
炭化珪素接合体およびその製造方法
【課題】炭化珪素材冶具等の炭化珪素接合体を低コストで製造することができる炭化珪素接合体およびその製造方法を提供すること。
【解決手段】炭化珪素質焼結体10同士を、接合部20を介して接合した炭化珪素接合体1において、接合部20は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなる炭化珪素接合体1。
【解決手段】炭化珪素質焼結体10同士を、接合部20を介して接合した炭化珪素接合体1において、接合部20は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなる炭化珪素接合体1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭化珪素接合体およびその製造方法に関し、詳しくは、電子部品等を焼成する際に棚板等として用いられる炭化珪素接合体およびその製造方法に関するものである。
【背景技術】
【0002】
セラミックコンデンサ等の電子部品を多段積みにして焼成する場合には、焼成対象である被焼成物を載置する冶具として炭化珪素材冶具が用いられている。
【0003】
一般的に、炭化珪素材冶具は、図3に示されるように、炭化珪素製の棚板と、この棚板上の周辺端部に棚板の表面中央部を囲むように載置された通常4個の炭化珪素製の側面板または棒体とからなり、全体が額縁状になっている。そして、炭化珪素材冶具の、棚板と、側面板または棒体(以下、「側面部材」という)とで囲まれて形成される凹部には、コンデンサ・チップ等の被焼成物が載置されるようになっている。なお、側面部材の棚板の表面からの高さは、棚板上に載置される被焼成物の高さより高くされる。このため、炭化珪素材冶具を多段積みして焼成することにより、多くの被焼成物を一度に焼成できるようになっている。
【0004】
しかし、炭化珪素材冶具は、棚板と側面部材とが別部材であるため、多段積みの際に、棚板と側面部材とをいちいちセットしなければならず、煩雑である。
【0005】
このため、近年、棚板と側面部材とが一体化した額縁状の炭化珪素材冶具が提案されている。この一体化した炭化珪素材冶具は、通常、炭化珪素の一軸加圧成形により額縁状に成形されたものであり、この炭化珪素材冶具を作製するために一軸加圧成形用の成形型の作製が必要となる。
【0006】
ところで、被焼成物の焼成の良否や焼成品の製造効率は、炭化珪素材冶具の形状や大きさに影響されるため、炭化珪素材冶具には、焼成品に合った形状・大きさのものが必要である。たとえば、セラミックコンデンサ等の電子部品を焼成する場合には、電子部品の形状がメーカー毎に異なるため、電子部品の形状に対応した様々な形状の炭化珪素材冶具とその成形型を用意する必要がある。
【0007】
しかし、炭化珪素材冶具の成形型の作製には大きなコストがかかる。このため、電子部品の形状に対応した様々な形状の炭化珪素材冶具を作製するために、様々な形状の成形型を作製する場合は、コストが非常に多くかかってしまう。
【0008】
たとえば、焼成する対象が試験のための少量のサンプルである場合には、炭化珪素材冶具の成形型の作製による高いコストの回収が困難であるため、成形型を用いることが困難になる。
【0009】
このように、従来、成形型の作製のコストが高いことから、多くの異なる形状の焼成品や少量生産の焼成品の焼成の用途で、一軸加圧成形で一体化した炭化珪素材冶具を用いることは困難であった。
【0010】
これに対し、炭化珪素製の棚板と、炭化珪素製の側面部材とを、無機酸化物等の接着剤で接合して一体化した炭化珪素接合体からなる炭化珪素材冶具を用いることが検討されている。
【0011】
この炭化珪素接合体からなる炭化珪素材冶具は、炭化珪素焼結体と、炭化珪素焼結体同士を接合する接合部とからなり、一軸加圧成形で一体化した炭化珪素材冶具よりも安価で、かつ炭化珪素焼結体と接合部との接合強度が高いことが要求される。
【0012】
たとえば、特許文献1(特開2001−163680号公報)には、常圧焼結炭化珪素焼結体同士の接合面間にSiを介在させ、Siの融点以上の温度で熱処理する炭化珪素接合体の製造方法が記載されている。
【0013】
また、特許文献2(特開2007−153700号公報)には、炭化珪素多孔質セラミックスの内外表面に酸化膜を形成し、該酸化膜形成多孔質セラミックスを他の炭化珪素セラミックス材に、シリコン系ろう材を用いて接合させる炭化珪素接合体の製造方法が記載されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2001−163680号公報
【特許文献2】特開2007−153700号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
しかし、シリコン系ろう材は粘性が低いため炭化珪素の気孔に吸い込まれてしまい接合できない恐れがある。また、炭化珪素接合体を電子部品等を焼成する際に用いる治具として使用した場合、被焼成物を載積させて焼成した際にシリコン系ろう材の融点と焼成温度とが近いため、接合部が溶けてしまい、被焼成物または電子部品等の焼成品が破損する恐れがある。
【0016】
このため、シリコン系ろう材以外のろう材を用いて炭化珪素接合体を製造する方法が要望されている。
【0017】
ところで、炭化珪素接合体を構成する炭化珪素焼結体には、大きく分けて、常圧焼結炭化珪素、反応焼結炭化珪素、および再結晶炭化珪素がある。
【0018】
常圧焼結炭化珪素は、たとえば、β相炭化珪素粉末に、硼素、炭素等の焼結助剤を加え、成形し、寸法収縮を伴なう焼結をさせたものである。常圧焼結炭化珪素は、緻密で見掛け気孔率が数%以下と低く高密度である。
【0019】
このため、常圧焼結炭化珪素を用いて炭化珪素接合体を製造する場合は、接合部を構成する接着剤としてSiを用い、1410℃以上でSiを溶融させることにより、常圧焼結炭化珪素同士がSiで接合されるため、炭化珪素接合体を製造することができる。しかし、常圧焼結炭化珪素は、高価であるという問題がある。
【0020】
反応焼結炭化珪素は、たとえば、炭化珪素と炭素とを含む成形体を、Siと接触させつつ熱処理することにより、炭化珪素二次粒子を生成させて焼結させたものである。反応焼結炭化珪素は、常圧焼結炭化珪素よりも見掛け気孔率が高く、気孔が多く存在する。
【0021】
また、再結晶炭化珪素は、高温で焼成して炭化珪素粒子接触部分のネックを成長させることにより、寸法収縮を伴わない焼結をさせて得られたものである。再結晶炭化珪素は、常圧焼結炭化珪素や反応焼結炭化珪素よりも安価であるため好ましい。しかし、再結晶炭化珪素は、反応焼結炭化珪素よりもさらに見掛け気孔率が高く、気孔がより多く存在する。
【0022】
このため、反応焼結炭化珪素または再結晶炭化珪素を用いて炭化珪素接合体を製造する場合において、反応焼結炭化珪素または再結晶炭化珪素を接着面の気孔を減らす処理をせずにそのまま用いるときは、反応焼結炭化珪素または再結晶炭化珪素の気孔のために、反応焼結炭化珪素または再結晶炭化珪素同士をSiで接合することが困難になる。具体的には、接着剤であるSiは1410℃以上に加熱されて溶融すると流動性が高くなる。そして、この流動性の高いSiは、反応焼結炭化珪素または再結晶炭化珪素の気孔に吸い込まれて接合部のSi量が実質的に減少するため、接合部による反応焼結炭化珪素または再結晶炭化珪素同士の接合不良が生じ、炭化珪素接合体の作製が困難になる。
【0023】
そこで、反応焼結炭化珪素または再結晶炭化珪素を用いて炭化珪素接合体を製造するときは、反応焼結炭化珪素または再結晶炭化珪素の接着面の気孔を減らす処理が必要となる。しかし、接着面の気孔を減らす処理を行うと、工程が増加するため、炭化珪素接合体の製造コストが高くなるという問題がある。
【0024】
このように、接着剤としてSiを用いて炭化珪素材冶具等の炭化珪素接合体を製造する場合、常圧焼結炭化珪素、反応焼結炭化珪素および再結晶炭化珪素のいずれを用いた場合でも炭化珪素接合体の製造コストが高くなるという問題があった。
【0025】
本発明は、上記事情に鑑みてなされたものであり、炭化珪素材冶具等の炭化珪素接合体を低コストで製造することができる炭化珪素接合体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0026】
本発明の炭化珪素接合体およびその製造方法は、炭化珪素焼結体として比較的安価な再結晶炭化珪素を用いるとともに、接合部に用いる接着剤として溶融時にSiよりも粘性が高い特定の酸化物を用いれば、再結晶炭化珪素を用いた炭化珪素接合体を低コストで製造することができることを見出して完成されたものである。
【0027】
本発明の炭化珪素接合体は、上記問題点を解決するものであり、炭化珪素質焼結体同士を、接合部を介して接合した炭化珪素接合体において、前記接合部は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなることを特徴とする。
【0028】
また、本発明の炭化珪素接合体の製造方法は、上記問題点を解決するものであり、炭化珪素質焼結体同士を、接合部を介して接合して炭化珪素接合体を製造する炭化珪素接合体の製造方法において、前記接合部は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含む接着剤を、前記炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理して形成されたものであることを特徴とする。
【発明の効果】
【0029】
本発明の炭化珪素接合体およびその製造方法によれば、再結晶炭化珪素を用いた炭化珪素接合体を低コストで製造することができる。
【図面の簡単な説明】
【0030】
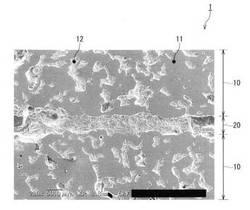
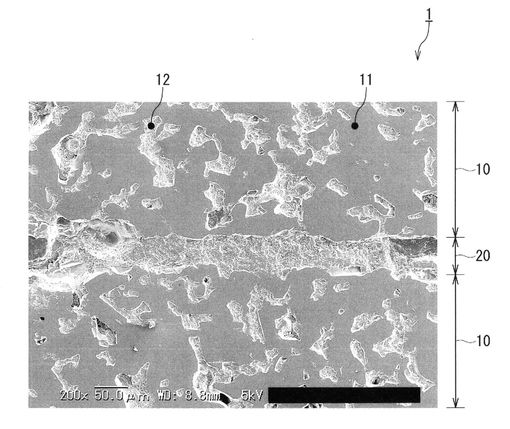
【図1】実施例1の炭化珪素接合体のSEMによる断面写真(倍率200倍)。
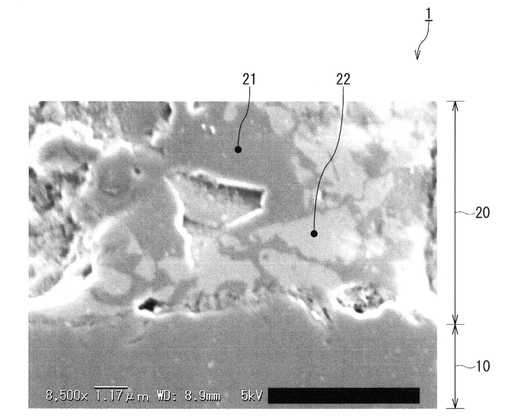
【図2】実施例1の炭化珪素接合体のSEMによる拡大した断面写真(倍率8500倍)。
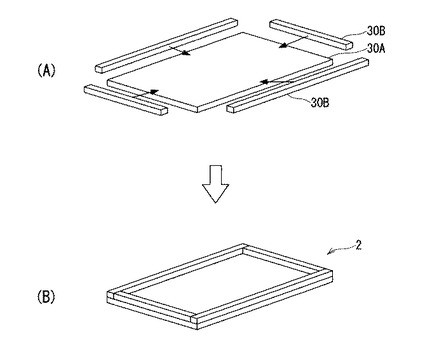
【図3】本発明の炭化珪素接合体で作製した額縁状の炭化珪素材冶具の一例。
【発明を実施するための形態】
【0031】
[炭化珪素接合体]
本発明の炭化珪素接合体は、炭化珪素質焼結体同士を、接合部を介して接合した炭化珪素接合体である。
【0032】
(炭化珪素質焼結体)
炭化珪素質焼結体は、炭化珪素(SiC)を主成分として含む焼結体である。炭化珪素質焼結体は、炭化珪素を、通常95質量%以上、好ましくは98質量%以上、さらに好ましくは99質量%〜100質量%含む。炭化珪素質焼結体は、炭化珪素以外の成分の含有量が少ないほど、見掛け気孔率が高くなるため好ましい。
【0033】
炭化珪素質焼結体は、炭化珪素以外の成分を含むとき、この炭化珪素以外の成分は、通常、Siである。
【0034】
炭化珪素質焼結体は、見掛け気孔率が、通常5〜40%、好ましくは10〜40%、さらに好ましくは18〜30%である。
【0035】
炭化珪素質焼結体の見掛け気孔率が上記範囲内にあると、炭化珪素接合体が焼成用の炭化珪素材冶具として用いられるときに、炭化珪素質焼結体が高密度すぎないことから、スポーリングによる割れが生じ難いため好ましい。また、炭化珪素質焼結体の見掛け気孔率が上記範囲内にあると、炭化珪素質焼結体の強度が十分に大きいことから、反りや割れが生じ難いため好ましい。
【0036】
一方、炭化珪素質焼結体の見掛け気孔率が5%未満であると、炭化珪素接合体が焼成用の炭化珪素材冶具として用いられるときに、炭化珪素質焼結体が高密度すぎ、スポーリングによる割れが生じるおそれがある。
【0037】
また、炭化珪素質焼結体の見掛け気孔率が40%を超えると、炭化珪素接合体が焼成用の炭化珪素材冶具として用いられるときに、炭化珪素質焼結体の強度が不十分になり、反りや割れが生じるおそれがある。
【0038】
炭化珪素質焼結体は、再結晶炭化珪素からなると、安価であるため好ましい。また、再結晶炭化珪素からなる炭化珪素質焼結体は、一般的に、炭化珪素以外の成分の含有量が少なく、かつ、見掛け気孔率が上記の5〜40%を満たすことが多いため、これらの点でも好ましい。
【0039】
炭化珪素質焼結体は、公知の方法により製造することができる。炭化珪素質焼結体は、接着面の気孔を減らす処理を行わないまま、炭化珪素接合体を作製する原料として用いられる。
【0040】
(接合部)
接合部は、炭化珪素質焼結体同士を接合するものである。接合部は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなる。
【0041】
ここで、接合部がSiO2を主成分として含むとは、SiO2−Al2O3−Y2O3系酸化物中のSiO2の含有量が最大であることを意味する。
【0042】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、その一部が、炭化珪素質焼結体との接合面における炭化珪素質焼結体の表面の気孔の内部に適度に食い込んでおり、アンカー効果により、炭化珪素質焼結体と接合部とが強固に接合されている。
【0043】
なお、炭化珪素質焼結体の表面には、通常、酸化膜であるSiO2層が形成されているが、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、炭化珪素質焼結体の接合面に存在するSiO2層と強固に固着する。
【0044】
このため、本発明の炭化珪素接合体では、上記アンカー効果による物理的な接合力に加え、SiO2−Al2O3−Y2O3系酸化物と炭化珪素質焼結体のSiO2層との間の化学的な接合力も加わることから、炭化珪素質焼結体と接合部とが非常に強固に接合されている。
【0045】
また、本発明の接合部のSiO2−Al2O3−Y2O3系酸化物の熱膨張率は、炭化珪素質焼結体の熱膨張率に近い。このため、本発明の炭化珪素接合体は、加熱、冷却等の熱履歴が繰り返し与えられても、炭化珪素質焼結体と接合部とが剥離し難い。
【0046】
<接合部におけるSiO2の含有量ならびにAl2O3およびY2O3の合計の含有量>
SiO2−Al2O3−Y2O3系酸化物は、通常、SiO2を65〜90質量%含むとともに、Al2O3およびY2O3を合計で10〜35質量%含む。
【0047】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であると、融点が適度に高くなる。
【0048】
このように、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、融点が適度に高いことにより、接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、接合部がスポーリングで割れ難くなる。
【0049】
すなわち、接合部を作製する際に、接合部を構成するSiO2−Al2O3−Y2O3系酸化物のガラス粘性が適度に高いと、SiO2−Al2O3−Y2O3系酸化物が炭化珪素質焼結体の気孔に過度に吸い込まれることが抑制され、この結果、接合部を構成するSiO2−Al2O3−Y2O3系酸化物量が十分に存在し、接合部の接合強度が高くなる。
【0050】
また、接合部を構成するSiO2−Al2O3−Y2O3系酸化物の融点が高すぎると、SiO2−Al2O3−Y2O3系酸化物が高温まで硬い状態で存在するため、接合部がスポーリングで割れ易くなる。しかし、本発明のSiO2−Al2O3−Y2O3系酸化物は融点が高すぎず、SiO2−Al2O3−Y2O3系酸化物が高温領域で適度に軟化するため、接合部にスポーリングが生じ難い。
【0051】
一方、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲外であると、融点が低くなりすぎて接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある。
【0052】
すなわち、接合部を作製する際に、接合部を構成するSiO2−Al2O3−Y2O3系酸化物のガラス粘性が低すぎると、SiO2−Al2O3−Y2O3系酸化物の多くが炭化珪素質焼結体の気孔に吸い込まれて、接合部を構成するSiO2−Al2O3−Y2O3系酸化物量が減少するため、接合部の接合強度が低下するおそれがある。
【0053】
また、接合部を構成するSiO2−Al2O3−Y2O3系酸化物の融点が高すぎると、SiO2−Al2O3−Y2O3系酸化物が高温まで硬い状態で存在するため、接合部がスポーリングで割れ易くなる。
【0054】
<接合部におけるAl2O3とY2O3との質量組成比>
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が、通常20:80〜60:40の範囲内にある。
【0055】
すなわち、SiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との合計量を100質量%とした場合において、通常、Al2O3が20〜60質量%かつY2O3が80〜40質量%の関係を満たしている。
【0056】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高くなる。
【0057】
このため、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高いことにより、接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、接合部がスポーリングで割れ難くなる。
【0058】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物において、融点が適度に高いことにより接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより接合部がスポーリングで割れ難くなる理由は、上記と同じであるため、説明を省略する。
【0059】
一方、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が上記範囲外であると、融点が低くなりすぎて接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある。
【0060】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物において、融点が低くなりすぎて接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある理由は、上記と同じであるため、説明を省略する。
【0061】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であるとともに、Al2O3とY2O3との質量組成比が上記範囲内にあると、より好ましい。
【0062】
すなわち、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2を65〜90質量%含み、Al2O3およびY2O3を合計で10〜35質量%含むとともに、Al2O3とY2O3との質量組成比が、20:80〜60:40の範囲内にあると、より好ましい。
【0063】
<接合部におけるSiO2−Al2O3−Y2O3系酸化物の微視的な構造>
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、通常、Si−Al−O系非晶質部とY−Si−O系結晶部とを含む。
【0064】
ここで、Si−Al−O系非晶質部とは、SiおよびAlを含む非晶質酸化物部を意味する。また、Y−Si−O系結晶部とは、YおよびSiを含む酸化物結晶を意味する。
【0065】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物では、通常、特定の形状を有さないSi−Al−O系非晶質部中に、塊状のY−Si−O系結晶部が取り込まれた状態になっている。
【0066】
<SiO2−Al2O3−Y2O3系酸化物の融点>
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、融点が1400〜1500℃である。この融点は、セラミックコンデンサ等の電子部品の焼成温度よりも高いため、本発明の炭化珪素接合体を焼成冶具として用いて電子部品等を焼成しても、炭化珪素接合体の接合部が溶けることがない。
【0067】
<接合部の厚み>
接合部は、厚みが、通常1μm以上200μm以下、好ましくは10μm以上20μm以下である。
【0068】
接合部の厚みが、上記範囲内にあると、接合部の接合強度が高いため好ましい。一方、接合部の厚みが、1μm未満であると、接合部の接合強度が不十分になるおそれがある。また、接合部の厚みが、200μmを超えると、接合部に亀裂が生じて剥離するおそれがある。
【0069】
本発明の炭化珪素接合体は、たとえば、以下に説明する炭化珪素接合体の製造方法を用いて製造することができる。
【0070】
[炭化珪素接合体の製造方法]
本発明の炭化珪素接合体の製造方法は、炭化珪素質焼結体同士を、接合部を介して接合して炭化珪素接合体を製造する炭化珪素接合体の製造方法である。
【0071】
炭化珪素質焼結体としては、本発明の炭化珪素接合体で説明したものと同じものが用いられる。
【0072】
本発明の炭化珪素接合体の製造方法において、接合部は、接着剤を、炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理することにより形成される。
【0073】
(接着剤)
接着剤は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含むものである。
【0074】
ここで、接着剤がSiO2を主成分として含むとは、接着剤に含まれるSiO2、Al2O3およびY2O3の合計量中において、SiO2の含有量が最大であることを意味する。
【0075】
<接着剤におけるSiO2の含有量ならびにAl2O3およびY2O3の合計の含有量>
接着剤は、SiO2、Al2O3およびY2O3の合計量を100質量%としたときに、SiO2を65〜90質量%含むとともに、Al2O3およびY2O3を合計で10〜35質量%含む
【0076】
接着剤は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であると、融点が適度に高くなる。
【0077】
このように、接着剤は、融点が適度に高いことにより、接着剤から接合部を作製する際に接着剤のガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、得られる接合部がスポーリングで割れ難くなる。
【0078】
一方、接着剤は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲外であると、融点が低くなりすぎて得られる接合部の接合強度が低下したり、融点が高くなりすぎて得られる接合部にスポーリングが生じたりするおそれがある。
【0079】
<接着剤におけるAl2O3とY2O3との質量組成比>
接着剤は、Al2O3とY2O3との質量組成比が、通常20:80〜60:40の範囲内にある。
【0080】
すなわち、接着剤は、Al2O3とY2O3との合計量を100質量%とした場合において、通常、Al2O3が20〜60質量%かつY2O3が80〜40質量%の関係を満たしている。
【0081】
接着剤は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高くなる。
【0082】
このため、接着剤は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高いことにより、接着剤から接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、得られる接合部がスポーリングで割れ難くなる。
【0083】
一方、接着剤は、Al2O3とY2O3との質量組成比が上記範囲外であると、融点が低くなりすぎて得られる接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある。
【0084】
接着剤は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であるとともに、Al2O3とY2O3との質量組成比が上記範囲内にあると、より好ましい。
【0085】
すなわち、接着剤は、SiO2を65〜90質量%含み、Al2O3およびY2O3を合計で10〜35質量%含むとともに、Al2O3とY2O3との質量組成比が、20:80〜60:40の範囲内にあると、より好ましい。
【0086】
<接着剤におけるSiO2、Al2O3およびY2O3の粒径>
接着剤に含まれるSiO2、Al2O3およびY2O3は、接着剤を炭化珪素質焼結体の接着面に塗布しやすいように、粉末状であることが好ましい。
【0087】
また、接着剤に含まれるSiO2、Al2O3およびY2O3は、平均結晶粒径D50が、通常50μm以下、好ましくは1〜20μm、さらに好ましくは3〜8μmである。平均結晶粒径D50とは、原料をマイクロトラックを使用して測定した体積積算である。
【0088】
SiO2、Al2O3およびY2O3の平均結晶粒径D50が、この範囲内にあると、接着剤を炭化珪素質焼結体の接着面に塗布しやすいとともに、接着剤を熱処理して得られるSiO2−Al2O3−Y2O3系酸化物に酸化物組成のばらつきに起因する剥離が生じ難くなるため好ましい。
【0089】
一方、SiO2、Al2O3およびY2O3の平均結晶粒径D50が、50μmを超えると、接着剤を熱処理して得られるSiO2−Al2O3−Y2O3系酸化物に酸化物組成のばらつきに起因する剥離が生じやすくなる。
【0090】
接着剤は、SiO2、Al2O3、Y2O3および水を混合することにより作製することができる。
【0091】
接着剤の比重は、1.46〜1.48g/cm3であることが好ましい。
【0092】
接着剤は、ドクターブレード法や刷毛等を用いて、炭化珪素質焼結体の接合面に塗布することができる。
【0093】
なお、従来用いられているSi接着剤は通常板状のSiの固体結晶である。このため、Si接着剤を用いて炭化珪素接合体を製造するためには、炭化珪素質焼結体間に板状のSi接着剤を配置する必要があるため、熱処理前のパーツセットが困難であり、長時間を要していた。
【0094】
これに対し、本発明の接着剤は、SiO2、Al2O3およびY2O3の粉末を水で溶いたものであるため、炭化珪素質焼結体の接着面に接着剤を塗布するだけで容易に炭化珪素質焼結体同士を仮に接着することができる。このため、本発明の接着剤によれば、熱処理前のパーツセットが容易であり、短時間で済む。
【0095】
また、本発明の接着剤は、接着剤の溶融時に従来のSi接着剤よりも粘性が高いため、炭化珪素質焼結体の気孔に吸収される量が適度であり、また吸収される量の調整も容易である。
【0096】
さらに、本発明の接着剤を熱処理して得られるSiO2−Al2O3−Y2O3系酸化物の熱膨張率は、炭化珪素質焼結体の熱膨張率に近い。このため、本発明の炭化珪素接合体は、加熱、冷却等の熱履歴が繰り返し与えられても、炭化珪素質焼結体と接合部とが剥離し難い。
(接着剤層の厚み)
【0097】
接着剤層は、厚みが、通常1μm以上200μm以下、好ましくは10μm以上20μm以下である。
【0098】
接着剤層の厚みが、上記範囲内にあると、接着剤層を熱処理して得られる接合部の接合強度が高いため好ましい。
【0099】
一方、接着剤層の厚みが、1μm未満であると、接着剤の一部または全部が炭化珪素質焼結体の気孔に吸収されて、得られる接合部の接合強度が不十分になるおそれがある。また、接着剤層の厚みが、200μmを超えると、得られる接合部に亀裂が生じて剥離するおそれがある。
【0100】
接着剤層は、炭化珪素質焼結体とともに酸化炉等で熱処理されることにより、SiO2−Al2O3−Y2O3系酸化物を生成し、本発明の炭化珪素接合体の接合部となる。
【0101】
熱処理の温度は、通常1400〜1700℃、好ましくは1400〜1600℃、さらに好ましくは1450〜1550℃である。
【0102】
また、熱処理の時間は、通常0.5〜5時間、好ましくは1〜3時間である。
【0103】
本発明の炭化珪素接合体は、炭化珪素質焼結体同士を、接合部を介して接合して得られる。本発明の炭化珪素接合体は、たとえば、炭化珪素材冶具として用いられる。
【0104】
図3は、本発明の炭化珪素接合体で作製した額縁状の炭化珪素材冶具の一例である。具体的には、図3(A)は、炭化珪素質焼結体同士を、接合部を介して接合する前の状態を示し、図3(B)は、炭化珪素質焼結体同士を接合部を介して接合して得られた額縁状の炭化珪素材冶具を示す。
【0105】
はじめに、図3(A)に示されるように、平板状の炭化珪素質焼結体(以下、「平板状炭化珪素質焼結体」という)30Aと、断面が矩形の棒状の炭化珪素質焼結体(以下、「棒状炭化珪素質焼結体」という)30Bとを用意する。
【0106】
次に、棒状炭化珪素質焼結体30Bの側面の一面に、接合部を形成するための図示しない接着剤を塗布し、この棒状炭化珪素質焼結体30Bの接着剤を塗布した面を、平板状炭化珪素質焼結体30Aの表面上の周囲に載置して、平板状炭化珪素質焼結体30Aと棒状炭化珪素質焼結体30Bとが弱く接着した仮接着体を作製する。
【0107】
さらに、この仮接着体を、接合部を形成可能な温度、たとえば、1400〜1700℃で熱処理すると、図3(B)に示されるような額縁状の炭化珪素材冶具2が得られる。
【実施例】
【0108】
以下に実施例を示すが、本発明はこれらに限定されて解釈されるものではない。
【0109】
[実施例1]
(炭化珪素接合体の作製)
はじめに、見掛け気孔率が25%で断面が矩形の棒状の再結晶炭化珪素(以下、「棒状試料」という)と、見掛け気孔率が25%で平板状の再結晶炭化珪素(以下、「平板試料」という)と、を用意した。平板試料は平面に置いた。
また、平均結晶粒径D50が5μmのSiO2粉末、平均結晶粒径D50が0.5μmのAl2O3粉末、および平均結晶粒径D50が3μmのY2O3粉末を用意した。これらのSiO2粉末、Al2O3粉末およびY2O3粉末を、表1の接合部の酸化物の組成比と同じ質量比率になるように採取、混合し、水に溶いて、比重が1.47±0.01g/cm3の接着剤を作製した。
次に、棒状試料の側面の一つを選び、この側面に接着剤を塗布した。そして、接着剤を塗布した面を下向きにして、棒状試料を平板試料の上側表面上に載置した。これにより、平板試料と棒状試料とが接着剤からなる接着剤層を介して弱く接着した仮接着体が得られた。
この仮接着体を酸化雰囲気とした酸化炉中、1500℃で2時間熱処理を行ったところ、平板試料と棒状試料とが接合部を介して接合された炭化珪素接合体が得られた。
【0110】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、接合部で接合されているか否かを目視テスト、持ち上げテスト、および押圧テストにより確認した。
目視テストでは、炭化珪素接合体の側面を観察して、接合部、または接合部と炭化珪素質焼結体との界面に剥離またはクラックが存在するか否かを調べた。
持ち上げテストでは、炭化珪素接合体を一方の炭化珪素質焼結体を上にして平坦面に載置した状態で一方の炭化珪素質焼結体のみをつまんで持ち上げたときに、接合部、または接合部と炭化珪素質焼結体との界面で剥離するか否かを調べた。
押圧テストでは、炭化珪素接合体を一方の炭化珪素質焼結体を上にして平坦面に載置した状態で一方の炭化珪素質焼結体の表面を人差し指で軽く押圧したときに、接合部、または接合部と炭化珪素質焼結体との界面で剥離するか否かを調べた。
目視テスト、持ち上げテストおよび押圧テストのいずれか1個のテストで剥離が明確に観察されたときは、接合部が剥離していると判断した。なお、目視テストでクラックのみが観察されたときは、持ち上げテストおよび押圧テストの結果で接合部の剥離の有無を判断した。
また、得られた炭化珪素接合体の側面について、高倍率(200倍)のCCD顕微鏡で接合部を観察し、接合部の厚みを測定した。接合部の厚みは、測定点を5箇所選んでそれぞれ測定し、平均値を算出した。
【0111】
さらに、得られた炭化珪素接合体について、接合部を構成する物質の種類を調べた。CCD顕微鏡を用いて炭化珪素接合体の表面を倍率200倍で観察した範囲内では、接合部は、一様な組成の酸化物になっていると観察された。このため、接合部を構成する酸化物は、Al2O3−SiO2−Y2O3酸化物になっていると判断された。
【0112】
また、得られた炭化珪素接合体について、SEM(Scanning Electron Microscope:走査型電子顕微鏡)による断面写真を撮影した。断面写真の撮影は、接合部を構成するAl2O3−SiO2−Y2O3酸化物の微視的な構造を調べる目的で行った。
具体的には、炭化珪素接合体の接合部の断面を、SEMを用いて倍率200倍と倍率8500倍で観察した。図1は、実施例1の炭化珪素接合体のSEMによる断面写真(倍率200倍)である。図2は、実施例1の炭化珪素接合体のSEMによる拡大した断面写真(倍率8500倍)である。
この結果、図1に示されるように、倍率200倍では、炭化珪素接合体1は、炭化珪素質焼結体10同士が接合部20を介して接合されており、接合部20は、一様な組成の酸化物になっているように見えた。
一方、図2に示されるように、倍率8500倍では、接合部20は、微視的に見ると、一様な組成の酸化物でなく、特定の形状を有さないSi−Al−O系非晶質部21中に、塊状のY−Si−O系結晶部22が取り込まれた状態になっていることが分かった。
なお、Si−Al−O系非晶質部21とY−Si−O系結晶部22の組成は、SEMに併設されたEPMA(Electron Probe MicroAnalyser:電子線マイクロアナライザー)を用いた組成定性分析で判明したものである。
また、図1に示されるように、炭化珪素接合体1の炭化珪素質焼結体10は、炭化珪素質部11中に気孔12が形成されたものになっていることが確認された。
【0113】
表1に、接合部の厚み、接合部を構成する物質の種類、および接合部の酸化物の組成比を示す。
【0114】
【表1】

【0115】
<繰り返し熱処理試験>
得られた炭化珪素接合体について、繰り返し熱処理試験を行った。
はじめに、得られた炭化珪素接合体から評価用試料を切り出した。
次に、この評価用試料を、熱処理装置内に配置し、水蒸気が含まれ、かつ、酸素分圧が10−9MPaの雰囲気下、1250℃で10時間熱処理した。熱処理終了後、評価用試料を熱処理装置から取り出し、大気中に放置して常温(25℃)まで除冷した。
この熱処理と除冷処理とを合わせた加熱冷却処理を1サイクルとし、この加熱冷却処理を50サイクル繰り返した。
加熱冷却処理を50サイクル繰り返した後に、評価用試料の接合部の剥離の有無を調べた。
表2に、繰り返し熱処理試験の結果を示す。
実施例1の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験50回でも接合部に剥離がなく、非常に良いことが分かった。
【0116】
【表2】
【0117】
[実施例2〜27]
(炭化珪素接合体の作製)
SiO2粉末、Al2O3粉末およびY2O3粉末を、表1の接合部の酸化物の組成比と同じ質量比率になるように採取した以外は、実施例1と同様にして、接着剤を作製し、この接着剤を用いて炭化珪素接合体を作製した。
【0118】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、実施例1と同様にして、接合部の接合の有無、接合部の厚み、および接合部を構成する物質の種類を調べ、SEMによる断面写真を撮影した。
実施例2〜27の炭化珪素接合体は、接合部が接合されていることが確認された。
また、実施例2〜27の炭化珪素接合体は、接合部を構成する酸化物が、Al2O3−SiO2−Y2O3酸化物になっていることが分かった。
さらに、実施例2〜27の炭化珪素接合体は、接合部を構成するAl2O3−SiO2−Y2O3酸化物が、微視的にみると、特定の形状を有さないSi−Al−O系非晶質部中に、塊状のY−Si−O系結晶部が取り込まれた状態になっていることが分かった。
表1に、接合部の厚み、接合部を構成する物質の種類、および接合部の酸化物の組成比を示す。
【0119】
<繰り返し熱処理試験>
得られた炭化珪素接合体について、実施例1と同様にして、繰り返し熱処理試験を行った。
表2に、繰り返し熱処理試験の結果を示す。
実施例2〜21の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験50回でも接合部が剥離することがなく、非常に良いことが分かった。
実施例22〜25の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験2回目で接合部が剥離することが分かった。
実施例26および27の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験10回目で接合部が剥離することが分かった。
【0120】
[比較例1]
(炭化珪素接合体の作製)
SiO2粉末およびAl2O3粉末を、表1の接合部の酸化物の組成比と同じ質量比率になるように採取した以外は、実施例1と同様にして、接着剤を作製し、この接着剤を用いて炭化珪素接合体を作製した。
【0121】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、実施例1と同様にして、接合部の接合の有無、接合部の厚み、および接合部を構成する物質の種類を調べた。
比較例1の炭化珪素接合体は、接合部が剥離しており、平板試料と棒状試料とが接合されていないことが確認された。
また、比較例1の炭化珪素接合体は、接合部を構成する酸化物が、全体的に、Al2O3−SiO2酸化物になっていることが分かった。
表1に、接合部の厚み、接合部を構成する物質の種類、および接合部の酸化物の組成比を示す。
なお、比較例1の炭化珪素接合体は、接合部が接合されていないため、繰り返し熱処理試験を行わなかった。
【0122】
[比較例2]
(炭化珪素接合体の作製)
接着剤として厚み0.8mmの固体のSi片を用いた以外は実施例1と同様にして、炭化珪素接合体を作製した。
【0123】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、実施例1と同様にして、接合部の接合の有無、および接合部の厚みを調べた。
比較例2の炭化珪素接合体は、接合部となるべきSiが平板試料および棒状試料の気孔に吸収された結果、接合部の厚みが0μmになっており、平板試料と棒状試料とが接合されていないことが確認された。
表1に、接合部の厚み、および接合部を構成する物質の種類を示す。
なお、比較例2の炭化珪素接合体は、接合部が接合されていないため、繰り返し熱処理試験を行わなかった。
【産業上の利用可能性】
【0124】
本発明の炭化珪素接合体は、たとえば、炭化珪素材冶具に用いることができる。
【符号の説明】
【0125】
1 炭化珪素接合体
2 炭化珪素材冶具
10 炭化珪素質焼結体
11 炭化珪素質部
12 気孔
20 接合部
21 Si−Al−O系非晶質部
22 Y−Si−O系結晶部
30A 平板状炭化珪素質焼結体
30B 棒状炭化珪素質焼結体
【技術分野】
【0001】
本発明は、炭化珪素接合体およびその製造方法に関し、詳しくは、電子部品等を焼成する際に棚板等として用いられる炭化珪素接合体およびその製造方法に関するものである。
【背景技術】
【0002】
セラミックコンデンサ等の電子部品を多段積みにして焼成する場合には、焼成対象である被焼成物を載置する冶具として炭化珪素材冶具が用いられている。
【0003】
一般的に、炭化珪素材冶具は、図3に示されるように、炭化珪素製の棚板と、この棚板上の周辺端部に棚板の表面中央部を囲むように載置された通常4個の炭化珪素製の側面板または棒体とからなり、全体が額縁状になっている。そして、炭化珪素材冶具の、棚板と、側面板または棒体(以下、「側面部材」という)とで囲まれて形成される凹部には、コンデンサ・チップ等の被焼成物が載置されるようになっている。なお、側面部材の棚板の表面からの高さは、棚板上に載置される被焼成物の高さより高くされる。このため、炭化珪素材冶具を多段積みして焼成することにより、多くの被焼成物を一度に焼成できるようになっている。
【0004】
しかし、炭化珪素材冶具は、棚板と側面部材とが別部材であるため、多段積みの際に、棚板と側面部材とをいちいちセットしなければならず、煩雑である。
【0005】
このため、近年、棚板と側面部材とが一体化した額縁状の炭化珪素材冶具が提案されている。この一体化した炭化珪素材冶具は、通常、炭化珪素の一軸加圧成形により額縁状に成形されたものであり、この炭化珪素材冶具を作製するために一軸加圧成形用の成形型の作製が必要となる。
【0006】
ところで、被焼成物の焼成の良否や焼成品の製造効率は、炭化珪素材冶具の形状や大きさに影響されるため、炭化珪素材冶具には、焼成品に合った形状・大きさのものが必要である。たとえば、セラミックコンデンサ等の電子部品を焼成する場合には、電子部品の形状がメーカー毎に異なるため、電子部品の形状に対応した様々な形状の炭化珪素材冶具とその成形型を用意する必要がある。
【0007】
しかし、炭化珪素材冶具の成形型の作製には大きなコストがかかる。このため、電子部品の形状に対応した様々な形状の炭化珪素材冶具を作製するために、様々な形状の成形型を作製する場合は、コストが非常に多くかかってしまう。
【0008】
たとえば、焼成する対象が試験のための少量のサンプルである場合には、炭化珪素材冶具の成形型の作製による高いコストの回収が困難であるため、成形型を用いることが困難になる。
【0009】
このように、従来、成形型の作製のコストが高いことから、多くの異なる形状の焼成品や少量生産の焼成品の焼成の用途で、一軸加圧成形で一体化した炭化珪素材冶具を用いることは困難であった。
【0010】
これに対し、炭化珪素製の棚板と、炭化珪素製の側面部材とを、無機酸化物等の接着剤で接合して一体化した炭化珪素接合体からなる炭化珪素材冶具を用いることが検討されている。
【0011】
この炭化珪素接合体からなる炭化珪素材冶具は、炭化珪素焼結体と、炭化珪素焼結体同士を接合する接合部とからなり、一軸加圧成形で一体化した炭化珪素材冶具よりも安価で、かつ炭化珪素焼結体と接合部との接合強度が高いことが要求される。
【0012】
たとえば、特許文献1(特開2001−163680号公報)には、常圧焼結炭化珪素焼結体同士の接合面間にSiを介在させ、Siの融点以上の温度で熱処理する炭化珪素接合体の製造方法が記載されている。
【0013】
また、特許文献2(特開2007−153700号公報)には、炭化珪素多孔質セラミックスの内外表面に酸化膜を形成し、該酸化膜形成多孔質セラミックスを他の炭化珪素セラミックス材に、シリコン系ろう材を用いて接合させる炭化珪素接合体の製造方法が記載されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2001−163680号公報
【特許文献2】特開2007−153700号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
しかし、シリコン系ろう材は粘性が低いため炭化珪素の気孔に吸い込まれてしまい接合できない恐れがある。また、炭化珪素接合体を電子部品等を焼成する際に用いる治具として使用した場合、被焼成物を載積させて焼成した際にシリコン系ろう材の融点と焼成温度とが近いため、接合部が溶けてしまい、被焼成物または電子部品等の焼成品が破損する恐れがある。
【0016】
このため、シリコン系ろう材以外のろう材を用いて炭化珪素接合体を製造する方法が要望されている。
【0017】
ところで、炭化珪素接合体を構成する炭化珪素焼結体には、大きく分けて、常圧焼結炭化珪素、反応焼結炭化珪素、および再結晶炭化珪素がある。
【0018】
常圧焼結炭化珪素は、たとえば、β相炭化珪素粉末に、硼素、炭素等の焼結助剤を加え、成形し、寸法収縮を伴なう焼結をさせたものである。常圧焼結炭化珪素は、緻密で見掛け気孔率が数%以下と低く高密度である。
【0019】
このため、常圧焼結炭化珪素を用いて炭化珪素接合体を製造する場合は、接合部を構成する接着剤としてSiを用い、1410℃以上でSiを溶融させることにより、常圧焼結炭化珪素同士がSiで接合されるため、炭化珪素接合体を製造することができる。しかし、常圧焼結炭化珪素は、高価であるという問題がある。
【0020】
反応焼結炭化珪素は、たとえば、炭化珪素と炭素とを含む成形体を、Siと接触させつつ熱処理することにより、炭化珪素二次粒子を生成させて焼結させたものである。反応焼結炭化珪素は、常圧焼結炭化珪素よりも見掛け気孔率が高く、気孔が多く存在する。
【0021】
また、再結晶炭化珪素は、高温で焼成して炭化珪素粒子接触部分のネックを成長させることにより、寸法収縮を伴わない焼結をさせて得られたものである。再結晶炭化珪素は、常圧焼結炭化珪素や反応焼結炭化珪素よりも安価であるため好ましい。しかし、再結晶炭化珪素は、反応焼結炭化珪素よりもさらに見掛け気孔率が高く、気孔がより多く存在する。
【0022】
このため、反応焼結炭化珪素または再結晶炭化珪素を用いて炭化珪素接合体を製造する場合において、反応焼結炭化珪素または再結晶炭化珪素を接着面の気孔を減らす処理をせずにそのまま用いるときは、反応焼結炭化珪素または再結晶炭化珪素の気孔のために、反応焼結炭化珪素または再結晶炭化珪素同士をSiで接合することが困難になる。具体的には、接着剤であるSiは1410℃以上に加熱されて溶融すると流動性が高くなる。そして、この流動性の高いSiは、反応焼結炭化珪素または再結晶炭化珪素の気孔に吸い込まれて接合部のSi量が実質的に減少するため、接合部による反応焼結炭化珪素または再結晶炭化珪素同士の接合不良が生じ、炭化珪素接合体の作製が困難になる。
【0023】
そこで、反応焼結炭化珪素または再結晶炭化珪素を用いて炭化珪素接合体を製造するときは、反応焼結炭化珪素または再結晶炭化珪素の接着面の気孔を減らす処理が必要となる。しかし、接着面の気孔を減らす処理を行うと、工程が増加するため、炭化珪素接合体の製造コストが高くなるという問題がある。
【0024】
このように、接着剤としてSiを用いて炭化珪素材冶具等の炭化珪素接合体を製造する場合、常圧焼結炭化珪素、反応焼結炭化珪素および再結晶炭化珪素のいずれを用いた場合でも炭化珪素接合体の製造コストが高くなるという問題があった。
【0025】
本発明は、上記事情に鑑みてなされたものであり、炭化珪素材冶具等の炭化珪素接合体を低コストで製造することができる炭化珪素接合体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0026】
本発明の炭化珪素接合体およびその製造方法は、炭化珪素焼結体として比較的安価な再結晶炭化珪素を用いるとともに、接合部に用いる接着剤として溶融時にSiよりも粘性が高い特定の酸化物を用いれば、再結晶炭化珪素を用いた炭化珪素接合体を低コストで製造することができることを見出して完成されたものである。
【0027】
本発明の炭化珪素接合体は、上記問題点を解決するものであり、炭化珪素質焼結体同士を、接合部を介して接合した炭化珪素接合体において、前記接合部は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなることを特徴とする。
【0028】
また、本発明の炭化珪素接合体の製造方法は、上記問題点を解決するものであり、炭化珪素質焼結体同士を、接合部を介して接合して炭化珪素接合体を製造する炭化珪素接合体の製造方法において、前記接合部は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含む接着剤を、前記炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理して形成されたものであることを特徴とする。
【発明の効果】
【0029】
本発明の炭化珪素接合体およびその製造方法によれば、再結晶炭化珪素を用いた炭化珪素接合体を低コストで製造することができる。
【図面の簡単な説明】
【0030】
【図1】実施例1の炭化珪素接合体のSEMによる断面写真(倍率200倍)。
【図2】実施例1の炭化珪素接合体のSEMによる拡大した断面写真(倍率8500倍)。
【図3】本発明の炭化珪素接合体で作製した額縁状の炭化珪素材冶具の一例。
【発明を実施するための形態】
【0031】
[炭化珪素接合体]
本発明の炭化珪素接合体は、炭化珪素質焼結体同士を、接合部を介して接合した炭化珪素接合体である。
【0032】
(炭化珪素質焼結体)
炭化珪素質焼結体は、炭化珪素(SiC)を主成分として含む焼結体である。炭化珪素質焼結体は、炭化珪素を、通常95質量%以上、好ましくは98質量%以上、さらに好ましくは99質量%〜100質量%含む。炭化珪素質焼結体は、炭化珪素以外の成分の含有量が少ないほど、見掛け気孔率が高くなるため好ましい。
【0033】
炭化珪素質焼結体は、炭化珪素以外の成分を含むとき、この炭化珪素以外の成分は、通常、Siである。
【0034】
炭化珪素質焼結体は、見掛け気孔率が、通常5〜40%、好ましくは10〜40%、さらに好ましくは18〜30%である。
【0035】
炭化珪素質焼結体の見掛け気孔率が上記範囲内にあると、炭化珪素接合体が焼成用の炭化珪素材冶具として用いられるときに、炭化珪素質焼結体が高密度すぎないことから、スポーリングによる割れが生じ難いため好ましい。また、炭化珪素質焼結体の見掛け気孔率が上記範囲内にあると、炭化珪素質焼結体の強度が十分に大きいことから、反りや割れが生じ難いため好ましい。
【0036】
一方、炭化珪素質焼結体の見掛け気孔率が5%未満であると、炭化珪素接合体が焼成用の炭化珪素材冶具として用いられるときに、炭化珪素質焼結体が高密度すぎ、スポーリングによる割れが生じるおそれがある。
【0037】
また、炭化珪素質焼結体の見掛け気孔率が40%を超えると、炭化珪素接合体が焼成用の炭化珪素材冶具として用いられるときに、炭化珪素質焼結体の強度が不十分になり、反りや割れが生じるおそれがある。
【0038】
炭化珪素質焼結体は、再結晶炭化珪素からなると、安価であるため好ましい。また、再結晶炭化珪素からなる炭化珪素質焼結体は、一般的に、炭化珪素以外の成分の含有量が少なく、かつ、見掛け気孔率が上記の5〜40%を満たすことが多いため、これらの点でも好ましい。
【0039】
炭化珪素質焼結体は、公知の方法により製造することができる。炭化珪素質焼結体は、接着面の気孔を減らす処理を行わないまま、炭化珪素接合体を作製する原料として用いられる。
【0040】
(接合部)
接合部は、炭化珪素質焼結体同士を接合するものである。接合部は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなる。
【0041】
ここで、接合部がSiO2を主成分として含むとは、SiO2−Al2O3−Y2O3系酸化物中のSiO2の含有量が最大であることを意味する。
【0042】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、その一部が、炭化珪素質焼結体との接合面における炭化珪素質焼結体の表面の気孔の内部に適度に食い込んでおり、アンカー効果により、炭化珪素質焼結体と接合部とが強固に接合されている。
【0043】
なお、炭化珪素質焼結体の表面には、通常、酸化膜であるSiO2層が形成されているが、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、炭化珪素質焼結体の接合面に存在するSiO2層と強固に固着する。
【0044】
このため、本発明の炭化珪素接合体では、上記アンカー効果による物理的な接合力に加え、SiO2−Al2O3−Y2O3系酸化物と炭化珪素質焼結体のSiO2層との間の化学的な接合力も加わることから、炭化珪素質焼結体と接合部とが非常に強固に接合されている。
【0045】
また、本発明の接合部のSiO2−Al2O3−Y2O3系酸化物の熱膨張率は、炭化珪素質焼結体の熱膨張率に近い。このため、本発明の炭化珪素接合体は、加熱、冷却等の熱履歴が繰り返し与えられても、炭化珪素質焼結体と接合部とが剥離し難い。
【0046】
<接合部におけるSiO2の含有量ならびにAl2O3およびY2O3の合計の含有量>
SiO2−Al2O3−Y2O3系酸化物は、通常、SiO2を65〜90質量%含むとともに、Al2O3およびY2O3を合計で10〜35質量%含む。
【0047】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であると、融点が適度に高くなる。
【0048】
このように、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、融点が適度に高いことにより、接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、接合部がスポーリングで割れ難くなる。
【0049】
すなわち、接合部を作製する際に、接合部を構成するSiO2−Al2O3−Y2O3系酸化物のガラス粘性が適度に高いと、SiO2−Al2O3−Y2O3系酸化物が炭化珪素質焼結体の気孔に過度に吸い込まれることが抑制され、この結果、接合部を構成するSiO2−Al2O3−Y2O3系酸化物量が十分に存在し、接合部の接合強度が高くなる。
【0050】
また、接合部を構成するSiO2−Al2O3−Y2O3系酸化物の融点が高すぎると、SiO2−Al2O3−Y2O3系酸化物が高温まで硬い状態で存在するため、接合部がスポーリングで割れ易くなる。しかし、本発明のSiO2−Al2O3−Y2O3系酸化物は融点が高すぎず、SiO2−Al2O3−Y2O3系酸化物が高温領域で適度に軟化するため、接合部にスポーリングが生じ難い。
【0051】
一方、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲外であると、融点が低くなりすぎて接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある。
【0052】
すなわち、接合部を作製する際に、接合部を構成するSiO2−Al2O3−Y2O3系酸化物のガラス粘性が低すぎると、SiO2−Al2O3−Y2O3系酸化物の多くが炭化珪素質焼結体の気孔に吸い込まれて、接合部を構成するSiO2−Al2O3−Y2O3系酸化物量が減少するため、接合部の接合強度が低下するおそれがある。
【0053】
また、接合部を構成するSiO2−Al2O3−Y2O3系酸化物の融点が高すぎると、SiO2−Al2O3−Y2O3系酸化物が高温まで硬い状態で存在するため、接合部がスポーリングで割れ易くなる。
【0054】
<接合部におけるAl2O3とY2O3との質量組成比>
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が、通常20:80〜60:40の範囲内にある。
【0055】
すなわち、SiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との合計量を100質量%とした場合において、通常、Al2O3が20〜60質量%かつY2O3が80〜40質量%の関係を満たしている。
【0056】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高くなる。
【0057】
このため、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高いことにより、接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、接合部がスポーリングで割れ難くなる。
【0058】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物において、融点が適度に高いことにより接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより接合部がスポーリングで割れ難くなる理由は、上記と同じであるため、説明を省略する。
【0059】
一方、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が上記範囲外であると、融点が低くなりすぎて接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある。
【0060】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物において、融点が低くなりすぎて接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある理由は、上記と同じであるため、説明を省略する。
【0061】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であるとともに、Al2O3とY2O3との質量組成比が上記範囲内にあると、より好ましい。
【0062】
すなわち、接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2を65〜90質量%含み、Al2O3およびY2O3を合計で10〜35質量%含むとともに、Al2O3とY2O3との質量組成比が、20:80〜60:40の範囲内にあると、より好ましい。
【0063】
<接合部におけるSiO2−Al2O3−Y2O3系酸化物の微視的な構造>
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、通常、Si−Al−O系非晶質部とY−Si−O系結晶部とを含む。
【0064】
ここで、Si−Al−O系非晶質部とは、SiおよびAlを含む非晶質酸化物部を意味する。また、Y−Si−O系結晶部とは、YおよびSiを含む酸化物結晶を意味する。
【0065】
接合部を構成するSiO2−Al2O3−Y2O3系酸化物では、通常、特定の形状を有さないSi−Al−O系非晶質部中に、塊状のY−Si−O系結晶部が取り込まれた状態になっている。
【0066】
<SiO2−Al2O3−Y2O3系酸化物の融点>
接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、融点が1400〜1500℃である。この融点は、セラミックコンデンサ等の電子部品の焼成温度よりも高いため、本発明の炭化珪素接合体を焼成冶具として用いて電子部品等を焼成しても、炭化珪素接合体の接合部が溶けることがない。
【0067】
<接合部の厚み>
接合部は、厚みが、通常1μm以上200μm以下、好ましくは10μm以上20μm以下である。
【0068】
接合部の厚みが、上記範囲内にあると、接合部の接合強度が高いため好ましい。一方、接合部の厚みが、1μm未満であると、接合部の接合強度が不十分になるおそれがある。また、接合部の厚みが、200μmを超えると、接合部に亀裂が生じて剥離するおそれがある。
【0069】
本発明の炭化珪素接合体は、たとえば、以下に説明する炭化珪素接合体の製造方法を用いて製造することができる。
【0070】
[炭化珪素接合体の製造方法]
本発明の炭化珪素接合体の製造方法は、炭化珪素質焼結体同士を、接合部を介して接合して炭化珪素接合体を製造する炭化珪素接合体の製造方法である。
【0071】
炭化珪素質焼結体としては、本発明の炭化珪素接合体で説明したものと同じものが用いられる。
【0072】
本発明の炭化珪素接合体の製造方法において、接合部は、接着剤を、炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理することにより形成される。
【0073】
(接着剤)
接着剤は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含むものである。
【0074】
ここで、接着剤がSiO2を主成分として含むとは、接着剤に含まれるSiO2、Al2O3およびY2O3の合計量中において、SiO2の含有量が最大であることを意味する。
【0075】
<接着剤におけるSiO2の含有量ならびにAl2O3およびY2O3の合計の含有量>
接着剤は、SiO2、Al2O3およびY2O3の合計量を100質量%としたときに、SiO2を65〜90質量%含むとともに、Al2O3およびY2O3を合計で10〜35質量%含む
【0076】
接着剤は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であると、融点が適度に高くなる。
【0077】
このように、接着剤は、融点が適度に高いことにより、接着剤から接合部を作製する際に接着剤のガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、得られる接合部がスポーリングで割れ難くなる。
【0078】
一方、接着剤は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲外であると、融点が低くなりすぎて得られる接合部の接合強度が低下したり、融点が高くなりすぎて得られる接合部にスポーリングが生じたりするおそれがある。
【0079】
<接着剤におけるAl2O3とY2O3との質量組成比>
接着剤は、Al2O3とY2O3との質量組成比が、通常20:80〜60:40の範囲内にある。
【0080】
すなわち、接着剤は、Al2O3とY2O3との合計量を100質量%とした場合において、通常、Al2O3が20〜60質量%かつY2O3が80〜40質量%の関係を満たしている。
【0081】
接着剤は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高くなる。
【0082】
このため、接着剤は、Al2O3とY2O3との質量組成比が上記範囲内にあると、融点が適度に高いことにより、接着剤から接合部を作製する際にガラス粘性が高くなり接合部の接合強度が高くなるとともに、融点が高すぎないことにより、得られる接合部がスポーリングで割れ難くなる。
【0083】
一方、接着剤は、Al2O3とY2O3との質量組成比が上記範囲外であると、融点が低くなりすぎて得られる接合部の接合強度が低下したり、融点が高くなりすぎて接合部にスポーリングが生じたりするおそれがある。
【0084】
接着剤は、SiO2の含有量ならびにAl2O3およびY2O3の合計の含有量が上記範囲内であるとともに、Al2O3とY2O3との質量組成比が上記範囲内にあると、より好ましい。
【0085】
すなわち、接着剤は、SiO2を65〜90質量%含み、Al2O3およびY2O3を合計で10〜35質量%含むとともに、Al2O3とY2O3との質量組成比が、20:80〜60:40の範囲内にあると、より好ましい。
【0086】
<接着剤におけるSiO2、Al2O3およびY2O3の粒径>
接着剤に含まれるSiO2、Al2O3およびY2O3は、接着剤を炭化珪素質焼結体の接着面に塗布しやすいように、粉末状であることが好ましい。
【0087】
また、接着剤に含まれるSiO2、Al2O3およびY2O3は、平均結晶粒径D50が、通常50μm以下、好ましくは1〜20μm、さらに好ましくは3〜8μmである。平均結晶粒径D50とは、原料をマイクロトラックを使用して測定した体積積算である。
【0088】
SiO2、Al2O3およびY2O3の平均結晶粒径D50が、この範囲内にあると、接着剤を炭化珪素質焼結体の接着面に塗布しやすいとともに、接着剤を熱処理して得られるSiO2−Al2O3−Y2O3系酸化物に酸化物組成のばらつきに起因する剥離が生じ難くなるため好ましい。
【0089】
一方、SiO2、Al2O3およびY2O3の平均結晶粒径D50が、50μmを超えると、接着剤を熱処理して得られるSiO2−Al2O3−Y2O3系酸化物に酸化物組成のばらつきに起因する剥離が生じやすくなる。
【0090】
接着剤は、SiO2、Al2O3、Y2O3および水を混合することにより作製することができる。
【0091】
接着剤の比重は、1.46〜1.48g/cm3であることが好ましい。
【0092】
接着剤は、ドクターブレード法や刷毛等を用いて、炭化珪素質焼結体の接合面に塗布することができる。
【0093】
なお、従来用いられているSi接着剤は通常板状のSiの固体結晶である。このため、Si接着剤を用いて炭化珪素接合体を製造するためには、炭化珪素質焼結体間に板状のSi接着剤を配置する必要があるため、熱処理前のパーツセットが困難であり、長時間を要していた。
【0094】
これに対し、本発明の接着剤は、SiO2、Al2O3およびY2O3の粉末を水で溶いたものであるため、炭化珪素質焼結体の接着面に接着剤を塗布するだけで容易に炭化珪素質焼結体同士を仮に接着することができる。このため、本発明の接着剤によれば、熱処理前のパーツセットが容易であり、短時間で済む。
【0095】
また、本発明の接着剤は、接着剤の溶融時に従来のSi接着剤よりも粘性が高いため、炭化珪素質焼結体の気孔に吸収される量が適度であり、また吸収される量の調整も容易である。
【0096】
さらに、本発明の接着剤を熱処理して得られるSiO2−Al2O3−Y2O3系酸化物の熱膨張率は、炭化珪素質焼結体の熱膨張率に近い。このため、本発明の炭化珪素接合体は、加熱、冷却等の熱履歴が繰り返し与えられても、炭化珪素質焼結体と接合部とが剥離し難い。
(接着剤層の厚み)
【0097】
接着剤層は、厚みが、通常1μm以上200μm以下、好ましくは10μm以上20μm以下である。
【0098】
接着剤層の厚みが、上記範囲内にあると、接着剤層を熱処理して得られる接合部の接合強度が高いため好ましい。
【0099】
一方、接着剤層の厚みが、1μm未満であると、接着剤の一部または全部が炭化珪素質焼結体の気孔に吸収されて、得られる接合部の接合強度が不十分になるおそれがある。また、接着剤層の厚みが、200μmを超えると、得られる接合部に亀裂が生じて剥離するおそれがある。
【0100】
接着剤層は、炭化珪素質焼結体とともに酸化炉等で熱処理されることにより、SiO2−Al2O3−Y2O3系酸化物を生成し、本発明の炭化珪素接合体の接合部となる。
【0101】
熱処理の温度は、通常1400〜1700℃、好ましくは1400〜1600℃、さらに好ましくは1450〜1550℃である。
【0102】
また、熱処理の時間は、通常0.5〜5時間、好ましくは1〜3時間である。
【0103】
本発明の炭化珪素接合体は、炭化珪素質焼結体同士を、接合部を介して接合して得られる。本発明の炭化珪素接合体は、たとえば、炭化珪素材冶具として用いられる。
【0104】
図3は、本発明の炭化珪素接合体で作製した額縁状の炭化珪素材冶具の一例である。具体的には、図3(A)は、炭化珪素質焼結体同士を、接合部を介して接合する前の状態を示し、図3(B)は、炭化珪素質焼結体同士を接合部を介して接合して得られた額縁状の炭化珪素材冶具を示す。
【0105】
はじめに、図3(A)に示されるように、平板状の炭化珪素質焼結体(以下、「平板状炭化珪素質焼結体」という)30Aと、断面が矩形の棒状の炭化珪素質焼結体(以下、「棒状炭化珪素質焼結体」という)30Bとを用意する。
【0106】
次に、棒状炭化珪素質焼結体30Bの側面の一面に、接合部を形成するための図示しない接着剤を塗布し、この棒状炭化珪素質焼結体30Bの接着剤を塗布した面を、平板状炭化珪素質焼結体30Aの表面上の周囲に載置して、平板状炭化珪素質焼結体30Aと棒状炭化珪素質焼結体30Bとが弱く接着した仮接着体を作製する。
【0107】
さらに、この仮接着体を、接合部を形成可能な温度、たとえば、1400〜1700℃で熱処理すると、図3(B)に示されるような額縁状の炭化珪素材冶具2が得られる。
【実施例】
【0108】
以下に実施例を示すが、本発明はこれらに限定されて解釈されるものではない。
【0109】
[実施例1]
(炭化珪素接合体の作製)
はじめに、見掛け気孔率が25%で断面が矩形の棒状の再結晶炭化珪素(以下、「棒状試料」という)と、見掛け気孔率が25%で平板状の再結晶炭化珪素(以下、「平板試料」という)と、を用意した。平板試料は平面に置いた。
また、平均結晶粒径D50が5μmのSiO2粉末、平均結晶粒径D50が0.5μmのAl2O3粉末、および平均結晶粒径D50が3μmのY2O3粉末を用意した。これらのSiO2粉末、Al2O3粉末およびY2O3粉末を、表1の接合部の酸化物の組成比と同じ質量比率になるように採取、混合し、水に溶いて、比重が1.47±0.01g/cm3の接着剤を作製した。
次に、棒状試料の側面の一つを選び、この側面に接着剤を塗布した。そして、接着剤を塗布した面を下向きにして、棒状試料を平板試料の上側表面上に載置した。これにより、平板試料と棒状試料とが接着剤からなる接着剤層を介して弱く接着した仮接着体が得られた。
この仮接着体を酸化雰囲気とした酸化炉中、1500℃で2時間熱処理を行ったところ、平板試料と棒状試料とが接合部を介して接合された炭化珪素接合体が得られた。
【0110】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、接合部で接合されているか否かを目視テスト、持ち上げテスト、および押圧テストにより確認した。
目視テストでは、炭化珪素接合体の側面を観察して、接合部、または接合部と炭化珪素質焼結体との界面に剥離またはクラックが存在するか否かを調べた。
持ち上げテストでは、炭化珪素接合体を一方の炭化珪素質焼結体を上にして平坦面に載置した状態で一方の炭化珪素質焼結体のみをつまんで持ち上げたときに、接合部、または接合部と炭化珪素質焼結体との界面で剥離するか否かを調べた。
押圧テストでは、炭化珪素接合体を一方の炭化珪素質焼結体を上にして平坦面に載置した状態で一方の炭化珪素質焼結体の表面を人差し指で軽く押圧したときに、接合部、または接合部と炭化珪素質焼結体との界面で剥離するか否かを調べた。
目視テスト、持ち上げテストおよび押圧テストのいずれか1個のテストで剥離が明確に観察されたときは、接合部が剥離していると判断した。なお、目視テストでクラックのみが観察されたときは、持ち上げテストおよび押圧テストの結果で接合部の剥離の有無を判断した。
また、得られた炭化珪素接合体の側面について、高倍率(200倍)のCCD顕微鏡で接合部を観察し、接合部の厚みを測定した。接合部の厚みは、測定点を5箇所選んでそれぞれ測定し、平均値を算出した。
【0111】
さらに、得られた炭化珪素接合体について、接合部を構成する物質の種類を調べた。CCD顕微鏡を用いて炭化珪素接合体の表面を倍率200倍で観察した範囲内では、接合部は、一様な組成の酸化物になっていると観察された。このため、接合部を構成する酸化物は、Al2O3−SiO2−Y2O3酸化物になっていると判断された。
【0112】
また、得られた炭化珪素接合体について、SEM(Scanning Electron Microscope:走査型電子顕微鏡)による断面写真を撮影した。断面写真の撮影は、接合部を構成するAl2O3−SiO2−Y2O3酸化物の微視的な構造を調べる目的で行った。
具体的には、炭化珪素接合体の接合部の断面を、SEMを用いて倍率200倍と倍率8500倍で観察した。図1は、実施例1の炭化珪素接合体のSEMによる断面写真(倍率200倍)である。図2は、実施例1の炭化珪素接合体のSEMによる拡大した断面写真(倍率8500倍)である。
この結果、図1に示されるように、倍率200倍では、炭化珪素接合体1は、炭化珪素質焼結体10同士が接合部20を介して接合されており、接合部20は、一様な組成の酸化物になっているように見えた。
一方、図2に示されるように、倍率8500倍では、接合部20は、微視的に見ると、一様な組成の酸化物でなく、特定の形状を有さないSi−Al−O系非晶質部21中に、塊状のY−Si−O系結晶部22が取り込まれた状態になっていることが分かった。
なお、Si−Al−O系非晶質部21とY−Si−O系結晶部22の組成は、SEMに併設されたEPMA(Electron Probe MicroAnalyser:電子線マイクロアナライザー)を用いた組成定性分析で判明したものである。
また、図1に示されるように、炭化珪素接合体1の炭化珪素質焼結体10は、炭化珪素質部11中に気孔12が形成されたものになっていることが確認された。
【0113】
表1に、接合部の厚み、接合部を構成する物質の種類、および接合部の酸化物の組成比を示す。
【0114】
【表1】
【0115】
<繰り返し熱処理試験>
得られた炭化珪素接合体について、繰り返し熱処理試験を行った。
はじめに、得られた炭化珪素接合体から評価用試料を切り出した。
次に、この評価用試料を、熱処理装置内に配置し、水蒸気が含まれ、かつ、酸素分圧が10−9MPaの雰囲気下、1250℃で10時間熱処理した。熱処理終了後、評価用試料を熱処理装置から取り出し、大気中に放置して常温(25℃)まで除冷した。
この熱処理と除冷処理とを合わせた加熱冷却処理を1サイクルとし、この加熱冷却処理を50サイクル繰り返した。
加熱冷却処理を50サイクル繰り返した後に、評価用試料の接合部の剥離の有無を調べた。
表2に、繰り返し熱処理試験の結果を示す。
実施例1の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験50回でも接合部に剥離がなく、非常に良いことが分かった。
【0116】
【表2】
【0117】
[実施例2〜27]
(炭化珪素接合体の作製)
SiO2粉末、Al2O3粉末およびY2O3粉末を、表1の接合部の酸化物の組成比と同じ質量比率になるように採取した以外は、実施例1と同様にして、接着剤を作製し、この接着剤を用いて炭化珪素接合体を作製した。
【0118】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、実施例1と同様にして、接合部の接合の有無、接合部の厚み、および接合部を構成する物質の種類を調べ、SEMによる断面写真を撮影した。
実施例2〜27の炭化珪素接合体は、接合部が接合されていることが確認された。
また、実施例2〜27の炭化珪素接合体は、接合部を構成する酸化物が、Al2O3−SiO2−Y2O3酸化物になっていることが分かった。
さらに、実施例2〜27の炭化珪素接合体は、接合部を構成するAl2O3−SiO2−Y2O3酸化物が、微視的にみると、特定の形状を有さないSi−Al−O系非晶質部中に、塊状のY−Si−O系結晶部が取り込まれた状態になっていることが分かった。
表1に、接合部の厚み、接合部を構成する物質の種類、および接合部の酸化物の組成比を示す。
【0119】
<繰り返し熱処理試験>
得られた炭化珪素接合体について、実施例1と同様にして、繰り返し熱処理試験を行った。
表2に、繰り返し熱処理試験の結果を示す。
実施例2〜21の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験50回でも接合部が剥離することがなく、非常に良いことが分かった。
実施例22〜25の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験2回目で接合部が剥離することが分かった。
実施例26および27の炭化珪素接合体の繰り返し熱処理試験結果は、繰り返し熱処理試験10回目で接合部が剥離することが分かった。
【0120】
[比較例1]
(炭化珪素接合体の作製)
SiO2粉末およびAl2O3粉末を、表1の接合部の酸化物の組成比と同じ質量比率になるように採取した以外は、実施例1と同様にして、接着剤を作製し、この接着剤を用いて炭化珪素接合体を作製した。
【0121】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、実施例1と同様にして、接合部の接合の有無、接合部の厚み、および接合部を構成する物質の種類を調べた。
比較例1の炭化珪素接合体は、接合部が剥離しており、平板試料と棒状試料とが接合されていないことが確認された。
また、比較例1の炭化珪素接合体は、接合部を構成する酸化物が、全体的に、Al2O3−SiO2酸化物になっていることが分かった。
表1に、接合部の厚み、接合部を構成する物質の種類、および接合部の酸化物の組成比を示す。
なお、比較例1の炭化珪素接合体は、接合部が接合されていないため、繰り返し熱処理試験を行わなかった。
【0122】
[比較例2]
(炭化珪素接合体の作製)
接着剤として厚み0.8mmの固体のSi片を用いた以外は実施例1と同様にして、炭化珪素接合体を作製した。
【0123】
(炭化珪素接合体の評価)
<接合部>
得られた炭化珪素接合体について、実施例1と同様にして、接合部の接合の有無、および接合部の厚みを調べた。
比較例2の炭化珪素接合体は、接合部となるべきSiが平板試料および棒状試料の気孔に吸収された結果、接合部の厚みが0μmになっており、平板試料と棒状試料とが接合されていないことが確認された。
表1に、接合部の厚み、および接合部を構成する物質の種類を示す。
なお、比較例2の炭化珪素接合体は、接合部が接合されていないため、繰り返し熱処理試験を行わなかった。
【産業上の利用可能性】
【0124】
本発明の炭化珪素接合体は、たとえば、炭化珪素材冶具に用いることができる。
【符号の説明】
【0125】
1 炭化珪素接合体
2 炭化珪素材冶具
10 炭化珪素質焼結体
11 炭化珪素質部
12 気孔
20 接合部
21 Si−Al−O系非晶質部
22 Y−Si−O系結晶部
30A 平板状炭化珪素質焼結体
30B 棒状炭化珪素質焼結体
【特許請求の範囲】
【請求項1】
炭化珪素質焼結体同士を、接合部を介して接合した炭化珪素接合体において、
前記接合部は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなることを特徴とする炭化珪素接合体。
【請求項2】
前記接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2を65〜90質量%含むとともに、Al2O3およびY2O3を合計で10〜35質量%含むことを特徴とする請求項1に記載の炭化珪素接合体。
【請求項3】
前記接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が20:80〜60:40の範囲内にあることを特徴とする請求項1または2に記載の炭化珪素接合体。
【請求項4】
前記接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Si−Al−O系非晶質部とY−Si−O系結晶部とを含むことを特徴とする請求項1ないし3のいずれか1項に記載の炭化珪素接合体。
【請求項5】
前記炭化珪素質焼結体は、見掛け気孔率が5〜40%であることを特徴とする請求項1ないし4のいずれか1項に記載の炭化珪素接合体。
【請求項6】
前記接合部は、厚みが1μm以上200μm以下であることを特徴とする請求項1ないし5のいずれか1項に記載の炭化珪素接合体。
【請求項7】
前記接合部は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含む接着剤を、前記炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理して形成されたものであり、
前記接着剤層の厚みは、1μm以上200μm以下であることを特徴とする請求項1ないし6のいずれか1項に記載の炭化珪素接合体。
【請求項8】
炭化珪素質焼結体同士を、接合部を介して接合して炭化珪素接合体を製造する炭化珪素接合体の製造方法において、
前記接合部は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含む接着剤を、前記炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理して形成されたものであることを特徴とする炭化珪素接合体の製造方法。
【請求項1】
炭化珪素質焼結体同士を、接合部を介して接合した炭化珪素接合体において、
前記接合部は、SiO2、Al2O3およびY2O3を含むとともにSiO2を主成分として含むSiO2−Al2O3−Y2O3系酸化物からなることを特徴とする炭化珪素接合体。
【請求項2】
前記接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、SiO2を65〜90質量%含むとともに、Al2O3およびY2O3を合計で10〜35質量%含むことを特徴とする請求項1に記載の炭化珪素接合体。
【請求項3】
前記接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Al2O3とY2O3との質量組成比が20:80〜60:40の範囲内にあることを特徴とする請求項1または2に記載の炭化珪素接合体。
【請求項4】
前記接合部を構成するSiO2−Al2O3−Y2O3系酸化物は、Si−Al−O系非晶質部とY−Si−O系結晶部とを含むことを特徴とする請求項1ないし3のいずれか1項に記載の炭化珪素接合体。
【請求項5】
前記炭化珪素質焼結体は、見掛け気孔率が5〜40%であることを特徴とする請求項1ないし4のいずれか1項に記載の炭化珪素接合体。
【請求項6】
前記接合部は、厚みが1μm以上200μm以下であることを特徴とする請求項1ないし5のいずれか1項に記載の炭化珪素接合体。
【請求項7】
前記接合部は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含む接着剤を、前記炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理して形成されたものであり、
前記接着剤層の厚みは、1μm以上200μm以下であることを特徴とする請求項1ないし6のいずれか1項に記載の炭化珪素接合体。
【請求項8】
炭化珪素質焼結体同士を、接合部を介して接合して炭化珪素接合体を製造する炭化珪素接合体の製造方法において、
前記接合部は、SiO2、Al2O3、Y2O3および水を含むとともにSiO2、Al2O3およびY2O3のうちSiO2を主成分として含む接着剤を、前記炭化珪素質焼結体の接着面に塗布して接着剤層を形成し、この接着剤層を熱処理して形成されたものであることを特徴とする炭化珪素接合体の製造方法。
【図3】

【図1】
【図2】
【図1】
【図2】
【公開番号】特開2013−75770(P2013−75770A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−214839(P2011−214839)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(507182807)コバレントマテリアル株式会社 (506)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(507182807)コバレントマテリアル株式会社 (506)
【Fターム(参考)】
[ Back to top ]