
濾紙の襞密着防止材供給装置および襞密着防止材供給方法
【課題】装置の構造が簡単であるとともに、幅方向の寸法が異なった濾紙Fの製造に際して段取り換えを行う必要がなく、生産性を向上させることができる濾紙Fの濾紙の襞密着防止材供給装置を提供する。
【解決手段】襞折りされた濾紙Fを一方向へ送りながら、襞密着防止材供給器40から濾紙Fの両幅端部に未硬化の襞密着防止材Sを供給するように構成する。襞密着防止材供給器40よりも濾紙Fの送り方向の上流側の位置には、濾紙Fに対する襞密着防止材Sの供給に先立って、濾紙Fの襞Pの両肩部の山を潰すための一対の圧潰部材34を設ける。両圧潰部材34には、濾紙Fの幅方向の寸法に応じてそれらの間隔を調節するための調節機構を設ける。
【解決手段】襞折りされた濾紙Fを一方向へ送りながら、襞密着防止材供給器40から濾紙Fの両幅端部に未硬化の襞密着防止材Sを供給するように構成する。襞密着防止材供給器40よりも濾紙Fの送り方向の上流側の位置には、濾紙Fに対する襞密着防止材Sの供給に先立って、濾紙Fの襞Pの両肩部の山を潰すための一対の圧潰部材34を設ける。両圧潰部材34には、濾紙Fの幅方向の寸法に応じてそれらの間隔を調節するための調節機構を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、エンジンに吸引エアや、空調用のエアを濾過するためのエアクリーナ用フィルタに用いられる襞折り状の濾紙の製造に際して、濾紙の両幅端部に襞密着防止材を供給するようにした濾紙の襞密着防止材供給装置および襞密着防止材供給方法に関するものである。
【背景技術】
【0002】
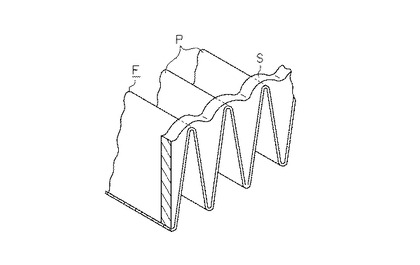
従来、この種のエアクリーナ用フィルタに用いられる濾紙としては、図8に示すように、シート材を襞折り加工して表面積を拡大し、エアの濾過機能を高めたものが使用されている。ところが、この襞折りされた濾紙Fにおいては、濾過されるエアの圧力により、濾紙Fの隣接する襞Pが相互に密着して、エアの濾過機能が低下するおそれがある。このような問題に対処するため、図8に示すように、濾紙Fの両幅端部に未硬化の襞密着防止材Sを供給して硬化させ、隣接する襞P間の密着を防止するようにした構成も、従来から提案されている。
【0003】
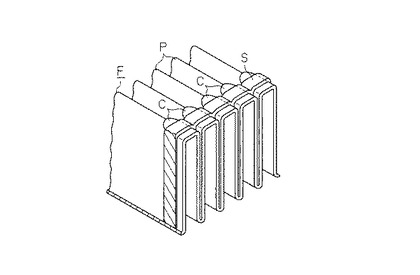
しかしながら、この従来構成では、襞折りされた濾紙Fの両幅端部に対して、隣接する襞Pの間隔が広げられた状態で襞密着防止材Sが供給されるため、襞密着防止材Sの使用量が増大して、製造コストが高くなるという問題があった。このような問題に対処するため、図9に示すように、濾紙Fの襞Pの両肩部の山を潰し、その潰し部C上に襞密着防止材Sを供給して硬化させた構成も、従来から提案されている。この構成によれば、潰し部Cの形成により、濾紙Fの両幅端部において隣接する襞Pの間隔が狭められるため、襞密着防止材Sの使用量が減少して、製造コストを低減することができる。
【0004】
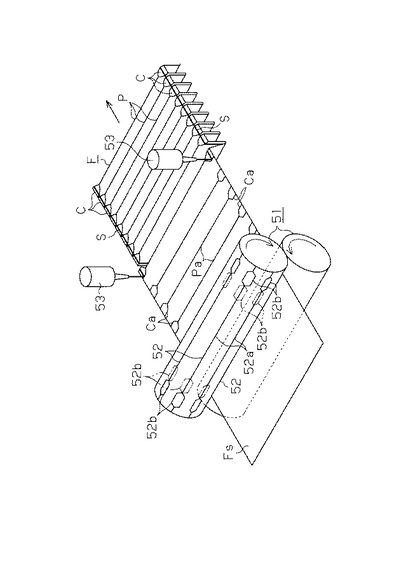
また、図9に示すような構成の濾紙Fを製造するために、例えば図10に示すような構成の装置も従来から提案されている。この従来装置においては、一対の加工ローラ51が装備され、その加工ローラ上には複数のブレード状の成形部52が所定角度間隔で平行に設けられている。各成形部52には、直線部52aと、その直線部52aの両端に連なる一対の環状部52bとが設けられている。そして、濾紙Fのシート材Fsが一方向に送られながら、この加工ローラ51上の成形部52の直線部52a及び環状部52bにより、シート材Fs上に襞Pのための襞折り線Pa及び一対の潰し部Cのための潰し外形線Caが所定間隔おきに形成される。続いて、一対の襞密着防止材供給器53から、シート材Fsの両幅端部の潰し外形線Ca上に未硬化の襞密着防止材Sが供給される。その後、図示しない襞折り部材によって、シート材Fsが各襞折り線Paにおいて、交互に山折り及び谷折り状に襞折りされることにより、両幅端部を封止した襞折り状の濾紙Fが形成される。
【0005】
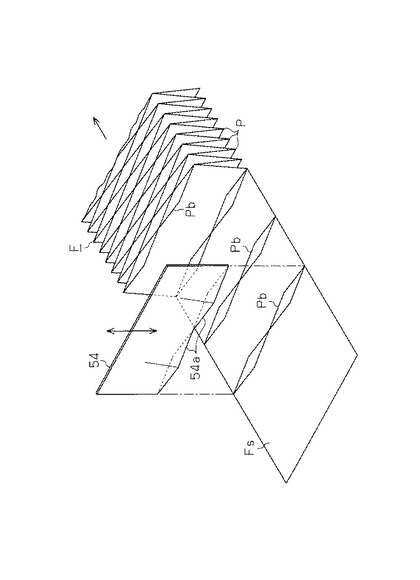
さらに、図11に示すように、襞の山及び谷に連続した環状の襞折り線を形成することにより、隣接する襞間の密着を防止するようにした濾材を製造するための装置としては、例えば特許文献1に開示されるような構成が従来から提案されている。この従来装置においては、図11に示すように、濾紙Fのシート材Fsが一方向に送られながら、押し型54の型部54aによりシート材Fs上に菱形をなす連続した環状の襞折り線Pbが所定間隔おきに形成される。その後、図示しない襞折り部材によって、シート材Fsが各襞折り線Pbにおいて、交互に山折り及び谷折り状に襞折りされることにより、襞Pの間隔を一定に保持した濾紙Fが形成される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実開平5−44218号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、これらの従来装置においては、次のような問題があった。
図10に示す従来装置では、加工ローラ51の外周に設けられた成形部52の直線部52a及び環状部52bにより、濾紙Fのシート材Fs上に、襞Pのための襞折り線Pa及び一対の潰し部Cのための潰し外形線Caが形成されるようになっている。このため、幅方向の寸法が異なった多種類の濾紙Fを製造する場合には、成形部52における一対の環状部52bの間隔が異なった複数の加工ローラ51を用意して、それらの加工ローラ51を選択して使用する必要がある。よって、装置の構造が複雑になるとともに、加工ローラ51の脱着交換の段取り換えが煩雑になって、生産性の低下を招くという問題があった。
【0008】
このような問題に対応するため、例えば図10に実線及び鎖線で示すように、加工ローラ51上の各成形部52における直線部52aの両端に、複数の環状部52bをそれぞれ設けることも考えられる。このように構成した場合には、幅方向の寸法が異なった濾紙Fを製造する場合、加工ローラ51を脱着交換することなく、シート材Fsの両端縁に潰し部Cのための潰し外形線Caを形成することができる。しかしながら、幅の広い濾紙Fを製造する場合には、成形部52の複数の環状部52bにより、シート材Fsの両端縁以外にも潰し外形線Caが形成されるため、シート材Fsを襞折りして濾紙Fを形成したとき、襞Pの間隔が幅方向の複数の箇所で狭くなって、濾過機能の低下を招くという問題があった。
【0009】
また、図11に示す従来装置では、押し型54の型部54aによりシート材Fs上に環状の襞折り線Pbが形成されるようになっている。このため、シート材Fs上における環状の襞折り線Pbの形成位置や形成間隔を、濾紙Fの幅方向の寸法に応じて変更する場合には、押し型54を型部54aの形状が異なったものと交換する必要がある。よって、図10に示す従来装置の場合と同様に、装置の構造が複雑になるとともに、段取り換えが煩雑で生産性の低下を招くという問題があった。
【0010】
この発明は、このような従来の技術に存在する問題点に着目してなされたものである。その目的は、装置の構造が簡単であるとともに、幅方向の寸法が異なった濾紙の製造に際して段取り換えを行う必要がなく、生産性を向上させることができる濾紙の襞密着防止材供給装置及び襞密着防止材供給方法を提供することにある。
【課題を解決するための手段】
【0011】
上記の目的を達成するために、襞密着防止材供給装置の発明においては、襞折りされた濾紙を一方向へ送りながら、濾紙の両幅端部に未硬化の襞密着防止材を供給するようにした濾紙の襞密着防止材供給装置において、前記濾紙に対する襞密着防止材の供給に先立って、濾紙の襞の両肩部の山を潰すための圧潰部材を、濾紙の幅方向において位置調節可能に設けたことを特徴としている。
【0012】
従って、この発明の濾紙の襞密着防止材供給装置においては、幅方向の寸法が異なった濾紙を製造する場合、一対の圧潰部材の間隔を濾紙の幅方向の寸法に応じて変更調節することができる。このため、従来装置とは異なり、濾紙の幅方向の寸法に適合する複数種の圧潰部材を用意する必要がなく、装置の構造を簡素化することができる。また、幅方向の寸法が異なった濾紙の製造に際して、圧潰部材の脱着交換の段取り換えを行う必要がなく、生産性を向上させることができる。
【0013】
前記の構成において、前記圧潰部材を濾紙の両肩部に対応して一対設け、それらの配置間隔を調節可能にするとよい。
前記の構成において、前記圧潰部材は外周に円錐面を有し、その円錐面の軸線が濾紙の送り方向に沿うように圧潰部材を設置して、円錐面において襞の山を潰すにするとよい。
【0014】
前記の構成において、前記圧潰部材は襞を加熱するための加熱手段を有することが好ましい。
襞密着防止材供給方法の発明においては、襞折りされた濾紙を一方向へ送りながら、濾紙の襞の両肩部の山を圧潰部材によって潰し、その後、圧潰された肩部に未硬化の襞密着防止材を供給し、その襞密着防止材を硬化させることを特徴とする。
【発明の効果】
【0015】
以上のように、この発明によれば、装置の構造が簡単であるとともに、幅方向の寸法が異なった濾紙の製造に際して段取り換えを行う必要がなく、生産性を向上させることができるという効果を発揮する。
【図面の簡単な説明】
【0016】
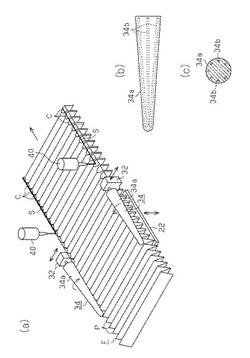
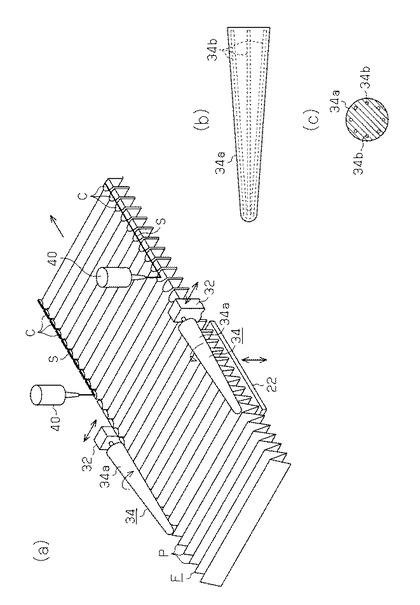
【図1】(a)は一実施形態の濾紙の襞密着防止材供給装置を示す斜視図、(b)は圧潰部材の正面図、(c)は圧潰部材の断面図。
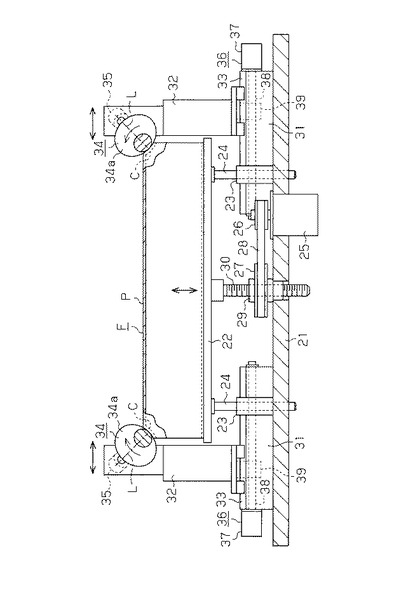
【図2】図1の濾紙の襞密着防止材供給装置を拡大して示す側断面図。
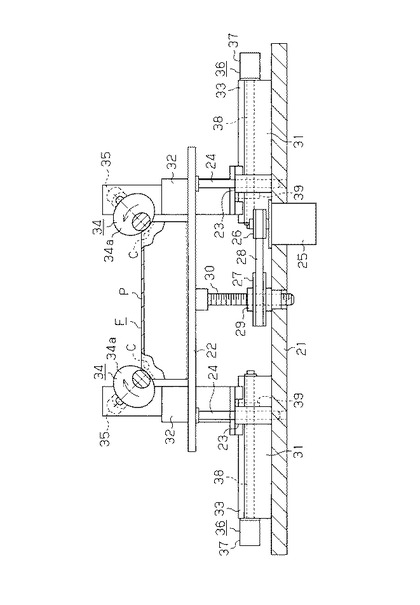
【図3】図2の濾紙の襞密着防止材供給装置において圧潰部材の間隔を変更調節した状態を示す側断面図。
【図4】圧潰部材の設置構成の変更例を示す概略断面図。
【図5】圧潰部材の設置構成の別の変更例を示す概略断面図。
【図6】圧潰部材の設置構成の他の変更例を示す概略断面図。
【図7】圧潰部材のさらに他の変更例を示す斜視図。
【図8】襞折りされた濾紙の幅端部に襞密着防止材を封止した構成を示す要部斜視図。
【図9】濾紙の襞の肩部を潰してその部分に襞密着防止材を封止した構成を示す要部斜視図。
【図10】従来の濾紙の襞密着防止材供給装置を示す斜視図。
【図11】特許文献1に記載の従来の濾紙成形装置を示す斜視図。
【発明を実施するための形態】
【0017】
以下に、この発明を具体化した濾紙の襞密着防止材供給装置の一実施形態を、図1〜図3に従って説明する。
図1(a)及び図2に示すように、この実施形態の濾紙の襞密着防止材供給装置においては、フレーム21上に支持台22が複数のガイド筒23及びガイドロッド24を介して上下動可能に配設されている。そして、襞折りされた濾紙Fが支持台22上において、図示しない移送装置により一方向に送られる。フレーム21には上下調節用モータ25が設けられ、このモータ25の回転により、プーリ26,27、ベルト28、ナット29及びボールネジ30を介して、支持台22が上下方向に移動されて、濾紙Fの襞Pの高さ寸法に応じた高さ位置に調節配置される。なお、濾紙Fは、その繊維の一部または全部が合成樹脂によって構成されていて、加熱変形されるようになっている。
【0018】
前記フレーム21上において支持台22よりも濾紙Fの送り方向の下流側の位置には、一対のレール台31が固定されている。両レール台31上には、移動台32がガイドレール33を介して濾紙Fの幅方向へ移動可能に支持されている。各移動台32には、円錐面34aを有する円錐ローラ状の圧潰部材34が濾紙Fの両肩部と対応する位置において回転可能に支持されている。この場合、各圧潰部材34は、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って、送り方向の下流側ほど大径にかつ外側上方に変移するように設置されている。図1(b)(c)に示すように、圧潰部材34の内部には加熱手段としての電熱ヒータが設けられ、圧潰部材34の外周面が加熱されるようになっている。
【0019】
図2に示すように、前記各移動台32には、圧潰部材34を回転させるための回転用モータ35が設けられている。そして、濾紙Fが支持台22上において一方向に送られながら、両圧潰部材34が回転されることにより、濾紙Fの襞Pの両肩部の山が両圧潰部材34の円錐面34aに対して小径側から大径側に順に接触して潰されて、襞Pの両肩部に潰し部Cが形成される。
【0020】
前記レール台31と各圧潰部材34の移動台32との間には、両圧潰部材34の間隔を調節するための調節機構36が設けられている。この調節機構36は、レール台31上に配設された間隔調節用モータ37と、そのモータ37によって回転されるボールネジ38と、そのボールネジ38に螺合するように移動台32に固定したナット39とから構成されている。そして、モータ37の回転により、ボールネジ38及びナット39を介して移動台32が移動されて、両圧潰部材34の位置及び間隔が濾紙Fの幅方向の寸法に応じて変更調節される。
【0021】
前記フレーム21上において両圧潰部材34よりも濾紙Fの送り方向の下流側の位置には、一対の襞密着防止材供給器40が配設されている。そして、両襞密着防止材供給器40から濾紙Fの両幅端部の潰し部C上に未硬化の襞密着防止材Sが供給されて、その襞密着防止材Sが硬化することにより、両幅端部を封止した濾紙Fが製造される。
【0022】
次に、前記のように構成された濾紙の襞密着防止材供給装置の動作を説明する。
この濾紙の襞密着防止材供給装置においては、あらかじめ支持台22の高さ位置が濾紙Fの襞Pの高さ寸法に応じて調節されるとともに、両圧潰部材34の間隔が濾紙Fの幅方向の寸法に応じて調節されている。この状態で、装置の運転が開始されると、襞折りされた濾紙Fが支持台22上において一方向に送られる。それとともに、一対の圧潰部材34が回転用モータ35により、図2の矢印方向に回転される。この回転により、濾紙Fの襞Pの両肩部の山が両圧潰部材34の円錐面34aに対して小径側から大径側に順に接触して加熱されながら圧力と熱によって潰され、襞Pの両肩部に潰し部Cが形成される。
【0023】
その後、濾紙Fが襞密着防止材供給器40と対応する位置まで送られると、襞密着防止材供給器40から濾紙Fの両幅端部の潰し部C上に未硬化の襞密着防止材Sが流下供給される。この場合、潰し部Cの形成により、濾紙Fの両幅端部において隣接する襞Pの間隔が狭められるため、襞密着防止材Sの使用量が減少して、製造コストを低減することができる。そして、この襞密着防止材Sが硬化することにより、両幅端部を封止した濾紙Fが製造される。従って、濾紙Fの隣接する襞Pが相互に密着することを防止できて、エアの濾過機能が低下するおそれ抑制することができる。
【0024】
次に、幅方向の寸法が異なった濾紙Fを製造する場合には、図3に示すように、調節機構36における間隔調節用モータ37の回転により、移動台32が濾紙Fの幅方向に移動されて、両圧潰部材34の間隔が濾紙Fの幅方向の寸法に応じて変更調節される。また、襞Pの高さが異なった濾紙Fを製造する場合には、上下調節用モータ25の回転により、支持台22が上下方向に移動されて、襞Pの高さ寸法に応じた高さ位置に調節される。よって、幅方向の寸法や襞Pの高さが異なった濾紙Fを製造する際の段取り換えを容易に行うことができる。
【0025】
従って、この実施形態によれば、以下のような効果を得ることができる。
(1) この濾紙の襞密着防止材供給装置においては、幅方向の寸法が異なった濾紙Fを製造する場合には、調節機構36により一対の圧潰部材34の間隔を、濾紙Fの幅方向の寸法に応じて変更調節することができる。よって、従来装置とは異なり、濾紙Fの幅方向の寸法に適合する複数種の圧潰部材34を用意する必要がなく、装置の構造を簡素化することができる。また、幅方向の寸法が異なった濾紙Fの製造に際して、圧潰部材34の脱着交換の段取り換えを行う必要がないため、生産性を向上させることができる。
【0026】
(2) この濾紙の襞密着防止材供給装置においては、襞折り状の濾紙Fが一方向に送られるとき、その濾紙Fの襞Pの両肩部の山が圧潰部材34の円錐面34aに対して小径側から大径側に移動しながら潰される。従って、濾紙Fの襞Pに対する圧潰部材34の接触面積が徐々に広くなる。よって、襞Pの山をスムーズに潰すことができる。
【0027】
(3) この濾紙の襞密着防止材供給装置においては、前記圧潰部材34により濾紙Fの襞Pの両肩部の山を潰す際に、濾紙Fを下方より支持する支持台22が、濾紙Fの襞Pの高さ寸法に応じて上下に位置調節できるように構成されている。このため、濾紙Fの襞Pの高さ寸法が変更された場合でも、常に濾紙Fを支持台22によって下方より安定に支持した状態で、圧潰部材34により襞Pの両肩部の山を潰すことができる。また、支持台22の高さを調節することにより、襞Pの肩部の圧潰量を調整できる。
(変更例)
なお、この実施形態は、次のように変更して具体化することも可能である。
【0028】
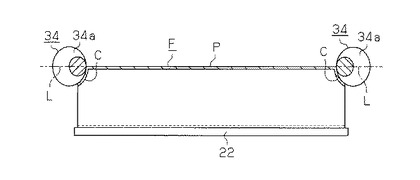
・ 前記実施形態において、図4に示すように、各圧潰部材34を、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って、送り方向の下流側ほど外側に変移するように設置すること。
【0029】
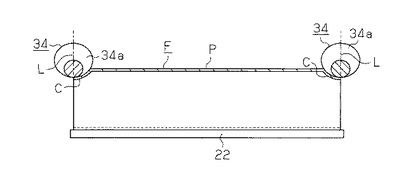
・ 前記実施形態において、図5に示すように、各圧潰部材34を、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って、送り方向の下流側ほど上方に変移するように設置すること。
【0030】
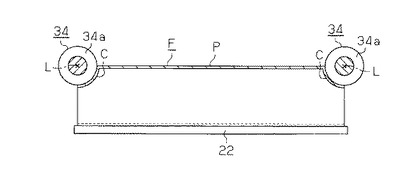
・ 前記実施形態において、図6に示すように、各圧潰部材34を、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って水平状態で送り方向と平行に延びるように設置すること。
【0031】
・ 図7に示すように、両圧潰部材34を外形寸法が均一な円柱状のローラにより構成すること。
・ 濾紙Fの襞Pが圧潰されやすくなるように、襞Pの肩部を圧潰部材34の上流側において、熱風吹き付け等によって予備加熱すること。
【符号の説明】
【0032】
22…支持台、25…上下調節用モータ、32…移動台、34…圧潰部材、34a…円錐面、35…回転用モータ、36…調節機構、37…間隔調節用モータ、40…襞密着防止材供給器、F…濾紙、P…襞、C…潰し部、S…襞密着防止材、L…円錐面の軸線。
【技術分野】
【0001】
この発明は、エンジンに吸引エアや、空調用のエアを濾過するためのエアクリーナ用フィルタに用いられる襞折り状の濾紙の製造に際して、濾紙の両幅端部に襞密着防止材を供給するようにした濾紙の襞密着防止材供給装置および襞密着防止材供給方法に関するものである。
【背景技術】
【0002】
従来、この種のエアクリーナ用フィルタに用いられる濾紙としては、図8に示すように、シート材を襞折り加工して表面積を拡大し、エアの濾過機能を高めたものが使用されている。ところが、この襞折りされた濾紙Fにおいては、濾過されるエアの圧力により、濾紙Fの隣接する襞Pが相互に密着して、エアの濾過機能が低下するおそれがある。このような問題に対処するため、図8に示すように、濾紙Fの両幅端部に未硬化の襞密着防止材Sを供給して硬化させ、隣接する襞P間の密着を防止するようにした構成も、従来から提案されている。
【0003】
しかしながら、この従来構成では、襞折りされた濾紙Fの両幅端部に対して、隣接する襞Pの間隔が広げられた状態で襞密着防止材Sが供給されるため、襞密着防止材Sの使用量が増大して、製造コストが高くなるという問題があった。このような問題に対処するため、図9に示すように、濾紙Fの襞Pの両肩部の山を潰し、その潰し部C上に襞密着防止材Sを供給して硬化させた構成も、従来から提案されている。この構成によれば、潰し部Cの形成により、濾紙Fの両幅端部において隣接する襞Pの間隔が狭められるため、襞密着防止材Sの使用量が減少して、製造コストを低減することができる。
【0004】
また、図9に示すような構成の濾紙Fを製造するために、例えば図10に示すような構成の装置も従来から提案されている。この従来装置においては、一対の加工ローラ51が装備され、その加工ローラ上には複数のブレード状の成形部52が所定角度間隔で平行に設けられている。各成形部52には、直線部52aと、その直線部52aの両端に連なる一対の環状部52bとが設けられている。そして、濾紙Fのシート材Fsが一方向に送られながら、この加工ローラ51上の成形部52の直線部52a及び環状部52bにより、シート材Fs上に襞Pのための襞折り線Pa及び一対の潰し部Cのための潰し外形線Caが所定間隔おきに形成される。続いて、一対の襞密着防止材供給器53から、シート材Fsの両幅端部の潰し外形線Ca上に未硬化の襞密着防止材Sが供給される。その後、図示しない襞折り部材によって、シート材Fsが各襞折り線Paにおいて、交互に山折り及び谷折り状に襞折りされることにより、両幅端部を封止した襞折り状の濾紙Fが形成される。
【0005】
さらに、図11に示すように、襞の山及び谷に連続した環状の襞折り線を形成することにより、隣接する襞間の密着を防止するようにした濾材を製造するための装置としては、例えば特許文献1に開示されるような構成が従来から提案されている。この従来装置においては、図11に示すように、濾紙Fのシート材Fsが一方向に送られながら、押し型54の型部54aによりシート材Fs上に菱形をなす連続した環状の襞折り線Pbが所定間隔おきに形成される。その後、図示しない襞折り部材によって、シート材Fsが各襞折り線Pbにおいて、交互に山折り及び谷折り状に襞折りされることにより、襞Pの間隔を一定に保持した濾紙Fが形成される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実開平5−44218号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、これらの従来装置においては、次のような問題があった。
図10に示す従来装置では、加工ローラ51の外周に設けられた成形部52の直線部52a及び環状部52bにより、濾紙Fのシート材Fs上に、襞Pのための襞折り線Pa及び一対の潰し部Cのための潰し外形線Caが形成されるようになっている。このため、幅方向の寸法が異なった多種類の濾紙Fを製造する場合には、成形部52における一対の環状部52bの間隔が異なった複数の加工ローラ51を用意して、それらの加工ローラ51を選択して使用する必要がある。よって、装置の構造が複雑になるとともに、加工ローラ51の脱着交換の段取り換えが煩雑になって、生産性の低下を招くという問題があった。
【0008】
このような問題に対応するため、例えば図10に実線及び鎖線で示すように、加工ローラ51上の各成形部52における直線部52aの両端に、複数の環状部52bをそれぞれ設けることも考えられる。このように構成した場合には、幅方向の寸法が異なった濾紙Fを製造する場合、加工ローラ51を脱着交換することなく、シート材Fsの両端縁に潰し部Cのための潰し外形線Caを形成することができる。しかしながら、幅の広い濾紙Fを製造する場合には、成形部52の複数の環状部52bにより、シート材Fsの両端縁以外にも潰し外形線Caが形成されるため、シート材Fsを襞折りして濾紙Fを形成したとき、襞Pの間隔が幅方向の複数の箇所で狭くなって、濾過機能の低下を招くという問題があった。
【0009】
また、図11に示す従来装置では、押し型54の型部54aによりシート材Fs上に環状の襞折り線Pbが形成されるようになっている。このため、シート材Fs上における環状の襞折り線Pbの形成位置や形成間隔を、濾紙Fの幅方向の寸法に応じて変更する場合には、押し型54を型部54aの形状が異なったものと交換する必要がある。よって、図10に示す従来装置の場合と同様に、装置の構造が複雑になるとともに、段取り換えが煩雑で生産性の低下を招くという問題があった。
【0010】
この発明は、このような従来の技術に存在する問題点に着目してなされたものである。その目的は、装置の構造が簡単であるとともに、幅方向の寸法が異なった濾紙の製造に際して段取り換えを行う必要がなく、生産性を向上させることができる濾紙の襞密着防止材供給装置及び襞密着防止材供給方法を提供することにある。
【課題を解決するための手段】
【0011】
上記の目的を達成するために、襞密着防止材供給装置の発明においては、襞折りされた濾紙を一方向へ送りながら、濾紙の両幅端部に未硬化の襞密着防止材を供給するようにした濾紙の襞密着防止材供給装置において、前記濾紙に対する襞密着防止材の供給に先立って、濾紙の襞の両肩部の山を潰すための圧潰部材を、濾紙の幅方向において位置調節可能に設けたことを特徴としている。
【0012】
従って、この発明の濾紙の襞密着防止材供給装置においては、幅方向の寸法が異なった濾紙を製造する場合、一対の圧潰部材の間隔を濾紙の幅方向の寸法に応じて変更調節することができる。このため、従来装置とは異なり、濾紙の幅方向の寸法に適合する複数種の圧潰部材を用意する必要がなく、装置の構造を簡素化することができる。また、幅方向の寸法が異なった濾紙の製造に際して、圧潰部材の脱着交換の段取り換えを行う必要がなく、生産性を向上させることができる。
【0013】
前記の構成において、前記圧潰部材を濾紙の両肩部に対応して一対設け、それらの配置間隔を調節可能にするとよい。
前記の構成において、前記圧潰部材は外周に円錐面を有し、その円錐面の軸線が濾紙の送り方向に沿うように圧潰部材を設置して、円錐面において襞の山を潰すにするとよい。
【0014】
前記の構成において、前記圧潰部材は襞を加熱するための加熱手段を有することが好ましい。
襞密着防止材供給方法の発明においては、襞折りされた濾紙を一方向へ送りながら、濾紙の襞の両肩部の山を圧潰部材によって潰し、その後、圧潰された肩部に未硬化の襞密着防止材を供給し、その襞密着防止材を硬化させることを特徴とする。
【発明の効果】
【0015】
以上のように、この発明によれば、装置の構造が簡単であるとともに、幅方向の寸法が異なった濾紙の製造に際して段取り換えを行う必要がなく、生産性を向上させることができるという効果を発揮する。
【図面の簡単な説明】
【0016】
【図1】(a)は一実施形態の濾紙の襞密着防止材供給装置を示す斜視図、(b)は圧潰部材の正面図、(c)は圧潰部材の断面図。
【図2】図1の濾紙の襞密着防止材供給装置を拡大して示す側断面図。
【図3】図2の濾紙の襞密着防止材供給装置において圧潰部材の間隔を変更調節した状態を示す側断面図。
【図4】圧潰部材の設置構成の変更例を示す概略断面図。
【図5】圧潰部材の設置構成の別の変更例を示す概略断面図。
【図6】圧潰部材の設置構成の他の変更例を示す概略断面図。
【図7】圧潰部材のさらに他の変更例を示す斜視図。
【図8】襞折りされた濾紙の幅端部に襞密着防止材を封止した構成を示す要部斜視図。
【図9】濾紙の襞の肩部を潰してその部分に襞密着防止材を封止した構成を示す要部斜視図。
【図10】従来の濾紙の襞密着防止材供給装置を示す斜視図。
【図11】特許文献1に記載の従来の濾紙成形装置を示す斜視図。
【発明を実施するための形態】
【0017】
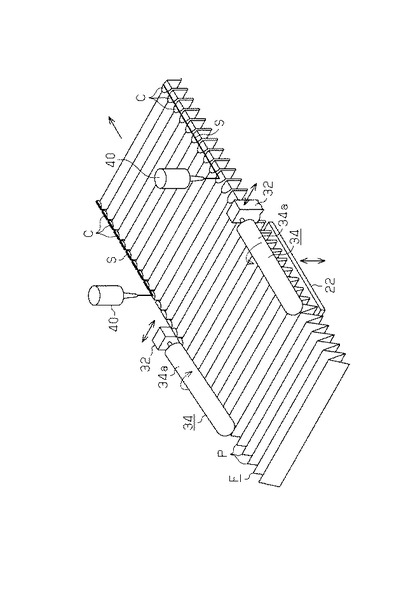
以下に、この発明を具体化した濾紙の襞密着防止材供給装置の一実施形態を、図1〜図3に従って説明する。
図1(a)及び図2に示すように、この実施形態の濾紙の襞密着防止材供給装置においては、フレーム21上に支持台22が複数のガイド筒23及びガイドロッド24を介して上下動可能に配設されている。そして、襞折りされた濾紙Fが支持台22上において、図示しない移送装置により一方向に送られる。フレーム21には上下調節用モータ25が設けられ、このモータ25の回転により、プーリ26,27、ベルト28、ナット29及びボールネジ30を介して、支持台22が上下方向に移動されて、濾紙Fの襞Pの高さ寸法に応じた高さ位置に調節配置される。なお、濾紙Fは、その繊維の一部または全部が合成樹脂によって構成されていて、加熱変形されるようになっている。
【0018】
前記フレーム21上において支持台22よりも濾紙Fの送り方向の下流側の位置には、一対のレール台31が固定されている。両レール台31上には、移動台32がガイドレール33を介して濾紙Fの幅方向へ移動可能に支持されている。各移動台32には、円錐面34aを有する円錐ローラ状の圧潰部材34が濾紙Fの両肩部と対応する位置において回転可能に支持されている。この場合、各圧潰部材34は、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って、送り方向の下流側ほど大径にかつ外側上方に変移するように設置されている。図1(b)(c)に示すように、圧潰部材34の内部には加熱手段としての電熱ヒータが設けられ、圧潰部材34の外周面が加熱されるようになっている。
【0019】
図2に示すように、前記各移動台32には、圧潰部材34を回転させるための回転用モータ35が設けられている。そして、濾紙Fが支持台22上において一方向に送られながら、両圧潰部材34が回転されることにより、濾紙Fの襞Pの両肩部の山が両圧潰部材34の円錐面34aに対して小径側から大径側に順に接触して潰されて、襞Pの両肩部に潰し部Cが形成される。
【0020】
前記レール台31と各圧潰部材34の移動台32との間には、両圧潰部材34の間隔を調節するための調節機構36が設けられている。この調節機構36は、レール台31上に配設された間隔調節用モータ37と、そのモータ37によって回転されるボールネジ38と、そのボールネジ38に螺合するように移動台32に固定したナット39とから構成されている。そして、モータ37の回転により、ボールネジ38及びナット39を介して移動台32が移動されて、両圧潰部材34の位置及び間隔が濾紙Fの幅方向の寸法に応じて変更調節される。
【0021】
前記フレーム21上において両圧潰部材34よりも濾紙Fの送り方向の下流側の位置には、一対の襞密着防止材供給器40が配設されている。そして、両襞密着防止材供給器40から濾紙Fの両幅端部の潰し部C上に未硬化の襞密着防止材Sが供給されて、その襞密着防止材Sが硬化することにより、両幅端部を封止した濾紙Fが製造される。
【0022】
次に、前記のように構成された濾紙の襞密着防止材供給装置の動作を説明する。
この濾紙の襞密着防止材供給装置においては、あらかじめ支持台22の高さ位置が濾紙Fの襞Pの高さ寸法に応じて調節されるとともに、両圧潰部材34の間隔が濾紙Fの幅方向の寸法に応じて調節されている。この状態で、装置の運転が開始されると、襞折りされた濾紙Fが支持台22上において一方向に送られる。それとともに、一対の圧潰部材34が回転用モータ35により、図2の矢印方向に回転される。この回転により、濾紙Fの襞Pの両肩部の山が両圧潰部材34の円錐面34aに対して小径側から大径側に順に接触して加熱されながら圧力と熱によって潰され、襞Pの両肩部に潰し部Cが形成される。
【0023】
その後、濾紙Fが襞密着防止材供給器40と対応する位置まで送られると、襞密着防止材供給器40から濾紙Fの両幅端部の潰し部C上に未硬化の襞密着防止材Sが流下供給される。この場合、潰し部Cの形成により、濾紙Fの両幅端部において隣接する襞Pの間隔が狭められるため、襞密着防止材Sの使用量が減少して、製造コストを低減することができる。そして、この襞密着防止材Sが硬化することにより、両幅端部を封止した濾紙Fが製造される。従って、濾紙Fの隣接する襞Pが相互に密着することを防止できて、エアの濾過機能が低下するおそれ抑制することができる。
【0024】
次に、幅方向の寸法が異なった濾紙Fを製造する場合には、図3に示すように、調節機構36における間隔調節用モータ37の回転により、移動台32が濾紙Fの幅方向に移動されて、両圧潰部材34の間隔が濾紙Fの幅方向の寸法に応じて変更調節される。また、襞Pの高さが異なった濾紙Fを製造する場合には、上下調節用モータ25の回転により、支持台22が上下方向に移動されて、襞Pの高さ寸法に応じた高さ位置に調節される。よって、幅方向の寸法や襞Pの高さが異なった濾紙Fを製造する際の段取り換えを容易に行うことができる。
【0025】
従って、この実施形態によれば、以下のような効果を得ることができる。
(1) この濾紙の襞密着防止材供給装置においては、幅方向の寸法が異なった濾紙Fを製造する場合には、調節機構36により一対の圧潰部材34の間隔を、濾紙Fの幅方向の寸法に応じて変更調節することができる。よって、従来装置とは異なり、濾紙Fの幅方向の寸法に適合する複数種の圧潰部材34を用意する必要がなく、装置の構造を簡素化することができる。また、幅方向の寸法が異なった濾紙Fの製造に際して、圧潰部材34の脱着交換の段取り換えを行う必要がないため、生産性を向上させることができる。
【0026】
(2) この濾紙の襞密着防止材供給装置においては、襞折り状の濾紙Fが一方向に送られるとき、その濾紙Fの襞Pの両肩部の山が圧潰部材34の円錐面34aに対して小径側から大径側に移動しながら潰される。従って、濾紙Fの襞Pに対する圧潰部材34の接触面積が徐々に広くなる。よって、襞Pの山をスムーズに潰すことができる。
【0027】
(3) この濾紙の襞密着防止材供給装置においては、前記圧潰部材34により濾紙Fの襞Pの両肩部の山を潰す際に、濾紙Fを下方より支持する支持台22が、濾紙Fの襞Pの高さ寸法に応じて上下に位置調節できるように構成されている。このため、濾紙Fの襞Pの高さ寸法が変更された場合でも、常に濾紙Fを支持台22によって下方より安定に支持した状態で、圧潰部材34により襞Pの両肩部の山を潰すことができる。また、支持台22の高さを調節することにより、襞Pの肩部の圧潰量を調整できる。
(変更例)
なお、この実施形態は、次のように変更して具体化することも可能である。
【0028】
・ 前記実施形態において、図4に示すように、各圧潰部材34を、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って、送り方向の下流側ほど外側に変移するように設置すること。
【0029】
・ 前記実施形態において、図5に示すように、各圧潰部材34を、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って、送り方向の下流側ほど上方に変移するように設置すること。
【0030】
・ 前記実施形態において、図6に示すように、各圧潰部材34を、その円錐面34aの軸線Lが濾紙Fの送り方向に沿って水平状態で送り方向と平行に延びるように設置すること。
【0031】
・ 図7に示すように、両圧潰部材34を外形寸法が均一な円柱状のローラにより構成すること。
・ 濾紙Fの襞Pが圧潰されやすくなるように、襞Pの肩部を圧潰部材34の上流側において、熱風吹き付け等によって予備加熱すること。
【符号の説明】
【0032】
22…支持台、25…上下調節用モータ、32…移動台、34…圧潰部材、34a…円錐面、35…回転用モータ、36…調節機構、37…間隔調節用モータ、40…襞密着防止材供給器、F…濾紙、P…襞、C…潰し部、S…襞密着防止材、L…円錐面の軸線。
【特許請求の範囲】
【請求項1】
襞折りされた濾紙を一方向へ送りながら、濾紙の両幅端部に未硬化の襞密着防止材を供給するようにした濾紙の襞密着防止材供給装置において、
前記濾紙に対する襞密着防止材の供給に先立って、濾紙の襞の両肩部の山を潰すための圧潰部材を、濾紙の幅方向において位置調節可能に設けたことを特徴とする濾紙の襞密着防止材供給装置。
【請求項2】
前記圧潰部材を濾紙の両肩部に対応して一対設け、それらの配置間隔を調節可能にしたことを特徴とする請求項1に記載の濾紙の襞密着防止材供給装置。
【請求項3】
前記圧潰部材は外周に円錐面を有し、その円錐面の軸線が濾紙の送り方向に沿うように圧潰部材を設置して、円錐面において襞の山を潰すことを特徴とする請求項1または2に記載の濾紙の襞密着防止材供給装置。
【請求項4】
前記圧潰部材は襞を加熱するための加熱手段を有することを特徴とする請求項1〜3のうちのいずれか一項に記載の濾紙の襞密着防止材供給装置。
【請求項5】
襞折りされた濾紙を一方向へ送りながら、濾紙の襞の両肩部の山を圧潰部材によって潰し、その後、圧潰された肩部に未硬化の襞密着防止材を供給し、その襞密着防止材を硬化させることを特徴とする濾紙の襞密着防止材供給方法。
【請求項1】
襞折りされた濾紙を一方向へ送りながら、濾紙の両幅端部に未硬化の襞密着防止材を供給するようにした濾紙の襞密着防止材供給装置において、
前記濾紙に対する襞密着防止材の供給に先立って、濾紙の襞の両肩部の山を潰すための圧潰部材を、濾紙の幅方向において位置調節可能に設けたことを特徴とする濾紙の襞密着防止材供給装置。
【請求項2】
前記圧潰部材を濾紙の両肩部に対応して一対設け、それらの配置間隔を調節可能にしたことを特徴とする請求項1に記載の濾紙の襞密着防止材供給装置。
【請求項3】
前記圧潰部材は外周に円錐面を有し、その円錐面の軸線が濾紙の送り方向に沿うように圧潰部材を設置して、円錐面において襞の山を潰すことを特徴とする請求項1または2に記載の濾紙の襞密着防止材供給装置。
【請求項4】
前記圧潰部材は襞を加熱するための加熱手段を有することを特徴とする請求項1〜3のうちのいずれか一項に記載の濾紙の襞密着防止材供給装置。
【請求項5】
襞折りされた濾紙を一方向へ送りながら、濾紙の襞の両肩部の山を圧潰部材によって潰し、その後、圧潰された肩部に未硬化の襞密着防止材を供給し、その襞密着防止材を硬化させることを特徴とする濾紙の襞密着防止材供給方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−245443(P2011−245443A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−122814(P2010−122814)
【出願日】平成22年5月28日(2010.5.28)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月28日(2010.5.28)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]