
炉内機器の予防保全方法及びその装置
【課題】原子炉圧力容器の炉内計装筒溶接部の検査を事前に実施して、ひびの有無により肉盛溶接の条件を変えることにより、施工後の信頼性に優れた予防保全工法を提供する。
【解決手段】施工対象部位を事前に検査して、ひびの有無により万一ひびが発見された場合は、肉盛溶接の厚さを肉盛溶接側へのき裂進展評価量により適正な厚さとし、また、ひびが無い場合は肉盛溶接の厚さを表面改質を考慮した最小厚さ以上の厚さとすることにより、施工時間の短縮が図れ、かつ肉盛溶接による溶接変形量も抑えた信頼性の高い予防保全工法が可能となる。
【解決手段】施工対象部位を事前に検査して、ひびの有無により万一ひびが発見された場合は、肉盛溶接の厚さを肉盛溶接側へのき裂進展評価量により適正な厚さとし、また、ひびが無い場合は肉盛溶接の厚さを表面改質を考慮した最小厚さ以上の厚さとすることにより、施工時間の短縮が図れ、かつ肉盛溶接による溶接変形量も抑えた信頼性の高い予防保全工法が可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、原子力発電プラントにおける原子炉圧力容器内の応力腐食割れに対する予防保全方法に関する。
【背景技術】
【0002】
炉内計装筒等炉内機器の外面溶接部の予防保全方法としては、キャビテーション気泡を含む高圧水を利用するウォータージェットピーニング法(特開2006−201141号公報)が提案されている。このウォータージェットピーニング法は、発生させたキャビテーション気泡崩壊時の衝撃圧を利用して、金属材料表面近傍の残留応力を改善するものである。従来のウォータージェットピーニング法による予防保全工法は、ニッケル基合金(600合金)などの金属材料が高温水中に置かれた場合、その溶接部または溶接部近傍において発生する応力腐食割れ防止法として考案されたものである。応力腐食割れは発生要因として材料,応力,環境の因子が重畳した条件下で生ずるとされており、ウォータージェットピーニング法はこれら三因子の中から応力因子を取り除き応力腐食割れ防止を図った技術である。
【0003】
また、材料因子の観点から耐食性を有した溶接材を使用した肉盛溶接等による表面改質の予防保全方法としては、炉内計装筒内面を対象とした特開2002−90494号公報,原子炉の溶接部等を対象とした特開2001−124888号公報に記載の予防保全方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−201141号公報
【特許文献2】特開2002−90494号公報
【特許文献3】特開2001−124888号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した技術では、原子炉圧力容器の底部に多数林立している炉内計装筒外面の予防保全方法としては効率的に施工できる工法として極めて有効であるが、万一ひびがあった場合の施工については考慮されていない。
【0006】
また、炉内計装筒内面を対象とした上述の技術では、炉内計装筒内面の表面改質としては有効な手段であるが、同様に予防保全対象部位のひびの有無について配慮されておらず、万一ひびがあった場合の施工については考慮されていない。
【0007】
また、上述した原子炉内の溶接部を対象とした肉盛溶接による表面改質の予防保全方法では、材料面からの記載はあるが、供用期間中の運転プラントを対象とした実際の原子炉炉内構造物に適用する際の施工については配慮されておらず、複雑形状部位に対する施工性,予防保全対象機器が多数存在する場合の、経済性の観点からの工事期間の短縮という面においても配慮されていない。また予防保全対象部位のひびの有無についても配慮されておらず、万一ひびがあった場合の施工については考慮されていない。
【0008】
そこで、本願発明が解決しようとする課題は、施工後の信頼性に優れた予防保全工法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明は原子炉圧力容器の応力腐食割れを耐食性に優れた肉盛り溶接により防止する炉内機器の予防保全方法において、原子炉圧力容器の内面に溶接により取り付けられた炉内機器又は前記原子炉圧力容器の溶接部の検査を行い、前記検査結果により肉盛溶接の条件を変えることを特徴とする。
【発明の効果】
【0010】
前記手段により、施工後の信頼性に優れた予防保全方法を提供できる。
【図面の簡単な説明】
【0011】
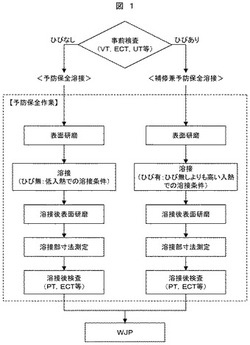
【図1】本発明の一実施例である、予防保全工法フローを示す。
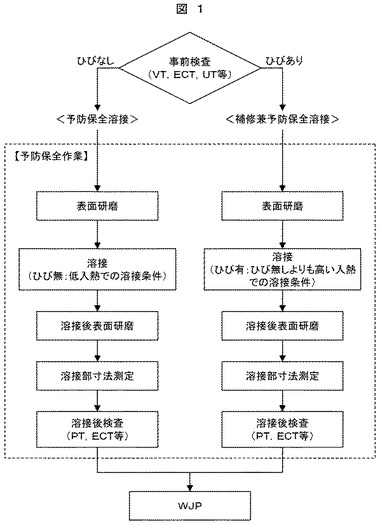
【図2】本発明の一実施例である、ひび有無に対する溶接施工図を示す。
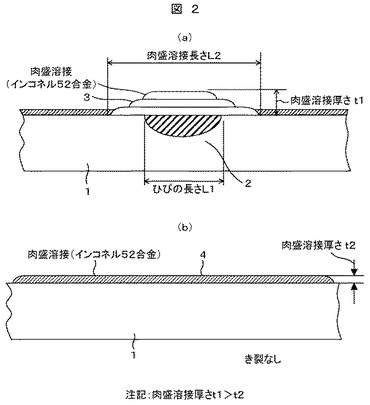
【図3】本発明の一実施例である、溶接条件設定フローを示す。
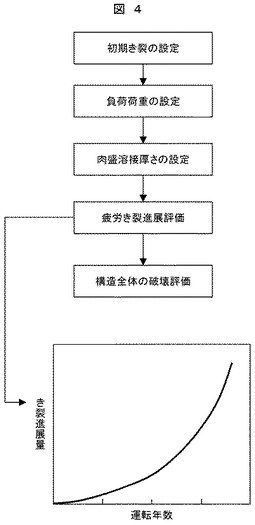
【図4】本発明の一実施例である、き裂進展評価手順を示す。
【図5】本発明の適用対象である、原子炉圧力容器の断面を示す。
【図6】本発明の一実施例である、表面研磨の装置構成を示す。
【図7】本発明の一実施例である、溶接の装置構成を示す。
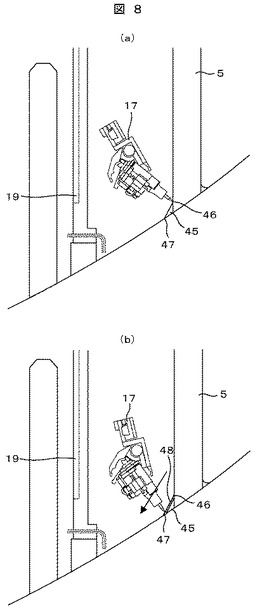
【図8】本発明の一実施例である、溶接トーチ動作図を示す。
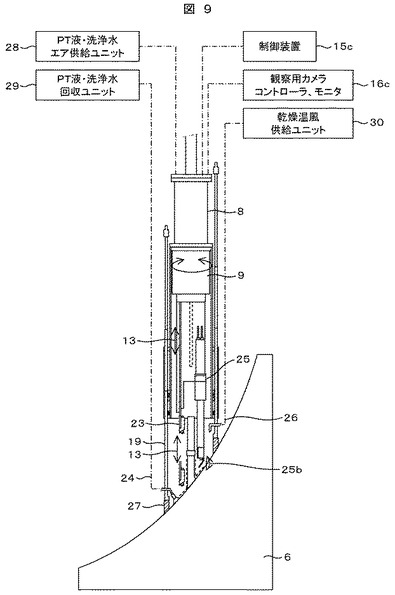
【図9】本発明の一実施例である、浸透探傷検査(PT)の装置構成を示す。
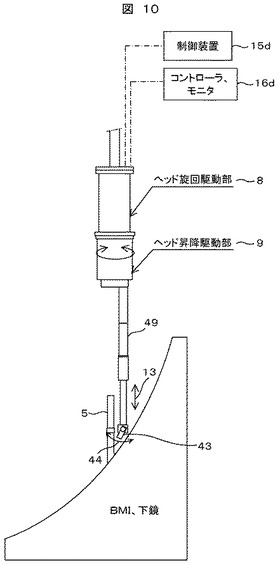
【図10】本発明の一実施例である、ウォータージェットピーニングの装置構成を示す。
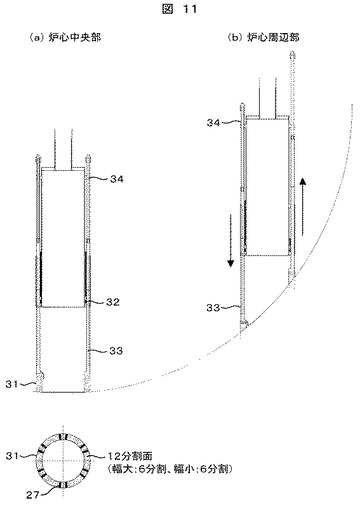
【図11】本発明の一実施例である、水密シールの概要を示す。
【図12】本発明の一実施例である、局所水密シール付き溶接トーチの装置構成を示す。
【図13】本発明の一実施例である、共通アクセス装置の概要を示す。
【発明を実施するための形態】
【0012】
以下、図面を参照して、本発明の実施例を示す。
【実施例1】
【0013】
図1は、本発明の一実施例である肉盛溶接による予防保全工法の作業手順を示すものである。
【0014】
最初に原子炉圧力容器1内の底部に位置する炉内計装筒5溶接部の事前検査を行い、ひびの有無を確認する。事前検査としては、まず目視検査(VT)を実施し、目視検査(VT)により万一ひびが見つかった場合、超音波探傷検査(UT)及び渦流探傷検査(ECT)による詳細検査を行い、ひびの位置,長さおよび深さを特定する。図1では目視検査(VT)を実施する手順を示すが、目視検査(VT)を省略して渦流探傷検査(ECT)によりひび有無の確認と位置の特定を行い、その後、超音波探傷検査(UT)で深さ測定を行う場合もある。これらの事前の検査でひび無しと判断された場合は、溶接部の応力腐食割れの発生を防止するため、表面改質を目的とした予防保全溶接を選択して、次工程である予防保全作業に移る。また、事前検査の結果でひび有りと判断された場合は、ひびの位置,長さおよび深さのデータに基づき、補修を目的とした肉盛溶接を行う基準位置とその基準位置をもとに溶接範囲を設定するとともに、肉盛溶接側へのき裂進展量を評価し肉盛溶接の厚さを設定し、次工程である補修兼予防保全作業に移る。
【0015】
次に予防保全作業について炉内機器のうち炉内計装筒の外面溶接部を一例として説明する。なお、ひびなし時の予防保全作業と、ひびあり時の補修兼予防保全作業とでは、同一する作業が多いため、以下まとめて記載する。
【0016】
まず、対象とする炉内計装筒5の溶接部表面を研磨して表面に付着した酸化皮膜,ゴミ及びクラッド等を除去し、その後、溶接前の形状寸法を予め測定する。次に肉盛溶接を実施する。このときの溶接条件は前記事前検査の結果を反映した条件として、基準位置と溶接範囲及び溶接厚さを設定して溶接作業を行う。溶接終了後に溶接による酸化皮膜の除去のため表面を研磨し、寸法測定装置を使用して溶接部寸法測定を行う。この作業では肉盛厚さの確認も行う。特にひび有りの場合は、前記に示すとおりき裂進展量から肉盛厚さが求められるため、必要な肉盛溶接厚さの要求値を満足していることの確認を行う。その後、浸透探傷検査(PT)または渦流探傷検査(ECT)等により肉盛溶接後の表面検査(溶接後検査)を行い、溶接部近傍の残留応力を低減するためウォータージェットピーニング(WJP)を実施する。
【0017】
図2(a)にひび有りの場合の溶接、図2(b)にひび無しの場合の溶接を示す。また、図3に溶接条件設定フローを示す。
【0018】
ひび有りの場合は、ひび2の存在する範囲全面の肉盛溶接(ひび有り)3を実施する。その際、位置座標は渦流探傷検査(ECT)により取得したデータを使用して設定し、ひび2の長さL1に対して肉盛溶接長さL2は、それよりも広い長さとする。肉盛溶接長さはひび2発生の起点座標と終点座標にそれぞれ一定長さを加算して肉盛溶接開始位置と終了位置の座標を算出し、溶接制御装置に溶接条件として入力する。ここで、肉盛溶接厚さt1は、ひび測定結果に、その後のプラント運転時間を加味して求めたき裂進展評価結果を使用して、プラントの運転期間中に肉盛溶接側にき裂が進展し貫通しない厚さとして設定する。図4にき裂進展評価の手順を示す。評価手順は、初期き裂の設定,負荷条件の設定及び肉盛溶接厚さの設定を行い、その条件に基づいて疲労き裂進展評価を実施する。この評価は肉盛溶接厚さによって変わる。そのため、肉盛り後の疲労き裂進展後のひび長さを考慮した構造全体の破壊評価を行う。肉盛溶接厚さは構造全体破壊評価の範囲内(破壊が起きない範囲)となるように設定する。初期き裂の設定は、事前検査で実施する超音波探傷検査(UT)及び渦流探傷検査(ECT)で得られた結果を利用する。負荷条件の設定は、評価期間中の負荷荷重の繰返し回数を運転実績から設定する。肉盛溶接厚さt1は初期は想定値で実施する。疲労き裂進展評価は、肉盛溶接後の残存き裂に対して負荷条件の設定で求めた繰返し荷重を加えて運転年数に対するき裂進展量を解析により求める。構造全体の破壊評価は、疲労き裂進展評価を考慮したひび長さに対する破壊評価を行い、プラント運転中の全ての供用状態及び地震時に破壊が生じないことを解析により評価する。なお、このき裂進展評価は、発電用原子力設備規格維持規格で公開された手法を用いる。以上の評価結果に基づき、運転年数を想定し、その期間においてき裂の貫通がなく、かつ構造全体に強度を確保可能な肉盛溶接厚さt1を設定する。次に、この肉盛溶接厚さt1に対して、1層当りの溶接厚さから必要となる溶接層数を算出し、溶接電源及び制御装置に溶接条件として入力する。また、ひび2の長さよりも広い長さとする肉盛溶接長さL2は、肉盛溶接厚さt1と同様に疲労き裂進展評価を考慮したひびの長さを求めて、それにひび位置の測定精度、肉盛溶接の位置精度を加算した余長から設定する。
【0019】
ひび無しの場合は、表面改質を目的に肉盛溶接(ひび無し)4を行うもので、肉盛溶接厚さt2は、ひび有りのケースの肉盛溶接側へのき裂進展量を考慮する必要はなく、既設の肉盛対象となる材料の肉盛溶接側への溶接による希釈を考慮すれば良く溶接入熱にもよるが約2kJ/cmの低入熱の場合約1mm程度あれば充分である。この場合肉盛溶接の範囲は、炉内計装筒5の既設溶接部全面及びその溶接熱影響部のカバーする範囲に設定する。なお、ひび有り,ひび無しともに肉盛溶接材としては、従来の600系ニッケル基合金又は690系ニッケル基合金のクラッド溶接に使用している溶接金属の82合金に対して、更に耐食性の優れた52合金を使用する。
【0020】
なお、溶接条件は、炉内計装筒5の変形防止を考慮した入熱量とする必要がある。そのため、ひびが無い場合の溶接入熱は、5kJ/cm以下の低入熱、より好ましくは2kJ/cm以下とし、設定範囲の一例としては溶接電流130から175A、電圧8から10V及び溶接速度45から70cm/minがある。また、ひびが確認された場合の溶接は、一般的なインコネルのティグ肉盛溶接に用いられる溶接条件の範囲として約3〜20kJ/cmに着目した結果、約20kJ/cmでは肉盛ビード端にへこみ(アンダーカット)が見られるため、15KJ/cm以下とし、約5〜15kJ/cmを適正な溶接条件範囲と設定した。設定範囲の一例としては溶接電流100から180A、電圧9から11V及び溶接速度8から11cm/minがある。この溶接電流,電圧及び溶接速度を制御装置及び溶接電源に溶接条件として入力する。これにより肉盛ビード端にへこみ等が解消し、変形防止を考慮した信頼性に優れた予防保全方法を提供できる。
【0021】
ここで上記ティグ溶接は、レーザ溶接に置き換えることも可能である。レーザ溶接の場合は、ティグ溶接の条件である溶接電流,電圧及び溶接速度に対応して、レーザ出力電力(kW=kJ/s),溶接速度(cm/min)により入熱量を設定する。
【0022】
これら実施例による効果は、施工対象部位の検査を事前に実施して、ひびの有無により肉盛溶接の条件を変えることにより同じ溶接機での予防保全工法の施工が可能であり、ひびの削除などの別な加工機による補修を不要として、万一ひびが発見された場合でも、比較的短期間に補修を兼ねた予防保全を行えることである。また、施工後の信頼性に優れた予防保全方法を提供できる。
【0023】
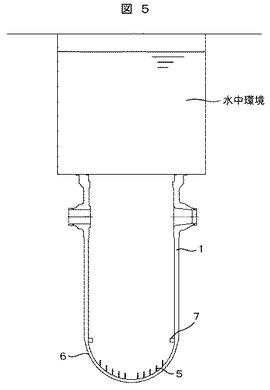
図5に本工法の対象となる原子炉圧力容器1の断面を示す。
【0024】
炉内計装筒5は、原子炉圧力容器下鏡6を貫通して多数林立している。予防保全の対象は、原子炉圧力容器下鏡6の貫通部と炉内計装筒5の外周部の溶接部であり、溶接部の形状は、下鏡6の半球面形状を反映し3次元形状となっている。そのため、予防保全作業に使用する装置は、この溶接部の形状に対応する機構を要する。以下に装置例を示す。
【0025】
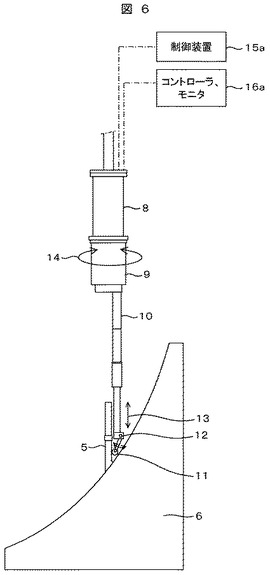
図6に表面研磨の一例を示す。
【0026】
炉内計装筒5の外周溶接部に研磨砥石11をアクセスする装置として、ヘッド旋回駆動部8とヘッド昇降駆動部9を有する構成において、その先に研磨アーム10及び研磨駆動部12及び研磨砥石11を備える。研磨砥石11は表面に付着した酸化皮膜,ゴミ及びクラッドの除去を目的とし、例えばワイヤブラシ、若しくは不織布に研磨砥粒を均一に塗布・接着した砥石を利用したもので、研磨駆動部12から伝達された回転力により磨き動作を行う。研磨アーム10は炉内計装筒5を基準にその周囲を旋回し、360°の範囲をカバーする。
【0027】
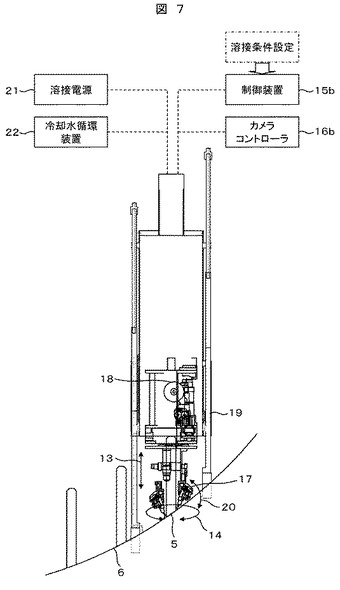
図7に溶接の一例を示す。
【0028】
原子炉圧力容器下鏡6から立ち上がる炉内計装筒5の溶接部全面を水密シール19で覆うヘッド構造において、その内部に溶接トーチ17,トーチ首振り動作20の機構,ヘッド旋回動作14及びヘッド昇降動作13の機構と、溶接ワイヤー送り装置18を備える。各機構の運転操作は、原子炉圧力容器上部のオペレーションフロアに設置した各装置により実施するもので、制御装置15b,溶接電源21,冷却水循環装置22、及びカメラコントローラ,モニタ16bより構成される。ここで原子炉圧力容器1内は満水状態であるため、溶接部を局所的に気中環境とするため水密シール19を使用する。
【0029】
本装置は、予め対象物の溶接条件として、前記図4の溶接条件制御フローに示したとおり、ひびの有無に応じて設定した溶接条件の入力値により、装置の駆動動作を制御装置15にて行う。ここで、溶接される位置,範囲の情報は、トーチ首振り動作20,ヘッド旋回動作14及びヘッド昇降動作13の制御に使用され、所定の範囲に溶接トーチ17先端を位置決めして運転される。また、肉盛溶接厚さの情報は、同様にトーチ首振り動作20,ヘッド旋回動作14及びヘッド昇降動作13の制御に使用されるが、ここでは肉盛の層数の条件として設定される。図8(a)及び図8(b)に溶接トーチの動作手順の一例を示す。炉内計装筒5の溶接部45に対して、溶接トーチ17を溶接開始点46に移動し、その位置座標を教示する。引き続き、溶接トーチ17を溶接開始点46に移動し、その位置座標を教示する。教示した溶接開始点46と溶接終了点47の間の補間した経路を作成し、溶接トーチ17を再度溶接開始点46に移動設定し、溶接終了点47の間を肉盛溶接48を実施する。ひび無しの場合は、本動作を炉内計装筒5の円周360°繰返し実施して、溶接部全面を肉盛溶接する。また、ひび有りの場合は、肉盛溶接長さL2に相当する範囲を溶接開始点46と溶接終了点47に設定して実施する。溶接入熱量は、溶接電流,溶接電圧及び溶接速度に係わる条件であり、制御装置15bと溶接電源21に入力される。溶接電流及び溶接電圧は溶接電源21で設定されて、溶接速度は制御装置15bで設定される。予め溶接する位置,範囲の条件から溶接トーチの軌道を計算し、そのときに所定の溶接速度になるようにトーチ首振り動作20,ヘッド旋回動作14及びヘッド昇降動作13の各動作速度に分配されて運転制御する。
【0030】
ここで上記ティグ溶接における構成は、レーザ溶接に置き換えた場合、溶接トーチ17と溶接電源21は、レーザ溶接ノズルとレーザ発信機に対応し、レーザ溶接ノズルとレーザ発信機間の伝送は光ファイバーケーブルで接続することにより、同様にシステムが達成できる。
【0031】
これら実施例による効果は、溶接機に局部気中環境を形成する機能を備えることにより、原子炉圧力容器内に炉水を張った状態で予防保全工事ができ、作業従事者の被ばく低減が可能な予防保全が行えることである。さらに、炉水を張った状態で作業が可能なため工期短縮が図れる。
【0032】
溶接後の表面研磨は、前記表面研磨の装置と共用する。
【0033】
図9に浸透探傷検査(PT)の一例を示す。
【0034】
原子炉圧力容器下鏡6から立ち上がる炉内計装筒5の溶接部全面を水密シール19で覆うヘッド構造において、ヘッド旋回駆動部8とヘッド昇降駆動部9を内蔵し、その先に浸透探傷検査(PT)液塗布・洗浄・乾燥ノズルヘッド23と、先端にカメラを有するカメラ(ミラー)首振り機構部25を備える。各機構の運転操作は、原子炉圧力容器上部のオペレーションフロアに設置した各装置により実施するもので、制御装置15c,PT液・洗浄水・エア供給ユニット28,PT液・洗浄水回収ユニット29,乾燥温風供給ユニット30及び観察用カメラ,コントローラ,モニタ16cより構成される。ここで溶接と同様に浸透探傷検査(PT)の検査面を局所的に気中環境とするため水密シールを使用する。
【0035】
浸透探傷検査(PT)の手順は以下となる。
【0036】
第一の手順は溶接面の洗浄である。これは、溶接面にPT液塗布・洗浄・乾燥ノズルヘッド23をヘッド旋回駆動部8とヘッド昇降駆動部9を利用して位置決め後に、洗浄水を噴き付けて前処理洗浄を行う。その後、乾燥温風を送給し、洗浄面の湿分を取り除く。
【0037】
第二の手順は浸透探傷検査(PT)液塗布である。これは、PT液塗布・洗浄・乾燥ノズルヘッド23を対象部位に位置合わせ後にノズル先端から浸透探傷検査(PT)液を噴き付けて、所定の時間を経過後、次に洗浄液を噴き付けて浸透探傷検査(PT)液を洗い流す。このとき、浸透探傷検査(PT)液と洗浄水は、PT液・洗浄水回収ユニット29により吸引回収する。その後、乾燥温風を送給し、洗浄面の湿分を取り除く。
【0038】
第三の手順は浸透探傷検査(PT)の判定である。これは、溶接面に紫外線(UV)光を当てて、そのときに有意な指示模様がないことを観察カメラを使用して全面を走査し確認する。
【0039】
図10にウォータージェットピーニングの一例を示す。
【0040】
ウォータージェットピーニングは、肉盛溶接した部位の残留応力の低減を図るため、炉内計装筒5の肉盛溶接全面を実施する。炉内計装筒5の肉盛溶接部に水噴射ノズル43をアクセスする装置として、ヘッド旋回駆動部8とヘッド昇降駆動部9を有する構成において、その先にノズルアーム49及び水噴射ノズル43を備える。ノズルアーム49は、炉内計装筒5の周囲360°旋回し、ヘッド昇降動作13と水噴射ノズル首振り動作44により水噴射ノズル43の方向と距離を調整して高圧水の噴き付けを行う。なお、ひび無しの場合は、既存の溶接形状に合わせた肉盛溶接となるが、ひび有りの場合は、前述する図2(a)の肉盛溶接厚さt1で部分的に形状が異なるため、肉盛形状に倣った水噴射ノズル43の動作を行う。なお、この動作は肉盛形状の変化点(始点,終点,複数の中間点)の位置座標を予め教示しティーチングプレイバックすることにより達成できる。これにより肉盛溶接した部位の残留応力の低減が可能となる。
【0041】
図11に水密シール19の一例を示す。
【0042】
本工法のうち溶接,浸透探傷検査(PT)は局所的に気中環境にする必要があるため、水密シールを使用する。このとき炉内計装筒5は原子炉圧力容器下鏡6の球面形状に林立しているため、下鏡面でのシールとの当たりは3次元曲面となり、位置によりその形状が傾斜方向に大きく変化する。この形状は、プラントごとに寸法が変わり、かつ位置によっても変わるため、対象となる炉内計装筒5ごとに準備すると膨大な数量が必要となる。そのため、共通で使用できる構造とするため、以下に示す構造とする。
【0043】
水密シールは周方向に複数の分割構造とし、各分割面で上下動する機構を有し、自重若しくはシリンダにて炉底部に下端のシール面を押付ける。図11はその一例として幅大6分割及び幅小6分割の計12分割構成とした場合の図である。1分割面には下端に周方向ゴムシール27を有する金属シール板33を有し、金属シール板33の上部にガイドロッド34を設けて、原子炉圧力容器下鏡6の曲率にあわせてガイドロッド34が上下し周方向ゴムシール27を原子炉圧力容器下鏡6に密着させる。なお、1分割面の側面には側面周方向ゴムシール32を設けて、上下動したときでも隙間が生じないように水密性を確保する。
【0044】
本構造において、上部より水密シール19を吊り降ろす際、内部をガスでパージした状態で原子炉圧力容器下鏡6に設定するが、内部の水はパージでは完全に排除はできない。そのため、原子炉圧力容器下鏡6に設定後、パージを継続し、内部の水を完全に排除した後に、溶接若しくは浸透探傷検査(PT)を実施する。
【0045】
これら実施例による効果は、肉盛溶接機に原子炉圧力容器下鏡の球Rに追従する伸縮自在なシール機構を備えていることにより、原子炉圧力容器下鏡に多数林立する全ての炉内計装筒外面の予防保全工事を溶接機のシールを変える事無く、一度の炉内設定で多本数の予防保全施工が可能となり、工期の短縮した予防保全が行えることである。
【0046】
以上の手順及び装置構成は、加圧水型原子炉を一例としているが、沸騰水型原子炉も下鏡に炉内計装筒及び制御棒駆動機構(CRD)ハウジングが貫通し外周部を溶接しており、溶接部の形状は同様に下鏡の半球面形状を反映し3次元形状となっていることから、同様の装置構成により予防保全工法が適用できる。但し、加圧水型原子炉の炉内計装筒5は、図7に示すとおり原子炉圧力容器溶接部から上端までの距離が短く、上方から水密カバーを被せることが可能であるが、沸騰水型原子炉の炉内計装筒5は、炉心中央部付近までの長さを有するため上方から被せることはできない。このような場合は溶接部位を局所的にカバーする方法として図12の実施例がある。図11の実施例では、水密シールを固定して溶接トーチを動かす方法としているが、図12の実施例は、水密シールと溶接トーチを同時に動かす方法とするものであり、本方法により対応可能となる。溶接トーチ17は、先端に局所水密シール50を有するとともに、その内部に溶接電極51と溶接ワイヤーガイド52を有する。なお、局所水密シール50は、押付け面の溶接部の形状に倣い、かつ耐熱性のあるシリコーンスポンジなどが適する。また、側面にはガスパージ供給系53を接続して、常時溶接トーチ17内をガスパージする。前記構造を有する溶接トーチ17において、溶接トーチ17の溶接電極51を溶接開始点46及び溶接終了点47を各々位置座標を教示する。教示した溶接開始点46と溶接終了点47の間の補間した経路を作成し、溶接トーチ17を再度溶接開始点46に移動設定し、ガスパージの流量を上げて局所水密シール50の内部に溜まっている水を排除し、ガス雰囲気に置換後、溶接終了点47までの間を肉盛溶接する。このとき溶接トーチ17の動作は、前述した図7のトーチ首振り動作20の機構,ヘッド旋回動作14及びヘッド昇降動作13の機構と、溶接ワイヤー送り装置18を使用することで達成できる。
【0047】
これら実施例による効果は、複雑形状部位に対する施工性,予防保全対象機器が多数存在する場合の、経済性の観点からの工事期間の短縮という面においても配慮された予防保全を行えることである。
【実施例2】
【0048】
次に前記表面研磨,溶接及び浸透探傷検査(PT)を組み合わせて効率よく作業を実施するための装置の一例を図13に示す。これは、加圧水型原子炉を想定した例である。沸騰水型原子炉の場合は、原子炉内は構造物が存在するため、表面研磨,溶接,浸透探傷検査(PT)及びウォータージェットピーニングは、原子炉上部から装置を吊り降ろして、設定することになるが、加圧水型原子炉の場合は、原子炉内の構造物を取り外すことが可能であるため、当該作業時は空間上の制約が大幅に軽減される。この利点を利用して作業性を向上させるための実施例を以下説明する。
【0049】
炉心支持金物7に設定する共通アクセス装置35は、炉心支持金物7に支持する架台に下げられたテーブル装置40と、テーブル装置40により旋回するアーム装置41と、そのアーム装置41に取り付けられて径方向に移動するヘッド駆動装置42より構成される。
【0050】
各種装置ヘッドは、目的に応じて交換し使用するものであり、原子炉上部から吊り降ろし、ヘッド駆動装置42に遠隔で設定する。その際、選択する工法に応じて、使用するヘッドは複数となるが、旋回するアーム装置41とヘッド駆動装置42は、必要台数分を備えたものとする。
【0051】
補修溶接を実施する場合の一例を以下説明する。
【0052】
十字形状のアーム装置の先に4台有するヘッド駆動装置42に、研磨装置ヘッド36,溶接機ヘッド37,浸透探傷検査(PT)装置ヘッド38及び寸法測定装置ヘッド39を水中遠隔で取り付けて、溶接作業を実施する。補修溶接の手順は、下記のとおりである。
【0053】
第一の手順は溶接部研磨である。これは、溶接部表面に付着している酸化皮膜及びゴミ,クラッドの除去を行う。そのため、研磨装置ヘッド36を目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、溶接部外周全面の磨きを実施する。
【0054】
第二の手順は溶接である。これは、溶接機ヘッド37を同様に目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、ひび有りの場合はひびの範囲を肉盛溶接、若しくはひび無しの場合は表面改質を目的とした肉盛溶接を行う。
【0055】
第三の手順は浸透探傷検査(PT)である。溶接終了後、浸透探傷検査(PT)装置ヘッド38を目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、溶接面の浸透探傷検査(PT)を行う。
【0056】
第四の手順は溶接部寸法測定である。浸透探傷検査(PT)終了後、寸法測定装置ヘッド39を目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、溶接厚さを測定する。
【0057】
前記手順に合わせて溶接を実施するもので、なお、各種装置ヘッドの取り付け位置は、手順に合わせて配置するものとする。また、溶接が複数の層に肉盛する場合、その都度浸透探傷検査(PT)を実施することになる。この場合、溶接機ヘッド37と浸透探傷検査(PT)装置ヘッド38を同一装置に有することで、ヘッドの切り替えが短時間で対応可能となり、効率的に作業を実施することが可能となる。すなわち、予防保全工事で使用する溶接機,溶接前後の表面研磨,浸透探傷検査(PT)などの作業を実施する上で、各種作業ヘッドを効率よく切り替えて予防保全施工が可能であり、従って、工期の短縮した予防保全が行える。
【実施例3】
【0058】
これまでひび有無によって溶接条件を変更して肉盛溶接を実施する手順,方法について述べた。それに対して、ひび有りの条件で溶接部全面の表面改質を実施する、事前検査を不要とした予防保全方法も適用可能ある。これは、図1に示す作業手順の目視検査(VT),超音波探傷検査(UT)等の事前検査を省き、予防保全作業としてひび有りの条件に関する補修兼予防保全溶接に相当するステップを実施する方法であり、原子炉圧力容器内の炉内機器の溶接部は多数存在し、炉出力によって異なるが数10本の炉内計装筒を有することを考慮すると、この溶接部全て事前検査に掛かる作業期間を短縮する効果が期待できる。
【0059】
本方法は、前記図3の溶接条件フローは、そのまま適用できる。肉盛溶接範囲の算出は、ひび有無に係わらず予防保全を実施する溶接部全面を対象とし、肉盛溶接開始位置,終了位置を算出する。次に肉盛溶接厚さt2は、き裂深さを最大の貫通き裂と想定し疲労き裂進展評価を行い算出し、その結果をもとに肉盛溶接層数を設定する。また、入熱量はひび有りの条件とし、溶接電流,電圧及び溶接速度の算出を行い、各条件を溶接制御装置及び溶接電源に入力する。なお、装置構成はひび有りの方法と同様であるため図6から図10に示す装置構成がそのまま適用可能となる。
【符号の説明】
【0060】
1 原子炉圧力容器
2 ひび
3 肉盛溶接(ひび有り)
4 肉盛溶接(ひび無し)
5 炉内計装筒
6 原子炉圧力容器下鏡
7 炉心支持金物
8 ヘッド旋回駆動部
9 ヘッド昇降駆動部
10 研磨アーム
11 研磨砥石
12 研磨駆動部
13 ヘッド昇降動作
14 ヘッド旋回動作
15a,15b,15c,15d 制御装置
16a,16d コントローラ,モニタ
16b カメラコントローラ
16c 観察用カメラ,コントローラ,モニタ
17 溶接トーチ
18 溶接ワイヤー送り装置
19 水密シール
20 トーチ首振り動作
21 溶接電源
22 冷却水循環装置
23 PT液塗布・洗浄・乾燥ノズルヘッド
24 PT液・洗浄液回収
25 カメラ(ミラー)首振り機構部
25b カメラ首振り動作
26 乾燥温風供給
27 周方向ゴムシール
28 PT液・洗浄液・エア供給ユニット
29 PT液・洗浄液回収ユニット
30 乾燥温風供給ユニット
31 軸方向ゴムシール
32 側面周方向ゴムシール
33 金属シール板
34 ガイドロッド
35 共通アクセス装置
36 研磨装置ヘッド
37 溶接機ヘッド
38 PT装置ヘッド
39 寸法測定装置ヘッド
40 テーブル装置
41 アーム装置
42 ヘッド駆動装置
43 水噴射ノズル
44 水噴射ノズル首振り動作
45 炉内計装筒溶接部
46 溶接開始点
47 溶接終了点
48 肉盛溶接
49 ノズルアーム
50 局所水密シール
【技術分野】
【0001】
本発明は、原子力発電プラントにおける原子炉圧力容器内の応力腐食割れに対する予防保全方法に関する。
【背景技術】
【0002】
炉内計装筒等炉内機器の外面溶接部の予防保全方法としては、キャビテーション気泡を含む高圧水を利用するウォータージェットピーニング法(特開2006−201141号公報)が提案されている。このウォータージェットピーニング法は、発生させたキャビテーション気泡崩壊時の衝撃圧を利用して、金属材料表面近傍の残留応力を改善するものである。従来のウォータージェットピーニング法による予防保全工法は、ニッケル基合金(600合金)などの金属材料が高温水中に置かれた場合、その溶接部または溶接部近傍において発生する応力腐食割れ防止法として考案されたものである。応力腐食割れは発生要因として材料,応力,環境の因子が重畳した条件下で生ずるとされており、ウォータージェットピーニング法はこれら三因子の中から応力因子を取り除き応力腐食割れ防止を図った技術である。
【0003】
また、材料因子の観点から耐食性を有した溶接材を使用した肉盛溶接等による表面改質の予防保全方法としては、炉内計装筒内面を対象とした特開2002−90494号公報,原子炉の溶接部等を対象とした特開2001−124888号公報に記載の予防保全方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−201141号公報
【特許文献2】特開2002−90494号公報
【特許文献3】特開2001−124888号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した技術では、原子炉圧力容器の底部に多数林立している炉内計装筒外面の予防保全方法としては効率的に施工できる工法として極めて有効であるが、万一ひびがあった場合の施工については考慮されていない。
【0006】
また、炉内計装筒内面を対象とした上述の技術では、炉内計装筒内面の表面改質としては有効な手段であるが、同様に予防保全対象部位のひびの有無について配慮されておらず、万一ひびがあった場合の施工については考慮されていない。
【0007】
また、上述した原子炉内の溶接部を対象とした肉盛溶接による表面改質の予防保全方法では、材料面からの記載はあるが、供用期間中の運転プラントを対象とした実際の原子炉炉内構造物に適用する際の施工については配慮されておらず、複雑形状部位に対する施工性,予防保全対象機器が多数存在する場合の、経済性の観点からの工事期間の短縮という面においても配慮されていない。また予防保全対象部位のひびの有無についても配慮されておらず、万一ひびがあった場合の施工については考慮されていない。
【0008】
そこで、本願発明が解決しようとする課題は、施工後の信頼性に優れた予防保全工法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明は原子炉圧力容器の応力腐食割れを耐食性に優れた肉盛り溶接により防止する炉内機器の予防保全方法において、原子炉圧力容器の内面に溶接により取り付けられた炉内機器又は前記原子炉圧力容器の溶接部の検査を行い、前記検査結果により肉盛溶接の条件を変えることを特徴とする。
【発明の効果】
【0010】
前記手段により、施工後の信頼性に優れた予防保全方法を提供できる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施例である、予防保全工法フローを示す。
【図2】本発明の一実施例である、ひび有無に対する溶接施工図を示す。
【図3】本発明の一実施例である、溶接条件設定フローを示す。
【図4】本発明の一実施例である、き裂進展評価手順を示す。
【図5】本発明の適用対象である、原子炉圧力容器の断面を示す。
【図6】本発明の一実施例である、表面研磨の装置構成を示す。
【図7】本発明の一実施例である、溶接の装置構成を示す。
【図8】本発明の一実施例である、溶接トーチ動作図を示す。
【図9】本発明の一実施例である、浸透探傷検査(PT)の装置構成を示す。
【図10】本発明の一実施例である、ウォータージェットピーニングの装置構成を示す。
【図11】本発明の一実施例である、水密シールの概要を示す。
【図12】本発明の一実施例である、局所水密シール付き溶接トーチの装置構成を示す。
【図13】本発明の一実施例である、共通アクセス装置の概要を示す。
【発明を実施するための形態】
【0012】
以下、図面を参照して、本発明の実施例を示す。
【実施例1】
【0013】
図1は、本発明の一実施例である肉盛溶接による予防保全工法の作業手順を示すものである。
【0014】
最初に原子炉圧力容器1内の底部に位置する炉内計装筒5溶接部の事前検査を行い、ひびの有無を確認する。事前検査としては、まず目視検査(VT)を実施し、目視検査(VT)により万一ひびが見つかった場合、超音波探傷検査(UT)及び渦流探傷検査(ECT)による詳細検査を行い、ひびの位置,長さおよび深さを特定する。図1では目視検査(VT)を実施する手順を示すが、目視検査(VT)を省略して渦流探傷検査(ECT)によりひび有無の確認と位置の特定を行い、その後、超音波探傷検査(UT)で深さ測定を行う場合もある。これらの事前の検査でひび無しと判断された場合は、溶接部の応力腐食割れの発生を防止するため、表面改質を目的とした予防保全溶接を選択して、次工程である予防保全作業に移る。また、事前検査の結果でひび有りと判断された場合は、ひびの位置,長さおよび深さのデータに基づき、補修を目的とした肉盛溶接を行う基準位置とその基準位置をもとに溶接範囲を設定するとともに、肉盛溶接側へのき裂進展量を評価し肉盛溶接の厚さを設定し、次工程である補修兼予防保全作業に移る。
【0015】
次に予防保全作業について炉内機器のうち炉内計装筒の外面溶接部を一例として説明する。なお、ひびなし時の予防保全作業と、ひびあり時の補修兼予防保全作業とでは、同一する作業が多いため、以下まとめて記載する。
【0016】
まず、対象とする炉内計装筒5の溶接部表面を研磨して表面に付着した酸化皮膜,ゴミ及びクラッド等を除去し、その後、溶接前の形状寸法を予め測定する。次に肉盛溶接を実施する。このときの溶接条件は前記事前検査の結果を反映した条件として、基準位置と溶接範囲及び溶接厚さを設定して溶接作業を行う。溶接終了後に溶接による酸化皮膜の除去のため表面を研磨し、寸法測定装置を使用して溶接部寸法測定を行う。この作業では肉盛厚さの確認も行う。特にひび有りの場合は、前記に示すとおりき裂進展量から肉盛厚さが求められるため、必要な肉盛溶接厚さの要求値を満足していることの確認を行う。その後、浸透探傷検査(PT)または渦流探傷検査(ECT)等により肉盛溶接後の表面検査(溶接後検査)を行い、溶接部近傍の残留応力を低減するためウォータージェットピーニング(WJP)を実施する。
【0017】
図2(a)にひび有りの場合の溶接、図2(b)にひび無しの場合の溶接を示す。また、図3に溶接条件設定フローを示す。
【0018】
ひび有りの場合は、ひび2の存在する範囲全面の肉盛溶接(ひび有り)3を実施する。その際、位置座標は渦流探傷検査(ECT)により取得したデータを使用して設定し、ひび2の長さL1に対して肉盛溶接長さL2は、それよりも広い長さとする。肉盛溶接長さはひび2発生の起点座標と終点座標にそれぞれ一定長さを加算して肉盛溶接開始位置と終了位置の座標を算出し、溶接制御装置に溶接条件として入力する。ここで、肉盛溶接厚さt1は、ひび測定結果に、その後のプラント運転時間を加味して求めたき裂進展評価結果を使用して、プラントの運転期間中に肉盛溶接側にき裂が進展し貫通しない厚さとして設定する。図4にき裂進展評価の手順を示す。評価手順は、初期き裂の設定,負荷条件の設定及び肉盛溶接厚さの設定を行い、その条件に基づいて疲労き裂進展評価を実施する。この評価は肉盛溶接厚さによって変わる。そのため、肉盛り後の疲労き裂進展後のひび長さを考慮した構造全体の破壊評価を行う。肉盛溶接厚さは構造全体破壊評価の範囲内(破壊が起きない範囲)となるように設定する。初期き裂の設定は、事前検査で実施する超音波探傷検査(UT)及び渦流探傷検査(ECT)で得られた結果を利用する。負荷条件の設定は、評価期間中の負荷荷重の繰返し回数を運転実績から設定する。肉盛溶接厚さt1は初期は想定値で実施する。疲労き裂進展評価は、肉盛溶接後の残存き裂に対して負荷条件の設定で求めた繰返し荷重を加えて運転年数に対するき裂進展量を解析により求める。構造全体の破壊評価は、疲労き裂進展評価を考慮したひび長さに対する破壊評価を行い、プラント運転中の全ての供用状態及び地震時に破壊が生じないことを解析により評価する。なお、このき裂進展評価は、発電用原子力設備規格維持規格で公開された手法を用いる。以上の評価結果に基づき、運転年数を想定し、その期間においてき裂の貫通がなく、かつ構造全体に強度を確保可能な肉盛溶接厚さt1を設定する。次に、この肉盛溶接厚さt1に対して、1層当りの溶接厚さから必要となる溶接層数を算出し、溶接電源及び制御装置に溶接条件として入力する。また、ひび2の長さよりも広い長さとする肉盛溶接長さL2は、肉盛溶接厚さt1と同様に疲労き裂進展評価を考慮したひびの長さを求めて、それにひび位置の測定精度、肉盛溶接の位置精度を加算した余長から設定する。
【0019】
ひび無しの場合は、表面改質を目的に肉盛溶接(ひび無し)4を行うもので、肉盛溶接厚さt2は、ひび有りのケースの肉盛溶接側へのき裂進展量を考慮する必要はなく、既設の肉盛対象となる材料の肉盛溶接側への溶接による希釈を考慮すれば良く溶接入熱にもよるが約2kJ/cmの低入熱の場合約1mm程度あれば充分である。この場合肉盛溶接の範囲は、炉内計装筒5の既設溶接部全面及びその溶接熱影響部のカバーする範囲に設定する。なお、ひび有り,ひび無しともに肉盛溶接材としては、従来の600系ニッケル基合金又は690系ニッケル基合金のクラッド溶接に使用している溶接金属の82合金に対して、更に耐食性の優れた52合金を使用する。
【0020】
なお、溶接条件は、炉内計装筒5の変形防止を考慮した入熱量とする必要がある。そのため、ひびが無い場合の溶接入熱は、5kJ/cm以下の低入熱、より好ましくは2kJ/cm以下とし、設定範囲の一例としては溶接電流130から175A、電圧8から10V及び溶接速度45から70cm/minがある。また、ひびが確認された場合の溶接は、一般的なインコネルのティグ肉盛溶接に用いられる溶接条件の範囲として約3〜20kJ/cmに着目した結果、約20kJ/cmでは肉盛ビード端にへこみ(アンダーカット)が見られるため、15KJ/cm以下とし、約5〜15kJ/cmを適正な溶接条件範囲と設定した。設定範囲の一例としては溶接電流100から180A、電圧9から11V及び溶接速度8から11cm/minがある。この溶接電流,電圧及び溶接速度を制御装置及び溶接電源に溶接条件として入力する。これにより肉盛ビード端にへこみ等が解消し、変形防止を考慮した信頼性に優れた予防保全方法を提供できる。
【0021】
ここで上記ティグ溶接は、レーザ溶接に置き換えることも可能である。レーザ溶接の場合は、ティグ溶接の条件である溶接電流,電圧及び溶接速度に対応して、レーザ出力電力(kW=kJ/s),溶接速度(cm/min)により入熱量を設定する。
【0022】
これら実施例による効果は、施工対象部位の検査を事前に実施して、ひびの有無により肉盛溶接の条件を変えることにより同じ溶接機での予防保全工法の施工が可能であり、ひびの削除などの別な加工機による補修を不要として、万一ひびが発見された場合でも、比較的短期間に補修を兼ねた予防保全を行えることである。また、施工後の信頼性に優れた予防保全方法を提供できる。
【0023】
図5に本工法の対象となる原子炉圧力容器1の断面を示す。
【0024】
炉内計装筒5は、原子炉圧力容器下鏡6を貫通して多数林立している。予防保全の対象は、原子炉圧力容器下鏡6の貫通部と炉内計装筒5の外周部の溶接部であり、溶接部の形状は、下鏡6の半球面形状を反映し3次元形状となっている。そのため、予防保全作業に使用する装置は、この溶接部の形状に対応する機構を要する。以下に装置例を示す。
【0025】
図6に表面研磨の一例を示す。
【0026】
炉内計装筒5の外周溶接部に研磨砥石11をアクセスする装置として、ヘッド旋回駆動部8とヘッド昇降駆動部9を有する構成において、その先に研磨アーム10及び研磨駆動部12及び研磨砥石11を備える。研磨砥石11は表面に付着した酸化皮膜,ゴミ及びクラッドの除去を目的とし、例えばワイヤブラシ、若しくは不織布に研磨砥粒を均一に塗布・接着した砥石を利用したもので、研磨駆動部12から伝達された回転力により磨き動作を行う。研磨アーム10は炉内計装筒5を基準にその周囲を旋回し、360°の範囲をカバーする。
【0027】
図7に溶接の一例を示す。
【0028】
原子炉圧力容器下鏡6から立ち上がる炉内計装筒5の溶接部全面を水密シール19で覆うヘッド構造において、その内部に溶接トーチ17,トーチ首振り動作20の機構,ヘッド旋回動作14及びヘッド昇降動作13の機構と、溶接ワイヤー送り装置18を備える。各機構の運転操作は、原子炉圧力容器上部のオペレーションフロアに設置した各装置により実施するもので、制御装置15b,溶接電源21,冷却水循環装置22、及びカメラコントローラ,モニタ16bより構成される。ここで原子炉圧力容器1内は満水状態であるため、溶接部を局所的に気中環境とするため水密シール19を使用する。
【0029】
本装置は、予め対象物の溶接条件として、前記図4の溶接条件制御フローに示したとおり、ひびの有無に応じて設定した溶接条件の入力値により、装置の駆動動作を制御装置15にて行う。ここで、溶接される位置,範囲の情報は、トーチ首振り動作20,ヘッド旋回動作14及びヘッド昇降動作13の制御に使用され、所定の範囲に溶接トーチ17先端を位置決めして運転される。また、肉盛溶接厚さの情報は、同様にトーチ首振り動作20,ヘッド旋回動作14及びヘッド昇降動作13の制御に使用されるが、ここでは肉盛の層数の条件として設定される。図8(a)及び図8(b)に溶接トーチの動作手順の一例を示す。炉内計装筒5の溶接部45に対して、溶接トーチ17を溶接開始点46に移動し、その位置座標を教示する。引き続き、溶接トーチ17を溶接開始点46に移動し、その位置座標を教示する。教示した溶接開始点46と溶接終了点47の間の補間した経路を作成し、溶接トーチ17を再度溶接開始点46に移動設定し、溶接終了点47の間を肉盛溶接48を実施する。ひび無しの場合は、本動作を炉内計装筒5の円周360°繰返し実施して、溶接部全面を肉盛溶接する。また、ひび有りの場合は、肉盛溶接長さL2に相当する範囲を溶接開始点46と溶接終了点47に設定して実施する。溶接入熱量は、溶接電流,溶接電圧及び溶接速度に係わる条件であり、制御装置15bと溶接電源21に入力される。溶接電流及び溶接電圧は溶接電源21で設定されて、溶接速度は制御装置15bで設定される。予め溶接する位置,範囲の条件から溶接トーチの軌道を計算し、そのときに所定の溶接速度になるようにトーチ首振り動作20,ヘッド旋回動作14及びヘッド昇降動作13の各動作速度に分配されて運転制御する。
【0030】
ここで上記ティグ溶接における構成は、レーザ溶接に置き換えた場合、溶接トーチ17と溶接電源21は、レーザ溶接ノズルとレーザ発信機に対応し、レーザ溶接ノズルとレーザ発信機間の伝送は光ファイバーケーブルで接続することにより、同様にシステムが達成できる。
【0031】
これら実施例による効果は、溶接機に局部気中環境を形成する機能を備えることにより、原子炉圧力容器内に炉水を張った状態で予防保全工事ができ、作業従事者の被ばく低減が可能な予防保全が行えることである。さらに、炉水を張った状態で作業が可能なため工期短縮が図れる。
【0032】
溶接後の表面研磨は、前記表面研磨の装置と共用する。
【0033】
図9に浸透探傷検査(PT)の一例を示す。
【0034】
原子炉圧力容器下鏡6から立ち上がる炉内計装筒5の溶接部全面を水密シール19で覆うヘッド構造において、ヘッド旋回駆動部8とヘッド昇降駆動部9を内蔵し、その先に浸透探傷検査(PT)液塗布・洗浄・乾燥ノズルヘッド23と、先端にカメラを有するカメラ(ミラー)首振り機構部25を備える。各機構の運転操作は、原子炉圧力容器上部のオペレーションフロアに設置した各装置により実施するもので、制御装置15c,PT液・洗浄水・エア供給ユニット28,PT液・洗浄水回収ユニット29,乾燥温風供給ユニット30及び観察用カメラ,コントローラ,モニタ16cより構成される。ここで溶接と同様に浸透探傷検査(PT)の検査面を局所的に気中環境とするため水密シールを使用する。
【0035】
浸透探傷検査(PT)の手順は以下となる。
【0036】
第一の手順は溶接面の洗浄である。これは、溶接面にPT液塗布・洗浄・乾燥ノズルヘッド23をヘッド旋回駆動部8とヘッド昇降駆動部9を利用して位置決め後に、洗浄水を噴き付けて前処理洗浄を行う。その後、乾燥温風を送給し、洗浄面の湿分を取り除く。
【0037】
第二の手順は浸透探傷検査(PT)液塗布である。これは、PT液塗布・洗浄・乾燥ノズルヘッド23を対象部位に位置合わせ後にノズル先端から浸透探傷検査(PT)液を噴き付けて、所定の時間を経過後、次に洗浄液を噴き付けて浸透探傷検査(PT)液を洗い流す。このとき、浸透探傷検査(PT)液と洗浄水は、PT液・洗浄水回収ユニット29により吸引回収する。その後、乾燥温風を送給し、洗浄面の湿分を取り除く。
【0038】
第三の手順は浸透探傷検査(PT)の判定である。これは、溶接面に紫外線(UV)光を当てて、そのときに有意な指示模様がないことを観察カメラを使用して全面を走査し確認する。
【0039】
図10にウォータージェットピーニングの一例を示す。
【0040】
ウォータージェットピーニングは、肉盛溶接した部位の残留応力の低減を図るため、炉内計装筒5の肉盛溶接全面を実施する。炉内計装筒5の肉盛溶接部に水噴射ノズル43をアクセスする装置として、ヘッド旋回駆動部8とヘッド昇降駆動部9を有する構成において、その先にノズルアーム49及び水噴射ノズル43を備える。ノズルアーム49は、炉内計装筒5の周囲360°旋回し、ヘッド昇降動作13と水噴射ノズル首振り動作44により水噴射ノズル43の方向と距離を調整して高圧水の噴き付けを行う。なお、ひび無しの場合は、既存の溶接形状に合わせた肉盛溶接となるが、ひび有りの場合は、前述する図2(a)の肉盛溶接厚さt1で部分的に形状が異なるため、肉盛形状に倣った水噴射ノズル43の動作を行う。なお、この動作は肉盛形状の変化点(始点,終点,複数の中間点)の位置座標を予め教示しティーチングプレイバックすることにより達成できる。これにより肉盛溶接した部位の残留応力の低減が可能となる。
【0041】
図11に水密シール19の一例を示す。
【0042】
本工法のうち溶接,浸透探傷検査(PT)は局所的に気中環境にする必要があるため、水密シールを使用する。このとき炉内計装筒5は原子炉圧力容器下鏡6の球面形状に林立しているため、下鏡面でのシールとの当たりは3次元曲面となり、位置によりその形状が傾斜方向に大きく変化する。この形状は、プラントごとに寸法が変わり、かつ位置によっても変わるため、対象となる炉内計装筒5ごとに準備すると膨大な数量が必要となる。そのため、共通で使用できる構造とするため、以下に示す構造とする。
【0043】
水密シールは周方向に複数の分割構造とし、各分割面で上下動する機構を有し、自重若しくはシリンダにて炉底部に下端のシール面を押付ける。図11はその一例として幅大6分割及び幅小6分割の計12分割構成とした場合の図である。1分割面には下端に周方向ゴムシール27を有する金属シール板33を有し、金属シール板33の上部にガイドロッド34を設けて、原子炉圧力容器下鏡6の曲率にあわせてガイドロッド34が上下し周方向ゴムシール27を原子炉圧力容器下鏡6に密着させる。なお、1分割面の側面には側面周方向ゴムシール32を設けて、上下動したときでも隙間が生じないように水密性を確保する。
【0044】
本構造において、上部より水密シール19を吊り降ろす際、内部をガスでパージした状態で原子炉圧力容器下鏡6に設定するが、内部の水はパージでは完全に排除はできない。そのため、原子炉圧力容器下鏡6に設定後、パージを継続し、内部の水を完全に排除した後に、溶接若しくは浸透探傷検査(PT)を実施する。
【0045】
これら実施例による効果は、肉盛溶接機に原子炉圧力容器下鏡の球Rに追従する伸縮自在なシール機構を備えていることにより、原子炉圧力容器下鏡に多数林立する全ての炉内計装筒外面の予防保全工事を溶接機のシールを変える事無く、一度の炉内設定で多本数の予防保全施工が可能となり、工期の短縮した予防保全が行えることである。
【0046】
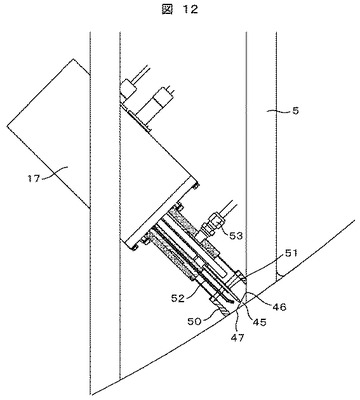
以上の手順及び装置構成は、加圧水型原子炉を一例としているが、沸騰水型原子炉も下鏡に炉内計装筒及び制御棒駆動機構(CRD)ハウジングが貫通し外周部を溶接しており、溶接部の形状は同様に下鏡の半球面形状を反映し3次元形状となっていることから、同様の装置構成により予防保全工法が適用できる。但し、加圧水型原子炉の炉内計装筒5は、図7に示すとおり原子炉圧力容器溶接部から上端までの距離が短く、上方から水密カバーを被せることが可能であるが、沸騰水型原子炉の炉内計装筒5は、炉心中央部付近までの長さを有するため上方から被せることはできない。このような場合は溶接部位を局所的にカバーする方法として図12の実施例がある。図11の実施例では、水密シールを固定して溶接トーチを動かす方法としているが、図12の実施例は、水密シールと溶接トーチを同時に動かす方法とするものであり、本方法により対応可能となる。溶接トーチ17は、先端に局所水密シール50を有するとともに、その内部に溶接電極51と溶接ワイヤーガイド52を有する。なお、局所水密シール50は、押付け面の溶接部の形状に倣い、かつ耐熱性のあるシリコーンスポンジなどが適する。また、側面にはガスパージ供給系53を接続して、常時溶接トーチ17内をガスパージする。前記構造を有する溶接トーチ17において、溶接トーチ17の溶接電極51を溶接開始点46及び溶接終了点47を各々位置座標を教示する。教示した溶接開始点46と溶接終了点47の間の補間した経路を作成し、溶接トーチ17を再度溶接開始点46に移動設定し、ガスパージの流量を上げて局所水密シール50の内部に溜まっている水を排除し、ガス雰囲気に置換後、溶接終了点47までの間を肉盛溶接する。このとき溶接トーチ17の動作は、前述した図7のトーチ首振り動作20の機構,ヘッド旋回動作14及びヘッド昇降動作13の機構と、溶接ワイヤー送り装置18を使用することで達成できる。
【0047】
これら実施例による効果は、複雑形状部位に対する施工性,予防保全対象機器が多数存在する場合の、経済性の観点からの工事期間の短縮という面においても配慮された予防保全を行えることである。
【実施例2】
【0048】
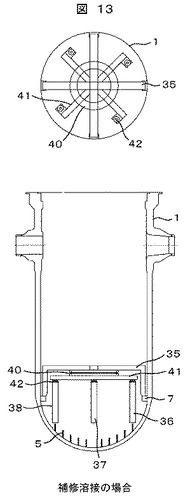
次に前記表面研磨,溶接及び浸透探傷検査(PT)を組み合わせて効率よく作業を実施するための装置の一例を図13に示す。これは、加圧水型原子炉を想定した例である。沸騰水型原子炉の場合は、原子炉内は構造物が存在するため、表面研磨,溶接,浸透探傷検査(PT)及びウォータージェットピーニングは、原子炉上部から装置を吊り降ろして、設定することになるが、加圧水型原子炉の場合は、原子炉内の構造物を取り外すことが可能であるため、当該作業時は空間上の制約が大幅に軽減される。この利点を利用して作業性を向上させるための実施例を以下説明する。
【0049】
炉心支持金物7に設定する共通アクセス装置35は、炉心支持金物7に支持する架台に下げられたテーブル装置40と、テーブル装置40により旋回するアーム装置41と、そのアーム装置41に取り付けられて径方向に移動するヘッド駆動装置42より構成される。
【0050】
各種装置ヘッドは、目的に応じて交換し使用するものであり、原子炉上部から吊り降ろし、ヘッド駆動装置42に遠隔で設定する。その際、選択する工法に応じて、使用するヘッドは複数となるが、旋回するアーム装置41とヘッド駆動装置42は、必要台数分を備えたものとする。
【0051】
補修溶接を実施する場合の一例を以下説明する。
【0052】
十字形状のアーム装置の先に4台有するヘッド駆動装置42に、研磨装置ヘッド36,溶接機ヘッド37,浸透探傷検査(PT)装置ヘッド38及び寸法測定装置ヘッド39を水中遠隔で取り付けて、溶接作業を実施する。補修溶接の手順は、下記のとおりである。
【0053】
第一の手順は溶接部研磨である。これは、溶接部表面に付着している酸化皮膜及びゴミ,クラッドの除去を行う。そのため、研磨装置ヘッド36を目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、溶接部外周全面の磨きを実施する。
【0054】
第二の手順は溶接である。これは、溶接機ヘッド37を同様に目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、ひび有りの場合はひびの範囲を肉盛溶接、若しくはひび無しの場合は表面改質を目的とした肉盛溶接を行う。
【0055】
第三の手順は浸透探傷検査(PT)である。溶接終了後、浸透探傷検査(PT)装置ヘッド38を目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、溶接面の浸透探傷検査(PT)を行う。
【0056】
第四の手順は溶接部寸法測定である。浸透探傷検査(PT)終了後、寸法測定装置ヘッド39を目的の炉内計装筒5の座標に、テーブル装置40の旋回動作とヘッド駆動装置42の径方向動作により、位置合わせを行い、溶接厚さを測定する。
【0057】
前記手順に合わせて溶接を実施するもので、なお、各種装置ヘッドの取り付け位置は、手順に合わせて配置するものとする。また、溶接が複数の層に肉盛する場合、その都度浸透探傷検査(PT)を実施することになる。この場合、溶接機ヘッド37と浸透探傷検査(PT)装置ヘッド38を同一装置に有することで、ヘッドの切り替えが短時間で対応可能となり、効率的に作業を実施することが可能となる。すなわち、予防保全工事で使用する溶接機,溶接前後の表面研磨,浸透探傷検査(PT)などの作業を実施する上で、各種作業ヘッドを効率よく切り替えて予防保全施工が可能であり、従って、工期の短縮した予防保全が行える。
【実施例3】
【0058】
これまでひび有無によって溶接条件を変更して肉盛溶接を実施する手順,方法について述べた。それに対して、ひび有りの条件で溶接部全面の表面改質を実施する、事前検査を不要とした予防保全方法も適用可能ある。これは、図1に示す作業手順の目視検査(VT),超音波探傷検査(UT)等の事前検査を省き、予防保全作業としてひび有りの条件に関する補修兼予防保全溶接に相当するステップを実施する方法であり、原子炉圧力容器内の炉内機器の溶接部は多数存在し、炉出力によって異なるが数10本の炉内計装筒を有することを考慮すると、この溶接部全て事前検査に掛かる作業期間を短縮する効果が期待できる。
【0059】
本方法は、前記図3の溶接条件フローは、そのまま適用できる。肉盛溶接範囲の算出は、ひび有無に係わらず予防保全を実施する溶接部全面を対象とし、肉盛溶接開始位置,終了位置を算出する。次に肉盛溶接厚さt2は、き裂深さを最大の貫通き裂と想定し疲労き裂進展評価を行い算出し、その結果をもとに肉盛溶接層数を設定する。また、入熱量はひび有りの条件とし、溶接電流,電圧及び溶接速度の算出を行い、各条件を溶接制御装置及び溶接電源に入力する。なお、装置構成はひび有りの方法と同様であるため図6から図10に示す装置構成がそのまま適用可能となる。
【符号の説明】
【0060】
1 原子炉圧力容器
2 ひび
3 肉盛溶接(ひび有り)
4 肉盛溶接(ひび無し)
5 炉内計装筒
6 原子炉圧力容器下鏡
7 炉心支持金物
8 ヘッド旋回駆動部
9 ヘッド昇降駆動部
10 研磨アーム
11 研磨砥石
12 研磨駆動部
13 ヘッド昇降動作
14 ヘッド旋回動作
15a,15b,15c,15d 制御装置
16a,16d コントローラ,モニタ
16b カメラコントローラ
16c 観察用カメラ,コントローラ,モニタ
17 溶接トーチ
18 溶接ワイヤー送り装置
19 水密シール
20 トーチ首振り動作
21 溶接電源
22 冷却水循環装置
23 PT液塗布・洗浄・乾燥ノズルヘッド
24 PT液・洗浄液回収
25 カメラ(ミラー)首振り機構部
25b カメラ首振り動作
26 乾燥温風供給
27 周方向ゴムシール
28 PT液・洗浄液・エア供給ユニット
29 PT液・洗浄液回収ユニット
30 乾燥温風供給ユニット
31 軸方向ゴムシール
32 側面周方向ゴムシール
33 金属シール板
34 ガイドロッド
35 共通アクセス装置
36 研磨装置ヘッド
37 溶接機ヘッド
38 PT装置ヘッド
39 寸法測定装置ヘッド
40 テーブル装置
41 アーム装置
42 ヘッド駆動装置
43 水噴射ノズル
44 水噴射ノズル首振り動作
45 炉内計装筒溶接部
46 溶接開始点
47 溶接終了点
48 肉盛溶接
49 ノズルアーム
50 局所水密シール
【特許請求の範囲】
【請求項1】
原子炉圧力容器の応力腐食割れを耐食性に優れた肉盛り溶接により防止する炉内機器の予防保全方法において、
原子炉圧力容器の内面に溶接により取り付けられた炉内機器又は前記原子炉圧力容器の溶接部の検査を行い、
前記検査結果により肉盛溶接の条件を変えることを特徴とする炉内機器の予防保全方法。
【請求項2】
請求項1に記載の炉内機器の予防保全方法において、
前記検査の結果により、ひびが確認された場合は前記ひびの肉盛溶接側へのき裂進展量を評価し、前記ひびのある範囲の肉盛溶接の厚さを変えることを特徴とする炉内機器の予防保全方法。
【請求項3】
請求項1又は請求項2いずれかに記載の予防保全方法において、
前記検査の結果により、ひびが無い場合の溶接入熱は低入熱とし、ひびが確認された場合の溶接はひびがない場合よりも高い溶接入熱とする炉内機器の予防保全方法。
【請求項4】
請求項1から請求項3のいずれか一項に記載の予防保全方法において、
前記肉盛溶接の材料は耐食性に優れた52合金を使用することを特徴とする炉内機器の予防保全方法。
【請求項5】
請求項1から請求項4のいずれか一項に記載の予防保全方法において、
前記原子炉圧力容器内に炉水を満たした状態で施工することを特徴とする炉内機器の予防保全方法。
【請求項6】
請求項1から請求項5のいずれか一項に記載の予防保全方法において、
局部気中環境を形成し、溶接することを特徴とする炉内機器の予防保全方法。
【請求項7】
請求項1から請求項6のいずれか一項に記載の予防保全方法において、
前記肉盛り溶接完了後に前記肉盛溶接範囲を超える領域に対し、噴射ノズルからキャビテーション気泡の発生を伴う高圧水を噴射し残留応力改善を行うことを特徴とする炉内機器の予防保全方法。
【請求項8】
請求項6に記載の予防保全方法において、
前記局部気中環境は前記原子炉圧力容器下鏡の球Rに伸縮自在なシール機構を追従させることを特徴とする炉内機器の予防保全方法。
【請求項9】
原子炉圧力容器内の炉心支持金物に支持するテーブル装置と、前記テーブル装置に固定されて旋回と径方向に駆動するヘッド駆動装置を備えた共通アクセス装置を前記原子炉圧力容器に設置し、
前記共通アクセス装置に設定された、溶接機ヘッド,研磨装置ヘッド,浸透探傷検査装置ヘッド,超音波探傷検査装置ヘッド,渦流探傷検査装置ヘッド,寸法測定装置ヘッド,高圧水噴射装置ヘッドを使用目的に応じ作業するヘッドとして設定して炉内機器の予防保全作業を行うことを特徴とする炉内機器の予防保全方法。
【請求項10】
原子炉圧力容器内の炉心支持金物に支持するテーブル装置と、
前記テーブル装置に固定されて旋回と径方向に駆動するヘッド駆動装置を備えた共通アクセス装置と、
前記共通アクセス装置に設定された、溶接機ヘッド,研磨装置ヘッド,浸透探傷検査装置ヘッド,超音波探傷検査装置ヘッド,渦流探傷検査装置ヘッド,寸法測定装置ヘッド,高圧水噴射装置ヘッドを有した予防保全装置。
【請求項11】
原子炉圧力容器の応力腐食割れを耐食性に優れた肉盛り溶接により防止する炉内機器の予防保全方法において、
き裂深さを最大の貫通き裂と想定した溶接厚さで、原子炉圧力容器の内面に溶接により取り付けられた炉内機器又は前記原子炉圧力容器の溶接部の肉盛溶接を行うことを特徴とする炉内機器の予防保全方法。
【請求項1】
原子炉圧力容器の応力腐食割れを耐食性に優れた肉盛り溶接により防止する炉内機器の予防保全方法において、
原子炉圧力容器の内面に溶接により取り付けられた炉内機器又は前記原子炉圧力容器の溶接部の検査を行い、
前記検査結果により肉盛溶接の条件を変えることを特徴とする炉内機器の予防保全方法。
【請求項2】
請求項1に記載の炉内機器の予防保全方法において、
前記検査の結果により、ひびが確認された場合は前記ひびの肉盛溶接側へのき裂進展量を評価し、前記ひびのある範囲の肉盛溶接の厚さを変えることを特徴とする炉内機器の予防保全方法。
【請求項3】
請求項1又は請求項2いずれかに記載の予防保全方法において、
前記検査の結果により、ひびが無い場合の溶接入熱は低入熱とし、ひびが確認された場合の溶接はひびがない場合よりも高い溶接入熱とする炉内機器の予防保全方法。
【請求項4】
請求項1から請求項3のいずれか一項に記載の予防保全方法において、
前記肉盛溶接の材料は耐食性に優れた52合金を使用することを特徴とする炉内機器の予防保全方法。
【請求項5】
請求項1から請求項4のいずれか一項に記載の予防保全方法において、
前記原子炉圧力容器内に炉水を満たした状態で施工することを特徴とする炉内機器の予防保全方法。
【請求項6】
請求項1から請求項5のいずれか一項に記載の予防保全方法において、
局部気中環境を形成し、溶接することを特徴とする炉内機器の予防保全方法。
【請求項7】
請求項1から請求項6のいずれか一項に記載の予防保全方法において、
前記肉盛り溶接完了後に前記肉盛溶接範囲を超える領域に対し、噴射ノズルからキャビテーション気泡の発生を伴う高圧水を噴射し残留応力改善を行うことを特徴とする炉内機器の予防保全方法。
【請求項8】
請求項6に記載の予防保全方法において、
前記局部気中環境は前記原子炉圧力容器下鏡の球Rに伸縮自在なシール機構を追従させることを特徴とする炉内機器の予防保全方法。
【請求項9】
原子炉圧力容器内の炉心支持金物に支持するテーブル装置と、前記テーブル装置に固定されて旋回と径方向に駆動するヘッド駆動装置を備えた共通アクセス装置を前記原子炉圧力容器に設置し、
前記共通アクセス装置に設定された、溶接機ヘッド,研磨装置ヘッド,浸透探傷検査装置ヘッド,超音波探傷検査装置ヘッド,渦流探傷検査装置ヘッド,寸法測定装置ヘッド,高圧水噴射装置ヘッドを使用目的に応じ作業するヘッドとして設定して炉内機器の予防保全作業を行うことを特徴とする炉内機器の予防保全方法。
【請求項10】
原子炉圧力容器内の炉心支持金物に支持するテーブル装置と、
前記テーブル装置に固定されて旋回と径方向に駆動するヘッド駆動装置を備えた共通アクセス装置と、
前記共通アクセス装置に設定された、溶接機ヘッド,研磨装置ヘッド,浸透探傷検査装置ヘッド,超音波探傷検査装置ヘッド,渦流探傷検査装置ヘッド,寸法測定装置ヘッド,高圧水噴射装置ヘッドを有した予防保全装置。
【請求項11】
原子炉圧力容器の応力腐食割れを耐食性に優れた肉盛り溶接により防止する炉内機器の予防保全方法において、
き裂深さを最大の貫通き裂と想定した溶接厚さで、原子炉圧力容器の内面に溶接により取り付けられた炉内機器又は前記原子炉圧力容器の溶接部の肉盛溶接を行うことを特徴とする炉内機器の予防保全方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−276491(P2010−276491A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−129794(P2009−129794)
【出願日】平成21年5月29日(2009.5.29)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月29日(2009.5.29)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
[ Back to top ]