
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気機器や電子機器のハウジング用材料等として好適な、電磁波シールド性を有し、かつ漏電や感電を防止できる成形体に関する。
【背景技術】
【0002】
携帯電話等の電子機器のハウジングに使用される材料には、電磁波シールド性が要求されていることが知られており、軽量化の観点から、樹脂と電磁波シールド材料を組み合わせたものが知られている(特許文献1)。
【0003】
特許文献1は電磁波シールド筺体に関する発明であり、導電性フィラーを含む樹脂組成物を射出成形して電磁波シールド筺体を製造している。そして、電磁波シールド筺体の表層の一部に絶縁層が形成されている。
実施例では、ニッケルコーティングしたカーボンファイバーが25質量%添加されたABS樹脂からなる熱可塑性樹脂組成物を用いて、一部表面にのみ絶縁層を有する射出成形により電磁波シールド筺体を製造している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−278568号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の電磁波シールド筺体では、カーボンファイバーの詳細(短繊維及び長繊維の区別及び繊維長)が不明であり、一般的な短繊維を使用している場合には電磁波シールド性が十分ではないこと、ニッケルコーティングしたカーボンファイバーを単に射出成形しただけでは、分散性が十分ではなく、電磁波シールド性や機械的強度にばらつきが大きいことが考えられる。さらに、漏電や感電防止効果は得られない。
【0006】
本発明は、高い電磁波シールド性や機械的強度を有しており、漏電や感電も防止できる成形体を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、課題の解決手段として、
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層表面に形成された導電性層とを有する成形体を提供する。
【0008】
また本発明は、課題の他の解決手段として、
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層中に含まれた導電性層とを有する成形体を提供する。
【発明の効果】
【0009】
本発明の成形体は、高い電磁波シールド性及び機械的強度と共に、漏電及び感電防止性能を有している。
【図面の簡単な説明】
【0010】
【図1】実施例で使用した炭素繊維テープの製造方法を説明するための製造フローを示す概略図。
【発明を実施するための形態】
【0011】
<基材層>
基材層は、本発明の成形体において、絶縁性を発現し、高い機械的強度を付与できる層である。
基材層を構成する樹脂組成物は、樹脂含浸繊維束を含むものである。
樹脂含浸繊維束は、ガラス長繊維を長さ方向に揃えた状態で束ね、前記長繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mm(好ましくは6〜12mm)の長さに切断したものである。樹脂含浸繊維束に含まれるガラス長繊維の長さは、樹脂含浸繊維束の長さと同一である。
樹脂含浸繊維束に含まれるガラス長繊維の本数は100〜30000本、好ましくは500〜20000本、さらに好ましくは1000〜10000本程度である。
【0012】
オレフィン系樹脂は、ポリエチレン、ポリプロピレンが好ましく、ポリプロピレンがより好ましい。その他、ポリエチレンとポリプロピレンのアロイ、エチレンとポリプロピレンの共重合体、エチレン又はプロピレンと他の共重合可能なモノマーとの共重合体も含まれる。前記共重合体の場合には、エチレン単位又はプロピレン単位が50モル%以上であることが好ましい。
【0013】
樹脂含浸繊維束は、ダイスを用いた周知の製造方法により製造することができ、例えば、特開平6−313050号公報の段落番号7、特開2007−176227号公報の段落番号23のほか、特公平6−2344号公報(樹脂被覆長繊維束の製造方法並びに成形方法)、特開平6−114832号公報(繊維強化熱可塑性樹脂構造体及びその製造法)、特開平6−293023号公報(長繊維強化熱可塑性樹脂組成物の製造方法)、特開平7−205317号公報(繊維束の取り出し方法及び長繊維強化樹脂構造物の製造方法)、特開平7−216104号公報(長繊維強化樹脂構造物の製造方法)、特開平7−251437号公報(長繊維強化熱可塑性複合材料の製造方法及び製造装置)、特開平8−118490号公報(クロスヘッドダイ及び長繊維強化樹脂構造物の製造方法)等に記載の製造方法を適用することができる。
また市販品、例えば商品名プラストロン(ダイセルポリマー(株)製)を用いることもできる。
【0014】
樹脂含浸繊維束は、それ自体がオレフィン系樹脂とガラス長繊維を含む樹脂組成物となるものであるが、樹脂含浸繊維束とは別に配合したオレフィン系樹脂を含有することもできる。
【0015】
本発明で用いる組成物となる樹脂含浸繊維束中のガラス長繊維の含有割合は、10〜70質量%、好ましくは20〜60質量%であり、オレフィン系樹脂は合計で100質量%となる残部割合である。樹脂含浸繊維束とは別に配合したオレフィン系樹脂を含有する場合も、前記割合になるように調整する。
【0016】
本発明で用いる樹脂組成物は、本発明の課題を解決できる範囲にて、公知の各種樹脂添加剤を含有することができる。
公知の添加剤としては、帯電防止剤、滑剤、離型剤、難燃剤、着色剤、可塑剤、軟化剤、分散剤、安定化剤(ヒンダードフェノール系酸化防止剤、リン系酸化防止剤、硫黄系酸化防止剤などの酸化防止剤、紫外線吸収剤、熱安定化剤など)、アンチブロッキング剤、結晶核成長剤、充填剤(シリカやタルクなどの粒状充填剤など)などを含んでいてもよい。
【0017】
<導電性層>
導電性層は、本発明の成形体において導電性を付与する層であり、基材層の表面に形成されたもの又は基材層の内部に含まれているものである。
【0018】
導電性層は、導電性の繊維状フィラーや導電性粉末を含む熱可塑性樹脂、導電性の繊維状フィラーや導電性粉末を含む熱可塑性樹脂塗料、導電性材料からなるフィルム又はシート、導電性材料からなるテープ(例えば炭素繊維テープ)をシート状に編んだもの、導電性材料からなるテープを1本又は複数本組み合わせたものを熱可塑性樹脂と共に熱プレスして(或いは熱可塑性樹脂で収束された炭素繊維テープを組み合わせたものを熱プレスして)シート状に成形したもの等の厚みの薄い成形体から形成される層であり、必要に応じて上記した公知の樹脂添加剤を含む組成物を使用することができる。
【0019】
導電性層が基材層の表面に形成された成形体であるときには、本発明の成形体の用途に応じて、基材層の全面を覆うものでもよいし、一部表面を覆うものでもよい。
例えば、本発明の成形体が平板状(即ち、基材層が平板状)のものであれば、両面を覆うものでもよいし、片面のみを覆うものでもよいが、基材層の絶縁性を有する面を利用する場合には、基材層の片面のみを導電性層で覆うものにする。
なお、平板状の基材層の全面(又は片面の全面)を導電性層が覆っている場合であっても、用途に応じて他部品との接続等の目的により、部分的に導電性層で覆われていない箇所を設けることもできる。
【0020】
導電性層が基材層の内部に含まれた成形体であるときは、例えば、本発明の成形体が平板状のものであれば、厚さ方向の中間位置に導電性層が存在していてもよいし、いずれか一方の表面側に近い位置に導電性層が存在していてもよい。
なお、平板状の基材層の全面にわたって導電性層が存在している場合であっても、用途に応じて他部品との接続等の目的により、部分的に導電性層が存在していない箇所を設けることもできる。
【0021】
<成形体>
本発明の成形体は、絶縁性を有する基材層と、前記基材層表面に形成された導電性層とを有するものである。
本発明の成形体の総厚みは用途に応じて適宜設定することができるが、1〜10mm、好ましくは2〜6mmにすることができる。
基材層の厚みは前記総厚みの99.99〜50%の範囲であり、好ましくは99.9〜70%、より好ましくは99.9〜90%である。
導電性層の厚みは前記総厚みから基材層の厚みを除いた残部割合に相当する厚みである。なお、成形体が基材層と導電性層以外の他の層(例えば、導電性層を形成するテープやフィルムを固着するための接着剤層)を含むときには、導電性層の厚みは前記の他の層(接着剤層)を含めた厚みとする。
また、保管時や運搬時における損傷防止の観点から、基材層の表面や露出されている導電性層の表面にさらにフィルム等からなる保護層を設けてもよい。上記総厚みの範囲には保護層の厚みは含まれていない。
【0022】
基材層に含まれているガラス繊維の重量平均繊維長は0.5〜5.0mmであることが好ましく、より好ましくは0.5〜2.5mmである。
基材層の製造用となる樹脂組成物が含有する樹脂含浸繊維束の長さ(即ち、ガラス繊維の長さ)は、上記のとおり、5〜15mm(好ましくは6〜12mm)である。基材層の射出成形時において、前記範囲の樹脂含浸繊維束を用いて射出成形する過程において、ガラス繊維が折れて小さくなり、上記の重量平均繊維長の範囲となる。
【0023】
ガラス繊維の重量平均繊維長は次の方法で測定することができる。
(重量平均繊維長)
成形体から約3gの試料を切出し、650℃で加熱して灰化させて繊維を取り出す。取り出した繊維の一部(500本)から重量平均繊維長を求める。計算式は、特開2006−274061号公報の〔0044〕、〔0045〕を使用する。
【0024】
本発明の基材層(絶縁性層)と導電性層からなる成形体の製造方法は特に制限されるものではなく、公知の各種成形法を適用することができるものであり、例えば、次の方法により製造することができる。
【0025】
(I)インモールド成形(インサート成形、射出プレス成形、射出圧縮成形等)
各種インモールド成形が知られている(例えば、特開平5−31742号公報、特開2000−141407号公報参照)。
インモールド成形の中で例えばインサート成形は、金型内に予め導電性層を形成するテープ(複数本の組み合わせ)、フィルム又はシート等の成形体を装填しておき、そこに基材層(絶縁性層)となる上記樹脂組成物を射出成形する方法である。なお、前記方法において導電性層と基材層を入れ替えて実施することもできる。
【0026】
なお、基材層の内部に導電性層を形成する場合には、2層(2枚)の基材層の内の一方と、その上に配置した導電性層を形成するテープ(1本又は複数本の組み合わせ)、フィルム又はシート等の成形体を装填しておき、そこに基材層(絶縁性層)となる上記樹脂組成物を射出成形する方法を適用することもできる。
【0027】
(II)二色成形(ダブルモールド)
1つの金型内で一次側となる部分(基材層又は導電性層)を成形した後、同一金型内で二次側となる部分(導電性層又は基材層)を一次側と一体で成形する方法である。
【0028】
(III)塗装法及び固着一体化法
塗装法は、基材層上に、導電性層を形成できる熱可塑性樹脂又は熱可塑性樹脂組成物を含む塗料(溶液乃至分散液)を塗装して、塗膜(導電性層)を形成する方法であり、インモールド塗装法、金型面コート法等を適用できる。
固着一体化法は、基材層上(又は中間層上)に、導電性層を形成できる熱可塑性樹脂又は熱可塑性樹脂組成物からなるフィルムやシート等を、接着、融着(熱プレス等)、溶着等の方法で固着させる方法であり、射出プレス成形、射出圧縮成形等を適用できる。中間層を利用する場合には、中間層となる熱可塑性接着剤層を形成した後、前記のフィルムやシート等を貼り付ける。
【0029】
(IV)熱プレス成形法
同じ厚さ又は異なる厚さである2層(2枚)の基材層(例えば、基材層となる平板)の一方の表面に導電性層を形成して一次成形体を製造し、次に導電性層が間に入るように残りの基材層となる平板を重ね合わせた状態で熱プレスして成形体を製造する方法。
導電性層は、一方の基材層の表面に塗装法で形成する方法、一方の基材層の表面にテープ(複数本の組み合わせ)、フィルム又はシート等の成形体を配置した後、接着、融着(熱プレス等)、溶着等の方法で固着させる方法等を適用して形成することができるほか、単に一方の基材層の表面にテープ(複数本の組み合わせ)、フィルム又はシート等の成形体を配置した状態で熱プレスする方法も適用することができる。
【0030】
(V)サンドイッチ成形法
2つの射出装置を備えた射出成形機(サンドイッチ成形機)を使用して、基材層と導電性層からなる成形体を射出成形により製造する方法。
【0031】
上記の各方法で導電性層を形成するときに熱可塑性樹脂又は熱可塑性樹脂組成物を使用する場合には、前記熱可塑性樹脂としては、基材層と同じオレフィン系樹脂のほか、基材層で使用したオレフィン系樹脂と相溶性を有する樹脂を用いることが好ましい。
【0032】
本発明の成形体は上記した(I)〜(V)の方法で製造することができるが、(I)、(II)の方法で基材層となる樹脂組成物を射出成形するときには、サイドゲート、ダイレクトゲート、ピンゲート等一般的なゲートが選択できる。
ピンゲートを選択する場合は、ピンゲートの大きさ(径)は、0.5〜2.0mmが好ましく、0.7〜1.5mmがより好ましい。
ピンゲートの大きさが0.5mm以上であると、ガラス繊維の折損が抑制され、成形体中の重量平均繊維長が0.5mmよりも短くなることが防止され、2.0mm以下であるとゲート切れが良好で成形性が良くなる。
【0033】
基材層に含まれているガラス繊維の重量平均繊維長を上記範囲にするための射出成形条件は、次のとおりである。
射出成形機クラス(30T〜220T)
シリンダー温度及び金型温度:ベース樹脂によって適宜調整(シリンダー温度220〜340℃、金型温度50〜160℃)
高速射出、射出一次圧力40〜200MPa、背圧0〜10MPa、回転数20〜200rpm
【0034】
また、他の成形機及び他の成形条件を適用する場合であっても、長さ5〜15mmの樹脂含浸繊維束を用い、成形条件を変えたときの成形体中の重量平均繊維長のデータを取ることにより、容易に成形体中の重量平均繊維長を所定範囲内に調整することができる。
【0035】
本発明の成形体は、電磁波シールド性と絶縁性を兼ね備えており、短絡、漏電、感電等に起因する通電による障害防止材料として、各種電気機器、各種電子機器、医療機器、建材、輸送機器において電磁波シールド性と絶縁性の両方を必要とするカバー部材やハウジング部材として適している。
具体的には、デジタルビデオカメラ、ノートパソコン、携帯電話、PDA端末、自動車(燃料電池車、ハイブリッド車、電気自動車等)、航空機等に搭載されている部品(電磁波シールド性と絶縁性の両方を必要とする部品であり、例えば電池)のカバー部材やハウジング部材が挙げられる。
【実施例】
【0036】
(1)引張強さ(MPa):ISO 527−1に準拠して基材層)の引張強さを測定した。
(2)曲げ強さ(MPa):ISO 178に準拠して基材層)の曲げ強さを測定した。
(3)曲げ弾性率(MPa):ISO 178に準拠して基材層)の曲げ弾性率を測定した。
(4)シャルピー衝撃強度(KJ/m2):ISO179/1eAに準拠して、基材層)のノッチ付きシャルピー衝撃強さを測定した。
(5)電磁波シールド性:KEC法(電界)にて成形体のシールド性を測定した。
(6)体積固有抵抗:IEC60093の変法で、印加電圧を340V、500V、600Vに変化させて成形体の体積固有抵抗値を測定した。なお、体積固有抵抗の測定サンプルは、電極と接触する部分に導電ペーストを塗布し、乾燥させた成形体を用いた。
【0037】
製造例1(樹脂含浸ガラス長繊維束の製造)
ガラス長繊維(RS240QR−489:日東紡績(株)製)からなる繊維束(4000本の繊維の束)を、予備加熱装置による150℃の加熱を経て、クロスヘッドダイに通した。そのとき、クロスヘッドダイには、2軸押出機,シリンダー温度280℃)から溶融状態のポリプロピレン(サンアロマー(株)製のPMB60A/アルケマ(株)製のOREVAC CA100=95質量%/5質量%)を供給し、繊維束にポリプロピレンを含浸させた。
その後、クロスヘッドダイ出口の賦形ノズルで賦形し、整形ロールで形を整えた後、ペレタイザーにより所定長さに切断し、長さ11mmのペレット状(円柱状)成形体(PP60質量%、ガラス長繊維40質量%)を得た。ガラス長繊維長さは前記ペレット長さと同一となる。このようにして得た成形体は、ガラス長繊維が長さ方向にほぼ平行になっていた。
【0038】
製造例2(樹脂含浸炭素繊維長繊維束の製造)
炭素長繊維(トレカT700S:東レ(株)製)からなる繊維束(24000本の繊維の束)を、予備加熱装置による150℃の加熱を経て、クロスヘッドダイに通した。そのとき、クロスヘッドダイには、2軸押出機,シリンダー温度300℃)から溶融状態のポリプロピレン(サンアロマー(株)製のPMB60A/アルケマ(株)製のOREVAC CA100=90質量%/10質量%)を供給し、繊維束にポリプロピレンを含浸させた。
その後、クロスヘッドダイ出口の賦形ノズルで賦形し、整形ロールで形を整えた後、ペレタイザーにより所定長さに切断し、長さ11mmのペレット状(円柱状)成形体(PP80質量%、炭素長繊維20質量%)を得た。炭素長繊維長さは前記ペレット長さと同一となる。このようにして得た成形体は、炭素長繊維が長さ方向にほぼ平行になっていた。
【0039】
製造例3(実施例1で使用した炭素繊維テープの製造)
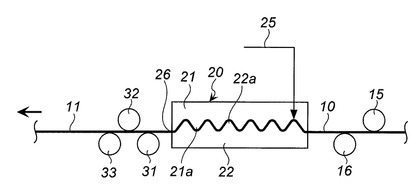
図1に示す製造フローにより、炭素機繊維テープを製造した。
最初の工程にて、送りロール15、16で支持しながら炭素繊維を含む集束体(トレカ糸,T700S,東レ(株)製)10をクロスヘッドダイ20に導入した(送り速度5m/分)。
次に、クロスヘットダイ20内において、加熱及び加圧状態にて、炭素繊維集束体10を開繊しながら溶融樹脂混合物(サンアロマー(株)製のPMB60A/アルケマ(株)製のOREVAC CA100=95質量%/5質量%)と接触させた。
【0040】
クロスヘッドダイ20は、長さ方向に連続して形成された波形状の凹凸21aを有する上型21と、上型21の波形状の凹凸21aと嵌合できるように形成された波形状の凹凸22aを有する下型22が組み合わされている。上型21に溶融樹脂混合物の導入ライン(導入孔)25が設けられており、上型21と下型22との間の集束体10の通過間隙に溶融樹脂混合物を供給できるようになっている。
【0041】
上型21と下型22にはそれぞれ加熱手段が取り付けられており、それらの通過間隙を通る集束体10を加熱した(290℃)。炭素繊維集束体10は、上型21と下型22との間の通過間隙を通るとき、凹凸21a、22aの間隙をジグザグに通過する過程で開繊され、炭素繊維間に溶融樹脂混合物が含浸される。
【0042】
その後、炭素繊維集束体10と樹脂混合物が一体化された複合体が、クロスヘッドダイ20のスリット出口(幅0.3mm、長さ25mm)26からテープ状(炭素繊維テープ11)に押し出される。ここで、スリット出口の幅が炭素繊維テープ11の厚みとなり、スリット出口の長さが炭素繊維テープの幅となる。
【0043】
その後、適宜配置された冷却ロール31、32、33で冷却されながら引き取り、円柱状の芯材に巻き取られ、炭素繊維テープが得られる。冷却ロール31の表面温度は80℃、冷却ロール32の表面温度は80℃、冷却ロール33の表面温度は60℃に設定した。得られた炭素繊維テープは、炭素繊維濃度が40質量%、幅25mm、厚み0.3mmであった。
【0044】
実施例1及び比較例1
製造例1で得た樹脂含浸ガラス長繊維束(ガラス長繊維ペレット)を下記の条件で射出成形して得た平板(縦150mm×横150mm×厚み3.0mm)を基材層とした。
この基材層の一面上に、導電性層となる炭素繊維テープ(製造例3で得た幅25mm、長さ150mm、厚み0.3mmのテープ)6枚を並べて、下記条件で熱プレスして融着一体化させ、成形体を得た。
【0045】
<基材層の成形条件>
射出成形機:J150E−II((株)日本製鋼所製)
シリンダー温度:ガラス長繊維ペレット(240℃)
金型温度:ガラス長繊維ペレット(60℃)
<熱プレス条件>
熱プレス:新東工業(株)製
上側プレス板温度:185℃
下側プレス板:温度185℃
【0046】
実施例2及び比較例2
製造例1で得た樹脂含浸ガラス長繊維束(ガラス長繊維ペレット)を用いて、実施例1と同じ方法で製造した平板(縦150mm×横150mm×厚み2.0mm)を基材層とした。
この基材層を同形状で厚みが3mmの金型に固定して、製造例2で得た樹脂含浸炭素長繊維束(炭素長繊維ペレット)を下記条件で射出成形(インサート成形)し、成形体を得た。
【0047】
<インサート成形条件>
射出成形機:J150E−II((株)日本製鋼所製)
シリンダー温度:炭素長繊維ペレット(260℃)
金型温度:炭素長繊維ペレット(60℃)
【0048】
【表1】

【符号の説明】
【0049】
10 炭素繊維のテープ状集束体
11 炭素繊維テープ
20 クロスヘッドダイ
21 上型
22 下型
25 溶融樹脂混合物の供給ライン(供給孔)
26 スリット出口
31、32、33 冷却ロール
【技術分野】
【0001】
本発明は、電気機器や電子機器のハウジング用材料等として好適な、電磁波シールド性を有し、かつ漏電や感電を防止できる成形体に関する。
【背景技術】
【0002】
携帯電話等の電子機器のハウジングに使用される材料には、電磁波シールド性が要求されていることが知られており、軽量化の観点から、樹脂と電磁波シールド材料を組み合わせたものが知られている(特許文献1)。
【0003】
特許文献1は電磁波シールド筺体に関する発明であり、導電性フィラーを含む樹脂組成物を射出成形して電磁波シールド筺体を製造している。そして、電磁波シールド筺体の表層の一部に絶縁層が形成されている。
実施例では、ニッケルコーティングしたカーボンファイバーが25質量%添加されたABS樹脂からなる熱可塑性樹脂組成物を用いて、一部表面にのみ絶縁層を有する射出成形により電磁波シールド筺体を製造している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−278568号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の電磁波シールド筺体では、カーボンファイバーの詳細(短繊維及び長繊維の区別及び繊維長)が不明であり、一般的な短繊維を使用している場合には電磁波シールド性が十分ではないこと、ニッケルコーティングしたカーボンファイバーを単に射出成形しただけでは、分散性が十分ではなく、電磁波シールド性や機械的強度にばらつきが大きいことが考えられる。さらに、漏電や感電防止効果は得られない。
【0006】
本発明は、高い電磁波シールド性や機械的強度を有しており、漏電や感電も防止できる成形体を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、課題の解決手段として、
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層表面に形成された導電性層とを有する成形体を提供する。
【0008】
また本発明は、課題の他の解決手段として、
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層中に含まれた導電性層とを有する成形体を提供する。
【発明の効果】
【0009】
本発明の成形体は、高い電磁波シールド性及び機械的強度と共に、漏電及び感電防止性能を有している。
【図面の簡単な説明】
【0010】
【図1】実施例で使用した炭素繊維テープの製造方法を説明するための製造フローを示す概略図。
【発明を実施するための形態】
【0011】
<基材層>
基材層は、本発明の成形体において、絶縁性を発現し、高い機械的強度を付与できる層である。
基材層を構成する樹脂組成物は、樹脂含浸繊維束を含むものである。
樹脂含浸繊維束は、ガラス長繊維を長さ方向に揃えた状態で束ね、前記長繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mm(好ましくは6〜12mm)の長さに切断したものである。樹脂含浸繊維束に含まれるガラス長繊維の長さは、樹脂含浸繊維束の長さと同一である。
樹脂含浸繊維束に含まれるガラス長繊維の本数は100〜30000本、好ましくは500〜20000本、さらに好ましくは1000〜10000本程度である。
【0012】
オレフィン系樹脂は、ポリエチレン、ポリプロピレンが好ましく、ポリプロピレンがより好ましい。その他、ポリエチレンとポリプロピレンのアロイ、エチレンとポリプロピレンの共重合体、エチレン又はプロピレンと他の共重合可能なモノマーとの共重合体も含まれる。前記共重合体の場合には、エチレン単位又はプロピレン単位が50モル%以上であることが好ましい。
【0013】
樹脂含浸繊維束は、ダイスを用いた周知の製造方法により製造することができ、例えば、特開平6−313050号公報の段落番号7、特開2007−176227号公報の段落番号23のほか、特公平6−2344号公報(樹脂被覆長繊維束の製造方法並びに成形方法)、特開平6−114832号公報(繊維強化熱可塑性樹脂構造体及びその製造法)、特開平6−293023号公報(長繊維強化熱可塑性樹脂組成物の製造方法)、特開平7−205317号公報(繊維束の取り出し方法及び長繊維強化樹脂構造物の製造方法)、特開平7−216104号公報(長繊維強化樹脂構造物の製造方法)、特開平7−251437号公報(長繊維強化熱可塑性複合材料の製造方法及び製造装置)、特開平8−118490号公報(クロスヘッドダイ及び長繊維強化樹脂構造物の製造方法)等に記載の製造方法を適用することができる。
また市販品、例えば商品名プラストロン(ダイセルポリマー(株)製)を用いることもできる。
【0014】
樹脂含浸繊維束は、それ自体がオレフィン系樹脂とガラス長繊維を含む樹脂組成物となるものであるが、樹脂含浸繊維束とは別に配合したオレフィン系樹脂を含有することもできる。
【0015】
本発明で用いる組成物となる樹脂含浸繊維束中のガラス長繊維の含有割合は、10〜70質量%、好ましくは20〜60質量%であり、オレフィン系樹脂は合計で100質量%となる残部割合である。樹脂含浸繊維束とは別に配合したオレフィン系樹脂を含有する場合も、前記割合になるように調整する。
【0016】
本発明で用いる樹脂組成物は、本発明の課題を解決できる範囲にて、公知の各種樹脂添加剤を含有することができる。
公知の添加剤としては、帯電防止剤、滑剤、離型剤、難燃剤、着色剤、可塑剤、軟化剤、分散剤、安定化剤(ヒンダードフェノール系酸化防止剤、リン系酸化防止剤、硫黄系酸化防止剤などの酸化防止剤、紫外線吸収剤、熱安定化剤など)、アンチブロッキング剤、結晶核成長剤、充填剤(シリカやタルクなどの粒状充填剤など)などを含んでいてもよい。
【0017】
<導電性層>
導電性層は、本発明の成形体において導電性を付与する層であり、基材層の表面に形成されたもの又は基材層の内部に含まれているものである。
【0018】
導電性層は、導電性の繊維状フィラーや導電性粉末を含む熱可塑性樹脂、導電性の繊維状フィラーや導電性粉末を含む熱可塑性樹脂塗料、導電性材料からなるフィルム又はシート、導電性材料からなるテープ(例えば炭素繊維テープ)をシート状に編んだもの、導電性材料からなるテープを1本又は複数本組み合わせたものを熱可塑性樹脂と共に熱プレスして(或いは熱可塑性樹脂で収束された炭素繊維テープを組み合わせたものを熱プレスして)シート状に成形したもの等の厚みの薄い成形体から形成される層であり、必要に応じて上記した公知の樹脂添加剤を含む組成物を使用することができる。
【0019】
導電性層が基材層の表面に形成された成形体であるときには、本発明の成形体の用途に応じて、基材層の全面を覆うものでもよいし、一部表面を覆うものでもよい。
例えば、本発明の成形体が平板状(即ち、基材層が平板状)のものであれば、両面を覆うものでもよいし、片面のみを覆うものでもよいが、基材層の絶縁性を有する面を利用する場合には、基材層の片面のみを導電性層で覆うものにする。
なお、平板状の基材層の全面(又は片面の全面)を導電性層が覆っている場合であっても、用途に応じて他部品との接続等の目的により、部分的に導電性層で覆われていない箇所を設けることもできる。
【0020】
導電性層が基材層の内部に含まれた成形体であるときは、例えば、本発明の成形体が平板状のものであれば、厚さ方向の中間位置に導電性層が存在していてもよいし、いずれか一方の表面側に近い位置に導電性層が存在していてもよい。
なお、平板状の基材層の全面にわたって導電性層が存在している場合であっても、用途に応じて他部品との接続等の目的により、部分的に導電性層が存在していない箇所を設けることもできる。
【0021】
<成形体>
本発明の成形体は、絶縁性を有する基材層と、前記基材層表面に形成された導電性層とを有するものである。
本発明の成形体の総厚みは用途に応じて適宜設定することができるが、1〜10mm、好ましくは2〜6mmにすることができる。
基材層の厚みは前記総厚みの99.99〜50%の範囲であり、好ましくは99.9〜70%、より好ましくは99.9〜90%である。
導電性層の厚みは前記総厚みから基材層の厚みを除いた残部割合に相当する厚みである。なお、成形体が基材層と導電性層以外の他の層(例えば、導電性層を形成するテープやフィルムを固着するための接着剤層)を含むときには、導電性層の厚みは前記の他の層(接着剤層)を含めた厚みとする。
また、保管時や運搬時における損傷防止の観点から、基材層の表面や露出されている導電性層の表面にさらにフィルム等からなる保護層を設けてもよい。上記総厚みの範囲には保護層の厚みは含まれていない。
【0022】
基材層に含まれているガラス繊維の重量平均繊維長は0.5〜5.0mmであることが好ましく、より好ましくは0.5〜2.5mmである。
基材層の製造用となる樹脂組成物が含有する樹脂含浸繊維束の長さ(即ち、ガラス繊維の長さ)は、上記のとおり、5〜15mm(好ましくは6〜12mm)である。基材層の射出成形時において、前記範囲の樹脂含浸繊維束を用いて射出成形する過程において、ガラス繊維が折れて小さくなり、上記の重量平均繊維長の範囲となる。
【0023】
ガラス繊維の重量平均繊維長は次の方法で測定することができる。
(重量平均繊維長)
成形体から約3gの試料を切出し、650℃で加熱して灰化させて繊維を取り出す。取り出した繊維の一部(500本)から重量平均繊維長を求める。計算式は、特開2006−274061号公報の〔0044〕、〔0045〕を使用する。
【0024】
本発明の基材層(絶縁性層)と導電性層からなる成形体の製造方法は特に制限されるものではなく、公知の各種成形法を適用することができるものであり、例えば、次の方法により製造することができる。
【0025】
(I)インモールド成形(インサート成形、射出プレス成形、射出圧縮成形等)
各種インモールド成形が知られている(例えば、特開平5−31742号公報、特開2000−141407号公報参照)。
インモールド成形の中で例えばインサート成形は、金型内に予め導電性層を形成するテープ(複数本の組み合わせ)、フィルム又はシート等の成形体を装填しておき、そこに基材層(絶縁性層)となる上記樹脂組成物を射出成形する方法である。なお、前記方法において導電性層と基材層を入れ替えて実施することもできる。
【0026】
なお、基材層の内部に導電性層を形成する場合には、2層(2枚)の基材層の内の一方と、その上に配置した導電性層を形成するテープ(1本又は複数本の組み合わせ)、フィルム又はシート等の成形体を装填しておき、そこに基材層(絶縁性層)となる上記樹脂組成物を射出成形する方法を適用することもできる。
【0027】
(II)二色成形(ダブルモールド)
1つの金型内で一次側となる部分(基材層又は導電性層)を成形した後、同一金型内で二次側となる部分(導電性層又は基材層)を一次側と一体で成形する方法である。
【0028】
(III)塗装法及び固着一体化法
塗装法は、基材層上に、導電性層を形成できる熱可塑性樹脂又は熱可塑性樹脂組成物を含む塗料(溶液乃至分散液)を塗装して、塗膜(導電性層)を形成する方法であり、インモールド塗装法、金型面コート法等を適用できる。
固着一体化法は、基材層上(又は中間層上)に、導電性層を形成できる熱可塑性樹脂又は熱可塑性樹脂組成物からなるフィルムやシート等を、接着、融着(熱プレス等)、溶着等の方法で固着させる方法であり、射出プレス成形、射出圧縮成形等を適用できる。中間層を利用する場合には、中間層となる熱可塑性接着剤層を形成した後、前記のフィルムやシート等を貼り付ける。
【0029】
(IV)熱プレス成形法
同じ厚さ又は異なる厚さである2層(2枚)の基材層(例えば、基材層となる平板)の一方の表面に導電性層を形成して一次成形体を製造し、次に導電性層が間に入るように残りの基材層となる平板を重ね合わせた状態で熱プレスして成形体を製造する方法。
導電性層は、一方の基材層の表面に塗装法で形成する方法、一方の基材層の表面にテープ(複数本の組み合わせ)、フィルム又はシート等の成形体を配置した後、接着、融着(熱プレス等)、溶着等の方法で固着させる方法等を適用して形成することができるほか、単に一方の基材層の表面にテープ(複数本の組み合わせ)、フィルム又はシート等の成形体を配置した状態で熱プレスする方法も適用することができる。
【0030】
(V)サンドイッチ成形法
2つの射出装置を備えた射出成形機(サンドイッチ成形機)を使用して、基材層と導電性層からなる成形体を射出成形により製造する方法。
【0031】
上記の各方法で導電性層を形成するときに熱可塑性樹脂又は熱可塑性樹脂組成物を使用する場合には、前記熱可塑性樹脂としては、基材層と同じオレフィン系樹脂のほか、基材層で使用したオレフィン系樹脂と相溶性を有する樹脂を用いることが好ましい。
【0032】
本発明の成形体は上記した(I)〜(V)の方法で製造することができるが、(I)、(II)の方法で基材層となる樹脂組成物を射出成形するときには、サイドゲート、ダイレクトゲート、ピンゲート等一般的なゲートが選択できる。
ピンゲートを選択する場合は、ピンゲートの大きさ(径)は、0.5〜2.0mmが好ましく、0.7〜1.5mmがより好ましい。
ピンゲートの大きさが0.5mm以上であると、ガラス繊維の折損が抑制され、成形体中の重量平均繊維長が0.5mmよりも短くなることが防止され、2.0mm以下であるとゲート切れが良好で成形性が良くなる。
【0033】
基材層に含まれているガラス繊維の重量平均繊維長を上記範囲にするための射出成形条件は、次のとおりである。
射出成形機クラス(30T〜220T)
シリンダー温度及び金型温度:ベース樹脂によって適宜調整(シリンダー温度220〜340℃、金型温度50〜160℃)
高速射出、射出一次圧力40〜200MPa、背圧0〜10MPa、回転数20〜200rpm
【0034】
また、他の成形機及び他の成形条件を適用する場合であっても、長さ5〜15mmの樹脂含浸繊維束を用い、成形条件を変えたときの成形体中の重量平均繊維長のデータを取ることにより、容易に成形体中の重量平均繊維長を所定範囲内に調整することができる。
【0035】
本発明の成形体は、電磁波シールド性と絶縁性を兼ね備えており、短絡、漏電、感電等に起因する通電による障害防止材料として、各種電気機器、各種電子機器、医療機器、建材、輸送機器において電磁波シールド性と絶縁性の両方を必要とするカバー部材やハウジング部材として適している。
具体的には、デジタルビデオカメラ、ノートパソコン、携帯電話、PDA端末、自動車(燃料電池車、ハイブリッド車、電気自動車等)、航空機等に搭載されている部品(電磁波シールド性と絶縁性の両方を必要とする部品であり、例えば電池)のカバー部材やハウジング部材が挙げられる。
【実施例】
【0036】
(1)引張強さ(MPa):ISO 527−1に準拠して基材層)の引張強さを測定した。
(2)曲げ強さ(MPa):ISO 178に準拠して基材層)の曲げ強さを測定した。
(3)曲げ弾性率(MPa):ISO 178に準拠して基材層)の曲げ弾性率を測定した。
(4)シャルピー衝撃強度(KJ/m2):ISO179/1eAに準拠して、基材層)のノッチ付きシャルピー衝撃強さを測定した。
(5)電磁波シールド性:KEC法(電界)にて成形体のシールド性を測定した。
(6)体積固有抵抗:IEC60093の変法で、印加電圧を340V、500V、600Vに変化させて成形体の体積固有抵抗値を測定した。なお、体積固有抵抗の測定サンプルは、電極と接触する部分に導電ペーストを塗布し、乾燥させた成形体を用いた。
【0037】
製造例1(樹脂含浸ガラス長繊維束の製造)
ガラス長繊維(RS240QR−489:日東紡績(株)製)からなる繊維束(4000本の繊維の束)を、予備加熱装置による150℃の加熱を経て、クロスヘッドダイに通した。そのとき、クロスヘッドダイには、2軸押出機,シリンダー温度280℃)から溶融状態のポリプロピレン(サンアロマー(株)製のPMB60A/アルケマ(株)製のOREVAC CA100=95質量%/5質量%)を供給し、繊維束にポリプロピレンを含浸させた。
その後、クロスヘッドダイ出口の賦形ノズルで賦形し、整形ロールで形を整えた後、ペレタイザーにより所定長さに切断し、長さ11mmのペレット状(円柱状)成形体(PP60質量%、ガラス長繊維40質量%)を得た。ガラス長繊維長さは前記ペレット長さと同一となる。このようにして得た成形体は、ガラス長繊維が長さ方向にほぼ平行になっていた。
【0038】
製造例2(樹脂含浸炭素繊維長繊維束の製造)
炭素長繊維(トレカT700S:東レ(株)製)からなる繊維束(24000本の繊維の束)を、予備加熱装置による150℃の加熱を経て、クロスヘッドダイに通した。そのとき、クロスヘッドダイには、2軸押出機,シリンダー温度300℃)から溶融状態のポリプロピレン(サンアロマー(株)製のPMB60A/アルケマ(株)製のOREVAC CA100=90質量%/10質量%)を供給し、繊維束にポリプロピレンを含浸させた。
その後、クロスヘッドダイ出口の賦形ノズルで賦形し、整形ロールで形を整えた後、ペレタイザーにより所定長さに切断し、長さ11mmのペレット状(円柱状)成形体(PP80質量%、炭素長繊維20質量%)を得た。炭素長繊維長さは前記ペレット長さと同一となる。このようにして得た成形体は、炭素長繊維が長さ方向にほぼ平行になっていた。
【0039】
製造例3(実施例1で使用した炭素繊維テープの製造)
図1に示す製造フローにより、炭素機繊維テープを製造した。
最初の工程にて、送りロール15、16で支持しながら炭素繊維を含む集束体(トレカ糸,T700S,東レ(株)製)10をクロスヘッドダイ20に導入した(送り速度5m/分)。
次に、クロスヘットダイ20内において、加熱及び加圧状態にて、炭素繊維集束体10を開繊しながら溶融樹脂混合物(サンアロマー(株)製のPMB60A/アルケマ(株)製のOREVAC CA100=95質量%/5質量%)と接触させた。
【0040】
クロスヘッドダイ20は、長さ方向に連続して形成された波形状の凹凸21aを有する上型21と、上型21の波形状の凹凸21aと嵌合できるように形成された波形状の凹凸22aを有する下型22が組み合わされている。上型21に溶融樹脂混合物の導入ライン(導入孔)25が設けられており、上型21と下型22との間の集束体10の通過間隙に溶融樹脂混合物を供給できるようになっている。
【0041】
上型21と下型22にはそれぞれ加熱手段が取り付けられており、それらの通過間隙を通る集束体10を加熱した(290℃)。炭素繊維集束体10は、上型21と下型22との間の通過間隙を通るとき、凹凸21a、22aの間隙をジグザグに通過する過程で開繊され、炭素繊維間に溶融樹脂混合物が含浸される。
【0042】
その後、炭素繊維集束体10と樹脂混合物が一体化された複合体が、クロスヘッドダイ20のスリット出口(幅0.3mm、長さ25mm)26からテープ状(炭素繊維テープ11)に押し出される。ここで、スリット出口の幅が炭素繊維テープ11の厚みとなり、スリット出口の長さが炭素繊維テープの幅となる。
【0043】
その後、適宜配置された冷却ロール31、32、33で冷却されながら引き取り、円柱状の芯材に巻き取られ、炭素繊維テープが得られる。冷却ロール31の表面温度は80℃、冷却ロール32の表面温度は80℃、冷却ロール33の表面温度は60℃に設定した。得られた炭素繊維テープは、炭素繊維濃度が40質量%、幅25mm、厚み0.3mmであった。
【0044】
実施例1及び比較例1
製造例1で得た樹脂含浸ガラス長繊維束(ガラス長繊維ペレット)を下記の条件で射出成形して得た平板(縦150mm×横150mm×厚み3.0mm)を基材層とした。
この基材層の一面上に、導電性層となる炭素繊維テープ(製造例3で得た幅25mm、長さ150mm、厚み0.3mmのテープ)6枚を並べて、下記条件で熱プレスして融着一体化させ、成形体を得た。
【0045】
<基材層の成形条件>
射出成形機:J150E−II((株)日本製鋼所製)
シリンダー温度:ガラス長繊維ペレット(240℃)
金型温度:ガラス長繊維ペレット(60℃)
<熱プレス条件>
熱プレス:新東工業(株)製
上側プレス板温度:185℃
下側プレス板:温度185℃
【0046】
実施例2及び比較例2
製造例1で得た樹脂含浸ガラス長繊維束(ガラス長繊維ペレット)を用いて、実施例1と同じ方法で製造した平板(縦150mm×横150mm×厚み2.0mm)を基材層とした。
この基材層を同形状で厚みが3mmの金型に固定して、製造例2で得た樹脂含浸炭素長繊維束(炭素長繊維ペレット)を下記条件で射出成形(インサート成形)し、成形体を得た。
【0047】
<インサート成形条件>
射出成形機:J150E−II((株)日本製鋼所製)
シリンダー温度:炭素長繊維ペレット(260℃)
金型温度:炭素長繊維ペレット(60℃)
【0048】
【表1】
【符号の説明】
【0049】
10 炭素繊維のテープ状集束体
11 炭素繊維テープ
20 クロスヘッドダイ
21 上型
22 下型
25 溶融樹脂混合物の供給ライン(供給孔)
26 スリット出口
31、32、33 冷却ロール
【特許請求の範囲】
【請求項1】
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層表面に形成された導電性層とを有する成形体。
【請求項2】
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層中に含まれた導電性層とを有する成形体。
【請求項3】
前記オレフィン系樹脂がポリプロピレンである請求項1又は2記載の成形体。
【請求項4】
前記成形体が、漏電及び/又は感電防止材料として使用されるものである請求項1〜3のいずれか1項記載の成形体。
【請求項1】
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層表面に形成された導電性層とを有する成形体。
【請求項2】
ガラス繊維を長さ方向に揃えた状態で束ね、前記ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物からなる絶縁性を有する基材層と、
前記基材層中に含まれた導電性層とを有する成形体。
【請求項3】
前記オレフィン系樹脂がポリプロピレンである請求項1又は2記載の成形体。
【請求項4】
前記成形体が、漏電及び/又は感電防止材料として使用されるものである請求項1〜3のいずれか1項記載の成形体。
【図1】

【公開番号】特開2012−131104(P2012−131104A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−284743(P2010−284743)
【出願日】平成22年12月21日(2010.12.21)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月21日(2010.12.21)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]