
濾材およびフィルターバグ
【課題】濾過性能、耐熱性および機械的強度に優れているうえ、払い落とし性にも優れた濾材、さらには低い目付の高性能のフィルターバグを提供する。
【解決手段】基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、該基布が、ポリテトラフルオロエチレン製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、該濾過層が、一軸延伸ポリテトラフルオロエチレン短繊維を主成分とするウェブが絡合されて形成された濾過層であり、該補強層が、補強用の短繊維からなるウェブが絡合されて形成された補強層であり、少なくとも基布と補強層がアニール処理されていることを特徴とする濾材、およびそれを用いたフィルターバグ。
【解決手段】基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、該基布が、ポリテトラフルオロエチレン製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、該濾過層が、一軸延伸ポリテトラフルオロエチレン短繊維を主成分とするウェブが絡合されて形成された濾過層であり、該補強層が、補強用の短繊維からなるウェブが絡合されて形成された補強層であり、少なくとも基布と補強層がアニール処理されていることを特徴とする濾材、およびそれを用いたフィルターバグ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高い通気性と長時間にわたって安定した払い落とし性能を有する軽量かつ高強度の濾材、特にフィルターバクに好適な濾材に関する。
【背景技術】
【0002】
産業廃棄物焼却炉用のフィルターバグなど大型のフィルターは、筒状に縫製された濾布を筒状の保持器の外側に取り付け、外側から塵芥を含む焼却排気ガスを通すことで塵芥を濾布の表面に堆積させている。
【0003】
このフィルター用濾布には、濾過機能や耐熱性、機械的強度が要求されるため、濾布として、基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材を使用している。
【0004】
また、フィルター用濾布には、さらに払い落とし性能が要求される。
【0005】
すなわち、濾過運転の経過に伴い、濾布表面に捕捉された塵芥の堆積により濾過性能が低下するため、堆積した塵芥(ダストケーキ)の払い落としを行う。この払い落とし操作としては、フィルターバグの内部から気流をパルス的に加え、筒状の濾布の外部表面に堆積したダストケーキを払い落とす操作(パルス逆洗浄)が一般的である。この払い落とし操作(パルス逆洗浄)を効率よく行うためには、塵芥がフィルターバクの濾布(濾材)表面に堆積すること(濾材内部に浸入させないこと)、パルスによる叩き効果を効果的に行うために濾布が保持器と密着しすぎないことなどが必要となる。
【0006】
従来、こうしたフィルターバグ用の濾材としては、ポリテトラフルオロエチレン(PTFE)を材料としたものが高性能濾材として知られている。このPTFE製の濾材としては、基布としてPTFE繊維の撚糸からなるスクリムの両面にPTFE短繊維またはPTFE短繊維とガラス繊維の混合繊維からなるウェブをウォータジェットニードリングなどの方法で積層した積層体が知られている。
【0007】
基布を構成する撚糸は、濾材に強度を持たせるため太い撚糸(440〜500dtex)を使用しており、その目開きは自ずと広くなっている。その結果、スクリムのある部分と無い部分とで濾材自体の密度や通気度が異なり、濾過性能にムラが生じている。また、PTFE短繊維がスクリムの目開きの間に侵入し交絡して濾過層や補強層を構成しているが、パルス逆洗浄操作を繰り返すことによりPTFE短繊維に偏りが生じて濾過層が粗密となり、塵芥が濾過層内部に侵入してしまうため、払い落とし性能が低下してしまう。
【0008】
この点を改善するために、スクリムに代えてスプリットヤーンを平織した基布を用いることが提案されている(特許文献1)。
【0009】
特許文献1には、基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、該基布が、折畳まれたPTFE製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、該濾過層が、一軸延伸PTFE短繊維を主成分とするウェブが絡合されて形成された濾過層である積層体が、フィルターバグ用の軽量濾材として使用できるという教示がある。
【0010】
しかし、特許文献1に記載のフィルターバク用の濾材については、PTFE特有の熱寸法安定性についての検討は行われていない。PTFE延伸物を使用するフィルターバグ用の濾材は、高温ガス中の塵芥除去に使用されるので、アニール処理が不十分の場合には、PTFE濾材が熱収縮する。このために、バグの保持器に濾材が密着し、集塵運転時とダストケーキ払い落とし運転時との濾材変形量が小さくなり、ダストケーキ払い落とし性能が低下する問題がある。また、これとは逆に、バグ自重による高温環境下での伸び変形があり、バグの保持器の下端からの過剰な伸びは、保持器下端部周辺でのバグ濾材損傷の原因となっている。
【0011】
【特許文献1】特開2004−27468号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、PTFE特有の熱寸法安定性に優れた濾材、ならびにこの特性にともなっての払い落とし性に優れた濾材、さらには該濾材を用いたフィルターバグを提供することを目的とする。また、使用済みフィルターバグは汚染物として扱われ産業廃棄物として廃棄される観点から、その廃棄量を削減することをも目的とする。
【課題を解決するための手段】
【0013】
本発明は、基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、
該基布が、ポリテトラフルオロエチレン製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、
該濾過層が、一軸延伸ポリテトラフルオロエチレン短繊維を主成分とするウェブが絡合されて形成された濾過層であり、
該補強層が、補強用の短繊維からなるウェブが絡合されて形成された補強層であり、
少なくとも基布と補強層がアニール処理されていることを特徴とする濾材に関する。
【0014】
本発明の濾材は、前記基布とそれに形成された補強層を同時にアニール処理した後に、該基布の補強層と反対の面に濾過層を積層して得られるものが好ましい。
【0015】
また、前記基布は、両側縁を折り返して一定幅としたフラットヤーンの平織物を解繊して得られる基布であることが好ましい。
【0016】
前記濾過層は、平均繊維径が9μm以下の一軸延伸ポリテトラフルオロエチレン短繊維を50容量%以上含む短繊維のウェブであり、かつ濾過層の目付が50〜200g/m2であることが好ましい。
【0017】
また前記補強層は、ポリテトラフルオロエチレン短繊維単独または他の短繊維との混合繊維であることが好ましい。
【0018】
前記補強層としては、ガラス繊維、セラミック繊維および炭素繊維のいずれか1種または2種以上とポリテトラフルオロエチレン繊維、テトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体繊維、エチレン−テトラフルオロエチレン共重合体繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾールおよびアラミド繊維のいずれか1種または2種以上の混合繊維であることが好ましい。
【0019】
本発明の濾材としては、600g/m2以下の坪量と、1.5mm以下の厚さと、2cm3/cm2/秒以上の初期通気度を有することが好ましい。
【0020】
これらの濾材は、フィルターバグ用として好適である。
【0021】
本発明はまた、本発明の濾材を用いたフィルターバグにも関する。
【発明の効果】
【0022】
本発明の濾材は、濾過性能、耐熱性および機械的強度に優れているうえ、払い落とし性にも優れたものであり、高性能のフィルターバグを提供することができる。また、低い目付けのフィルターバグ濾材を提供できるので、フィルターバグ廃却時の処分費用を低減できる。
【発明を実施するための最良の形態】
【0023】
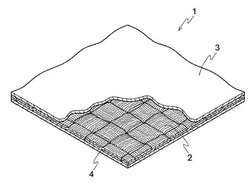
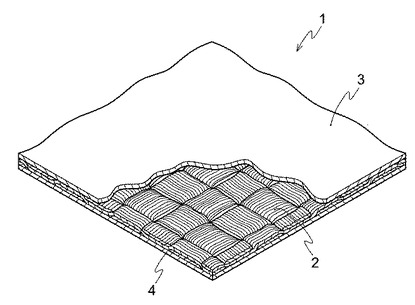
本発明の濾材は、図1に概略部分断面斜視図で示すように、基布2と、該基布2の一方の面に設けられている濾過層3と、該基布2の濾過層3と反対の面に設けられている補強層4とから構成される積層体1からなる。
【0024】
本発明の濾材に使用する基布2は、PTFE製の一軸延伸フラットヤーンの平織物を解繊して得られる基布である。
【0025】
PTFE製の一軸延伸フラットヤーンの平織物は、少なくとも両側縁が折り返されていることが強度の向上の点から好ましい。
【0026】
少なくとも両側縁が折り返されたPTFE製の一軸延伸フラットヤーンの平織物を解繊して得られる基布の作製方法は、特開2004−27468号公報にも記載されており、本発明においても採用される。
【0027】
すなわち、まずPTFEフィルムの焼成体または半焼成体、好ましくは半焼成体を一軸延伸して一軸延伸フラットヤーンを作製する。PTFEフィルムの厚さは乾燥、熱処理時の寸法変化が良好な点、延伸加工の安定性がよい点から50〜250μm、さらには80〜180μmが好ましい。幅は、つぎの折り返しをどの程度行うかにより適宜選定すればよいが、通常50〜250mm、さらには100〜250mmが好ましい。延伸倍率は解繊された微細なスプリットヤーンを得る目的から高い方が好ましく、PTFE半焼成体フィルムの場合、約15倍以上、さらには20倍以上が好ましく、上限は30倍程度である。PTFE焼成体フィルムの場合、約10倍以上が好ましく、上限は20倍程度である。延伸倍率が小さすぎると後述の解繊加工が困難であり、一方、大きすぎると延伸加工中に破断を生じて、長尺の延伸物が得られない。延伸加工は公知の方法が採用できる。たとえば、回転速度の異なる2つのロール間に設けた円弧状熱板によりPTFEフィルムを接触加熱しながら、ロール速度差によりPTFEフィルムを延伸することで行うことができる。
【0028】
つぎに得られた一軸延伸PTFEフラットヤーンの両側縁を折り返す。両側縁を折り返す目的は、延伸処理により生じたフラットヤーンの曲がりによる真直度の改善、幅当たりでのフラットヤーンの強度の向上などにある。フラットヤーンの幅と真直度を一定にすることにより、つぎに行う平織物加工が容易となるほか、平織物の目開きを殆どなくすことができ、濾過層および補強層を積層しても密度や通気度を均一にできる。
【0029】
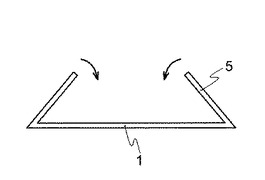
折り返す部分は図2に概略断面図として示すように、フラットヤーンの両側縁5だけでもよく、また、たとえば、図3に概略断面図として示すように多重に折り返してもよい。折り返す回数(折り畳み回数)が多くなればなるほど強度は大きくなるが、厚くなりすぎて撚糸を用いたスクリムと変わらなくなるほか、つぎの解繊工程が難しくなる。通常、両側縁のみを折り返すか、折り畳み回数が2(図3)であることが作業性、強度、解繊性のバランスがよいことから好ましい。
【0030】
折り返し処理は、たとえばテープの側縁を連続して折り返す公知の装置を用いることにより行うことができる。
【0031】
このようにPTFEフラットヤーンの側縁は、折り返した形とすることが、高強度が要求される用途(フィルターバグや液フィルターなど)において好ましいが、必ずしも側縁を折り返す必要はない。
【0032】
つぎに、折り返し処理が施されていてもよいPTFEフラットヤーンを用いて平織物加工する。平織物は織物の分野で公知であるフラットヤーン織機を用いれば加工できる。
【0033】
得られた平織物は目開きが殆どない織布であり、経糸および緯糸のいずれも一軸延伸されたPTFEフラットヤーンであるため、経方向および緯方向のいずれにおいても充分な強度をもつ。
【0034】
前記平織物を構成する一軸延伸PTFEフラットヤーンが経糸として目付75〜200g/m2、緯糸として目付50〜150g/m2にあることが濾材の寸法安定性が良好な点から好ましく、特に経糸においては、熱時クリープによる伸びを抑える観点から、目付が大きい方が望ましい。さらに好ましい経糸としての目付は100〜150g/m2、緯糸としての目付は75〜125g/m2である。
【0035】
この平織物をついで解繊し、フラットヤーンをスプリットヤーンとする。解繊の方法としては従来公知の方法が採用され、たとえば、ウォータージェットニードルパンチ法、機械的打撃による解砕、針刺法などが例示できる。これらのなかでも、緯糸の解繊が良好な点から、ウォータージェットニードルパンチ法が好ましい。
【0036】
ウォータージェットニードルパンチによる解繊は、不織布の製造に用いられる市販のウォータージェットニードルパンチ装置などを用いて行えばよい。ウォータージェットニードルパンチ装置としては、たとえばノズル径約0.1mmのノズルを、ノズルピッチ約1mmで複数個備えた装置が好ましい。操作水圧は、通常約8MPa以上、好ましくは約10MPa〜約20MPaである。平織物の上下からウォータージェットニードルパンチを行うことが好ましい。また、同じ圧力の場合、ノズル径は大きいほうが加工時間の短縮という点から好ましい。
【0037】
かかる解繊処理を施された平織物は、経糸および緯糸のフラットヤーンがすべて微細に分割されたスプリットヤーンとなり、本発明の濾材の基布を構成する。
【0038】
本発明の濾材では、つぎに基布上に補強層と濾過層を絡合により形成する。
【0039】
補強層を構成する短繊維は、基布に交絡でき、保護効果を奏するものであればよい。たとえば、PTFE短繊維単独;ガラス繊維、セラミック繊維および炭素繊維のいずれか1種または2種以上の無機短繊維;またはこれらの無機短繊維とPTFE繊維、テトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体繊維、エチレン−テトラフルオロエチレン共重合体繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾールおよびアラミド繊維のいずれか1種または2種以上の有機短繊維との混合繊維などがあげられる。特にフィルターバグの濾材として用いる場合、バグを保持するリテーナと接触するこれらバグ用濾材補強層の短繊維は、耐摩耗性や低摩擦性に優れた繊維が望ましく、低摩擦性に優れたPTFE短繊維が好ましい。このPTFE短繊維としては濾過層に使用する一軸延伸PTFE短繊維が好ましい。
【0040】
補強層を形成する短繊維の平均繊維径は50μm以下であることが、基材との絡合が良好な点から好ましい。さらに好ましい平均繊維径は10〜30μmであり、高い通気性を付与させるには平均繊維径20〜30μmが望ましい。
【0041】
基材繊維の保護が目的である補強層は、その目付が20〜150g/m2であることが、基材との絡合、保護効果と濾材重量バランスが良好な点から好ましい。PTFE短繊維にあっては、好ましい目付は50〜100g/m2である。
【0042】
濾過層を形成するウェブおよび補強層を形成するウェブと基布との積層は、絡合によって行う。これらの層と基布との絡合は、従来公知の絡合法、たとえばウォータージェットニードルパンチ法、ニードルパンチ法、サーマルボンド法などが採用されるが、積層後の通気性と生産性が良好な点や有機材料無機材料のいずれも積層可能なことから、ウォータージェットニードルパンチ法が好ましく採用される。
【0043】
具体的には、基布に重ねたウェブまたは補強層に対して。面直にウォータージェット水流を通し、水流による基布とこれらウェブまたは補強層の短繊維とを絡合する。
【0044】
ウォータージェットニードルパンチの操作水圧は、通常約3MPa以上、好ましくは約3MPa〜約8MPaである。
【0045】
濾過層は、一軸延伸PTFE短繊維を主成分とするウェブが絡合された層であり、補強層は、補強用の短繊維からなるウェブが絡合されて形成された層である。
【0046】
濾過層を構成する一軸延伸PTFE短繊維を主成分とするウェブは公知であり、一軸延伸されたPTFEフィルムを擦過解繊するか、または一軸延伸されたPTFEフィルムをスプリットした後切断することによって得られるPTFE短繊維を用いてウェブ化することで製造できる(WO96/00807号パンフレット、特開2004−27468号公報他)。得られたPTFE短繊維は分枝構造を有しており、これで形成されたウェブ(フェルト)は交絡性に富み、かつ優れた濾過性能を有するものである。
【0047】
濾過層を形成する一軸延伸PTFE短繊維の繊維径は9μm以下であることが、ダスト捕集性能が良好な点から好ましい。
【0048】
濾過層はその目付が50〜200g/m2であることが、捕集性能と通気性のバランスが良好な点から好ましい。さらに好ましい目付は100〜150g/m2である。
【0049】
濾過層は、一軸延伸PTFE短繊維のみからなるウェブで形成してもよいし、他の短繊維を50容量%以上含む混合繊維からなるウェブであってもよい。他の短繊維としては、たとえばガラス繊維、炭素繊維などの無機系繊維やポリイミド繊維やPBO繊維などの有機繊維があげられる。濾過層の形成と補強層の形成(絡合)は順次行ってもよいし、同時に行ってもよい。
【0050】
得られた積層体は、ついで、アニール処理される。アニール処理は、積層体に熱を加え、それまでに加えられた歪みを適切に解消することを目的とする。アニール処理を施すことにより、積層体は熱収縮し、アニール処理後の積層体に内在する熱収縮率は大幅に低下する。好ましくは、使用温度(たとえば焼却炉用フィルターバグでは約180〜250℃)における収縮率を3%以下、さらには1%以下にする。特にすべての材料がPTFEである濾材にあっては、これの連続使用温度250℃における24時間の熱寸法変化率が1%以下であることが好ましい。
【0051】
アニール処理は、たとえば加熱炉で昇温、保持、除冷することにより行う。加熱温度は240〜320℃、好ましくは250〜300℃とし、加熱時間は加熱方法、装置、加熱温度により異なるが、250℃の加熱炉においては1〜2時間、好ましくは24〜48時間とする。
【0052】
また、アニールは上記のように積層体に対して施してもよいが、前記基布とそれに形成された補強層を同時にアニール処理した後に、該基布の補強層と反対の面に濾過層を積層してもよい。この場合は、濾過層と補強層を有する積層体へのアニール処理に比べて、得られた濾材の粒子捕集性能が高く、通気度も高くなる面で望ましい。
【0053】
アニール処理と同時にまたはアニール処理の後に、要すれば濾過層および補強層の表面の繊維の毛羽立ちを抑えるための表面熱処理を行ってもよい。毛羽立ちを抑えることにより濾材表面の凹凸による見掛け面積が減少して、塵芥が濾過層表面で保持されにくくなり、塵芥ケーキの払い落としが容易になる。表面加熱処理は、たとえばPTFE融点前後の金属ロール面に、濾材の非処理側面をロールと等速または等速以上の相対運動を付与させることで行う。
【0054】
本発明の濾材をフィルターバグ用の濾布として使用する場合、積層体を構成する基布、濾過層および補強層の材料をいずれも耐蝕性および耐久性に優れたPTFEのみから構成し、また濾材の坪量を600g/m2以下と、厚さを1.5mm以下、初期通気度を2cm3/cm2/秒以上とすることが好ましい。
【0055】
濾材の坪量を600g/m2以下とすることにより、濾材コスト、濾材廃棄時の処分費用、環境負担の点で有利になる。好ましくは、300〜500g/m2である。
【0056】
濾材の厚さを1.5mm以下とすることにより、プリーツ加工して用いる濾材の場合、折り山数を多くでき、単位容積当たりの濾過面積の点で有利になる。
【0057】
濾材の初期通気度を2cm3/cm2/秒以上とすることにより、濾過風量を多く取れ、逆洗時間間隔を長く取れて耐久性の点で有利になる。
【0058】
かくして得られる本発明の濾材は、目的とする用途に応じて裁断され、要すれば縫製される。
【0059】
本発明の濾材は、優れた耐熱性、濾過性能、機械的強度、軽量性、さらには寸法安定性(低熱収縮性)を有しているので、焼却炉のフィルターバグ用の濾材として好適である。
【0060】
フィルターバグは、従来公知の方法により本発明の濾材を濾布として用いて作製される。
【0061】
フィルターバグを作製する際、保持器に収容容易でかつ密着に近い形状に裁断縫製することが、使用時の屈曲変位量が少なく耐久面で好ましいが、従来の濾材を使用したフィルターバグでは使用中に熱収縮を生じて保持器に密着しすぎるため、パルス逆洗浄においてパルスを与えても叩き効果が生じにくい。一方、自重や逆洗時の圧力により、濾材の経方向の熱クリープによる伸び変形(ホットストレッチ)により、リテーナからの突出したバグ下部での屈曲破損を生じる問題もある。
【0062】
本発明の濾材を用いたフィルターバグは、濾材が予めアニール処理されているため熱収縮が小さく、したがって、裁断縫製の時点で保持器に合った寸法に作製でき、その結果、パルス逆洗浄による払い落とし性能が大きく向上する。また、この濾材は、延伸配向された一軸延伸物からなる基布を有しており、熱クリープによる伸び変形を抑えることができ、前述の屈曲破損を回避できる。
【実施例】
【0063】
つぎに実施例をあげて本発明を説明するが、本発明はこれらの実施例に限定されるものではない。
【0064】
実施例1
(PTFEフラットヤーンの製造)
PTFEファインパウダーを用いて得られた未焼成フィルムを焼成体に加工し、一軸延伸工程で16倍に延伸して、厚さ約0.037mm、幅36mm、単位長さ重量2.6g/mの一軸延伸PTFEフィルムを得た。
【0065】
得られた一軸延伸PTFEフィルムの両側縁をそれぞれ約8mmずつ折り返した幅20mmのPTFEフラットヤーンを製造した。
【0066】
(基布の作製と解繊)
得られた一軸延伸PTFEフラットヤーンを、目開きゼロで平織りして繊布状物を得た。ついで、この繊布状物を水平走行式ウォータージェットニードルパンチにより、以下の条件で解繊し、目付225g/m2のスプリットヤーンからなる平織物を作製した。
【0067】
解繊条件
使用ノズル:入口孔径φ0.2、出口孔径φ0.1、ノズルピッチ1mm
平織物支持用ネット:ポリエステル製ネット(100メッシュ)
水圧:10MPa 支持用ネット搬送速度2m/分
ウォータージェットニードルパンチ回数:表側5回/裏側5回
【0068】
(補強層用ウェブの作製)
補強層用として、WO94/23098号パンフレットに示す方法に従って、目付75g/m2のPTFEウェブを作製した。得られたウェブ中のPTFE短繊維の平均繊維径は11μmであった。
【0069】
(濾過層用ウェブの作製)
補強層と同様にして、目付150g/m2のPTFEウェブを作製した。得られたウェブ中のPTFE短繊維の平均繊維径は11μmであった。
【0070】
(積層体の作製)
前記で得られた平織物(基布)に上記補強層用PTFEウェブをウォータージェットニードルパンチにより交絡させ、坪量305g/m2の積層体を得た。なお、積層のための交絡は、いずれも初回圧力3MPaと次回圧力5MPaとし、ウォータージェットニードルパンチ回数をそれぞれ2回と1回とした点とを除いて、平織物解繊時と同様の条件で行った。
【0071】
(積層体のアニール処理)
得られた積層体を加熱炉により、以下の条件でアニール処理した。アニール処理して積層体の坪量は310g/m2であり、厚さは0.7mmであった。
【0072】
アニール処理条件
方法:加熱炉にてアニール処理
加熱温度:230℃
加熱時間:2時間
【0073】
(濾過層の積層)
アニール処理した補強層と基布との積層体に、上記濾過層用PTFEウェブをウォータージェットニードルパンチにより交絡させて濾材を得た。積層のための交絡は、初回圧力3MPaと次回圧力6MPaとし、ウォータージェットニードルパンチ回数をそれぞれ2回とした点を除いて、補強層の積層と同様の条件で行った。得られた濾材の坪量は485g/m2であり、厚さは1.0mmであった。
【0074】
ついで、得られた濾材について、熱収縮率、初期通気度、捕集効率および熱寸法安定性をつぎの方法で調べた。結果を表1に示す。
【0075】
(1)熱収縮率
測定法:
積層体のMD、TD方向に各300mm間隔をあけた標線を記し、230℃加熱炉に24時間放置し、加熱後の標線間隔を測定し、全方向の収縮率の平均値を求める。
【0076】
(2)通気度
測定法:
濾材を230℃環境下で24時間放置後、室温状態で、面風速3.3cm/秒時の濾材上流と下流の差圧を測定する。得られた差圧ΔP(Pa)より、下式で通気度Q(cm3/cm2・s)を求める。
Q=3.3×125/ΔP
【0077】
(3)捕集効率
測定法:
濾材を230℃環境下で24時間放置後、直径65mmに裁断したサンプルをサンプルホルダーにセットし、測定風量を面風速3.3cm/秒となるように質量流量計で調整する。ついで、試験サンプルの上流から浮遊塵埃粒子を流し、試験サンプルの上流と下流における浮遊塵埃の濃度を測定する。
【0078】
浮遊塵埃粒子としては、TSI社製静電分級装置「3071A」を使用して得られた単分散NaClの0.3μm粒子を用いる。塵埃濃度測定にはパーティクルカウンター(TSI社製「3022A」)を使用する。
【0079】
上流側濃度X、下流側濃度Yから、補集効率(%)={(X−Y)/X}×100に代入して得た0.3μm粒子の補集効率を捕集効率とする。
【0080】
(4)熱寸法安定性
測定法:
50mm幅に裁断され、300mm間隔の標線を有する複数の積層体サンプルに、異なる質量の重りを付与し、240℃の加熱炉に24時間放置して、標線間隔の変化を測定する。
【0081】
標線間隔の歪率と重り荷重との直線近似式によりその傾きa(1/g)を求め、試験片幅D(m)と濾材目付W(g/m2)より、濾材の自重熱寸法変化を表す係数であるk=aDW/2を求める。
【0082】
なお、長さL(m)のバグの自重伸び変形δ(m)は下式で見積もられる。
δ=kL2
バグの許容長さLaは、許容変形δaとすると、下式で見積もられる。
【0083】
La=(δa/k)0.5
熱寸法安定係数が小さいほど、理論上、長尺バグを許容できる。
【0084】
実施例2
補強層、濾過層の目付をそれぞれ100g/m2とし、積層の圧力条件を補強層の積層条件と同一とした以外は実施例1と同様にして濾材を作製した。
【0085】
得られた濾材について、実施例1と同様にして熱収縮率、初期通気度、捕集効率および熱寸法安定係数を調べた。結果を表1に示す。
【0086】
実施例3
補強層と基布との積層体へアニール処理を行わずに、濾過層を積層した後に加熱炉にて、230℃、2時間の加熱処理(アニール処理)を施した以外は、実施例1と同様にして濾材を作製した。
【0087】
得られた濾材について、実施例1と同様にして熱収縮率、初期通気度、捕集効率および熱寸法安定係数を調べた。結果を表1に示す。
【0088】
比較例1
実施例3において加熱処理(アニール処理)を行わなかった以外は実施例3と同様にして比較用の濾材を作製した。
【0089】
得られた濾材について、実施例1と同様にして熱収縮率、初期通気度、捕集効率および熱寸法安定係数を調べた。結果を表1に示す。
【0090】
【表1】

【0091】
表1から明らかなように、アニール処理を施すことにより通気度が向上し、さらに濾材層を積層する前にアニール処理を施すことにより、通気度と捕集性能が向上することがわかる。
【図面の簡単な説明】
【0092】
【図1】本発明の濾材の概略部分断面斜視図である。
【図2】本発明における好適な積層体の折り返し方を説明するための概略説明断面図である。
【図3】本発明における好適な積層体の別の折り返し方を説明するための概略説明断面図である。
【符号の説明】
【0093】
1 積層体
2 基布
3 濾過層
4 補強層
5 両側縁
【技術分野】
【0001】
本発明は、高い通気性と長時間にわたって安定した払い落とし性能を有する軽量かつ高強度の濾材、特にフィルターバクに好適な濾材に関する。
【背景技術】
【0002】
産業廃棄物焼却炉用のフィルターバグなど大型のフィルターは、筒状に縫製された濾布を筒状の保持器の外側に取り付け、外側から塵芥を含む焼却排気ガスを通すことで塵芥を濾布の表面に堆積させている。
【0003】
このフィルター用濾布には、濾過機能や耐熱性、機械的強度が要求されるため、濾布として、基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材を使用している。
【0004】
また、フィルター用濾布には、さらに払い落とし性能が要求される。
【0005】
すなわち、濾過運転の経過に伴い、濾布表面に捕捉された塵芥の堆積により濾過性能が低下するため、堆積した塵芥(ダストケーキ)の払い落としを行う。この払い落とし操作としては、フィルターバグの内部から気流をパルス的に加え、筒状の濾布の外部表面に堆積したダストケーキを払い落とす操作(パルス逆洗浄)が一般的である。この払い落とし操作(パルス逆洗浄)を効率よく行うためには、塵芥がフィルターバクの濾布(濾材)表面に堆積すること(濾材内部に浸入させないこと)、パルスによる叩き効果を効果的に行うために濾布が保持器と密着しすぎないことなどが必要となる。
【0006】
従来、こうしたフィルターバグ用の濾材としては、ポリテトラフルオロエチレン(PTFE)を材料としたものが高性能濾材として知られている。このPTFE製の濾材としては、基布としてPTFE繊維の撚糸からなるスクリムの両面にPTFE短繊維またはPTFE短繊維とガラス繊維の混合繊維からなるウェブをウォータジェットニードリングなどの方法で積層した積層体が知られている。
【0007】
基布を構成する撚糸は、濾材に強度を持たせるため太い撚糸(440〜500dtex)を使用しており、その目開きは自ずと広くなっている。その結果、スクリムのある部分と無い部分とで濾材自体の密度や通気度が異なり、濾過性能にムラが生じている。また、PTFE短繊維がスクリムの目開きの間に侵入し交絡して濾過層や補強層を構成しているが、パルス逆洗浄操作を繰り返すことによりPTFE短繊維に偏りが生じて濾過層が粗密となり、塵芥が濾過層内部に侵入してしまうため、払い落とし性能が低下してしまう。
【0008】
この点を改善するために、スクリムに代えてスプリットヤーンを平織した基布を用いることが提案されている(特許文献1)。
【0009】
特許文献1には、基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、該基布が、折畳まれたPTFE製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、該濾過層が、一軸延伸PTFE短繊維を主成分とするウェブが絡合されて形成された濾過層である積層体が、フィルターバグ用の軽量濾材として使用できるという教示がある。
【0010】
しかし、特許文献1に記載のフィルターバク用の濾材については、PTFE特有の熱寸法安定性についての検討は行われていない。PTFE延伸物を使用するフィルターバグ用の濾材は、高温ガス中の塵芥除去に使用されるので、アニール処理が不十分の場合には、PTFE濾材が熱収縮する。このために、バグの保持器に濾材が密着し、集塵運転時とダストケーキ払い落とし運転時との濾材変形量が小さくなり、ダストケーキ払い落とし性能が低下する問題がある。また、これとは逆に、バグ自重による高温環境下での伸び変形があり、バグの保持器の下端からの過剰な伸びは、保持器下端部周辺でのバグ濾材損傷の原因となっている。
【0011】
【特許文献1】特開2004−27468号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、PTFE特有の熱寸法安定性に優れた濾材、ならびにこの特性にともなっての払い落とし性に優れた濾材、さらには該濾材を用いたフィルターバグを提供することを目的とする。また、使用済みフィルターバグは汚染物として扱われ産業廃棄物として廃棄される観点から、その廃棄量を削減することをも目的とする。
【課題を解決するための手段】
【0013】
本発明は、基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、
該基布が、ポリテトラフルオロエチレン製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、
該濾過層が、一軸延伸ポリテトラフルオロエチレン短繊維を主成分とするウェブが絡合されて形成された濾過層であり、
該補強層が、補強用の短繊維からなるウェブが絡合されて形成された補強層であり、
少なくとも基布と補強層がアニール処理されていることを特徴とする濾材に関する。
【0014】
本発明の濾材は、前記基布とそれに形成された補強層を同時にアニール処理した後に、該基布の補強層と反対の面に濾過層を積層して得られるものが好ましい。
【0015】
また、前記基布は、両側縁を折り返して一定幅としたフラットヤーンの平織物を解繊して得られる基布であることが好ましい。
【0016】
前記濾過層は、平均繊維径が9μm以下の一軸延伸ポリテトラフルオロエチレン短繊維を50容量%以上含む短繊維のウェブであり、かつ濾過層の目付が50〜200g/m2であることが好ましい。
【0017】
また前記補強層は、ポリテトラフルオロエチレン短繊維単独または他の短繊維との混合繊維であることが好ましい。
【0018】
前記補強層としては、ガラス繊維、セラミック繊維および炭素繊維のいずれか1種または2種以上とポリテトラフルオロエチレン繊維、テトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体繊維、エチレン−テトラフルオロエチレン共重合体繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾールおよびアラミド繊維のいずれか1種または2種以上の混合繊維であることが好ましい。
【0019】
本発明の濾材としては、600g/m2以下の坪量と、1.5mm以下の厚さと、2cm3/cm2/秒以上の初期通気度を有することが好ましい。
【0020】
これらの濾材は、フィルターバグ用として好適である。
【0021】
本発明はまた、本発明の濾材を用いたフィルターバグにも関する。
【発明の効果】
【0022】
本発明の濾材は、濾過性能、耐熱性および機械的強度に優れているうえ、払い落とし性にも優れたものであり、高性能のフィルターバグを提供することができる。また、低い目付けのフィルターバグ濾材を提供できるので、フィルターバグ廃却時の処分費用を低減できる。
【発明を実施するための最良の形態】
【0023】
本発明の濾材は、図1に概略部分断面斜視図で示すように、基布2と、該基布2の一方の面に設けられている濾過層3と、該基布2の濾過層3と反対の面に設けられている補強層4とから構成される積層体1からなる。
【0024】
本発明の濾材に使用する基布2は、PTFE製の一軸延伸フラットヤーンの平織物を解繊して得られる基布である。
【0025】
PTFE製の一軸延伸フラットヤーンの平織物は、少なくとも両側縁が折り返されていることが強度の向上の点から好ましい。
【0026】
少なくとも両側縁が折り返されたPTFE製の一軸延伸フラットヤーンの平織物を解繊して得られる基布の作製方法は、特開2004−27468号公報にも記載されており、本発明においても採用される。
【0027】
すなわち、まずPTFEフィルムの焼成体または半焼成体、好ましくは半焼成体を一軸延伸して一軸延伸フラットヤーンを作製する。PTFEフィルムの厚さは乾燥、熱処理時の寸法変化が良好な点、延伸加工の安定性がよい点から50〜250μm、さらには80〜180μmが好ましい。幅は、つぎの折り返しをどの程度行うかにより適宜選定すればよいが、通常50〜250mm、さらには100〜250mmが好ましい。延伸倍率は解繊された微細なスプリットヤーンを得る目的から高い方が好ましく、PTFE半焼成体フィルムの場合、約15倍以上、さらには20倍以上が好ましく、上限は30倍程度である。PTFE焼成体フィルムの場合、約10倍以上が好ましく、上限は20倍程度である。延伸倍率が小さすぎると後述の解繊加工が困難であり、一方、大きすぎると延伸加工中に破断を生じて、長尺の延伸物が得られない。延伸加工は公知の方法が採用できる。たとえば、回転速度の異なる2つのロール間に設けた円弧状熱板によりPTFEフィルムを接触加熱しながら、ロール速度差によりPTFEフィルムを延伸することで行うことができる。
【0028】
つぎに得られた一軸延伸PTFEフラットヤーンの両側縁を折り返す。両側縁を折り返す目的は、延伸処理により生じたフラットヤーンの曲がりによる真直度の改善、幅当たりでのフラットヤーンの強度の向上などにある。フラットヤーンの幅と真直度を一定にすることにより、つぎに行う平織物加工が容易となるほか、平織物の目開きを殆どなくすことができ、濾過層および補強層を積層しても密度や通気度を均一にできる。
【0029】
折り返す部分は図2に概略断面図として示すように、フラットヤーンの両側縁5だけでもよく、また、たとえば、図3に概略断面図として示すように多重に折り返してもよい。折り返す回数(折り畳み回数)が多くなればなるほど強度は大きくなるが、厚くなりすぎて撚糸を用いたスクリムと変わらなくなるほか、つぎの解繊工程が難しくなる。通常、両側縁のみを折り返すか、折り畳み回数が2(図3)であることが作業性、強度、解繊性のバランスがよいことから好ましい。
【0030】
折り返し処理は、たとえばテープの側縁を連続して折り返す公知の装置を用いることにより行うことができる。
【0031】
このようにPTFEフラットヤーンの側縁は、折り返した形とすることが、高強度が要求される用途(フィルターバグや液フィルターなど)において好ましいが、必ずしも側縁を折り返す必要はない。
【0032】
つぎに、折り返し処理が施されていてもよいPTFEフラットヤーンを用いて平織物加工する。平織物は織物の分野で公知であるフラットヤーン織機を用いれば加工できる。
【0033】
得られた平織物は目開きが殆どない織布であり、経糸および緯糸のいずれも一軸延伸されたPTFEフラットヤーンであるため、経方向および緯方向のいずれにおいても充分な強度をもつ。
【0034】
前記平織物を構成する一軸延伸PTFEフラットヤーンが経糸として目付75〜200g/m2、緯糸として目付50〜150g/m2にあることが濾材の寸法安定性が良好な点から好ましく、特に経糸においては、熱時クリープによる伸びを抑える観点から、目付が大きい方が望ましい。さらに好ましい経糸としての目付は100〜150g/m2、緯糸としての目付は75〜125g/m2である。
【0035】
この平織物をついで解繊し、フラットヤーンをスプリットヤーンとする。解繊の方法としては従来公知の方法が採用され、たとえば、ウォータージェットニードルパンチ法、機械的打撃による解砕、針刺法などが例示できる。これらのなかでも、緯糸の解繊が良好な点から、ウォータージェットニードルパンチ法が好ましい。
【0036】
ウォータージェットニードルパンチによる解繊は、不織布の製造に用いられる市販のウォータージェットニードルパンチ装置などを用いて行えばよい。ウォータージェットニードルパンチ装置としては、たとえばノズル径約0.1mmのノズルを、ノズルピッチ約1mmで複数個備えた装置が好ましい。操作水圧は、通常約8MPa以上、好ましくは約10MPa〜約20MPaである。平織物の上下からウォータージェットニードルパンチを行うことが好ましい。また、同じ圧力の場合、ノズル径は大きいほうが加工時間の短縮という点から好ましい。
【0037】
かかる解繊処理を施された平織物は、経糸および緯糸のフラットヤーンがすべて微細に分割されたスプリットヤーンとなり、本発明の濾材の基布を構成する。
【0038】
本発明の濾材では、つぎに基布上に補強層と濾過層を絡合により形成する。
【0039】
補強層を構成する短繊維は、基布に交絡でき、保護効果を奏するものであればよい。たとえば、PTFE短繊維単独;ガラス繊維、セラミック繊維および炭素繊維のいずれか1種または2種以上の無機短繊維;またはこれらの無機短繊維とPTFE繊維、テトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体繊維、エチレン−テトラフルオロエチレン共重合体繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾールおよびアラミド繊維のいずれか1種または2種以上の有機短繊維との混合繊維などがあげられる。特にフィルターバグの濾材として用いる場合、バグを保持するリテーナと接触するこれらバグ用濾材補強層の短繊維は、耐摩耗性や低摩擦性に優れた繊維が望ましく、低摩擦性に優れたPTFE短繊維が好ましい。このPTFE短繊維としては濾過層に使用する一軸延伸PTFE短繊維が好ましい。
【0040】
補強層を形成する短繊維の平均繊維径は50μm以下であることが、基材との絡合が良好な点から好ましい。さらに好ましい平均繊維径は10〜30μmであり、高い通気性を付与させるには平均繊維径20〜30μmが望ましい。
【0041】
基材繊維の保護が目的である補強層は、その目付が20〜150g/m2であることが、基材との絡合、保護効果と濾材重量バランスが良好な点から好ましい。PTFE短繊維にあっては、好ましい目付は50〜100g/m2である。
【0042】
濾過層を形成するウェブおよび補強層を形成するウェブと基布との積層は、絡合によって行う。これらの層と基布との絡合は、従来公知の絡合法、たとえばウォータージェットニードルパンチ法、ニードルパンチ法、サーマルボンド法などが採用されるが、積層後の通気性と生産性が良好な点や有機材料無機材料のいずれも積層可能なことから、ウォータージェットニードルパンチ法が好ましく採用される。
【0043】
具体的には、基布に重ねたウェブまたは補強層に対して。面直にウォータージェット水流を通し、水流による基布とこれらウェブまたは補強層の短繊維とを絡合する。
【0044】
ウォータージェットニードルパンチの操作水圧は、通常約3MPa以上、好ましくは約3MPa〜約8MPaである。
【0045】
濾過層は、一軸延伸PTFE短繊維を主成分とするウェブが絡合された層であり、補強層は、補強用の短繊維からなるウェブが絡合されて形成された層である。
【0046】
濾過層を構成する一軸延伸PTFE短繊維を主成分とするウェブは公知であり、一軸延伸されたPTFEフィルムを擦過解繊するか、または一軸延伸されたPTFEフィルムをスプリットした後切断することによって得られるPTFE短繊維を用いてウェブ化することで製造できる(WO96/00807号パンフレット、特開2004−27468号公報他)。得られたPTFE短繊維は分枝構造を有しており、これで形成されたウェブ(フェルト)は交絡性に富み、かつ優れた濾過性能を有するものである。
【0047】
濾過層を形成する一軸延伸PTFE短繊維の繊維径は9μm以下であることが、ダスト捕集性能が良好な点から好ましい。
【0048】
濾過層はその目付が50〜200g/m2であることが、捕集性能と通気性のバランスが良好な点から好ましい。さらに好ましい目付は100〜150g/m2である。
【0049】
濾過層は、一軸延伸PTFE短繊維のみからなるウェブで形成してもよいし、他の短繊維を50容量%以上含む混合繊維からなるウェブであってもよい。他の短繊維としては、たとえばガラス繊維、炭素繊維などの無機系繊維やポリイミド繊維やPBO繊維などの有機繊維があげられる。濾過層の形成と補強層の形成(絡合)は順次行ってもよいし、同時に行ってもよい。
【0050】
得られた積層体は、ついで、アニール処理される。アニール処理は、積層体に熱を加え、それまでに加えられた歪みを適切に解消することを目的とする。アニール処理を施すことにより、積層体は熱収縮し、アニール処理後の積層体に内在する熱収縮率は大幅に低下する。好ましくは、使用温度(たとえば焼却炉用フィルターバグでは約180〜250℃)における収縮率を3%以下、さらには1%以下にする。特にすべての材料がPTFEである濾材にあっては、これの連続使用温度250℃における24時間の熱寸法変化率が1%以下であることが好ましい。
【0051】
アニール処理は、たとえば加熱炉で昇温、保持、除冷することにより行う。加熱温度は240〜320℃、好ましくは250〜300℃とし、加熱時間は加熱方法、装置、加熱温度により異なるが、250℃の加熱炉においては1〜2時間、好ましくは24〜48時間とする。
【0052】
また、アニールは上記のように積層体に対して施してもよいが、前記基布とそれに形成された補強層を同時にアニール処理した後に、該基布の補強層と反対の面に濾過層を積層してもよい。この場合は、濾過層と補強層を有する積層体へのアニール処理に比べて、得られた濾材の粒子捕集性能が高く、通気度も高くなる面で望ましい。
【0053】
アニール処理と同時にまたはアニール処理の後に、要すれば濾過層および補強層の表面の繊維の毛羽立ちを抑えるための表面熱処理を行ってもよい。毛羽立ちを抑えることにより濾材表面の凹凸による見掛け面積が減少して、塵芥が濾過層表面で保持されにくくなり、塵芥ケーキの払い落としが容易になる。表面加熱処理は、たとえばPTFE融点前後の金属ロール面に、濾材の非処理側面をロールと等速または等速以上の相対運動を付与させることで行う。
【0054】
本発明の濾材をフィルターバグ用の濾布として使用する場合、積層体を構成する基布、濾過層および補強層の材料をいずれも耐蝕性および耐久性に優れたPTFEのみから構成し、また濾材の坪量を600g/m2以下と、厚さを1.5mm以下、初期通気度を2cm3/cm2/秒以上とすることが好ましい。
【0055】
濾材の坪量を600g/m2以下とすることにより、濾材コスト、濾材廃棄時の処分費用、環境負担の点で有利になる。好ましくは、300〜500g/m2である。
【0056】
濾材の厚さを1.5mm以下とすることにより、プリーツ加工して用いる濾材の場合、折り山数を多くでき、単位容積当たりの濾過面積の点で有利になる。
【0057】
濾材の初期通気度を2cm3/cm2/秒以上とすることにより、濾過風量を多く取れ、逆洗時間間隔を長く取れて耐久性の点で有利になる。
【0058】
かくして得られる本発明の濾材は、目的とする用途に応じて裁断され、要すれば縫製される。
【0059】
本発明の濾材は、優れた耐熱性、濾過性能、機械的強度、軽量性、さらには寸法安定性(低熱収縮性)を有しているので、焼却炉のフィルターバグ用の濾材として好適である。
【0060】
フィルターバグは、従来公知の方法により本発明の濾材を濾布として用いて作製される。
【0061】
フィルターバグを作製する際、保持器に収容容易でかつ密着に近い形状に裁断縫製することが、使用時の屈曲変位量が少なく耐久面で好ましいが、従来の濾材を使用したフィルターバグでは使用中に熱収縮を生じて保持器に密着しすぎるため、パルス逆洗浄においてパルスを与えても叩き効果が生じにくい。一方、自重や逆洗時の圧力により、濾材の経方向の熱クリープによる伸び変形(ホットストレッチ)により、リテーナからの突出したバグ下部での屈曲破損を生じる問題もある。
【0062】
本発明の濾材を用いたフィルターバグは、濾材が予めアニール処理されているため熱収縮が小さく、したがって、裁断縫製の時点で保持器に合った寸法に作製でき、その結果、パルス逆洗浄による払い落とし性能が大きく向上する。また、この濾材は、延伸配向された一軸延伸物からなる基布を有しており、熱クリープによる伸び変形を抑えることができ、前述の屈曲破損を回避できる。
【実施例】
【0063】
つぎに実施例をあげて本発明を説明するが、本発明はこれらの実施例に限定されるものではない。
【0064】
実施例1
(PTFEフラットヤーンの製造)
PTFEファインパウダーを用いて得られた未焼成フィルムを焼成体に加工し、一軸延伸工程で16倍に延伸して、厚さ約0.037mm、幅36mm、単位長さ重量2.6g/mの一軸延伸PTFEフィルムを得た。
【0065】
得られた一軸延伸PTFEフィルムの両側縁をそれぞれ約8mmずつ折り返した幅20mmのPTFEフラットヤーンを製造した。
【0066】
(基布の作製と解繊)
得られた一軸延伸PTFEフラットヤーンを、目開きゼロで平織りして繊布状物を得た。ついで、この繊布状物を水平走行式ウォータージェットニードルパンチにより、以下の条件で解繊し、目付225g/m2のスプリットヤーンからなる平織物を作製した。
【0067】
解繊条件
使用ノズル:入口孔径φ0.2、出口孔径φ0.1、ノズルピッチ1mm
平織物支持用ネット:ポリエステル製ネット(100メッシュ)
水圧:10MPa 支持用ネット搬送速度2m/分
ウォータージェットニードルパンチ回数:表側5回/裏側5回
【0068】
(補強層用ウェブの作製)
補強層用として、WO94/23098号パンフレットに示す方法に従って、目付75g/m2のPTFEウェブを作製した。得られたウェブ中のPTFE短繊維の平均繊維径は11μmであった。
【0069】
(濾過層用ウェブの作製)
補強層と同様にして、目付150g/m2のPTFEウェブを作製した。得られたウェブ中のPTFE短繊維の平均繊維径は11μmであった。
【0070】
(積層体の作製)
前記で得られた平織物(基布)に上記補強層用PTFEウェブをウォータージェットニードルパンチにより交絡させ、坪量305g/m2の積層体を得た。なお、積層のための交絡は、いずれも初回圧力3MPaと次回圧力5MPaとし、ウォータージェットニードルパンチ回数をそれぞれ2回と1回とした点とを除いて、平織物解繊時と同様の条件で行った。
【0071】
(積層体のアニール処理)
得られた積層体を加熱炉により、以下の条件でアニール処理した。アニール処理して積層体の坪量は310g/m2であり、厚さは0.7mmであった。
【0072】
アニール処理条件
方法:加熱炉にてアニール処理
加熱温度:230℃
加熱時間:2時間
【0073】
(濾過層の積層)
アニール処理した補強層と基布との積層体に、上記濾過層用PTFEウェブをウォータージェットニードルパンチにより交絡させて濾材を得た。積層のための交絡は、初回圧力3MPaと次回圧力6MPaとし、ウォータージェットニードルパンチ回数をそれぞれ2回とした点を除いて、補強層の積層と同様の条件で行った。得られた濾材の坪量は485g/m2であり、厚さは1.0mmであった。
【0074】
ついで、得られた濾材について、熱収縮率、初期通気度、捕集効率および熱寸法安定性をつぎの方法で調べた。結果を表1に示す。
【0075】
(1)熱収縮率
測定法:
積層体のMD、TD方向に各300mm間隔をあけた標線を記し、230℃加熱炉に24時間放置し、加熱後の標線間隔を測定し、全方向の収縮率の平均値を求める。
【0076】
(2)通気度
測定法:
濾材を230℃環境下で24時間放置後、室温状態で、面風速3.3cm/秒時の濾材上流と下流の差圧を測定する。得られた差圧ΔP(Pa)より、下式で通気度Q(cm3/cm2・s)を求める。
Q=3.3×125/ΔP
【0077】
(3)捕集効率
測定法:
濾材を230℃環境下で24時間放置後、直径65mmに裁断したサンプルをサンプルホルダーにセットし、測定風量を面風速3.3cm/秒となるように質量流量計で調整する。ついで、試験サンプルの上流から浮遊塵埃粒子を流し、試験サンプルの上流と下流における浮遊塵埃の濃度を測定する。
【0078】
浮遊塵埃粒子としては、TSI社製静電分級装置「3071A」を使用して得られた単分散NaClの0.3μm粒子を用いる。塵埃濃度測定にはパーティクルカウンター(TSI社製「3022A」)を使用する。
【0079】
上流側濃度X、下流側濃度Yから、補集効率(%)={(X−Y)/X}×100に代入して得た0.3μm粒子の補集効率を捕集効率とする。
【0080】
(4)熱寸法安定性
測定法:
50mm幅に裁断され、300mm間隔の標線を有する複数の積層体サンプルに、異なる質量の重りを付与し、240℃の加熱炉に24時間放置して、標線間隔の変化を測定する。
【0081】
標線間隔の歪率と重り荷重との直線近似式によりその傾きa(1/g)を求め、試験片幅D(m)と濾材目付W(g/m2)より、濾材の自重熱寸法変化を表す係数であるk=aDW/2を求める。
【0082】
なお、長さL(m)のバグの自重伸び変形δ(m)は下式で見積もられる。
δ=kL2
バグの許容長さLaは、許容変形δaとすると、下式で見積もられる。
【0083】
La=(δa/k)0.5
熱寸法安定係数が小さいほど、理論上、長尺バグを許容できる。
【0084】
実施例2
補強層、濾過層の目付をそれぞれ100g/m2とし、積層の圧力条件を補強層の積層条件と同一とした以外は実施例1と同様にして濾材を作製した。
【0085】
得られた濾材について、実施例1と同様にして熱収縮率、初期通気度、捕集効率および熱寸法安定係数を調べた。結果を表1に示す。
【0086】
実施例3
補強層と基布との積層体へアニール処理を行わずに、濾過層を積層した後に加熱炉にて、230℃、2時間の加熱処理(アニール処理)を施した以外は、実施例1と同様にして濾材を作製した。
【0087】
得られた濾材について、実施例1と同様にして熱収縮率、初期通気度、捕集効率および熱寸法安定係数を調べた。結果を表1に示す。
【0088】
比較例1
実施例3において加熱処理(アニール処理)を行わなかった以外は実施例3と同様にして比較用の濾材を作製した。
【0089】
得られた濾材について、実施例1と同様にして熱収縮率、初期通気度、捕集効率および熱寸法安定係数を調べた。結果を表1に示す。
【0090】
【表1】
【0091】
表1から明らかなように、アニール処理を施すことにより通気度が向上し、さらに濾材層を積層する前にアニール処理を施すことにより、通気度と捕集性能が向上することがわかる。
【図面の簡単な説明】
【0092】
【図1】本発明の濾材の概略部分断面斜視図である。
【図2】本発明における好適な積層体の折り返し方を説明するための概略説明断面図である。
【図3】本発明における好適な積層体の別の折り返し方を説明するための概略説明断面図である。
【符号の説明】
【0093】
1 積層体
2 基布
3 濾過層
4 補強層
5 両側縁
【特許請求の範囲】
【請求項1】
基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、
該基布が、ポリテトラフルオロエチレン製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、
該濾過層が、一軸延伸ポリテトラフルオロエチレン短繊維を主成分とするウェブが絡合されて形成された濾過層であり、
該補強層が、補強用の短繊維からなるウェブが絡合されて形成された補強層であり、
少なくとも基布と補強層がアニール処理されていることを特徴とする濾材。
【請求項2】
前記基布とそれに形成された補強層を同時にアニール処理した後に、該基布の補強層と反対の面に濾過層を積層して得られる請求項1記載の濾材。
【請求項3】
前記基布が、両側縁を折り返して一定幅としたフラットヤーンの平織物を解繊して得られる基布である請求項1〜2記載の濾材。
【請求項4】
前記濾過層が、平均繊維径が9μm以下の一軸延伸ポリテトラフルオロエチレン短繊維を50容量%以上含む短繊維のウェブであり、かつ濾過層の目付が50〜200g/m2である請求項1〜3のいずれかに記載の濾材。
【請求項5】
前記補強層が、ポリテトラフルオロエチレン短繊維単独または他の短繊維との混合繊維である請求項1〜4のいずれかに記載の濾材。
【請求項6】
前記補強層が、ガラス繊維、セラミック繊維および炭素繊維のいずれか1種または2種以上とポリテトラフルオロエチレン繊維、テトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体繊維、エチレン−テトラフルオロエチレン共重合体繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾールおよびアラミド繊維のいずれか1種または2種以上との混合繊維である請求項1〜4のいずれかに記載の濾材。
【請求項7】
濾材が600g/m2以下の坪量と、1.5mm以下の厚さと、2cm3/cm2/秒以上の初期通気度を有する請求項1〜6のいずれかに記載の濾材。
【請求項8】
フィルターバグ用である請求項1〜7のいずれかに記載の濾材。
【請求項9】
請求項8記載の濾材を用いたフィルターバグ。
【請求項1】
基布と、該基布の一方の面に設けられている濾過層と、該基布の濾過層と反対の面に設けられている補強層とから構成される積層体からなる濾材であって、
該基布が、ポリテトラフルオロエチレン製の一軸延伸フラットヤーンの平織物を解繊して得られる基布であり、
該濾過層が、一軸延伸ポリテトラフルオロエチレン短繊維を主成分とするウェブが絡合されて形成された濾過層であり、
該補強層が、補強用の短繊維からなるウェブが絡合されて形成された補強層であり、
少なくとも基布と補強層がアニール処理されていることを特徴とする濾材。
【請求項2】
前記基布とそれに形成された補強層を同時にアニール処理した後に、該基布の補強層と反対の面に濾過層を積層して得られる請求項1記載の濾材。
【請求項3】
前記基布が、両側縁を折り返して一定幅としたフラットヤーンの平織物を解繊して得られる基布である請求項1〜2記載の濾材。
【請求項4】
前記濾過層が、平均繊維径が9μm以下の一軸延伸ポリテトラフルオロエチレン短繊維を50容量%以上含む短繊維のウェブであり、かつ濾過層の目付が50〜200g/m2である請求項1〜3のいずれかに記載の濾材。
【請求項5】
前記補強層が、ポリテトラフルオロエチレン短繊維単独または他の短繊維との混合繊維である請求項1〜4のいずれかに記載の濾材。
【請求項6】
前記補強層が、ガラス繊維、セラミック繊維および炭素繊維のいずれか1種または2種以上とポリテトラフルオロエチレン繊維、テトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体繊維、エチレン−テトラフルオロエチレン共重合体繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾールおよびアラミド繊維のいずれか1種または2種以上との混合繊維である請求項1〜4のいずれかに記載の濾材。
【請求項7】
濾材が600g/m2以下の坪量と、1.5mm以下の厚さと、2cm3/cm2/秒以上の初期通気度を有する請求項1〜6のいずれかに記載の濾材。
【請求項8】
フィルターバグ用である請求項1〜7のいずれかに記載の濾材。
【請求項9】
請求項8記載の濾材を用いたフィルターバグ。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2009−112888(P2009−112888A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−285481(P2007−285481)
【出願日】平成19年11月1日(2007.11.1)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月1日(2007.11.1)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
[ Back to top ]