
炭素発泡体複合ツールおよび炭素発泡体複合ツールを使用するための方法
複合形成材料から複合部品を形成するツールに関し、そのツールはツール本体を具備し、そのツール本体は、少なくとも部分的に炭素発泡体を備え、炭素発泡体の表面はツール面を備えることができ、またはツール面の材料を支持する。本発明のツールは、複合部品の製造に使用される従来のツール、特に炭素複合体の製造に使用される従来のツールよりも、製造および/または使用するのに、軽く、かつ耐久性が高く、しかも安価であり得る。加えて、このようなツールは、再使用と修理が可能であり得るうえに、通常のツールより容易に改変可能であり得る。

【発明の詳細な説明】
【技術分野】
【0001】
(発明の分野)
本発明は複合ツールおよびそれと同等物の使用方法、より具体的には複合材料製の部品を形成するためのツール本体に炭素発泡体(carbon foam)を導入する方法に関する。
【背景技術】
【0002】
(発明の背景)
一般に、複合材料は強化材をマトリックスに埋め込んで作られる。利用性の高い複合材料は、通常、複合材料を形成する個々の材料と比べて、機械的性質やその他の特性が優れている。複合材料の代表例としてファイバーグラスを挙げることができる。ファイバーグラスは、ガラス繊維として強化材に使用され、マトリックスを構成する硬化樹脂に埋め込まれる。
【0003】
組立体(assemblages)、たとえば航空機、ミサイル、船、整形外科用具、およびスポーツ用品の構造、組立部品、組立集成体(subassembly)などの部品として使用する場合、複合材料は利用性が高いことが知られている。このような用途に汎用されている複合材料はファイバーグラスである。このような用途に対して特に高い利用性を有するその他の複合材料としては、炭素繊維とマトリックス、たとえば熱硬化性(たとえば熱硬化性樹脂など)および熱可塑性樹脂とを組み合わせて作られる複合材料がある。そのような複合材料は、炭素繊維複合材料(以下、CFCと略記する)、あるいはもっと普通には炭素複合材料と呼ばれている。炭素複合材料は、たとえば航空機の表面、ミサイル本体、整形外科用支持体およびゴルフクラブのシャフトとして使用されている。このような炭素複合材料の利用性は、通常、きわめて大きな強度対重量比、耐疲労性および耐腐食性に関係している。ほとんどの例において、これらの好ましい特性は、炭素複合材料によって取って代わられる金属、その他の材料のそれを上回っている。加えて、一部のタイプの炭素繊維複合材料は、炭化させて炭素−炭素複合材料にすることができる。
【0004】
望めば、繊維を特定方向に配向させることによって、ある軸に沿った、最終製品の強度、剛性、および/または可撓性を高めることができる。また、複合形成材料、特に炭素繊維は、比較的価格が高いうえに浪費的(wastage)であることが、広く使用を消極的にさせている。それゆえ、複合材料は、目的用途が要求するサイズ、形状(shapes)、および形(forms)にぴったり適合するサイズ、形状、および形に製造される。実際に、宇宙航空分野やその他の多くの用途に使用される複合材料、特に炭素繊維複合材料は、要求されるサイズに対してきわめて厳格な精密許容差の範囲内で日常的に製造されている。
【0005】
炭素複合材料を含め、複合材料をこのように高い寸法の要求条件に合わせて作るには、通常、ツールと呼ばれる金型に類似するデバイスが使われる。これらのツールは、ツール面と呼ばれる一つ以上のツール表面を具備し、そのツール面で複合材料は、成形(form)、形状加工(shape)、鋳造(mold)、またはその他の方法によって、所定のサイズおよび形状をした組立部品に製造される。このような組立部品としては、構造体、部品、組立集成体などが挙げられる。ツール面は、通常、所望する複合材料組立部品表面の正確な三次元ネガ鏡像となるように形成される表面である。すなわち、複合部品の隆起表面は、ツール面の等価な(ネガの)寸法に作られた表面凹部に適合し、その表面凹部によって形成される。同様に、複合部品のくぼんだ表面は、ツール面の等価な(ネガの)寸法に作られた表面隆起に適合し、その表面隆起によって形成される。実施においては、強化材とマトリックス材料との混合物、たとえば炭素繊維と樹脂との混合物をいくつかの手順によってツール面に置き、そのツール面と密接させる。ツール面の寸法は、型に入れたマトリックス材料と強化材との混合物の表面が、この接触によって効果的に所望の形状と寸法とに成形されるような寸法である。通常は、次に、樹脂を硬化させてマトリックス材料を固化させ、複合材料の組立部品が製造される。たとえば、樹脂を含む炭素繊維は、普通、加熱して硬化させることにより、ツール面によって付与される形状および寸法を示す表面を持つ固体CFC組立部品を形成する。
【0006】
ツールは、通常、ツール面以外に、ツール本体と支持構造とからなる。ツール面はツール本体に含まれる。すなわち、複合体、たとえばCFCが形成されるツール面は、ツール本体の表面である。さらに、ツール本体は、ツール面とツール面またはその一部を覆うカバーとの間に、実質的に閉鎖された空間が形成されるように、最低限、ツール面またはその一部を覆うカバーを具備してもよい。支持体構造は、ツール本体に接続されていて、ツール本体および面の支持、配向、ならびに運搬以外に、ツール本体および面を損傷から守るといった、いくつかの目的を果たしてもよく、その機能はここに例示したものに限定されない。
【0007】
ツールの重要な特性としては、たとえば品質、重量、強度、サイズ、コスト、修理のしやすさなどを挙げることができる。これ以外に剛性および耐久性もツールの非常に重要な特性と考えられる。これらの特性はいずれもツールのデザイン、ツールを構成する材料に依存するほか、複合材料の形成に使用される材料にも依存する。
【0008】
非常に重要なツーリングの特性は、ツール面が示す熱膨張係数(以下ではCTE、そしてその複数形はCTEsと略記する)である。ツール面はツール本体の表面であるからツール面が示すCTEはツール本体を構成する材料に依存する。一般的に言えば、ツール面は、形成される複合部品のCTEと実質的に似たCTEを示すか、等価なCTEを示すことが望ましい。ツール面が示すCTEは、好ましくは、広い温度範囲に亘って形成される複合部品のCTEに近いか、等価であることが望ましい。複合部品のCTEとツール面が示すCTEが実質的に近いか、より好ましくは等価であることの重要性は、ツールを使って複合部品を作る方法に関係している。すなわち、複合材料の形成に使われる材料は、通常、室温でツール面に置かれる。つづいて、ツールおよび複合形成材料の温度をいくらか高い温度、そして通常は、たとえば250゜F、またはそれより高い温度に加熱して複合材料樹脂を硬化させる。樹脂を一旦硬化させると、できあがった複合部品、たとえばCFCは剛直である。樹脂の硬化に続いて、ツール面と複合部品を室温まで冷却する。このように室温よりかなり高い温度にさらす理由は、ツールのCTEと、形成される複合部品のCTEとが一致することが望ましいからである。たとえば、複合部品のCTEが、ツール面のCTEより大幅に小さいと、冷却したときにツール面の寸法の収縮が相対的に大きくなり、その結果、複合部品がツール内に保持されるか、残るおそれがある。逆に、複合部品のCTEが、ツール面が示すCTEより大幅に大きいと、収縮時に部品がやはりツール内に残るか、硬化させた複合材料の寸法がツール面の寸法と異なる可能性がある。
【0009】
炭素複合材料のCTEsは、通常、比較的小さいのに対して、他のほとんどの材料はCTEsがはるかに大きい。したがって、ツール本体の製作に使用できる材料で、CTEsが十分小さい材料はわずかしかなく、ツール面が示すCTEと、炭素複合材料のCTEとを一致させることはきわめてむずかしい。CTEが小さく、ツール本体の製作に適する入手可能なこうした材料としては、たとえば他の炭素複合材料、INVAR(登録商標)(たとえば、膨張を制御されたニッケル鉄合金)などがある。
【0010】
INVAR(登録商標)は、耐久性があり、炭素複合材料と実質的に似かよったCTEを持つ。しかし、INVAR(登録商標)をベースにした典型的なツールは重いうえに、製作が難しく、たとえば製作するために17段階の工程を必要とする可能性がある。このように多くの製造工程を必要とすると、非特許文献1(本明細書中に、参考として援用される)で論じられているように、ツールを使用するコストは約140〜約250%上昇し、リードタイムが4倍長くなる可能性がある。
【0011】
INVAR(登録商標)をベースにしたツールと同様、炭素繊維複合材料をベースにしたツールは、CFC部品のCTEのほか、たとえばCTEが小さく、適合が難しい材料にも適合可能である。このタイプのツールの場合、ツール面を規定するツール本体全体および/または本体の一部に炭素繊維複合材料が使用される。このようなCFCをベースにしたツールは、価格が安く、軽く、熱質量が小さく、たとえばINVAR(登録商標)をベースにした通常のツールと比べてツール製造のリードタイムが短くてすむため、炭素繊維複合材料をベースにしたツールが有利である。しかし、CFCをベースにしたツールは、壊れやすく慎重に取り扱う必要があり、その傾向は複合材料がその上に置かれた場合に特に顕著である。加えて、CFCをベースにしたツール表面は、構成要素間の接着やCTEの不適合、および酸化的分解のため、プロセスでのくり返し使用によって劣化しやすい。さらにまた、CFCをベースにしたツールの修理が必要になると、修理費と維持費の上昇を招く。また、CFCをベースにしたツールは、支持にむらがあると寸法ストレスを受ける。このように、CFCをベースにしたツールは、さまざまな問題点を有するためほとんど使用されることはない。
【0012】
複合体材料、特にCFCツーリングの場合、考慮しなければならないさらに別の重要な特性がある。ツーリングは、剛性、耐久性、強度が高く、かつCTEが適合すること以外に、たとえばコストが安く、かつ製造しやすいことが望まれる。すなわち、ツール本体の材料を選定する場合に通常考慮される要素は、製造すべき部品総数である。すなわち、たとえツールがコスト高であっても製造される部品数が多ければ、コスト高の問題は緩和される点が考慮される。しかし全体的には、計画部品数の多少にかかわらず、低いコストで容易に製造できるため、剛性、耐久性、強度が高く、かつCTEが適合するツーリングが望ましいとする考えが一般的である。
【0013】
炭素発泡体は、炭素含量がきわめて高く、かつ空隙容量がかなり大きい材料である。炭素発泡体の外観は、色は別にして、市販品の入手が容易なプラスチックフォームと似ている。炭素発泡体の空隙は無数の空の気泡内に存在している。これらの気泡は、炭素の構造によって仕切られている。これらの気泡は、通常、サイズ、形、分布および向きが規則的な、しかし必ずしも均質ではない球体、または卵形に近い形をしている。これらの気泡の空隙は、通常、隣の空隙と直接つながっている。このようなタイプのフォームは連続気泡型フォームと呼ばれている。これらのフォームの場合、炭素は、材料全体にわたって三次元的に連続した構造をしている。炭素発泡体中の気泡は、通常、裸眼でも容易に見ることができる大きさである。加えて、炭素発泡体の空隙は、普通、炭素発泡体の体積の半分よりはるかに大きな体積を占めるような空隙である。炭素発泡体は、炭素内部の気泡のサイズや形状、分布および配向が規則的である点で、他の材料、たとえば製錬用コークスと簡単に識別することができる。炭素発泡体は各種の原料からさまざまな方法で製造されている。炭素発泡体製造原料としてたとえばピッチや石炭および石炭誘導品が使用されているが、これらに限定されるものではない。同じく、これらの原料から炭素フォームを製造する方法も確立されている。これらの方法のほとんどが、製造後に、炭素発泡体を高温、場合によっては3000℃といった高温で処理している。
【非特許文献1】“Fabrication and Analysis of Invar Faced Composite for Tooling Applications”、Proceedings of Tooling Composites 93,Pasadena,California
【発明の開示】
【課題を解決するための手段】
【0014】
(発明の要旨)
複合形成材料から複合部品を形成するための、少なくともツール本体の一部に炭素発泡体を備えるツールを開示する。導入される炭素発泡体の表面は、ツールの1つのツール面の少なくとも一部を規定することができる。あるいは、炭素発泡体は、ツール面材料を支持し得、そしてその表面が、ツールの1つのツール面の少なくとも一部を規定することができる。導入される炭素発泡体は、部分的か、または完全に充填剤で満たされ得る。いくつかの充填材は、炭素発泡体に充填した後、炭化処理されてもよい。充填材を使用すると、たとえばツール面が滑らかになり、そして/または炭素発泡体の一部領域が不透性になって、ガスまたは他の物質を通さなくすることも可能である。ツール面材料としては、複合体、具体的には炭素繊維複合体、樹脂、アーク溶射金属(arc sprayed metal)などの金属、セラミックスおよび他の材料などが挙げられうるが、これらに限定されるものではない。
【0015】
開示されるツールのツール面は、比較的小さい熱膨張係数(CTEs)を示し得る。このようなCTEが小さいツール面は、特に、低膨張係数複合体、たとえば炭素繊維複合体(CFC)の製造に有用であり得る。さらに、集成されるツール本体の構成要素を規定または支持するツール面として、他のCTEを有するツール面が、異なるCTEを有する炭素発泡体、炭素発泡体の組み合わせ、充填材、および/またはツール面材料を使って作られ得る。炭素発泡体のCTEは、形成されるCFCのCTEと適合させることが可能であるため、たとえば、炭素発泡体を備え、その表面が炭素繊維複合体(CFC)を製造するためのツール面となるツール本体は、特に有利である。別の実施例として、開示されるツールの炭素発泡体は、ツール面材料、たとえばCFCを支持し得、その表面は、炭素繊維複合体(CFC)を製造するためのツール面を提供する。この実施例では、炭素発泡体のCTEは、ツール面材料および形成されるCFCのCTEと適合し得る。
【0016】
開示されるツールは、複合部品の製造に使用される従来のツール、具体的にはCFCの製造に使用されるツールより、製造および/または使用するのに、軽量で、耐久性が高く、製造費用が安くなる可能性がある。そのうえ、このようなツールは、再使用および修理が可能であり、かつ、先行技術のツールより容易に改変が可能である。
【0017】
特定の実施形態において、本発明は、少なくとも1つの複合部品を製造するためのツールを含むことができ、そのツールは、ツール本体の少なくとも一部が炭素発泡体であるツール本体を備える。ツール本体の表面はツール面を規定し得、そのツール面の一部は、少なくとも部分的に、炭素発泡体を含むツール本体の表面をなすことができる。いくつかの実施形態において、炭素発泡体の気泡は少なくとも部分的に充填材で満たしてもよい。充填材は、硬化させた樹脂、ピッチ、硬化させた成形可能セラミックス、炭化樹脂、または炭化ピッチであり得る。特定のいくつかの実施形態において、ツール面の熱膨張係数は、ツール面上に形成される複合部品の熱膨張係数と実質的に似ている。さらなる実施形態において、ツール本体を構成する炭素発泡体の少なくとも一部はツール面材料を少なくとも部分的に支持する。ツール面材料は、金属、セラミックス、硬化させた樹脂、繊維複合体材料、炭素繊維複合体、微粒子複合体、INVAR(登録商標)、炭化ケイ素、またはジルコニアセラミックスであり得る。炭素発泡体は、少なくとも部分的にピッチ、石炭、または石炭誘導体から誘導することができる。別の実施形態において、ツール本体はマンドレルの形をしていてもよい。さらにまた、ツールは、ツール面の少なくとも一部の上に置かれたカバーを備えていてもよく、ツール面の少なくとも一部を包囲してもよい。また、ツールは、ツール面の包囲された部分と真空連通する樹脂レザバへの接続ポートを具備することもできる。樹脂レザバへの接続ポートは、樹脂レザバ系に接続されるように作られ、ツール面の包囲された部分が真空になると、樹脂が、樹脂レザバ系からツール面の包囲された部分に移送されるように設けられる。
【0018】
本発明の特定の実施形態は、ツール面を有するツール本体を提供する工程を包含する、少なくとも1つの複合部品を製造する方法も含み得る。ここでこのツール本体の少なくとも一部は炭素発泡対である。その方法は、複合形成材料をツール面に置く工程と、それによって複合形成材料を硬化させて複合部品を作る工程とを包含する。複合形成材料は、樹脂と、微粒子強化材および繊維強化材からなる群から選択される少なくとも一つの強化材との混合物を含むことができる。さらに、前記方法は、複合形成材料とツール面との間に分離フィルムを置く工程を含むこともできる。また、前記方法は、ツール面を、複合形成材料に接触させる前に、ツール面の少なくとも一部に剥離材で被覆する工程を含むこともできる。さらに、ツールは、ツール面の少なくとも一部の上に置かれ、かつツール面の少なくとも一部を囲むカバーを含むことができ、そして複合形成材料を、そのツール面の包囲された部分に、置くこともできる。ツール面の包囲された部分の中は真空にすることができる。
【0019】
本発明は、本発明によるツールおよび方法によって製造されるさまざまな複合部品も含み得る。
【発明を実施するための最良の形態】
【0020】
(発明の実施形態の詳細な説明)
ツールは、寸法の精度が高い、さまざまなタイプ、形状、サイズ、および材料の組立部品(複合材料の部品を含む)を製造するために使用することができる。ツールの設計は、通常、形成する部品の所望の形状、部品を形成するために使われる材料、部品を形成するために必要な材料を支持するためにツールが有すべき強度および剛性、および/または部品を形成するための材料を提供ために使用される方法に依存する。
【0021】
ツールはツール面と呼ばれる一つ以上の表面を有し、そのツール面で複合材料は、成形、形状加工、鋳造、またはその他の方法によって、所定のサイズおよび形状の表面を有する部品に製造される。このような部品としては、成形された表面を有する、任意の固体成形物を含む、構造体、部品、組立集成体、組立部品の一部、部分的組立部品などが挙げられ得るが、これらに限定されるものではない。通常、ツール面は、所望する部品表面の正確な三次元ネガ鏡像(negative mirror image)となるように形成されたツール本体の表面である。すなわち、部品、たとえば複合部品の隆起表面は、ツール面の等価な(ネガの)寸法に作られた表面凹部に適合し、その表面凹部によって形成される。同様に、部品のくぼんだ表面は、ツール面の等価な(ネガの)寸法に作られた表面隆起表面に適合し、その表面隆起によって形成される。
【0022】
実施においては、複合部品を含む材料は、多くの手順のうちのいずれかによってツール面に置かれ得る。複合体は、マトリックス材料に樹脂を使用し、強化材に繊維を使用するのが普通である。しかし、樹脂および微粒子をそれぞれマトリックスおよび強化材として使うこともできる。場合によっては、形成される複合部品が特定の繊維間隔および/または配向を示すように、繊維の配置が細かく制御される。繊維および樹脂は、ツール面に置く前に混合してもよく、または他の方法で組み合わせてもよい。あるいは、繊維をツール面に置き、そのあとで多くの手順のうちのいずれかによって樹脂を繊維の中に注入してもよい。いくつかの例では、複合体を含む材料を置く前に、ツール面を、分離シート(parting sheet)または剥離フィルム(release film)と呼ばれることもある材料の薄いシートで覆うこともでき、これらのシートはツール面に近接して形成される。このようなシートはツール面に設けられる一時的な被膜と考えることができる。この場合は、このシートのツール面と接触しない方の表面、すなわちシートの外側表面が効果的にツール面となる。このようなシートは、ツール面を保護し、そして/または、形成された複合部品を除去または剥離しやすくするために使用することができる。あるいは、ツール面に剥離材を被覆して、複合体を含む材料がツール面と固着しないようにすることもできる。剥離材としては、さまざまなポリマー(たとえばPVA)やワックスなどの材料を挙げることができる。剥離フィルムは、複合体を含む材料のいずれとも固着しない、多くのポリマー材料であれば、いかなるポリマーで構成されていてもよい。多くのタイプの剥離材、フィルム、化合物、作用物が、関連技術分野で公知であり、本発明と一緒に使用することができる。
【0023】
ツール面の寸法は、複合部品、普通には樹脂を含む繊維を含む材料の表面が、所望の形状と寸法に効果的に成形される。次に、複合部品を含む材料に添加された樹脂を、通常の場合、熱を加えて硬化させると、ツール面によって付与された形状および寸法の表面を有する固体複合部品が形成される。加熱は、多くの場合、加熱炉かオートクレーブ中で行われる。加圧下で複合部品を形成するにはオートクレーブが使用され得る。
【0024】
ツール面に加えて、ツールは、ツール本体および、通常、支持構造とからなる。ツール本体は、ツール面を規定する。すなわち、複合部品が形成されるツール面は、ツール本体の表面をなす。支持構造がある場合、それはツール本体に接続され、ツール本体およびツール面が損傷しないよう保護するために、いくつかの目的、たとえばツール本体およびツール面の支持、配向および移動などの目的に役立つことが考えられるが、これらの目的に限定されるものではない。
【0025】
普通、炭素発泡体は、強度および耐久性が高く、安定で、切削しやすく、比較的反応性が低く、軽量な連続気泡型材料である。加えて、炭素発泡体は、熱膨張係数がきわめて小さく、炭素繊維複合体のそれとほとんど同じ熱膨張係数であり得る。炭素発泡体のCTEは、製造時に炭素発泡体にかける最高温度を調節するか、炭素発泡体の製造に使用する原料を選択することによって変えることができる。
【0026】
本発明によるツールは炭素発泡体を導入するツール本体を有する。このツール本体は、完全かまたは部分的に炭素発泡体からなり得る。個々のツール本体の炭素発泡体は、炭素発泡体の一つ以上の単一片であることが可能である。個々のツール本体は、炭素発泡体の二つ以上の片、接着剤、樹脂などからなり、炭素発泡体の複数個の片をつなぎ合わせるように使うことができる。ツール本体が部分的に炭素発泡体からなるときは、ツール面のCTEが、炭素発泡体および複合体、具体的には炭素繊維複合体、その上に作られる部品のそれと実質的に近いか、同じになるようにツール本体を構成することが好ましい。ツール本体全体が炭素発泡体で構成されるときは、この炭素発泡体のCTEは、複合体、具体的には炭素繊維複合体、およびその上に作られる部品のCTEと実質的に近いか、同じである。
【0027】
本発明によるツールは、再使用および修理が可能であって、かつ従来技術のツールより変更が容易である。すなわち、本発明のツールは、再使用可能であるので、これを用いると1つの複合部品よりも多く連続的に製造することができる。本発明によるツールのツール本体の少なくとも一部を含む炭素発泡体は、従来の接着剤、樹脂などを使って接合でき、容易に使用できる力と工作機械とを使って精密許容差で機械加工され得る。これらの特徴により、ツールは修理が可能であり、ツールを形成する複合材料に使われている炭素発泡体が損傷した場合は、その部分を損傷していな炭素発泡体と容易に交換することができる。また、炭素発泡体がこれらの特徴を持つことが、ツールを形成する複合体に使用される炭素発泡体部分の交換を容易にし、ツール面全体を交換しなくても、希望によって、一部だけを変えることを可能にしている。
【0028】
本発明において、ツール本体に導入される炭素発泡体の表面は、ツール面の少なくとも一部を規定する役割を果たすか、またはツール面の少なくとも一部を規定する他の材料を支持する役割を果たす。あるいは、ツール本体に導入される炭素発泡体の表面は、ツール面全体を規定する役割を果たすか、あるいはツール面全体を規定する他の材料を支持する役割を果たす。ツール面を規定することにより、炭素発泡体またはその他の材料の表面は、その上に形成される複合体材料部品の表面に所望の形状を付与するに十分な幾何学的形状または配置を持つ。本明細書の中で「ツール面材料」と呼ぶこれらその他の材料は、炭素発泡体のCTEおよびその上に形成される複合部品、具体的には炭素複合部品のCTEと実質的に似たCTEまたは同じCTEを持つことができる。CFC部品を製造するためのツール面材料は炭素複合材料とすることができる。あるいは、ツール面の実測CTEが、炭素発泡体およびその上に形成される複合部品、具体的には炭素複合部品のCTEと実質的に似ているか、同じになるような量または形でツール面を使用することも可能である。
【0029】
本発明の実施形態において、ツール面材料がいかなるものであっても、それを含め、ツール本体の炭素質発泡体およびツール本体のツール面の部分は、両者とも、ツール面上に形成される複合部品と実質的に似ているか、または同じCTEを持つ。さらなる実施形態においては、ツール本体の少なくとも一部、具体的にはツール面を支持するか、あるいはツール面を規定するツール本体のその部分のCTEは、低い値に設定される。炭素発泡体のCTEは、一般には小さく、そして炭素繊維複合材料のCTEと実質的に似ているか、同じである。それゆえ、一般的には、寸法を制御した炭素繊維複合材料の製造に本発明のツールを使うことは特に好ましい。ここで、ツール面材料を適切に選んでツール面のCTEを変えることができることを付け加えておきたい。また、炭素発泡体の製造に使われる原料の選択および/またはプロセス条件の制御によって、ツール本体のCTEを変ることも企図される。このようなプロセス条件として発泡体を製造する間に炭素発泡体が置かれる最高温度をあげることができるが、これに限定されるものではない。
【0030】
本発明のツール本体に導入される炭素発泡体は、所定の幾何学的形状を反映したツール面を備えるように、あらかじめ決められたさまざまな幾何学的形状に製作することができる。あるいは、ツール面材料は、所望の幾何学的形状を反映したツール面を備えるように、あらかじめ決められたさまざまな幾何学的形状に形成するか、製作することができる。つづいて、これらの幾何学的形状は、ツールを使って形成される複合部品の表面に導入される。ツール面は、ツールを使って形成される少なくとも一つの複合部品の少なくとも一つの表面を規定する。同じツール本体上に異なるツール面を複数個配置することができる。さらに本発明のツールは既知タイプの別のツールと一緒に使用することができる。
【0031】
本発明において、ツール面はツール本体に組み込まれた炭素発泡体の表面であってもよい。複合体を形成する材料が炭素発泡体に固着するのを防止するには、分離フィルムを使用する必要がある。分離フィルムを使ってさえ、炭素発泡体の気泡サイズを、形成される複合部品の可能な表面パターン形成に反映させることができよう。このパターン形成のこのサイズは、ツール本体および形成されるツール面に別の気泡を持つ炭素発泡体を使って変えることができる。一つのツール本体に気泡サイズが異なる炭素発泡体を使うことができる。たとえば、密で小さな気泡フォームをツール面の規定に使用し、大きな気泡発泡体を、ツール面を規定するより密な炭素発泡体の支持に使用することが考えられる。あるいは、小さい気泡発泡体の表面と大きな気泡発泡体の表面の両方がツール面に導入される。その場合、形成される複合部品表面のパターン形成は、気泡サイズが異なる炭素発泡体の使用を反映することになる。
【0032】
このような表面のパターン形成は気泡、すなわち炭素発泡体内部の空隙を、充填物で満たすことで極力少なくしたり、除去したりすることができる。充填材の例として硬化樹脂、ピッチ、硬化させた成形可能なセラミックスなどをあげることができるが、これらに限定されるものではない。硬化樹脂およびピッチなど、これらに限定されるものではないが、いくつかの充填材を炭化して炭素充填材を製造してもよい。炭素発泡体は部分的に充填してもよいし、完全に充填してもよい。たとえば、ツール面に最も近い炭素発泡体の空隙だけを充填材で満たしてもよい。あるいは、炭素発泡体の内部空隙を部分的にまたは完全に満たしてもよい。このような充填は、各気泡を充填材でそれぞれ完全に満たすように完全充填も可能であるし、各気泡を充填材でそれぞれ部分的に満たす不完全充填も可能である。炭素発泡体の気泡を部分充填するとパターン形成は最小限に抑えられる。しかし、炭素発泡体の気泡を、ツール面の表面では最小限、完全充填すればより平滑なツール面が得られる。加えて、複合形成材料がツール面に固着するのを防止するため、分離フィルムの代わりに剥離材の使用に備えてもよい。ツール面より上に真空を作り出すことが望まれるこれらの例では、おそらくツール面表面の炭素発泡体の気泡の充填を含め、ツール面周辺一部の炭素発泡体の気泡にガス不透過性充填材を完全に満たす必要があるかもしれない。加えて、発泡体の機械的性質、たとえば発泡体の強さを高めるため、炭素発泡体の気泡を充填材で部分的に、あるいは完全に満たしてもよい。
【0033】
一部しか充填材で満たしていない炭素発泡体は、気泡に充填する前のCTEと本質的に同じCTEを示すものと予想される。また、炭化充填材は、充填の程度には無関係に炭素発泡体のCTEに対してほとんど影響を及ぼさない。気泡に他の充填材を満たした場合は、充填材を満たす前と後とでフォームのCTEが変化する可能性がある。気泡充填後に観察されるCTEは、炭素発泡体のCTEと充填材のCTEの間の値を示すかもしれない。あるいは、気泡充填材が十分な圧縮性を持つときは、観察されるCTEは炭素発泡体のCTEであるかもしれない。上で述べたように、炭化充填材が、ツール面の炭素発泡体のCTEに非常に近いか、等しいCTEを持つことがあるかもしれない。そのような事例では、ツール面のCTEは炭素発泡体のCTEであろう。
【0034】
本発明の別の実施形態において、ツール面材料と呼ばれる材料は、ツール本体の炭素発泡体表面上に形成、堆積、被覆、層形成、固定またはそれ以外の方法によって置かれ、その結果ツール面の少なくとも一部をなすことができる。ツール面材料は、ツール面の性質およびツール面材料を適用する表面の使用目的によって、比較的厚く使用される場合もあるし、比較的薄く使用される場合もあろう。ツール面材料はツール面全体を覆ってもよい。また、ツール面材料は、ツール面でないツール本体の表面を覆ってもよい。通常、ツール面でない表面を覆った場合、その表面は複合部品の形成に使われる樹脂、その他の材料と接触するかもしれない。炭素発泡体は、ツール面材料を形成および/または堆積する前に、機械加工されるか、別の方法で輪郭削りされ、あるいは形成させて特定の形状をした表面を作り出す。次に、作り出された表面にツール面材料を形成または堆積し、所望の形状および寸法を持つツール面を作ることができる。あるいは、炭素発泡体面の上にツール面材料を形成および/または堆積させたのち、この材料は機械加工されるか、別の方法で形成され、あるいは輪郭削りされて所望形状のツール面を作り出すことができる。炭素発泡体またはツール面材料の機械加工は、ツール本体に境界目印(witness marks)、合わせピン(index pins)などを設けることによって、より精密に所望の寸法に制御することが可能である。
【0035】
ツール面材料の使用は、寸法精度の高いきわめて滑らかなツール面が得られよう。ツール面材料の使用は、形成した複合部品の取り出しも容易になる。通常、ツール面材料によって供されるツール面に対しては、分離フィルムまたは剥離材が使用される。加えて、ツール面材料のCTEは、形成される複合部品のCTEおよびツール面材料を支持するツール本体部分と適合することができよう。このような適合は形成された複合部品の寸法および構造の精度を保証する。加えて、このような適合は、自然硬化とは異なり、次に行われるツールにおける部品の硬化に対する備えとなるものである。特定の実施形態において、ツール本体、ツール面、ツール面材料および複合材料のCTEは、実質的に似ているか、同等である。
【0036】
本明細書で使用されている用語「実質的に似ている」CTEsという表現は、所望の臨界寸法を有し、かつ、複合部品およびツール面の膨張および収縮が同じでないために、製造された複合部品がツールに捕捉されたり、保持されたり、あるいはツールから飛び出したりすることがないよう、CTE値が十分に近いか、複合部品およびツール面の膨張および収縮が同じでないために、ツール面が損傷を受けることがないよう、CTEが十分に近いことを意味する。ツール面材料のCTEが、その下の炭素発泡体のCTEに適合しない場合、ツール面は、2つの材料の中間のCTEを示すかもしれない。そのような現象は、他の方法では得られないツール面のCTEを実現する方法を提供するかもしれない。ツール面材料の薄い層からなるツール面は、その下にある炭素発泡体のCTEを示すことが予想される。特に、多少とも弾性を有するツール面材料の非常に薄い層の場合は、このようなことが起きるかもしれない。
【0037】
ツール面材料としては、いくつかの異なる材料が、単独で、あるいは組み合わせによって使用することができよう。これらの材料には、たとえば単独で、または組み合わせで使用されるフェノ―ル樹脂、ポリイミド樹脂、BMI樹脂、エポキシ樹脂、などの硬化樹脂や、プリプレグ(prepegs)、接着フィルム、被膜などが含まれる。ツール面材料としては、複合体、たとえばファイバーグラス、炭素繊維、カーボン−カーボンならびに他の繊維状および微粒子複合材料を含む他の類似材料であり得る。さらに、INVAR(登録商標)、炭化ケイ素、ジルコニアセラミックス、およびその他の金属およびセラミックスもツール面材料であり得る。これらのタイプのツール面材料は、たとえばアークおよびフレームスプレー法や蒸着法などの技術を使って炭素発泡体上に堆積させることにより、ツール面を形成することができる。好適なツール面材料は基本的にガス不透過性であろう。金属、セラミックスおよび炭素複合材料はCTEが小さく、特にCFCの製造に使われるツールのためのツール面材料として特に有用である。
【0038】
樹脂および/または樹脂をベースにした複合ツール面材料を置くのを助ける補助手段として炭素発泡体ツール本体内部を真空にすることができる。さらに、ツール本体上に置いたあと、ツール面材料が、表面に好ましくない多孔構造を見せないよう、ツール面材料を薄い樹脂層で被覆して孔をふさぐことができる。ツール面材料表面の多孔構造へのこのような薄い樹脂層の浸透は、炭素発泡体ツール本体の内部を真空にすることで促進され得る。
【0039】
さらに、ツールによって形成される複合部品の表面に組織(texture)を付与するように、ツール面を形成することができる。このパターンのポジ像が、形成される複合部品の表面に付与されるように、ツール面に寸法的にネガのパターンを書き込むことができる。このようなパターンには、複合部品の外形および/または組織を決めるための複数個の異なる組織、ハッチング、けがき線などの組み合わせが含まれる。また、ツール面の表面は均質でなくともよい。たとえば、ツール面のある部分は第一の組織を持ち、ツール面の別の部分はそれとは異なる組織を持つ。
【0040】
ツール本体の幾何学的形状はたとえばマンドレル様の形状である。その場合、ツール面は、このマンドレル様の形状をした外表面であろう。つづいて、マンドレル表面(すなわちツール面)には、樹脂を含浸させた紙、織物、繊維などが手作業で、あるいは自動化した手段で置かれ、表面、通常は、その寸法が外側マンドレル表面の寸法を忠実に反映する内表面を持つ複合部品を形成する。
【0041】
さらに、ツール面は、空洞および/または突起を持つオス部品および/またはメス部品の形をしており、向かい合うツール面は反対の形をしている。本発明において、向かい合うツール面の一方の少なくとも一部は、ツール本体に導入された炭素発泡体によって規定されるか、あるいはツール本体の炭素発泡体によって少なくとも部分的に支持されたツール面材料の表面によって規定される。このような向かい合うツール面の間の空隙は、複合形成材料で満たすことができる。これらの材料を硬化させたのち、形成される複合部品の形状は、オス型ツール面とメス型ツール面間の空隙の形状を模する。また、ツール面か、またはツール面として働く空洞の壁の一つの表面を準備する少なくとも一つの表面を有するただ一つのツール本体を持つことも可能である。ツール本体にはカバーを導入してもよい。そのようなカバーとしては、プラスチック材料、エラストマー材料、たとえばシリコンエラストマーのシートまたはメンブラン、あるいはその他のフレキシブルなシート材料からなるフレキシブルカバーであり得る。カバーは表面または空洞を覆うように置いて閉鎖空間を形成することができる。形成された閉鎖空間を真空にすることができる。閉鎖空間の外側の大気圧による力は、カバーを変形させて、複合形成材料に接触させる。この接触によってこれらの材料は表面または空洞の壁に押しつけられる。複合形成材料を硬化させると、表面またはツール本体の空洞の壁の形状を持つ複合部品が作られる。
【0042】
本発明のツールを使って複合部品を形成するのに適する複合形成材料には、関連技術分野で公知の材料が包含される。好適なマトリックス材料には、樹脂、プリプレグ、ビニルエステル、接着フィルムおよび被覆材などがあるが、これらに限定されるものではない。樹脂は熱可塑性樹脂でもよいし、熱硬化性樹脂でもよく、触媒を働かせることもできる。好適なマトリックス材料の別の例は、エポキシ樹脂である。このような樹脂は、一般に、ビスフェノールAの低分子量グリシジルエーテルから作られる。このような樹脂は、分子量によって、液体樹脂から固体樹脂にまで亘り、アミン、ポリアミド、酸無水物などの触媒で硬化させることができる。適当な固体樹脂は、他の樹脂および不飽和脂肪酸で変性してもよい。エポキシ樹脂は、繊維に対する接着性に優れており、かつ、ある種の繊維と組み合わせると、その熱膨張係数を、炭素発泡体をベースにしたツールの熱膨張係数に適合させることができる。また、それらの粘度が低いことは、さまざまな強化材の濡れに効果的である。より具体的に述べれば、複合部品の製造において、使用に適する樹脂は、市販の樹脂、たとえば、Dow 330、Gougeon WEST、Gougeon XR02―099―29A、ProSet 125、ProSet 135、ProSet 145、およびMGSのいかなる組み合わせをも包含する。また、ツール面材料に使われる市販の樹脂は、たとえば、PTM&W HT2C、AirTech Toolmaster 2001、JD Lincoln L−956、およびVantico RP 4005を包含する。また、複合部品は、本発明のツールで、ビニルエステルを使って製造することができる。また、本発明における有用なマトリックス材料には、マトリックス材料系の重合または硬化を開始するために使われる触媒、硬化剤、およびその他の硬化剤が包含される。本明細書の目的に合わせて、本明細書では、好適なマトリックス材料は集合的に樹脂と呼ぶ。
【0043】
プリプレグは、本発明のツールを使って複合部品を製造するための複合形成材料として使用するのにも適する。プリプレグはあらかじめ含浸させた(preimpregnated)という語の省略語であり、ツール面に置く前に未硬化マトリックス材料と組み合わされるあらかじめ含浸させた強化材を包含する。プリプレグには、マット、織物、不織材料、およびロビングと樹脂とのいかなる組み合わせをも含むことができる。プリプレグは、すぐ成形できるB段階まで硬化させるのが普通である。プリプレグ材料の別の例は、JD Lincoln L−526のような混合物、JD Lincoln L−956、 ACG、およびAirTech Toolmasterのようなエポキシ/カーボン混合物、および、Bryteのようなエポキシ/ガラス混合物などである。さらに、ツール面材料に対して使用される市販プリプレグ材料には、エポキシ/カーボンの組み合わせ、たとえばJD Lincoln L−956、 ACG、およびAirTech Toolmasterが含まれる。
【0044】
さらに、複合部品は、本発明のツールで接着フィルムを使って製造することができる。接着フィルムは、樹脂の薄い乾燥フィルムで、通常、熱硬化性樹脂でラミネート、たとえば合板の製造における間紙(interleaf)として使われる。積層工程で熱と圧力を加えると、フィルムは両層と接合される。いくつかの市販接着フィルムとしては、たとえば、JD Lincoln L−313 Epoxy、SIA−MA−562、およびSIA−7771 FRなどが挙げられるが、これらに限定されない。
【0045】
本発明のツールで製造される複合材料に使用される強化材には、関連技術分野で知られている強化材のすべてが含まれる。そのような材料には、たとえば繊維(これには一方向繊維およびチョップドファイバが含まれる)、織材料、および不織材料、および布材料を含む形のカ―ボン(グラファイトを含む)、Kevlar、アリールイミド(arimide)、ガラスなどが含まれる。微粒子強化材を使用することもできる。
【0046】
複合形成材料をツール面に置きながらこれらの材料に補強構造を加えることもできる。このような補強構造は、形成される複合部品を強化し、および/または複合部品を取り付けて組み立て体を作るための基礎をなす。これらの補強構造には、特定の幾何的形状を持つ棒、管、薄板、スクリーン、フラット、プレートなどの形が含まれ得る。このような補強構造を構成する材料には、基本的には、十分な強度を持ち、複合形成材料および関係する硬化条件の両方と適当な適合性を備えたいかなる固体材料も含まれる。そのような材料には、金属、セラミックス、プラスチック、木材、ガラス、あらかじめ硬化させた複合材料などが含まれよう。実際の使用では、補強構造は、ツール面上の複合形成材料に導入するか、あるいは複合形成材料の表面に押しつけるように置かれる。複合形成材料を硬化させたのち、望むか、必要な場合には、補強構造は、ねじ、クリップ、接着剤などで、複合部品に固定される。具体的に言えば、強化材は、形成される複合部品と実質的に似たCTEsか、あるいは同じCTEsを持つことが望ましい。
【0047】
複合材料を形成するさまざまな技術が、本発明によるツールと一緒に使用できる。これらの技術は当業者には周知であり、たとえば、手作業によるレイアップ、自動化によるレイアップ、手作業によるスプレーアップ、自動化によるスプレーアップ、樹脂注入成形法(RTM)および真空含浸工法(VARTM)などをあげることができる。さらに、これらの方法を組み合わせて使用することもできる。
【0048】
樹脂注入成形法は、包囲された空間内、たとえばツール本体またはツール面の内部または上に作られた空洞または流路内に液状の熱硬化性樹脂を移送する方法である。強化材、たとえばチョップドファイバは分配前に樹脂に配合することができる。あるいは、繊維強化材は前記空間内、具体的には、ツール面によって規定される空間領域内に置かれる。普通、RTMは、触媒を添加した樹脂、たとえば、エポキシポリマー、ビニルエステルポリマー、メタクリル酸メチルポリマー、フェノール系ポリマー、およびポリエステルを、ツール面によって少なくとも部分的に規定される空間内に移送するか、注入することによって実施される。樹脂は前記空間を満たし、あらかじめ空間内に置かれた強化材の中に浸透する。この方法による場合は、気泡が残ると生成する複合材料の強度が弱くなるので、気泡が混入しないように注意しなければならない。典型的な強化材はファイバーグラスおよび炭素繊維などが挙げられる。
【0049】
樹脂をツール空間に移送しやすくするため、真空系を使用することもできる。この方法は真空含浸工法と呼ばれる。真空系は、適当な装置を使えば多くの複合材料形成工程で使用することができる。本明細書の目的に対しては、真空系は、それに接続することによって閉鎖空間の内部圧力を大気圧よりかなり低い圧力まで下げることができる真空系を指すことに留意しなければならない。すなわち、真空系によって包囲された空間、たとえば閉鎖空間の排気が行われる。通常、真空系は真空ポンプと、それに付属する接続配管とからなる。
【0050】
また、複合部品の形成中に複合形成材料から空気を除くことは、形成される複合部品の寸法および構造精度の確保を促進する。すなわち、このような空気の除去により、形成される複合部品に空気の気泡ができるのを減らすことができるし、排除することさえできる。このように気泡を排除することで複合部品の強度を高めることができる。空気の除去は、普通、複合形成材料を含む閉鎖空間に少なくとも部分的な真空を作ることによって行われる。また、このような閉鎖空間が、少なくとも可撓性の壁またはカバーによって規定される場合、その閉鎖空間を真空にすると、通常は設計によって、可撓性の壁またはカバーに大気圧がかかり、複合材料がツール面に押し当てられるようにすることができる。
【0051】
さらに具体的に述べれば、前記閉鎖空間は、たとえばそこに通じる開口部、ポートおよび/または境界部を閉鎖またはシールすることで作ることができる。これは、ツールの上に置かれる複合材料のレイアップの上および/または下に置かれる真空バッグ、たとえば可撓性の材料のシート、ブリーダークロス(bleeder cloth)および剥離フィルムと、シートの端とで行われ、これらを密封することによって閉鎖空間が作り出される。真空系は、ブリーダークロス、剥離フィルムおよび複合材料のレイアップを含む閉鎖空間に接続される。混入した空気は複合材料のレイアップから機械的に排出され、真空系によって除去される。複合部品は、制御された温度および圧力条件の下で時間をかけて硬化される。複合形成材料および/または最終的な製品の特性によって、複合形成材料は、およそ環境温度から約400゜Fまでの範囲の温度および水銀柱で約0から約28までの真空範囲で硬化され得る。これらの範囲は使用される樹脂の種類によって変わる。すなわち、任意の好適な温度および/または圧力が使われ得る。
【0052】
さらに、炭素発泡体を既存の複合材料ツールに導入して本発明の利点を与えることも可能である。このような導入は、性能の向上、修理の実行、または別の点で本発明の利点を備えることである。このような導入は本発明の範囲内で完全に実現される。
【0053】
本発明の実施形態は、少なくとも部分的に炭素発泡体からなるツール本体と関連している。ツール本体の少なくとも一部を含む炭素発泡体の表面はツール面の材料を支持する。ツール面の材料の表面、すなわちこの実施形態では炭素繊維複合材料の表面はツール面を規定する。炭素発泡体は、そのCTEが、ツールによって形成される硬化させた複合材料のCTEと実質的に似ているか、同じになるように製造または選定される。使用時、ツール面は剥離材で被覆される。それから、ツール面に炭素複合形成材料が置かれ、ツール面はその材料で本質的に一様に覆われる。形成材料の複合体は、ツール面に対して圧され得る。つづいて、複合形成材料を加熱温度で硬化させて炭素繊維複合材料となし、それをツールから取り出す。
【0054】
次ぎに、添付図面を参照しながら、本発明の実施形態について詳しく述べる。これらの実施形態のさまざまな態様は、本発明の教示する内容のもとに組み合わせることによって、さらに追加的な実施例が得られるが、ここではそれらについては具体的な記述はしないことにする。したがって、ここに挙げる実施形態は、単に本発明を説明するためのものであって、これによって本発明の範囲が限定されるものではない。
【0055】
図1は、本発明によって、少なくとも一つの複合部品を作るためのツールおよびシステムの第一の代表的実施形態である。このツールでは、複合部品の形成にマンドレル型のツール本体が使用される。
【0056】
図1は、マンドレル100を備える再使用可能なツールの断面図である。マンドレルは、図1に矢印で示すように、備えられるシャフト110を軸として反時計方向に回転する。マンドレルは炭素発泡体120を備える。炭素発泡体の外表面は、この実施例に示すように、ツール面材料130で被覆され得る。ツール面材料は炭素複合体であり得る。あるいは、炭素発泡体の気泡、少なくとも炭素発泡体表面上のそのような気泡は、充填材で満たされ得る。マンドレルの外表面はツール面140である。ツール面140は、好ましくは剥離材で被覆される。十分な長さの繊維を長手方向に配置した束150は、繊維が、通常は張力を受けて、回転するマンドレルの円周の周りに引き取られる(すなわち巻き取られる)ように、回転するマンドレルと接線をなして接するように向けられる。繊維は、効果的な複合強化材であることが知られているタイプの、任意の繊維である。そのような繊維はたとえばガラスまたはカーボンで構成され得る。繊維には、マンドレルと接触する前、接触している間、および/または接触したあとで、樹脂が注入される。あるいは、繊維の束には長手方向に配列させた繊維プリプレグが使用される。プリプレグまたは樹脂を注入した繊維の束は、プリプレグまたは樹脂を注入した繊維が所望の厚さになるまで、マンドレルの円周の周りに引き取られる。通常、繊維の束とマンドレルとの接線方向の接触は、繊維プリプレグまたは樹脂を注入した繊維が、マンドレルの長さに沿って一様に配置されるように、マンドレルの回転軸に対して平行に移動される。プリプレグまたは樹脂を注入した繊維が所望の厚さになったら、マンドレルへの繊維の供給は停止し、マンドレルの回転を止める。それから、マンドレル上のプリプレグまたは樹脂を注入した繊維の被膜は覆を硬化される。いくつかのプリプレグおよび樹脂によっては、硬化させるためにマンドレル上の注入された繊維被膜を加熱することが好ましいか、必要である。加熱は、オートクレーブ、加熱炉、個別加熱エレメント、および/またはその他の類似加熱装置を使って行うことができる。個別加熱エレメントは、ツール本体の外部に設置してもよいし、あるいは内部に設置してもよい(すなわち、内側に埋め込んでもよい)。硬化されると、樹脂を注入した繊維被膜は複合部品を形成する。次に、複合部品はマンドレルから取り出される。複合材料の硬化に熱を使用する場合、マンドレルおよび複合体の相対的なCTE値が重要になる。複合部品のCTEが、マンドレルのCTEより小さいか、本質的に同じであれば、複合部品はマンドレルから容易に取り外すことができる。しかし、複合部品の内側の寸法は、加熱されていないマンドレルの外径のそれよりも大きいかもしれない。複合部品のCTEが、マンドレルのCTEより大きいと、複合部品はマンドレルに「くい込む」おそれがあり、損傷なしにマンドレルから取り外すことは、不可能ではないにしても、困難である。
【0057】
注意しなければならないのは、マンドレルが、必ずしもこの実施形態で示したように回転する必要はないという点である。たとえば、マンドレルは時計回りに回ってもよい。あるいは、マンドレルは、静止したままでもよく、プリプレグまたは樹脂を注入した繊維束は、静止したマンドレルの外周の周りに巻き取られるような方向に向けられる。
【0058】
図2は、本発明によって少なくとも一つの複合部品を作るためのツールおよびシステムの第二の代表的実施形態である。
【0059】
図2は、少なくとも部分的に炭素発泡体からなるツール本体200を備える再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、あるいは形成されてツール面210となる。このツール面は、炭素発泡体の表面に沿って210−Aから210−Bまでのびている。このツール面の表面は、非透過性分離シート220で覆われる。分離シートは、ツール面を覆うだけでなく、他のツール表面と、複合形成材料との望ましくない接触を防止するために、ツール面に近接する表面も覆う。複合形成材料230は、ツール面を覆う分離シート上に置かれる。これらの複合形成材料は、実質的に一様に分布するように、機械を使って、あるいは手で、ツール面を覆う分離シートの領域の上に置かれる。さらに、複合形成材料は、ツール面を覆う分離シートに押しつけられる。この押しつけ操作によって、複合形成材料はツール面の形状にぴったり適合することになる。さらに、ツール面が未充填炭素発泡体であるため、ツール面上の未充填炭素発泡体の気泡を表す、あるタイプのパターン形成を、ツール面によって規定される複合部品の表面に付与する。
【0060】
次に、複合形成材料を硬化すると、ツール面によって付与された形状を持つ複合部品が作られる。いくつかの複合形成材料によっては、硬化させるために、複合形成材料を加熱することが好ましいか、あるいは必要である。加熱は、オートクレーブ、加熱炉、個別加熱エレメント、および/またはその他の類似加熱装置を使って行うことができる。個別加熱エレメントは、ツール本体の外部に設置してもよいし、あるいは内部に設置(すなわち、埋め込み)してもよい。すでに述べたように、加熱すると、加熱された材料はすべて寸法が変化する。このような寸法変化の大きさは、個々の材料のCTEによって変化する。この実施例およびこの明細書に含まれるすべての実施例に対して、ツール面および形成される複合部品のCTEは、似ているか本質的に同一であることが好ましく、形成される複合部品がCFCの場合がその事例に当たろう。複合部品のCTEが、ツール面のCTEと似ていないか、本質的に同一でない場合は、複合部品のサイズが、所望の臨界寸法に適合しない可能性がある。さらに、複合部品のCTEがツール面のCTEより大きい場合は、複合部品はツール面に「くい込む」おそれがあり、ツール面または複合部品を傷つけないでツール面から取り外すことは、不可能ではないにしても、困難である。
【0061】
この実施例はいくつかの方法やり方で改変することができる。たとえば、ツール面は、炭素発泡体で支持されたツール面材料の表面であり得る。あるいは、炭素発泡体ツール面の気泡を充填材で完全に満たしてもよい。両改変に対しては、分離シートを剥離材に替えることが可能であろう。当業者であればそのほかの改変も明らかであろう。
【0062】
図3は、本発明によるツールの第3の代表的実施例である。
【0063】
図3は、少なくとも部分的に炭素発泡体からなるツール本体300を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、実質的にガス不透過性のツール面材料310を支持する。このツール面材料の露出した表面部分は、所望の形状に輪郭削りされるか、別の方法で形成され、ツール面320を作り出す。このツール面は、320−Aから320−Bまでのびている。ツール面330に近いツール本体表面もガス不透過性ツール面材料で仕上げられる。ガス不透過性カバー340が、ツール面、ツール面近くのツール本体の表面、および複合形成材料350を包囲する。カバーは、たとえばプラスチックのような可撓性の材料で作ってもよいし、炭素質発泡体や金属などのような剛直な材料で作ることもできる。
【0064】
炭素発泡体をカバーとして使う場合は、少なくとも複合形成材料と接触することが予想される炭素発泡体の表面は、ツール面材料、気泡充填材、または分離シートで被覆され得る。すなわち、炭素発泡体をカバーとして使用することは、本発明の記載のように、ツール本体に炭素発泡体が導入される場合とほとんど同じようにして行われ得る。カバーがガスの通過に対して不透過性であるためには、炭素発泡体のカバーを被覆する必要がある。さらに、カバーとして使用される任意の剛直な材料は、複合形成材料と接触することが予想される表面上で、輪郭削りされるか、形成されるか、別の方法で賦形され、その結果、ツール本体のそのツール面から、複合形成材料の反対側にツール面を形成する。つづいて、この第二のツール面は、複合形成材料表面に形を与える。この表面は、ツール本体のツール面が作り出す表面に対して、形成される複合部品の反対側にあることになる。分離シートおよび剥離材は、任意の表面、特に、複合形成材料が接触することが予想される表面に適用され得る。
【0065】
ツール本体とカバーとが交差する箇所は、交差箇所の全周囲の周りに開口部355を形成する。この開口部は、大気またはガスを通さない境界を作る必要があるので、さまざまな材料360で密封され得る。これに適する材料は、密封作用を備えながら、カバーと複合材料との接触を考慮した材料である。例をあげれば、テープ、ガスケット材、すき間ふさぎ用材料、シール材などが開口部の密封に使用できよう。ツール本体のカバー(図3に図示)または開口部には接続ポート370が設けられ、この接続ポートは、ツール本体、ツール面、カバーおよびいずれかの開口部シール剤によって規定される空間に通じている。この接続ポートには真空系380が接続される。
【0066】
開口部および接続ポートが、シールまたは別の方法で閉鎖されると、ツール面上の複合形成材料は、閉鎖空間390の中に収容される。ツール本体およびカバーの表面、ならびにツール本体とカバーとの間の開口部は密封されるか、あるいは他の方法でガスが透過しないようにされ、この閉鎖空間は実質的に密封され得る。
【0067】
使用時には、複合形成材料はツール面に置かれ、ツール本体とカバーとの間の開口部は、接続ポート以外は密封される。真空系を作動させると、閉鎖空間および閉鎖空間に含まれる複合強化材から空気が排除される。真空系を作動させると大気圧が局所的に作用し、カバーが、複合形成材料の外側境界部に押しつけられる。その結果、カバーはツール面に接してこれらの材料を押すことになる。また、カバーが剛直な材料で作られている場合は、カバーの形状が、そのカバーの内表面に隣接する複合部品表面の形状に影響を及ぼす。すなわち、剛直なカバーは第二のツール面として働くことができる。
【0068】
次に、複合形成材料を硬化させると、ツール面によって形状が付与された複合部品ができあがる。いくつかの複合形成材料については、複合形成材料を加熱することが硬化させるために好ましいか、または必要である。カバーに追加的な圧力を加え、そして/または複合形成材料を加熱、硬化させるために、ツールおよびカバーの組立体をオートクレーブ中に置くこともできる。閉鎖空間に収容された複合形成材料を硬化させて複合部品を作るには、他のデバイス、たとえば加熱炉および/または個々の加熱エレメントを使って、閉鎖空間に収容された材料を加熱することも考えられる。望めば、個々の加熱エレメントをツール本体内に埋め込むことも考えられる。複合体の形成に使用される樹脂の性質によっては、室温または環境温度でも材料を硬化させて複合部品を製造するのに十分であり得る。
【0069】
上で述べたように、加熱すると加熱された材料はすべてその寸法に変化が生じる。このような寸法変化の大きさは個々の材料のCTEsに依存している。ツール面と、形成される複合部品のCTEとは、実質的に似ているか同じであることが好ましく、形成される複合部品およびツール面材料がCFCの場合がその事例に当たろう。
【0070】
図4は、本発明によるシステムの第四の代表的実施例である。
【0071】
図4は、少なくとも部分的に炭素発泡体からなるツール本体400を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、不透過性ツール面材料405を支持する。このツール面材料の露出した表面部分は、所望の形状に輪郭削りされるか、別の方法で賦形され、ツール面410を提供する。このツール面は、410−Aから410−Bまでのびている。ツール面415に近いツール本体表面も不透過性ツール面材料で仕上げられる。カバー420は、ツール面、ツール面に近いツール本体表面、および複合強化材425を包囲する。複合強化材は繊維であってもよい。カバーは、たとえばプラスチックのような可撓性の材料で作ってもよいし、炭素質発泡体や金属などのような剛直な材料で作ることもできる。
【0072】
炭素発泡体をカバーとして使う場合は、複合形成材料と接触することが予想される炭素発泡体の表面は、ツール面材料、気泡充填材、または分離シートで被覆され得る。すなわち、炭素発泡体をカバーとして使用することは、本発明の記載のように、ツール本体に炭素発泡体が導入される場合とほとんど同じようにして行われ得る。カバーがガスの通過に対して不透過性であるためには、炭素発泡体のカバーを被覆する必要がある。さらに、カバーとして使用される任意の剛直な材料は、複合形成材料と接触することが予想される表面上で、輪郭削りされ得るか、形成され得るか、別の方法で賦形され得、その結果、複合形成材料に対して、ツール本体のそのツール面とは反対側にツール面を形成する。つづいて、この第二のツール面は、複合形成材料表面に形を与える。この表面は、ツール本体のツール面が作り出す表面とは、形成される複合部品の反対側にあることになる。分離シートおよび剥離材は、任意の表面、特に、複合形成材料が接触することが予想される表面に適用され得る。
【0073】
ツール本体とカバーとが交差する箇所は、交差箇所の全周囲の周りに開口部430を形成する。この開口部は、空気またはガスを通さない境界を作る必要があるので、さまざまな材料435で密封され得る。これに適する材料は、密封作用を備えながら、カバーと複合材料との接触を考慮した材料である。例をあげれば、テープ、ガスケット材、すき間ふさぎ用材料、シール材などが開口部の密封に使用できよう。(この実施例に示すように)カバーまたは開口部430には第一接続ポート440が設けられており、この接続ポートは、ツール本体、ツール面、カバーおよびいずれかの開口部シール剤によって規定される空間に通じている。複数の第一接続ポートを使用することも可能である。第一接続ポートには真空系445が接続される。(この実施例に示すように)カバーまたは開口部430には第二の接続ポート450が設けられていて、この接続ポートは、ツール本体、ツール面、カバーおよびいずれかの開口部シール剤によって規定される空間に通じている。第二接続ポートには大気に開いた樹脂レザバ455が接続される。
【0074】
開口部および接続ポートが、シールか、または別の方法で閉鎖されると、ツール面上の複合形成材料は、閉鎖空間460の中に収容される。ツール本体およびカバーの表面、ならびにツール本体とカバーとの間の開口部は密封されるか、または別の方法でガスが透過しないようにされ、この閉鎖空間は実質的に密封され得る。
【0075】
使用時には、複合強化材はツール面に置かれ、ツール本体とカバーとの間の開口部は、接続ポート以外は密封される。真空系を作動させると、閉鎖空間と、閉鎖空間に含まれる複合強化材から空気が排除される。また、真空系を作動させると、大気圧が局所的に作用し、カバーが、複合強化材の外側境界部に押しつけられる。その結果、カバーはツール面に接してこれらの材料を押すことになる。また、カバーが剛直な材料で作られている場合は、カバーの形状が、そのカバーの内表面に隣接する複合部品表面の形状に影響を及ぼす。
【0076】
また、真空系を作動させると樹脂レザバにいれられた樹脂はレザバから閉鎖空間へ移送される。樹脂を移送するため、任意選択的にポンプが使用され得る。閉鎖空間内の樹脂は、複合強化材の中に浸透して複合形成材料を形成する。強化材を用いて所望の複合組成物を作るために必要な量の樹脂が閉鎖空間に移送されると、第二接続ポートを閉じる。
【0077】
強化材を樹脂と一緒に注入し終わったら、複合形成材料を硬化させ、ツール面によって形状を付与した複合部品を作る。いくつかの複合形成材料によっては、これを加熱することが硬化させるために好ましいか、あるいは必要である。カバーに追加的な圧力を加え、そして/または複合形成材料を加熱、硬化させるために、ツールおよびカバーの組立体をオートクレーブ中に置くこともできる。樹脂の移送はオートクレーブ中でも行われ得る。閉鎖空間に収用された複合形成材料を硬化させて複合部品を作るには、他のデバイス、たとえば加熱炉および/または個々の加熱エレメントを使って、閉鎖空間に収容された材料を加熱することもできる。望めば、個々の加熱エレメントをツール本体内に埋め込むこともできる。複合体の形成に使用される樹脂の性質によっては、室温または環境温度でも材料を硬化させて複合部品を製造するのに十分であり得る。
【0078】
上で述べたように、加熱すると加熱された材料はすべてその寸法に変化が生じる。このような寸法変化の大きさは個々の材料のCTEsに依存している。特にツール面と、形成される複合部品のCTEとは、実質的に似ているか同じであり、形成される複合部品およびツール面材料がCFCの場合がその事例に当たろう。
【0079】
図面を引用しながら説明するこの実施例のツールの使用方法(tooling)は、当業者によれば、VARTM(真空含浸工法(Vacuum Assisted Resin Transfer Molding))の例として分類することができる。この実施例の教示にわずかな改変を加えれば、RTM(樹脂注入成形法(Resin Transfer Molding))の例示的な例となり得る。これらの改変は、真空系を取り去って閉鎖空間に開口部を設けることである。閉鎖空間に開口部を設けることは、開いた接続ポートを使用するか、カバーとツール本体との間の開口部を密封しないことによって行われ得る。
【0080】
RTMでは、複合強化材がツール面に置かれる。
【0081】
次に、一般にはポンプの作用により樹脂レザバ中の樹脂を樹脂レザバから開口部を持つ閉鎖空間に移送する。閉鎖空間内の樹脂は、複合強化材に浸透して複合形成材料を形成する。十分な量の樹脂を閉鎖空間および/または強化材に移送したら第二接続ポートを閉じる。
【0082】
図5は、本発明によるシステムの第五の代表的実施例である。
【0083】
図5は、少なくとも部分的に炭素発泡体からなるツール本体500を備えた、再使用可能なツールの断面図である。このツール本体は、上側部分500−Aと下側部分500−Bとの二つに分割される。この実施例では図示されていないが、2つ以上の部分を一つのツール本体として使用することもできよう。これらの部分の表面は、分離表面505と呼ばれる相互の表面で密接する。各部分の分離表面の一部は、機械加工されるか、輪郭削りされるか、成形されるか、別の方法で賦形されて、所望の寸法のツール面510を作り出す。各部分のツール面は、ツールで製造するために計画された形状および複合部品の寸法を有する空間515が規定されるように分離表面上に置かれる。さらに、ツール面は、各部分の分離表面がツール面の外縁部で互いに接触するように分離表面上に置かれる。分離表面の接触領域は所望に従い、あるいは必要性に応じて、テープ、ガスケット材、すき間ふさぎ用材料、シール材など、多様な材料で密封され得る。本実施例ではツール上半分のツール面は520−Aから520−Bまでのびている。ツール下半分のツール面は520−Cから520−Dまでのびている。
【0084】
各部分について、ツール本体に導入した炭素発泡体表面が、ツール面材料525を支持する。このツール面材料は、ツール面の表面と、好ましくは各部分の分離表面とを形成する。このツール面材料は、好ましくは炭素繊維複合体である。あるいは、ツール本体の上半分および下半分の炭素発泡体表面はツール面および/または分離表面としての役割を果たし得る。この炭素発泡体の気泡は部分的充填されてもよいし、完全に充填されてもよい。所望し、かつそれが適当であれば、分離シートおよび剥離化合物を使用することができる。これらの方法は、単独に行ってもよいし、組み合わせて行ってもよい。
【0085】
縦孔は、ツール面によって規定される空間とツール本体の外とを連絡する。通気用縦孔530は、空間最上部と大気とを連絡する。このタイプの縦孔は、ツール本体の上部に設けるのが最も好都合である。別の縦孔535は、樹脂を含むレザバ540に連絡する。このタイプの縦孔は、空間の最も低い位置に連絡する。
【0086】
使用時、複合強化材は、ツール面によって規定される空間に置かれる。次に、付属するレザバから、普通はポンプの作用によって、樹脂を空間へ供給する。樹脂は空間を満たし、強化材に浸透する。樹脂が、空間と大気とを連絡する縦孔に入ったら樹脂の供給を止める。
【0087】
次ぎに、複合形成材料を硬化させると、ツール面によって賦形された複合部品ができあがる。いくつかの複合形成材料を硬化させるとき、複合形成材料によっては加熱することが好ましい場合や、必要な場合がある。加熱は、オートクレーブ、加熱炉、個別加熱エレメント、および/または他の類似加熱デバイスを使って行うことができる。個別加熱エレメントは、ツール本体の外部にあってもよいし、あるいは内部にあってもよい(すなわち、内部に埋め込まれてもよい)。上で述べたように、加熱すると加熱された材料はすべて寸法が変化する。このような寸法変化の大きさは、個々の材料のCTEによって変化する。具体的には、ツール面および形成される複合部品のCTEは、似ているか、本質的に同一であって、形成される複合部品およびツール面材料がCFCの場合がその事例に当たろう。
【0088】
図面を引用しながら説明するこの実施例のツールの使用方法は、当業者によれば、RTM(樹脂注入成形)法の一例に分類できる。この実施例の教示にわずかな改変を加えれば、VARTM(真空含浸工)法の例示的な例になり得る。これらの改変では、通気用縦孔と連絡するのは大気よりも真空系である。ツール面、分離表面、および/または分離表面の接触領域をガス不透過性にするためには、これらの密封性をもっと高める必要があるかもしれない。
【0089】
図6は、本発明によるシステムの第6の代表的実施例である。
【0090】
図6は、少なくとも部分的に炭素発泡体からなるツール本体600を備える、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体表面は、所望の形状に輪郭削りされるか、別の方法で賦形されて、ツール面605を作り出す。図6に示すように、ツール面は、605−Aから605−Bまでのびている。このツール面に導入される炭素発泡体の気泡は、ツール面のガス透過性を残しておくために、部分的な充填にとどめておくことができる。あるいは、炭素発泡体が、ガス透過性ツール面材料を支持する。そして、ツール面材料の露出表面部分が、所望の形状に輪郭削りされるか、別の方法で賦形されて、ツール面を作り出す。ツール面および接続領域610を除いて、ツール本体の外表面領域は、ガス不透過性材料615で密封される。第一接続ポート620を接続領域に設ける。この接続ポートは真空系625に連結される。
【0091】
ツール面のすぐ周辺を囲むツール本体表面630に、上フレーム635および下フレーム640の、二つのフレームを取り付ける。各フレームは、弾性ガス不透過性メンブランを保持している。上フレームは上メンブラン645を保持する。下フレームは下メンブラン650を保持する。これらのフレームは同じサイズのフレームであり、両メンブランの間に第一の閉鎖空間655が形成されるように重ね合わせられている。さらに、重ね合わされたフレームは、ツール面と下メンブランとの間に第二の閉鎖空間660が形成されるように、ツール面のすぐ周辺を囲むツール本体の表面上に置かれる。想定外のガスがこれらの空間で移動したり、空間から外に移動したりしないように、フレーム同士の間、および下フレームと、ツール面のすぐ周辺を囲むツール本体表面との間にシール材665を使ってこれらの閉鎖空間を密封することができる。シール材としては、テープ、ガスケット材、ウェザーストリップ材、シール材など、さまざまな材料が使用できる。第二接続ポート670をフレーム同士の間か、または上メンブランに設けて、第二接続ポートによる第二真空源675と第一閉鎖空間との間の連通を確保する。
【0092】
使用時、複合形成材料680は、第一閉鎖空間に置かれる。真空系を作動させて第一閉鎖空間および第二閉鎖空間から空気を除く。ここで、第二閉鎖空間から除かれる空気は、ツール本体を通過して第一接続ポートに至り、そこから真空系に吸引される点に留意する必要がある。第一閉鎖空間を真空にすることで、複合形成材料から空気が除去される。第二閉鎖空間を真空にすると上メンブランに環境大気圧が作用することによって、エラストマーで作られたメンブランが湾曲する。その結果、複合形成材料が押されてツール面に当たる。
【0093】
次に、複合形成材料を硬化させると、ツール面によって賦形された複合部品ができあがる。いくつかの複合形成材料によっては、複合形成材料を硬化させるときに加熱することが好ましい場合や、必要な場合がある。硬化させるために、複合形成材料にさらに圧力を加えてこれらの材料を加熱するために、ツールをオートクレーブに入れてもよい。閉鎖空間内に収容された複合形成材料を硬化させるために、閉鎖空間内に収容された材料を加熱するには、他の加熱装置、たとえば加熱炉および/または個別加熱エレメントが使用され得、その結果、複合部品が形成される。個々の加熱エレメントは、望めば、ツール本体に埋め込むことができる。複合体の形成に使用する樹脂の性質によって、たとえば材料を硬化させて複合部品を作るのに、室温または環境温度で十分な場合もあろう。
【0094】
上で述べたように、加熱すると加熱された材料はすべて寸法が変化する。このような寸法変化の大きさは、個々の材料のCTEによって変化する。具体的には、ツール面および形成される複合部品のCTEは、似ているか、本質的に同じであって、形成される複合部品とツール面材料とがCFCの場合がその事例に当たろう。
【0095】
図7は、本発明によるシステムの第7の代表的実施例である。
【0096】
図7は、少なくとも部分的に炭素発泡体からなる再使用可能なツールの第一の半分の三次元図である。ツール本体700のこの部分は、分離表面705を有する炭素発泡体からなり、形状710に、機械加工されるか、賦形されるか、成形されるか、別の方法で形成される。この図面においてこの部分の形は半球である。通路715も、炭素発泡体の分離表面に機械加工されるか、賦形されるか、成形されるか、別の方法で形成される。この通路は、ツール本体の一部の分離表面を形状からその表面の端まで走っている。
【0097】
再使用可能なツール本体の第二の半分(図示されていない)は分離表面を有する。この第二の半分も、通路と、分離表面に、機械加工されるか、賦形されるか、成形されるか、別の方法で形成された形状とを有する。第二の半分のこの通路および形状は、第一の半分のそれらと鏡像の関係にあり得る。第二の半分の分離表面は、それが第一半分の分離表面と寸法的に鏡像関係になるように構成され得る。そうすれば、第一の半分および第二の半分の分離表面を一つに合わせたときにぴったり適合し得る。特に、通路が、存在する場合は、表面を横切って、第一の半分の通路が接触する端と、本質的に鏡像関係にある溝にまで達するように、第二の半分を設計することができる。
【0098】
通路と形状がツール本体の両半分に付与する形はツール面を構成する。分離表面と平行な面からツール面のあらゆる部分に線を引けば、これらのツール面はいかなる形をなすことができる。ツール面の表面は、炭素発泡体でもよいし、充填された炭素発泡体でもよい。あるいは、ツール面材料の層を炭素発泡体上に形成させてツール面とすることもできる。これらのツール面材料は、炭素繊維複合体を含め、当該分野で公知の任意の材料であり得る。
【0099】
使用する時は、ツール本体の半分を分離面で一つに合わせる。その場合、合わせピンか境界目印を使用すれば2つの半分を正しく合わせることができる。分離表面の接触を維持するにはさまざまな方法が使用され得る。そのような方法の例としてクランプ留め、ボルト留め、およびストラップ留めなどが挙げられ得るが、これらに限定されるものではない。複合形成材料、たとえば粒子を含む樹脂または短繊維強化材を通路にそそぎ込まれ得る。複合形成材料は、通路を通って、ツール面の形状で規定される空間に運ばれる。あるいは、ツール面の形状によって規定される空間に複合強化材、たとえば繊維が置かれ得る。通路に導入される樹脂は、この複合強化材の中に浸透して複合形成材料を形成し得る。望めば、複合形成材料がツール面を均等に被覆するように、ツール本体の向きを変えたり、そして/または回転させたりすることができる。
【0100】
両半分を分離面で一つに合わせる前に、ツール本体の両半分の形状部分に複合強化材を満たすことも可能である。両半分を合わせたら、通路内に樹脂を流し込むことができる。樹脂は重力によって、ツール面の形状部分で規定された空間に移送される。あるいは、ポンプを使って樹脂をツール面の形状部分で規定された空間に送り込むこともできる。樹脂は、この空間の中で強化材の中に浸透し、複合形成材料を形成する。
【0101】
次に、複合形成材料を硬化させると、ツール面によって賦形された複合部品ができあがる。いくつかの複合形成材料によっては、複合形成材料を硬化させるときに加熱することが好ましい場合や、必要な場合がある。硬化させるために、複合形成材料にさらに圧力を加えてこれらの材料を加熱するには、ツールをオートクレーブに入れてもよい。ツール空間内に収容された複合形成材料を硬化させるために、ツール空間内に収容された材料を加熱するには、他のデバイス、たとえば加熱炉および/または個別加熱エレメントの使用も考えられる。個々の加熱エレメントは、望めば、ツール本体に埋め込むことができる。複合体の形成に使用する樹脂の性質によって、たとえば材料を硬化させて複合部品を作るのに、室温または環境温度で十分な場合もあろう。
【0102】
図8A、8B、および8Cは、本発明によるシステムの第8の代表的実施例である。
【0103】
図8A、8B、および8Cは、本発明による複合ツールの再使用可能なツール本体の製造方法を説明する図である。図8Aは、炭素発泡体ブロック800の説明図である。炭素発泡体ブロックは、ツール本体の少なくとも一部からなる。炭素発泡体ブロックは、所望の任意の望むいかなる幾何学的形状でも作ることができる。さらに、この炭素発泡体は、2つ以上の個別の炭素発泡体ブロックからなり得る。この図解例では、ツール本体の炭素発泡体ブロック800を作るために、3個の炭素質発泡体ブロック802、804、および806が、接着物質またはそれに類するもので一つにつなぎ合わされる。個々の炭素発泡体ブロックのつなぎ合わせに使用される接着材料物質は、たとえば、接着フィルム、樹脂などであり得る。さらに具体的には、市販の接着剤が使用され得る。たとえば、Graphi Bond 551、Expandoおよび/または耐火セメントが使用可能である。特に、CTEが実質的に似ているか、あるいは同じになるように、さまざまな炭素発泡体ブロック802、804、および806が作られる。あるいは、単一の炭素発泡体ブロックを使ってツール本体800を作ることもできる。
【0104】
次に、炭素発泡体ブロック800の表面は、所望の幾何学的形状810に賦形される。たとえば、炭素発泡体ブロック800の表面812は、所定の幾何学的形状に機械加工される。通常、炭素ブロックの賦形表面の寸法は、ツール面材料、本実施例の場合は、形成されて最終的にはツール面を規定することになるラミネートの寸法に合わせて調整される。すなわち、ツール面材料は、使用されることを想定しない場合より、輪郭をわずかに大きめに形削りされ得る。
【0105】
図8Bに示すように、賦形した後、炭素発泡体ブロック800の賦形表面812上に、樹脂および強化材のラミネート814が配置される。このラミネートはツール面材料を構成する。通常、ラミネートの形成に使用される材料は、硬化後のラミネートと炭素発泡体ブロック800のCTEが、実質的に似ているか同じになるように選定される。炭素発泡体ブロックと反対側のラミネート814の表面は、ラミネートの硬化が終わると、ツール本体のツール面として働く。それゆえ、ラミネート814は、所望ツール面の寸法を有する表面が得られるように作られる。本発明のこの実施形態では、ラミネート814は炭素繊維複合体である。本発明の別の実施形態では、ラミネートの代わりにすでに上で述べたツール面材料のいずれかを使用できる。
【0106】
ラミネート814は、カバーとラミネート814との間の空間815の圧力を下げることができるように、真空系(図示されていない)に接続されるカバー816で覆われる。カバー816は、ラミネート814および/またはツール本体800に対してシールが必要である。このようにして、局所的に環境大気圧がカバーにかかることによって、ラミネートは炭素発泡体ブロック800の賦形表面812を圧迫する。カバー816は、シリコンメンブラン、エラストマーバッグ(elastomer bag)などであり得る。次に、ラミネートを硬化する。
【0107】
図8Cに示すように、硬化したラミネート814を炭素発泡体ブロック800から一時的に取り去る。炭素発泡体ブロック800とラミネート814との間の境界面を接合するため、接着剤ペースト816を炭素質発泡体ブロック800の表面に塗布する。次に、硬化したラミネート814を炭素発泡体ブロック上に置く。接着が終わったら、必要に応じて、ラミネート814の外表面818を任意選択的に機械加工し、そして/または所定の幾何学的形状および寸法に仕上げる。炭素質発泡体ブロック800と硬化ラミネート814との組立体は、ラミネートの外表面であるツール面を備えるツール本体を構成する。
【0108】
上で述べたように、本発明のツールの使用方法において、ラミネート814の代わりにツール面材料を使用できる。たとえば、アーク溶射金属は、炭素発泡体ブロック800表面に適用するとツール面材料として働き、ツール面を与え得る。次に、このようなツール面材料は、従来の金属製作技術によって正確な所望の幾何学的形状となるよう、機械加工され得るか、別の方法で形成され得る。さらに、ラミネートの代わりに樹脂または他のツール面材料を炭素発泡体ブロック800上に適用することができる。この方法では、樹脂を炭素質発泡体ブロック800の表面812に塗布して硬化させる。つづいて、樹脂を型押し(mill)するか別の方法で所望の幾何学的形状に賦形して複合部品の製造にそのまま使用できるツール面を得る。
【0109】
望めば、前記方法のいずれかで製作したツール面にけがき、クロスハッチング、パターンなどを入れることができる。これらのパターンなどは、最終的には、ツール本体と一緒に形成されるツール部品に導入される。
【0110】
本発明の精神と範囲から逸脱することなく、本発明においてさまざまな変更および改変が可能であることは、当業者にとって明白であろう。かくして、本発明は、添付する特許請求の範囲およびその均等物の範囲内にある限りにおいて、本発明の変更および改変を包含することを意図するものである。
【図面の簡単な説明】
【0111】
【図1】図1は、部分的に炭素発泡体からなるマンドレルを備えた、再使用可能なツールの断面図である。複合部品を形成するために、このマンドレル外表面には、複合形成材料が置かれる。
【図2】図2は、少なくとも部分的に炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。炭素発泡体の表面は、所望の形状に機械加工されるか、別の方法で輪郭削りされ、あるいは形成されてツール面として使用される。
【図3】図3は、少なくとも部分的に炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、非透過性ツール面の材料を支持する。このツール面材料部分は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、または形成されてツール面として使用される。
【図4】図4は、少なくとも部分的に炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、非透過性ツール面材料を支持する。このツール面材料部分は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、または形成されてツール面として使用される。
【図5】図5は、少なくとも部分的に、炭素発泡体の、互いに向かい合う2つの部分からなるツール本体を備えた、再使用可能なツールの断面である。炭素発泡体の各部分の互いに向かい合う表面はツール面を支持し、その材料表面はツール面として使用される。
【図6】図6は、少なくとも部分的に、炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。ツール本体に導入した炭素発泡体の表面は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、または形成されて、ツール面として使用される。
【図7】図7は、少なくとも部分的に炭素発泡体からなる再使用可能なツールの第一の半分であって、通路または形状が形成される表面を有する。
【技術分野】
【0001】
(発明の分野)
本発明は複合ツールおよびそれと同等物の使用方法、より具体的には複合材料製の部品を形成するためのツール本体に炭素発泡体(carbon foam)を導入する方法に関する。
【背景技術】
【0002】
(発明の背景)
一般に、複合材料は強化材をマトリックスに埋め込んで作られる。利用性の高い複合材料は、通常、複合材料を形成する個々の材料と比べて、機械的性質やその他の特性が優れている。複合材料の代表例としてファイバーグラスを挙げることができる。ファイバーグラスは、ガラス繊維として強化材に使用され、マトリックスを構成する硬化樹脂に埋め込まれる。
【0003】
組立体(assemblages)、たとえば航空機、ミサイル、船、整形外科用具、およびスポーツ用品の構造、組立部品、組立集成体(subassembly)などの部品として使用する場合、複合材料は利用性が高いことが知られている。このような用途に汎用されている複合材料はファイバーグラスである。このような用途に対して特に高い利用性を有するその他の複合材料としては、炭素繊維とマトリックス、たとえば熱硬化性(たとえば熱硬化性樹脂など)および熱可塑性樹脂とを組み合わせて作られる複合材料がある。そのような複合材料は、炭素繊維複合材料(以下、CFCと略記する)、あるいはもっと普通には炭素複合材料と呼ばれている。炭素複合材料は、たとえば航空機の表面、ミサイル本体、整形外科用支持体およびゴルフクラブのシャフトとして使用されている。このような炭素複合材料の利用性は、通常、きわめて大きな強度対重量比、耐疲労性および耐腐食性に関係している。ほとんどの例において、これらの好ましい特性は、炭素複合材料によって取って代わられる金属、その他の材料のそれを上回っている。加えて、一部のタイプの炭素繊維複合材料は、炭化させて炭素−炭素複合材料にすることができる。
【0004】
望めば、繊維を特定方向に配向させることによって、ある軸に沿った、最終製品の強度、剛性、および/または可撓性を高めることができる。また、複合形成材料、特に炭素繊維は、比較的価格が高いうえに浪費的(wastage)であることが、広く使用を消極的にさせている。それゆえ、複合材料は、目的用途が要求するサイズ、形状(shapes)、および形(forms)にぴったり適合するサイズ、形状、および形に製造される。実際に、宇宙航空分野やその他の多くの用途に使用される複合材料、特に炭素繊維複合材料は、要求されるサイズに対してきわめて厳格な精密許容差の範囲内で日常的に製造されている。
【0005】
炭素複合材料を含め、複合材料をこのように高い寸法の要求条件に合わせて作るには、通常、ツールと呼ばれる金型に類似するデバイスが使われる。これらのツールは、ツール面と呼ばれる一つ以上のツール表面を具備し、そのツール面で複合材料は、成形(form)、形状加工(shape)、鋳造(mold)、またはその他の方法によって、所定のサイズおよび形状をした組立部品に製造される。このような組立部品としては、構造体、部品、組立集成体などが挙げられる。ツール面は、通常、所望する複合材料組立部品表面の正確な三次元ネガ鏡像となるように形成される表面である。すなわち、複合部品の隆起表面は、ツール面の等価な(ネガの)寸法に作られた表面凹部に適合し、その表面凹部によって形成される。同様に、複合部品のくぼんだ表面は、ツール面の等価な(ネガの)寸法に作られた表面隆起に適合し、その表面隆起によって形成される。実施においては、強化材とマトリックス材料との混合物、たとえば炭素繊維と樹脂との混合物をいくつかの手順によってツール面に置き、そのツール面と密接させる。ツール面の寸法は、型に入れたマトリックス材料と強化材との混合物の表面が、この接触によって効果的に所望の形状と寸法とに成形されるような寸法である。通常は、次に、樹脂を硬化させてマトリックス材料を固化させ、複合材料の組立部品が製造される。たとえば、樹脂を含む炭素繊維は、普通、加熱して硬化させることにより、ツール面によって付与される形状および寸法を示す表面を持つ固体CFC組立部品を形成する。
【0006】
ツールは、通常、ツール面以外に、ツール本体と支持構造とからなる。ツール面はツール本体に含まれる。すなわち、複合体、たとえばCFCが形成されるツール面は、ツール本体の表面である。さらに、ツール本体は、ツール面とツール面またはその一部を覆うカバーとの間に、実質的に閉鎖された空間が形成されるように、最低限、ツール面またはその一部を覆うカバーを具備してもよい。支持体構造は、ツール本体に接続されていて、ツール本体および面の支持、配向、ならびに運搬以外に、ツール本体および面を損傷から守るといった、いくつかの目的を果たしてもよく、その機能はここに例示したものに限定されない。
【0007】
ツールの重要な特性としては、たとえば品質、重量、強度、サイズ、コスト、修理のしやすさなどを挙げることができる。これ以外に剛性および耐久性もツールの非常に重要な特性と考えられる。これらの特性はいずれもツールのデザイン、ツールを構成する材料に依存するほか、複合材料の形成に使用される材料にも依存する。
【0008】
非常に重要なツーリングの特性は、ツール面が示す熱膨張係数(以下ではCTE、そしてその複数形はCTEsと略記する)である。ツール面はツール本体の表面であるからツール面が示すCTEはツール本体を構成する材料に依存する。一般的に言えば、ツール面は、形成される複合部品のCTEと実質的に似たCTEを示すか、等価なCTEを示すことが望ましい。ツール面が示すCTEは、好ましくは、広い温度範囲に亘って形成される複合部品のCTEに近いか、等価であることが望ましい。複合部品のCTEとツール面が示すCTEが実質的に近いか、より好ましくは等価であることの重要性は、ツールを使って複合部品を作る方法に関係している。すなわち、複合材料の形成に使われる材料は、通常、室温でツール面に置かれる。つづいて、ツールおよび複合形成材料の温度をいくらか高い温度、そして通常は、たとえば250゜F、またはそれより高い温度に加熱して複合材料樹脂を硬化させる。樹脂を一旦硬化させると、できあがった複合部品、たとえばCFCは剛直である。樹脂の硬化に続いて、ツール面と複合部品を室温まで冷却する。このように室温よりかなり高い温度にさらす理由は、ツールのCTEと、形成される複合部品のCTEとが一致することが望ましいからである。たとえば、複合部品のCTEが、ツール面のCTEより大幅に小さいと、冷却したときにツール面の寸法の収縮が相対的に大きくなり、その結果、複合部品がツール内に保持されるか、残るおそれがある。逆に、複合部品のCTEが、ツール面が示すCTEより大幅に大きいと、収縮時に部品がやはりツール内に残るか、硬化させた複合材料の寸法がツール面の寸法と異なる可能性がある。
【0009】
炭素複合材料のCTEsは、通常、比較的小さいのに対して、他のほとんどの材料はCTEsがはるかに大きい。したがって、ツール本体の製作に使用できる材料で、CTEsが十分小さい材料はわずかしかなく、ツール面が示すCTEと、炭素複合材料のCTEとを一致させることはきわめてむずかしい。CTEが小さく、ツール本体の製作に適する入手可能なこうした材料としては、たとえば他の炭素複合材料、INVAR(登録商標)(たとえば、膨張を制御されたニッケル鉄合金)などがある。
【0010】
INVAR(登録商標)は、耐久性があり、炭素複合材料と実質的に似かよったCTEを持つ。しかし、INVAR(登録商標)をベースにした典型的なツールは重いうえに、製作が難しく、たとえば製作するために17段階の工程を必要とする可能性がある。このように多くの製造工程を必要とすると、非特許文献1(本明細書中に、参考として援用される)で論じられているように、ツールを使用するコストは約140〜約250%上昇し、リードタイムが4倍長くなる可能性がある。
【0011】
INVAR(登録商標)をベースにしたツールと同様、炭素繊維複合材料をベースにしたツールは、CFC部品のCTEのほか、たとえばCTEが小さく、適合が難しい材料にも適合可能である。このタイプのツールの場合、ツール面を規定するツール本体全体および/または本体の一部に炭素繊維複合材料が使用される。このようなCFCをベースにしたツールは、価格が安く、軽く、熱質量が小さく、たとえばINVAR(登録商標)をベースにした通常のツールと比べてツール製造のリードタイムが短くてすむため、炭素繊維複合材料をベースにしたツールが有利である。しかし、CFCをベースにしたツールは、壊れやすく慎重に取り扱う必要があり、その傾向は複合材料がその上に置かれた場合に特に顕著である。加えて、CFCをベースにしたツール表面は、構成要素間の接着やCTEの不適合、および酸化的分解のため、プロセスでのくり返し使用によって劣化しやすい。さらにまた、CFCをベースにしたツールの修理が必要になると、修理費と維持費の上昇を招く。また、CFCをベースにしたツールは、支持にむらがあると寸法ストレスを受ける。このように、CFCをベースにしたツールは、さまざまな問題点を有するためほとんど使用されることはない。
【0012】
複合体材料、特にCFCツーリングの場合、考慮しなければならないさらに別の重要な特性がある。ツーリングは、剛性、耐久性、強度が高く、かつCTEが適合すること以外に、たとえばコストが安く、かつ製造しやすいことが望まれる。すなわち、ツール本体の材料を選定する場合に通常考慮される要素は、製造すべき部品総数である。すなわち、たとえツールがコスト高であっても製造される部品数が多ければ、コスト高の問題は緩和される点が考慮される。しかし全体的には、計画部品数の多少にかかわらず、低いコストで容易に製造できるため、剛性、耐久性、強度が高く、かつCTEが適合するツーリングが望ましいとする考えが一般的である。
【0013】
炭素発泡体は、炭素含量がきわめて高く、かつ空隙容量がかなり大きい材料である。炭素発泡体の外観は、色は別にして、市販品の入手が容易なプラスチックフォームと似ている。炭素発泡体の空隙は無数の空の気泡内に存在している。これらの気泡は、炭素の構造によって仕切られている。これらの気泡は、通常、サイズ、形、分布および向きが規則的な、しかし必ずしも均質ではない球体、または卵形に近い形をしている。これらの気泡の空隙は、通常、隣の空隙と直接つながっている。このようなタイプのフォームは連続気泡型フォームと呼ばれている。これらのフォームの場合、炭素は、材料全体にわたって三次元的に連続した構造をしている。炭素発泡体中の気泡は、通常、裸眼でも容易に見ることができる大きさである。加えて、炭素発泡体の空隙は、普通、炭素発泡体の体積の半分よりはるかに大きな体積を占めるような空隙である。炭素発泡体は、炭素内部の気泡のサイズや形状、分布および配向が規則的である点で、他の材料、たとえば製錬用コークスと簡単に識別することができる。炭素発泡体は各種の原料からさまざまな方法で製造されている。炭素発泡体製造原料としてたとえばピッチや石炭および石炭誘導品が使用されているが、これらに限定されるものではない。同じく、これらの原料から炭素フォームを製造する方法も確立されている。これらの方法のほとんどが、製造後に、炭素発泡体を高温、場合によっては3000℃といった高温で処理している。
【非特許文献1】“Fabrication and Analysis of Invar Faced Composite for Tooling Applications”、Proceedings of Tooling Composites 93,Pasadena,California
【発明の開示】
【課題を解決するための手段】
【0014】
(発明の要旨)
複合形成材料から複合部品を形成するための、少なくともツール本体の一部に炭素発泡体を備えるツールを開示する。導入される炭素発泡体の表面は、ツールの1つのツール面の少なくとも一部を規定することができる。あるいは、炭素発泡体は、ツール面材料を支持し得、そしてその表面が、ツールの1つのツール面の少なくとも一部を規定することができる。導入される炭素発泡体は、部分的か、または完全に充填剤で満たされ得る。いくつかの充填材は、炭素発泡体に充填した後、炭化処理されてもよい。充填材を使用すると、たとえばツール面が滑らかになり、そして/または炭素発泡体の一部領域が不透性になって、ガスまたは他の物質を通さなくすることも可能である。ツール面材料としては、複合体、具体的には炭素繊維複合体、樹脂、アーク溶射金属(arc sprayed metal)などの金属、セラミックスおよび他の材料などが挙げられうるが、これらに限定されるものではない。
【0015】
開示されるツールのツール面は、比較的小さい熱膨張係数(CTEs)を示し得る。このようなCTEが小さいツール面は、特に、低膨張係数複合体、たとえば炭素繊維複合体(CFC)の製造に有用であり得る。さらに、集成されるツール本体の構成要素を規定または支持するツール面として、他のCTEを有するツール面が、異なるCTEを有する炭素発泡体、炭素発泡体の組み合わせ、充填材、および/またはツール面材料を使って作られ得る。炭素発泡体のCTEは、形成されるCFCのCTEと適合させることが可能であるため、たとえば、炭素発泡体を備え、その表面が炭素繊維複合体(CFC)を製造するためのツール面となるツール本体は、特に有利である。別の実施例として、開示されるツールの炭素発泡体は、ツール面材料、たとえばCFCを支持し得、その表面は、炭素繊維複合体(CFC)を製造するためのツール面を提供する。この実施例では、炭素発泡体のCTEは、ツール面材料および形成されるCFCのCTEと適合し得る。
【0016】
開示されるツールは、複合部品の製造に使用される従来のツール、具体的にはCFCの製造に使用されるツールより、製造および/または使用するのに、軽量で、耐久性が高く、製造費用が安くなる可能性がある。そのうえ、このようなツールは、再使用および修理が可能であり、かつ、先行技術のツールより容易に改変が可能である。
【0017】
特定の実施形態において、本発明は、少なくとも1つの複合部品を製造するためのツールを含むことができ、そのツールは、ツール本体の少なくとも一部が炭素発泡体であるツール本体を備える。ツール本体の表面はツール面を規定し得、そのツール面の一部は、少なくとも部分的に、炭素発泡体を含むツール本体の表面をなすことができる。いくつかの実施形態において、炭素発泡体の気泡は少なくとも部分的に充填材で満たしてもよい。充填材は、硬化させた樹脂、ピッチ、硬化させた成形可能セラミックス、炭化樹脂、または炭化ピッチであり得る。特定のいくつかの実施形態において、ツール面の熱膨張係数は、ツール面上に形成される複合部品の熱膨張係数と実質的に似ている。さらなる実施形態において、ツール本体を構成する炭素発泡体の少なくとも一部はツール面材料を少なくとも部分的に支持する。ツール面材料は、金属、セラミックス、硬化させた樹脂、繊維複合体材料、炭素繊維複合体、微粒子複合体、INVAR(登録商標)、炭化ケイ素、またはジルコニアセラミックスであり得る。炭素発泡体は、少なくとも部分的にピッチ、石炭、または石炭誘導体から誘導することができる。別の実施形態において、ツール本体はマンドレルの形をしていてもよい。さらにまた、ツールは、ツール面の少なくとも一部の上に置かれたカバーを備えていてもよく、ツール面の少なくとも一部を包囲してもよい。また、ツールは、ツール面の包囲された部分と真空連通する樹脂レザバへの接続ポートを具備することもできる。樹脂レザバへの接続ポートは、樹脂レザバ系に接続されるように作られ、ツール面の包囲された部分が真空になると、樹脂が、樹脂レザバ系からツール面の包囲された部分に移送されるように設けられる。
【0018】
本発明の特定の実施形態は、ツール面を有するツール本体を提供する工程を包含する、少なくとも1つの複合部品を製造する方法も含み得る。ここでこのツール本体の少なくとも一部は炭素発泡対である。その方法は、複合形成材料をツール面に置く工程と、それによって複合形成材料を硬化させて複合部品を作る工程とを包含する。複合形成材料は、樹脂と、微粒子強化材および繊維強化材からなる群から選択される少なくとも一つの強化材との混合物を含むことができる。さらに、前記方法は、複合形成材料とツール面との間に分離フィルムを置く工程を含むこともできる。また、前記方法は、ツール面を、複合形成材料に接触させる前に、ツール面の少なくとも一部に剥離材で被覆する工程を含むこともできる。さらに、ツールは、ツール面の少なくとも一部の上に置かれ、かつツール面の少なくとも一部を囲むカバーを含むことができ、そして複合形成材料を、そのツール面の包囲された部分に、置くこともできる。ツール面の包囲された部分の中は真空にすることができる。
【0019】
本発明は、本発明によるツールおよび方法によって製造されるさまざまな複合部品も含み得る。
【発明を実施するための最良の形態】
【0020】
(発明の実施形態の詳細な説明)
ツールは、寸法の精度が高い、さまざまなタイプ、形状、サイズ、および材料の組立部品(複合材料の部品を含む)を製造するために使用することができる。ツールの設計は、通常、形成する部品の所望の形状、部品を形成するために使われる材料、部品を形成するために必要な材料を支持するためにツールが有すべき強度および剛性、および/または部品を形成するための材料を提供ために使用される方法に依存する。
【0021】
ツールはツール面と呼ばれる一つ以上の表面を有し、そのツール面で複合材料は、成形、形状加工、鋳造、またはその他の方法によって、所定のサイズおよび形状の表面を有する部品に製造される。このような部品としては、成形された表面を有する、任意の固体成形物を含む、構造体、部品、組立集成体、組立部品の一部、部分的組立部品などが挙げられ得るが、これらに限定されるものではない。通常、ツール面は、所望する部品表面の正確な三次元ネガ鏡像(negative mirror image)となるように形成されたツール本体の表面である。すなわち、部品、たとえば複合部品の隆起表面は、ツール面の等価な(ネガの)寸法に作られた表面凹部に適合し、その表面凹部によって形成される。同様に、部品のくぼんだ表面は、ツール面の等価な(ネガの)寸法に作られた表面隆起表面に適合し、その表面隆起によって形成される。
【0022】
実施においては、複合部品を含む材料は、多くの手順のうちのいずれかによってツール面に置かれ得る。複合体は、マトリックス材料に樹脂を使用し、強化材に繊維を使用するのが普通である。しかし、樹脂および微粒子をそれぞれマトリックスおよび強化材として使うこともできる。場合によっては、形成される複合部品が特定の繊維間隔および/または配向を示すように、繊維の配置が細かく制御される。繊維および樹脂は、ツール面に置く前に混合してもよく、または他の方法で組み合わせてもよい。あるいは、繊維をツール面に置き、そのあとで多くの手順のうちのいずれかによって樹脂を繊維の中に注入してもよい。いくつかの例では、複合体を含む材料を置く前に、ツール面を、分離シート(parting sheet)または剥離フィルム(release film)と呼ばれることもある材料の薄いシートで覆うこともでき、これらのシートはツール面に近接して形成される。このようなシートはツール面に設けられる一時的な被膜と考えることができる。この場合は、このシートのツール面と接触しない方の表面、すなわちシートの外側表面が効果的にツール面となる。このようなシートは、ツール面を保護し、そして/または、形成された複合部品を除去または剥離しやすくするために使用することができる。あるいは、ツール面に剥離材を被覆して、複合体を含む材料がツール面と固着しないようにすることもできる。剥離材としては、さまざまなポリマー(たとえばPVA)やワックスなどの材料を挙げることができる。剥離フィルムは、複合体を含む材料のいずれとも固着しない、多くのポリマー材料であれば、いかなるポリマーで構成されていてもよい。多くのタイプの剥離材、フィルム、化合物、作用物が、関連技術分野で公知であり、本発明と一緒に使用することができる。
【0023】
ツール面の寸法は、複合部品、普通には樹脂を含む繊維を含む材料の表面が、所望の形状と寸法に効果的に成形される。次に、複合部品を含む材料に添加された樹脂を、通常の場合、熱を加えて硬化させると、ツール面によって付与された形状および寸法の表面を有する固体複合部品が形成される。加熱は、多くの場合、加熱炉かオートクレーブ中で行われる。加圧下で複合部品を形成するにはオートクレーブが使用され得る。
【0024】
ツール面に加えて、ツールは、ツール本体および、通常、支持構造とからなる。ツール本体は、ツール面を規定する。すなわち、複合部品が形成されるツール面は、ツール本体の表面をなす。支持構造がある場合、それはツール本体に接続され、ツール本体およびツール面が損傷しないよう保護するために、いくつかの目的、たとえばツール本体およびツール面の支持、配向および移動などの目的に役立つことが考えられるが、これらの目的に限定されるものではない。
【0025】
普通、炭素発泡体は、強度および耐久性が高く、安定で、切削しやすく、比較的反応性が低く、軽量な連続気泡型材料である。加えて、炭素発泡体は、熱膨張係数がきわめて小さく、炭素繊維複合体のそれとほとんど同じ熱膨張係数であり得る。炭素発泡体のCTEは、製造時に炭素発泡体にかける最高温度を調節するか、炭素発泡体の製造に使用する原料を選択することによって変えることができる。
【0026】
本発明によるツールは炭素発泡体を導入するツール本体を有する。このツール本体は、完全かまたは部分的に炭素発泡体からなり得る。個々のツール本体の炭素発泡体は、炭素発泡体の一つ以上の単一片であることが可能である。個々のツール本体は、炭素発泡体の二つ以上の片、接着剤、樹脂などからなり、炭素発泡体の複数個の片をつなぎ合わせるように使うことができる。ツール本体が部分的に炭素発泡体からなるときは、ツール面のCTEが、炭素発泡体および複合体、具体的には炭素繊維複合体、その上に作られる部品のそれと実質的に近いか、同じになるようにツール本体を構成することが好ましい。ツール本体全体が炭素発泡体で構成されるときは、この炭素発泡体のCTEは、複合体、具体的には炭素繊維複合体、およびその上に作られる部品のCTEと実質的に近いか、同じである。
【0027】
本発明によるツールは、再使用および修理が可能であって、かつ従来技術のツールより変更が容易である。すなわち、本発明のツールは、再使用可能であるので、これを用いると1つの複合部品よりも多く連続的に製造することができる。本発明によるツールのツール本体の少なくとも一部を含む炭素発泡体は、従来の接着剤、樹脂などを使って接合でき、容易に使用できる力と工作機械とを使って精密許容差で機械加工され得る。これらの特徴により、ツールは修理が可能であり、ツールを形成する複合材料に使われている炭素発泡体が損傷した場合は、その部分を損傷していな炭素発泡体と容易に交換することができる。また、炭素発泡体がこれらの特徴を持つことが、ツールを形成する複合体に使用される炭素発泡体部分の交換を容易にし、ツール面全体を交換しなくても、希望によって、一部だけを変えることを可能にしている。
【0028】
本発明において、ツール本体に導入される炭素発泡体の表面は、ツール面の少なくとも一部を規定する役割を果たすか、またはツール面の少なくとも一部を規定する他の材料を支持する役割を果たす。あるいは、ツール本体に導入される炭素発泡体の表面は、ツール面全体を規定する役割を果たすか、あるいはツール面全体を規定する他の材料を支持する役割を果たす。ツール面を規定することにより、炭素発泡体またはその他の材料の表面は、その上に形成される複合体材料部品の表面に所望の形状を付与するに十分な幾何学的形状または配置を持つ。本明細書の中で「ツール面材料」と呼ぶこれらその他の材料は、炭素発泡体のCTEおよびその上に形成される複合部品、具体的には炭素複合部品のCTEと実質的に似たCTEまたは同じCTEを持つことができる。CFC部品を製造するためのツール面材料は炭素複合材料とすることができる。あるいは、ツール面の実測CTEが、炭素発泡体およびその上に形成される複合部品、具体的には炭素複合部品のCTEと実質的に似ているか、同じになるような量または形でツール面を使用することも可能である。
【0029】
本発明の実施形態において、ツール面材料がいかなるものであっても、それを含め、ツール本体の炭素質発泡体およびツール本体のツール面の部分は、両者とも、ツール面上に形成される複合部品と実質的に似ているか、または同じCTEを持つ。さらなる実施形態においては、ツール本体の少なくとも一部、具体的にはツール面を支持するか、あるいはツール面を規定するツール本体のその部分のCTEは、低い値に設定される。炭素発泡体のCTEは、一般には小さく、そして炭素繊維複合材料のCTEと実質的に似ているか、同じである。それゆえ、一般的には、寸法を制御した炭素繊維複合材料の製造に本発明のツールを使うことは特に好ましい。ここで、ツール面材料を適切に選んでツール面のCTEを変えることができることを付け加えておきたい。また、炭素発泡体の製造に使われる原料の選択および/またはプロセス条件の制御によって、ツール本体のCTEを変ることも企図される。このようなプロセス条件として発泡体を製造する間に炭素発泡体が置かれる最高温度をあげることができるが、これに限定されるものではない。
【0030】
本発明のツール本体に導入される炭素発泡体は、所定の幾何学的形状を反映したツール面を備えるように、あらかじめ決められたさまざまな幾何学的形状に製作することができる。あるいは、ツール面材料は、所望の幾何学的形状を反映したツール面を備えるように、あらかじめ決められたさまざまな幾何学的形状に形成するか、製作することができる。つづいて、これらの幾何学的形状は、ツールを使って形成される複合部品の表面に導入される。ツール面は、ツールを使って形成される少なくとも一つの複合部品の少なくとも一つの表面を規定する。同じツール本体上に異なるツール面を複数個配置することができる。さらに本発明のツールは既知タイプの別のツールと一緒に使用することができる。
【0031】
本発明において、ツール面はツール本体に組み込まれた炭素発泡体の表面であってもよい。複合体を形成する材料が炭素発泡体に固着するのを防止するには、分離フィルムを使用する必要がある。分離フィルムを使ってさえ、炭素発泡体の気泡サイズを、形成される複合部品の可能な表面パターン形成に反映させることができよう。このパターン形成のこのサイズは、ツール本体および形成されるツール面に別の気泡を持つ炭素発泡体を使って変えることができる。一つのツール本体に気泡サイズが異なる炭素発泡体を使うことができる。たとえば、密で小さな気泡フォームをツール面の規定に使用し、大きな気泡発泡体を、ツール面を規定するより密な炭素発泡体の支持に使用することが考えられる。あるいは、小さい気泡発泡体の表面と大きな気泡発泡体の表面の両方がツール面に導入される。その場合、形成される複合部品表面のパターン形成は、気泡サイズが異なる炭素発泡体の使用を反映することになる。
【0032】
このような表面のパターン形成は気泡、すなわち炭素発泡体内部の空隙を、充填物で満たすことで極力少なくしたり、除去したりすることができる。充填材の例として硬化樹脂、ピッチ、硬化させた成形可能なセラミックスなどをあげることができるが、これらに限定されるものではない。硬化樹脂およびピッチなど、これらに限定されるものではないが、いくつかの充填材を炭化して炭素充填材を製造してもよい。炭素発泡体は部分的に充填してもよいし、完全に充填してもよい。たとえば、ツール面に最も近い炭素発泡体の空隙だけを充填材で満たしてもよい。あるいは、炭素発泡体の内部空隙を部分的にまたは完全に満たしてもよい。このような充填は、各気泡を充填材でそれぞれ完全に満たすように完全充填も可能であるし、各気泡を充填材でそれぞれ部分的に満たす不完全充填も可能である。炭素発泡体の気泡を部分充填するとパターン形成は最小限に抑えられる。しかし、炭素発泡体の気泡を、ツール面の表面では最小限、完全充填すればより平滑なツール面が得られる。加えて、複合形成材料がツール面に固着するのを防止するため、分離フィルムの代わりに剥離材の使用に備えてもよい。ツール面より上に真空を作り出すことが望まれるこれらの例では、おそらくツール面表面の炭素発泡体の気泡の充填を含め、ツール面周辺一部の炭素発泡体の気泡にガス不透過性充填材を完全に満たす必要があるかもしれない。加えて、発泡体の機械的性質、たとえば発泡体の強さを高めるため、炭素発泡体の気泡を充填材で部分的に、あるいは完全に満たしてもよい。
【0033】
一部しか充填材で満たしていない炭素発泡体は、気泡に充填する前のCTEと本質的に同じCTEを示すものと予想される。また、炭化充填材は、充填の程度には無関係に炭素発泡体のCTEに対してほとんど影響を及ぼさない。気泡に他の充填材を満たした場合は、充填材を満たす前と後とでフォームのCTEが変化する可能性がある。気泡充填後に観察されるCTEは、炭素発泡体のCTEと充填材のCTEの間の値を示すかもしれない。あるいは、気泡充填材が十分な圧縮性を持つときは、観察されるCTEは炭素発泡体のCTEであるかもしれない。上で述べたように、炭化充填材が、ツール面の炭素発泡体のCTEに非常に近いか、等しいCTEを持つことがあるかもしれない。そのような事例では、ツール面のCTEは炭素発泡体のCTEであろう。
【0034】
本発明の別の実施形態において、ツール面材料と呼ばれる材料は、ツール本体の炭素発泡体表面上に形成、堆積、被覆、層形成、固定またはそれ以外の方法によって置かれ、その結果ツール面の少なくとも一部をなすことができる。ツール面材料は、ツール面の性質およびツール面材料を適用する表面の使用目的によって、比較的厚く使用される場合もあるし、比較的薄く使用される場合もあろう。ツール面材料はツール面全体を覆ってもよい。また、ツール面材料は、ツール面でないツール本体の表面を覆ってもよい。通常、ツール面でない表面を覆った場合、その表面は複合部品の形成に使われる樹脂、その他の材料と接触するかもしれない。炭素発泡体は、ツール面材料を形成および/または堆積する前に、機械加工されるか、別の方法で輪郭削りされ、あるいは形成させて特定の形状をした表面を作り出す。次に、作り出された表面にツール面材料を形成または堆積し、所望の形状および寸法を持つツール面を作ることができる。あるいは、炭素発泡体面の上にツール面材料を形成および/または堆積させたのち、この材料は機械加工されるか、別の方法で形成され、あるいは輪郭削りされて所望形状のツール面を作り出すことができる。炭素発泡体またはツール面材料の機械加工は、ツール本体に境界目印(witness marks)、合わせピン(index pins)などを設けることによって、より精密に所望の寸法に制御することが可能である。
【0035】
ツール面材料の使用は、寸法精度の高いきわめて滑らかなツール面が得られよう。ツール面材料の使用は、形成した複合部品の取り出しも容易になる。通常、ツール面材料によって供されるツール面に対しては、分離フィルムまたは剥離材が使用される。加えて、ツール面材料のCTEは、形成される複合部品のCTEおよびツール面材料を支持するツール本体部分と適合することができよう。このような適合は形成された複合部品の寸法および構造の精度を保証する。加えて、このような適合は、自然硬化とは異なり、次に行われるツールにおける部品の硬化に対する備えとなるものである。特定の実施形態において、ツール本体、ツール面、ツール面材料および複合材料のCTEは、実質的に似ているか、同等である。
【0036】
本明細書で使用されている用語「実質的に似ている」CTEsという表現は、所望の臨界寸法を有し、かつ、複合部品およびツール面の膨張および収縮が同じでないために、製造された複合部品がツールに捕捉されたり、保持されたり、あるいはツールから飛び出したりすることがないよう、CTE値が十分に近いか、複合部品およびツール面の膨張および収縮が同じでないために、ツール面が損傷を受けることがないよう、CTEが十分に近いことを意味する。ツール面材料のCTEが、その下の炭素発泡体のCTEに適合しない場合、ツール面は、2つの材料の中間のCTEを示すかもしれない。そのような現象は、他の方法では得られないツール面のCTEを実現する方法を提供するかもしれない。ツール面材料の薄い層からなるツール面は、その下にある炭素発泡体のCTEを示すことが予想される。特に、多少とも弾性を有するツール面材料の非常に薄い層の場合は、このようなことが起きるかもしれない。
【0037】
ツール面材料としては、いくつかの異なる材料が、単独で、あるいは組み合わせによって使用することができよう。これらの材料には、たとえば単独で、または組み合わせで使用されるフェノ―ル樹脂、ポリイミド樹脂、BMI樹脂、エポキシ樹脂、などの硬化樹脂や、プリプレグ(prepegs)、接着フィルム、被膜などが含まれる。ツール面材料としては、複合体、たとえばファイバーグラス、炭素繊維、カーボン−カーボンならびに他の繊維状および微粒子複合材料を含む他の類似材料であり得る。さらに、INVAR(登録商標)、炭化ケイ素、ジルコニアセラミックス、およびその他の金属およびセラミックスもツール面材料であり得る。これらのタイプのツール面材料は、たとえばアークおよびフレームスプレー法や蒸着法などの技術を使って炭素発泡体上に堆積させることにより、ツール面を形成することができる。好適なツール面材料は基本的にガス不透過性であろう。金属、セラミックスおよび炭素複合材料はCTEが小さく、特にCFCの製造に使われるツールのためのツール面材料として特に有用である。
【0038】
樹脂および/または樹脂をベースにした複合ツール面材料を置くのを助ける補助手段として炭素発泡体ツール本体内部を真空にすることができる。さらに、ツール本体上に置いたあと、ツール面材料が、表面に好ましくない多孔構造を見せないよう、ツール面材料を薄い樹脂層で被覆して孔をふさぐことができる。ツール面材料表面の多孔構造へのこのような薄い樹脂層の浸透は、炭素発泡体ツール本体の内部を真空にすることで促進され得る。
【0039】
さらに、ツールによって形成される複合部品の表面に組織(texture)を付与するように、ツール面を形成することができる。このパターンのポジ像が、形成される複合部品の表面に付与されるように、ツール面に寸法的にネガのパターンを書き込むことができる。このようなパターンには、複合部品の外形および/または組織を決めるための複数個の異なる組織、ハッチング、けがき線などの組み合わせが含まれる。また、ツール面の表面は均質でなくともよい。たとえば、ツール面のある部分は第一の組織を持ち、ツール面の別の部分はそれとは異なる組織を持つ。
【0040】
ツール本体の幾何学的形状はたとえばマンドレル様の形状である。その場合、ツール面は、このマンドレル様の形状をした外表面であろう。つづいて、マンドレル表面(すなわちツール面)には、樹脂を含浸させた紙、織物、繊維などが手作業で、あるいは自動化した手段で置かれ、表面、通常は、その寸法が外側マンドレル表面の寸法を忠実に反映する内表面を持つ複合部品を形成する。
【0041】
さらに、ツール面は、空洞および/または突起を持つオス部品および/またはメス部品の形をしており、向かい合うツール面は反対の形をしている。本発明において、向かい合うツール面の一方の少なくとも一部は、ツール本体に導入された炭素発泡体によって規定されるか、あるいはツール本体の炭素発泡体によって少なくとも部分的に支持されたツール面材料の表面によって規定される。このような向かい合うツール面の間の空隙は、複合形成材料で満たすことができる。これらの材料を硬化させたのち、形成される複合部品の形状は、オス型ツール面とメス型ツール面間の空隙の形状を模する。また、ツール面か、またはツール面として働く空洞の壁の一つの表面を準備する少なくとも一つの表面を有するただ一つのツール本体を持つことも可能である。ツール本体にはカバーを導入してもよい。そのようなカバーとしては、プラスチック材料、エラストマー材料、たとえばシリコンエラストマーのシートまたはメンブラン、あるいはその他のフレキシブルなシート材料からなるフレキシブルカバーであり得る。カバーは表面または空洞を覆うように置いて閉鎖空間を形成することができる。形成された閉鎖空間を真空にすることができる。閉鎖空間の外側の大気圧による力は、カバーを変形させて、複合形成材料に接触させる。この接触によってこれらの材料は表面または空洞の壁に押しつけられる。複合形成材料を硬化させると、表面またはツール本体の空洞の壁の形状を持つ複合部品が作られる。
【0042】
本発明のツールを使って複合部品を形成するのに適する複合形成材料には、関連技術分野で公知の材料が包含される。好適なマトリックス材料には、樹脂、プリプレグ、ビニルエステル、接着フィルムおよび被覆材などがあるが、これらに限定されるものではない。樹脂は熱可塑性樹脂でもよいし、熱硬化性樹脂でもよく、触媒を働かせることもできる。好適なマトリックス材料の別の例は、エポキシ樹脂である。このような樹脂は、一般に、ビスフェノールAの低分子量グリシジルエーテルから作られる。このような樹脂は、分子量によって、液体樹脂から固体樹脂にまで亘り、アミン、ポリアミド、酸無水物などの触媒で硬化させることができる。適当な固体樹脂は、他の樹脂および不飽和脂肪酸で変性してもよい。エポキシ樹脂は、繊維に対する接着性に優れており、かつ、ある種の繊維と組み合わせると、その熱膨張係数を、炭素発泡体をベースにしたツールの熱膨張係数に適合させることができる。また、それらの粘度が低いことは、さまざまな強化材の濡れに効果的である。より具体的に述べれば、複合部品の製造において、使用に適する樹脂は、市販の樹脂、たとえば、Dow 330、Gougeon WEST、Gougeon XR02―099―29A、ProSet 125、ProSet 135、ProSet 145、およびMGSのいかなる組み合わせをも包含する。また、ツール面材料に使われる市販の樹脂は、たとえば、PTM&W HT2C、AirTech Toolmaster 2001、JD Lincoln L−956、およびVantico RP 4005を包含する。また、複合部品は、本発明のツールで、ビニルエステルを使って製造することができる。また、本発明における有用なマトリックス材料には、マトリックス材料系の重合または硬化を開始するために使われる触媒、硬化剤、およびその他の硬化剤が包含される。本明細書の目的に合わせて、本明細書では、好適なマトリックス材料は集合的に樹脂と呼ぶ。
【0043】
プリプレグは、本発明のツールを使って複合部品を製造するための複合形成材料として使用するのにも適する。プリプレグはあらかじめ含浸させた(preimpregnated)という語の省略語であり、ツール面に置く前に未硬化マトリックス材料と組み合わされるあらかじめ含浸させた強化材を包含する。プリプレグには、マット、織物、不織材料、およびロビングと樹脂とのいかなる組み合わせをも含むことができる。プリプレグは、すぐ成形できるB段階まで硬化させるのが普通である。プリプレグ材料の別の例は、JD Lincoln L−526のような混合物、JD Lincoln L−956、 ACG、およびAirTech Toolmasterのようなエポキシ/カーボン混合物、および、Bryteのようなエポキシ/ガラス混合物などである。さらに、ツール面材料に対して使用される市販プリプレグ材料には、エポキシ/カーボンの組み合わせ、たとえばJD Lincoln L−956、 ACG、およびAirTech Toolmasterが含まれる。
【0044】
さらに、複合部品は、本発明のツールで接着フィルムを使って製造することができる。接着フィルムは、樹脂の薄い乾燥フィルムで、通常、熱硬化性樹脂でラミネート、たとえば合板の製造における間紙(interleaf)として使われる。積層工程で熱と圧力を加えると、フィルムは両層と接合される。いくつかの市販接着フィルムとしては、たとえば、JD Lincoln L−313 Epoxy、SIA−MA−562、およびSIA−7771 FRなどが挙げられるが、これらに限定されない。
【0045】
本発明のツールで製造される複合材料に使用される強化材には、関連技術分野で知られている強化材のすべてが含まれる。そのような材料には、たとえば繊維(これには一方向繊維およびチョップドファイバが含まれる)、織材料、および不織材料、および布材料を含む形のカ―ボン(グラファイトを含む)、Kevlar、アリールイミド(arimide)、ガラスなどが含まれる。微粒子強化材を使用することもできる。
【0046】
複合形成材料をツール面に置きながらこれらの材料に補強構造を加えることもできる。このような補強構造は、形成される複合部品を強化し、および/または複合部品を取り付けて組み立て体を作るための基礎をなす。これらの補強構造には、特定の幾何的形状を持つ棒、管、薄板、スクリーン、フラット、プレートなどの形が含まれ得る。このような補強構造を構成する材料には、基本的には、十分な強度を持ち、複合形成材料および関係する硬化条件の両方と適当な適合性を備えたいかなる固体材料も含まれる。そのような材料には、金属、セラミックス、プラスチック、木材、ガラス、あらかじめ硬化させた複合材料などが含まれよう。実際の使用では、補強構造は、ツール面上の複合形成材料に導入するか、あるいは複合形成材料の表面に押しつけるように置かれる。複合形成材料を硬化させたのち、望むか、必要な場合には、補強構造は、ねじ、クリップ、接着剤などで、複合部品に固定される。具体的に言えば、強化材は、形成される複合部品と実質的に似たCTEsか、あるいは同じCTEsを持つことが望ましい。
【0047】
複合材料を形成するさまざまな技術が、本発明によるツールと一緒に使用できる。これらの技術は当業者には周知であり、たとえば、手作業によるレイアップ、自動化によるレイアップ、手作業によるスプレーアップ、自動化によるスプレーアップ、樹脂注入成形法(RTM)および真空含浸工法(VARTM)などをあげることができる。さらに、これらの方法を組み合わせて使用することもできる。
【0048】
樹脂注入成形法は、包囲された空間内、たとえばツール本体またはツール面の内部または上に作られた空洞または流路内に液状の熱硬化性樹脂を移送する方法である。強化材、たとえばチョップドファイバは分配前に樹脂に配合することができる。あるいは、繊維強化材は前記空間内、具体的には、ツール面によって規定される空間領域内に置かれる。普通、RTMは、触媒を添加した樹脂、たとえば、エポキシポリマー、ビニルエステルポリマー、メタクリル酸メチルポリマー、フェノール系ポリマー、およびポリエステルを、ツール面によって少なくとも部分的に規定される空間内に移送するか、注入することによって実施される。樹脂は前記空間を満たし、あらかじめ空間内に置かれた強化材の中に浸透する。この方法による場合は、気泡が残ると生成する複合材料の強度が弱くなるので、気泡が混入しないように注意しなければならない。典型的な強化材はファイバーグラスおよび炭素繊維などが挙げられる。
【0049】
樹脂をツール空間に移送しやすくするため、真空系を使用することもできる。この方法は真空含浸工法と呼ばれる。真空系は、適当な装置を使えば多くの複合材料形成工程で使用することができる。本明細書の目的に対しては、真空系は、それに接続することによって閉鎖空間の内部圧力を大気圧よりかなり低い圧力まで下げることができる真空系を指すことに留意しなければならない。すなわち、真空系によって包囲された空間、たとえば閉鎖空間の排気が行われる。通常、真空系は真空ポンプと、それに付属する接続配管とからなる。
【0050】
また、複合部品の形成中に複合形成材料から空気を除くことは、形成される複合部品の寸法および構造精度の確保を促進する。すなわち、このような空気の除去により、形成される複合部品に空気の気泡ができるのを減らすことができるし、排除することさえできる。このように気泡を排除することで複合部品の強度を高めることができる。空気の除去は、普通、複合形成材料を含む閉鎖空間に少なくとも部分的な真空を作ることによって行われる。また、このような閉鎖空間が、少なくとも可撓性の壁またはカバーによって規定される場合、その閉鎖空間を真空にすると、通常は設計によって、可撓性の壁またはカバーに大気圧がかかり、複合材料がツール面に押し当てられるようにすることができる。
【0051】
さらに具体的に述べれば、前記閉鎖空間は、たとえばそこに通じる開口部、ポートおよび/または境界部を閉鎖またはシールすることで作ることができる。これは、ツールの上に置かれる複合材料のレイアップの上および/または下に置かれる真空バッグ、たとえば可撓性の材料のシート、ブリーダークロス(bleeder cloth)および剥離フィルムと、シートの端とで行われ、これらを密封することによって閉鎖空間が作り出される。真空系は、ブリーダークロス、剥離フィルムおよび複合材料のレイアップを含む閉鎖空間に接続される。混入した空気は複合材料のレイアップから機械的に排出され、真空系によって除去される。複合部品は、制御された温度および圧力条件の下で時間をかけて硬化される。複合形成材料および/または最終的な製品の特性によって、複合形成材料は、およそ環境温度から約400゜Fまでの範囲の温度および水銀柱で約0から約28までの真空範囲で硬化され得る。これらの範囲は使用される樹脂の種類によって変わる。すなわち、任意の好適な温度および/または圧力が使われ得る。
【0052】
さらに、炭素発泡体を既存の複合材料ツールに導入して本発明の利点を与えることも可能である。このような導入は、性能の向上、修理の実行、または別の点で本発明の利点を備えることである。このような導入は本発明の範囲内で完全に実現される。
【0053】
本発明の実施形態は、少なくとも部分的に炭素発泡体からなるツール本体と関連している。ツール本体の少なくとも一部を含む炭素発泡体の表面はツール面の材料を支持する。ツール面の材料の表面、すなわちこの実施形態では炭素繊維複合材料の表面はツール面を規定する。炭素発泡体は、そのCTEが、ツールによって形成される硬化させた複合材料のCTEと実質的に似ているか、同じになるように製造または選定される。使用時、ツール面は剥離材で被覆される。それから、ツール面に炭素複合形成材料が置かれ、ツール面はその材料で本質的に一様に覆われる。形成材料の複合体は、ツール面に対して圧され得る。つづいて、複合形成材料を加熱温度で硬化させて炭素繊維複合材料となし、それをツールから取り出す。
【0054】
次ぎに、添付図面を参照しながら、本発明の実施形態について詳しく述べる。これらの実施形態のさまざまな態様は、本発明の教示する内容のもとに組み合わせることによって、さらに追加的な実施例が得られるが、ここではそれらについては具体的な記述はしないことにする。したがって、ここに挙げる実施形態は、単に本発明を説明するためのものであって、これによって本発明の範囲が限定されるものではない。
【0055】
図1は、本発明によって、少なくとも一つの複合部品を作るためのツールおよびシステムの第一の代表的実施形態である。このツールでは、複合部品の形成にマンドレル型のツール本体が使用される。
【0056】
図1は、マンドレル100を備える再使用可能なツールの断面図である。マンドレルは、図1に矢印で示すように、備えられるシャフト110を軸として反時計方向に回転する。マンドレルは炭素発泡体120を備える。炭素発泡体の外表面は、この実施例に示すように、ツール面材料130で被覆され得る。ツール面材料は炭素複合体であり得る。あるいは、炭素発泡体の気泡、少なくとも炭素発泡体表面上のそのような気泡は、充填材で満たされ得る。マンドレルの外表面はツール面140である。ツール面140は、好ましくは剥離材で被覆される。十分な長さの繊維を長手方向に配置した束150は、繊維が、通常は張力を受けて、回転するマンドレルの円周の周りに引き取られる(すなわち巻き取られる)ように、回転するマンドレルと接線をなして接するように向けられる。繊維は、効果的な複合強化材であることが知られているタイプの、任意の繊維である。そのような繊維はたとえばガラスまたはカーボンで構成され得る。繊維には、マンドレルと接触する前、接触している間、および/または接触したあとで、樹脂が注入される。あるいは、繊維の束には長手方向に配列させた繊維プリプレグが使用される。プリプレグまたは樹脂を注入した繊維の束は、プリプレグまたは樹脂を注入した繊維が所望の厚さになるまで、マンドレルの円周の周りに引き取られる。通常、繊維の束とマンドレルとの接線方向の接触は、繊維プリプレグまたは樹脂を注入した繊維が、マンドレルの長さに沿って一様に配置されるように、マンドレルの回転軸に対して平行に移動される。プリプレグまたは樹脂を注入した繊維が所望の厚さになったら、マンドレルへの繊維の供給は停止し、マンドレルの回転を止める。それから、マンドレル上のプリプレグまたは樹脂を注入した繊維の被膜は覆を硬化される。いくつかのプリプレグおよび樹脂によっては、硬化させるためにマンドレル上の注入された繊維被膜を加熱することが好ましいか、必要である。加熱は、オートクレーブ、加熱炉、個別加熱エレメント、および/またはその他の類似加熱装置を使って行うことができる。個別加熱エレメントは、ツール本体の外部に設置してもよいし、あるいは内部に設置してもよい(すなわち、内側に埋め込んでもよい)。硬化されると、樹脂を注入した繊維被膜は複合部品を形成する。次に、複合部品はマンドレルから取り出される。複合材料の硬化に熱を使用する場合、マンドレルおよび複合体の相対的なCTE値が重要になる。複合部品のCTEが、マンドレルのCTEより小さいか、本質的に同じであれば、複合部品はマンドレルから容易に取り外すことができる。しかし、複合部品の内側の寸法は、加熱されていないマンドレルの外径のそれよりも大きいかもしれない。複合部品のCTEが、マンドレルのCTEより大きいと、複合部品はマンドレルに「くい込む」おそれがあり、損傷なしにマンドレルから取り外すことは、不可能ではないにしても、困難である。
【0057】
注意しなければならないのは、マンドレルが、必ずしもこの実施形態で示したように回転する必要はないという点である。たとえば、マンドレルは時計回りに回ってもよい。あるいは、マンドレルは、静止したままでもよく、プリプレグまたは樹脂を注入した繊維束は、静止したマンドレルの外周の周りに巻き取られるような方向に向けられる。
【0058】
図2は、本発明によって少なくとも一つの複合部品を作るためのツールおよびシステムの第二の代表的実施形態である。
【0059】
図2は、少なくとも部分的に炭素発泡体からなるツール本体200を備える再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、あるいは形成されてツール面210となる。このツール面は、炭素発泡体の表面に沿って210−Aから210−Bまでのびている。このツール面の表面は、非透過性分離シート220で覆われる。分離シートは、ツール面を覆うだけでなく、他のツール表面と、複合形成材料との望ましくない接触を防止するために、ツール面に近接する表面も覆う。複合形成材料230は、ツール面を覆う分離シート上に置かれる。これらの複合形成材料は、実質的に一様に分布するように、機械を使って、あるいは手で、ツール面を覆う分離シートの領域の上に置かれる。さらに、複合形成材料は、ツール面を覆う分離シートに押しつけられる。この押しつけ操作によって、複合形成材料はツール面の形状にぴったり適合することになる。さらに、ツール面が未充填炭素発泡体であるため、ツール面上の未充填炭素発泡体の気泡を表す、あるタイプのパターン形成を、ツール面によって規定される複合部品の表面に付与する。
【0060】
次に、複合形成材料を硬化すると、ツール面によって付与された形状を持つ複合部品が作られる。いくつかの複合形成材料によっては、硬化させるために、複合形成材料を加熱することが好ましいか、あるいは必要である。加熱は、オートクレーブ、加熱炉、個別加熱エレメント、および/またはその他の類似加熱装置を使って行うことができる。個別加熱エレメントは、ツール本体の外部に設置してもよいし、あるいは内部に設置(すなわち、埋め込み)してもよい。すでに述べたように、加熱すると、加熱された材料はすべて寸法が変化する。このような寸法変化の大きさは、個々の材料のCTEによって変化する。この実施例およびこの明細書に含まれるすべての実施例に対して、ツール面および形成される複合部品のCTEは、似ているか本質的に同一であることが好ましく、形成される複合部品がCFCの場合がその事例に当たろう。複合部品のCTEが、ツール面のCTEと似ていないか、本質的に同一でない場合は、複合部品のサイズが、所望の臨界寸法に適合しない可能性がある。さらに、複合部品のCTEがツール面のCTEより大きい場合は、複合部品はツール面に「くい込む」おそれがあり、ツール面または複合部品を傷つけないでツール面から取り外すことは、不可能ではないにしても、困難である。
【0061】
この実施例はいくつかの方法やり方で改変することができる。たとえば、ツール面は、炭素発泡体で支持されたツール面材料の表面であり得る。あるいは、炭素発泡体ツール面の気泡を充填材で完全に満たしてもよい。両改変に対しては、分離シートを剥離材に替えることが可能であろう。当業者であればそのほかの改変も明らかであろう。
【0062】
図3は、本発明によるツールの第3の代表的実施例である。
【0063】
図3は、少なくとも部分的に炭素発泡体からなるツール本体300を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、実質的にガス不透過性のツール面材料310を支持する。このツール面材料の露出した表面部分は、所望の形状に輪郭削りされるか、別の方法で形成され、ツール面320を作り出す。このツール面は、320−Aから320−Bまでのびている。ツール面330に近いツール本体表面もガス不透過性ツール面材料で仕上げられる。ガス不透過性カバー340が、ツール面、ツール面近くのツール本体の表面、および複合形成材料350を包囲する。カバーは、たとえばプラスチックのような可撓性の材料で作ってもよいし、炭素質発泡体や金属などのような剛直な材料で作ることもできる。
【0064】
炭素発泡体をカバーとして使う場合は、少なくとも複合形成材料と接触することが予想される炭素発泡体の表面は、ツール面材料、気泡充填材、または分離シートで被覆され得る。すなわち、炭素発泡体をカバーとして使用することは、本発明の記載のように、ツール本体に炭素発泡体が導入される場合とほとんど同じようにして行われ得る。カバーがガスの通過に対して不透過性であるためには、炭素発泡体のカバーを被覆する必要がある。さらに、カバーとして使用される任意の剛直な材料は、複合形成材料と接触することが予想される表面上で、輪郭削りされるか、形成されるか、別の方法で賦形され、その結果、ツール本体のそのツール面から、複合形成材料の反対側にツール面を形成する。つづいて、この第二のツール面は、複合形成材料表面に形を与える。この表面は、ツール本体のツール面が作り出す表面に対して、形成される複合部品の反対側にあることになる。分離シートおよび剥離材は、任意の表面、特に、複合形成材料が接触することが予想される表面に適用され得る。
【0065】
ツール本体とカバーとが交差する箇所は、交差箇所の全周囲の周りに開口部355を形成する。この開口部は、大気またはガスを通さない境界を作る必要があるので、さまざまな材料360で密封され得る。これに適する材料は、密封作用を備えながら、カバーと複合材料との接触を考慮した材料である。例をあげれば、テープ、ガスケット材、すき間ふさぎ用材料、シール材などが開口部の密封に使用できよう。ツール本体のカバー(図3に図示)または開口部には接続ポート370が設けられ、この接続ポートは、ツール本体、ツール面、カバーおよびいずれかの開口部シール剤によって規定される空間に通じている。この接続ポートには真空系380が接続される。
【0066】
開口部および接続ポートが、シールまたは別の方法で閉鎖されると、ツール面上の複合形成材料は、閉鎖空間390の中に収容される。ツール本体およびカバーの表面、ならびにツール本体とカバーとの間の開口部は密封されるか、あるいは他の方法でガスが透過しないようにされ、この閉鎖空間は実質的に密封され得る。
【0067】
使用時には、複合形成材料はツール面に置かれ、ツール本体とカバーとの間の開口部は、接続ポート以外は密封される。真空系を作動させると、閉鎖空間および閉鎖空間に含まれる複合強化材から空気が排除される。真空系を作動させると大気圧が局所的に作用し、カバーが、複合形成材料の外側境界部に押しつけられる。その結果、カバーはツール面に接してこれらの材料を押すことになる。また、カバーが剛直な材料で作られている場合は、カバーの形状が、そのカバーの内表面に隣接する複合部品表面の形状に影響を及ぼす。すなわち、剛直なカバーは第二のツール面として働くことができる。
【0068】
次に、複合形成材料を硬化させると、ツール面によって形状が付与された複合部品ができあがる。いくつかの複合形成材料については、複合形成材料を加熱することが硬化させるために好ましいか、または必要である。カバーに追加的な圧力を加え、そして/または複合形成材料を加熱、硬化させるために、ツールおよびカバーの組立体をオートクレーブ中に置くこともできる。閉鎖空間に収容された複合形成材料を硬化させて複合部品を作るには、他のデバイス、たとえば加熱炉および/または個々の加熱エレメントを使って、閉鎖空間に収容された材料を加熱することも考えられる。望めば、個々の加熱エレメントをツール本体内に埋め込むことも考えられる。複合体の形成に使用される樹脂の性質によっては、室温または環境温度でも材料を硬化させて複合部品を製造するのに十分であり得る。
【0069】
上で述べたように、加熱すると加熱された材料はすべてその寸法に変化が生じる。このような寸法変化の大きさは個々の材料のCTEsに依存している。ツール面と、形成される複合部品のCTEとは、実質的に似ているか同じであることが好ましく、形成される複合部品およびツール面材料がCFCの場合がその事例に当たろう。
【0070】
図4は、本発明によるシステムの第四の代表的実施例である。
【0071】
図4は、少なくとも部分的に炭素発泡体からなるツール本体400を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、不透過性ツール面材料405を支持する。このツール面材料の露出した表面部分は、所望の形状に輪郭削りされるか、別の方法で賦形され、ツール面410を提供する。このツール面は、410−Aから410−Bまでのびている。ツール面415に近いツール本体表面も不透過性ツール面材料で仕上げられる。カバー420は、ツール面、ツール面に近いツール本体表面、および複合強化材425を包囲する。複合強化材は繊維であってもよい。カバーは、たとえばプラスチックのような可撓性の材料で作ってもよいし、炭素質発泡体や金属などのような剛直な材料で作ることもできる。
【0072】
炭素発泡体をカバーとして使う場合は、複合形成材料と接触することが予想される炭素発泡体の表面は、ツール面材料、気泡充填材、または分離シートで被覆され得る。すなわち、炭素発泡体をカバーとして使用することは、本発明の記載のように、ツール本体に炭素発泡体が導入される場合とほとんど同じようにして行われ得る。カバーがガスの通過に対して不透過性であるためには、炭素発泡体のカバーを被覆する必要がある。さらに、カバーとして使用される任意の剛直な材料は、複合形成材料と接触することが予想される表面上で、輪郭削りされ得るか、形成され得るか、別の方法で賦形され得、その結果、複合形成材料に対して、ツール本体のそのツール面とは反対側にツール面を形成する。つづいて、この第二のツール面は、複合形成材料表面に形を与える。この表面は、ツール本体のツール面が作り出す表面とは、形成される複合部品の反対側にあることになる。分離シートおよび剥離材は、任意の表面、特に、複合形成材料が接触することが予想される表面に適用され得る。
【0073】
ツール本体とカバーとが交差する箇所は、交差箇所の全周囲の周りに開口部430を形成する。この開口部は、空気またはガスを通さない境界を作る必要があるので、さまざまな材料435で密封され得る。これに適する材料は、密封作用を備えながら、カバーと複合材料との接触を考慮した材料である。例をあげれば、テープ、ガスケット材、すき間ふさぎ用材料、シール材などが開口部の密封に使用できよう。(この実施例に示すように)カバーまたは開口部430には第一接続ポート440が設けられており、この接続ポートは、ツール本体、ツール面、カバーおよびいずれかの開口部シール剤によって規定される空間に通じている。複数の第一接続ポートを使用することも可能である。第一接続ポートには真空系445が接続される。(この実施例に示すように)カバーまたは開口部430には第二の接続ポート450が設けられていて、この接続ポートは、ツール本体、ツール面、カバーおよびいずれかの開口部シール剤によって規定される空間に通じている。第二接続ポートには大気に開いた樹脂レザバ455が接続される。
【0074】
開口部および接続ポートが、シールか、または別の方法で閉鎖されると、ツール面上の複合形成材料は、閉鎖空間460の中に収容される。ツール本体およびカバーの表面、ならびにツール本体とカバーとの間の開口部は密封されるか、または別の方法でガスが透過しないようにされ、この閉鎖空間は実質的に密封され得る。
【0075】
使用時には、複合強化材はツール面に置かれ、ツール本体とカバーとの間の開口部は、接続ポート以外は密封される。真空系を作動させると、閉鎖空間と、閉鎖空間に含まれる複合強化材から空気が排除される。また、真空系を作動させると、大気圧が局所的に作用し、カバーが、複合強化材の外側境界部に押しつけられる。その結果、カバーはツール面に接してこれらの材料を押すことになる。また、カバーが剛直な材料で作られている場合は、カバーの形状が、そのカバーの内表面に隣接する複合部品表面の形状に影響を及ぼす。
【0076】
また、真空系を作動させると樹脂レザバにいれられた樹脂はレザバから閉鎖空間へ移送される。樹脂を移送するため、任意選択的にポンプが使用され得る。閉鎖空間内の樹脂は、複合強化材の中に浸透して複合形成材料を形成する。強化材を用いて所望の複合組成物を作るために必要な量の樹脂が閉鎖空間に移送されると、第二接続ポートを閉じる。
【0077】
強化材を樹脂と一緒に注入し終わったら、複合形成材料を硬化させ、ツール面によって形状を付与した複合部品を作る。いくつかの複合形成材料によっては、これを加熱することが硬化させるために好ましいか、あるいは必要である。カバーに追加的な圧力を加え、そして/または複合形成材料を加熱、硬化させるために、ツールおよびカバーの組立体をオートクレーブ中に置くこともできる。樹脂の移送はオートクレーブ中でも行われ得る。閉鎖空間に収用された複合形成材料を硬化させて複合部品を作るには、他のデバイス、たとえば加熱炉および/または個々の加熱エレメントを使って、閉鎖空間に収容された材料を加熱することもできる。望めば、個々の加熱エレメントをツール本体内に埋め込むこともできる。複合体の形成に使用される樹脂の性質によっては、室温または環境温度でも材料を硬化させて複合部品を製造するのに十分であり得る。
【0078】
上で述べたように、加熱すると加熱された材料はすべてその寸法に変化が生じる。このような寸法変化の大きさは個々の材料のCTEsに依存している。特にツール面と、形成される複合部品のCTEとは、実質的に似ているか同じであり、形成される複合部品およびツール面材料がCFCの場合がその事例に当たろう。
【0079】
図面を引用しながら説明するこの実施例のツールの使用方法(tooling)は、当業者によれば、VARTM(真空含浸工法(Vacuum Assisted Resin Transfer Molding))の例として分類することができる。この実施例の教示にわずかな改変を加えれば、RTM(樹脂注入成形法(Resin Transfer Molding))の例示的な例となり得る。これらの改変は、真空系を取り去って閉鎖空間に開口部を設けることである。閉鎖空間に開口部を設けることは、開いた接続ポートを使用するか、カバーとツール本体との間の開口部を密封しないことによって行われ得る。
【0080】
RTMでは、複合強化材がツール面に置かれる。
【0081】
次に、一般にはポンプの作用により樹脂レザバ中の樹脂を樹脂レザバから開口部を持つ閉鎖空間に移送する。閉鎖空間内の樹脂は、複合強化材に浸透して複合形成材料を形成する。十分な量の樹脂を閉鎖空間および/または強化材に移送したら第二接続ポートを閉じる。
【0082】
図5は、本発明によるシステムの第五の代表的実施例である。
【0083】
図5は、少なくとも部分的に炭素発泡体からなるツール本体500を備えた、再使用可能なツールの断面図である。このツール本体は、上側部分500−Aと下側部分500−Bとの二つに分割される。この実施例では図示されていないが、2つ以上の部分を一つのツール本体として使用することもできよう。これらの部分の表面は、分離表面505と呼ばれる相互の表面で密接する。各部分の分離表面の一部は、機械加工されるか、輪郭削りされるか、成形されるか、別の方法で賦形されて、所望の寸法のツール面510を作り出す。各部分のツール面は、ツールで製造するために計画された形状および複合部品の寸法を有する空間515が規定されるように分離表面上に置かれる。さらに、ツール面は、各部分の分離表面がツール面の外縁部で互いに接触するように分離表面上に置かれる。分離表面の接触領域は所望に従い、あるいは必要性に応じて、テープ、ガスケット材、すき間ふさぎ用材料、シール材など、多様な材料で密封され得る。本実施例ではツール上半分のツール面は520−Aから520−Bまでのびている。ツール下半分のツール面は520−Cから520−Dまでのびている。
【0084】
各部分について、ツール本体に導入した炭素発泡体表面が、ツール面材料525を支持する。このツール面材料は、ツール面の表面と、好ましくは各部分の分離表面とを形成する。このツール面材料は、好ましくは炭素繊維複合体である。あるいは、ツール本体の上半分および下半分の炭素発泡体表面はツール面および/または分離表面としての役割を果たし得る。この炭素発泡体の気泡は部分的充填されてもよいし、完全に充填されてもよい。所望し、かつそれが適当であれば、分離シートおよび剥離化合物を使用することができる。これらの方法は、単独に行ってもよいし、組み合わせて行ってもよい。
【0085】
縦孔は、ツール面によって規定される空間とツール本体の外とを連絡する。通気用縦孔530は、空間最上部と大気とを連絡する。このタイプの縦孔は、ツール本体の上部に設けるのが最も好都合である。別の縦孔535は、樹脂を含むレザバ540に連絡する。このタイプの縦孔は、空間の最も低い位置に連絡する。
【0086】
使用時、複合強化材は、ツール面によって規定される空間に置かれる。次に、付属するレザバから、普通はポンプの作用によって、樹脂を空間へ供給する。樹脂は空間を満たし、強化材に浸透する。樹脂が、空間と大気とを連絡する縦孔に入ったら樹脂の供給を止める。
【0087】
次ぎに、複合形成材料を硬化させると、ツール面によって賦形された複合部品ができあがる。いくつかの複合形成材料を硬化させるとき、複合形成材料によっては加熱することが好ましい場合や、必要な場合がある。加熱は、オートクレーブ、加熱炉、個別加熱エレメント、および/または他の類似加熱デバイスを使って行うことができる。個別加熱エレメントは、ツール本体の外部にあってもよいし、あるいは内部にあってもよい(すなわち、内部に埋め込まれてもよい)。上で述べたように、加熱すると加熱された材料はすべて寸法が変化する。このような寸法変化の大きさは、個々の材料のCTEによって変化する。具体的には、ツール面および形成される複合部品のCTEは、似ているか、本質的に同一であって、形成される複合部品およびツール面材料がCFCの場合がその事例に当たろう。
【0088】
図面を引用しながら説明するこの実施例のツールの使用方法は、当業者によれば、RTM(樹脂注入成形)法の一例に分類できる。この実施例の教示にわずかな改変を加えれば、VARTM(真空含浸工)法の例示的な例になり得る。これらの改変では、通気用縦孔と連絡するのは大気よりも真空系である。ツール面、分離表面、および/または分離表面の接触領域をガス不透過性にするためには、これらの密封性をもっと高める必要があるかもしれない。
【0089】
図6は、本発明によるシステムの第6の代表的実施例である。
【0090】
図6は、少なくとも部分的に炭素発泡体からなるツール本体600を備える、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体表面は、所望の形状に輪郭削りされるか、別の方法で賦形されて、ツール面605を作り出す。図6に示すように、ツール面は、605−Aから605−Bまでのびている。このツール面に導入される炭素発泡体の気泡は、ツール面のガス透過性を残しておくために、部分的な充填にとどめておくことができる。あるいは、炭素発泡体が、ガス透過性ツール面材料を支持する。そして、ツール面材料の露出表面部分が、所望の形状に輪郭削りされるか、別の方法で賦形されて、ツール面を作り出す。ツール面および接続領域610を除いて、ツール本体の外表面領域は、ガス不透過性材料615で密封される。第一接続ポート620を接続領域に設ける。この接続ポートは真空系625に連結される。
【0091】
ツール面のすぐ周辺を囲むツール本体表面630に、上フレーム635および下フレーム640の、二つのフレームを取り付ける。各フレームは、弾性ガス不透過性メンブランを保持している。上フレームは上メンブラン645を保持する。下フレームは下メンブラン650を保持する。これらのフレームは同じサイズのフレームであり、両メンブランの間に第一の閉鎖空間655が形成されるように重ね合わせられている。さらに、重ね合わされたフレームは、ツール面と下メンブランとの間に第二の閉鎖空間660が形成されるように、ツール面のすぐ周辺を囲むツール本体の表面上に置かれる。想定外のガスがこれらの空間で移動したり、空間から外に移動したりしないように、フレーム同士の間、および下フレームと、ツール面のすぐ周辺を囲むツール本体表面との間にシール材665を使ってこれらの閉鎖空間を密封することができる。シール材としては、テープ、ガスケット材、ウェザーストリップ材、シール材など、さまざまな材料が使用できる。第二接続ポート670をフレーム同士の間か、または上メンブランに設けて、第二接続ポートによる第二真空源675と第一閉鎖空間との間の連通を確保する。
【0092】
使用時、複合形成材料680は、第一閉鎖空間に置かれる。真空系を作動させて第一閉鎖空間および第二閉鎖空間から空気を除く。ここで、第二閉鎖空間から除かれる空気は、ツール本体を通過して第一接続ポートに至り、そこから真空系に吸引される点に留意する必要がある。第一閉鎖空間を真空にすることで、複合形成材料から空気が除去される。第二閉鎖空間を真空にすると上メンブランに環境大気圧が作用することによって、エラストマーで作られたメンブランが湾曲する。その結果、複合形成材料が押されてツール面に当たる。
【0093】
次に、複合形成材料を硬化させると、ツール面によって賦形された複合部品ができあがる。いくつかの複合形成材料によっては、複合形成材料を硬化させるときに加熱することが好ましい場合や、必要な場合がある。硬化させるために、複合形成材料にさらに圧力を加えてこれらの材料を加熱するために、ツールをオートクレーブに入れてもよい。閉鎖空間内に収容された複合形成材料を硬化させるために、閉鎖空間内に収容された材料を加熱するには、他の加熱装置、たとえば加熱炉および/または個別加熱エレメントが使用され得、その結果、複合部品が形成される。個々の加熱エレメントは、望めば、ツール本体に埋め込むことができる。複合体の形成に使用する樹脂の性質によって、たとえば材料を硬化させて複合部品を作るのに、室温または環境温度で十分な場合もあろう。
【0094】
上で述べたように、加熱すると加熱された材料はすべて寸法が変化する。このような寸法変化の大きさは、個々の材料のCTEによって変化する。具体的には、ツール面および形成される複合部品のCTEは、似ているか、本質的に同じであって、形成される複合部品とツール面材料とがCFCの場合がその事例に当たろう。
【0095】
図7は、本発明によるシステムの第7の代表的実施例である。
【0096】
図7は、少なくとも部分的に炭素発泡体からなる再使用可能なツールの第一の半分の三次元図である。ツール本体700のこの部分は、分離表面705を有する炭素発泡体からなり、形状710に、機械加工されるか、賦形されるか、成形されるか、別の方法で形成される。この図面においてこの部分の形は半球である。通路715も、炭素発泡体の分離表面に機械加工されるか、賦形されるか、成形されるか、別の方法で形成される。この通路は、ツール本体の一部の分離表面を形状からその表面の端まで走っている。
【0097】
再使用可能なツール本体の第二の半分(図示されていない)は分離表面を有する。この第二の半分も、通路と、分離表面に、機械加工されるか、賦形されるか、成形されるか、別の方法で形成された形状とを有する。第二の半分のこの通路および形状は、第一の半分のそれらと鏡像の関係にあり得る。第二の半分の分離表面は、それが第一半分の分離表面と寸法的に鏡像関係になるように構成され得る。そうすれば、第一の半分および第二の半分の分離表面を一つに合わせたときにぴったり適合し得る。特に、通路が、存在する場合は、表面を横切って、第一の半分の通路が接触する端と、本質的に鏡像関係にある溝にまで達するように、第二の半分を設計することができる。
【0098】
通路と形状がツール本体の両半分に付与する形はツール面を構成する。分離表面と平行な面からツール面のあらゆる部分に線を引けば、これらのツール面はいかなる形をなすことができる。ツール面の表面は、炭素発泡体でもよいし、充填された炭素発泡体でもよい。あるいは、ツール面材料の層を炭素発泡体上に形成させてツール面とすることもできる。これらのツール面材料は、炭素繊維複合体を含め、当該分野で公知の任意の材料であり得る。
【0099】
使用する時は、ツール本体の半分を分離面で一つに合わせる。その場合、合わせピンか境界目印を使用すれば2つの半分を正しく合わせることができる。分離表面の接触を維持するにはさまざまな方法が使用され得る。そのような方法の例としてクランプ留め、ボルト留め、およびストラップ留めなどが挙げられ得るが、これらに限定されるものではない。複合形成材料、たとえば粒子を含む樹脂または短繊維強化材を通路にそそぎ込まれ得る。複合形成材料は、通路を通って、ツール面の形状で規定される空間に運ばれる。あるいは、ツール面の形状によって規定される空間に複合強化材、たとえば繊維が置かれ得る。通路に導入される樹脂は、この複合強化材の中に浸透して複合形成材料を形成し得る。望めば、複合形成材料がツール面を均等に被覆するように、ツール本体の向きを変えたり、そして/または回転させたりすることができる。
【0100】
両半分を分離面で一つに合わせる前に、ツール本体の両半分の形状部分に複合強化材を満たすことも可能である。両半分を合わせたら、通路内に樹脂を流し込むことができる。樹脂は重力によって、ツール面の形状部分で規定された空間に移送される。あるいは、ポンプを使って樹脂をツール面の形状部分で規定された空間に送り込むこともできる。樹脂は、この空間の中で強化材の中に浸透し、複合形成材料を形成する。
【0101】
次に、複合形成材料を硬化させると、ツール面によって賦形された複合部品ができあがる。いくつかの複合形成材料によっては、複合形成材料を硬化させるときに加熱することが好ましい場合や、必要な場合がある。硬化させるために、複合形成材料にさらに圧力を加えてこれらの材料を加熱するには、ツールをオートクレーブに入れてもよい。ツール空間内に収容された複合形成材料を硬化させるために、ツール空間内に収容された材料を加熱するには、他のデバイス、たとえば加熱炉および/または個別加熱エレメントの使用も考えられる。個々の加熱エレメントは、望めば、ツール本体に埋め込むことができる。複合体の形成に使用する樹脂の性質によって、たとえば材料を硬化させて複合部品を作るのに、室温または環境温度で十分な場合もあろう。
【0102】
図8A、8B、および8Cは、本発明によるシステムの第8の代表的実施例である。
【0103】
図8A、8B、および8Cは、本発明による複合ツールの再使用可能なツール本体の製造方法を説明する図である。図8Aは、炭素発泡体ブロック800の説明図である。炭素発泡体ブロックは、ツール本体の少なくとも一部からなる。炭素発泡体ブロックは、所望の任意の望むいかなる幾何学的形状でも作ることができる。さらに、この炭素発泡体は、2つ以上の個別の炭素発泡体ブロックからなり得る。この図解例では、ツール本体の炭素発泡体ブロック800を作るために、3個の炭素質発泡体ブロック802、804、および806が、接着物質またはそれに類するもので一つにつなぎ合わされる。個々の炭素発泡体ブロックのつなぎ合わせに使用される接着材料物質は、たとえば、接着フィルム、樹脂などであり得る。さらに具体的には、市販の接着剤が使用され得る。たとえば、Graphi Bond 551、Expandoおよび/または耐火セメントが使用可能である。特に、CTEが実質的に似ているか、あるいは同じになるように、さまざまな炭素発泡体ブロック802、804、および806が作られる。あるいは、単一の炭素発泡体ブロックを使ってツール本体800を作ることもできる。
【0104】
次に、炭素発泡体ブロック800の表面は、所望の幾何学的形状810に賦形される。たとえば、炭素発泡体ブロック800の表面812は、所定の幾何学的形状に機械加工される。通常、炭素ブロックの賦形表面の寸法は、ツール面材料、本実施例の場合は、形成されて最終的にはツール面を規定することになるラミネートの寸法に合わせて調整される。すなわち、ツール面材料は、使用されることを想定しない場合より、輪郭をわずかに大きめに形削りされ得る。
【0105】
図8Bに示すように、賦形した後、炭素発泡体ブロック800の賦形表面812上に、樹脂および強化材のラミネート814が配置される。このラミネートはツール面材料を構成する。通常、ラミネートの形成に使用される材料は、硬化後のラミネートと炭素発泡体ブロック800のCTEが、実質的に似ているか同じになるように選定される。炭素発泡体ブロックと反対側のラミネート814の表面は、ラミネートの硬化が終わると、ツール本体のツール面として働く。それゆえ、ラミネート814は、所望ツール面の寸法を有する表面が得られるように作られる。本発明のこの実施形態では、ラミネート814は炭素繊維複合体である。本発明の別の実施形態では、ラミネートの代わりにすでに上で述べたツール面材料のいずれかを使用できる。
【0106】
ラミネート814は、カバーとラミネート814との間の空間815の圧力を下げることができるように、真空系(図示されていない)に接続されるカバー816で覆われる。カバー816は、ラミネート814および/またはツール本体800に対してシールが必要である。このようにして、局所的に環境大気圧がカバーにかかることによって、ラミネートは炭素発泡体ブロック800の賦形表面812を圧迫する。カバー816は、シリコンメンブラン、エラストマーバッグ(elastomer bag)などであり得る。次に、ラミネートを硬化する。
【0107】
図8Cに示すように、硬化したラミネート814を炭素発泡体ブロック800から一時的に取り去る。炭素発泡体ブロック800とラミネート814との間の境界面を接合するため、接着剤ペースト816を炭素質発泡体ブロック800の表面に塗布する。次に、硬化したラミネート814を炭素発泡体ブロック上に置く。接着が終わったら、必要に応じて、ラミネート814の外表面818を任意選択的に機械加工し、そして/または所定の幾何学的形状および寸法に仕上げる。炭素質発泡体ブロック800と硬化ラミネート814との組立体は、ラミネートの外表面であるツール面を備えるツール本体を構成する。
【0108】
上で述べたように、本発明のツールの使用方法において、ラミネート814の代わりにツール面材料を使用できる。たとえば、アーク溶射金属は、炭素発泡体ブロック800表面に適用するとツール面材料として働き、ツール面を与え得る。次に、このようなツール面材料は、従来の金属製作技術によって正確な所望の幾何学的形状となるよう、機械加工され得るか、別の方法で形成され得る。さらに、ラミネートの代わりに樹脂または他のツール面材料を炭素発泡体ブロック800上に適用することができる。この方法では、樹脂を炭素質発泡体ブロック800の表面812に塗布して硬化させる。つづいて、樹脂を型押し(mill)するか別の方法で所望の幾何学的形状に賦形して複合部品の製造にそのまま使用できるツール面を得る。
【0109】
望めば、前記方法のいずれかで製作したツール面にけがき、クロスハッチング、パターンなどを入れることができる。これらのパターンなどは、最終的には、ツール本体と一緒に形成されるツール部品に導入される。
【0110】
本発明の精神と範囲から逸脱することなく、本発明においてさまざまな変更および改変が可能であることは、当業者にとって明白であろう。かくして、本発明は、添付する特許請求の範囲およびその均等物の範囲内にある限りにおいて、本発明の変更および改変を包含することを意図するものである。
【図面の簡単な説明】
【0111】
【図1】図1は、部分的に炭素発泡体からなるマンドレルを備えた、再使用可能なツールの断面図である。複合部品を形成するために、このマンドレル外表面には、複合形成材料が置かれる。
【図2】図2は、少なくとも部分的に炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。炭素発泡体の表面は、所望の形状に機械加工されるか、別の方法で輪郭削りされ、あるいは形成されてツール面として使用される。
【図3】図3は、少なくとも部分的に炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、非透過性ツール面の材料を支持する。このツール面材料部分は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、または形成されてツール面として使用される。
【図4】図4は、少なくとも部分的に炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。ツール本体に導入された炭素発泡体の表面は、非透過性ツール面材料を支持する。このツール面材料部分は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、または形成されてツール面として使用される。
【図5】図5は、少なくとも部分的に、炭素発泡体の、互いに向かい合う2つの部分からなるツール本体を備えた、再使用可能なツールの断面である。炭素発泡体の各部分の互いに向かい合う表面はツール面を支持し、その材料表面はツール面として使用される。
【図6】図6は、少なくとも部分的に、炭素発泡体からなるツール本体を備えた、再使用可能なツールの断面図である。ツール本体に導入した炭素発泡体の表面は、所望の形状に機械加工されるか、別の方法で輪郭削りされるか、または形成されて、ツール面として使用される。
【図7】図7は、少なくとも部分的に炭素発泡体からなる再使用可能なツールの第一の半分であって、通路または形状が形成される表面を有する。
【特許請求の範囲】
【請求項1】
少なくとも一つの複合部品を製造するためのツールであって、該ツールはツール本体を備え、かつ該ツール本体の少なくとも一部が、炭素発泡体であるツール。
【請求項2】
前記ツール本体の表面が、ツール面を規定し、かつ該ツール面の一部が、該ツール本体を構成する、少なくとも部分的に炭素発泡体の表面である請求項1に記載のツール。
【請求項3】
前記炭素発泡体の気泡の少なくとも一部が、充填材によって少なくとも部分的に満たされる請求項2に記載のツール。
【請求項4】
前記充填材が、硬化樹脂、ピッチ、硬化させた成形可能なセラミックス、炭化樹脂または炭化ピッチの少なくとも一つである請求項3に記載のツール。
【請求項5】
前記ツール面の熱膨張係数が、該ツール面に形成される複合部品の熱膨張係数と実質的に同様の請求項2に記載のツール。
【請求項6】
前記ツール本体を構成する炭素発泡体の少なくとも一部が、ツール面材料を少なくとも部分的に支持する請求項1に記載のツール。
【請求項7】
前記ツール面材料が、金属およびセラミックスからなる群から選択される請求項6に記載のツール。
【請求項8】
前記ツール面材料が、硬化樹脂、繊維複合材料、炭素繊維複合材料、微粒子複合材料、INVAR(登録商標)、炭化ケイ素セラミックス、およびジルコニアセラミックスからなる群から選択される請求項6に記載のツール。
【請求項9】
前記炭素発泡体の少なくとも一部が、ピッチ、石炭、または石炭誘導体に由来する請求項1に記載のツール。
【請求項10】
前記ツール本体が、マンドレルの形をした請求項1に記載のツール。
【請求項11】
さらにカバーを備え、該カバーが、少なくとも部分的に前記ツール面の上に位置し、該カバーが該ツール面の少なくとも一部を包囲する請求項1に記載のツール。
【請求項12】
前記ツール面の包囲された部分と真空連通する樹脂レザバ接続ポートをさらに備え、ここで該樹脂レザバ接続ポートが、樹脂レザバ系に接続されるように作られていて、該ツール面の包囲された部分を真空にすると、該樹脂レザバ系から該ツール面の包囲された部分に樹脂の移送を提供する、請求項11に記載のツール。
【請求項13】
少なくとも一つの複合部品を製造する方法であって、該方法は以下の工程:
ツール面を有するツール本体を提供する工程であって、ここで該ツール本体の少なくとも一部は炭素発泡体である、工程と、
該ツール面に、複合形成材料を配置する工程と、
該複合形成材料を硬化させて複合部品を製造する工程と
を含む方法。
【請求項14】
前記複合形成材料は、樹脂と、微粒子強化材および繊維強化材からなる群から選択される少なくとも一つの材料との混合物である請求項13に記載の方法。
【請求項15】
前記複合形成材料と前記ツール面との間に分離フィルムを配置する工程をさらに含む請求項13に記載の方法。
【請求項16】
前記ツール面と前記複合形成材料とを接触させる前に、該ツール面の少なくとも一部を剥離材で被覆する工程をさらに含む請求項13に記載の方法。
【請求項17】
前記ツール面の少なくとも一部が、ツール面材料の表面を備え、該ツール面材料の少なくとも一部が、前記炭素発泡体で支持される請求項13に記載の方法。
【請求項18】
前記ツール面材料が、金属およびセラミックスからなる群から選択される請求項17に記載の方法。
【請求項19】
前記ツール面材料が、硬化樹脂、繊維複合材料、炭素繊維複合材料、微粒子複合材料、INVAR(登録商標)、炭化ケイ素セラミックスINVAR(登録商標)、ジルコニアセラミックスINVAR(登録商標)、炭化ケイ素セラミックス、およびジルコニアセラミックスからなる群から選択される請求項17に記載の方法。
【請求項20】
前記ツールが、少なくとも部分的に前記ツール面の上に位置し、該ツール面の少なくとも一部を包囲するカバーをさらに備え、前記複合形成材料が、該ツール面の包囲された部分に置かれ、かつ、該ツール面の包囲された部分内に真空を作り出す工程をさらに含む請求項13に記載の方法。
【請求項21】
請求項13に記載の方法によって作られる複合部品。
【請求項22】
請求項14に記載の方法によって作られる複合部品。
【請求項1】
少なくとも一つの複合部品を製造するためのツールであって、該ツールはツール本体を備え、かつ該ツール本体の少なくとも一部が、炭素発泡体であるツール。
【請求項2】
前記ツール本体の表面が、ツール面を規定し、かつ該ツール面の一部が、該ツール本体を構成する、少なくとも部分的に炭素発泡体の表面である請求項1に記載のツール。
【請求項3】
前記炭素発泡体の気泡の少なくとも一部が、充填材によって少なくとも部分的に満たされる請求項2に記載のツール。
【請求項4】
前記充填材が、硬化樹脂、ピッチ、硬化させた成形可能なセラミックス、炭化樹脂または炭化ピッチの少なくとも一つである請求項3に記載のツール。
【請求項5】
前記ツール面の熱膨張係数が、該ツール面に形成される複合部品の熱膨張係数と実質的に同様の請求項2に記載のツール。
【請求項6】
前記ツール本体を構成する炭素発泡体の少なくとも一部が、ツール面材料を少なくとも部分的に支持する請求項1に記載のツール。
【請求項7】
前記ツール面材料が、金属およびセラミックスからなる群から選択される請求項6に記載のツール。
【請求項8】
前記ツール面材料が、硬化樹脂、繊維複合材料、炭素繊維複合材料、微粒子複合材料、INVAR(登録商標)、炭化ケイ素セラミックス、およびジルコニアセラミックスからなる群から選択される請求項6に記載のツール。
【請求項9】
前記炭素発泡体の少なくとも一部が、ピッチ、石炭、または石炭誘導体に由来する請求項1に記載のツール。
【請求項10】
前記ツール本体が、マンドレルの形をした請求項1に記載のツール。
【請求項11】
さらにカバーを備え、該カバーが、少なくとも部分的に前記ツール面の上に位置し、該カバーが該ツール面の少なくとも一部を包囲する請求項1に記載のツール。
【請求項12】
前記ツール面の包囲された部分と真空連通する樹脂レザバ接続ポートをさらに備え、ここで該樹脂レザバ接続ポートが、樹脂レザバ系に接続されるように作られていて、該ツール面の包囲された部分を真空にすると、該樹脂レザバ系から該ツール面の包囲された部分に樹脂の移送を提供する、請求項11に記載のツール。
【請求項13】
少なくとも一つの複合部品を製造する方法であって、該方法は以下の工程:
ツール面を有するツール本体を提供する工程であって、ここで該ツール本体の少なくとも一部は炭素発泡体である、工程と、
該ツール面に、複合形成材料を配置する工程と、
該複合形成材料を硬化させて複合部品を製造する工程と
を含む方法。
【請求項14】
前記複合形成材料は、樹脂と、微粒子強化材および繊維強化材からなる群から選択される少なくとも一つの材料との混合物である請求項13に記載の方法。
【請求項15】
前記複合形成材料と前記ツール面との間に分離フィルムを配置する工程をさらに含む請求項13に記載の方法。
【請求項16】
前記ツール面と前記複合形成材料とを接触させる前に、該ツール面の少なくとも一部を剥離材で被覆する工程をさらに含む請求項13に記載の方法。
【請求項17】
前記ツール面の少なくとも一部が、ツール面材料の表面を備え、該ツール面材料の少なくとも一部が、前記炭素発泡体で支持される請求項13に記載の方法。
【請求項18】
前記ツール面材料が、金属およびセラミックスからなる群から選択される請求項17に記載の方法。
【請求項19】
前記ツール面材料が、硬化樹脂、繊維複合材料、炭素繊維複合材料、微粒子複合材料、INVAR(登録商標)、炭化ケイ素セラミックスINVAR(登録商標)、ジルコニアセラミックスINVAR(登録商標)、炭化ケイ素セラミックス、およびジルコニアセラミックスからなる群から選択される請求項17に記載の方法。
【請求項20】
前記ツールが、少なくとも部分的に前記ツール面の上に位置し、該ツール面の少なくとも一部を包囲するカバーをさらに備え、前記複合形成材料が、該ツール面の包囲された部分に置かれ、かつ、該ツール面の包囲された部分内に真空を作り出す工程をさらに含む請求項13に記載の方法。
【請求項21】
請求項13に記載の方法によって作られる複合部品。
【請求項22】
請求項14に記載の方法によって作られる複合部品。
【図1】

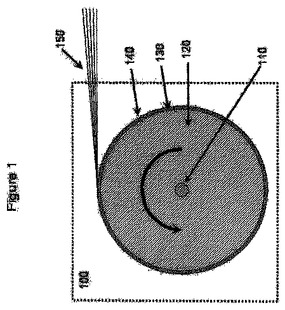
【図2】
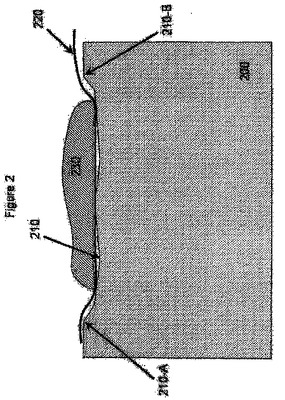
【図3】
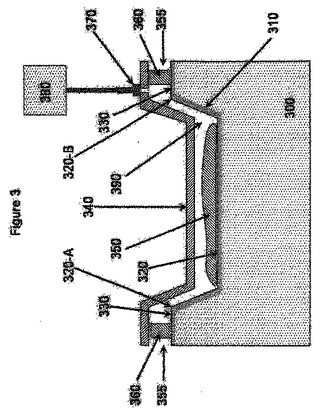
【図4】
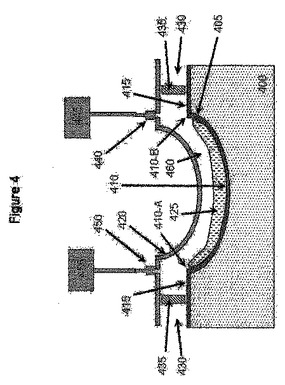
【図5】
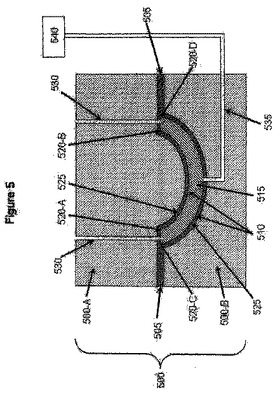
【図6】
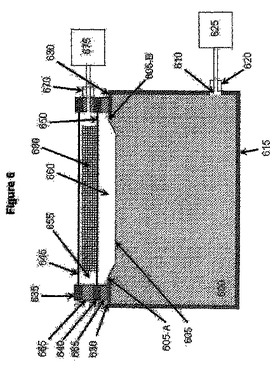
【図7】
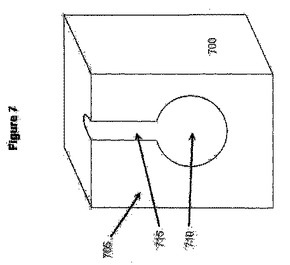
【図8A】
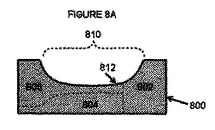
【図8B】
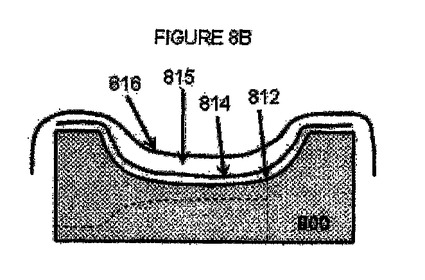
【図8C】
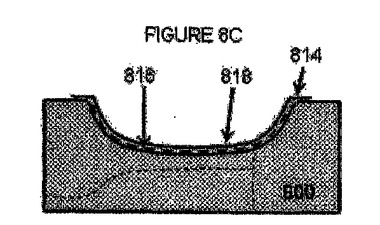
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【公表番号】特表2007−521987(P2007−521987A)
【公表日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−549710(P2006−549710)
【出願日】平成17年1月20日(2005.1.20)
【国際出願番号】PCT/US2005/002416
【国際公開番号】WO2005/070642
【国際公開日】平成17年8月4日(2005.8.4)
【出願人】(504299553)タッチストーン リサーチ ラボラトリー, リミテッド (3)
【Fターム(参考)】
【公表日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成17年1月20日(2005.1.20)
【国際出願番号】PCT/US2005/002416
【国際公開番号】WO2005/070642
【国際公開日】平成17年8月4日(2005.8.4)
【出願人】(504299553)タッチストーン リサーチ ラボラトリー, リミテッド (3)
【Fターム(参考)】
[ Back to top ]