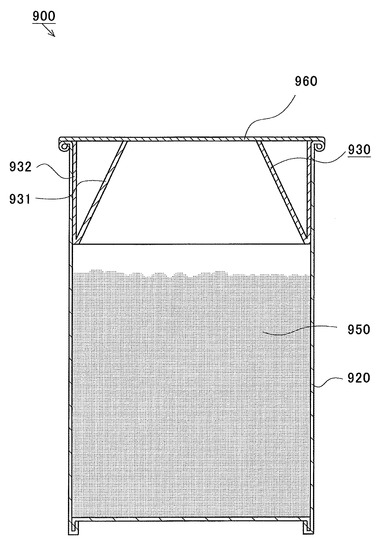
図14は、特許文献1が開示する包装容器900の縦断面図である。包装容器900は、円筒形状の容器本体920と、漏斗パーツ930と、シール蓋960と、オーバーキャップ980とから構成されている。漏斗パーツ930は、漏斗部931と、漏斗部931の広口側の端部に接続された側壁部932とから構成されている。側壁部932は、容器本体920内部に嵌め込まれ、容器本体920の内面に接合されている。漏斗部931は、容器本体920の開口部の外側に向けて径が狭まる形状となっている。また、漏斗部931の狭口側の端縁と、容器本体920の開放端の端縁とは、同一平面を構成している。容器本体920の内部には内容物950が充填され、容器本体920の開放端の端縁がシール蓋960で封止される。シール蓋960には、中心から放射状に延びる複数のミシン目(不図示)が形成されている。さらに保管時や流通時等に、シール蓋960の上を覆うオーバーキャップ980が取り付けられ、シール蓋960の破断を防止する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−262956号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の漏斗パーツは、樹脂を用いて成形していた。しかしながら、環境問題の観点から、省資源化のため、プラスチックおよびアルミニウム箔等の使用量を削減することが望ましく、容器本体および漏斗パーツ等の脱アルミニウム化および紙を主材料とする材質に変更することが求められている。
【0006】
しかしながら、紙を含んだシート部材をプレス加工することで、漏斗パーツを成形する場合、強度が不足するという問題があった。また、プレス加工で成形できる形状にも限界があり、漏斗パーツの形状を成形するのは困難であった。あるいは、パルプモールド製法によって漏斗パーツを成形する場合、強度は得られるが、設備導入のコストが高く、また、量産性が劣るという問題があった。
【0007】
それ故に、本発明の目的は、紙を主材料とする、保管時や流通時および詰め替え時等における荷重などにより座屈するなどの変形が生じにくい十分な強度を保持し、環境問題に対応した漏斗パーツを低コストで提供することである。
【課題を解決するための手段】
【0008】
本発明は、開放端と底部と側壁とを有する円筒形状の容器本体に嵌め込まれ、内容物を保存容器に移し替えるための包装容器を構成する漏斗パーツであって、狭口側から広口側に向かって径が大きくなる漏斗部と、狭口側端縁に接続される筒状の排出部と、漏斗の広口側の開口部を取り囲んで漏斗部に接続され、容器本体に嵌め込まれる円筒形状の側壁部とを備え、漏斗と排出部と側壁部とは、紙およびシーラント層を含むシート材を用いて一体的に形成され、排出部の開口部には、シート材が全周にわたって折り返されて溶着された折り返し部が設けられている、漏斗パーツである。
【発明の効果】
【0009】
本発明によれば、紙を主材料とする強度を保持した漏斗パーツを低コストで提供できる。
【図面の簡単な説明】
【0010】
【図1】本発明の第1の実施形態に係る漏斗パーツの上面図および正面図
【図2】本発明の第1の実施形態に係る漏斗パーツの縦断面図
【図3】本発明の第1の実施形態に係るブランク材の平面図
【図4】本発明の第1の実施形態に係るブランク材および漏斗パーツの断面図
【図5】本発明の第1の実施形態に係る包装容器の縦断面図
【図6】図8に示す包装容器の使用状態を示す断面図
【図7】本発明の第2の実施形態に係る漏斗パーツの縦断面図
【図8】従来の課題を示す図
【図9】本発明の第3の実施形態に係る漏斗パーツの上面図および正面図
【図10】本発明の第3の実施形態に係る漏斗パーツの縦断面図
【図11】漏斗パーツの側壁部の反りを説明する断面図
【図12】漏斗パーツを接合した容器本体の縦断面
【図13】第4の実施形態に係る漏斗パーツの斜視図
【図14】従来の包装容器の縦断面図
【発明を実施するための形態】
【0011】
(第1の実施形態)
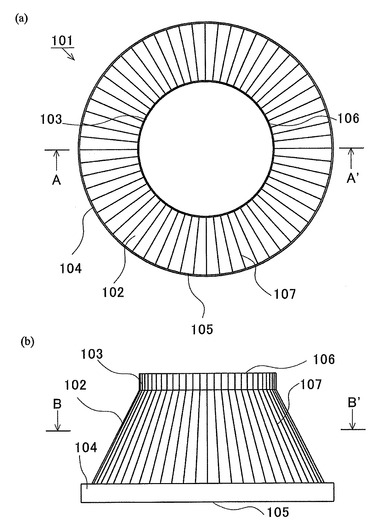
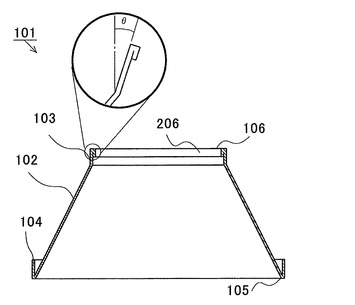
以下に本発明の第1の実施形態について説明する。図1は本実施形態に係る漏斗パーツ101の上面図(a)および正面図(b)である。また、図2は漏斗パーツ101の図1(a)のA−A´線に沿った縦断面図である。
【0012】
漏斗パーツ101は、紙およびシーラント層を含むシート材を用いて一体的に形成されており、漏斗部102と、排出部103と側壁部104とからなる。シート材の材質としては、PE(ポリエチレン)/紙/PEの層構成を有するものが挙げられる。漏斗部102は、広口側から狭口側にかけて径が狭まる円錐台形状をしており、広口側は漏斗パーツ101の一方の開口部105を構成し、狭口側には、排出部103が接続されている。排出部103は、円筒形状をしており、漏斗パーツ101の他方の開口部106を構成している。側壁部104は、径がほぼ一定の円筒形状であり、漏斗部102の外面を取り囲み、開口部105の周縁に接続されている。
【0013】
排出部103の内側には、シート材の一部を内方に折り返すことによって、折り返し部206が形成されている。折り返し部206は、排出部103を構成するシート材の他の一部に溶着されている。この折り返し部206により、開口部106の強度が向上されている。また、漏斗部102および排出部103には、複数の罫線107が設けられている。罫線107は、漏斗パーツ101の中心軸を含む平面と漏斗パーツ101との交線に沿って放射状に設けられている。各罫線107は、後述するように、押しつぶされて凹みが埋められた状態で溶着されている。これによって、漏斗パーツ101全体の強度が向上されている。
【0014】
尚、排出部103は、図2の一部拡大図内に示すように、漏斗パーツ101の中心軸に対して回転対象のテーパー状に形成しても良い。排出部103のテーパー角(図2のθ)は0〜15°の範囲に設定するのが好ましく、この範囲内でも、5〜10°に設定することがより好ましい。テーパー角を大きくするほど、後述する漏斗パーツ製造時において、金型から漏斗パーツを取り外しやすくなる。但し、テーパー角が15°を越えると、排出部の強度が低下してしまう。テーパー角が0°の場合が、漏斗パーツ101の座屈強度が最も大きくなるが、上述の通り、漏斗パーツの離型性は悪くなってしまう。また、漏斗パーツの中心軸方向における排出部103の寸法は、7〜15mmに設定することが好ましい。排出部103の高さが7mm未満になると、後述するコーヒーマシン専用器のタンクに挿入できない。一方、排出部103の高さが15mmを越えると、排出部がタンクを構成する部材に当たってしまう。
【0015】
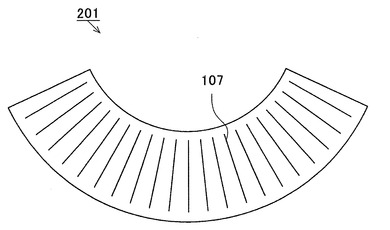
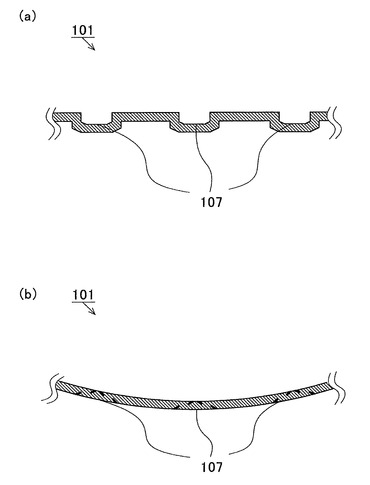
図3は、漏斗パーツ101を作製するためのブランク材201の平面図を示す。ブランク材201は、紙及び樹脂が積層されたシート材を金型で打ち抜き加工することで形成される。ブランク材201を丸めて直線状の側縁部分を重ね合わせてシールすることによって、一旦、円錐台形状の中間体が形成される。その後、この中間体を絞り加工することによって漏斗パーツ101の各部が形成される。尚、ブランク材201には、図4の(a)に示すような複数の罫線107が形成されている。中間体の絞り加工時の加熱によって、図4の(b)に示すように、罫線107部分の凹凸が押しつぶされた状態でシーラント層が溶着される。このように罫線107部分の凹凸を押しつぶすことによって、漏斗部102の剛性が向上している。また、これにより、円形の横断面形状が保持される。そのため、従来の樹脂製の漏斗パーツの代わりに用いることができる。
【0016】
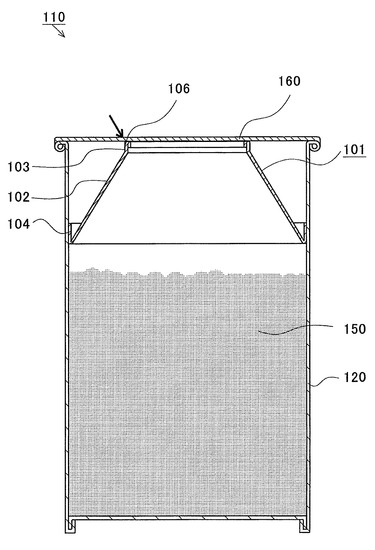
図5は、このような漏斗パーツ101を備えた包装容器110の縦断面図である。包装容器110は、円筒形状の容器本体120と、漏斗パーツ101と、シール蓋160とから構成されている。漏斗パーツ101は、側壁部104が容器本体120の内部に嵌め込まれ、容器本体120の内面に接合されている。また、排出部103の開口部106の端縁と、容器本体120の開放端の端縁とは、同一平面を構成している。なお、開口部106の端縁は、容器本体120の解放端の端縁を含む平面より、容器本体120の外方にわずかに突出していてもよい。容器本体120の内部には内容物150が充填され、容器本体120の開放端がシール蓋160で封止される。内容物150を充填する際には、充填機のノズルが注出部103の内部に挿入される。内容物150が粉体の場合には、内容物の舞い上がりを防止するため、ノズルと開口部106との隙間がノズルに設けられる蓋部材で塞がれ、排出部103の端縁全体が蓋部材によって軽く押圧される。本実施形態では、排出部103のテーパー角を15°以下とすることによって、押圧に対する排出部103の強度が確保されているので、蓋部材で押圧された場合でも、漏斗パーツ101の変形が防止される。
【0017】
漏斗パーツ101は、上述した強度向上によって、容器本体120への取り付け時、内容物150充填後の保存時および使用時(保存容器への内容物の詰め替え時)に、変形が防止される。例えば、保存時においては、排出部103の開口部106の端縁の位置が下がり、シール蓋160との接触部に隙間が生じて、内容物150が隙間を通って、漏斗パーツ101の外側に流れ込むことを防止できる。また、罫線107を押しつぶすことによって、保存容器に内容物150を移す際、罫線107に内容物150が引っ掛かって残留することが防止される。尚、シート材の材質はシーラント層として、最外層および再内層のいずれかまたは両方に熱可塑性の樹脂またはホットメルト型接着剤があればよい。また、シート材は必ずしも紙を含む必要はない。
【0018】
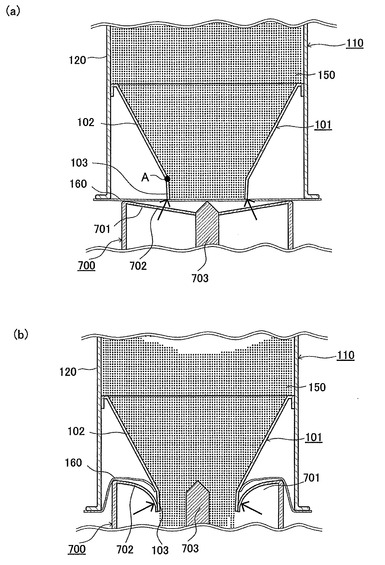
図6は、図5に示す包装容器の使用状態を示す断面図である。尚、図6に示すタンク700は、例えば、エスプレッソ、カプチーノなど数種類のコーヒーを抽出するためのコーヒーマシン専用のタンクであって、内部にインスタントコーヒー等の粉末を収容するために用いられる。図6では、タンク700の詰め替え口以外の部分の図示を省略している。
【0019】
タンク700の開口701は、中央に穴の空いたシート状のゴム材702で覆われている。更に、ゴム材702には、中央の穴から放射状に延びる切り込みが形成されており、外部からの押圧によって中心部が開閉自在である。また、タンク700の中心には、シール蓋160を破断させるための開封部材703が設けられている。開封部材703の上部は、ゴム材702の中央の穴から外方に突出している。
【0020】
図6(a)に示すように、詰め替え時には、シール蓋160をタンク700の開口部701に対向させた状態で、包装容器110をタンク700の内方に押し込まれる。
【0021】
開封部材703によってシール蓋160が破断されると、図6(b)に示すように、包装容器110の排出部103がゴム材702の中央部を押し広げて、タンク700の開口部701の内部に挿入される。この状態で、内容物150は、漏斗パーツ101の内面を伝って、タンク700に流入する。
【0022】
ただし、図6(a)の状態から包装容器110を押し込む際、包装容器110は必ずしも真下に押し込まれず、斜め下方に押し込まれる場合がある。包装容器110が斜め下方に押し込まれた場合には、排出部103がゴム材702に当接した際に、排出部103には斜め方向(例えば、図6(a)に示した矢印方向)の押圧力が加わる。本実施形態では、漏斗パーツ101に加わる押圧力によって、漏斗パーツ101の全体が変形するのではなく、境界Aを境として、排出部103のみが変形し、漏斗部102の変形が効果的に抑制される。
【0023】
(第2の実施形態)
以下に本発明の第2の実施形態について説明する。図7に、本実施形態に係る漏斗パーツ301の縦断面図を示す。漏斗パーツ301は折り返し部406が波形の端縁を有する点で、第1の実施形態に係る漏斗パーツ101と異なる。他の部分は、同様であるので、同じ参照符号を付している。折り返し部の形状の差異は、漏斗パーツ301の製造に用いるブランク材の形状と、漏斗パーツ101の製造に用いるブランク材の形状とが異なることに起因する。
【0024】
漏斗パーツ301の成形過程において、円錐台形状の中間体の狭口側部分を折り返す場合であって、テーパー角がおおむね10°以上の場合は、折り目部分の周長と、シート材の端縁近傍の周長との差が大きくなり、この差をシート材の伸びで吸収できなくなる。したがって、折り返しの際、折り返し部の端縁が、周方向に沿って大きな引っ張り力を受け、破断されるおそれがある。
【0025】
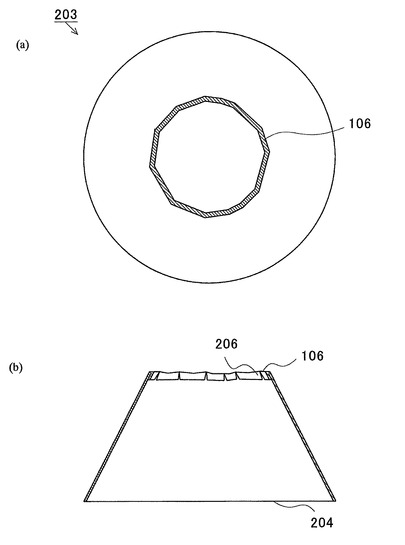
図8は、折り返しによって破断が発生した場合の中間体203を示す上面図(a)および正面図(b)である。図8に示す通り、折り返し部206に破断が発生すると、開口部106は円形とならずに破断箇所の先端を頂点とする多角形状となって、応力が頂点に集中して破れやすくなり、また、これらの頂点の高さが揃わず、開口部106の天面が平坦でなくなり、容器本体120の開放端の端縁をシール蓋160で封止する際に影響を及ぼす可能性があり、品質が劣化するおそれがある。また、予め折り返し部206にスリットを設けると、折り返しの際に新たに破断が発生することは防止できるが、スリット自体によって同様の品質劣化が発生するおそれがある。
【0026】
これに対して、本実施形態の折り返し部406は、折り返しの際、波線の山となる箇所(開口部106の端縁となる折り返し位置から遠い箇所)は、引っ張り力を大きく受けることがない。また、波線の谷となる箇所も、鋭角の切込みであるスリットを設ける場合に比べて、応力が分散しやすいため、破断が発生しにくく、上述の品質劣化を防止できる。したがって、本実施形態では、折り返し部406を折り返して溶着する工程を、排出部103を成形してテーパーを除去する工程より先に行うことが可能となる。
【0027】
また、折り返し部406を折り返す際に用いるインカール金型は、折り返し部406の端縁から大きな抵抗力を受けないため、小さいプレス圧で折り返し加工が可能である。そのため、金型およびシート材の滑り性を改善する流動パラフィンをほとんど塗布することなく、折り返し線以外の箇所が折れて漏斗パーツ301が座屈するといった製造不良を減らすことができる。
【0028】
(第3の実施形態)
図9、本発明の第3の実施形態に係る漏斗パーツの上面図および正面図であり、図10は、図9(a)のC−C線に沿った断面図である。
【0029】
第3の実施形態に係る漏斗パーツ501は、第1及び第2の実施形態とは、漏斗部と側壁部の形状が異なる。以下では、第1または第2の実施形態と同様の構成については、説明を省略する。
【0030】
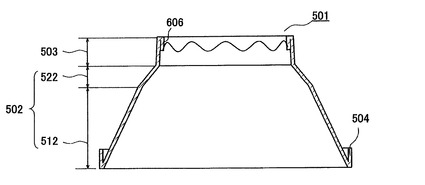
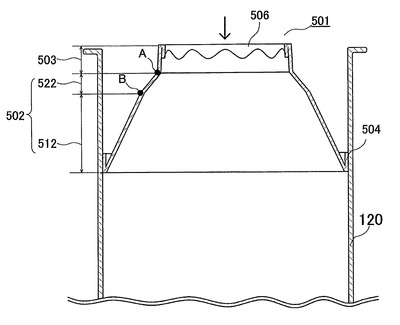
漏斗502は、中心軸に対して回転対象のテーパー状に形成されており、広口側の第1のテーパー部512と、第1のテーパー部512より狭口側の第2のテーパー部522とから構成される。第2のテーパー部522のテーパー角θ2は、第1のテーパー部512のテーパー角θ1より大きい。また、排出部503は、中心軸に対して回転対象のテーパー状に形成されており、θ3で示すテーパー角を有する。尚、第1の実施形態と同様に、θ3は0〜15°の範囲に設定することが好ましい。また、図10に示すように、排出部503における折り返し部606は、波形の端縁を有する。更に、第1のテーパー部512から排出部503に跨ぐ漏斗パーツ501の外面には、エンボス加工による溝508が形成されている。溝508は、漏斗パーツ501の中心軸を含む平面と漏斗パーツ501との交線に沿って放射状に設けられている。更に、側壁504は、図9(a)に示すように、漏斗パーツ501の中心軸と直交する横断面において、漏斗部502の中心軸からの距離が増減する波形に形成されている。尚、側壁504は、当該側壁504の上端縁を含む一部が波形に形成されていれば良い。
【0031】
以上のようにして作製した漏斗パーツ501は、図12に示すように、容器本体120の内部に取り付けられる。漏斗パーツ501の取り付けは、側壁部504をホットエアーで加熱してシーラントを溶融させてから、漏斗パーツ501を容器本体120内部に挿入し、漏斗パーツ501の側壁部504を押し広げて容器本体120内面に圧着することで行う。
【0032】
漏斗パーツ501の形成過程において、円錐台形状の中間体の広口側の端縁部分を単に折り返して側壁部を構成した場合、折り曲げ部(すなわち、側壁部と漏斗部との接続部分)と、側壁部の上端縁との周長の差によって、図11に示すように、側壁部の上端縁に反りが発生する。このような反りがあると、ホットエアーで加熱した漏斗パーツを容器本体に挿入する際に、側壁部の外面が容器本体の開放端あるいは内面と擦れて樹脂屑が発生したり、側壁部と容器本体との接着強度の低下を来したりする。
【0033】
これに対して、第3の実施形態に係る漏斗パーツ501の側壁部504は、波状の横断面形状を有するため、上述した側壁部504の周長の差を吸収でき、側壁部504の上端縁の反りを抑制できる。また、波状の側壁部504は伸縮性を有するため、側壁部504の外径を容器本体120の内径より若干小さく設計しておき、接合時に側壁部504を押し広げることで、漏斗パーツ501を容器本体120に挿入する際の擦れを防止できる。
【0034】
図12を参照して、本実施形態に係る漏斗パーツ501は、テーパー角の異なる第1テーパー部512と第2テーパー部522とを有する。このように構成することによって、排出部503と第2テーパー部522との境界Aと、第2テーパー部522と第1テーパー部512との境界Bとで漏斗パーツ501が変形しやすくなり、この変形によって排出部503に加わる押圧力を吸収することができる。例えば、図12に示す容器本体は、上下に積み重ねて運搬したり保管したりされる。また、内容物充填時に充填ノズルに設けられる蓋材で排出部503が押圧される場合がある。これらの場合に、排出部503に加わる押圧力を漏斗パーツ501が変形して吸収することにより、漏斗パーツ501の座屈が効果的に抑制される。第3の実施形態では、漏斗パーツ501に付与されたクッション性によって、より大きな外力が加わった場合でも座屈を防止することができる。
【0035】
一例として、秤量300g/m2(厚み350μm)の紙の表裏に30μmの厚みでポリエチレンを積層したシートを用いて、高さを45mm、広口側の外径を94mm、狭口側の外径を64mmの漏斗パーツ501を作製した場合、当該漏斗パーツ501の高さを3mm変形(漏斗パーツの排出部の先端に120Nの荷重を加える)させても座屈が発生しなかった。
【0036】
尚、漏斗パーツ501は、図12に示すように、排出部503の開放端が、容器本体120の開放端の端縁を含む平面より、容器本体120の外方にわずかに突出するように、容器本体120の内部に接合されている。これによって、シール蓋(図示せず)で開口部506を封止した後は、排出部503の先端がシール蓋を常時押しつけるため、内容物(図示せず)が漏斗パーツ501の外側に回り込みにくくなる。
【0037】
(第3の実施形態の変形例)
尚、第3の実施形態に係る漏斗パーツにおいて、エンボスによって波状の横断面を有する側壁部を形成しても良い。
【0038】
(第4の実施形態)
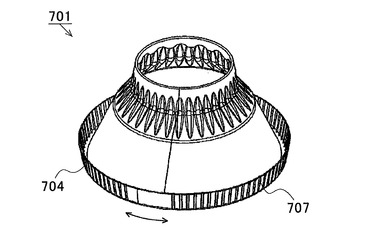
図13は、第4の実施形態に係る漏斗パーツの斜視図である。
【0039】
第4の実施形態に係る漏斗パーツ701は、第3の実施形態に係る漏斗パーツ501と同様の漏斗部及び排出部を備えるが、側壁部704が第3の実施形態と異なる。側壁部704は、広口側の開口部の端縁部分を外側に折り返して形成されているが、側壁部704には、漏斗部の中心軸と平行な方向に延びる複数の罫線707が設けられている。
【0040】
側壁部704を形成する工程において、広口側の折り返し部を金型で絞り込むことによって、折り返し部が周方向に圧縮される。また、絞り加工の結果、漏斗パーツ701の容器本体への取り付け前において、側壁部704の外径は容器本体の内径より小さくなるように設計されている。側壁部704は、漏斗パーツ701の容器本体への挿入後に、金型によって押し広げられて容器本体の内面に溶着される。このように罫線707を設けて、側壁部704に伸縮させることによって、第3の実施形態と同様に、側壁部704外面のシーラントを溶融させて容器本体に挿入する際に、シーラントが容器本体の内面で擦れて樹脂屑が発生したり、溶着強度が低下したりすることを防止することができる。
【0041】
以上のように、紙を含むシート材を打ち抜いたのちプレス加工することで、強度を保持した漏斗パーツを低コストで提供できる。また、従来の樹脂製の漏斗パーツを提供する場合に比べ省資源化を図ることができる。なお、このような漏斗パーツの製造方法は、紙コップのような他の成形品にも多様に適用できる。また、円形の横断面を有する成形品だけでなく、多角形の横断面を有する成形品にも適用できる。
【産業上の利用可能性】
【0042】
本発明は、内容物を他の容器に移し替えるための包装容器等に用いられる漏斗パーツ等の成形品およびこれらの製造方法に有用である。
【符号の説明】
【0043】
101、301、501、701、930、940 漏斗パーツ
102、502、931 漏斗部
103、503、991 排出部
104、504、704、932、942 側壁部
105、106 漏斗パーツの開口部
508 溝
107、707 罫線
110、900、910 包装容器
120、920 容器本体
150、950 内容物
160、960 シール蓋
201 ブランク材
203 中間体
206、406、606 折り返し部
【技術分野】
【0001】
本発明は、粉状・顆粒状・液状等の流動性を有する物質を包装し、その内容物を他の容器等に移し替えるための包装容器に用いられる漏斗パーツ、漏斗パーツを用いた包装容器に関するものである。
【背景技術】
【0002】
インスタントコーヒー等の粉末状または顆粒状の食品は、保存時等の密閉性を保持できるように、一般に、キャップ付き瓶のような密閉性の高い包装容器に充填した状態で販売される。このような包装容器に対して、特許文献1では、内容物を簡易に詰め替えることが可能な詰め替え用の包装容器が提案されている。この包装容器から保存容器等へと内容物を移し替える際には、包装容器を開封して保存容器の開口部に宛がい、内容物を徐々に詰め替える。
【0003】
図14は、特許文献1が開示する包装容器900の縦断面図である。包装容器900は、円筒形状の容器本体920と、漏斗パーツ930と、シール蓋960と、オーバーキャップ980とから構成されている。漏斗パーツ930は、漏斗部931と、漏斗部931の広口側の端部に接続された側壁部932とから構成されている。側壁部932は、容器本体920内部に嵌め込まれ、容器本体920の内面に接合されている。漏斗部931は、容器本体920の開口部の外側に向けて径が狭まる形状となっている。また、漏斗部931の狭口側の端縁と、容器本体920の開放端の端縁とは、同一平面を構成している。容器本体920の内部には内容物950が充填され、容器本体920の開放端の端縁がシール蓋960で封止される。シール蓋960には、中心から放射状に延びる複数のミシン目(不図示)が形成されている。さらに保管時や流通時等に、シール蓋960の上を覆うオーバーキャップ980が取り付けられ、シール蓋960の破断を防止する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−262956号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の漏斗パーツは、樹脂を用いて成形していた。しかしながら、環境問題の観点から、省資源化のため、プラスチックおよびアルミニウム箔等の使用量を削減することが望ましく、容器本体および漏斗パーツ等の脱アルミニウム化および紙を主材料とする材質に変更することが求められている。
【0006】
しかしながら、紙を含んだシート部材をプレス加工することで、漏斗パーツを成形する場合、強度が不足するという問題があった。また、プレス加工で成形できる形状にも限界があり、漏斗パーツの形状を成形するのは困難であった。あるいは、パルプモールド製法によって漏斗パーツを成形する場合、強度は得られるが、設備導入のコストが高く、また、量産性が劣るという問題があった。
【0007】
それ故に、本発明の目的は、紙を主材料とする、保管時や流通時および詰め替え時等における荷重などにより座屈するなどの変形が生じにくい十分な強度を保持し、環境問題に対応した漏斗パーツを低コストで提供することである。
【課題を解決するための手段】
【0008】
本発明は、開放端と底部と側壁とを有する円筒形状の容器本体に嵌め込まれ、内容物を保存容器に移し替えるための包装容器を構成する漏斗パーツであって、狭口側から広口側に向かって径が大きくなる漏斗部と、狭口側端縁に接続される筒状の排出部と、漏斗の広口側の開口部を取り囲んで漏斗部に接続され、容器本体に嵌め込まれる円筒形状の側壁部とを備え、漏斗と排出部と側壁部とは、紙およびシーラント層を含むシート材を用いて一体的に形成され、排出部の開口部には、シート材が全周にわたって折り返されて溶着された折り返し部が設けられている、漏斗パーツである。
【発明の効果】
【0009】
本発明によれば、紙を主材料とする強度を保持した漏斗パーツを低コストで提供できる。
【図面の簡単な説明】
【0010】
【図1】本発明の第1の実施形態に係る漏斗パーツの上面図および正面図
【図2】本発明の第1の実施形態に係る漏斗パーツの縦断面図
【図3】本発明の第1の実施形態に係るブランク材の平面図
【図4】本発明の第1の実施形態に係るブランク材および漏斗パーツの断面図
【図5】本発明の第1の実施形態に係る包装容器の縦断面図
【図6】図8に示す包装容器の使用状態を示す断面図
【図7】本発明の第2の実施形態に係る漏斗パーツの縦断面図
【図8】従来の課題を示す図
【図9】本発明の第3の実施形態に係る漏斗パーツの上面図および正面図
【図10】本発明の第3の実施形態に係る漏斗パーツの縦断面図
【図11】漏斗パーツの側壁部の反りを説明する断面図
【図12】漏斗パーツを接合した容器本体の縦断面
【図13】第4の実施形態に係る漏斗パーツの斜視図
【図14】従来の包装容器の縦断面図
【発明を実施するための形態】
【0011】
(第1の実施形態)
以下に本発明の第1の実施形態について説明する。図1は本実施形態に係る漏斗パーツ101の上面図(a)および正面図(b)である。また、図2は漏斗パーツ101の図1(a)のA−A´線に沿った縦断面図である。
【0012】
漏斗パーツ101は、紙およびシーラント層を含むシート材を用いて一体的に形成されており、漏斗部102と、排出部103と側壁部104とからなる。シート材の材質としては、PE(ポリエチレン)/紙/PEの層構成を有するものが挙げられる。漏斗部102は、広口側から狭口側にかけて径が狭まる円錐台形状をしており、広口側は漏斗パーツ101の一方の開口部105を構成し、狭口側には、排出部103が接続されている。排出部103は、円筒形状をしており、漏斗パーツ101の他方の開口部106を構成している。側壁部104は、径がほぼ一定の円筒形状であり、漏斗部102の外面を取り囲み、開口部105の周縁に接続されている。
【0013】
排出部103の内側には、シート材の一部を内方に折り返すことによって、折り返し部206が形成されている。折り返し部206は、排出部103を構成するシート材の他の一部に溶着されている。この折り返し部206により、開口部106の強度が向上されている。また、漏斗部102および排出部103には、複数の罫線107が設けられている。罫線107は、漏斗パーツ101の中心軸を含む平面と漏斗パーツ101との交線に沿って放射状に設けられている。各罫線107は、後述するように、押しつぶされて凹みが埋められた状態で溶着されている。これによって、漏斗パーツ101全体の強度が向上されている。
【0014】
尚、排出部103は、図2の一部拡大図内に示すように、漏斗パーツ101の中心軸に対して回転対象のテーパー状に形成しても良い。排出部103のテーパー角(図2のθ)は0〜15°の範囲に設定するのが好ましく、この範囲内でも、5〜10°に設定することがより好ましい。テーパー角を大きくするほど、後述する漏斗パーツ製造時において、金型から漏斗パーツを取り外しやすくなる。但し、テーパー角が15°を越えると、排出部の強度が低下してしまう。テーパー角が0°の場合が、漏斗パーツ101の座屈強度が最も大きくなるが、上述の通り、漏斗パーツの離型性は悪くなってしまう。また、漏斗パーツの中心軸方向における排出部103の寸法は、7〜15mmに設定することが好ましい。排出部103の高さが7mm未満になると、後述するコーヒーマシン専用器のタンクに挿入できない。一方、排出部103の高さが15mmを越えると、排出部がタンクを構成する部材に当たってしまう。
【0015】
図3は、漏斗パーツ101を作製するためのブランク材201の平面図を示す。ブランク材201は、紙及び樹脂が積層されたシート材を金型で打ち抜き加工することで形成される。ブランク材201を丸めて直線状の側縁部分を重ね合わせてシールすることによって、一旦、円錐台形状の中間体が形成される。その後、この中間体を絞り加工することによって漏斗パーツ101の各部が形成される。尚、ブランク材201には、図4の(a)に示すような複数の罫線107が形成されている。中間体の絞り加工時の加熱によって、図4の(b)に示すように、罫線107部分の凹凸が押しつぶされた状態でシーラント層が溶着される。このように罫線107部分の凹凸を押しつぶすことによって、漏斗部102の剛性が向上している。また、これにより、円形の横断面形状が保持される。そのため、従来の樹脂製の漏斗パーツの代わりに用いることができる。
【0016】
図5は、このような漏斗パーツ101を備えた包装容器110の縦断面図である。包装容器110は、円筒形状の容器本体120と、漏斗パーツ101と、シール蓋160とから構成されている。漏斗パーツ101は、側壁部104が容器本体120の内部に嵌め込まれ、容器本体120の内面に接合されている。また、排出部103の開口部106の端縁と、容器本体120の開放端の端縁とは、同一平面を構成している。なお、開口部106の端縁は、容器本体120の解放端の端縁を含む平面より、容器本体120の外方にわずかに突出していてもよい。容器本体120の内部には内容物150が充填され、容器本体120の開放端がシール蓋160で封止される。内容物150を充填する際には、充填機のノズルが注出部103の内部に挿入される。内容物150が粉体の場合には、内容物の舞い上がりを防止するため、ノズルと開口部106との隙間がノズルに設けられる蓋部材で塞がれ、排出部103の端縁全体が蓋部材によって軽く押圧される。本実施形態では、排出部103のテーパー角を15°以下とすることによって、押圧に対する排出部103の強度が確保されているので、蓋部材で押圧された場合でも、漏斗パーツ101の変形が防止される。
【0017】
漏斗パーツ101は、上述した強度向上によって、容器本体120への取り付け時、内容物150充填後の保存時および使用時(保存容器への内容物の詰め替え時)に、変形が防止される。例えば、保存時においては、排出部103の開口部106の端縁の位置が下がり、シール蓋160との接触部に隙間が生じて、内容物150が隙間を通って、漏斗パーツ101の外側に流れ込むことを防止できる。また、罫線107を押しつぶすことによって、保存容器に内容物150を移す際、罫線107に内容物150が引っ掛かって残留することが防止される。尚、シート材の材質はシーラント層として、最外層および再内層のいずれかまたは両方に熱可塑性の樹脂またはホットメルト型接着剤があればよい。また、シート材は必ずしも紙を含む必要はない。
【0018】
図6は、図5に示す包装容器の使用状態を示す断面図である。尚、図6に示すタンク700は、例えば、エスプレッソ、カプチーノなど数種類のコーヒーを抽出するためのコーヒーマシン専用のタンクであって、内部にインスタントコーヒー等の粉末を収容するために用いられる。図6では、タンク700の詰め替え口以外の部分の図示を省略している。
【0019】
タンク700の開口701は、中央に穴の空いたシート状のゴム材702で覆われている。更に、ゴム材702には、中央の穴から放射状に延びる切り込みが形成されており、外部からの押圧によって中心部が開閉自在である。また、タンク700の中心には、シール蓋160を破断させるための開封部材703が設けられている。開封部材703の上部は、ゴム材702の中央の穴から外方に突出している。
【0020】
図6(a)に示すように、詰め替え時には、シール蓋160をタンク700の開口部701に対向させた状態で、包装容器110をタンク700の内方に押し込まれる。
【0021】
開封部材703によってシール蓋160が破断されると、図6(b)に示すように、包装容器110の排出部103がゴム材702の中央部を押し広げて、タンク700の開口部701の内部に挿入される。この状態で、内容物150は、漏斗パーツ101の内面を伝って、タンク700に流入する。
【0022】
ただし、図6(a)の状態から包装容器110を押し込む際、包装容器110は必ずしも真下に押し込まれず、斜め下方に押し込まれる場合がある。包装容器110が斜め下方に押し込まれた場合には、排出部103がゴム材702に当接した際に、排出部103には斜め方向(例えば、図6(a)に示した矢印方向)の押圧力が加わる。本実施形態では、漏斗パーツ101に加わる押圧力によって、漏斗パーツ101の全体が変形するのではなく、境界Aを境として、排出部103のみが変形し、漏斗部102の変形が効果的に抑制される。
【0023】
(第2の実施形態)
以下に本発明の第2の実施形態について説明する。図7に、本実施形態に係る漏斗パーツ301の縦断面図を示す。漏斗パーツ301は折り返し部406が波形の端縁を有する点で、第1の実施形態に係る漏斗パーツ101と異なる。他の部分は、同様であるので、同じ参照符号を付している。折り返し部の形状の差異は、漏斗パーツ301の製造に用いるブランク材の形状と、漏斗パーツ101の製造に用いるブランク材の形状とが異なることに起因する。
【0024】
漏斗パーツ301の成形過程において、円錐台形状の中間体の狭口側部分を折り返す場合であって、テーパー角がおおむね10°以上の場合は、折り目部分の周長と、シート材の端縁近傍の周長との差が大きくなり、この差をシート材の伸びで吸収できなくなる。したがって、折り返しの際、折り返し部の端縁が、周方向に沿って大きな引っ張り力を受け、破断されるおそれがある。
【0025】
図8は、折り返しによって破断が発生した場合の中間体203を示す上面図(a)および正面図(b)である。図8に示す通り、折り返し部206に破断が発生すると、開口部106は円形とならずに破断箇所の先端を頂点とする多角形状となって、応力が頂点に集中して破れやすくなり、また、これらの頂点の高さが揃わず、開口部106の天面が平坦でなくなり、容器本体120の開放端の端縁をシール蓋160で封止する際に影響を及ぼす可能性があり、品質が劣化するおそれがある。また、予め折り返し部206にスリットを設けると、折り返しの際に新たに破断が発生することは防止できるが、スリット自体によって同様の品質劣化が発生するおそれがある。
【0026】
これに対して、本実施形態の折り返し部406は、折り返しの際、波線の山となる箇所(開口部106の端縁となる折り返し位置から遠い箇所)は、引っ張り力を大きく受けることがない。また、波線の谷となる箇所も、鋭角の切込みであるスリットを設ける場合に比べて、応力が分散しやすいため、破断が発生しにくく、上述の品質劣化を防止できる。したがって、本実施形態では、折り返し部406を折り返して溶着する工程を、排出部103を成形してテーパーを除去する工程より先に行うことが可能となる。
【0027】
また、折り返し部406を折り返す際に用いるインカール金型は、折り返し部406の端縁から大きな抵抗力を受けないため、小さいプレス圧で折り返し加工が可能である。そのため、金型およびシート材の滑り性を改善する流動パラフィンをほとんど塗布することなく、折り返し線以外の箇所が折れて漏斗パーツ301が座屈するといった製造不良を減らすことができる。
【0028】
(第3の実施形態)
図9、本発明の第3の実施形態に係る漏斗パーツの上面図および正面図であり、図10は、図9(a)のC−C線に沿った断面図である。
【0029】
第3の実施形態に係る漏斗パーツ501は、第1及び第2の実施形態とは、漏斗部と側壁部の形状が異なる。以下では、第1または第2の実施形態と同様の構成については、説明を省略する。
【0030】
漏斗502は、中心軸に対して回転対象のテーパー状に形成されており、広口側の第1のテーパー部512と、第1のテーパー部512より狭口側の第2のテーパー部522とから構成される。第2のテーパー部522のテーパー角θ2は、第1のテーパー部512のテーパー角θ1より大きい。また、排出部503は、中心軸に対して回転対象のテーパー状に形成されており、θ3で示すテーパー角を有する。尚、第1の実施形態と同様に、θ3は0〜15°の範囲に設定することが好ましい。また、図10に示すように、排出部503における折り返し部606は、波形の端縁を有する。更に、第1のテーパー部512から排出部503に跨ぐ漏斗パーツ501の外面には、エンボス加工による溝508が形成されている。溝508は、漏斗パーツ501の中心軸を含む平面と漏斗パーツ501との交線に沿って放射状に設けられている。更に、側壁504は、図9(a)に示すように、漏斗パーツ501の中心軸と直交する横断面において、漏斗部502の中心軸からの距離が増減する波形に形成されている。尚、側壁504は、当該側壁504の上端縁を含む一部が波形に形成されていれば良い。
【0031】
以上のようにして作製した漏斗パーツ501は、図12に示すように、容器本体120の内部に取り付けられる。漏斗パーツ501の取り付けは、側壁部504をホットエアーで加熱してシーラントを溶融させてから、漏斗パーツ501を容器本体120内部に挿入し、漏斗パーツ501の側壁部504を押し広げて容器本体120内面に圧着することで行う。
【0032】
漏斗パーツ501の形成過程において、円錐台形状の中間体の広口側の端縁部分を単に折り返して側壁部を構成した場合、折り曲げ部(すなわち、側壁部と漏斗部との接続部分)と、側壁部の上端縁との周長の差によって、図11に示すように、側壁部の上端縁に反りが発生する。このような反りがあると、ホットエアーで加熱した漏斗パーツを容器本体に挿入する際に、側壁部の外面が容器本体の開放端あるいは内面と擦れて樹脂屑が発生したり、側壁部と容器本体との接着強度の低下を来したりする。
【0033】
これに対して、第3の実施形態に係る漏斗パーツ501の側壁部504は、波状の横断面形状を有するため、上述した側壁部504の周長の差を吸収でき、側壁部504の上端縁の反りを抑制できる。また、波状の側壁部504は伸縮性を有するため、側壁部504の外径を容器本体120の内径より若干小さく設計しておき、接合時に側壁部504を押し広げることで、漏斗パーツ501を容器本体120に挿入する際の擦れを防止できる。
【0034】
図12を参照して、本実施形態に係る漏斗パーツ501は、テーパー角の異なる第1テーパー部512と第2テーパー部522とを有する。このように構成することによって、排出部503と第2テーパー部522との境界Aと、第2テーパー部522と第1テーパー部512との境界Bとで漏斗パーツ501が変形しやすくなり、この変形によって排出部503に加わる押圧力を吸収することができる。例えば、図12に示す容器本体は、上下に積み重ねて運搬したり保管したりされる。また、内容物充填時に充填ノズルに設けられる蓋材で排出部503が押圧される場合がある。これらの場合に、排出部503に加わる押圧力を漏斗パーツ501が変形して吸収することにより、漏斗パーツ501の座屈が効果的に抑制される。第3の実施形態では、漏斗パーツ501に付与されたクッション性によって、より大きな外力が加わった場合でも座屈を防止することができる。
【0035】
一例として、秤量300g/m2(厚み350μm)の紙の表裏に30μmの厚みでポリエチレンを積層したシートを用いて、高さを45mm、広口側の外径を94mm、狭口側の外径を64mmの漏斗パーツ501を作製した場合、当該漏斗パーツ501の高さを3mm変形(漏斗パーツの排出部の先端に120Nの荷重を加える)させても座屈が発生しなかった。
【0036】
尚、漏斗パーツ501は、図12に示すように、排出部503の開放端が、容器本体120の開放端の端縁を含む平面より、容器本体120の外方にわずかに突出するように、容器本体120の内部に接合されている。これによって、シール蓋(図示せず)で開口部506を封止した後は、排出部503の先端がシール蓋を常時押しつけるため、内容物(図示せず)が漏斗パーツ501の外側に回り込みにくくなる。
【0037】
(第3の実施形態の変形例)
尚、第3の実施形態に係る漏斗パーツにおいて、エンボスによって波状の横断面を有する側壁部を形成しても良い。
【0038】
(第4の実施形態)
図13は、第4の実施形態に係る漏斗パーツの斜視図である。
【0039】
第4の実施形態に係る漏斗パーツ701は、第3の実施形態に係る漏斗パーツ501と同様の漏斗部及び排出部を備えるが、側壁部704が第3の実施形態と異なる。側壁部704は、広口側の開口部の端縁部分を外側に折り返して形成されているが、側壁部704には、漏斗部の中心軸と平行な方向に延びる複数の罫線707が設けられている。
【0040】
側壁部704を形成する工程において、広口側の折り返し部を金型で絞り込むことによって、折り返し部が周方向に圧縮される。また、絞り加工の結果、漏斗パーツ701の容器本体への取り付け前において、側壁部704の外径は容器本体の内径より小さくなるように設計されている。側壁部704は、漏斗パーツ701の容器本体への挿入後に、金型によって押し広げられて容器本体の内面に溶着される。このように罫線707を設けて、側壁部704に伸縮させることによって、第3の実施形態と同様に、側壁部704外面のシーラントを溶融させて容器本体に挿入する際に、シーラントが容器本体の内面で擦れて樹脂屑が発生したり、溶着強度が低下したりすることを防止することができる。
【0041】
以上のように、紙を含むシート材を打ち抜いたのちプレス加工することで、強度を保持した漏斗パーツを低コストで提供できる。また、従来の樹脂製の漏斗パーツを提供する場合に比べ省資源化を図ることができる。なお、このような漏斗パーツの製造方法は、紙コップのような他の成形品にも多様に適用できる。また、円形の横断面を有する成形品だけでなく、多角形の横断面を有する成形品にも適用できる。
【産業上の利用可能性】
【0042】
本発明は、内容物を他の容器に移し替えるための包装容器等に用いられる漏斗パーツ等の成形品およびこれらの製造方法に有用である。
【符号の説明】
【0043】
101、301、501、701、930、940 漏斗パーツ
102、502、931 漏斗部
103、503、991 排出部
104、504、704、932、942 側壁部
105、106 漏斗パーツの開口部
508 溝
107、707 罫線
110、900、910 包装容器
120、920 容器本体
150、950 内容物
160、960 シール蓋
201 ブランク材
203 中間体
206、406、606 折り返し部
【特許請求の範囲】
【請求項1】
開放端と底部と側壁とを有する円筒形状の容器本体に嵌め込まれ、内容物を保存容器に移し替えるための包装容器を構成する漏斗パーツであって、
狭口側から広口側に向かって径が大きくなる漏斗部と、
前記狭口側端縁に接続される筒状の排出部と、
前記漏斗部の広口側の開口部を取り囲んで前記漏斗部に接続され、前記容器本体に嵌め込まれる円筒形状の側壁部とを備え、
前記漏斗部と前記排出部と前記側壁部とは、紙およびシーラント層を含むシート材を用いて一体的に形成され、
前記排出部の開口部には、前記シート材が全周にわたって折り返されて溶着された折り返し部が設けられている、漏斗パーツ。
【請求項2】
前記漏斗部は、前記広口側の第1のテーパー部と、前記第1のテーパー部より狭口側の第2のテーパー部とから構成され、
前記第2のテーパー部のテーパー角は、前記第1のテーパー部のテーパー角より大きい、請求項1に記載の漏斗パーツ。
【請求項3】
前記シート材の折り返し部は、波形の端縁を有する、請求項1または2に記載の漏斗パーツ。
【請求項4】
内容物を保存容器に移し替えるための包装容器であって、
開放端と底部と側壁とを有する円筒形状の容器本体と、
狭口側部分を前記容器本体の開放端側に向けて前記容器本体の内部に嵌め込まれる,請求項1〜3のいずれかに記載の漏斗パーツと、
前記容器本体の開放端を封止し、外部から押圧力を受けることによって破断するシール蓋とを備える、包装容器。
【請求項1】
開放端と底部と側壁とを有する円筒形状の容器本体に嵌め込まれ、内容物を保存容器に移し替えるための包装容器を構成する漏斗パーツであって、
狭口側から広口側に向かって径が大きくなる漏斗部と、
前記狭口側端縁に接続される筒状の排出部と、
前記漏斗部の広口側の開口部を取り囲んで前記漏斗部に接続され、前記容器本体に嵌め込まれる円筒形状の側壁部とを備え、
前記漏斗部と前記排出部と前記側壁部とは、紙およびシーラント層を含むシート材を用いて一体的に形成され、
前記排出部の開口部には、前記シート材が全周にわたって折り返されて溶着された折り返し部が設けられている、漏斗パーツ。
【請求項2】
前記漏斗部は、前記広口側の第1のテーパー部と、前記第1のテーパー部より狭口側の第2のテーパー部とから構成され、
前記第2のテーパー部のテーパー角は、前記第1のテーパー部のテーパー角より大きい、請求項1に記載の漏斗パーツ。
【請求項3】
前記シート材の折り返し部は、波形の端縁を有する、請求項1または2に記載の漏斗パーツ。
【請求項4】
内容物を保存容器に移し替えるための包装容器であって、
開放端と底部と側壁とを有する円筒形状の容器本体と、
狭口側部分を前記容器本体の開放端側に向けて前記容器本体の内部に嵌め込まれる,請求項1〜3のいずれかに記載の漏斗パーツと、
前記容器本体の開放端を封止し、外部から押圧力を受けることによって破断するシール蓋とを備える、包装容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図10】
【図11】

【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−56700(P2013−56700A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−197665(P2011−197665)
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]