
炭素繊維の回収装置及び炭素繊維の回収方法
【課題】炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる炭素繊維の回収装置及び炭素繊維の回収方法を提供する。
【解決手段】本装置10は、水蒸気を導入する導入部11aと、800℃以上に加熱して過熱水蒸気とするヒータ部12と、CFRPを含む被処理体を保持する保持部13と、を備えた炭素繊維の回収装置10であって、被処理体を過熱水蒸気にて処理することにより、CFRP中のプラスチックを除去して炭素繊維を回収する。また、本方法は、CFRPを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、CFRP中のプラスチックを除去して炭素繊維を回収する。
【解決手段】本装置10は、水蒸気を導入する導入部11aと、800℃以上に加熱して過熱水蒸気とするヒータ部12と、CFRPを含む被処理体を保持する保持部13と、を備えた炭素繊維の回収装置10であって、被処理体を過熱水蒸気にて処理することにより、CFRP中のプラスチックを除去して炭素繊維を回収する。また、本方法は、CFRPを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、CFRP中のプラスチックを除去して炭素繊維を回収する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維の回収装置及び炭素繊維の回収方法に関する。更に詳しくは、炭素繊維強化プラスチック(以下、単に「CFRP」ともいう)中のプラスチックを除去して炭素繊維の回収を行うことができる炭素繊維の回収装置及び炭素繊維の回収方法に関する。
【背景技術】
【0002】
従来、過熱水蒸気は、大型のセラミックス成形体の乾燥、粉体処理、金型の表面改質、水素製造装置、食品加工(加熱、乾燥、解凍、焼き、蒸し、殺菌、滅菌、脱臭等)等の分野に広く展開されている。そして、近年は、下記特許文献1〜3に開示されるように、過熱水蒸気をリサイクルに利用する試みがなされている。また、過熱水蒸気発生装置としては下記特許文献4が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−189848号公報
【特許文献2】特開2007−071452号公報
【特許文献3】特開2006−326383号公報
【特許文献4】特開2008−201625号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記特許文献1は、炭化処理方法及び炭化処理システムに関する。この特許文献1には、繊維強化プラスチック(FRP)を炭化させたうえで、振動ミルなどの分離装置を併用することで活性炭と繊維(ガラス)とに分離できるとの記載がある。しかし、この装置及びシステムは炭化を目的とするものであるために樹脂分は炭化されてしまい、残存する炭化物を除去する必要を生じることが問題となる。更に、再利用可能な形態でCFRPから炭素繊維を回収することについては何ら検討されていない。
【0005】
また、特許文献2は、高温水蒸気発生装置に関する。この特許文献2には、FRP破砕物に過熱水蒸気を当射すると樹脂分が気化して残留物としてガラス繊維が残るとの記載がある。しかし、一般的な記載に留まっており、この装置を利用して、FRP破砕物の樹脂分の炭化を抑制しつつ、ガラス繊維を回収できる方法については検討はなされておらず、まして、再利用可能な形態でCFRPから炭素繊維を回収することについては何ら検討されていない。
【0006】
更に、特許文献3は、廃車のリサイクル処理方法に関する。この特許文献3には、550℃までの過熱水蒸気を用いて過熱することで、ポリエチレン、ポリプロピレン等のほとんどの樹脂類が熱分解、気化が終了するとの記載があるものの、熱分解されずに残る熱硬化性樹脂類、FRP系の樹脂類は最終的には炭化物となって残るとの記載がある。しかし、この処理方法は記載の通り、特に熱硬化性樹脂は炭化されてしまうために、残存する炭化物を除去する必要を生じることが問題となる。更に、再利用可能な形態でCFRPから炭素繊維を回収することについては何ら検討されていない。
【0007】
本発明の目的は、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる炭素繊維の回収装置及び炭素繊維の回収方法を提供することを目的とする。特に炭素繊維強化プラスチックを過熱水蒸気処理するにあたって、炭素繊維強化プラスチックを構成するプラスチックの炭化を抑制して、炭素繊維を回収できる炭素繊維の回収装置及び炭素繊維の回収方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、以下に示される。
〈1〉水蒸気を導入する導入部と、
前記水蒸気を800℃以上に加熱して過熱水蒸気とするヒータ部と、
炭素繊維強化プラスチックを含む被処理体を保持する保持部と、を備えた炭素繊維の回収装置であって、
前記被処理体を前記過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収装置。
〈2〉前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する前記〈1〉記載の炭素繊維の回収装置。
〈3〉前記処理は常圧下で行う前記〈1〉又は〈2〉の炭素繊維の回収装置。
〈4〉炭素繊維強化プラスチックを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収方法。
〈5〉前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する前記〈4〉記載の炭素繊維の回収方法。
〈6〉前記処理は常圧下で行う前記〈4〉又は〈5〉の炭素繊維の回収方法。
【発明の効果】
【0009】
本発明の炭素繊維の回収装置によれば、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる。特に炭素繊維強化プラスチックを過熱水蒸気処理するにあたって、炭素繊維強化プラスチックを構成するプラスチックの炭化を抑制して、炭素繊維を回収できる。
炭素繊維を束ねた繊維束を備え、前記処理ではプラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、繊維束の形態を保った状態で炭素繊維を回収する場合は、とりわけ再利用性に優れた炭素繊維を回収できる。特に長繊維の炭素繊維であっても、その形態を損なうことなく、短時間で炭素繊維の回収を行うことができる。
本発明の炭素繊維の回収方法によれば、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる。特に炭素繊維強化プラスチックを過熱水蒸気処理するにあたって、炭素繊維強化プラスチックを構成するプラスチックの炭化を抑制して、炭素繊維を回収できる。
炭素繊維を束ねた繊維束を備え、前記処理ではプラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、繊維束の形態を保った状態で炭素繊維を回収する場合は、とりわけ再利用性に優れた炭素繊維を回収できる。特に長繊維の炭素繊維であっても、その形態を損なうことなく、短時間で炭素繊維の回収を行うことができる。
【図面の簡単な説明】
【0010】
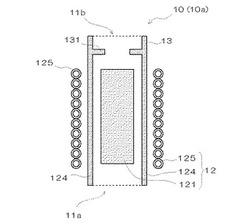
【図1】本発明の炭素繊維の回収装置の一例を示す模式的な断面図である。
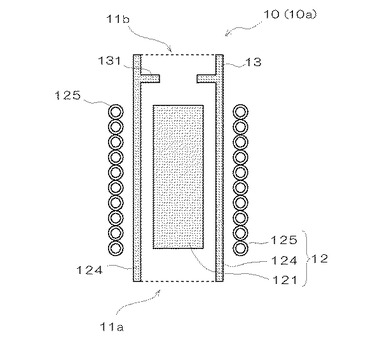
【図2】本発明の炭素繊維の回収装置の他例を示す模式的な断面図である。
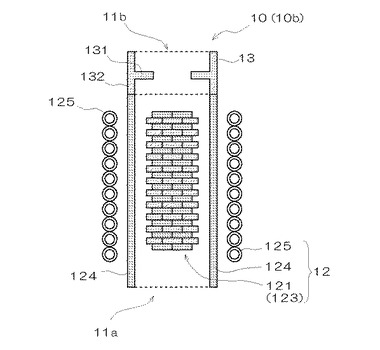
【図3】本発明の炭素繊維の回収装置の更に他例を示す模式的な断面図である。
【図4】発熱体の構造の一例を示す模式的な斜視図である。
【図5】発熱体の構造の他例を示す模式的な斜視図である。
【図6】集成発熱体の一例を示す模式的な斜視図である。
【図7】図6に示す集成発熱体の模式的な平面図である。
【図8】集成発熱体の他例を示す模式的な斜視図である。
【図9】集成発熱体の更に他例を示す模式的な斜視図である。
【図10】保持部の形態の一例を示す模式的な斜視図である。
【図11】保持部の形態の他例を示す模式的な斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明を図1〜11を用いて詳しく説明する。
[1]炭素繊維の回収装置
本発明の炭素繊維の回収装置10(以下、単に「装置10」ともいう)は、水蒸気を導入する導入部11aと、
前記水蒸気を800℃以上に加熱して過熱水蒸気とするヒータ部12と、
炭素繊維強化プラスチックを含む被処理体を保持する保持部13と、を備えた炭素繊維の回収装置であって、
前記被処理体を前記過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする。
【0012】
これらの導入部11a、ヒータ部12及び保持部13の位置関係は特に限定されないが、通常、水蒸気の温度の低い側から、導入部11a、ヒータ部、保持部13の順に配置される。即ち、水蒸気の上流側から下流側に向かって、導入部11a、ヒータ部、保持部13の順に配置される。また、これらの各部は互いに隣接されてもよいが、他部を介在してもよい。以下に、各部を説明する。
【0013】
前記「導入部(11a)」は、水蒸気を導入するものである。この導入部の形状及び大きさ等は特に限定されない。また、ここでいう水蒸気は、通常、飽和水蒸気であるが、800℃未満の過熱水蒸気を導入してもよい。
【0014】
前記「ヒータ部(12)」は、導入部11aから導入された水蒸気を800℃以上の過熱水蒸気に加熱するものである。このヒータ部の構成は特に限定されず、例えば、電磁誘導方式、加圧加熱方式等の種々の方式を採用したヒータ部が挙げられる。これらは1種のみ用いてもよく2種以上を併用してもよいが、これらのなかでも、電磁誘導方式を採用したヒータ部12が好ましい。
【0015】
電磁誘導方式を採用したヒータ部12としては、図1及び図2が例示される。このヒータ部12(即ち、電磁誘導ヒータ部12)は、例えば、発熱体121と、内部に発熱体121が収容された収容体124と、収容体124の外側に巻回して配置された励磁コイル125と、を備えて構成される。
このうち発熱体121は、励磁コイル125への通電に伴い電磁誘導されて発熱されるものである。そして、発熱体121は、電磁誘導により、900℃程度の高い温度にまで、自身が分解、変質、脱ガス、変形粒成長等することなく発熱させることができるものである。
また、収容部124は、発熱体121と励磁コイル125との間に介在されると共に、発熱体121を収容する容器である。
更に、収容体124は水蒸気及び過熱水蒸気を外部で開放しないための流路としても機能する。励磁コイル125は発熱体121を電磁誘導により発熱させるためのコイルである。
【0016】
前記発熱体121を成形する材料は電磁誘導により発熱される材料であれば特に限定されないが、本発明の炭素繊維の回収装置10においては、下記電磁誘導型発熱体成形材料(以下、単に「成形材料」ともいう)からなる。成形材料は、例えば、下記一般式(1)で表される化合物(以下、「特定酸化物」ともいう)が好ましい。
La1−xM1xM2O3−y (1)
〔式中、M1は、Mg、Ca、Sr及びBaから選ばれた少なくとも1種の元素であり、M2は、Cr、Co及びMnから選ばれた少なくとも1種の元素であり、0<x≦0.5、且つ、0≦y≦0.1である。〕
【0017】
この特定酸化物において、元素M1は、Mg、Ca、Sr及びBaから選ばれた少なくとも1種であり、これらのうちの1種のみであってよいし、2種以上の組合せであってもよい。本発明において元素M1は、Srを含むことが好ましく、この場合の特定酸化物は、下記一般式(3)及び(4)で表すことができる。
La1−xSrxM2O3−y (3)
La1−xSrxzM11x−xzM2O3−y (4)
〔但し、M11は、Mg、Ca及びBaから選ばれた少なくとも1種の元素であり、M2は、Cr、Co及びMnから選ばれた少なくとも1種の元素であり、0<x≦0.5、0≦y≦0.1、且つ、0.5≦z<1である。〕
上記一般式(3)及び(4)で表される特定酸化物は、単独で用いてよいし、組み合わせて用いてもよい。
【0018】
また、上記一般式(1)、(3)及び(4)で表される特定酸化物において、元素M2は、Cr、Co及びMnから選ばれた少なくとも1種であり、これらのうちの1種のみであってよいし、2種以上の組合せであってもよい。本発明において元素M2は、Mnを含むことが好ましい。
【0019】
上記一般式(1)、(3)及び(4)で表される特定酸化物において、電磁誘導により発熱(特に800℃以上に発熱)させたときの安定性の観点から、0<x≦0.5である。また、長期及び繰り返し使用可能等の観点から、好ましくは0<x≦0.4、より好ましくは0.1≦x≦0.3である。
【0020】
本発明においては、特定酸化物は、上記一般式(1)において、元素M1がSrである化合物、即ち、上記一般式(3)で表される化合物であって、元素M2がMnであり、且つ、0.1≦x≦0.3である化合物であることが好ましい。成形材料がこの化合物を含むと、電磁誘導により、800℃以上の高温域の所望の温度に発熱させやすく、この温度において過熱水蒸気を生成させる際の耐食性に特に優れる。
尚、この成形材料は、前記特定酸化物を含む以外に、特定酸化物の製造に際して生成した不可避的不純物及び下記一般式(5)で表される酸化物を含有してもよい。
LaM2O3−y (5)
〔式中、M2は、Cr、Co及びMnから選ばれた少なくとも1種の元素であり、且つ、0≦y≦0.1である。〕
【0021】
成形材料に含まれる特定酸化物の含有割合は、すべての化合物の合計を100質量%とした場合、好ましくは80質量%以上、より好ましくは95〜100質量%である。この特定酸化物の含有割合が高いほど、800℃以上の高い発熱温度に対する安定性に優れる。
【0022】
更に、この成形材料からなる発熱体は、その表面に配された、下記一般式(2)で表される化合物を含む被覆部を備えることができる(この被覆部を備える場合、発熱体の前記特定酸化物からなる部位を基部というものとする)。この被覆部は1層のみからなってもよく、2層以上からなってもよい。
La2O3・n(SiO2) (2)
〔式中、nは、1以上2以下の数である。〕
【0023】
前記被覆部は、前記基部の表面を覆う部分(層)であり、前記一般式(2)で表される化合物を含む。即ち、被覆部は、前記一般式(2)で表される化合物のみからなる部分であってよいし、前記一般式(2)で表される化合物と、他の化合物とからなる部分であってもよい。前記一般式(2)で表される化合物の含有量は、発熱体の耐久性の観点から、被覆部を構成する化合物の全量に対して、好ましくは40質量%以上、より好ましくは50質量%以上、更に好ましくは60質量%以上、特に好ましくは65〜100質量%である。
【0024】
被覆部に含まれる、前記一般式(2)で表される化合物は、1種のみであってよいし、2種以上であってもよい。前記一般式(2)において、n=1及びn=2の場合の化合物、即ち、La2O3・SiO2及びLa2O3・2SiO2は、安定化合物である。また、1<n<2の化合物の場合、この構成の成形材料を、電磁誘導の利用による発熱体として用いると、時間とともに、n=1及び/又はn=2の化合物に変化する傾向にある。
前記被覆部を構成する一般式(2)で表される化合物の構造は、X線回折により、同定(定性分析)される。
【0025】
前記被覆部には、前記一般式(2)で表される化合物以外に、例えば、下記一般式(6)で表される他の化合物を含むことができる。
p(M2O)・q(SiO2) (6)
〔式中、M2Oは、Cr、Co及びMnから選ばれた少なくとも1種の元素M2の酸化物の1種又は2種以上であり、且つ、0≦p/q≦10である。〕
この一般式(6)の構造はX線回折により、同定(定性分析)される。
【0026】
本発明に用いる発熱体においては、前記一般式(6)で表される化合物を構成する元素M2は、前記基部に含まれる特定酸化物(前記一般式(1)で表される化合物)を構成する元素M2と同一元素を含むことが好ましい。例えば、前記特定酸化物がLa1−xSrxMnO3である場合には、他の化合物を表す前記一般式(6)における元素M2がMnであることが好ましい。即ち、前記一般式(6)で表される他の化合物としては、下記式(7)が挙げられる。
p1(MnO)・p2(Mn2O3)・q(SiO2) (7)
前記一般式(7)において、p1=1のとき、好ましくは0≦p2≦3、0.5≦q≦1である。
【0027】
この被覆部の厚さは、電磁誘導を利用した発熱体としての安定性、発熱体自身と被覆部との熱膨張係数差の影響を軽減する等の観点から、好ましくは0.5〜50μm、より好ましくは1〜10μm、更に好ましくは2〜5μmである。
この被覆部の形成方法は、特に限定されないが、後述するポリシラザンを用いた方法、ゾルゲル法、溶射法等が挙げられる。このうちポリシラザンを用いた方法とは、前記一般式(1)で表される化合物を含む成形体を得る成形体作製工程と、ポリシラザンを含む溶液を用いて、前記成形体の表面にポリシラザンを含む塗膜を形成する塗膜形成工程と、前記塗膜を、熱処理し、前記一般式(2)で表される化合物を含む皮膜を形成する皮膜化工程と、を備えて得る方法である。
【0028】
前記成形体作製工程は、前記特定酸化物を含む成形体を得る工程である。この工程においては、特定酸化物からなる粉末を含む原料組成物(成形用バインダー、焼結助剤等を含んでもよい)を、金型プレス、CIP等のプレス成形等に供して所定の形状体(棒体、線体、板体、球体、多面体等)とし、これを、大気等の酸素含有雰囲気、又は、真空雰囲気にて、例えば、1,200℃〜1,600℃の温度で熱処理することにより、成形体とすることができる。
【0029】
前記塗膜形成工程において、ポリシラザンを含む溶液(以下、「ポリシラザン溶液」という。)を用いて、前記成形体の表面にポリシラザンを含む塗膜が形成される。
前記ポリシラザンは、下記一般式(8)で表される単位を含み、数平均分子量が、好ましくは30,000〜120,000、より好ましくは32,000〜80,000、更に好ましくは36,000〜54,000の化合物である。
【化1】

〔式中、R1、R2及びR3は、互いに同一又は異なって、水素原子、アルキル基、アルケニル基、シクロアルキル基、アリール基、フルオロアルキル基、アルキルアミノ基又はアルキルシリル基である。〕
【0030】
前記ポリシラザン溶液における溶媒は、ポリシラザンを溶解する化合物が好ましく、トルエン、キシレン、メシチレン、2−ブタノン、メチルイソブチルケトン、プロピレングリコールモノメチルエーテルアセテート等が挙げられる。これらは、単独で用いてよいし、2つ以上を組み合わせて用いてもよい。
前記ポリシラザン溶液におけるポリシラザンの濃度は、特に限定されない。
前記ポリシラザン溶液は、市販品を用いることができ、例えば、AZエレクトロニックマテリアルズ社製ポリシラザン溶液「NN310−30」(商品名)を用いることができる。
前記塗膜形成工程において、塗膜の形成方法は、特に限定されず、ディッピング法、スプレー法、スピンコート法等が適用される。また、塗膜形成時の温度も、特に限定されず、室温等とすることができる。
【0031】
次に、皮膜化工程により、前記成形体の表面の塗膜が熱処理され、前記一般式(2)で表される化合物を含む皮膜が形成される。この工程においては、ポリシラザンが、それ自身の又は水分との反応によって分解されて、Si−O−Siネットワークが形成されると同時に、このSi元素と、前記成形体を構成する前記一般式(1)で表される化合物におけるLa元素とからなる複合酸化物、即ち、前記一般式(2)で表される化合物が形成される。尚、前記一般式(1)で表される化合物の種類によっては、前記一般式(6)で表される化合物が皮膜(被覆部)中に併存する場合がある。
【0032】
前記皮膜化工程において、熱処理条件としては、温度は、好ましくは900℃〜1,500℃の範囲、より好ましくは1,100℃〜1,300℃の範囲であり、雰囲気は、大気等の酸素含有雰囲気が好ましい。前記温度において、昇温、温度の保持、降温等を組み合わせてもよい。尚、熱処理時間は、前記成形体の大きさ、塗膜の厚さ等によって、適宜、選択される。
【0033】
前記塗膜形成工程及び前記皮膜化工程は、各々複数回行ってもよい。この場合、得られた成形材料における皮膜部は、前記一般式(2)で表される化合物を含むものの、皮膜部の元素分布を断面方向で調べると、傾斜構造を有する場合がある。
【0034】
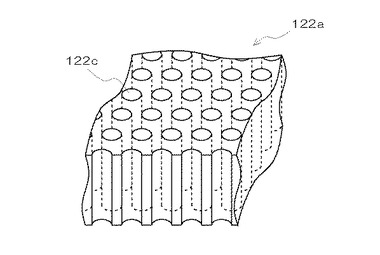
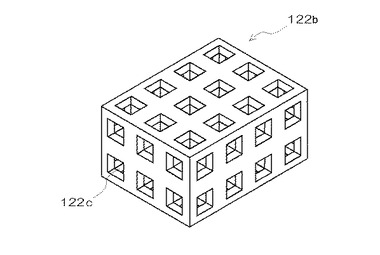
前記発熱体121の形状は、特に限定されず、定形体及び不定形体のいずれでもよい。更に、多孔質であってもよい。その形態も特に限定されないが、例えば、図4及び図5に例示されるように規則的に貫通された貫通孔122cを備える形態とすることができる。
即ち、図4に例示される発熱体122aは、断面形状が円形であり且つ上下方向に通気可能な貫通孔122cを複数有し、これらが等間隔に配列した構造を有する発熱体の例である。尚、図4の発熱体122aの側面(図4の手前側)には、通気をより効率よくする等のために、上下方向に半円形の断面形状を有する切り欠きが設けられている。図4に類するものとして、1以上の螺旋状連通孔を備える発熱体とすることもできる。
また、図5の発熱体122bは、すべての開口形状が同じ大きさの四角形である貫通孔122cを複数有し、縦方向及び横方向に通気可能な立体メッシュ(3次元正方格子)構造を有する発熱体の例である。図5に類するものとして、3次元六方格子構造を有する発熱体とすることもできる。
【0035】
前記貫通孔122cを備える場合、貫通孔122cは、発熱体(122a、122b)の一面から他面に通気するものであれば、その断面形状、孔径、長さ、数、向き等は特に限定されない。断面形状は、円形、楕円形、三角形、四角形等の多角形、星形等とすることができる。孔径について、孔の切断面を得た場合の最短長さは、通常、100μm以上である。また、この貫通孔122cは、一面から他面に対して、孔径が一様であってよいし、異なってもよい。更に、この貫通孔122cは、一面から他面に対して、直線状であってよいし、曲線状であってもよい。また、発熱体が、複数の貫通孔122cを備える場合には、断面形状、孔径、長さ、向き、隣り合う貫通孔の間隔等が一様であってよいし、異なってもよい。尚、貫通孔122cを取り巻く壁の表面には、比表面積を大きくする等の目的で、凸部、凹部等を備えてもよい。
【0036】
これらの発熱体121(122a、122b、123a〜123fを含む)の好ましい形状は特に限定されないが、板体(円板、角板を含む)、棒体、球体(楕円球体を含む)、線体、多面体等の定形体が好ましい。更に、棒体、板体、球体及び多面体がより好ましい。尚、発熱体121は、凸部、凹部、貫通孔等の部位を有してもよい。
【0037】
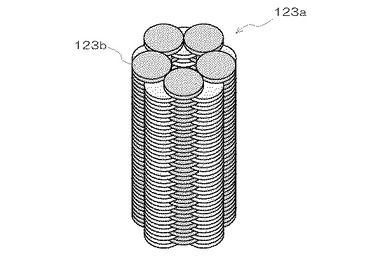
更に、図6〜図9に例示されるように、発熱体121は、複数の発熱体を集成した集成発熱体123(123a、123c、123eを含む)として用いることもできる。この場合には、ここの発熱体の前記通気性は有してもよいが、有さなくてもよい。即ち、中実である発熱体121を利用できる。
集成発熱体123は、複数の発熱体が積み上げられて形成された、上下方向に通気可能な複合物である。そして、集成発熱体123は、全体として、各発熱体(123b、123d、123fを含む)の接触により連結した連続体を形成している。これにより、発熱体間の電子伝導性を維持でき、電磁誘導により発熱させることができる。また、複数の発熱体(123b、123d、123fを含む)により形成される空間が、少なくとも上下方向に連続しているので、水蒸気の加熱が効率よく進められる。
【0038】
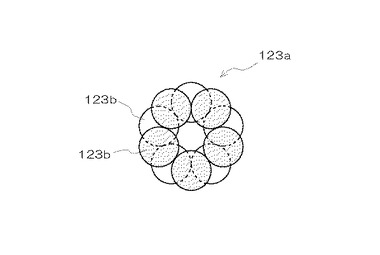
図6の円板集成発熱体123aは、円板型発熱体123bを5枚準備し、各円板型発熱体123bの中心を結んだときに正五角形を形成するように、円板型発熱体123bの側面を互いに接触させて配置し、これを上方にずらしながら複数段積層(図7参照)した積層物である。図6の円板集成発熱体123aは、各段における円板型発熱体123bが接触して、見かけ上、円柱体の中心を上下方向にくり抜いたような、略筒状を有しているので、そのくり抜かれている部分が水蒸気の流路となる。円板型発熱体123bを用いずに、多角形状、楕円形状等の板を用い、適宜、所定間隔を設けながら積層した発熱体とすることもできる。
【0039】
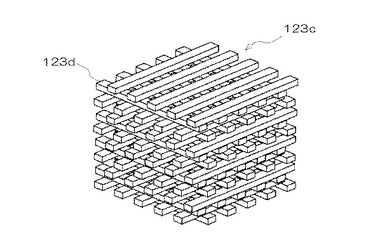
図8の棒体集成発熱体123cは、棒型発熱体(角柱等の柱状体)123dを交互に半周期ずらしながら交互積層してなるウッドパイル型構造を有する。各棒型発熱体123dの配置方法によっては、上方から見たときの通気経路(流路)が直線状である場合、波線状である場合等がある。
【0040】
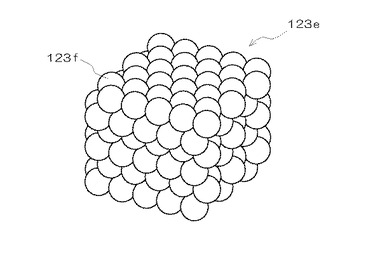
図9の球体集成発熱体123eは、球型発熱体123fを面方向に最密充填し、各球型発熱体123fの中心を結んだときに正三角形を形成するように配置及び積層した、逆オパール構造を有する。最密充填せずに、球型発熱体123fを、各球型発熱体123fの中心を結んだときに正方形を形成するように真上に積み上げてなるオパール構造の球体集成発熱体123eとすることもできる。また、球体を用いずに、立方体、直方体等の多面体、楕円球等の形状の発熱体を積み上げてなる集成発熱体123や、球体、立方体等の発熱体の表面から棒体、線体等の発熱体が更に放射状に突き出してなる集成発熱体123等とすることもできる。
尚、図6〜図9に係る集成発熱体123においては、集成発熱体123の形成に用いる発熱体(各ピース)は、各々形状及び大きさが同じものを用いる必要はなく、互いに同一形状であって大きさが異なる発熱体の組合せ、異なる形状どうしの組合せ等とすることができる。
【0041】
図6〜図9により示される集成発熱体123は、いずれも隣り合う発熱体同士が面接触、線接触又は点接触することにより連結した連続体を構成し、乱れのない一定構造を備える。このため、誘導加熱による発熱を誘起しやすく、この集成発熱体123から均一な輻射熱を与えることができ、導入される水蒸気に対する効率的な加熱を進めることができる。
【0042】
本発明の炭素繊維の回収装置において、前記各発熱体121は、収容体124の内部空間の、好ましくは、発熱体121の表面から収容体124の内壁までの距離がほぼ一定となるような位置に配設されることが好ましい。尚、前記発熱体121の外径、及び、前記収容体124の内径、の長さの関係は、導入される水蒸気の加熱効率の観点から、好ましくは、前者<後者である。
【0043】
前記収容体124の形状は特に限定されないが、例えば、略筒形状とすることができる。この略円筒形状である場合は、通常、円形、楕円形、多角形等の断面形状を有する形態とすることができる。収容体124は、単層構造であってよいし、同一の又は異なる材料からなる複層構造であってもよい。尚、目的、用途等に応じて、ふくれ、くびれ、曲がり等の部分、内壁面に凹部、凸部、溝部等を有してもよい。
【0044】
収容体124を構成する材料は、電磁誘導により発熱せず、且つ、耐火性を有するものであれば特に限定されない。このような材料としては、チタン酸アルミニウム(Al2TiO5)、コージェライト、アルミナ、ジルコニア、石英ガラス等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。これらのなかでもチタン酸アルミニウムが好ましい。即ち、収容体124の内壁は、Al2TiO5(チタン酸アルミニウム、五酸化チタン二アルミニウム)を含む材料で構成されることが好ましい。Al2TiO5を含む内壁を有する場合、この内壁におけるAl2TiO5の含有割合は特に限定されないが、好ましくは70体積%以上、より好ましくは80体積%以上、更に好ましくは90体積%以上(100体積%であってもよい)である。Al2TiO5を含むことにより、900℃程度までの高い温度に対して安定であることから耐熱性に優れ、更に、断熱性、耐衝撃性、耐水蒸気性等にも優れた収容体とすることができる。
本発明においては、収容体124は、その全体がAl2TiO5のみからなる単層型筒状体又は複層型筒状体であることが特に好ましい。
【0045】
前記励磁コイル125は、前記収容体124の外側にあって、少なくとも発熱体121(集成発熱体123を含む)を包囲するように配設される。また、通常、円状又は螺旋状に巻回されている。更に、励磁コイル125は、高周波交流電源(図示せず)に接続され、この電源からの電力供給により磁力線を発し、発熱体121の発熱を誘起する。
【0046】
上記励磁コイル14の周辺部には、発熱構造体11の発熱時に、収容体12からの輻射熱の影響を抑制するために、コイル14を冷却するための冷却手段を備えてもよい。
【0047】
前記「保持部(13)」は、炭素繊維強化プラスチックを含む被処理体を保持するものである。この保持部13において、被処理体は保持されて、被処理体が過熱水蒸気に対して曝露(過熱水蒸気が充満された流路内に配置した場合等)、又は、過熱水蒸気が被処理体に対して当射(ノズルから過熱水蒸気を射出させて被処理体に当てる場合等)などされることとなる。
保持部13の構造は特に限定されず、、収容体124と一体に備えてもよく、収容体124と別体に備えてもよい。収容体124と一体に備える場合としては、収容体124の一部に保持部13を備える場合が挙げられる(図2参照)。一方、収容体124と別体に備える場合としては、装置10の排出部11b側に、収容体124とは別体に保持部13を備える場合が挙げられる(図1参照)。この保持部13は、前記いずれの形態であっても、被処理体を保持するための保持用部材131を備えることができる。この保持用部材131は、どのような位置にどのような構成で、どのような形状で配されてもよい。例えば、収容体124と別体に備える場合にあっては、図10及び図11に例示されるような構成とすることができる。
【0048】
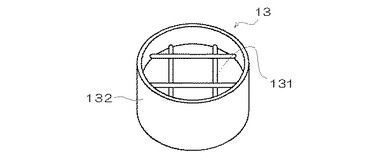
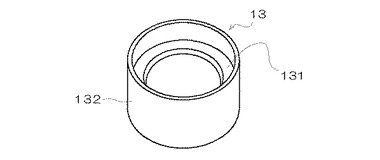
即ち、図10に例示される形態は、保持部構成壁(側壁)132の排出部11b側(図2参照)の内側に配された格子形態の保持用部材131を備える例である。一方、図11に例示される形態は、保持部構成壁(側壁)132の排出部11b側(図2参照)の内側に配された枠形態の保持用部材131を備える例である。
これらの保持用部材131を構成する材料、並びに、保持部構成壁132を構成する材料には、前記収容体124を構成する材料をそのまま適用できるが、収容体124と同じであってもよく異なっていてもよい。
【0049】
本発明の炭素繊維の回収装置10(10a、10b及び10cを含む)は、前記構成以外にも他の構成を備えることができる。他の構成としては、高周波交流電源が挙げられる。この高周波交流電源は本装置10外に配置してもよいが、本装置10内に付設することができる。
また、本装置10内で加熱される水蒸気を供給するための水蒸気供給装置を備えることができる。水蒸気供給装置は本装置10外に配置してもよいが、本装置10内に付設することができる。水蒸気供給装置(図示せず)を備える場合には、例えば、収容体124の導入部11aの側に接続できる。
水蒸気供給装置は、収容体124の内部に、水蒸気{少なくとも水蒸気を含む混合気体(水蒸気及び空気からなる混合気体等)等}を供給するために、収容体124の導入部11aに直接的に又は間接的に結合される装置である。水蒸気供給装置は、公知のボイラー等の水蒸気製造手段等を備える。尚、この際の気化は、減圧下、常圧下及び加圧下のいずれでもよい。
【0050】
本装置10では、高周波交流電源により励磁コイル125に所定の電力を供給し、収容体124内の発熱体121を発熱させると同時に、又は、発熱させた後、水蒸気供給装置から水蒸気(水蒸気を含む混合気体等の気体を含む)を導入部11a側から供給する。そして、ヒータ部12により水蒸気は過熱されて、800℃以上の高温域の所望の温度の過熱水蒸気となる。その後、ヒータ部12で形成された過熱水蒸気は、保持部13を通って排出部11bから系外へと排出される。
【0051】
より詳細には、通常、利用される飽和水蒸気は、収容体124の導入部11a側から、一定速度又は一定圧で、水蒸気供給装置(図示せず)から、発熱体121が収容されている収容体124の内部へと導入される。一方、発熱体121は、予め、励磁コイル14により誘導加熱され発熱しており、導入された飽和水蒸気が発熱体121に接触し、又は、収容体124内の加熱空間を通気することにより、過熱水蒸気が形成される。その後、この過熱水蒸気は、排出部11bから排出される。
尚、前記励磁コイル125による誘導過熱条件としては、発信周波数を、20kHz〜100kHzの範囲から選択して電力を供給することが好ましい。この範囲であれば、発熱体121による、所望の温度(温度範囲800℃以上)への発熱を効率的に進めることができる。
【0052】
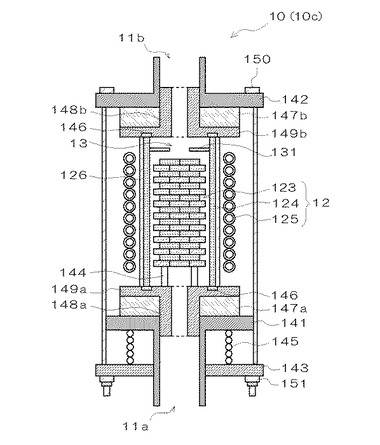
加えて、図3(集成発熱体123を利用した例)に例示されるように更に他の構成を備えることができる。即ち、炭素繊維の回収装置10cは、開口部材148a及びブラケット141により形成された導入部11aを備える。更に、集成発熱体123と収容体124と励磁コイル125とを含むヒータ部12を備える。このヒータ部12は、発熱体支持台144と、この発熱体支持台144上に集成された集成発熱体123と、集成発熱体123に内壁が接触しないように配置された円筒状の収容体124と、収容体124の外側において集成発熱体123を包囲しつつ収容体124の外壁に接触しないように螺旋状に配設された励磁コイル125とにより構成される。また、収容体124のうちの排出部11b側に、収容体124と一体的に備えられた保持部13を備える。この保持部13は、収容体124の内壁から延設された保持用部材を備える。
【0053】
その他、装置10cには、収容体124を励磁コイル125に対して所定位置に固定し保持するために、非磁性材料(例えば、ステンレス製)からなるブラケット141及び142並びに非磁性ステンレス製のボルト150及びナット151が用いられる。
また、収容体124の下方側(導入部11a側)には、一方のブラケット141に保持される側に、水蒸気を供給するための水蒸気供給装置(図示せず)から連通させ接続された導入部11aを有する。一方、この収容体124の上方側(排出部11b側)には、他方のブラケット142に保持される側に、排出部11bを有する。
更に、収容体124の上下の各端部及び外壁面には、それぞれ、これらと接するように、断熱性材料からなるシール材146及び断熱層126が配設される。更に、前記シール材146及び断熱層126を介して、前記導入部11a近傍に開口部材148aが、排出部11b近傍に開口部材148bが、それぞれ配設される。各開口部材148a及び148bは、それぞれ、導入部11a及び排出部11bを形成する各外側に突出される管状部を有するとともに、断熱層126の両端を遮断するための蓋部149a及び149bを備える。
【0054】
前記励磁コイル125は、適当なブラケットから連結されて固定され、この励磁コイル125に適当な周波数の電圧を供給するための高周波交流電源(図示せず)に接続される。また、励磁コイル125への電圧供給による磁界変化を利用して集成発熱体123を発熱させた際に、収容体124の外壁より発せられる輻射熱から励磁コイル125を保護するために、励磁コイル125の内部に冷却水を供給するための冷却系(図示せず)が備えられる。
【0055】
前記収容体124は、適当な断熱材147a及び147bを介して配設されたブラケット141及び142並びにボルト150及びナット151により固定される。また、これらのブラケット141及び142は、それぞれ、開口部材148a及び148bも固定し、固定した開口部材148a及び148bによって、導入部11a及び排出部11bを形成する。
【0056】
前記ブラケット141には、ブラケット142、ボルト150及びナット151とともに、前記収容体124の機械的強度を補うとともに導入された水蒸気及び/又は生成された過熱水蒸気の気密性を補うために、スプリングコイル等の弾性体145と、台座143とを備える。この弾性体145を、台座143により圧縮させた状態とし、この台座143及びブラケット142を、ボルト150及びナット151を用いて固定することにより、収容体124において確実な気密性及び機械的強度を確保できる。
【0057】
前記収容体124に収容された集成発熱体123は、上記のように、5個の円板型成形材料によって環状とし、これを1段ごとにずらしながら積層してなる略円筒体を形成する(図3、図6及び図7参照)。従って、水蒸気供給装置から導入部11aを介して導入された水蒸気を、略筒状の集成発熱体123の貫通孔内に通し、連続した凹凸面を形成している、集成発熱体123の内壁面との接触効率を高めて、電磁誘導により発熱させた集成発熱体123により過熱水蒸気を生成させるようになっている。生成された過熱水蒸気は、その後、排出部11bから排出される。
【0058】
[2]炭素繊維の回収方法
本発明の炭素繊維の回収方法(以下、単に「回収方法」ともいう)は、炭素繊維強化プラスチックを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする。
【0059】
CFRPを温度800℃以上の過熱水蒸気で処理する本発明の回収方法によれば、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる。即ち、炭化を抑制しながらCFRPを構成するプラスチックを除去できる。更に、除去する際には当初のプラスチック質量の一部に相当する部分が適度に残存される。これにより、特にCFRP内に炭素繊維基布が積層された積層布(積層炭素繊維基布)が含まれている場合には、その層間を剥離させながら、各基布の形態を維持したまま、炭素繊維束の単繊維間の解離を抑制して、炭素繊維を回収できる。
【0060】
前記「被処理体」は、CFRPを少なくとも処理物であればよく、その種類及び形態等は特に限定されない。即ち、例えば、CFRPと樹脂(CFRPに含まれるプラスチックと異なる樹脂)との複合体、CFRPと金属との複合体、CFRPとセラミックとの複合体等が挙げられる。
【0061】
前記「炭素繊維強化プラスチック」は、プラスチック内部に炭素繊維が強化材として含まれた素材である。このCFRPには、例えば、フィラメント及び/又は織布を樹脂含浸させたプリプレグを積層した後、プレス成形及び/又はオートクレーブ成型等を施して得られたCFRP、樹脂と短繊維を混合物を射出成形(更には硬化処理)等が施されて得られたCFRP、等が含まれる。
【0062】
CFRP内に含まれる炭素繊維の形態は特に限定されず、炭素繊維(短繊維及び/又は長繊維)はCFRP内に不規則に含まれてもよく、炭素繊維(短繊維及び/又は長繊維)はCFRP内に不織布として含まれてもよく、炭素繊維(短繊維及び/又は長繊維)はCFRP内に織布として含まれてもよく、更には、その他の形態で含まれてもよい。また、不織布及び織布にあっては、単層で含まれてもよく、単独又は併用により積層されて含まれてもよい。
【0063】
更に、CFRP内に含まれる炭素繊維は、短繊維であってもよく、長繊維であってもよいが、本方法は繊維束を維持したまま炭素繊維を回収できるという観点から、本発明の作用を効果的に得ることができる長繊維の繊維束であることが好ましく、更には、長繊維の繊維束を用いた織布として含まれていることが好ましい。この繊維束を構成する炭素繊維の本数は特に限定されないが、例えば、1000〜24000本とすることができる。本方法による作用をより効果的に得るには、この繊維束を構成する炭素繊維の本数は1000〜12000本が好ましく、1000〜6000本がより好ましく、1000〜3000本が特に好ましい。
【0064】
前記「炭素繊維」は、どのような種類のものを用いてもよいが、通常、有機繊維、石炭ピッチ、石油ピッチ等を紡糸して製造した繊維を炭化して得られる繊維である。即ち、例えば、ポリアクリルニトリル(PAN)繊維を原料に用いたPAN系炭素繊維、石炭ピッチ、石油ピッチを原料に用いたピッチ系炭素繊維が含まれる。これらの炭素繊維は1種のみを用いてもよく2種以上を併用してもよい。
【0065】
更に、その繊維径は特に限定されないが、例えば、5〜15μmとすることができる。本方法による作用をより効果的に得るには、この繊維径は5〜12μmが好ましく、6〜10μmがより好ましく、6〜9μmが特に好ましい。また、炭素繊維強化プラスチック内に占める炭素繊維の体積割合(CFRP全体を100体積%とする)も特に限定されないが、例えば、30〜80体積%とすることができる。本方法による作用をより効果的に得るには、この体積割合は40〜60体積%が好ましく、40〜55体積%がより好ましく、45〜50体積%が特に好ましい。
【0066】
前記「プラスチック」は、CFRPを構成する高分子である。このプラスチックの樹脂種は問わず用いることができる。即ち、例えば、熱可塑性樹脂であってもよく、熱硬化性樹脂であってもよく、更には、その他の樹脂(高分子)であってもよい。熱可塑性樹脂としては、メチルメタクリレート樹脂、ポリエーテルエーテルケトン樹脂、ポリフェニレンスルフィド樹脂等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。また、熱硬化性樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、ビニールエステル樹脂、フェノール樹脂、シアネート樹脂、ポリイミド樹脂等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。これらのなかでは、熱硬化性樹脂が好ましく、更には、エポキシ樹脂がより好ましい。
【0067】
炭素繊維強化プラスチック内に占めるプラスチックの体積割合(CFRP全体を100体積%とする)も特に限定されないが、例えば、20〜70体積%とすることができる。本方法による作用をより効果的に得るには、この体積割合は40〜60体積%が好ましく、40〜55体積%がより好ましく、45〜50体積%が特に好ましい。
【0068】
前記「処理」は、過熱水蒸気と接触させることである。この接触によりプラスチックがCFRPから除去される。ここでいう除去とは、過熱水蒸気より前記プラスチックが気化、昇華、分解、焼失されることを含む意味である。
前記処理におけるCFRPと過熱水蒸気との接触はどのように行ってもよい。即ち、例えば、過熱水蒸気の雰囲気下にCFRPを曝露してもよく、過熱水蒸気をノズル等を利用してCFRPに当射してもよい。これらのうちでは前者が好ましい。前者、即ち、曝露であれば、炭素繊維の飛散を抑制でき、炭素繊維の回収のしやすさの観点から好ましい。更には、前記本発明の炭素繊維の回収装置を利用することがより好ましい。
【0069】
また、前記処理では、過熱水蒸気の温度は800℃以上であればよく、その温度は特に限定されないが、800〜1000℃が好ましい。この範囲の温度では、プラスチックの炭化を抑制しつつ、プラスチックの除去速度を大きくできる。この温度は、更に、800〜900℃がより好ましく、850〜900℃が特に好ましい。
更に、処理時間も特に限定されないが、2〜10分が好ましい。この範囲の時間では十分にプラスチックの除去を行うことができると共に、これ以上の時間処理を行ってもプラスチックの除去への寄与が低くなる傾向にあるからである。この時間は、3〜7分がより好ましく、3〜5分が特に好ましい。
【0070】
更に、本方法では、処理するCFRPが、炭素繊維を束ねた繊維束を備える場合には、前記処理ではプラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、繊維束の形態を保った状態で炭素繊維を回収できる。これにより、とりわけ再利用性に優れた炭素繊維を回収できると共に、特に長繊維の炭素繊維であっても、その形態を損なうことなく、短時間で炭素繊維の回収を行うことができる。
尚、前記残存とは、処理前のプラスチックのままでの残存のみを表すのではなく、どのような形態での残存であってもよい。即ち、処理前におけるプラスチックの質量割合として換算した場合に、残存形態に関わらず、前記質量の20〜32質量%に相当するものが残存されることを意味する。この残存されるものとしては、プラスチック自体、プラスチックの炭化物等が含まれる。
【0071】
この「プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させる」ことを、後述する実施例における式(9)に基づいて除去率として換算した場合には、「除去率において68〜80%に相当するプラスチックを除去するとともに、20〜32%に相当するプラスチックを残存させる」こととなる。更に、下記式(11)に基づいて残存率として換算した場合には、「除去率68〜80%且つ残存率20〜32%とする」こととなる。
残存率(%)={MP−(M1−M2)}/MP×100 (11)
処理前のCFRPの質量――――――――――――;M1
処理後のCFRP(炭素繊維回収物)の質量―――;M2
処理前のCFRP中に含まれるプラスチックの質量;MP
(MPは下記炭素繊維強化プラスチックに関する各含有率及び密度を利用して算出)
【0072】
前記残存率は、20〜32%とすることが好ましく、24〜32%とすることがより好ましく、25〜31%とすることが特に好ましい。即ち、除去率は68〜80%とすることが好ましく、68〜76%とすることがより好ましく、69〜75%とすることが特に好ましい。
【0073】
更に、前記処理は常圧下で行うことが好ましい。常圧下で行うとは、図1、図2及び図3に示すように、保持部13を密閉せずに開放系で前記処理を行うことを意味する。この常圧下で処理を行うことにより、CFRPから炭素繊維の形態を損なわず再利用可能に回収することができる。
【実施例】
【0074】
以下に、実施例を挙げ、本発明を更に詳細に説明するが、本発明の主旨を超えない限り、本発明はかかる実施例に限定されるものではない。尚、下記において、部及び%は、特に断らない限り、質量基準である。
【0075】
〈1〉円板型発熱体の製造
第一稀元素工業社製La0.8Sr0.2MnO3粉末を、プレス成形(圧力:20MPa)し、その後、CIP成形(圧力:600MPa)することにより、円板形状とした。次いで、酸素気流中、温度1,500℃で5時間焼成することにより、直径24mm及び厚さ10mmの焼結体を得た。
その後、この焼結体をアセトンで超音波洗浄した。そして、焼結体を、25℃に調整した、AZエレクトロニックマテリアルズ社製ポリシラザン溶液「NN310−30」(商品名)中に、10秒間浸漬させた後、これを取り出し、酸素気流中、下記条件で熱処理した。これにより、上記焼結体の表面に、Si系の酸化物被膜を形成させ、円板型発熱体を得た。上記商品のポリシラザンは、−(SiH2NH)n−であり、n=800〜1,200の化合物である。
<熱処理条件>
塗膜付き焼結体を2時間かけて450℃まで昇温加熱し、450℃で1時間保持した。その後、5時間かけて1,200℃まで昇温加熱し、1,200℃で1時間保持した。次いで、5時間かけて、室温まで降温させた。
【0076】
前記円板型発熱体について、リガク社製「RINT2000」(型式名)を用いたXRD測定、及び、PHI社製「ADEPT1010」(型式名)を用いたD−SIMS測定に供して、それぞれ、被覆部の組成分析、及び、被覆部表面からの深さ方向分析を行った。その結果、被覆部が、La9.33Si6O26及びMn7SiO12からなることが分かった。また、これらの割合を求めたところ、La9.33Si6O26が65質量%であり、Mn7SiO12が35質量%であることが分かった。更に、円板型成形材料の表面から約4μmのあたりで、Si元素の減衰が停滞していることから、被覆部の厚さが約4μmであることが分かった。
【0077】
XRD測定及びD−SIMS測定は、以下の通りである。
<XRD測定条件>
X線源:Cu
スキャンステップ:0.02deg.
スキャンスピード:4.0deg./min.
管電圧:40kV
管電流:40mA
<D−SIMS測定条件>
1次イオン:Cs+
1次加速電圧:5.0kV
検出領域:100μm×100μm
【0078】
〈2〉炭素繊維の回収装置10(10b)の作製
前記〈1〉で得られた円板型発熱体を5個単位で用い、各側面を密着させて各中心を結んだときに正五角形を形成するように配置してこれを1段とし、図6及び図7に示すように、縦方向に36度ずつずらして50段積層し、上下方向に通気可能な構造を備える円板集成発熱体123aを得た。この円板集成発熱体123aを集成発熱体123として用いた。
次いで、集成発熱体123を、チタン酸アルミニウム(Al2TiO5)からなる円筒状の収容体124(内径69mm)の中央部に、その内壁に接触しないように、発熱体支持台144(図3の符号144参照、図2に図示せずないが、同様に配設している)上に設置した。また、この収容体124の外側であって、集成発熱体123を包囲するように且つ収容体124の外壁に接触しないように、螺旋状の励磁コイル125を配設した。
更に、収容体124とは別体の保持部13を用意した。この保持部13は、図10に示す形態であり、収容体124上に重ねて配置される保持部構成壁132と、2本のアルミナ(Al2O3)製の丸棒を上下に交差させて格子状に組まれ、保持部構成壁132の内壁面に取り外し可能に固定された保持用部材131と、を有する(図2及び図10参照)。
【0079】
〈3〉炭素繊維の回収
前記〈2〉に示した装置10b(図2参照)を用い、以下の要領で生成させた各温度の過熱水蒸気で炭素繊維強化プラスチックの処理を行い、炭素繊維の回収を行った。尚、水蒸気供給装置として、水蒸気製造用ボイラー及び送気ポンプを、配管を介して導入部11aと連結した。
そして、前記装置10bの保持部13を取り外したまま、熱電対を排出部11b側の発熱体123の開口部上に配置した状態で、高周波交流電源から、励磁コイル125に周波数50kHzの電圧を供給し、電磁誘導により集成発熱体123を1,100℃に発熱させた。
【0080】
その後、比較例1においては、水蒸気供給装置から飽和水蒸気を9.0kg/時で供給して、導入部11aより導入し、発熱している集成発熱体123の外表面及び内表面に飽和水蒸気を接触させて、過熱水蒸気の温度が600℃に安定することを確認し、排出部11bから9.0kg/時で排出した。次いで、前記上下に組まれた保持用部材131の間にCFRPの試験片を挟んで固定した保持部13を、過熱水蒸気の温度が600℃で安定した時点で、過熱水蒸気を発生させたままで、収容体124上に積み重ね、そのまま3分間の処理を行った。
【0081】
同様にして、実施例1〜3においては、水蒸気供給装置から飽和水蒸気を9.0kg/時で供給して、導入部11aより導入し、発熱している集成発熱体123の外表面及び内表面に飽和水蒸気を接触させて、800℃の過熱水蒸気を生成させ、排出部11bから9.0kg/時で排出して、表1に示すように、実施例1では3分間、実施例2では30分間、実施例3では60分間、各々処理を行った。
【0082】
前記処理の結果を以下の基準で評価し、表1に示した。即ち、当初の炭素繊維強化プラスチックから除去されたプラスチックの質量割合を除去率として、下記式(9)により算出される値を表1に示した。
また、比較例1及び実施例1では、各々1分間あたりに除去されたプラスチックの体積を除去速度とし、下記式(10)により算出される値を表1に示した。
更に、回収された炭素繊維の状態を下記基準にあてはめ、その結果を表1の「回収状態」の欄に示した。
「○」…基布層間が剥離し、且つ、繊維束を維持したまた回収できた。
「×」…基布層間は剥離せず、炭素繊維を回収できなかった。
【0083】
【表1】
【0084】
除去率の算出方法
除去率(%)=(M1−M2)/MP×100 (9)
処理前のCFRPの質量――――――――――――;M1
処理後のCFRP(炭素繊維回収物)の質量―――;M2
処理前のCFRP中に含まれるプラスチックの質量;MP
(MPは下記炭素繊維強化プラスチックに関する各含有率及び密度を利用して算出)
【0085】
除去速度の算出方法
除去速度(cm3/分)={(M1−M2)/ρ}/T (10)
処理前のCFRPの質量――――――――――――;M1
処理後のCFRP(炭素繊維回収物)の質量―――;M2
ρ(プラスチックの密度)―――――――――――;1.24g/cm3
T(処理時間)――――――――――――――――;3分
【0086】
試験片として利用した炭素繊維強化プラスチックは以下の通りである。
寸法;25mm×25mm×2mm
炭素繊維種;東レ株式会社製、品名「T300」(繊維径7μm、密度1.76g/cm3)
炭素繊維形態;単繊維3000本が無撚り状態で束ねられた繊維束(幅約1.5mm)
炭素繊維基布;平織り織布
炭素繊維積層数;10層(10層積層炭素繊維基布)
炭素繊維含有率;46体積%(炭素繊維強化プラスチック全体100体積%)
プラスチック種;エポキシ樹脂(密度1.24g/cm3)
プラスチック含有率;54体積%(炭素繊維強化プラスチック全体100体積%)
【0087】
〈4〉実施例の効果
比較例1における除去率は65%であったものの、積層炭素繊維基布の層間が剥離されておらず、再利用可能な回収ができなかった。
これに対して、実施例1〜3では、いずれも炭素繊維強化プラスチックに含まれるプラスチックの70質量%以上を除去し、且つ、当初含まれたプラスチックの30質量%に相当する成分を残存させた状態で炭素繊維を回収することができた。これにより、炭素繊維製の積層された基布の層間は剥離可能な状態にできた。一方で、繊維束が過度に分解されて、単繊維の状態にまで解離されてしまうことを抑制できた。このことから、再利用性に極めて優れた状態の炭素繊維を回収することができたことが分かる。
【産業上の利用可能性】
【0088】
本発明の炭素繊維の回収装置及び炭素繊維の回収方法は、炭素繊維リサイクル分野において広く利用できる。例えば、自動車材料、航空機材料、スポーツ用品材料、家電製品材料等を利用する各種分野において好適である。
【符号の説明】
【0089】
10、10a、10b、10c;炭素繊維の回収装置、
11a;導入部、11b;排出部、
12;ヒータ部、
121:発熱体、
122a、122b:通気性発熱体、122c;通気孔、
123;集成発熱体、
123a;円板集成発熱体、123b;円板型発熱体、
123c;棒体集成発熱体、123d;棒型発熱体、
123e;球体集成発熱体、123f;球型発熱体、
124;収容体、125;励磁コイル、126;断熱層、
13;保持部、131;保持用部材、132;保持部構成壁、
141,142:ブラケット、143:台座、144:発熱体支持台、145:弾性体、146:シール材、147a,147b:断熱材、148a:開口部材(導入部側開口部材)、148b:開口部材(排出部側開口部材)、149a:蓋部(導入部側蓋部)、149b:蓋部(排出部側蓋部)、150;ボルト、151;ナット。
【技術分野】
【0001】
本発明は、炭素繊維の回収装置及び炭素繊維の回収方法に関する。更に詳しくは、炭素繊維強化プラスチック(以下、単に「CFRP」ともいう)中のプラスチックを除去して炭素繊維の回収を行うことができる炭素繊維の回収装置及び炭素繊維の回収方法に関する。
【背景技術】
【0002】
従来、過熱水蒸気は、大型のセラミックス成形体の乾燥、粉体処理、金型の表面改質、水素製造装置、食品加工(加熱、乾燥、解凍、焼き、蒸し、殺菌、滅菌、脱臭等)等の分野に広く展開されている。そして、近年は、下記特許文献1〜3に開示されるように、過熱水蒸気をリサイクルに利用する試みがなされている。また、過熱水蒸気発生装置としては下記特許文献4が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−189848号公報
【特許文献2】特開2007−071452号公報
【特許文献3】特開2006−326383号公報
【特許文献4】特開2008−201625号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記特許文献1は、炭化処理方法及び炭化処理システムに関する。この特許文献1には、繊維強化プラスチック(FRP)を炭化させたうえで、振動ミルなどの分離装置を併用することで活性炭と繊維(ガラス)とに分離できるとの記載がある。しかし、この装置及びシステムは炭化を目的とするものであるために樹脂分は炭化されてしまい、残存する炭化物を除去する必要を生じることが問題となる。更に、再利用可能な形態でCFRPから炭素繊維を回収することについては何ら検討されていない。
【0005】
また、特許文献2は、高温水蒸気発生装置に関する。この特許文献2には、FRP破砕物に過熱水蒸気を当射すると樹脂分が気化して残留物としてガラス繊維が残るとの記載がある。しかし、一般的な記載に留まっており、この装置を利用して、FRP破砕物の樹脂分の炭化を抑制しつつ、ガラス繊維を回収できる方法については検討はなされておらず、まして、再利用可能な形態でCFRPから炭素繊維を回収することについては何ら検討されていない。
【0006】
更に、特許文献3は、廃車のリサイクル処理方法に関する。この特許文献3には、550℃までの過熱水蒸気を用いて過熱することで、ポリエチレン、ポリプロピレン等のほとんどの樹脂類が熱分解、気化が終了するとの記載があるものの、熱分解されずに残る熱硬化性樹脂類、FRP系の樹脂類は最終的には炭化物となって残るとの記載がある。しかし、この処理方法は記載の通り、特に熱硬化性樹脂は炭化されてしまうために、残存する炭化物を除去する必要を生じることが問題となる。更に、再利用可能な形態でCFRPから炭素繊維を回収することについては何ら検討されていない。
【0007】
本発明の目的は、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる炭素繊維の回収装置及び炭素繊維の回収方法を提供することを目的とする。特に炭素繊維強化プラスチックを過熱水蒸気処理するにあたって、炭素繊維強化プラスチックを構成するプラスチックの炭化を抑制して、炭素繊維を回収できる炭素繊維の回収装置及び炭素繊維の回収方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、以下に示される。
〈1〉水蒸気を導入する導入部と、
前記水蒸気を800℃以上に加熱して過熱水蒸気とするヒータ部と、
炭素繊維強化プラスチックを含む被処理体を保持する保持部と、を備えた炭素繊維の回収装置であって、
前記被処理体を前記過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収装置。
〈2〉前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する前記〈1〉記載の炭素繊維の回収装置。
〈3〉前記処理は常圧下で行う前記〈1〉又は〈2〉の炭素繊維の回収装置。
〈4〉炭素繊維強化プラスチックを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収方法。
〈5〉前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する前記〈4〉記載の炭素繊維の回収方法。
〈6〉前記処理は常圧下で行う前記〈4〉又は〈5〉の炭素繊維の回収方法。
【発明の効果】
【0009】
本発明の炭素繊維の回収装置によれば、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる。特に炭素繊維強化プラスチックを過熱水蒸気処理するにあたって、炭素繊維強化プラスチックを構成するプラスチックの炭化を抑制して、炭素繊維を回収できる。
炭素繊維を束ねた繊維束を備え、前記処理ではプラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、繊維束の形態を保った状態で炭素繊維を回収する場合は、とりわけ再利用性に優れた炭素繊維を回収できる。特に長繊維の炭素繊維であっても、その形態を損なうことなく、短時間で炭素繊維の回収を行うことができる。
本発明の炭素繊維の回収方法によれば、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる。特に炭素繊維強化プラスチックを過熱水蒸気処理するにあたって、炭素繊維強化プラスチックを構成するプラスチックの炭化を抑制して、炭素繊維を回収できる。
炭素繊維を束ねた繊維束を備え、前記処理ではプラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、繊維束の形態を保った状態で炭素繊維を回収する場合は、とりわけ再利用性に優れた炭素繊維を回収できる。特に長繊維の炭素繊維であっても、その形態を損なうことなく、短時間で炭素繊維の回収を行うことができる。
【図面の簡単な説明】
【0010】
【図1】本発明の炭素繊維の回収装置の一例を示す模式的な断面図である。
【図2】本発明の炭素繊維の回収装置の他例を示す模式的な断面図である。
【図3】本発明の炭素繊維の回収装置の更に他例を示す模式的な断面図である。
【図4】発熱体の構造の一例を示す模式的な斜視図である。
【図5】発熱体の構造の他例を示す模式的な斜視図である。
【図6】集成発熱体の一例を示す模式的な斜視図である。
【図7】図6に示す集成発熱体の模式的な平面図である。
【図8】集成発熱体の他例を示す模式的な斜視図である。
【図9】集成発熱体の更に他例を示す模式的な斜視図である。
【図10】保持部の形態の一例を示す模式的な斜視図である。
【図11】保持部の形態の他例を示す模式的な斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明を図1〜11を用いて詳しく説明する。
[1]炭素繊維の回収装置
本発明の炭素繊維の回収装置10(以下、単に「装置10」ともいう)は、水蒸気を導入する導入部11aと、
前記水蒸気を800℃以上に加熱して過熱水蒸気とするヒータ部12と、
炭素繊維強化プラスチックを含む被処理体を保持する保持部13と、を備えた炭素繊維の回収装置であって、
前記被処理体を前記過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする。
【0012】
これらの導入部11a、ヒータ部12及び保持部13の位置関係は特に限定されないが、通常、水蒸気の温度の低い側から、導入部11a、ヒータ部、保持部13の順に配置される。即ち、水蒸気の上流側から下流側に向かって、導入部11a、ヒータ部、保持部13の順に配置される。また、これらの各部は互いに隣接されてもよいが、他部を介在してもよい。以下に、各部を説明する。
【0013】
前記「導入部(11a)」は、水蒸気を導入するものである。この導入部の形状及び大きさ等は特に限定されない。また、ここでいう水蒸気は、通常、飽和水蒸気であるが、800℃未満の過熱水蒸気を導入してもよい。
【0014】
前記「ヒータ部(12)」は、導入部11aから導入された水蒸気を800℃以上の過熱水蒸気に加熱するものである。このヒータ部の構成は特に限定されず、例えば、電磁誘導方式、加圧加熱方式等の種々の方式を採用したヒータ部が挙げられる。これらは1種のみ用いてもよく2種以上を併用してもよいが、これらのなかでも、電磁誘導方式を採用したヒータ部12が好ましい。
【0015】
電磁誘導方式を採用したヒータ部12としては、図1及び図2が例示される。このヒータ部12(即ち、電磁誘導ヒータ部12)は、例えば、発熱体121と、内部に発熱体121が収容された収容体124と、収容体124の外側に巻回して配置された励磁コイル125と、を備えて構成される。
このうち発熱体121は、励磁コイル125への通電に伴い電磁誘導されて発熱されるものである。そして、発熱体121は、電磁誘導により、900℃程度の高い温度にまで、自身が分解、変質、脱ガス、変形粒成長等することなく発熱させることができるものである。
また、収容部124は、発熱体121と励磁コイル125との間に介在されると共に、発熱体121を収容する容器である。
更に、収容体124は水蒸気及び過熱水蒸気を外部で開放しないための流路としても機能する。励磁コイル125は発熱体121を電磁誘導により発熱させるためのコイルである。
【0016】
前記発熱体121を成形する材料は電磁誘導により発熱される材料であれば特に限定されないが、本発明の炭素繊維の回収装置10においては、下記電磁誘導型発熱体成形材料(以下、単に「成形材料」ともいう)からなる。成形材料は、例えば、下記一般式(1)で表される化合物(以下、「特定酸化物」ともいう)が好ましい。
La1−xM1xM2O3−y (1)
〔式中、M1は、Mg、Ca、Sr及びBaから選ばれた少なくとも1種の元素であり、M2は、Cr、Co及びMnから選ばれた少なくとも1種の元素であり、0<x≦0.5、且つ、0≦y≦0.1である。〕
【0017】
この特定酸化物において、元素M1は、Mg、Ca、Sr及びBaから選ばれた少なくとも1種であり、これらのうちの1種のみであってよいし、2種以上の組合せであってもよい。本発明において元素M1は、Srを含むことが好ましく、この場合の特定酸化物は、下記一般式(3)及び(4)で表すことができる。
La1−xSrxM2O3−y (3)
La1−xSrxzM11x−xzM2O3−y (4)
〔但し、M11は、Mg、Ca及びBaから選ばれた少なくとも1種の元素であり、M2は、Cr、Co及びMnから選ばれた少なくとも1種の元素であり、0<x≦0.5、0≦y≦0.1、且つ、0.5≦z<1である。〕
上記一般式(3)及び(4)で表される特定酸化物は、単独で用いてよいし、組み合わせて用いてもよい。
【0018】
また、上記一般式(1)、(3)及び(4)で表される特定酸化物において、元素M2は、Cr、Co及びMnから選ばれた少なくとも1種であり、これらのうちの1種のみであってよいし、2種以上の組合せであってもよい。本発明において元素M2は、Mnを含むことが好ましい。
【0019】
上記一般式(1)、(3)及び(4)で表される特定酸化物において、電磁誘導により発熱(特に800℃以上に発熱)させたときの安定性の観点から、0<x≦0.5である。また、長期及び繰り返し使用可能等の観点から、好ましくは0<x≦0.4、より好ましくは0.1≦x≦0.3である。
【0020】
本発明においては、特定酸化物は、上記一般式(1)において、元素M1がSrである化合物、即ち、上記一般式(3)で表される化合物であって、元素M2がMnであり、且つ、0.1≦x≦0.3である化合物であることが好ましい。成形材料がこの化合物を含むと、電磁誘導により、800℃以上の高温域の所望の温度に発熱させやすく、この温度において過熱水蒸気を生成させる際の耐食性に特に優れる。
尚、この成形材料は、前記特定酸化物を含む以外に、特定酸化物の製造に際して生成した不可避的不純物及び下記一般式(5)で表される酸化物を含有してもよい。
LaM2O3−y (5)
〔式中、M2は、Cr、Co及びMnから選ばれた少なくとも1種の元素であり、且つ、0≦y≦0.1である。〕
【0021】
成形材料に含まれる特定酸化物の含有割合は、すべての化合物の合計を100質量%とした場合、好ましくは80質量%以上、より好ましくは95〜100質量%である。この特定酸化物の含有割合が高いほど、800℃以上の高い発熱温度に対する安定性に優れる。
【0022】
更に、この成形材料からなる発熱体は、その表面に配された、下記一般式(2)で表される化合物を含む被覆部を備えることができる(この被覆部を備える場合、発熱体の前記特定酸化物からなる部位を基部というものとする)。この被覆部は1層のみからなってもよく、2層以上からなってもよい。
La2O3・n(SiO2) (2)
〔式中、nは、1以上2以下の数である。〕
【0023】
前記被覆部は、前記基部の表面を覆う部分(層)であり、前記一般式(2)で表される化合物を含む。即ち、被覆部は、前記一般式(2)で表される化合物のみからなる部分であってよいし、前記一般式(2)で表される化合物と、他の化合物とからなる部分であってもよい。前記一般式(2)で表される化合物の含有量は、発熱体の耐久性の観点から、被覆部を構成する化合物の全量に対して、好ましくは40質量%以上、より好ましくは50質量%以上、更に好ましくは60質量%以上、特に好ましくは65〜100質量%である。
【0024】
被覆部に含まれる、前記一般式(2)で表される化合物は、1種のみであってよいし、2種以上であってもよい。前記一般式(2)において、n=1及びn=2の場合の化合物、即ち、La2O3・SiO2及びLa2O3・2SiO2は、安定化合物である。また、1<n<2の化合物の場合、この構成の成形材料を、電磁誘導の利用による発熱体として用いると、時間とともに、n=1及び/又はn=2の化合物に変化する傾向にある。
前記被覆部を構成する一般式(2)で表される化合物の構造は、X線回折により、同定(定性分析)される。
【0025】
前記被覆部には、前記一般式(2)で表される化合物以外に、例えば、下記一般式(6)で表される他の化合物を含むことができる。
p(M2O)・q(SiO2) (6)
〔式中、M2Oは、Cr、Co及びMnから選ばれた少なくとも1種の元素M2の酸化物の1種又は2種以上であり、且つ、0≦p/q≦10である。〕
この一般式(6)の構造はX線回折により、同定(定性分析)される。
【0026】
本発明に用いる発熱体においては、前記一般式(6)で表される化合物を構成する元素M2は、前記基部に含まれる特定酸化物(前記一般式(1)で表される化合物)を構成する元素M2と同一元素を含むことが好ましい。例えば、前記特定酸化物がLa1−xSrxMnO3である場合には、他の化合物を表す前記一般式(6)における元素M2がMnであることが好ましい。即ち、前記一般式(6)で表される他の化合物としては、下記式(7)が挙げられる。
p1(MnO)・p2(Mn2O3)・q(SiO2) (7)
前記一般式(7)において、p1=1のとき、好ましくは0≦p2≦3、0.5≦q≦1である。
【0027】
この被覆部の厚さは、電磁誘導を利用した発熱体としての安定性、発熱体自身と被覆部との熱膨張係数差の影響を軽減する等の観点から、好ましくは0.5〜50μm、より好ましくは1〜10μm、更に好ましくは2〜5μmである。
この被覆部の形成方法は、特に限定されないが、後述するポリシラザンを用いた方法、ゾルゲル法、溶射法等が挙げられる。このうちポリシラザンを用いた方法とは、前記一般式(1)で表される化合物を含む成形体を得る成形体作製工程と、ポリシラザンを含む溶液を用いて、前記成形体の表面にポリシラザンを含む塗膜を形成する塗膜形成工程と、前記塗膜を、熱処理し、前記一般式(2)で表される化合物を含む皮膜を形成する皮膜化工程と、を備えて得る方法である。
【0028】
前記成形体作製工程は、前記特定酸化物を含む成形体を得る工程である。この工程においては、特定酸化物からなる粉末を含む原料組成物(成形用バインダー、焼結助剤等を含んでもよい)を、金型プレス、CIP等のプレス成形等に供して所定の形状体(棒体、線体、板体、球体、多面体等)とし、これを、大気等の酸素含有雰囲気、又は、真空雰囲気にて、例えば、1,200℃〜1,600℃の温度で熱処理することにより、成形体とすることができる。
【0029】
前記塗膜形成工程において、ポリシラザンを含む溶液(以下、「ポリシラザン溶液」という。)を用いて、前記成形体の表面にポリシラザンを含む塗膜が形成される。
前記ポリシラザンは、下記一般式(8)で表される単位を含み、数平均分子量が、好ましくは30,000〜120,000、より好ましくは32,000〜80,000、更に好ましくは36,000〜54,000の化合物である。
【化1】
〔式中、R1、R2及びR3は、互いに同一又は異なって、水素原子、アルキル基、アルケニル基、シクロアルキル基、アリール基、フルオロアルキル基、アルキルアミノ基又はアルキルシリル基である。〕
【0030】
前記ポリシラザン溶液における溶媒は、ポリシラザンを溶解する化合物が好ましく、トルエン、キシレン、メシチレン、2−ブタノン、メチルイソブチルケトン、プロピレングリコールモノメチルエーテルアセテート等が挙げられる。これらは、単独で用いてよいし、2つ以上を組み合わせて用いてもよい。
前記ポリシラザン溶液におけるポリシラザンの濃度は、特に限定されない。
前記ポリシラザン溶液は、市販品を用いることができ、例えば、AZエレクトロニックマテリアルズ社製ポリシラザン溶液「NN310−30」(商品名)を用いることができる。
前記塗膜形成工程において、塗膜の形成方法は、特に限定されず、ディッピング法、スプレー法、スピンコート法等が適用される。また、塗膜形成時の温度も、特に限定されず、室温等とすることができる。
【0031】
次に、皮膜化工程により、前記成形体の表面の塗膜が熱処理され、前記一般式(2)で表される化合物を含む皮膜が形成される。この工程においては、ポリシラザンが、それ自身の又は水分との反応によって分解されて、Si−O−Siネットワークが形成されると同時に、このSi元素と、前記成形体を構成する前記一般式(1)で表される化合物におけるLa元素とからなる複合酸化物、即ち、前記一般式(2)で表される化合物が形成される。尚、前記一般式(1)で表される化合物の種類によっては、前記一般式(6)で表される化合物が皮膜(被覆部)中に併存する場合がある。
【0032】
前記皮膜化工程において、熱処理条件としては、温度は、好ましくは900℃〜1,500℃の範囲、より好ましくは1,100℃〜1,300℃の範囲であり、雰囲気は、大気等の酸素含有雰囲気が好ましい。前記温度において、昇温、温度の保持、降温等を組み合わせてもよい。尚、熱処理時間は、前記成形体の大きさ、塗膜の厚さ等によって、適宜、選択される。
【0033】
前記塗膜形成工程及び前記皮膜化工程は、各々複数回行ってもよい。この場合、得られた成形材料における皮膜部は、前記一般式(2)で表される化合物を含むものの、皮膜部の元素分布を断面方向で調べると、傾斜構造を有する場合がある。
【0034】
前記発熱体121の形状は、特に限定されず、定形体及び不定形体のいずれでもよい。更に、多孔質であってもよい。その形態も特に限定されないが、例えば、図4及び図5に例示されるように規則的に貫通された貫通孔122cを備える形態とすることができる。
即ち、図4に例示される発熱体122aは、断面形状が円形であり且つ上下方向に通気可能な貫通孔122cを複数有し、これらが等間隔に配列した構造を有する発熱体の例である。尚、図4の発熱体122aの側面(図4の手前側)には、通気をより効率よくする等のために、上下方向に半円形の断面形状を有する切り欠きが設けられている。図4に類するものとして、1以上の螺旋状連通孔を備える発熱体とすることもできる。
また、図5の発熱体122bは、すべての開口形状が同じ大きさの四角形である貫通孔122cを複数有し、縦方向及び横方向に通気可能な立体メッシュ(3次元正方格子)構造を有する発熱体の例である。図5に類するものとして、3次元六方格子構造を有する発熱体とすることもできる。
【0035】
前記貫通孔122cを備える場合、貫通孔122cは、発熱体(122a、122b)の一面から他面に通気するものであれば、その断面形状、孔径、長さ、数、向き等は特に限定されない。断面形状は、円形、楕円形、三角形、四角形等の多角形、星形等とすることができる。孔径について、孔の切断面を得た場合の最短長さは、通常、100μm以上である。また、この貫通孔122cは、一面から他面に対して、孔径が一様であってよいし、異なってもよい。更に、この貫通孔122cは、一面から他面に対して、直線状であってよいし、曲線状であってもよい。また、発熱体が、複数の貫通孔122cを備える場合には、断面形状、孔径、長さ、向き、隣り合う貫通孔の間隔等が一様であってよいし、異なってもよい。尚、貫通孔122cを取り巻く壁の表面には、比表面積を大きくする等の目的で、凸部、凹部等を備えてもよい。
【0036】
これらの発熱体121(122a、122b、123a〜123fを含む)の好ましい形状は特に限定されないが、板体(円板、角板を含む)、棒体、球体(楕円球体を含む)、線体、多面体等の定形体が好ましい。更に、棒体、板体、球体及び多面体がより好ましい。尚、発熱体121は、凸部、凹部、貫通孔等の部位を有してもよい。
【0037】
更に、図6〜図9に例示されるように、発熱体121は、複数の発熱体を集成した集成発熱体123(123a、123c、123eを含む)として用いることもできる。この場合には、ここの発熱体の前記通気性は有してもよいが、有さなくてもよい。即ち、中実である発熱体121を利用できる。
集成発熱体123は、複数の発熱体が積み上げられて形成された、上下方向に通気可能な複合物である。そして、集成発熱体123は、全体として、各発熱体(123b、123d、123fを含む)の接触により連結した連続体を形成している。これにより、発熱体間の電子伝導性を維持でき、電磁誘導により発熱させることができる。また、複数の発熱体(123b、123d、123fを含む)により形成される空間が、少なくとも上下方向に連続しているので、水蒸気の加熱が効率よく進められる。
【0038】
図6の円板集成発熱体123aは、円板型発熱体123bを5枚準備し、各円板型発熱体123bの中心を結んだときに正五角形を形成するように、円板型発熱体123bの側面を互いに接触させて配置し、これを上方にずらしながら複数段積層(図7参照)した積層物である。図6の円板集成発熱体123aは、各段における円板型発熱体123bが接触して、見かけ上、円柱体の中心を上下方向にくり抜いたような、略筒状を有しているので、そのくり抜かれている部分が水蒸気の流路となる。円板型発熱体123bを用いずに、多角形状、楕円形状等の板を用い、適宜、所定間隔を設けながら積層した発熱体とすることもできる。
【0039】
図8の棒体集成発熱体123cは、棒型発熱体(角柱等の柱状体)123dを交互に半周期ずらしながら交互積層してなるウッドパイル型構造を有する。各棒型発熱体123dの配置方法によっては、上方から見たときの通気経路(流路)が直線状である場合、波線状である場合等がある。
【0040】
図9の球体集成発熱体123eは、球型発熱体123fを面方向に最密充填し、各球型発熱体123fの中心を結んだときに正三角形を形成するように配置及び積層した、逆オパール構造を有する。最密充填せずに、球型発熱体123fを、各球型発熱体123fの中心を結んだときに正方形を形成するように真上に積み上げてなるオパール構造の球体集成発熱体123eとすることもできる。また、球体を用いずに、立方体、直方体等の多面体、楕円球等の形状の発熱体を積み上げてなる集成発熱体123や、球体、立方体等の発熱体の表面から棒体、線体等の発熱体が更に放射状に突き出してなる集成発熱体123等とすることもできる。
尚、図6〜図9に係る集成発熱体123においては、集成発熱体123の形成に用いる発熱体(各ピース)は、各々形状及び大きさが同じものを用いる必要はなく、互いに同一形状であって大きさが異なる発熱体の組合せ、異なる形状どうしの組合せ等とすることができる。
【0041】
図6〜図9により示される集成発熱体123は、いずれも隣り合う発熱体同士が面接触、線接触又は点接触することにより連結した連続体を構成し、乱れのない一定構造を備える。このため、誘導加熱による発熱を誘起しやすく、この集成発熱体123から均一な輻射熱を与えることができ、導入される水蒸気に対する効率的な加熱を進めることができる。
【0042】
本発明の炭素繊維の回収装置において、前記各発熱体121は、収容体124の内部空間の、好ましくは、発熱体121の表面から収容体124の内壁までの距離がほぼ一定となるような位置に配設されることが好ましい。尚、前記発熱体121の外径、及び、前記収容体124の内径、の長さの関係は、導入される水蒸気の加熱効率の観点から、好ましくは、前者<後者である。
【0043】
前記収容体124の形状は特に限定されないが、例えば、略筒形状とすることができる。この略円筒形状である場合は、通常、円形、楕円形、多角形等の断面形状を有する形態とすることができる。収容体124は、単層構造であってよいし、同一の又は異なる材料からなる複層構造であってもよい。尚、目的、用途等に応じて、ふくれ、くびれ、曲がり等の部分、内壁面に凹部、凸部、溝部等を有してもよい。
【0044】
収容体124を構成する材料は、電磁誘導により発熱せず、且つ、耐火性を有するものであれば特に限定されない。このような材料としては、チタン酸アルミニウム(Al2TiO5)、コージェライト、アルミナ、ジルコニア、石英ガラス等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。これらのなかでもチタン酸アルミニウムが好ましい。即ち、収容体124の内壁は、Al2TiO5(チタン酸アルミニウム、五酸化チタン二アルミニウム)を含む材料で構成されることが好ましい。Al2TiO5を含む内壁を有する場合、この内壁におけるAl2TiO5の含有割合は特に限定されないが、好ましくは70体積%以上、より好ましくは80体積%以上、更に好ましくは90体積%以上(100体積%であってもよい)である。Al2TiO5を含むことにより、900℃程度までの高い温度に対して安定であることから耐熱性に優れ、更に、断熱性、耐衝撃性、耐水蒸気性等にも優れた収容体とすることができる。
本発明においては、収容体124は、その全体がAl2TiO5のみからなる単層型筒状体又は複層型筒状体であることが特に好ましい。
【0045】
前記励磁コイル125は、前記収容体124の外側にあって、少なくとも発熱体121(集成発熱体123を含む)を包囲するように配設される。また、通常、円状又は螺旋状に巻回されている。更に、励磁コイル125は、高周波交流電源(図示せず)に接続され、この電源からの電力供給により磁力線を発し、発熱体121の発熱を誘起する。
【0046】
上記励磁コイル14の周辺部には、発熱構造体11の発熱時に、収容体12からの輻射熱の影響を抑制するために、コイル14を冷却するための冷却手段を備えてもよい。
【0047】
前記「保持部(13)」は、炭素繊維強化プラスチックを含む被処理体を保持するものである。この保持部13において、被処理体は保持されて、被処理体が過熱水蒸気に対して曝露(過熱水蒸気が充満された流路内に配置した場合等)、又は、過熱水蒸気が被処理体に対して当射(ノズルから過熱水蒸気を射出させて被処理体に当てる場合等)などされることとなる。
保持部13の構造は特に限定されず、、収容体124と一体に備えてもよく、収容体124と別体に備えてもよい。収容体124と一体に備える場合としては、収容体124の一部に保持部13を備える場合が挙げられる(図2参照)。一方、収容体124と別体に備える場合としては、装置10の排出部11b側に、収容体124とは別体に保持部13を備える場合が挙げられる(図1参照)。この保持部13は、前記いずれの形態であっても、被処理体を保持するための保持用部材131を備えることができる。この保持用部材131は、どのような位置にどのような構成で、どのような形状で配されてもよい。例えば、収容体124と別体に備える場合にあっては、図10及び図11に例示されるような構成とすることができる。
【0048】
即ち、図10に例示される形態は、保持部構成壁(側壁)132の排出部11b側(図2参照)の内側に配された格子形態の保持用部材131を備える例である。一方、図11に例示される形態は、保持部構成壁(側壁)132の排出部11b側(図2参照)の内側に配された枠形態の保持用部材131を備える例である。
これらの保持用部材131を構成する材料、並びに、保持部構成壁132を構成する材料には、前記収容体124を構成する材料をそのまま適用できるが、収容体124と同じであってもよく異なっていてもよい。
【0049】
本発明の炭素繊維の回収装置10(10a、10b及び10cを含む)は、前記構成以外にも他の構成を備えることができる。他の構成としては、高周波交流電源が挙げられる。この高周波交流電源は本装置10外に配置してもよいが、本装置10内に付設することができる。
また、本装置10内で加熱される水蒸気を供給するための水蒸気供給装置を備えることができる。水蒸気供給装置は本装置10外に配置してもよいが、本装置10内に付設することができる。水蒸気供給装置(図示せず)を備える場合には、例えば、収容体124の導入部11aの側に接続できる。
水蒸気供給装置は、収容体124の内部に、水蒸気{少なくとも水蒸気を含む混合気体(水蒸気及び空気からなる混合気体等)等}を供給するために、収容体124の導入部11aに直接的に又は間接的に結合される装置である。水蒸気供給装置は、公知のボイラー等の水蒸気製造手段等を備える。尚、この際の気化は、減圧下、常圧下及び加圧下のいずれでもよい。
【0050】
本装置10では、高周波交流電源により励磁コイル125に所定の電力を供給し、収容体124内の発熱体121を発熱させると同時に、又は、発熱させた後、水蒸気供給装置から水蒸気(水蒸気を含む混合気体等の気体を含む)を導入部11a側から供給する。そして、ヒータ部12により水蒸気は過熱されて、800℃以上の高温域の所望の温度の過熱水蒸気となる。その後、ヒータ部12で形成された過熱水蒸気は、保持部13を通って排出部11bから系外へと排出される。
【0051】
より詳細には、通常、利用される飽和水蒸気は、収容体124の導入部11a側から、一定速度又は一定圧で、水蒸気供給装置(図示せず)から、発熱体121が収容されている収容体124の内部へと導入される。一方、発熱体121は、予め、励磁コイル14により誘導加熱され発熱しており、導入された飽和水蒸気が発熱体121に接触し、又は、収容体124内の加熱空間を通気することにより、過熱水蒸気が形成される。その後、この過熱水蒸気は、排出部11bから排出される。
尚、前記励磁コイル125による誘導過熱条件としては、発信周波数を、20kHz〜100kHzの範囲から選択して電力を供給することが好ましい。この範囲であれば、発熱体121による、所望の温度(温度範囲800℃以上)への発熱を効率的に進めることができる。
【0052】
加えて、図3(集成発熱体123を利用した例)に例示されるように更に他の構成を備えることができる。即ち、炭素繊維の回収装置10cは、開口部材148a及びブラケット141により形成された導入部11aを備える。更に、集成発熱体123と収容体124と励磁コイル125とを含むヒータ部12を備える。このヒータ部12は、発熱体支持台144と、この発熱体支持台144上に集成された集成発熱体123と、集成発熱体123に内壁が接触しないように配置された円筒状の収容体124と、収容体124の外側において集成発熱体123を包囲しつつ収容体124の外壁に接触しないように螺旋状に配設された励磁コイル125とにより構成される。また、収容体124のうちの排出部11b側に、収容体124と一体的に備えられた保持部13を備える。この保持部13は、収容体124の内壁から延設された保持用部材を備える。
【0053】
その他、装置10cには、収容体124を励磁コイル125に対して所定位置に固定し保持するために、非磁性材料(例えば、ステンレス製)からなるブラケット141及び142並びに非磁性ステンレス製のボルト150及びナット151が用いられる。
また、収容体124の下方側(導入部11a側)には、一方のブラケット141に保持される側に、水蒸気を供給するための水蒸気供給装置(図示せず)から連通させ接続された導入部11aを有する。一方、この収容体124の上方側(排出部11b側)には、他方のブラケット142に保持される側に、排出部11bを有する。
更に、収容体124の上下の各端部及び外壁面には、それぞれ、これらと接するように、断熱性材料からなるシール材146及び断熱層126が配設される。更に、前記シール材146及び断熱層126を介して、前記導入部11a近傍に開口部材148aが、排出部11b近傍に開口部材148bが、それぞれ配設される。各開口部材148a及び148bは、それぞれ、導入部11a及び排出部11bを形成する各外側に突出される管状部を有するとともに、断熱層126の両端を遮断するための蓋部149a及び149bを備える。
【0054】
前記励磁コイル125は、適当なブラケットから連結されて固定され、この励磁コイル125に適当な周波数の電圧を供給するための高周波交流電源(図示せず)に接続される。また、励磁コイル125への電圧供給による磁界変化を利用して集成発熱体123を発熱させた際に、収容体124の外壁より発せられる輻射熱から励磁コイル125を保護するために、励磁コイル125の内部に冷却水を供給するための冷却系(図示せず)が備えられる。
【0055】
前記収容体124は、適当な断熱材147a及び147bを介して配設されたブラケット141及び142並びにボルト150及びナット151により固定される。また、これらのブラケット141及び142は、それぞれ、開口部材148a及び148bも固定し、固定した開口部材148a及び148bによって、導入部11a及び排出部11bを形成する。
【0056】
前記ブラケット141には、ブラケット142、ボルト150及びナット151とともに、前記収容体124の機械的強度を補うとともに導入された水蒸気及び/又は生成された過熱水蒸気の気密性を補うために、スプリングコイル等の弾性体145と、台座143とを備える。この弾性体145を、台座143により圧縮させた状態とし、この台座143及びブラケット142を、ボルト150及びナット151を用いて固定することにより、収容体124において確実な気密性及び機械的強度を確保できる。
【0057】
前記収容体124に収容された集成発熱体123は、上記のように、5個の円板型成形材料によって環状とし、これを1段ごとにずらしながら積層してなる略円筒体を形成する(図3、図6及び図7参照)。従って、水蒸気供給装置から導入部11aを介して導入された水蒸気を、略筒状の集成発熱体123の貫通孔内に通し、連続した凹凸面を形成している、集成発熱体123の内壁面との接触効率を高めて、電磁誘導により発熱させた集成発熱体123により過熱水蒸気を生成させるようになっている。生成された過熱水蒸気は、その後、排出部11bから排出される。
【0058】
[2]炭素繊維の回収方法
本発明の炭素繊維の回収方法(以下、単に「回収方法」ともいう)は、炭素繊維強化プラスチックを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする。
【0059】
CFRPを温度800℃以上の過熱水蒸気で処理する本発明の回収方法によれば、炭素繊維強化プラスチックから炭素繊維を再利用可能に取り出すことができる。即ち、炭化を抑制しながらCFRPを構成するプラスチックを除去できる。更に、除去する際には当初のプラスチック質量の一部に相当する部分が適度に残存される。これにより、特にCFRP内に炭素繊維基布が積層された積層布(積層炭素繊維基布)が含まれている場合には、その層間を剥離させながら、各基布の形態を維持したまま、炭素繊維束の単繊維間の解離を抑制して、炭素繊維を回収できる。
【0060】
前記「被処理体」は、CFRPを少なくとも処理物であればよく、その種類及び形態等は特に限定されない。即ち、例えば、CFRPと樹脂(CFRPに含まれるプラスチックと異なる樹脂)との複合体、CFRPと金属との複合体、CFRPとセラミックとの複合体等が挙げられる。
【0061】
前記「炭素繊維強化プラスチック」は、プラスチック内部に炭素繊維が強化材として含まれた素材である。このCFRPには、例えば、フィラメント及び/又は織布を樹脂含浸させたプリプレグを積層した後、プレス成形及び/又はオートクレーブ成型等を施して得られたCFRP、樹脂と短繊維を混合物を射出成形(更には硬化処理)等が施されて得られたCFRP、等が含まれる。
【0062】
CFRP内に含まれる炭素繊維の形態は特に限定されず、炭素繊維(短繊維及び/又は長繊維)はCFRP内に不規則に含まれてもよく、炭素繊維(短繊維及び/又は長繊維)はCFRP内に不織布として含まれてもよく、炭素繊維(短繊維及び/又は長繊維)はCFRP内に織布として含まれてもよく、更には、その他の形態で含まれてもよい。また、不織布及び織布にあっては、単層で含まれてもよく、単独又は併用により積層されて含まれてもよい。
【0063】
更に、CFRP内に含まれる炭素繊維は、短繊維であってもよく、長繊維であってもよいが、本方法は繊維束を維持したまま炭素繊維を回収できるという観点から、本発明の作用を効果的に得ることができる長繊維の繊維束であることが好ましく、更には、長繊維の繊維束を用いた織布として含まれていることが好ましい。この繊維束を構成する炭素繊維の本数は特に限定されないが、例えば、1000〜24000本とすることができる。本方法による作用をより効果的に得るには、この繊維束を構成する炭素繊維の本数は1000〜12000本が好ましく、1000〜6000本がより好ましく、1000〜3000本が特に好ましい。
【0064】
前記「炭素繊維」は、どのような種類のものを用いてもよいが、通常、有機繊維、石炭ピッチ、石油ピッチ等を紡糸して製造した繊維を炭化して得られる繊維である。即ち、例えば、ポリアクリルニトリル(PAN)繊維を原料に用いたPAN系炭素繊維、石炭ピッチ、石油ピッチを原料に用いたピッチ系炭素繊維が含まれる。これらの炭素繊維は1種のみを用いてもよく2種以上を併用してもよい。
【0065】
更に、その繊維径は特に限定されないが、例えば、5〜15μmとすることができる。本方法による作用をより効果的に得るには、この繊維径は5〜12μmが好ましく、6〜10μmがより好ましく、6〜9μmが特に好ましい。また、炭素繊維強化プラスチック内に占める炭素繊維の体積割合(CFRP全体を100体積%とする)も特に限定されないが、例えば、30〜80体積%とすることができる。本方法による作用をより効果的に得るには、この体積割合は40〜60体積%が好ましく、40〜55体積%がより好ましく、45〜50体積%が特に好ましい。
【0066】
前記「プラスチック」は、CFRPを構成する高分子である。このプラスチックの樹脂種は問わず用いることができる。即ち、例えば、熱可塑性樹脂であってもよく、熱硬化性樹脂であってもよく、更には、その他の樹脂(高分子)であってもよい。熱可塑性樹脂としては、メチルメタクリレート樹脂、ポリエーテルエーテルケトン樹脂、ポリフェニレンスルフィド樹脂等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。また、熱硬化性樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、ビニールエステル樹脂、フェノール樹脂、シアネート樹脂、ポリイミド樹脂等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。これらのなかでは、熱硬化性樹脂が好ましく、更には、エポキシ樹脂がより好ましい。
【0067】
炭素繊維強化プラスチック内に占めるプラスチックの体積割合(CFRP全体を100体積%とする)も特に限定されないが、例えば、20〜70体積%とすることができる。本方法による作用をより効果的に得るには、この体積割合は40〜60体積%が好ましく、40〜55体積%がより好ましく、45〜50体積%が特に好ましい。
【0068】
前記「処理」は、過熱水蒸気と接触させることである。この接触によりプラスチックがCFRPから除去される。ここでいう除去とは、過熱水蒸気より前記プラスチックが気化、昇華、分解、焼失されることを含む意味である。
前記処理におけるCFRPと過熱水蒸気との接触はどのように行ってもよい。即ち、例えば、過熱水蒸気の雰囲気下にCFRPを曝露してもよく、過熱水蒸気をノズル等を利用してCFRPに当射してもよい。これらのうちでは前者が好ましい。前者、即ち、曝露であれば、炭素繊維の飛散を抑制でき、炭素繊維の回収のしやすさの観点から好ましい。更には、前記本発明の炭素繊維の回収装置を利用することがより好ましい。
【0069】
また、前記処理では、過熱水蒸気の温度は800℃以上であればよく、その温度は特に限定されないが、800〜1000℃が好ましい。この範囲の温度では、プラスチックの炭化を抑制しつつ、プラスチックの除去速度を大きくできる。この温度は、更に、800〜900℃がより好ましく、850〜900℃が特に好ましい。
更に、処理時間も特に限定されないが、2〜10分が好ましい。この範囲の時間では十分にプラスチックの除去を行うことができると共に、これ以上の時間処理を行ってもプラスチックの除去への寄与が低くなる傾向にあるからである。この時間は、3〜7分がより好ましく、3〜5分が特に好ましい。
【0070】
更に、本方法では、処理するCFRPが、炭素繊維を束ねた繊維束を備える場合には、前記処理ではプラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、繊維束の形態を保った状態で炭素繊維を回収できる。これにより、とりわけ再利用性に優れた炭素繊維を回収できると共に、特に長繊維の炭素繊維であっても、その形態を損なうことなく、短時間で炭素繊維の回収を行うことができる。
尚、前記残存とは、処理前のプラスチックのままでの残存のみを表すのではなく、どのような形態での残存であってもよい。即ち、処理前におけるプラスチックの質量割合として換算した場合に、残存形態に関わらず、前記質量の20〜32質量%に相当するものが残存されることを意味する。この残存されるものとしては、プラスチック自体、プラスチックの炭化物等が含まれる。
【0071】
この「プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させる」ことを、後述する実施例における式(9)に基づいて除去率として換算した場合には、「除去率において68〜80%に相当するプラスチックを除去するとともに、20〜32%に相当するプラスチックを残存させる」こととなる。更に、下記式(11)に基づいて残存率として換算した場合には、「除去率68〜80%且つ残存率20〜32%とする」こととなる。
残存率(%)={MP−(M1−M2)}/MP×100 (11)
処理前のCFRPの質量――――――――――――;M1
処理後のCFRP(炭素繊維回収物)の質量―――;M2
処理前のCFRP中に含まれるプラスチックの質量;MP
(MPは下記炭素繊維強化プラスチックに関する各含有率及び密度を利用して算出)
【0072】
前記残存率は、20〜32%とすることが好ましく、24〜32%とすることがより好ましく、25〜31%とすることが特に好ましい。即ち、除去率は68〜80%とすることが好ましく、68〜76%とすることがより好ましく、69〜75%とすることが特に好ましい。
【0073】
更に、前記処理は常圧下で行うことが好ましい。常圧下で行うとは、図1、図2及び図3に示すように、保持部13を密閉せずに開放系で前記処理を行うことを意味する。この常圧下で処理を行うことにより、CFRPから炭素繊維の形態を損なわず再利用可能に回収することができる。
【実施例】
【0074】
以下に、実施例を挙げ、本発明を更に詳細に説明するが、本発明の主旨を超えない限り、本発明はかかる実施例に限定されるものではない。尚、下記において、部及び%は、特に断らない限り、質量基準である。
【0075】
〈1〉円板型発熱体の製造
第一稀元素工業社製La0.8Sr0.2MnO3粉末を、プレス成形(圧力:20MPa)し、その後、CIP成形(圧力:600MPa)することにより、円板形状とした。次いで、酸素気流中、温度1,500℃で5時間焼成することにより、直径24mm及び厚さ10mmの焼結体を得た。
その後、この焼結体をアセトンで超音波洗浄した。そして、焼結体を、25℃に調整した、AZエレクトロニックマテリアルズ社製ポリシラザン溶液「NN310−30」(商品名)中に、10秒間浸漬させた後、これを取り出し、酸素気流中、下記条件で熱処理した。これにより、上記焼結体の表面に、Si系の酸化物被膜を形成させ、円板型発熱体を得た。上記商品のポリシラザンは、−(SiH2NH)n−であり、n=800〜1,200の化合物である。
<熱処理条件>
塗膜付き焼結体を2時間かけて450℃まで昇温加熱し、450℃で1時間保持した。その後、5時間かけて1,200℃まで昇温加熱し、1,200℃で1時間保持した。次いで、5時間かけて、室温まで降温させた。
【0076】
前記円板型発熱体について、リガク社製「RINT2000」(型式名)を用いたXRD測定、及び、PHI社製「ADEPT1010」(型式名)を用いたD−SIMS測定に供して、それぞれ、被覆部の組成分析、及び、被覆部表面からの深さ方向分析を行った。その結果、被覆部が、La9.33Si6O26及びMn7SiO12からなることが分かった。また、これらの割合を求めたところ、La9.33Si6O26が65質量%であり、Mn7SiO12が35質量%であることが分かった。更に、円板型成形材料の表面から約4μmのあたりで、Si元素の減衰が停滞していることから、被覆部の厚さが約4μmであることが分かった。
【0077】
XRD測定及びD−SIMS測定は、以下の通りである。
<XRD測定条件>
X線源:Cu
スキャンステップ:0.02deg.
スキャンスピード:4.0deg./min.
管電圧:40kV
管電流:40mA
<D−SIMS測定条件>
1次イオン:Cs+
1次加速電圧:5.0kV
検出領域:100μm×100μm
【0078】
〈2〉炭素繊維の回収装置10(10b)の作製
前記〈1〉で得られた円板型発熱体を5個単位で用い、各側面を密着させて各中心を結んだときに正五角形を形成するように配置してこれを1段とし、図6及び図7に示すように、縦方向に36度ずつずらして50段積層し、上下方向に通気可能な構造を備える円板集成発熱体123aを得た。この円板集成発熱体123aを集成発熱体123として用いた。
次いで、集成発熱体123を、チタン酸アルミニウム(Al2TiO5)からなる円筒状の収容体124(内径69mm)の中央部に、その内壁に接触しないように、発熱体支持台144(図3の符号144参照、図2に図示せずないが、同様に配設している)上に設置した。また、この収容体124の外側であって、集成発熱体123を包囲するように且つ収容体124の外壁に接触しないように、螺旋状の励磁コイル125を配設した。
更に、収容体124とは別体の保持部13を用意した。この保持部13は、図10に示す形態であり、収容体124上に重ねて配置される保持部構成壁132と、2本のアルミナ(Al2O3)製の丸棒を上下に交差させて格子状に組まれ、保持部構成壁132の内壁面に取り外し可能に固定された保持用部材131と、を有する(図2及び図10参照)。
【0079】
〈3〉炭素繊維の回収
前記〈2〉に示した装置10b(図2参照)を用い、以下の要領で生成させた各温度の過熱水蒸気で炭素繊維強化プラスチックの処理を行い、炭素繊維の回収を行った。尚、水蒸気供給装置として、水蒸気製造用ボイラー及び送気ポンプを、配管を介して導入部11aと連結した。
そして、前記装置10bの保持部13を取り外したまま、熱電対を排出部11b側の発熱体123の開口部上に配置した状態で、高周波交流電源から、励磁コイル125に周波数50kHzの電圧を供給し、電磁誘導により集成発熱体123を1,100℃に発熱させた。
【0080】
その後、比較例1においては、水蒸気供給装置から飽和水蒸気を9.0kg/時で供給して、導入部11aより導入し、発熱している集成発熱体123の外表面及び内表面に飽和水蒸気を接触させて、過熱水蒸気の温度が600℃に安定することを確認し、排出部11bから9.0kg/時で排出した。次いで、前記上下に組まれた保持用部材131の間にCFRPの試験片を挟んで固定した保持部13を、過熱水蒸気の温度が600℃で安定した時点で、過熱水蒸気を発生させたままで、収容体124上に積み重ね、そのまま3分間の処理を行った。
【0081】
同様にして、実施例1〜3においては、水蒸気供給装置から飽和水蒸気を9.0kg/時で供給して、導入部11aより導入し、発熱している集成発熱体123の外表面及び内表面に飽和水蒸気を接触させて、800℃の過熱水蒸気を生成させ、排出部11bから9.0kg/時で排出して、表1に示すように、実施例1では3分間、実施例2では30分間、実施例3では60分間、各々処理を行った。
【0082】
前記処理の結果を以下の基準で評価し、表1に示した。即ち、当初の炭素繊維強化プラスチックから除去されたプラスチックの質量割合を除去率として、下記式(9)により算出される値を表1に示した。
また、比較例1及び実施例1では、各々1分間あたりに除去されたプラスチックの体積を除去速度とし、下記式(10)により算出される値を表1に示した。
更に、回収された炭素繊維の状態を下記基準にあてはめ、その結果を表1の「回収状態」の欄に示した。
「○」…基布層間が剥離し、且つ、繊維束を維持したまた回収できた。
「×」…基布層間は剥離せず、炭素繊維を回収できなかった。
【0083】
【表1】
【0084】
除去率の算出方法
除去率(%)=(M1−M2)/MP×100 (9)
処理前のCFRPの質量――――――――――――;M1
処理後のCFRP(炭素繊維回収物)の質量―――;M2
処理前のCFRP中に含まれるプラスチックの質量;MP
(MPは下記炭素繊維強化プラスチックに関する各含有率及び密度を利用して算出)
【0085】
除去速度の算出方法
除去速度(cm3/分)={(M1−M2)/ρ}/T (10)
処理前のCFRPの質量――――――――――――;M1
処理後のCFRP(炭素繊維回収物)の質量―――;M2
ρ(プラスチックの密度)―――――――――――;1.24g/cm3
T(処理時間)――――――――――――――――;3分
【0086】
試験片として利用した炭素繊維強化プラスチックは以下の通りである。
寸法;25mm×25mm×2mm
炭素繊維種;東レ株式会社製、品名「T300」(繊維径7μm、密度1.76g/cm3)
炭素繊維形態;単繊維3000本が無撚り状態で束ねられた繊維束(幅約1.5mm)
炭素繊維基布;平織り織布
炭素繊維積層数;10層(10層積層炭素繊維基布)
炭素繊維含有率;46体積%(炭素繊維強化プラスチック全体100体積%)
プラスチック種;エポキシ樹脂(密度1.24g/cm3)
プラスチック含有率;54体積%(炭素繊維強化プラスチック全体100体積%)
【0087】
〈4〉実施例の効果
比較例1における除去率は65%であったものの、積層炭素繊維基布の層間が剥離されておらず、再利用可能な回収ができなかった。
これに対して、実施例1〜3では、いずれも炭素繊維強化プラスチックに含まれるプラスチックの70質量%以上を除去し、且つ、当初含まれたプラスチックの30質量%に相当する成分を残存させた状態で炭素繊維を回収することができた。これにより、炭素繊維製の積層された基布の層間は剥離可能な状態にできた。一方で、繊維束が過度に分解されて、単繊維の状態にまで解離されてしまうことを抑制できた。このことから、再利用性に極めて優れた状態の炭素繊維を回収することができたことが分かる。
【産業上の利用可能性】
【0088】
本発明の炭素繊維の回収装置及び炭素繊維の回収方法は、炭素繊維リサイクル分野において広く利用できる。例えば、自動車材料、航空機材料、スポーツ用品材料、家電製品材料等を利用する各種分野において好適である。
【符号の説明】
【0089】
10、10a、10b、10c;炭素繊維の回収装置、
11a;導入部、11b;排出部、
12;ヒータ部、
121:発熱体、
122a、122b:通気性発熱体、122c;通気孔、
123;集成発熱体、
123a;円板集成発熱体、123b;円板型発熱体、
123c;棒体集成発熱体、123d;棒型発熱体、
123e;球体集成発熱体、123f;球型発熱体、
124;収容体、125;励磁コイル、126;断熱層、
13;保持部、131;保持用部材、132;保持部構成壁、
141,142:ブラケット、143:台座、144:発熱体支持台、145:弾性体、146:シール材、147a,147b:断熱材、148a:開口部材(導入部側開口部材)、148b:開口部材(排出部側開口部材)、149a:蓋部(導入部側蓋部)、149b:蓋部(排出部側蓋部)、150;ボルト、151;ナット。
【特許請求の範囲】
【請求項1】
水蒸気を導入する導入部と、
前記水蒸気を800℃以上に加熱して過熱水蒸気とするヒータ部と、
炭素繊維強化プラスチックを含む被処理体を保持する保持部と、を備えた炭素繊維の回収装置であって、
前記被処理体を前記過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収装置。
【請求項2】
前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する請求項1記載の炭素繊維の回収装置。
【請求項3】
前記処理は常圧下で行う請求項1又は2の炭素繊維の回収装置。
【請求項4】
炭素繊維強化プラスチックを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収方法。
【請求項5】
前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する請求項4記載の炭素繊維の回収方法。
【請求項6】
前記処理は常圧下で行う請求項4又は5の炭素繊維の回収方法。
【請求項1】
水蒸気を導入する導入部と、
前記水蒸気を800℃以上に加熱して過熱水蒸気とするヒータ部と、
炭素繊維強化プラスチックを含む被処理体を保持する保持部と、を備えた炭素繊維の回収装置であって、
前記被処理体を前記過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収装置。
【請求項2】
前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する請求項1記載の炭素繊維の回収装置。
【請求項3】
前記処理は常圧下で行う請求項1又は2の炭素繊維の回収装置。
【請求項4】
炭素繊維強化プラスチックを含む被処理体を800℃以上の過熱水蒸気にて処理することにより、前記炭素繊維強化プラスチック中のプラスチックを除去して炭素繊維を回収することを特徴とする炭素繊維の回収方法。
【請求項5】
前記炭素繊維強化プラスチックは、炭素繊維を束ねた繊維束を備え、
前記処理前の前記炭素繊維強化プラスチック中に含まれるプラスチックを100質量%とした場合に、前記処理では前記プラスチックの68〜80質量%を除去するとともに20〜32質量%を残存させ、前記繊維束の形態を保った状態で炭素繊維を回収する請求項4記載の炭素繊維の回収方法。
【請求項6】
前記処理は常圧下で行う請求項4又は5の炭素繊維の回収方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−122032(P2011−122032A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−279872(P2009−279872)
【出願日】平成21年12月9日(2009.12.9)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度,文部科学省,委託研究(都市エリア産学官連携促進事業(発展型)東濃西部エリア 環境調和型セラミックス新産業の創出),産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000173522)財団法人ファインセラミックスセンター (147)
【出願人】(505374358)株式会社大同 (6)
【出願人】(000213297)中部電力株式会社 (811)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月9日(2009.12.9)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度,文部科学省,委託研究(都市エリア産学官連携促進事業(発展型)東濃西部エリア 環境調和型セラミックス新産業の創出),産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000173522)財団法人ファインセラミックスセンター (147)
【出願人】(505374358)株式会社大同 (6)
【出願人】(000213297)中部電力株式会社 (811)
【Fターム(参考)】
[ Back to top ]