
潜在的収縮性を有するポリエステルフィルム及びその製造方法
本発明は、熱などによるエネルギーに曝された際に収縮能を有するフィルム層を開示する。例えば、フィルム層が形成され、そして1方向または2方向に比較的低い温度で延伸される。具体的には、フィルムを形成するのに使用されるポリマーのガラス転移温度付近でフィルム層は延伸される。フィルムを比較的低い温度で延伸することにより、フィルムの収縮性が改善されることを見出した。ある実施態様において、フィルム層は、ポリエチレンテレフタレート等の未変性ポリエステルポリマーから成る。例えば、ポリエチレンテレフタレートはテレフタル酸とエチレングリコール又はポリエチレングリコールとを反応させて得ることが出来る。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、潜在的収縮性を有するポリエステルフィルム及びその製造方法に関する。本発明は、2008年3月14日出願の米国仮特許出願61/036746号、2008年3月10日出願の米国仮特許出願61/035159号および2007年11月21日出願の米国仮特許出願60/989644号に基づく優先権を主張した出願である。
【背景技術】
【0002】
熱に曝された際に収縮するように設計されたポリマーフィルムは、種々の装置および応用分野において有用である。そのようなフィルムは、例えば包装材料、結束材料、シール材料、ラベル材料などに使用される。
【0003】
ラベルに使用される場合、例えば、フィルムをチューブ状に作成し、次いで容器の回りに配置する。容器の回りに配置されたフィルムは熱に曝され、収縮し、容器のまわりにしっかりと固定される。
【0004】
別の態様において、収縮フィルムに接着剤を塗布して容器に密着する。容器を使用した後に、熱に曝してフィルムを収縮させ、容器からフィルムを脱着する。フィルムを脱着した容器は、所望により洗浄され、再度充填し、再使用される。
【0005】
従来、収縮フィルムの分野において、種々の異なる型のフィルムが提案されている。ポリエステル系収縮フィルムは、非相溶の樹脂がリサイクルの流れの中に導入されることなくポリエステルラベルと共にポリエステル容器をリサイクルすることによりリサイクルプロセスを容易に出来るため、特に好ましい。従来、ポリエステルポリマーは収縮性を高めるために変性が行われてきた。そのようなポリエステルフィルムは、例えば、特許文献1〜5に記載されており、本発明において参照により本明細書に含める。
【0006】
上記の文献には、上述のように本分野において非常に好適であるものの、所望の収縮率を得るためにポリエステルポリマーを化学的に変性させたり、他の原料と共重合させる必要がある。
【0007】
収縮性フィルムの製造に使用される種々の他のポリマーが提案されている。例えば、特許文献6(本発明において参照により本明細書に含める)には、温度を上げると収縮する延伸フィルム層を含む自己接着性フィルムラベルが開示されている。特許文献6は、ポリ塩化ビニルが収縮性フィルムを形成するのに好適な材料であることが記載されている。更に、特許文献6は、収縮性ポリエステルフィルムについて述べている。しかしながら、ポリエステルフィルムの80℃での収縮率は10%未満であり、PVCフィルムと比較して明らかに長手方向の収縮率が低い。
【0008】
収縮フィルムとしてポリ塩化ビニルを使用する際に、種々の不利な点があるかもしれない。ポリ塩化ビニル樹脂は、例えば、耐熱性、耐候性、耐薬品性などに問題がある。ポリ塩化ビニルフィルムは、例えば、フィルムに印刷を施す際、フィッシュアイがしばしば発生する。また、ポリ塩化ビニルフィルムは、特に焼却時において、適切に廃棄する必要があるという問題がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第5407752号明細書
【特許文献2】米国特許第6630230号明細書
【特許文献3】米国特許第6765070号明細書
【特許文献4】米国特許第7008698号明細書
【特許文献5】米国特許第7195822号明細書
【特許文献6】米国特許第6680097号明細書
【発明の開示】
【発明が解決しようとする課題】
【0010】
上述の通り、改良された収縮性フィルムの必要性が高まっている。特に、化学的変性や他のポリマーとの組合せの必要の無く所望の収縮性を付与できるポリエステルポリマーから製造された収縮性フィルムの要求が高まっている。
【課題を解決するための手段】
【0011】
代表的には、本発明は収縮性フィルム製品に関する。フィルム製品は、例えば、加熱などによる十分なエネルギー量に曝された際に収縮する少なくとも1つのフィルム層を有する。特に好ましい態様として、収縮性フィルムは未変性ポリエステルフィルムから主として形成できる。ここで、「未変性」ポリエステルポリマーとは、ポリエステルを形成するためのモノマー種の1つが少なくとも部分的に他の添加モノマーによって置換されていない、及び/又は、ポリエステルポリマー他のポリマーと共重合されているポリエステルポリマーを含まないことを意味する。例えば、ある実施態様において、ポリエステルポリマーは、基本的にグリコールとジカルボン酸とから重縮合反応により製造される。例えば、ある実施態様において、ポリエステルポリマーは、基本的にポリエチレングリコールとテレフタル酸とから製造されたポリエチレンテレフタレートから成る。
【0012】
なお、他の実施態様において、変性ポリエステルを使用してもよい。
【0013】
本発明の収縮性フィルムは、ポリマーのガラス転移温度付近の比較的低い温度で、フィルム延伸を行って製造される。ここで、ガラス転移温度は示差走査熱量分析(DSC)を使用して決定されるものである。本発明者は低い温度でのフィルム延伸がポリマーの収縮性を顕著に高めることを見出した。
【0014】
ある実施態様において、本発明は収縮性フィルムの製造方法に関する。本発明の製造方法はポリエステルポリマーから成るフィルム層を形成する工程を含む。ポリエステルポリマーは、例えばポリエチレンテレフタレートから成る。ある実施態様において、ポリエステルポリマーは未変性である。例えば、ポリエステルポリマーは、主としてポリエチレングリコールなどの1種のジオール及びテレフタル酸の重縮合反応生成物から成る。
【0015】
ポリエステルポリマーを加熱して溶融ポリマーとし、次いで溶融ポリマーを押出機を介して押出し、フィルムを形成することにより、フィルム層が初めに形成される。
【0016】
フィルム層が形成された後、フィルム層はポリエステルポリマーのガラス転移温度付近まで冷却される。本発明の方法に従えば、フィルム層は次いで少なくとも1方向に延伸される。例えば、ある実施態様において単方向に延伸される。あるいは、フィルム層は長手方向と横方向の両方に二軸延伸される。フィルム層の延伸は、例えば、1方向又は両方向に対して、延伸前の長さに対して約1〜5倍、好ましくは約3〜4倍の延伸比で行われる。
【0017】
フィルム層が形成された後にフィルム層を冷却するために、ある実施態様において冷却ロールの表面にフィルムを搬送する。冷却ロールの表面温度は、約30℃未満、好ましくは約25℃未満である。一度冷却した後、フィルムは延伸される。例えば、ある実施態様において、フィルム層は、約120℃未満、好ましくは約100℃未満、更に好ましくは約90℃未満、特に好ましくは約60〜約120℃に冷却される。ある実施態様において、延伸後、フィルム層は、熱処理またはアニーリングが施される。
【0018】
本発明によって製造されるフィルムは種々の物品に使用でき、種々の技術的利点を有する。本発明によって製造されるフィルム層は、例えば、延伸後に少なくとも部分的に結晶化し、80℃で3分間加熱後の少なくとも1方向の収縮率が10%以上に設計される。例えば、ある実施態様において、ポリエステルポリマーから成るフィルム層は、80℃で3分間加熱後の収縮率が約10〜約40%、好ましくは約20〜約40%である。上述のように、収縮は1方向のみに起きても、長手方向と横方向の両方向に起きてもよい。
【0019】
本発明によって製造されるフィルム製品は、ポリエステルポリマーから成る単層製品であっても、同種ポリマー又は異種ポリマーを共押出しした複層製品であってもよい。
【0020】
ある実施態様において、フィルム製品はラベルに加えられる。ある特定の応用例として、例えば、ラベルは外側表面に設けられた接着層を有する。接着層はラベルを容器や他の物品に接着させるためのものである。容器または他の物品を使用後、ラベルは加熱された水で処理して洗い落とされる。
【0021】
別の実施態様において、本発明のフィルム製品はチューブ状に形成され、容器のまわりに配置される。この実施態様において、加熱または他のエネルギー源による処理を施し、チューブ状のフィルム製品は収縮し、容器にしっかりと密着する。
【0022】
フィルム製品がラベルに使用される場合、ある実施態様において、ラベルは印刷層を有する。例えば、ある実施態様において、印刷層は、接着層とポリエステルポリマーから成るフィルム層との間に配置される。別の実施態様において、ポリエステルポリマーから成るフィルム層は、接着層と印刷層との間に配置されていてもよい。
【0023】
本発明において開示する他の要旨については、以下に詳細を示す。
【発明の効果】
【0024】
本発明の収縮性フィルムは、化学的変性や他のポリマーとの組合せの必要の無く所望の収縮性を付与できるポリエステルポリマーから製造されている。
【図面の簡単な説明】
【0025】
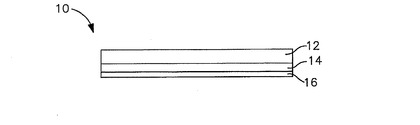
【図1】本発明に従って製造されるフィルム製品の一実施態様の断面図
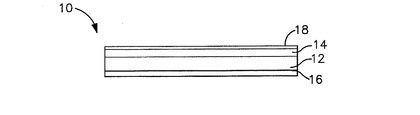
【図2】本発明に従って製造される他のフィルム製品の一実施態様の断面図
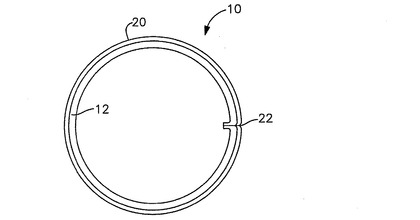
【図3】本発明に従って製造される更に他のフィルム製品の一実施態様の断面図
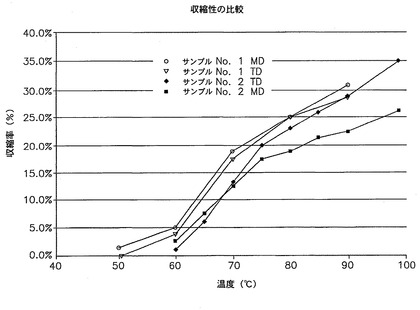
【図4】実施例にて得られた測定結果を示すグラフ
【図5】実施例にて得られた測定結果を示すグラフ
【図6】実施例にて得られた測定結果を示すグラフ
【発明を実施するための最良の形態】
【0026】
当業者に最良な実施形態を含む本発明の全てかつ可能な記載を以下に図面を参照して詳述する。本明細書および図面において繰返し使用される参照文字は、本発明の同じ又は類似の構成要素を示すものとする。
【0027】
当業者によって理解されるように、本記載は例示実施態様に関するものであり、本発明のより広い範囲の要旨を限定するものではない。
【0028】
代表的に、本開示はポリエステルポリマーから成る収縮性フィルムに関する。フィルムは種々の物品や応用品に使用できる。例えば、本発明の開示に従ったフィルムは、腐りやすい物およびそうでない物を収縮ラッピングするための包装材料として使用される。フィルムは、更に結束材料、被覆材料、シール性材料などに組み込むことが出来る。他の実施態様において、フィルムは容器に貼り付けるラベルに組み込むことが出来る。フィルムの潜在的収縮性は、収縮ラッピングプロセスにおける容器へのラベルの密着に使用するだけでなく、一旦容器が空になった際あるいは使用済みの際にラベルを容器から除去することにも使用できる。
【0029】
本発明の収縮性フィルム層は代表的にはポリエステルポリマーから作られる。フィルムの収縮性を高めるため、比較的低い温度で一軸又は二軸にフィルムを延伸する。例えば、本発明において、フィルムは、一方向または二方向に120℃未満、好ましくはポリエステルポリマーのガラス転移温度付近で引張する「低温引張(延伸)」プロセス処理を施す。例えば、フィルムを延伸する毎に、ポリマーのガラス転移温度の約30%以内、好ましくは約25%以内、更に好ましくは約20%以内、特に好ましくは約15%以内の上下の温度とする。フィルムを延伸した後フィルムには、通常、熱処理やアニーリングプロセスを施さない。
【0030】
本発明者らは、フィルムを比較的低温で引張(延伸)することにより、フィルムを後で加熱などのエネルギー処理した際にフィルムの収縮性を大きく高めることが出来ることを見出した。その理由については明らかではないが、比較的低温でフィルムを延伸することにより、後で加熱した際に、フィルムの結晶構造がフィルムを高温で延伸する場合と比較して、より大きくフィルムを収縮させる要因となると推定される。
【0031】
本発明に従って製造されるフィルムは、例えば、80℃で3分間処理した際の少なくとも一方向のその長さの収縮率が10%以上である。フィルムの上記温度での処理は、例えば、水浴に浸す方法、空気などの加熱ガスに接触させる方法、赤外線などの照射による方法または他のフィルム加熱手段により行われる。本発明に従って製造されるフィルムは、フィルムを延伸させたそれぞれの方向に収縮する。それ故、フィルムが比較的低温で二軸延伸されている場合、十分な量のエネルギー処理を行った際、長手方向と横方向の両方に収縮する。
【0032】
フィルムに付与できる収縮量は異なるファクターにより種々変化できる。例えば、ある実施態様において、80℃で3分間処理した際の少なくとも一方向において、フィルムに対し20%以上、30%以上、50%以上、更に約60%を超える収縮を行うことが出来る。更に、フィルムを長手方向だけでなく横方向にも延伸させることにより、二重の収縮性を付与した構成とすることも出来る。事実、長手方向および横方向に上記の量の収縮を行う構成とすることが出来る。
【0033】
ある実施態様において、例えば、ポリエステルフィルムは、水浴に浸した際の収縮開始温度が70℃未満、好ましくは65℃未満となる構成とすることが出来る。例えば、本発明に従って製造されるフィルムは、70℃において長手方向および横方向の両方向に10%以上の収縮率、好ましくは約10〜約25%の収縮率とすることが出来る。80℃においては、両方向に約15%以上の収縮率、好ましくは約15〜約30%の収縮率とすることが出来る。90℃においては、両方向に約20%以上の収縮率、好ましくは約20〜約35%の収縮率とすることが出来る。100℃においては、両方向に約25%以上の収縮率、好ましくは約25〜約40%又はそれより大きい収縮率とすることが出来る。
【0034】
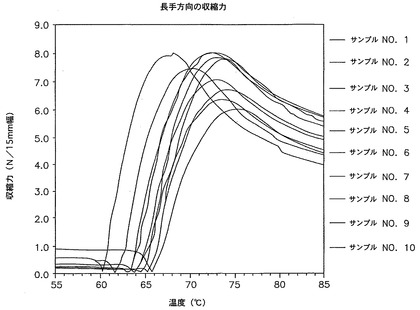
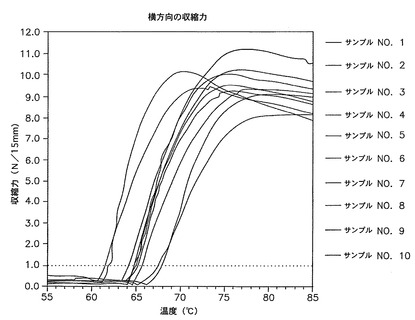
収縮率の際、フィルムは、収縮する方向に対して収縮力として知られている力を示す。本発明に従って製造されるフィルムは、例えば、最大収縮力が約5N/15mmより大きく、好ましくは約8N/15mmより大きく、更に好ましくは約10N/15mmより大きく、より好ましくは約12N/15mmより大きく、特に好ましくは約15N/15mmより大きい。例えば、フィルムは長手方向(機械方向)に約5N/15mm〜約10N/15mmの収縮力を示す。一方、横方向については、フィルムは約8N/15mm〜約15N/15mmの収縮力を示す。最大収縮力は約65℃〜約85℃の間で生じる。
【0035】
本発明に従って製造されるフィルムは、同じ暑さの他のポリエステルフィルムと比較して、相対的に堅い。堅さが増加すると、種々の利点がある。例えば、相対的に堅いフィルムは、対象物品に貼付けたり取除く際に容易に取扱える。
【0036】
特に有利な点は、ある実施態様において、フィルムに使用されるポリエステルポリマーが未変性であることである。従来、例えば、未変性ポリエステルポリマーは、通常多くの収縮性応用品に十分な収縮特性を付与できないと考えられてきた。それ故、ポリマーの収縮特性を増加させるために、ポリエステルポリマーは一般に化学変性されるか又は共重合が行われていた。本発明に従えば、未変性ポリマーから主として成るフィルムであるにもかかわらず、80℃で3分間処理した際の少なくとも一方向において、収縮率を約10%〜約40%或いはそれよりも大きくするように構成できる。
【0037】
収縮性フィルム層は未変性ポリマーから成り、その量は60重量%を超え、好ましくは70重量%を超え、更に好ましくは80重量%を超え、より好ましくは90重量%を超え、特に好ましくは95重量%を超える。
【0038】
本発明のフィルム層を形成するのに使用されるポリエステルポリマーは、グリコール又はジオールとジカルボン酸またはそのエステル等価物との重縮合反応生成物から成っていてもよい。ジカルボン酸としては、テレフタル酸、イソフタル酸、セバシン酸、マロン酸、アジピン酸、アゼライン酸、グルタール酸、スベリン酸、コハク酸およびこれら2種以上の混合物などが使用できる。好ましいグリコールとしては、エチレングリコール、ジエチレングリコール、ポリエチレングリコール及びブタンジオール等のポリオールが挙げられる。ポリエステルは例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等から成ることが好ましい。
【0039】
なお、本発明の製造方法において、変性ポリエステルも使用してもよいと理解されるべきである。特に、本発明における低温延伸プロセスは共重合体を含む化学変性ポリマーの収縮特性を増加させる。例えば、ある実施態様において、ポリエステルポリマーが、ポリエチレンテレフタレート/イソフタレート等の共重合ポリマーから成っていてもよい。
【0040】
本発明で使用される変性ポリエステルは、例えば、変性された酸および/またはグリコールから形成されてもよい。ある実施態様において、例えば、ポリエステルポリマーは、ほんのわずかに変性されている。例えば、10モル%未満、好ましくは約5モル%未満の酸成分および/またはグリコール成分を変性する。
【0041】
他の実施態様において、変性ポリマーはポリエステルポリマーのブレンド物から成っていてもよい。例えば、フィルムが、共重合ポリエステルをブレンドしたポリエステルポリマーから製造されてもよい。このようなポリエステルブレンド物は米国特許第6599994号明細書に記載されており、参照により本願に引用される。
【0042】
収縮フィルム層の製造において、ポリエステルポリマーは所望により種々の添加剤と共に使用されてもよい。そのような添加剤としては、例えば、滑り性、不透明性または着色性を付与するフィラー、滑剤、酸化防止剤などが挙げられる。フィルム層に滑り性を付与するフィラーとしては、例えば、シリカ、タルク、カオリン、炭酸カルシウム等の微粒子である無機粒子、ぽり(メタ)アクリル酸樹脂、ポリスチレン樹脂、ポリテトラフルオロエチレン樹脂、これらの有機ポリマーの架橋粒子などの有機微粒子が挙げられる。これらの粒子の平均粒径は、例えば、約0.1〜10μmである。
【0043】
着色するためにフィルム層にフィラーを添加してもよい。この実施態様において、例えば、フィラー又は顔料としては、二酸化チタン粒子、金属酸化物粒子、炭素粒子などが挙げられる。一般的に、フィルム層に適切な着色および/または不透明性を付与するために、フィルムに何らかの適切な顔料粒子を添加する。
【0044】
フィルム層に添加してもよい他の添加剤としては、例えば、ステアリン酸カルシウム、ステアリン酸ナトリウム、ステアリン酸マグネシウム等の滑剤、酸化防止剤、艶消し剤および/または帯電防止剤が挙げられる。
【0045】
フィルム層を形成するために、ある実施態様において、フィルム層は押出プロセスを介して製造される。例えば、フィルム層に使用するポリエステルポリマー及び添加剤を溶融し、次いでシートとして鏡面回転製膜ドラム上に押出し、製膜フィルムを形成する。次いで、フィルムを急冷し、一方向または多方向に延伸する。本発明に従えば、フィルムは、延伸前にポリエステルポリマーのガラス転移温度付近に冷却される。
【0046】
形成されたフィルムは何らかの適切な方法または技術を使用して冷却される。ある実施態様において、例えば、フィルムは回転冷却ロールに接触させて冷却される。ロールは、ロールを介して流れる循環冷水などの何らかの適切な技術を使用して冷却される。例えば、ある実施態様において、ロールの表面温度は約40℃未満、好ましくは約30℃未満、更に好ましくは約15℃〜約25℃である。
【0047】
フィルム層は、ポリエステルポリマーのガラス転移温度付近またはそれより低い温度まで、フィルム層の温度を下げるのに十分な所定時間の間ロール表面に接触させる。ポリマーのガラス転移温度は、例えば、ポリマーの結晶化度に依存する。ポリマーがより結晶性であれば、例えば、より高いガラス転移温度を有する。
【0048】
形成されたフィルムは上述のように冷却され、効果的に急冷された際、フィルムは、ある実施態様において、基本的に非晶性である。ポリエチレンテレフタレートの製造の際、例えば、非晶フィルムのガラス転移温度は約67℃である。冷却後、フィルム層は、一方向または長手方向と横方向の両方向に延伸させられる。ある実施態様において、例えば、冷却された後のフィルム層は、最初に長手方向(機械方向とも称される)に延伸される。例えば1つ以上のロールを使用してフィルムを長手方向に延伸する。フィルム層は、ある実施態様において、ガラス転移温度の約30%以内の温度において長手方向の延伸を行う。例えば、ポリマーのガラス転移温度少なくとも約25%以内で、好ましくは少なくとも20%以内で、更に好ましくは約15%以内で延伸を行う。
【0049】
更に、ガラス転移温度を参照せずに特別な温度範囲でフィルム層を延伸してもよい。例えば、フィルム層を長手方向に約55℃〜約120℃、好ましくは約70℃〜約110℃の温度で延伸する。
【0050】
フィルムを長手方向に延伸することは、一般的にフィルムの結晶化度を高めることであり、それ故ガラス転移温度も高くなる(約80℃)。ある実施態様において、長手方向の延伸後、フィルムを横方向に延伸する。例えば、ある実施態様において、フィルムはテンターフレーム上で、当該フィルムのガラス転移温度の約30%以内、好ましくは約25%以内、更に好ましくは約20%以内、特に好ましくは約15%以内に再加熱される。テンターフレーム上で加熱する際、延伸前または延伸中にテンターフレームは通常オーブンを通過させるテンターフレーム上の間に、フィルムは一般に結晶化温度ゾーン内に導かれる。本願の開示に従えば、結晶化温度ゾーン内の温度は、ある実施態様において、約露点〜約70℃、好ましくは約露点〜約50℃である。
【0051】
上述のように、ある実施態様において、フィルムは1方向に延伸されていてもよい。ここで一方向とは、長手方向であっても横方向であってもよい。フィルムを横方向のみに延伸する場合は、例えば、フィルム形成後に直ちにフィルムをテンターフレームに設置し、上述に記載の再加熱するのと反対に延伸を行う。
【0052】
ガラス転移温度に係わらず、横方向延伸中のフィルム層の温度は、ある実施態様において、約60℃〜約120℃、好ましくは約70℃〜約100℃の範囲である。延伸は、ポリマーが動ける十分な温度にポリマーを加熱に対する機械的応力を使用して行われる。
【0053】
上述のフィルムの延伸は、ポリマーの潜在的な延伸性質を増加させることが明らかになった。更に、本発明に従ったフィルムの延伸は、フィルムに強度と可撓性を付与する。上述のように、本発明に従ったフィルムは、剛性が高いため、取扱が容易である。例えば、本発明のフィルムは多くの比較対象フィルムと比較して剛性が高いため、高速かつ薄いフィルムの製造を可能とする。
【0054】
フィルムの延伸比は種々のファクターによって決定される。一軸延伸の場合、一方向に対し(長手方向またはそれと直角方向)、元の長さに対し約1〜約5倍、好ましくは約3〜約4倍に延伸する。二軸延伸の場合、フィルムは、一軸目に対し垂直方向に元の長さに対し約1〜約5倍、好ましくは約3〜約4倍に延伸する。通常、フィルムの延伸比が大きいと、より高い潜在的収縮性を製品に付与することが出来る。
【0055】
フィルム層の最終厚みは、フィルム層の延伸比により決定され、またフィルム層が使用される用途により決定される。通常、フィルム層の厚さは、約10μm〜約500μm又はそれより大きい。ある実施態様において、フィルム層は約150μm未満、好ましくは約35μm〜約55μmである。
【0056】
ある用途において、形成された後のフィルム層に生じるヘーズ値を制御することが好ましい。本発明者らは、延伸時の温度および延伸比を注意深く制御することにより、フィルムの延伸性を著しく高めると供に、フィルムに生じるヘーズの量を最小とすることが出来ることを見出した。一般に、ポリマーのガラス転移温度よりもかなり低い温度で延伸を行うと、フィルムのヘーズが増加する。それ故、ヘーズは最終製品に多大に寄与しフィルム層の温度が、ガラス転移温度よりも約10℃以下の低い温度で、好ましくは約5℃以下の低い温度で延伸が行われる。本発明に従ったフィルム層はヘーズが約8%未満、好ましくは約5%未満、更に好ましくは約5%未満である。ヘーズはASTM Test Method D−1003に従って決定される。
【0057】
本発明に従った収縮性フィルム層を使用製品に組み込む場合、フィルム層は単独で使用しても他の層と組合せて使用してもよい。例えば、フィルム層は他のポリマー層と共押出されてもよく、又、フィルム層が形成された後に他の層と接着されてもよい。
【0058】
収縮性フィルム層を他の層と一緒に共押出する場合、他の層は同一のポリマーであっても異なるポリマーであってもよい。例えば、ある実施態様において、2以上の同じポリエステルポリマーから成るフィルム層が全て一緒に押出されてもよい。それぞれの層に所望の結果となるような異なる量で、滑り止め剤や顔料粒子などの異なる添加剤を含有させてもよい。
【0059】
別の実施態様において、異なるフィルム層に異なるポリマーを使用してもよい。異なるポリマーとしては、例えば、ポリエチレン及びポリプロピレン等のポリオレフィンポリマー、ポリエステルポリマー以外の種類などが挙げられる。例えば、ある実施態様において、フィルム製品は、未変性ポリエステルポリマーから成る収縮性フィルム層と変性ポリエステルポリマーから成る少なくとも1つの他のフィルム層とを共押出しして形成されていてもよい。
【0060】
必要であれば、それぞれの層が異なる収縮率を有する複合フィルムを製造してもよい。例えば、ある実施態様において、複合フィルムから成るフィルム製品は、ある収縮性フィルム層の収縮率が、他の層の10%より大きく、20%よりも大きく、30%よりも大きく、40%よりも大きく又は50%よりも大きくてもよい。
【0061】
上述のように、本発明に従ったフィルム層は数多くの態様が可能である。ある実施態様において、例えば、収縮性フィルム層は飲料用の容器などに貼付するラベルとして使用できる。ラベルに使用する際、フィルム層の収縮性は異なる方法で利用される。例えば、ある実施態様において、フィルムの収縮性は、収縮によって容器にラベルを巻付けるのに使用される。また、別の実施態様において、フィルムの収縮性は、使用済みの容器からラベルを除去するのに使用される。
【0062】
図1〜図3は本発明に従って製造されるラベルの種々の実施態様を示す。例えば、図1ラベル10を示す。図示するように、ラベルは、本開示に従って形成されたフィルム層12を含む。特に、フィルム層12は熱に曝された際に収縮するポリエステルポリマーから成る。フィルム層12は単層フィルムであっても、共押出された複層フィルムであってもよい。例えば、ある実施態様において、全てポリエステルポリマーから成る3層が共押出されて複合層12が形成される。
【0063】
フィルム層12の表面に近接するのは印刷層14である。印刷層14は収縮性フィルム層12を介して視認できることを意図される。それ故、この実施態様において、フィルム層12が透明または少なくとも半透明である。印刷層14は、例えば、特定の用途に必要とされる又は望ましい種々の適切な印刷デザインまたは文字から成っていてもよい。
【0064】
印刷層14の反対側は、ラベル10を容器や近接する表面に接着させる接着層16である。接着層16は、種々の適切な接着剤から成っていてもよい。接着層16を形成するのに使用される接着剤は、例えば、ラベルを収縮させ、その後に洗い流すことを意図するかどうか、又、ラベルを接着すべき表面の形状によっても選択される。
【0065】
ある実施態様において、例えば、接着層は、ホットメルト型接着剤、膠、放射線硬化型接着剤、熱融解型接着剤などを含んでいてもよい。
【0066】
ラベル10を水で取り除く場合、例えば、接着層は水性アクリレート分散剤から成っていてもよい。他の接着剤としては、水溶性接着剤、水膨潤性接着剤、水溶性または水膨潤性骨格バインダーを含む接着剤などが挙げられる。例えば、接着剤は、アクリレート、ポリビニルアルコール、ポリグリコール酸、ポリラクチド等から成っていてもよい。
【0067】
別の実施態様において、接着剤は感圧性接着剤または感熱性接着剤であってもよい。本発明において、溶剤接着剤もまた好ましい。溶剤接着剤としては、例えば、天然ゴム、又は、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体などの合成ゴム等が挙げられる。
【0068】
水で洗い流す対応を使用する場合、図1に示すラベル10は容器に貼付されている。容器を使用後にラベルを取り除くことが望ましい場合、容器を熱水浴中に浸す。水浴中には、水に加えて水酸化ナトリウム等の塩基を添加してもよい。水温は約70℃〜約90℃である。一旦、熱水中に沈めると、フィルム層12は収縮し、容器からラベル全体が剥離する。
【0069】
本発明に従ったラベル10の他の実施態様を図2に示す。同じ符号は類似の構成要素を示す。この実施態様において、収縮性フィルム層12は接着層16と印刷層14との間に配置される。明らかに、この実施態様において、印刷層14はフィルム層12によって保護されない。従って、ラベル10は更に保護層18を設けてもよい。保護層18は、例えば、ラッカー又は保護フィルム層から成っていてもよい。
【0070】
図3に、本発明に従って製造されたラベル10の他の実施態様を示す。繰り返すが、同じ符号は類似の構成要素を示す。図3に示す実施態様において、ラベル10は容器に巻付けることを意図されるチューブ状形状を有する。
【0071】
明らかなように、ラベル10は本発明に従って形成されたフィルム層12を含む。特に、フィルム層12はポリエステルポリマーから成り、熱などのエネルギーによる収縮性を有する。
【0072】
ラベル10は、更に、複合フィルムの2つの端を結合することにより形成される継ぎ目22を有していてもよい。結合を容易にするために、ラベル10は更にスキン層20を有していてもよい。スキン層20は、例えば、フィルム層12と一緒に共押出し、複合体の端同士を結合するような材料で形成される。
【0073】
例えば、ある実施態様において、複合フィルムの端は溶媒を使用して結合させることが出来る。具体的には、スキン層20に溶媒を接触させ、フィルム層12にスキン層を結合させ、継ぎ目22を形成する。
【0074】
本発明で使用されるスキン層の例としては、例えば、米国特許第5407752号明細書および米国特許第6765070号明細書に記載されている。例えば、ある実施態様において、スキン層は、主として芳香族ジカルボン酸またはそのエステル形成誘導体から成るジカルボン酸成分と、主としてエチレングリコールから成るジオール成分と、ビスフェノール化合物またはその誘導体のエチレンオキシド付加物とから成るポリエステルポリマーから成る。ジカルボン酸成分は、例えばテレフタル酸およびイソフタル酸またはそれらのエステル形成誘導体を含んでいてもよい。
【0075】
別の実施態様において、スキン層は、ポリエチレンテレフタレート樹脂およびポリブチレンテレフタレート樹脂の共重合ポリエステル樹脂から成っていてもよく、この場合、樹脂中のポリブチレンテレフタレート樹脂の含有量は約50%〜約95%である。この実施態様において、ポリエチレンテレフタレート樹脂はテレフタル酸およびイソフタル酸とエチレングリコールとの反応によって製造される。ジカルボン酸全量中のイソフタル酸の含有量は、約3モル%〜約30モル%である。更に、エチレングリコールに加えてシクロヘキサンジメタノールを、ジオール総量中約3モル%〜約40モル%併用してもよい。
【0076】
上記に加えて、他の種々のスキン層を使用してもよい。
【0077】
スキン層20をフィルム層12に結合させる場合、テトラヒドロフラン又は1,4−ジオキシレン等の溶媒をスキン層の所望の場所に接触させ、スキン層をフィルム層12に接触させればよい。
【実施例】
【0078】
本発明は、以下の実施例を参照して、より詳細に説明される。
【0079】
実施例1:
2種の異なるフィルムサンプルを本発明の開示に従って製造し、収縮性について評価した。
【0080】
フィルムサンプルはポリエチレンテレフタレート(PET)ホモポリマーから成っていた。フィルムサンプルを製造するため、PET樹脂を溶融し、押出しして溶融フィルム層を形成した。具体的には、溶融ポリマー材料は鏡面回転製膜ロール上に押出され製膜フィルムを形成した。フィルムは約280℃〜約290℃の温度で形成した。フィルムは、約19℃の冷却ロールに接触させることにより急冷した。冷却ロール上での滞留時間は約5秒〜約6秒であった。
【0081】
冷却後、フィルムは複数のロール間に供給され、長手方向に延伸された。赤外線ヒーターを使用して、延伸中フィルムを加熱した。延伸中のフィルム温度は約70℃〜約110℃であった。フィルムを長手方向に、元の長さの約2.5倍〜約4倍に延伸した。
【0082】
長手方向に延伸した後、フィルムを20℃の冷却ロールに接触させて一旦再冷却した。冷却後、フィルムをテンターフレームに供給し、オーブン内で再加熱し、印刷受用層を塗布した。フィルムを横方向に、元の長さの約3倍〜約5倍に延伸した。延伸後、フィルムは冷却された。
【0083】
2種の異なるフィルムサンプルが製造された。1番目のサンプル(サンプルNo.1)は長手方向の延伸後に低温に加熱されたものである。具体的には、1番目のサンプルは70〜90℃の温度のオーブンで予備加熱され、約70℃〜約85℃の温度で横方向に延伸した。
【0084】
それに対し、2番目のサンプル(サンプルNo.2)は、90〜110℃の温度のオーブンで予備加熱され、約70℃〜約85℃の温度で横方向に延伸したサンプルである。
【0085】
両フィルムサンプルの厚さは45μmであった。
【0086】
両フィルムサンプルに対し、引張性について評価した。具体的には、それぞれのフィルムサンプルを4インチ×4インチに切って試料とした。フィルムは、異なる温度の撹拌水浴に浸した。5分間水浴中に浸した後、試料の大きさを再度測定し収縮率を決定した。結果を図4に示す。
【0087】
図4に示されるように、サンプルNo.1は、低温において大きな収縮率を示す。
【0088】
図4に示されるように、長手方向の収縮率は横方向の収縮率に匹敵している。
【0089】
図4に示されるように、温度60℃における収縮率は2%以上、好ましくは5%以上であった。また、フィルムサンプルの温度70℃における収縮率は10%以上、好ましくは約10%〜約20%である。更に、フィルムサンプルの温度80℃における収縮率は約15%〜約25%であった。
【0090】
実施例2:
実施例1の製造方法に従い、2種の異なるフィルムサンプルが製造された。この実施例では、フィルムサンプルが収縮する際の収縮力を測定した。
【0091】
実施例1に記載されているように、PETホモポリマー樹脂を溶融し、押出して溶融フィルム層を形成した。フィルムは、約18℃〜約20℃の冷却ロールに接触させることにより急冷した。冷却後、フィルムは複数のロール間に供給され、長手方向に延伸された。延伸中のフィルム温度は約70℃〜約110℃であった。フィルムを長手方向に、元の長さの約2.5倍〜約4倍に延伸した。
【0092】
長手方向に延伸した後、フィルムを20℃の冷却ロールに接触させて一旦再冷却した。冷却後、フィルムをテンターフレームに供給し、オーブン内で再加熱し、印刷受用層を塗布した。フィルムを横方向に、元の長さの約3倍〜約5倍に延伸した。延伸後、フィルムは冷却された。横方向の延伸温度は、約73℃〜約90℃の温度で可変させた。具体的には、フィルムの温度は延伸開始と延伸終了時の温度を測定した。横方向の延伸初期では、フィルムの温度は約73℃〜約85℃の温度であった。横方向の延伸終了時では、フィルムの温度は約82℃〜約90℃の温度であった。全てのフィルムサンプルの厚さは45μmであった。
【0093】
サンプル製造後、AR1000−Nレオメーター(TA Instruments社製)を使用して収縮力を測定した。試験中フィルムを加熱するため、クラムシェル型環境試験室オーブンを使用した。フィルムサンプルは、レオメーターの2つの対となっているチャックの間に把持し、オーブン内で加熱した。測定開始温度は15℃であった。温度を1分間に1℃の割合で上昇させ、オーブンの温度を100℃に到達させた。把持された内側の試料の長さは37.5mmであった。全ての試料の幅は15mmとした。
【0094】
試験中、レオメーターのねじれ動作がゼロとなった。それぞれのサンプルは所定の位置で把持され、クラムシェル型オーブンでサンプルの周囲を覆った。オーブン中の温度を上昇させ、フィルムの収縮によるクランプ間に及ぼす力を記録した。結果はN/15mm幅として記録した。結果を以下の表に示す。
【0095】
【表1】
【0096】
【表2】
【0097】
【表3】
【0098】
【表4】
【0099】
図5及び図6に結果を図示する。具体的には、図5は全10サンプルの長手方向の収縮力を示し、図6は全10サンプルの横方向の収縮力を示す。
【0100】
本発明のこれら及び他の改良および変更は、添付の請求の範囲により詳細に記載される本発明の精神および範囲を逸脱することなく、当業者によって実施可能である。更に、種々の実施形態の要旨は、全部または一部に関し相互に交換可能である。更に、当業者に理解されるように、上記記載は単に例示であって、添付の請求の範囲に記載される本発明を限定するものではない。
【技術分野】
【0001】
本発明は、潜在的収縮性を有するポリエステルフィルム及びその製造方法に関する。本発明は、2008年3月14日出願の米国仮特許出願61/036746号、2008年3月10日出願の米国仮特許出願61/035159号および2007年11月21日出願の米国仮特許出願60/989644号に基づく優先権を主張した出願である。
【背景技術】
【0002】
熱に曝された際に収縮するように設計されたポリマーフィルムは、種々の装置および応用分野において有用である。そのようなフィルムは、例えば包装材料、結束材料、シール材料、ラベル材料などに使用される。
【0003】
ラベルに使用される場合、例えば、フィルムをチューブ状に作成し、次いで容器の回りに配置する。容器の回りに配置されたフィルムは熱に曝され、収縮し、容器のまわりにしっかりと固定される。
【0004】
別の態様において、収縮フィルムに接着剤を塗布して容器に密着する。容器を使用した後に、熱に曝してフィルムを収縮させ、容器からフィルムを脱着する。フィルムを脱着した容器は、所望により洗浄され、再度充填し、再使用される。
【0005】
従来、収縮フィルムの分野において、種々の異なる型のフィルムが提案されている。ポリエステル系収縮フィルムは、非相溶の樹脂がリサイクルの流れの中に導入されることなくポリエステルラベルと共にポリエステル容器をリサイクルすることによりリサイクルプロセスを容易に出来るため、特に好ましい。従来、ポリエステルポリマーは収縮性を高めるために変性が行われてきた。そのようなポリエステルフィルムは、例えば、特許文献1〜5に記載されており、本発明において参照により本明細書に含める。
【0006】
上記の文献には、上述のように本分野において非常に好適であるものの、所望の収縮率を得るためにポリエステルポリマーを化学的に変性させたり、他の原料と共重合させる必要がある。
【0007】
収縮性フィルムの製造に使用される種々の他のポリマーが提案されている。例えば、特許文献6(本発明において参照により本明細書に含める)には、温度を上げると収縮する延伸フィルム層を含む自己接着性フィルムラベルが開示されている。特許文献6は、ポリ塩化ビニルが収縮性フィルムを形成するのに好適な材料であることが記載されている。更に、特許文献6は、収縮性ポリエステルフィルムについて述べている。しかしながら、ポリエステルフィルムの80℃での収縮率は10%未満であり、PVCフィルムと比較して明らかに長手方向の収縮率が低い。
【0008】
収縮フィルムとしてポリ塩化ビニルを使用する際に、種々の不利な点があるかもしれない。ポリ塩化ビニル樹脂は、例えば、耐熱性、耐候性、耐薬品性などに問題がある。ポリ塩化ビニルフィルムは、例えば、フィルムに印刷を施す際、フィッシュアイがしばしば発生する。また、ポリ塩化ビニルフィルムは、特に焼却時において、適切に廃棄する必要があるという問題がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第5407752号明細書
【特許文献2】米国特許第6630230号明細書
【特許文献3】米国特許第6765070号明細書
【特許文献4】米国特許第7008698号明細書
【特許文献5】米国特許第7195822号明細書
【特許文献6】米国特許第6680097号明細書
【発明の開示】
【発明が解決しようとする課題】
【0010】
上述の通り、改良された収縮性フィルムの必要性が高まっている。特に、化学的変性や他のポリマーとの組合せの必要の無く所望の収縮性を付与できるポリエステルポリマーから製造された収縮性フィルムの要求が高まっている。
【課題を解決するための手段】
【0011】
代表的には、本発明は収縮性フィルム製品に関する。フィルム製品は、例えば、加熱などによる十分なエネルギー量に曝された際に収縮する少なくとも1つのフィルム層を有する。特に好ましい態様として、収縮性フィルムは未変性ポリエステルフィルムから主として形成できる。ここで、「未変性」ポリエステルポリマーとは、ポリエステルを形成するためのモノマー種の1つが少なくとも部分的に他の添加モノマーによって置換されていない、及び/又は、ポリエステルポリマー他のポリマーと共重合されているポリエステルポリマーを含まないことを意味する。例えば、ある実施態様において、ポリエステルポリマーは、基本的にグリコールとジカルボン酸とから重縮合反応により製造される。例えば、ある実施態様において、ポリエステルポリマーは、基本的にポリエチレングリコールとテレフタル酸とから製造されたポリエチレンテレフタレートから成る。
【0012】
なお、他の実施態様において、変性ポリエステルを使用してもよい。
【0013】
本発明の収縮性フィルムは、ポリマーのガラス転移温度付近の比較的低い温度で、フィルム延伸を行って製造される。ここで、ガラス転移温度は示差走査熱量分析(DSC)を使用して決定されるものである。本発明者は低い温度でのフィルム延伸がポリマーの収縮性を顕著に高めることを見出した。
【0014】
ある実施態様において、本発明は収縮性フィルムの製造方法に関する。本発明の製造方法はポリエステルポリマーから成るフィルム層を形成する工程を含む。ポリエステルポリマーは、例えばポリエチレンテレフタレートから成る。ある実施態様において、ポリエステルポリマーは未変性である。例えば、ポリエステルポリマーは、主としてポリエチレングリコールなどの1種のジオール及びテレフタル酸の重縮合反応生成物から成る。
【0015】
ポリエステルポリマーを加熱して溶融ポリマーとし、次いで溶融ポリマーを押出機を介して押出し、フィルムを形成することにより、フィルム層が初めに形成される。
【0016】
フィルム層が形成された後、フィルム層はポリエステルポリマーのガラス転移温度付近まで冷却される。本発明の方法に従えば、フィルム層は次いで少なくとも1方向に延伸される。例えば、ある実施態様において単方向に延伸される。あるいは、フィルム層は長手方向と横方向の両方に二軸延伸される。フィルム層の延伸は、例えば、1方向又は両方向に対して、延伸前の長さに対して約1〜5倍、好ましくは約3〜4倍の延伸比で行われる。
【0017】
フィルム層が形成された後にフィルム層を冷却するために、ある実施態様において冷却ロールの表面にフィルムを搬送する。冷却ロールの表面温度は、約30℃未満、好ましくは約25℃未満である。一度冷却した後、フィルムは延伸される。例えば、ある実施態様において、フィルム層は、約120℃未満、好ましくは約100℃未満、更に好ましくは約90℃未満、特に好ましくは約60〜約120℃に冷却される。ある実施態様において、延伸後、フィルム層は、熱処理またはアニーリングが施される。
【0018】
本発明によって製造されるフィルムは種々の物品に使用でき、種々の技術的利点を有する。本発明によって製造されるフィルム層は、例えば、延伸後に少なくとも部分的に結晶化し、80℃で3分間加熱後の少なくとも1方向の収縮率が10%以上に設計される。例えば、ある実施態様において、ポリエステルポリマーから成るフィルム層は、80℃で3分間加熱後の収縮率が約10〜約40%、好ましくは約20〜約40%である。上述のように、収縮は1方向のみに起きても、長手方向と横方向の両方向に起きてもよい。
【0019】
本発明によって製造されるフィルム製品は、ポリエステルポリマーから成る単層製品であっても、同種ポリマー又は異種ポリマーを共押出しした複層製品であってもよい。
【0020】
ある実施態様において、フィルム製品はラベルに加えられる。ある特定の応用例として、例えば、ラベルは外側表面に設けられた接着層を有する。接着層はラベルを容器や他の物品に接着させるためのものである。容器または他の物品を使用後、ラベルは加熱された水で処理して洗い落とされる。
【0021】
別の実施態様において、本発明のフィルム製品はチューブ状に形成され、容器のまわりに配置される。この実施態様において、加熱または他のエネルギー源による処理を施し、チューブ状のフィルム製品は収縮し、容器にしっかりと密着する。
【0022】
フィルム製品がラベルに使用される場合、ある実施態様において、ラベルは印刷層を有する。例えば、ある実施態様において、印刷層は、接着層とポリエステルポリマーから成るフィルム層との間に配置される。別の実施態様において、ポリエステルポリマーから成るフィルム層は、接着層と印刷層との間に配置されていてもよい。
【0023】
本発明において開示する他の要旨については、以下に詳細を示す。
【発明の効果】
【0024】
本発明の収縮性フィルムは、化学的変性や他のポリマーとの組合せの必要の無く所望の収縮性を付与できるポリエステルポリマーから製造されている。
【図面の簡単な説明】
【0025】
【図1】本発明に従って製造されるフィルム製品の一実施態様の断面図
【図2】本発明に従って製造される他のフィルム製品の一実施態様の断面図
【図3】本発明に従って製造される更に他のフィルム製品の一実施態様の断面図
【図4】実施例にて得られた測定結果を示すグラフ
【図5】実施例にて得られた測定結果を示すグラフ
【図6】実施例にて得られた測定結果を示すグラフ
【発明を実施するための最良の形態】
【0026】
当業者に最良な実施形態を含む本発明の全てかつ可能な記載を以下に図面を参照して詳述する。本明細書および図面において繰返し使用される参照文字は、本発明の同じ又は類似の構成要素を示すものとする。
【0027】
当業者によって理解されるように、本記載は例示実施態様に関するものであり、本発明のより広い範囲の要旨を限定するものではない。
【0028】
代表的に、本開示はポリエステルポリマーから成る収縮性フィルムに関する。フィルムは種々の物品や応用品に使用できる。例えば、本発明の開示に従ったフィルムは、腐りやすい物およびそうでない物を収縮ラッピングするための包装材料として使用される。フィルムは、更に結束材料、被覆材料、シール性材料などに組み込むことが出来る。他の実施態様において、フィルムは容器に貼り付けるラベルに組み込むことが出来る。フィルムの潜在的収縮性は、収縮ラッピングプロセスにおける容器へのラベルの密着に使用するだけでなく、一旦容器が空になった際あるいは使用済みの際にラベルを容器から除去することにも使用できる。
【0029】
本発明の収縮性フィルム層は代表的にはポリエステルポリマーから作られる。フィルムの収縮性を高めるため、比較的低い温度で一軸又は二軸にフィルムを延伸する。例えば、本発明において、フィルムは、一方向または二方向に120℃未満、好ましくはポリエステルポリマーのガラス転移温度付近で引張する「低温引張(延伸)」プロセス処理を施す。例えば、フィルムを延伸する毎に、ポリマーのガラス転移温度の約30%以内、好ましくは約25%以内、更に好ましくは約20%以内、特に好ましくは約15%以内の上下の温度とする。フィルムを延伸した後フィルムには、通常、熱処理やアニーリングプロセスを施さない。
【0030】
本発明者らは、フィルムを比較的低温で引張(延伸)することにより、フィルムを後で加熱などのエネルギー処理した際にフィルムの収縮性を大きく高めることが出来ることを見出した。その理由については明らかではないが、比較的低温でフィルムを延伸することにより、後で加熱した際に、フィルムの結晶構造がフィルムを高温で延伸する場合と比較して、より大きくフィルムを収縮させる要因となると推定される。
【0031】
本発明に従って製造されるフィルムは、例えば、80℃で3分間処理した際の少なくとも一方向のその長さの収縮率が10%以上である。フィルムの上記温度での処理は、例えば、水浴に浸す方法、空気などの加熱ガスに接触させる方法、赤外線などの照射による方法または他のフィルム加熱手段により行われる。本発明に従って製造されるフィルムは、フィルムを延伸させたそれぞれの方向に収縮する。それ故、フィルムが比較的低温で二軸延伸されている場合、十分な量のエネルギー処理を行った際、長手方向と横方向の両方に収縮する。
【0032】
フィルムに付与できる収縮量は異なるファクターにより種々変化できる。例えば、ある実施態様において、80℃で3分間処理した際の少なくとも一方向において、フィルムに対し20%以上、30%以上、50%以上、更に約60%を超える収縮を行うことが出来る。更に、フィルムを長手方向だけでなく横方向にも延伸させることにより、二重の収縮性を付与した構成とすることも出来る。事実、長手方向および横方向に上記の量の収縮を行う構成とすることが出来る。
【0033】
ある実施態様において、例えば、ポリエステルフィルムは、水浴に浸した際の収縮開始温度が70℃未満、好ましくは65℃未満となる構成とすることが出来る。例えば、本発明に従って製造されるフィルムは、70℃において長手方向および横方向の両方向に10%以上の収縮率、好ましくは約10〜約25%の収縮率とすることが出来る。80℃においては、両方向に約15%以上の収縮率、好ましくは約15〜約30%の収縮率とすることが出来る。90℃においては、両方向に約20%以上の収縮率、好ましくは約20〜約35%の収縮率とすることが出来る。100℃においては、両方向に約25%以上の収縮率、好ましくは約25〜約40%又はそれより大きい収縮率とすることが出来る。
【0034】
収縮率の際、フィルムは、収縮する方向に対して収縮力として知られている力を示す。本発明に従って製造されるフィルムは、例えば、最大収縮力が約5N/15mmより大きく、好ましくは約8N/15mmより大きく、更に好ましくは約10N/15mmより大きく、より好ましくは約12N/15mmより大きく、特に好ましくは約15N/15mmより大きい。例えば、フィルムは長手方向(機械方向)に約5N/15mm〜約10N/15mmの収縮力を示す。一方、横方向については、フィルムは約8N/15mm〜約15N/15mmの収縮力を示す。最大収縮力は約65℃〜約85℃の間で生じる。
【0035】
本発明に従って製造されるフィルムは、同じ暑さの他のポリエステルフィルムと比較して、相対的に堅い。堅さが増加すると、種々の利点がある。例えば、相対的に堅いフィルムは、対象物品に貼付けたり取除く際に容易に取扱える。
【0036】
特に有利な点は、ある実施態様において、フィルムに使用されるポリエステルポリマーが未変性であることである。従来、例えば、未変性ポリエステルポリマーは、通常多くの収縮性応用品に十分な収縮特性を付与できないと考えられてきた。それ故、ポリマーの収縮特性を増加させるために、ポリエステルポリマーは一般に化学変性されるか又は共重合が行われていた。本発明に従えば、未変性ポリマーから主として成るフィルムであるにもかかわらず、80℃で3分間処理した際の少なくとも一方向において、収縮率を約10%〜約40%或いはそれよりも大きくするように構成できる。
【0037】
収縮性フィルム層は未変性ポリマーから成り、その量は60重量%を超え、好ましくは70重量%を超え、更に好ましくは80重量%を超え、より好ましくは90重量%を超え、特に好ましくは95重量%を超える。
【0038】
本発明のフィルム層を形成するのに使用されるポリエステルポリマーは、グリコール又はジオールとジカルボン酸またはそのエステル等価物との重縮合反応生成物から成っていてもよい。ジカルボン酸としては、テレフタル酸、イソフタル酸、セバシン酸、マロン酸、アジピン酸、アゼライン酸、グルタール酸、スベリン酸、コハク酸およびこれら2種以上の混合物などが使用できる。好ましいグリコールとしては、エチレングリコール、ジエチレングリコール、ポリエチレングリコール及びブタンジオール等のポリオールが挙げられる。ポリエステルは例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等から成ることが好ましい。
【0039】
なお、本発明の製造方法において、変性ポリエステルも使用してもよいと理解されるべきである。特に、本発明における低温延伸プロセスは共重合体を含む化学変性ポリマーの収縮特性を増加させる。例えば、ある実施態様において、ポリエステルポリマーが、ポリエチレンテレフタレート/イソフタレート等の共重合ポリマーから成っていてもよい。
【0040】
本発明で使用される変性ポリエステルは、例えば、変性された酸および/またはグリコールから形成されてもよい。ある実施態様において、例えば、ポリエステルポリマーは、ほんのわずかに変性されている。例えば、10モル%未満、好ましくは約5モル%未満の酸成分および/またはグリコール成分を変性する。
【0041】
他の実施態様において、変性ポリマーはポリエステルポリマーのブレンド物から成っていてもよい。例えば、フィルムが、共重合ポリエステルをブレンドしたポリエステルポリマーから製造されてもよい。このようなポリエステルブレンド物は米国特許第6599994号明細書に記載されており、参照により本願に引用される。
【0042】
収縮フィルム層の製造において、ポリエステルポリマーは所望により種々の添加剤と共に使用されてもよい。そのような添加剤としては、例えば、滑り性、不透明性または着色性を付与するフィラー、滑剤、酸化防止剤などが挙げられる。フィルム層に滑り性を付与するフィラーとしては、例えば、シリカ、タルク、カオリン、炭酸カルシウム等の微粒子である無機粒子、ぽり(メタ)アクリル酸樹脂、ポリスチレン樹脂、ポリテトラフルオロエチレン樹脂、これらの有機ポリマーの架橋粒子などの有機微粒子が挙げられる。これらの粒子の平均粒径は、例えば、約0.1〜10μmである。
【0043】
着色するためにフィルム層にフィラーを添加してもよい。この実施態様において、例えば、フィラー又は顔料としては、二酸化チタン粒子、金属酸化物粒子、炭素粒子などが挙げられる。一般的に、フィルム層に適切な着色および/または不透明性を付与するために、フィルムに何らかの適切な顔料粒子を添加する。
【0044】
フィルム層に添加してもよい他の添加剤としては、例えば、ステアリン酸カルシウム、ステアリン酸ナトリウム、ステアリン酸マグネシウム等の滑剤、酸化防止剤、艶消し剤および/または帯電防止剤が挙げられる。
【0045】
フィルム層を形成するために、ある実施態様において、フィルム層は押出プロセスを介して製造される。例えば、フィルム層に使用するポリエステルポリマー及び添加剤を溶融し、次いでシートとして鏡面回転製膜ドラム上に押出し、製膜フィルムを形成する。次いで、フィルムを急冷し、一方向または多方向に延伸する。本発明に従えば、フィルムは、延伸前にポリエステルポリマーのガラス転移温度付近に冷却される。
【0046】
形成されたフィルムは何らかの適切な方法または技術を使用して冷却される。ある実施態様において、例えば、フィルムは回転冷却ロールに接触させて冷却される。ロールは、ロールを介して流れる循環冷水などの何らかの適切な技術を使用して冷却される。例えば、ある実施態様において、ロールの表面温度は約40℃未満、好ましくは約30℃未満、更に好ましくは約15℃〜約25℃である。
【0047】
フィルム層は、ポリエステルポリマーのガラス転移温度付近またはそれより低い温度まで、フィルム層の温度を下げるのに十分な所定時間の間ロール表面に接触させる。ポリマーのガラス転移温度は、例えば、ポリマーの結晶化度に依存する。ポリマーがより結晶性であれば、例えば、より高いガラス転移温度を有する。
【0048】
形成されたフィルムは上述のように冷却され、効果的に急冷された際、フィルムは、ある実施態様において、基本的に非晶性である。ポリエチレンテレフタレートの製造の際、例えば、非晶フィルムのガラス転移温度は約67℃である。冷却後、フィルム層は、一方向または長手方向と横方向の両方向に延伸させられる。ある実施態様において、例えば、冷却された後のフィルム層は、最初に長手方向(機械方向とも称される)に延伸される。例えば1つ以上のロールを使用してフィルムを長手方向に延伸する。フィルム層は、ある実施態様において、ガラス転移温度の約30%以内の温度において長手方向の延伸を行う。例えば、ポリマーのガラス転移温度少なくとも約25%以内で、好ましくは少なくとも20%以内で、更に好ましくは約15%以内で延伸を行う。
【0049】
更に、ガラス転移温度を参照せずに特別な温度範囲でフィルム層を延伸してもよい。例えば、フィルム層を長手方向に約55℃〜約120℃、好ましくは約70℃〜約110℃の温度で延伸する。
【0050】
フィルムを長手方向に延伸することは、一般的にフィルムの結晶化度を高めることであり、それ故ガラス転移温度も高くなる(約80℃)。ある実施態様において、長手方向の延伸後、フィルムを横方向に延伸する。例えば、ある実施態様において、フィルムはテンターフレーム上で、当該フィルムのガラス転移温度の約30%以内、好ましくは約25%以内、更に好ましくは約20%以内、特に好ましくは約15%以内に再加熱される。テンターフレーム上で加熱する際、延伸前または延伸中にテンターフレームは通常オーブンを通過させるテンターフレーム上の間に、フィルムは一般に結晶化温度ゾーン内に導かれる。本願の開示に従えば、結晶化温度ゾーン内の温度は、ある実施態様において、約露点〜約70℃、好ましくは約露点〜約50℃である。
【0051】
上述のように、ある実施態様において、フィルムは1方向に延伸されていてもよい。ここで一方向とは、長手方向であっても横方向であってもよい。フィルムを横方向のみに延伸する場合は、例えば、フィルム形成後に直ちにフィルムをテンターフレームに設置し、上述に記載の再加熱するのと反対に延伸を行う。
【0052】
ガラス転移温度に係わらず、横方向延伸中のフィルム層の温度は、ある実施態様において、約60℃〜約120℃、好ましくは約70℃〜約100℃の範囲である。延伸は、ポリマーが動ける十分な温度にポリマーを加熱に対する機械的応力を使用して行われる。
【0053】
上述のフィルムの延伸は、ポリマーの潜在的な延伸性質を増加させることが明らかになった。更に、本発明に従ったフィルムの延伸は、フィルムに強度と可撓性を付与する。上述のように、本発明に従ったフィルムは、剛性が高いため、取扱が容易である。例えば、本発明のフィルムは多くの比較対象フィルムと比較して剛性が高いため、高速かつ薄いフィルムの製造を可能とする。
【0054】
フィルムの延伸比は種々のファクターによって決定される。一軸延伸の場合、一方向に対し(長手方向またはそれと直角方向)、元の長さに対し約1〜約5倍、好ましくは約3〜約4倍に延伸する。二軸延伸の場合、フィルムは、一軸目に対し垂直方向に元の長さに対し約1〜約5倍、好ましくは約3〜約4倍に延伸する。通常、フィルムの延伸比が大きいと、より高い潜在的収縮性を製品に付与することが出来る。
【0055】
フィルム層の最終厚みは、フィルム層の延伸比により決定され、またフィルム層が使用される用途により決定される。通常、フィルム層の厚さは、約10μm〜約500μm又はそれより大きい。ある実施態様において、フィルム層は約150μm未満、好ましくは約35μm〜約55μmである。
【0056】
ある用途において、形成された後のフィルム層に生じるヘーズ値を制御することが好ましい。本発明者らは、延伸時の温度および延伸比を注意深く制御することにより、フィルムの延伸性を著しく高めると供に、フィルムに生じるヘーズの量を最小とすることが出来ることを見出した。一般に、ポリマーのガラス転移温度よりもかなり低い温度で延伸を行うと、フィルムのヘーズが増加する。それ故、ヘーズは最終製品に多大に寄与しフィルム層の温度が、ガラス転移温度よりも約10℃以下の低い温度で、好ましくは約5℃以下の低い温度で延伸が行われる。本発明に従ったフィルム層はヘーズが約8%未満、好ましくは約5%未満、更に好ましくは約5%未満である。ヘーズはASTM Test Method D−1003に従って決定される。
【0057】
本発明に従った収縮性フィルム層を使用製品に組み込む場合、フィルム層は単独で使用しても他の層と組合せて使用してもよい。例えば、フィルム層は他のポリマー層と共押出されてもよく、又、フィルム層が形成された後に他の層と接着されてもよい。
【0058】
収縮性フィルム層を他の層と一緒に共押出する場合、他の層は同一のポリマーであっても異なるポリマーであってもよい。例えば、ある実施態様において、2以上の同じポリエステルポリマーから成るフィルム層が全て一緒に押出されてもよい。それぞれの層に所望の結果となるような異なる量で、滑り止め剤や顔料粒子などの異なる添加剤を含有させてもよい。
【0059】
別の実施態様において、異なるフィルム層に異なるポリマーを使用してもよい。異なるポリマーとしては、例えば、ポリエチレン及びポリプロピレン等のポリオレフィンポリマー、ポリエステルポリマー以外の種類などが挙げられる。例えば、ある実施態様において、フィルム製品は、未変性ポリエステルポリマーから成る収縮性フィルム層と変性ポリエステルポリマーから成る少なくとも1つの他のフィルム層とを共押出しして形成されていてもよい。
【0060】
必要であれば、それぞれの層が異なる収縮率を有する複合フィルムを製造してもよい。例えば、ある実施態様において、複合フィルムから成るフィルム製品は、ある収縮性フィルム層の収縮率が、他の層の10%より大きく、20%よりも大きく、30%よりも大きく、40%よりも大きく又は50%よりも大きくてもよい。
【0061】
上述のように、本発明に従ったフィルム層は数多くの態様が可能である。ある実施態様において、例えば、収縮性フィルム層は飲料用の容器などに貼付するラベルとして使用できる。ラベルに使用する際、フィルム層の収縮性は異なる方法で利用される。例えば、ある実施態様において、フィルムの収縮性は、収縮によって容器にラベルを巻付けるのに使用される。また、別の実施態様において、フィルムの収縮性は、使用済みの容器からラベルを除去するのに使用される。
【0062】
図1〜図3は本発明に従って製造されるラベルの種々の実施態様を示す。例えば、図1ラベル10を示す。図示するように、ラベルは、本開示に従って形成されたフィルム層12を含む。特に、フィルム層12は熱に曝された際に収縮するポリエステルポリマーから成る。フィルム層12は単層フィルムであっても、共押出された複層フィルムであってもよい。例えば、ある実施態様において、全てポリエステルポリマーから成る3層が共押出されて複合層12が形成される。
【0063】
フィルム層12の表面に近接するのは印刷層14である。印刷層14は収縮性フィルム層12を介して視認できることを意図される。それ故、この実施態様において、フィルム層12が透明または少なくとも半透明である。印刷層14は、例えば、特定の用途に必要とされる又は望ましい種々の適切な印刷デザインまたは文字から成っていてもよい。
【0064】
印刷層14の反対側は、ラベル10を容器や近接する表面に接着させる接着層16である。接着層16は、種々の適切な接着剤から成っていてもよい。接着層16を形成するのに使用される接着剤は、例えば、ラベルを収縮させ、その後に洗い流すことを意図するかどうか、又、ラベルを接着すべき表面の形状によっても選択される。
【0065】
ある実施態様において、例えば、接着層は、ホットメルト型接着剤、膠、放射線硬化型接着剤、熱融解型接着剤などを含んでいてもよい。
【0066】
ラベル10を水で取り除く場合、例えば、接着層は水性アクリレート分散剤から成っていてもよい。他の接着剤としては、水溶性接着剤、水膨潤性接着剤、水溶性または水膨潤性骨格バインダーを含む接着剤などが挙げられる。例えば、接着剤は、アクリレート、ポリビニルアルコール、ポリグリコール酸、ポリラクチド等から成っていてもよい。
【0067】
別の実施態様において、接着剤は感圧性接着剤または感熱性接着剤であってもよい。本発明において、溶剤接着剤もまた好ましい。溶剤接着剤としては、例えば、天然ゴム、又は、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体などの合成ゴム等が挙げられる。
【0068】
水で洗い流す対応を使用する場合、図1に示すラベル10は容器に貼付されている。容器を使用後にラベルを取り除くことが望ましい場合、容器を熱水浴中に浸す。水浴中には、水に加えて水酸化ナトリウム等の塩基を添加してもよい。水温は約70℃〜約90℃である。一旦、熱水中に沈めると、フィルム層12は収縮し、容器からラベル全体が剥離する。
【0069】
本発明に従ったラベル10の他の実施態様を図2に示す。同じ符号は類似の構成要素を示す。この実施態様において、収縮性フィルム層12は接着層16と印刷層14との間に配置される。明らかに、この実施態様において、印刷層14はフィルム層12によって保護されない。従って、ラベル10は更に保護層18を設けてもよい。保護層18は、例えば、ラッカー又は保護フィルム層から成っていてもよい。
【0070】
図3に、本発明に従って製造されたラベル10の他の実施態様を示す。繰り返すが、同じ符号は類似の構成要素を示す。図3に示す実施態様において、ラベル10は容器に巻付けることを意図されるチューブ状形状を有する。
【0071】
明らかなように、ラベル10は本発明に従って形成されたフィルム層12を含む。特に、フィルム層12はポリエステルポリマーから成り、熱などのエネルギーによる収縮性を有する。
【0072】
ラベル10は、更に、複合フィルムの2つの端を結合することにより形成される継ぎ目22を有していてもよい。結合を容易にするために、ラベル10は更にスキン層20を有していてもよい。スキン層20は、例えば、フィルム層12と一緒に共押出し、複合体の端同士を結合するような材料で形成される。
【0073】
例えば、ある実施態様において、複合フィルムの端は溶媒を使用して結合させることが出来る。具体的には、スキン層20に溶媒を接触させ、フィルム層12にスキン層を結合させ、継ぎ目22を形成する。
【0074】
本発明で使用されるスキン層の例としては、例えば、米国特許第5407752号明細書および米国特許第6765070号明細書に記載されている。例えば、ある実施態様において、スキン層は、主として芳香族ジカルボン酸またはそのエステル形成誘導体から成るジカルボン酸成分と、主としてエチレングリコールから成るジオール成分と、ビスフェノール化合物またはその誘導体のエチレンオキシド付加物とから成るポリエステルポリマーから成る。ジカルボン酸成分は、例えばテレフタル酸およびイソフタル酸またはそれらのエステル形成誘導体を含んでいてもよい。
【0075】
別の実施態様において、スキン層は、ポリエチレンテレフタレート樹脂およびポリブチレンテレフタレート樹脂の共重合ポリエステル樹脂から成っていてもよく、この場合、樹脂中のポリブチレンテレフタレート樹脂の含有量は約50%〜約95%である。この実施態様において、ポリエチレンテレフタレート樹脂はテレフタル酸およびイソフタル酸とエチレングリコールとの反応によって製造される。ジカルボン酸全量中のイソフタル酸の含有量は、約3モル%〜約30モル%である。更に、エチレングリコールに加えてシクロヘキサンジメタノールを、ジオール総量中約3モル%〜約40モル%併用してもよい。
【0076】
上記に加えて、他の種々のスキン層を使用してもよい。
【0077】
スキン層20をフィルム層12に結合させる場合、テトラヒドロフラン又は1,4−ジオキシレン等の溶媒をスキン層の所望の場所に接触させ、スキン層をフィルム層12に接触させればよい。
【実施例】
【0078】
本発明は、以下の実施例を参照して、より詳細に説明される。
【0079】
実施例1:
2種の異なるフィルムサンプルを本発明の開示に従って製造し、収縮性について評価した。
【0080】
フィルムサンプルはポリエチレンテレフタレート(PET)ホモポリマーから成っていた。フィルムサンプルを製造するため、PET樹脂を溶融し、押出しして溶融フィルム層を形成した。具体的には、溶融ポリマー材料は鏡面回転製膜ロール上に押出され製膜フィルムを形成した。フィルムは約280℃〜約290℃の温度で形成した。フィルムは、約19℃の冷却ロールに接触させることにより急冷した。冷却ロール上での滞留時間は約5秒〜約6秒であった。
【0081】
冷却後、フィルムは複数のロール間に供給され、長手方向に延伸された。赤外線ヒーターを使用して、延伸中フィルムを加熱した。延伸中のフィルム温度は約70℃〜約110℃であった。フィルムを長手方向に、元の長さの約2.5倍〜約4倍に延伸した。
【0082】
長手方向に延伸した後、フィルムを20℃の冷却ロールに接触させて一旦再冷却した。冷却後、フィルムをテンターフレームに供給し、オーブン内で再加熱し、印刷受用層を塗布した。フィルムを横方向に、元の長さの約3倍〜約5倍に延伸した。延伸後、フィルムは冷却された。
【0083】
2種の異なるフィルムサンプルが製造された。1番目のサンプル(サンプルNo.1)は長手方向の延伸後に低温に加熱されたものである。具体的には、1番目のサンプルは70〜90℃の温度のオーブンで予備加熱され、約70℃〜約85℃の温度で横方向に延伸した。
【0084】
それに対し、2番目のサンプル(サンプルNo.2)は、90〜110℃の温度のオーブンで予備加熱され、約70℃〜約85℃の温度で横方向に延伸したサンプルである。
【0085】
両フィルムサンプルの厚さは45μmであった。
【0086】
両フィルムサンプルに対し、引張性について評価した。具体的には、それぞれのフィルムサンプルを4インチ×4インチに切って試料とした。フィルムは、異なる温度の撹拌水浴に浸した。5分間水浴中に浸した後、試料の大きさを再度測定し収縮率を決定した。結果を図4に示す。
【0087】
図4に示されるように、サンプルNo.1は、低温において大きな収縮率を示す。
【0088】
図4に示されるように、長手方向の収縮率は横方向の収縮率に匹敵している。
【0089】
図4に示されるように、温度60℃における収縮率は2%以上、好ましくは5%以上であった。また、フィルムサンプルの温度70℃における収縮率は10%以上、好ましくは約10%〜約20%である。更に、フィルムサンプルの温度80℃における収縮率は約15%〜約25%であった。
【0090】
実施例2:
実施例1の製造方法に従い、2種の異なるフィルムサンプルが製造された。この実施例では、フィルムサンプルが収縮する際の収縮力を測定した。
【0091】
実施例1に記載されているように、PETホモポリマー樹脂を溶融し、押出して溶融フィルム層を形成した。フィルムは、約18℃〜約20℃の冷却ロールに接触させることにより急冷した。冷却後、フィルムは複数のロール間に供給され、長手方向に延伸された。延伸中のフィルム温度は約70℃〜約110℃であった。フィルムを長手方向に、元の長さの約2.5倍〜約4倍に延伸した。
【0092】
長手方向に延伸した後、フィルムを20℃の冷却ロールに接触させて一旦再冷却した。冷却後、フィルムをテンターフレームに供給し、オーブン内で再加熱し、印刷受用層を塗布した。フィルムを横方向に、元の長さの約3倍〜約5倍に延伸した。延伸後、フィルムは冷却された。横方向の延伸温度は、約73℃〜約90℃の温度で可変させた。具体的には、フィルムの温度は延伸開始と延伸終了時の温度を測定した。横方向の延伸初期では、フィルムの温度は約73℃〜約85℃の温度であった。横方向の延伸終了時では、フィルムの温度は約82℃〜約90℃の温度であった。全てのフィルムサンプルの厚さは45μmであった。
【0093】
サンプル製造後、AR1000−Nレオメーター(TA Instruments社製)を使用して収縮力を測定した。試験中フィルムを加熱するため、クラムシェル型環境試験室オーブンを使用した。フィルムサンプルは、レオメーターの2つの対となっているチャックの間に把持し、オーブン内で加熱した。測定開始温度は15℃であった。温度を1分間に1℃の割合で上昇させ、オーブンの温度を100℃に到達させた。把持された内側の試料の長さは37.5mmであった。全ての試料の幅は15mmとした。
【0094】
試験中、レオメーターのねじれ動作がゼロとなった。それぞれのサンプルは所定の位置で把持され、クラムシェル型オーブンでサンプルの周囲を覆った。オーブン中の温度を上昇させ、フィルムの収縮によるクランプ間に及ぼす力を記録した。結果はN/15mm幅として記録した。結果を以下の表に示す。
【0095】
【表1】
【0096】
【表2】
【0097】
【表3】
【0098】
【表4】
【0099】
図5及び図6に結果を図示する。具体的には、図5は全10サンプルの長手方向の収縮力を示し、図6は全10サンプルの横方向の収縮力を示す。
【0100】
本発明のこれら及び他の改良および変更は、添付の請求の範囲により詳細に記載される本発明の精神および範囲を逸脱することなく、当業者によって実施可能である。更に、種々の実施形態の要旨は、全部または一部に関し相互に交換可能である。更に、当業者に理解されるように、上記記載は単に例示であって、添付の請求の範囲に記載される本発明を限定するものではない。
【特許請求の範囲】
【請求項1】
ポリエステルポリマーから成るフィルム層から成るフィルム製品であって、ポリエステルポリマーは少なくとも部分的に結晶化しており、80℃で3分間処理した際のフィルム層の1方向における収縮率が10%以上であることを特徴とするフィルム製品。
【請求項2】
フィルム層がポリエステルポリマーから成る単層である請求項1に記載のフィルム製品。
【請求項3】
フィルム製品が複数の共押出しされたフィルム層から成る請求項1に記載のフィルム製品。
【請求項4】
ポリエステルポリマーがポリエチレンテレフタレートである請求項1に記載のフィルム製品。
【請求項5】
フィルム層が長手方向および横方向に2軸延伸されており、80℃で3分間処理した際のフィルム層の長手方向および横方向における収縮率が10%以上である請求項1に記載のフィルム製品。
【請求項6】
フィルム層が長手方向および横方向に2軸延伸されており、80℃で3分間処理した際のフィルム層の長手方向および横方向における収縮率が20%以上である請求項1に記載のフィルム製品。
【請求項7】
フィルム層が充填剤を含有する請求項1に記載のフィルム製品。
【請求項8】
充填剤が炭酸カルシウム粒子である請求項7に記載のフィルム製品。
【請求項9】
ポリエステルポリマーが未変性ポリエステルポリマーである請求項1に記載のフィルム製品。
【請求項10】
ポリエステルポリマーが、エチレングリコール及びテレフタル酸の重縮合反応生成物である請求項1に記載のフィルム製品。
【請求項11】
請求項1に記載のフィルム製品を有するラベル。
【請求項12】
ラベルを他の物品に接着させるために、更に、フィルム製品の外側表面に接着層を有する請求項11に記載のラベル。
【請求項13】
更に、接着層が設けられている面とは反対側のラベルの面に、印刷材料から成る可視的な印刷層を有する請求項12に記載のラベル。
【請求項14】
印刷層が接着層とフィルム層との間に位置する請求項13に記載のラベル。
【請求項15】
フィルム層が接着層と印刷層との間に位置する請求項13に記載のラベル。
【請求項16】
フィルム製品が、収縮により容器を包むように連続したチューブ状の形状を有する請求項1に記載のフィルム製品。
【請求項17】
ポリエステルポリマーから成るフィルム層を形成する工程と、ポリエステルポリマーのガラス転移温度の約30%以内の範囲でフィルム層を冷却する工程と、少なくとも1方向にフィルム層を延伸する工程とから成る収縮フィルムの製造方法。
【請求項18】
フィルム層が長手方向および横方向に延伸されている請求項17に記載の製造方法。
【請求項19】
フィルム層が、長手方向および横方向においてそれぞれ約1〜4倍に延伸される請求項18に記載の製造方法。
【請求項20】
ポリエステルポリマーが未変性ポリエチレンポリテレフタレートである請求項17に記載の製造方法。
【請求項21】
ポリエステルポリマーを加熱して溶融状態にし、押出機を介して溶融ポリマーを押出すことによりフィルム層が形成される請求項17に記載の製造方法。
【請求項22】
少なくとも1つの他のフィルム層と一緒にフィルム層を押出す請求項21に記載の製造方法。
【請求項23】
約30℃未満の温度の冷却ロールの表面を通過させることによってフィルム層を冷却する請求項17に記載の製造方法。
【請求項24】
約120℃未満の温度でフィルム層を延伸する請求項17に記載の製造方法。
【請求項25】
約90℃未満の温度でフィルム層を延伸する請求項17に記載の製造方法。
【請求項26】
延伸後に熱処理を行わない請求項17に記載の製造方法。
【請求項1】
ポリエステルポリマーから成るフィルム層から成るフィルム製品であって、ポリエステルポリマーは少なくとも部分的に結晶化しており、80℃で3分間処理した際のフィルム層の1方向における収縮率が10%以上であることを特徴とするフィルム製品。
【請求項2】
フィルム層がポリエステルポリマーから成る単層である請求項1に記載のフィルム製品。
【請求項3】
フィルム製品が複数の共押出しされたフィルム層から成る請求項1に記載のフィルム製品。
【請求項4】
ポリエステルポリマーがポリエチレンテレフタレートである請求項1に記載のフィルム製品。
【請求項5】
フィルム層が長手方向および横方向に2軸延伸されており、80℃で3分間処理した際のフィルム層の長手方向および横方向における収縮率が10%以上である請求項1に記載のフィルム製品。
【請求項6】
フィルム層が長手方向および横方向に2軸延伸されており、80℃で3分間処理した際のフィルム層の長手方向および横方向における収縮率が20%以上である請求項1に記載のフィルム製品。
【請求項7】
フィルム層が充填剤を含有する請求項1に記載のフィルム製品。
【請求項8】
充填剤が炭酸カルシウム粒子である請求項7に記載のフィルム製品。
【請求項9】
ポリエステルポリマーが未変性ポリエステルポリマーである請求項1に記載のフィルム製品。
【請求項10】
ポリエステルポリマーが、エチレングリコール及びテレフタル酸の重縮合反応生成物である請求項1に記載のフィルム製品。
【請求項11】
請求項1に記載のフィルム製品を有するラベル。
【請求項12】
ラベルを他の物品に接着させるために、更に、フィルム製品の外側表面に接着層を有する請求項11に記載のラベル。
【請求項13】
更に、接着層が設けられている面とは反対側のラベルの面に、印刷材料から成る可視的な印刷層を有する請求項12に記載のラベル。
【請求項14】
印刷層が接着層とフィルム層との間に位置する請求項13に記載のラベル。
【請求項15】
フィルム層が接着層と印刷層との間に位置する請求項13に記載のラベル。
【請求項16】
フィルム製品が、収縮により容器を包むように連続したチューブ状の形状を有する請求項1に記載のフィルム製品。
【請求項17】
ポリエステルポリマーから成るフィルム層を形成する工程と、ポリエステルポリマーのガラス転移温度の約30%以内の範囲でフィルム層を冷却する工程と、少なくとも1方向にフィルム層を延伸する工程とから成る収縮フィルムの製造方法。
【請求項18】
フィルム層が長手方向および横方向に延伸されている請求項17に記載の製造方法。
【請求項19】
フィルム層が、長手方向および横方向においてそれぞれ約1〜4倍に延伸される請求項18に記載の製造方法。
【請求項20】
ポリエステルポリマーが未変性ポリエチレンポリテレフタレートである請求項17に記載の製造方法。
【請求項21】
ポリエステルポリマーを加熱して溶融状態にし、押出機を介して溶融ポリマーを押出すことによりフィルム層が形成される請求項17に記載の製造方法。
【請求項22】
少なくとも1つの他のフィルム層と一緒にフィルム層を押出す請求項21に記載の製造方法。
【請求項23】
約30℃未満の温度の冷却ロールの表面を通過させることによってフィルム層を冷却する請求項17に記載の製造方法。
【請求項24】
約120℃未満の温度でフィルム層を延伸する請求項17に記載の製造方法。
【請求項25】
約90℃未満の温度でフィルム層を延伸する請求項17に記載の製造方法。
【請求項26】
延伸後に熱処理を行わない請求項17に記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2011−504430(P2011−504430A)
【公表日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2010−535013(P2010−535013)
【出願日】平成20年11月17日(2008.11.17)
【国際出願番号】PCT/US2008/083746
【国際公開番号】WO2009/067395
【国際公開日】平成21年5月28日(2009.5.28)
【出願人】(598053374)ミツビシ ポリエステル フィルム インク (5)
【Fターム(参考)】
【公表日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成20年11月17日(2008.11.17)
【国際出願番号】PCT/US2008/083746
【国際公開番号】WO2009/067395
【国際公開日】平成21年5月28日(2009.5.28)
【出願人】(598053374)ミツビシ ポリエステル フィルム インク (5)
【Fターム(参考)】
[ Back to top ]