
炭素繊維と絹繊維の複合繊維織物及びその製造方法
【課題】凹凸の発生を小さく抑えることができる炭素繊維糸と絹繊維糸の複合繊維織物及びその製造方法を提供する。
【解決手段】本発明の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、緯糸としての絹繊維糸から形成された円形紋様組織70を織り込んで形成されている。この複合繊維織物は、経糸を一重にし、緯糸を表裏二重にした緯(よこ)二重織構造を有する。地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維糸はいずれも地組織で綴じられておらず、表面と裏面が離間している。
【解決手段】本発明の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、緯糸としての絹繊維糸から形成された円形紋様組織70を織り込んで形成されている。この複合繊維織物は、経糸を一重にし、緯糸を表裏二重にした緯(よこ)二重織構造を有する。地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維糸はいずれも地組織で綴じられておらず、表面と裏面が離間している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維と絹繊維の複合繊維織物及びその製造方法に関する。
【背景技術】
【0002】
炭素繊維は、引張強度や疲労強度が高い、耐熱性に優れる、熱膨張係数が小さい、電磁遮蔽性を有する、といった優れた性質を有する反面、擦れ合ったり強く曲げられたりすると繊維が切断して毛羽立ち(フライ)が発生する、染色できない、という欠点もある。このため、炭素繊維は単独で使用されることはまれで,通常は樹脂・セラミックス・金属などを母材とする複合材料の強化および機能性付与材料として使用されてきた。
【0003】
これに対して、炭素繊維布帛に柔軟性のある高分子化合物を含浸させて炭素繊維シートとし、これをかばんや衣服等に利用することが提案されている(特許文献1参照)。この炭素繊維シートに用いられる炭素繊維布帛は、炭素繊維に既存のナイロンやポリエステル繊維の他、パラ系アラミド繊維やポリアリレート繊維、ポリパラフェニレンベンゾビスオキサゾール繊維といった引張強度が1.9GPa以上の高強力繊維を組み合わせて製織されたものである。
【0004】
一般に、異なる種類の繊維を交織する場合はできるだけ伸度差の小さい繊維を選択する必要がある。これは、伸度差が大きいと織物表面に凹凸が発生し易く、凹凸の発生を抑えるためには各繊維の張力を調整する必要があるからである。炭素繊維は引張抵抗度が24.0ton/mm2と高く、破断伸度が2%と非常に小さいため、炭素繊維と組み合わせることができる繊維の種類は限られる。
【0005】
絹繊維は、優雅な光沢、風合いを有し、しかも染色性に富むという特徴を有することから、古くより着物や帯、洋服、かばん等に広く利用されている。このような絹繊維と炭素繊維を交織すれば、合成繊維と交織する場合よりも染色性・意匠性に優れた複合繊維織物を得ることができると考えられるが、絹繊維は引張抵抗度が0.65〜1.2ton/mm2と低く、破断伸度が15〜25%程度もあり炭素繊維との伸度差が非常に大きい。このため、絹繊維と炭素繊維を交織する場合には、各繊維の張力をうまく調整しなければ織物表面に凹凸が多く発生してしまうため、高品位の織物を得ることが難しかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007-169867号公報([0012])
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、凹凸の発生を小さく抑えることができる炭素繊維と絹繊維の複合繊維織物及びその製造方法を提供することである。
【課題を解決するための手段】
【0008】
絹繊維は、西陣織や京友禅をはじめ日本の様々な伝統的な織物の材料として古くから用いられてきた繊維であり、優美な光沢や風合いを有し、染色性に富む繊維として知られている。本発明者らは、このような絹繊維からなる糸を高機能性繊維として知られている炭素繊維からなる糸と組み合わせることで、機能性、染色性・意匠性に優れた複合繊維織物を得ることができると考え、研究・開発を進めてきた。その結果、得られたものが本発明の複合繊維織物である。
具体的には、本発明の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする地組織に、絹繊維糸で紋様組織を織り込むことにより形成された二重織構造を有することを特徴とする。
【0009】
ここで、二重織構造としては、経糸を表裏二重にし、緯糸を一重にした経(たて)二重織構造、経糸を一重にし、緯糸を表裏二重にした緯(よこ)二重織構造、経糸及び緯糸の両方を表裏二重にした経緯(たてよこ)二重織構造が挙げられる。
【0010】
また、本発明の複合繊維織物においては、裏側に回る絹繊維糸の少なくとも一部が地組織で綴じられていないことが望ましい。このような構成によれば、できあがった複合繊維織物において絹繊維糸が引っ張られた状態にあるときでも、当該織物の裏側に回った絹繊維のうち地組織で綴じられていない絹繊維糸の一部又は全部を切断することにより、複合繊維織物における絹繊維糸の張力を調整することができる。
【0011】
また、本発明は、炭素繊維糸を経糸及び緯糸とする地組織に、少なくとも絹繊維糸を緯糸とする紋様組織を織り込むことにより二重織構造を有する複合繊維織物を製造する方法であって、経糸のうち炭素繊維糸は消極送り出しにより給糸し、絹繊維糸は積極送り出しにより給糸することを特徴とする。
【0012】
さらに、本発明は、炭素繊維糸を経糸及び緯糸とする地組織に、絹繊維糸を経糸及び緯糸とする紋様組織を織り込むことにより二重織構造を有する複合繊維織物を製造する方法であって、製織時における経糸の絹繊維糸の張力を経糸の炭素繊維糸の張力よりも小さくしたことを特徴とする。
【発明の効果】
【0013】
本発明によれば、炭素繊維糸だけで地組織を形成すると共に絹繊維糸だけで紋様組織を形成して、炭素繊維糸からなる部分と絹繊維糸からなる部分を分離したので、炭素繊維糸と絹繊維糸の伸縮率の差による織縮みの発生を大きくしたり小さくしたり制御できる。また、染色性を有する絹繊維糸から紋様組織を形成したため、紋様組織部分に適宜の色を染色したり図柄を捺染したりすることができ、染色性・意匠性に優れた複合繊維織物を得ることができる。
【0014】
また、本発明の複合繊維織物の製造方法によれば、炭素繊維糸及び絹繊維糸の経糸をそれぞれ消極送り出し及び積極送り出しにより給糸することで、炭素繊維糸と絹繊維糸の張力差を設定できるようにしたので、地組織部分と紋様組織部分の織り縮み量や織物全体に凹凸が現れる程度を調整することができる。ここで「調整」とは、複合繊維織物の地組織部分と紋様組織部分の織り縮み量を所定値にするため、或いは、複合繊維織物全体に占める凹凸の割合や凹凸の出没量を所定値にするために、製織時において経糸を送り出す際に炭素繊維糸と絹繊維糸に掛ける張力を所定値に設定することをいう。
【0015】
さらに、本発明の複合繊維織物の製造方法によれば、経緯二重織構造を有する複合繊維織物を製造の際の経糸の絹繊維糸の張力を経糸の炭素繊維糸の張力よりも小さくしたので、紋様組織部分の織縮み量を小さくすることができ、凹凸の少ない、平坦な複合繊維織物を製造することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施例1及び2に係る複合繊維織物を製織するための織機の概略図。
【図2】実施例1の複合繊維織物の断面図。
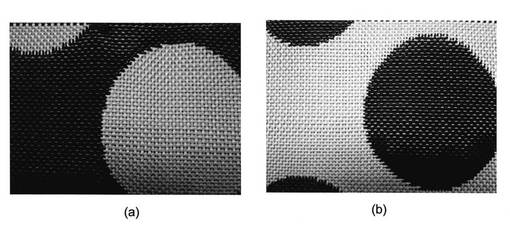
【図3】実施例1の複合繊維織物の外観写真。
【図4】実施例2の複合繊維織物の断面図。
【図5】実施例2の複合繊維織物の外観写真。
【図6】本発明の実施例3〜5に係る複合繊維織物を製織するための織機の概略図。
【図7】実施例3の複合繊維織物の断面図。
【図8】実施例3の複合繊維織物の外観写真。
【図9】実施例4の複合繊維織物の断面図。
【図10】実施例4の複合繊維織物の外観写真。
【図11】実施例5の複合繊維織物の断面図。
【図12】実施例5の複合繊維織物の外観写真。
【図13】本発明の実施例6に係る複合繊維織物を製織するための織機の概略図。
【図14】実施例6の複合繊維織物の外観写真。
【図15】実施例1〜6の複合繊維織物の評価結果を示す表。
【図16】実施例1〜6の複合繊維織物の凹凸に関する試験結果を示す表。
【発明を実施するための形態】
【0017】
以下、本発明の具体的な実施例について図面を参照しながら説明する。
【実施例1】
【0018】
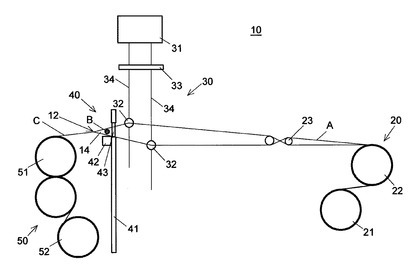
図1は、実施例1に係る複合繊維織物を製造するために用いた織機を示している。図1に示す織機10は通常のシャットル織機であり、千切(ワープビーム)21に整経して巻かれた経糸Aを間丁ローラ22を経てリーズロッド23に繰り出す消極送り出し機構20と、リーズロッド23で張力調整及び配列整理された経糸Aに開口部14を形成する開口機構30と、開口機構30よりも織前12側に設けられ、開口部14に打ち込まれた緯糸Bを織前12側に詰めるクランク式の筬打ち機構40と、織り上げられた複合繊維織物Cを巻き取る積極巻き取り機構50を備えている。
【0019】
前記開口機構30には紋様を織り出すための西陣式400口普通ジャカード31が搭載されている。このジャカード31は400本の紋針(図示せず)を有しているが、本実施例では274本の紋針を使用した。開口機構30は、リーズロッド23を経た経糸Aを綜絖32に通し、この綜絖32を昇降させることにより開口部14を形成する。ジャカード31と綜絖32は目板33に挿通された通糸34によって連結されており、前記通糸34によって綜絖32が選択的に駆動される。また、1個の綜絖32には1本の経糸Aが通されるようになっており、経糸1本ごとに開口制御される。なお、本実施例では、経糸には炭素繊維糸を用いた。
【0020】
筬打ち機構40は、スレーソード41に支持されたスレー42及び筬43を備えている。前記スレーソード41の両側には2丁以上の杼箱(図示せず)が配置されており、各杼には緯糸Bが装着されている。
本実施例では、緯糸として炭素繊維糸及び絹繊維糸の両方を用いたため、2丁の杼によって緯糸としての炭素繊維と絹繊維糸が経糸間に通される。炭素繊維糸と絹繊維糸は伸度差が非常に大きいため、本実施例では、炭素繊維及び絹繊維糸がそれぞれ装着された杼の張力を調整して製織した。
積極巻き取り機構50は、ブレストビーム51とクロスローラ52を備えて構成されている。
【0021】
以下に実施例1の複合繊維織物に用いた炭素繊維糸及び絹繊維糸の特性を示す。なお、ここでは経糸及び緯糸のいずれにも同じ炭素繊維糸を用いた。
・炭素繊維糸(経糸、緯糸):三菱レイヨン株式会社製 商品名:パイロフィル3K
炭素繊維の数3,000本、200テックス、
引張強度:4.41GPa、引張弾性率:234GPa、伸度1.9%
・絹繊維糸(緯糸):練糸、21中24本4本合せ、168テックス、伸度20%
【0022】
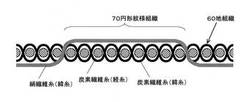
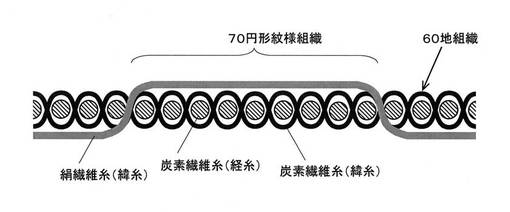
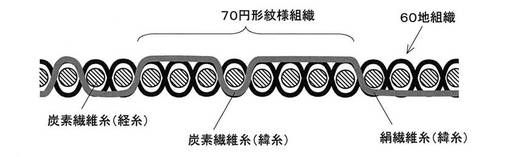
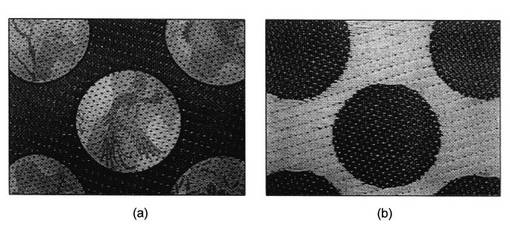
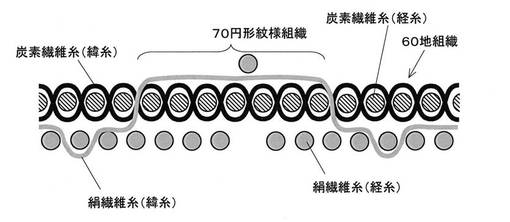
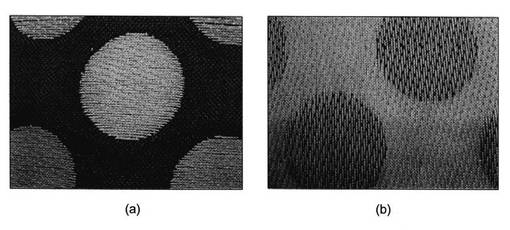
図2は、実施例1の複合繊維織物の断面図である。図2に示すように、実施例1の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、絹繊維糸を緯糸として形成された円形紋様組織70からなる。つまり、実施例1の複合繊維織物は、経糸を一重にし、緯糸を表裏二重にした緯(よこ)二重織構造を有する。実施例1では、緯糸は炭素繊維糸と絹繊維糸が1本ずつ交互に挿入され、上下に配置される。地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維糸はいずれも地組織60で綴じられておらず、表面と裏面が離間している。円形紋様組織70は直径が8cmであり、複合繊維織物の耳内(幅内)に複数形成される。図3は実施例1の複合繊維織物の外観写真である。
【実施例2】
【0023】
実施例2では、地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維糸をそれぞれ8枚朱子織で地組織60に綴じた他は、実施例1と同様にして複合繊維織物を製造した。図4に実施例2の複合繊維織物の断面図を、図5に外観写真を示す。
【実施例3】
【0024】
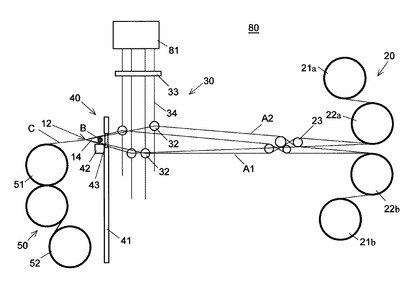
図6は、実施例3に係る複合繊維織物を製造するために用いられる織機80を示している。実施例3の複合繊維織物は経緯二重織構造を有するため(図7参照)、織機80は図1に示す織機10と次の点が異なる。まず、経糸の送り出し機構20には、炭素繊維糸が整経された千切(ワープビーム)21aと絹繊維糸が整経された千切21bが設置されている。これら2個の千切21a,21bから間丁ローラ22a,22bを経てリーズロッド23に経糸A1,A2が繰り出される。なお、千切21bに巻かれた絹繊維糸(経糸)の特性は次の通りである。
・絹繊維糸(経糸):練糸、21中24本3本合せ、126テックス、伸度20%
【0025】
炭素繊維糸と絹繊維糸の張力差を調整するため、送り出し機構20は経糸としての炭素繊維糸を消極送り出しし、経糸としての絹繊維糸を積極送り出しする。消極送り出しは8kgfの錘をかける「しぼり出し方式」により行ない、積極送り出しは、4kgfのテンションローラ(図示せず)を用いて行なった。
【0026】
また、開口機構30には紋様を織り出すための西陣式900口普通ジャカード81を搭載した。このジャカード81は900本の紋針を備えているが、実施例3では炭素繊維糸用に672本の紋針を、絹繊維糸用に168本(4釜)の紋針を使用した。
実施例1及び2と同様に、実施例3でも1個の綜絖32に1本の経糸Bを通し、1羽の筬43に炭素繊維糸と絹繊維糸を1本ずつ通すことにより、経糸1本ごとの開口制御を可能とした。
【0027】
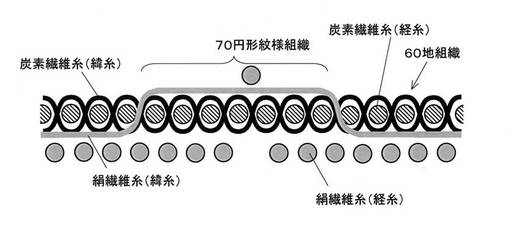
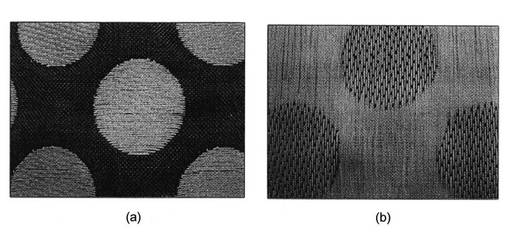
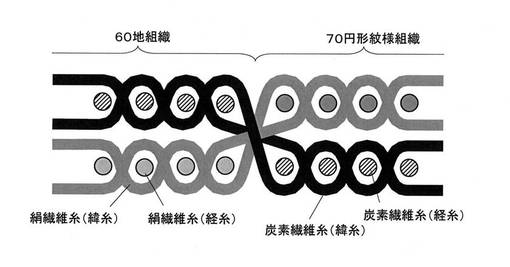
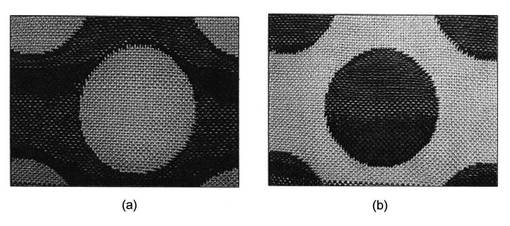
図7は、実施例3の複合繊維織物の断面図である。図7に示すように、実施例3の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、絹繊維糸を経糸及び緯糸とする円形紋様組織70とからなる経緯(たてよこ)二重織構造を有する。経糸及び緯糸は、いずれも炭素繊維糸及び絹繊維糸が1本ずつ交互に挿入され、上下に配置されている。地組織60の裏側に回った絹繊維糸は綴じられていないが、円形紋様組織70の絹繊維糸は8枚朱子織により経糸の絹繊維糸で綴じられている。なお、円形紋様組織70は直径が6.6cmであり、複合繊維織物の耳内(幅内)に複数形成される。図8に実施例3の複合繊維織物の外観写真を示す。
【実施例4】
【0028】
実施例4では、地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維の両方を8枚朱子織により経糸の絹繊維糸で綴じた他は実施例3と同様にして複合繊維織物を製造した。図9に実施例4の複合繊維織物の断面図を、図10に外観写真を示す。
【実施例5】
【0029】
実施例5では、図11に示すように、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、絹繊維糸を経糸及び緯糸とする平織の紋様組織70を有する風通織から複合繊維織物を形成した。この実施例5で用いた炭素繊維糸(経糸及び緯糸)は実施例1と同じである。また、絹繊維糸は次の通りである。
・絹繊維糸(経糸):練糸、21中24本3本合せ、126テックス、伸度20%
・絹繊維糸(緯糸):練糸、21中24本2本合せ、84テックス、伸度20%
この複合繊維織物では、耳内(幅内)に直径6.5cmの円形紋様組織70が織り出されている。図12に実施例5の複合繊維織物の外観写真を示す。
【実施例6】
【0030】
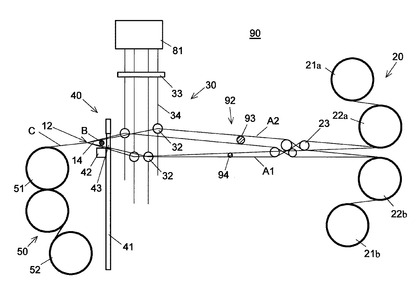
図13は、実施例6に係る複合繊維織物を製造するために用いられる織機90を示している。この織機90では、経糸の絹繊維糸を積極送り出しにより給糸し、リーズロッド23と綜絖32の間の経糸の絹繊維糸の下部にタルミ装置92が配置されている点が図6に示す織機80と異なる。タルミ装置92は、経糸のうち絹繊維糸の製織時における張力を緩めるためのものであり、リーズロッド23を経て上側の綜絖32及び下側の綜絖32に向かう絹繊維糸の下部にそれぞれ配置された2個のテンションローラ93及び94からなる。つまり、テンションローラ93及び94には、千切21bに整経された絹繊維糸が交互に掛けられている。
【0031】
2個のテンションローラ93,94は図示しない昇降機構により所定のタイミングで昇降され、絹繊維糸が綜絖32に通される際の張力が緩められる。例えば、炭素繊維の張力を8kgfとすると、絹繊維糸の張力は4kgfに緩められる。実施例6では、実施例5と同じ炭素繊維糸及び絹繊維糸を用い、同じ織り方(風通織)で複合繊維織物を形成した。従って、断面図は図11と同じになる。図14に実施例6の複合繊維織物の外観写真を示す。
【0032】
〈複合繊維織物の評価〉
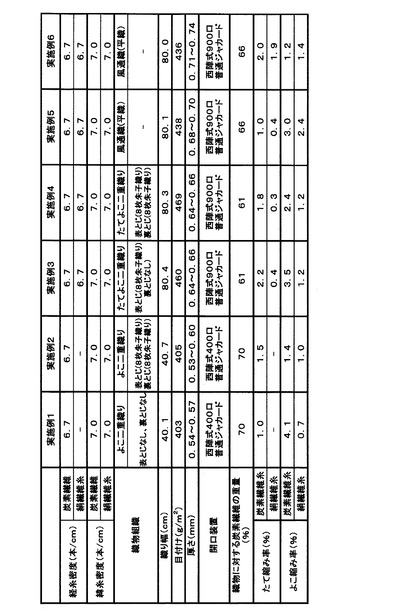
実施例1〜6で得られた複合繊維織物の評価結果を図15に示す。なお、織縮み率(%)はJIS L1096 8.7 B法に従い、初荷重を10gf(98mN)として求めた。図15に示すように、緯二重織構造を有する実施例1及び2は、経緯二重織構造を有する実施例3及び4、風通織の実施例5及び6に比べて目付(単位面積当たりの重量)及び厚さのいずれも小さかった。一方、織縮み率(%)は、たて方向については実施例3、4及び6の炭素繊維糸、並びに実施例6の絹繊維糸において大きな値を示したが、よこ方向については実施例1の炭素繊維において大きな値を示し、織構造の種類に依存した結果は得られなかった。
【0033】
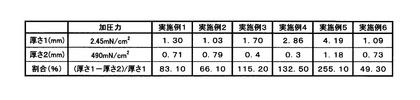
次に、実施例1〜6の複合繊維織物の凹凸を調べるために、JIS L1096 8.5 法に従い小さな圧力及び大きな圧力を加えたときの厚さ(厚さ1及び厚さ2)を求め、その差の厚さ2に対する割合(%)を求めた。ここで「厚さ」とは、織物の表面側に最も突出した凸部の頂部から織物の裏面側に最も突出した凸部(凹部)の頂部までの長さ(mm)をいい、織物の肉厚を示す図15の「厚さ」とは異なる。
【0034】
加圧子には面積が4cm2で加圧力が10gf(98mN)のもの(小圧力)と面積が4cm2で加圧力が200gf(1.96N)のもの(大圧力)を用いた。その結果を図16に示す。図16から明らかなように、実施例1、2及び6はその他の実施例3〜5に比べて割合が小さく、特に実施例6は割合が最も小さかった。
割合が小さいほど凹凸が小さいことを示すことから、タルミ装置90で製織時に経糸の絹繊維糸の張力を緩めた実施例6は全ての実施例の中で最も平坦な織物であった。また、緯二重織構造を有する実施例1及び2は実施例6の次に凹凸の少ない織物となった。このことから、製織時の絹繊維糸の張力を調整しなくても、織組織を工夫することにより織物表面の凹凸を少なくできることが分かった。
【0035】
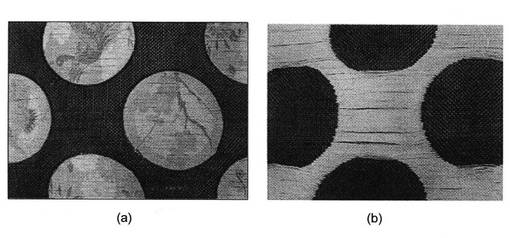
なお、いずれの実施例も円形紋様部分の表側の大部分を絹繊維糸が占めるため、例えば図3の(a)や図5の(a)に示すように、円形紋様組織70に適宜の染色や印刷を施すことができる。従って、実施例1,2及び6は勿論、実施例3〜5であっても意匠性に優れた織物となる。特に、実施例3〜5は織物表面の凹凸が大きいが、凹凸によって立体感のある織物となるため、立体感のある織物が好まれる用途には実施例3〜5の織物を用いると良い。
【0036】
また、実施例1や実施例3のように裏綴じしない場合には、複合繊維織物ができあがった後で地組織部分の裏側の絹繊維糸の一部或いは全部を切断することにより、複合繊維織物における絹繊維糸の張力を調整することができる。
【0037】
本発明は上記した実施例に限らず、次のような変形が可能である。
紋様の形状は円形に限らず楕円形や多角形等の様々な幾何学形状とすることができる。また、幾何学形状に限らず動植物や季節の風物等をモチーフにした形状の紋様でも良い。
地組織や紋様組織は平織に限らず綾織や朱子織及びこれらの変化組織でも良い。
上記実施例ではシャトル織機を用いて製織する方法を説明したが、レピア織機,グリッパーシャットル織機,ウォータージェット織機,エアジェット織機,リボン織機,ニードル織機等でも良い。
上記した実施例、変形例は本発明の一例であり、本発明の趣旨の範囲で適宜変形、修正、追加を行っても、本願特許請求の範囲に包含されることは当然である。
【符号の説明】
【0038】
10,80,90…織機
12…織前
14…開口部
20…消極送り出し機構
21,21a,21b…千切(ワープビーム)
22…間丁ローラ
23…リーズロッド
30…開口機構
31…西陣式400口普通ジャカード
32…綜絖
33…目板
34…通糸
40…筬打ち機構
41…スレーソード
42…スレー
43…筬
50…積極巻き取り機構
51…ブレストビーム
52…クロスローラ
60…地組織
70…円形紋様組織
81…西陣式900口普通ジャカード
92…タルミ装置
93,94…テンションローラ
【技術分野】
【0001】
本発明は、炭素繊維と絹繊維の複合繊維織物及びその製造方法に関する。
【背景技術】
【0002】
炭素繊維は、引張強度や疲労強度が高い、耐熱性に優れる、熱膨張係数が小さい、電磁遮蔽性を有する、といった優れた性質を有する反面、擦れ合ったり強く曲げられたりすると繊維が切断して毛羽立ち(フライ)が発生する、染色できない、という欠点もある。このため、炭素繊維は単独で使用されることはまれで,通常は樹脂・セラミックス・金属などを母材とする複合材料の強化および機能性付与材料として使用されてきた。
【0003】
これに対して、炭素繊維布帛に柔軟性のある高分子化合物を含浸させて炭素繊維シートとし、これをかばんや衣服等に利用することが提案されている(特許文献1参照)。この炭素繊維シートに用いられる炭素繊維布帛は、炭素繊維に既存のナイロンやポリエステル繊維の他、パラ系アラミド繊維やポリアリレート繊維、ポリパラフェニレンベンゾビスオキサゾール繊維といった引張強度が1.9GPa以上の高強力繊維を組み合わせて製織されたものである。
【0004】
一般に、異なる種類の繊維を交織する場合はできるだけ伸度差の小さい繊維を選択する必要がある。これは、伸度差が大きいと織物表面に凹凸が発生し易く、凹凸の発生を抑えるためには各繊維の張力を調整する必要があるからである。炭素繊維は引張抵抗度が24.0ton/mm2と高く、破断伸度が2%と非常に小さいため、炭素繊維と組み合わせることができる繊維の種類は限られる。
【0005】
絹繊維は、優雅な光沢、風合いを有し、しかも染色性に富むという特徴を有することから、古くより着物や帯、洋服、かばん等に広く利用されている。このような絹繊維と炭素繊維を交織すれば、合成繊維と交織する場合よりも染色性・意匠性に優れた複合繊維織物を得ることができると考えられるが、絹繊維は引張抵抗度が0.65〜1.2ton/mm2と低く、破断伸度が15〜25%程度もあり炭素繊維との伸度差が非常に大きい。このため、絹繊維と炭素繊維を交織する場合には、各繊維の張力をうまく調整しなければ織物表面に凹凸が多く発生してしまうため、高品位の織物を得ることが難しかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007-169867号公報([0012])
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、凹凸の発生を小さく抑えることができる炭素繊維と絹繊維の複合繊維織物及びその製造方法を提供することである。
【課題を解決するための手段】
【0008】
絹繊維は、西陣織や京友禅をはじめ日本の様々な伝統的な織物の材料として古くから用いられてきた繊維であり、優美な光沢や風合いを有し、染色性に富む繊維として知られている。本発明者らは、このような絹繊維からなる糸を高機能性繊維として知られている炭素繊維からなる糸と組み合わせることで、機能性、染色性・意匠性に優れた複合繊維織物を得ることができると考え、研究・開発を進めてきた。その結果、得られたものが本発明の複合繊維織物である。
具体的には、本発明の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする地組織に、絹繊維糸で紋様組織を織り込むことにより形成された二重織構造を有することを特徴とする。
【0009】
ここで、二重織構造としては、経糸を表裏二重にし、緯糸を一重にした経(たて)二重織構造、経糸を一重にし、緯糸を表裏二重にした緯(よこ)二重織構造、経糸及び緯糸の両方を表裏二重にした経緯(たてよこ)二重織構造が挙げられる。
【0010】
また、本発明の複合繊維織物においては、裏側に回る絹繊維糸の少なくとも一部が地組織で綴じられていないことが望ましい。このような構成によれば、できあがった複合繊維織物において絹繊維糸が引っ張られた状態にあるときでも、当該織物の裏側に回った絹繊維のうち地組織で綴じられていない絹繊維糸の一部又は全部を切断することにより、複合繊維織物における絹繊維糸の張力を調整することができる。
【0011】
また、本発明は、炭素繊維糸を経糸及び緯糸とする地組織に、少なくとも絹繊維糸を緯糸とする紋様組織を織り込むことにより二重織構造を有する複合繊維織物を製造する方法であって、経糸のうち炭素繊維糸は消極送り出しにより給糸し、絹繊維糸は積極送り出しにより給糸することを特徴とする。
【0012】
さらに、本発明は、炭素繊維糸を経糸及び緯糸とする地組織に、絹繊維糸を経糸及び緯糸とする紋様組織を織り込むことにより二重織構造を有する複合繊維織物を製造する方法であって、製織時における経糸の絹繊維糸の張力を経糸の炭素繊維糸の張力よりも小さくしたことを特徴とする。
【発明の効果】
【0013】
本発明によれば、炭素繊維糸だけで地組織を形成すると共に絹繊維糸だけで紋様組織を形成して、炭素繊維糸からなる部分と絹繊維糸からなる部分を分離したので、炭素繊維糸と絹繊維糸の伸縮率の差による織縮みの発生を大きくしたり小さくしたり制御できる。また、染色性を有する絹繊維糸から紋様組織を形成したため、紋様組織部分に適宜の色を染色したり図柄を捺染したりすることができ、染色性・意匠性に優れた複合繊維織物を得ることができる。
【0014】
また、本発明の複合繊維織物の製造方法によれば、炭素繊維糸及び絹繊維糸の経糸をそれぞれ消極送り出し及び積極送り出しにより給糸することで、炭素繊維糸と絹繊維糸の張力差を設定できるようにしたので、地組織部分と紋様組織部分の織り縮み量や織物全体に凹凸が現れる程度を調整することができる。ここで「調整」とは、複合繊維織物の地組織部分と紋様組織部分の織り縮み量を所定値にするため、或いは、複合繊維織物全体に占める凹凸の割合や凹凸の出没量を所定値にするために、製織時において経糸を送り出す際に炭素繊維糸と絹繊維糸に掛ける張力を所定値に設定することをいう。
【0015】
さらに、本発明の複合繊維織物の製造方法によれば、経緯二重織構造を有する複合繊維織物を製造の際の経糸の絹繊維糸の張力を経糸の炭素繊維糸の張力よりも小さくしたので、紋様組織部分の織縮み量を小さくすることができ、凹凸の少ない、平坦な複合繊維織物を製造することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施例1及び2に係る複合繊維織物を製織するための織機の概略図。
【図2】実施例1の複合繊維織物の断面図。
【図3】実施例1の複合繊維織物の外観写真。
【図4】実施例2の複合繊維織物の断面図。
【図5】実施例2の複合繊維織物の外観写真。
【図6】本発明の実施例3〜5に係る複合繊維織物を製織するための織機の概略図。
【図7】実施例3の複合繊維織物の断面図。
【図8】実施例3の複合繊維織物の外観写真。
【図9】実施例4の複合繊維織物の断面図。
【図10】実施例4の複合繊維織物の外観写真。
【図11】実施例5の複合繊維織物の断面図。
【図12】実施例5の複合繊維織物の外観写真。
【図13】本発明の実施例6に係る複合繊維織物を製織するための織機の概略図。
【図14】実施例6の複合繊維織物の外観写真。
【図15】実施例1〜6の複合繊維織物の評価結果を示す表。
【図16】実施例1〜6の複合繊維織物の凹凸に関する試験結果を示す表。
【発明を実施するための形態】
【0017】
以下、本発明の具体的な実施例について図面を参照しながら説明する。
【実施例1】
【0018】
図1は、実施例1に係る複合繊維織物を製造するために用いた織機を示している。図1に示す織機10は通常のシャットル織機であり、千切(ワープビーム)21に整経して巻かれた経糸Aを間丁ローラ22を経てリーズロッド23に繰り出す消極送り出し機構20と、リーズロッド23で張力調整及び配列整理された経糸Aに開口部14を形成する開口機構30と、開口機構30よりも織前12側に設けられ、開口部14に打ち込まれた緯糸Bを織前12側に詰めるクランク式の筬打ち機構40と、織り上げられた複合繊維織物Cを巻き取る積極巻き取り機構50を備えている。
【0019】
前記開口機構30には紋様を織り出すための西陣式400口普通ジャカード31が搭載されている。このジャカード31は400本の紋針(図示せず)を有しているが、本実施例では274本の紋針を使用した。開口機構30は、リーズロッド23を経た経糸Aを綜絖32に通し、この綜絖32を昇降させることにより開口部14を形成する。ジャカード31と綜絖32は目板33に挿通された通糸34によって連結されており、前記通糸34によって綜絖32が選択的に駆動される。また、1個の綜絖32には1本の経糸Aが通されるようになっており、経糸1本ごとに開口制御される。なお、本実施例では、経糸には炭素繊維糸を用いた。
【0020】
筬打ち機構40は、スレーソード41に支持されたスレー42及び筬43を備えている。前記スレーソード41の両側には2丁以上の杼箱(図示せず)が配置されており、各杼には緯糸Bが装着されている。
本実施例では、緯糸として炭素繊維糸及び絹繊維糸の両方を用いたため、2丁の杼によって緯糸としての炭素繊維と絹繊維糸が経糸間に通される。炭素繊維糸と絹繊維糸は伸度差が非常に大きいため、本実施例では、炭素繊維及び絹繊維糸がそれぞれ装着された杼の張力を調整して製織した。
積極巻き取り機構50は、ブレストビーム51とクロスローラ52を備えて構成されている。
【0021】
以下に実施例1の複合繊維織物に用いた炭素繊維糸及び絹繊維糸の特性を示す。なお、ここでは経糸及び緯糸のいずれにも同じ炭素繊維糸を用いた。
・炭素繊維糸(経糸、緯糸):三菱レイヨン株式会社製 商品名:パイロフィル3K
炭素繊維の数3,000本、200テックス、
引張強度:4.41GPa、引張弾性率:234GPa、伸度1.9%
・絹繊維糸(緯糸):練糸、21中24本4本合せ、168テックス、伸度20%
【0022】
図2は、実施例1の複合繊維織物の断面図である。図2に示すように、実施例1の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、絹繊維糸を緯糸として形成された円形紋様組織70からなる。つまり、実施例1の複合繊維織物は、経糸を一重にし、緯糸を表裏二重にした緯(よこ)二重織構造を有する。実施例1では、緯糸は炭素繊維糸と絹繊維糸が1本ずつ交互に挿入され、上下に配置される。地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維糸はいずれも地組織60で綴じられておらず、表面と裏面が離間している。円形紋様組織70は直径が8cmであり、複合繊維織物の耳内(幅内)に複数形成される。図3は実施例1の複合繊維織物の外観写真である。
【実施例2】
【0023】
実施例2では、地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維糸をそれぞれ8枚朱子織で地組織60に綴じた他は、実施例1と同様にして複合繊維織物を製造した。図4に実施例2の複合繊維織物の断面図を、図5に外観写真を示す。
【実施例3】
【0024】
図6は、実施例3に係る複合繊維織物を製造するために用いられる織機80を示している。実施例3の複合繊維織物は経緯二重織構造を有するため(図7参照)、織機80は図1に示す織機10と次の点が異なる。まず、経糸の送り出し機構20には、炭素繊維糸が整経された千切(ワープビーム)21aと絹繊維糸が整経された千切21bが設置されている。これら2個の千切21a,21bから間丁ローラ22a,22bを経てリーズロッド23に経糸A1,A2が繰り出される。なお、千切21bに巻かれた絹繊維糸(経糸)の特性は次の通りである。
・絹繊維糸(経糸):練糸、21中24本3本合せ、126テックス、伸度20%
【0025】
炭素繊維糸と絹繊維糸の張力差を調整するため、送り出し機構20は経糸としての炭素繊維糸を消極送り出しし、経糸としての絹繊維糸を積極送り出しする。消極送り出しは8kgfの錘をかける「しぼり出し方式」により行ない、積極送り出しは、4kgfのテンションローラ(図示せず)を用いて行なった。
【0026】
また、開口機構30には紋様を織り出すための西陣式900口普通ジャカード81を搭載した。このジャカード81は900本の紋針を備えているが、実施例3では炭素繊維糸用に672本の紋針を、絹繊維糸用に168本(4釜)の紋針を使用した。
実施例1及び2と同様に、実施例3でも1個の綜絖32に1本の経糸Bを通し、1羽の筬43に炭素繊維糸と絹繊維糸を1本ずつ通すことにより、経糸1本ごとの開口制御を可能とした。
【0027】
図7は、実施例3の複合繊維織物の断面図である。図7に示すように、実施例3の複合繊維織物は、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、絹繊維糸を経糸及び緯糸とする円形紋様組織70とからなる経緯(たてよこ)二重織構造を有する。経糸及び緯糸は、いずれも炭素繊維糸及び絹繊維糸が1本ずつ交互に挿入され、上下に配置されている。地組織60の裏側に回った絹繊維糸は綴じられていないが、円形紋様組織70の絹繊維糸は8枚朱子織により経糸の絹繊維糸で綴じられている。なお、円形紋様組織70は直径が6.6cmであり、複合繊維織物の耳内(幅内)に複数形成される。図8に実施例3の複合繊維織物の外観写真を示す。
【実施例4】
【0028】
実施例4では、地組織60の裏側に回った絹繊維糸及び円形紋様組織70の絹繊維の両方を8枚朱子織により経糸の絹繊維糸で綴じた他は実施例3と同様にして複合繊維織物を製造した。図9に実施例4の複合繊維織物の断面図を、図10に外観写真を示す。
【実施例5】
【0029】
実施例5では、図11に示すように、炭素繊維糸を経糸及び緯糸とする平織の地組織60と、絹繊維糸を経糸及び緯糸とする平織の紋様組織70を有する風通織から複合繊維織物を形成した。この実施例5で用いた炭素繊維糸(経糸及び緯糸)は実施例1と同じである。また、絹繊維糸は次の通りである。
・絹繊維糸(経糸):練糸、21中24本3本合せ、126テックス、伸度20%
・絹繊維糸(緯糸):練糸、21中24本2本合せ、84テックス、伸度20%
この複合繊維織物では、耳内(幅内)に直径6.5cmの円形紋様組織70が織り出されている。図12に実施例5の複合繊維織物の外観写真を示す。
【実施例6】
【0030】
図13は、実施例6に係る複合繊維織物を製造するために用いられる織機90を示している。この織機90では、経糸の絹繊維糸を積極送り出しにより給糸し、リーズロッド23と綜絖32の間の経糸の絹繊維糸の下部にタルミ装置92が配置されている点が図6に示す織機80と異なる。タルミ装置92は、経糸のうち絹繊維糸の製織時における張力を緩めるためのものであり、リーズロッド23を経て上側の綜絖32及び下側の綜絖32に向かう絹繊維糸の下部にそれぞれ配置された2個のテンションローラ93及び94からなる。つまり、テンションローラ93及び94には、千切21bに整経された絹繊維糸が交互に掛けられている。
【0031】
2個のテンションローラ93,94は図示しない昇降機構により所定のタイミングで昇降され、絹繊維糸が綜絖32に通される際の張力が緩められる。例えば、炭素繊維の張力を8kgfとすると、絹繊維糸の張力は4kgfに緩められる。実施例6では、実施例5と同じ炭素繊維糸及び絹繊維糸を用い、同じ織り方(風通織)で複合繊維織物を形成した。従って、断面図は図11と同じになる。図14に実施例6の複合繊維織物の外観写真を示す。
【0032】
〈複合繊維織物の評価〉
実施例1〜6で得られた複合繊維織物の評価結果を図15に示す。なお、織縮み率(%)はJIS L1096 8.7 B法に従い、初荷重を10gf(98mN)として求めた。図15に示すように、緯二重織構造を有する実施例1及び2は、経緯二重織構造を有する実施例3及び4、風通織の実施例5及び6に比べて目付(単位面積当たりの重量)及び厚さのいずれも小さかった。一方、織縮み率(%)は、たて方向については実施例3、4及び6の炭素繊維糸、並びに実施例6の絹繊維糸において大きな値を示したが、よこ方向については実施例1の炭素繊維において大きな値を示し、織構造の種類に依存した結果は得られなかった。
【0033】
次に、実施例1〜6の複合繊維織物の凹凸を調べるために、JIS L1096 8.5 法に従い小さな圧力及び大きな圧力を加えたときの厚さ(厚さ1及び厚さ2)を求め、その差の厚さ2に対する割合(%)を求めた。ここで「厚さ」とは、織物の表面側に最も突出した凸部の頂部から織物の裏面側に最も突出した凸部(凹部)の頂部までの長さ(mm)をいい、織物の肉厚を示す図15の「厚さ」とは異なる。
【0034】
加圧子には面積が4cm2で加圧力が10gf(98mN)のもの(小圧力)と面積が4cm2で加圧力が200gf(1.96N)のもの(大圧力)を用いた。その結果を図16に示す。図16から明らかなように、実施例1、2及び6はその他の実施例3〜5に比べて割合が小さく、特に実施例6は割合が最も小さかった。
割合が小さいほど凹凸が小さいことを示すことから、タルミ装置90で製織時に経糸の絹繊維糸の張力を緩めた実施例6は全ての実施例の中で最も平坦な織物であった。また、緯二重織構造を有する実施例1及び2は実施例6の次に凹凸の少ない織物となった。このことから、製織時の絹繊維糸の張力を調整しなくても、織組織を工夫することにより織物表面の凹凸を少なくできることが分かった。
【0035】
なお、いずれの実施例も円形紋様部分の表側の大部分を絹繊維糸が占めるため、例えば図3の(a)や図5の(a)に示すように、円形紋様組織70に適宜の染色や印刷を施すことができる。従って、実施例1,2及び6は勿論、実施例3〜5であっても意匠性に優れた織物となる。特に、実施例3〜5は織物表面の凹凸が大きいが、凹凸によって立体感のある織物となるため、立体感のある織物が好まれる用途には実施例3〜5の織物を用いると良い。
【0036】
また、実施例1や実施例3のように裏綴じしない場合には、複合繊維織物ができあがった後で地組織部分の裏側の絹繊維糸の一部或いは全部を切断することにより、複合繊維織物における絹繊維糸の張力を調整することができる。
【0037】
本発明は上記した実施例に限らず、次のような変形が可能である。
紋様の形状は円形に限らず楕円形や多角形等の様々な幾何学形状とすることができる。また、幾何学形状に限らず動植物や季節の風物等をモチーフにした形状の紋様でも良い。
地組織や紋様組織は平織に限らず綾織や朱子織及びこれらの変化組織でも良い。
上記実施例ではシャトル織機を用いて製織する方法を説明したが、レピア織機,グリッパーシャットル織機,ウォータージェット織機,エアジェット織機,リボン織機,ニードル織機等でも良い。
上記した実施例、変形例は本発明の一例であり、本発明の趣旨の範囲で適宜変形、修正、追加を行っても、本願特許請求の範囲に包含されることは当然である。
【符号の説明】
【0038】
10,80,90…織機
12…織前
14…開口部
20…消極送り出し機構
21,21a,21b…千切(ワープビーム)
22…間丁ローラ
23…リーズロッド
30…開口機構
31…西陣式400口普通ジャカード
32…綜絖
33…目板
34…通糸
40…筬打ち機構
41…スレーソード
42…スレー
43…筬
50…積極巻き取り機構
51…ブレストビーム
52…クロスローラ
60…地組織
70…円形紋様組織
81…西陣式900口普通ジャカード
92…タルミ装置
93,94…テンションローラ
【特許請求の範囲】
【請求項1】
炭素繊維糸と絹繊維糸を交織してなる複合繊維織物であって、
炭素繊維糸を経糸及び緯糸とする地組織に絹繊維糸で紋様組織を織り込むことにより形成された二重織構造を有する複合繊維織物。
【請求項2】
裏側に回る絹繊維糸の少なくとも一部が地組織で綴じられていないことを特徴とする請求項1に記載の複合繊維織物。
【請求項3】
炭素繊維糸を経糸及び緯糸とする地組織に、少なくとも絹繊維糸を経糸とする紋様組織を織り込むことにより二重織構造を有する複合繊維織物を製造する方法であって、経糸のうち炭素繊維糸は消極送り出しにより給糸し、絹繊維糸は積極送り出しにより給糸することを特徴とする複合繊維織物の製造方法。
【請求項4】
炭素繊維糸を経糸及び緯糸とする地組織に、絹繊維糸を経糸及び緯糸とする紋様組織を織り込むことにより経緯二重織構造を有する複合繊維織物を製造する方法であって、製織時における経糸の絹繊維糸の張力を経糸の炭素繊維糸の張力よりも小さくしたことを特徴とする複合繊維織物の製造方法。
【請求項1】
炭素繊維糸と絹繊維糸を交織してなる複合繊維織物であって、
炭素繊維糸を経糸及び緯糸とする地組織に絹繊維糸で紋様組織を織り込むことにより形成された二重織構造を有する複合繊維織物。
【請求項2】
裏側に回る絹繊維糸の少なくとも一部が地組織で綴じられていないことを特徴とする請求項1に記載の複合繊維織物。
【請求項3】
炭素繊維糸を経糸及び緯糸とする地組織に、少なくとも絹繊維糸を経糸とする紋様組織を織り込むことにより二重織構造を有する複合繊維織物を製造する方法であって、経糸のうち炭素繊維糸は消極送り出しにより給糸し、絹繊維糸は積極送り出しにより給糸することを特徴とする複合繊維織物の製造方法。
【請求項4】
炭素繊維糸を経糸及び緯糸とする地組織に、絹繊維糸を経糸及び緯糸とする紋様組織を織り込むことにより経緯二重織構造を有する複合繊維織物を製造する方法であって、製織時における経糸の絹繊維糸の張力を経糸の炭素繊維糸の張力よりも小さくしたことを特徴とする複合繊維織物の製造方法。
【図1】


【図6】
【図13】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図14】
【図6】
【図13】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図14】
【公開番号】特開2011−144477(P2011−144477A)
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願番号】特願2010−6250(P2010−6250)
【出願日】平成22年1月14日(2010.1.14)
【出願人】(596053068)京都市 (26)
【出願人】(510014102)
【出願人】(510014113)
【出願人】(510014124)
【出願人】(510014135)
【出願人】(504050965)有限会社フクオカ機業 (4)
【Fターム(参考)】
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願日】平成22年1月14日(2010.1.14)
【出願人】(596053068)京都市 (26)
【出願人】(510014102)
【出願人】(510014113)
【出願人】(510014124)
【出願人】(510014135)
【出願人】(504050965)有限会社フクオカ機業 (4)
【Fターム(参考)】
[ Back to top ]