
炭素繊維の表面処理方法
【課題】洗浄工程を必要とせず、操作が簡便であり、製造コストを低減できる炭素繊維の表面処理方法を実現する。
【解決手段】オゾンが溶存したオゾン溶液を用いて、炭素繊維の表面を処理する表面処理工程を有することを特徴とする炭素繊維の表面処理方法。
【解決手段】オゾンが溶存したオゾン溶液を用いて、炭素繊維の表面を処理する表面処理工程を有することを特徴とする炭素繊維の表面処理方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維の表面処理方法に関する。
【背景技術】
【0002】
炭素繊維は、優れた機械的強度を有するため、航空宇宙素材、スポーツ、レジャー用素材、圧力容器などの工業用素材として極めて有用であり、需要が拡大している。また、今後はさらに幅広い分野で利用されることが期待されている。
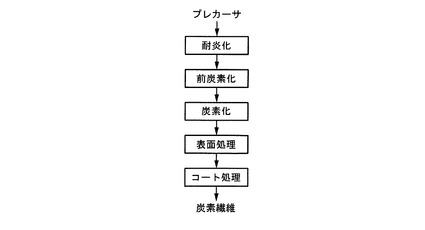
一般に、炭素繊維は、ポリアクリロニトリル系繊維などの前駆体フィラメントを束ねた前駆体繊維束(プレカーサ)を焼成して製造される。具体的には、図1に示すように、プレカーサを酸化性雰囲気で満たした耐炎化炉で耐炎化処理した後、得られた耐炎化繊維束を窒素などの不活性雰囲気で満たした炭素化炉で炭素化処理することによって炭素繊維を得る。
炭素繊維は、通常、そのままでは利用されず、マトリックス樹脂との組み合わせによる複合材料として成型され、様々な用途に利用される。
【0003】
しかし、炭素繊維はマトリックス樹脂との濡れ性、親和性、接着性が不十分である場合が多く、複合材料としたときに満足な特性が得られにくいことがあった。
このため、通常、図1に示すように、焼成後の炭素繊維には表面処理が施され、更にはサイジング処理が施されることによりマトリックス樹脂との濡れ性、親和性、接着性を向上させている。
【0004】
炭素繊維を表面処理する方法としては、電解酸化処理や薬液酸化処理などの液相酸化処理や、気相酸化処理が知られている。炭素繊維の表面に酸化処理を施すことで、繊維表面に酸素含有官能基が形成したり、繊維の表面積が増大したりして、マトリックス樹脂との濡れ性、親和性、接着性が向上すると考えられている。
特に、電解酸化処理は、その処理のしやすさ、処理条件制御の容易さ、炭素繊維表面への酸素含有官能基の導入のしやすさなどの見地から、薬液酸化処理や気相酸化処理よりも実用的、かつ効果的な表面処理方法である。
【0005】
電解酸化処理法としては、例えば、特許文献1に、電解液に対して混和性であり、かつ反応性を有しない液体を用いて炭素繊維束を予備的に処理した後、電解液中に導入し電解処理する方法が開示されている。
また、電解処理後の洗浄方法としては、例えば、特許文献2に、温水を使用した洗浄方法が開示されている。
電解酸化処理された炭素繊維は、乾燥機などに投入され、乾燥された後にサイジング剤でコート処理されるのが通常である。
【特許文献1】特開昭58−132168号公報
【特許文献2】特開2004−332189号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
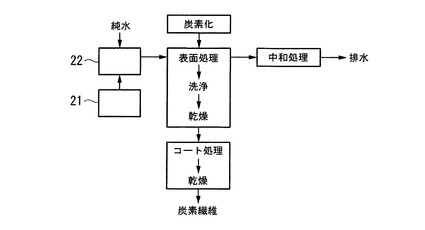
しかしながら、特許文献1に記載のように、電解酸化処理によって炭素繊維を表面処理する方法では、図3に示す製造工程のように、電解酸化処理した後に炭素繊維に付着した電解液を純水などで洗浄する必要があり、製造装置が大型化になったり、製造コストが増加したりすることがあった。
また、特許文献2では温水を使用して洗浄効率を上げる方法が記載されているが、製造コストを削減するには不十分であった。
また、洗浄後の炭素繊維を乾燥させる際には、洗浄しきれずに残存する電解液を考慮して、電解液に用いる溶剤の沸点と同程度、あるいは沸点よりも高温にて乾燥させる必要があった。電解液には、通常、硫酸や硝酸などが用いられているので、これらの沸点と同程度の温度に設定できる高温の乾燥機が必要であり、製造コストが増加しやすかった。
【0007】
さらに、電解酸化処理の場合、電解に用いる電極が高価であるため、製造コストが増加しやすかった。また、所望の電解液を得るためには、図3に示すように、電解液貯蔵タンク21、貯蔵された電解液を純水にて所望の濃度に調整する電解液調整タンク22といった大型の設備が必要となり、工場スペースを広くしなければならなかった。また、電解酸化処理に用いた電解液をそのまま排水すると環境に負荷がかかるため、排水するには環境に負荷がかからないように中和処理などの廃液処理を行う必要があるため、生産性が低下し、製造コストが増加しやすかった。電解酸化処理後の炭素繊維を洗浄した洗浄廃液には電解液が含まれているので、該洗浄廃液を排水する場合も同様である。
【0008】
本発明は、上記事情を鑑みてなされたもので、洗浄工程を必要とせず、操作が簡便であり、製造コストを低減できる炭素繊維の表面処理方法の実現を目的とする。
【課題を解決するための手段】
【0009】
本発明の炭素繊維の表面処理方法は、オゾンが溶存したオゾン溶液を用いて、炭素繊維の表面を処理する表面処理工程を有することを特徴とする。
また、前記オゾン溶液中に、前記炭素繊維を走行させて処理すれば、炭素繊維を連続的に製造することができる。
さらに、前記オゾン溶液中の溶存オゾン濃度が、0.1〜120mg/Lであることが好ましい。
また、前記オゾン溶液を収容し、該オゾン溶液を前記表面処理工程に供給するオゾン溶液タンクと、オゾン溶液にオゾンガスを溶解させるオゾンガス溶解装置とを備えたオゾン溶液濃度調整機構を用い、前記オゾン溶液タンク内のオゾン溶液の一部を前記オゾンガス溶解装置に供給し、該オゾンガス溶解装置にてオゾン溶液にオゾンガスを溶解させてオゾン溶液中の溶存オゾン濃度を調整した後、オゾン溶液を前記オゾン溶液タンクに返送するオゾン溶液濃度調整工程を有することが好ましい。
さらに、前記オゾン溶液濃度調整工程で、オゾン溶液濃度調整機構内を循環するオゾン溶液の循環量が、前記オゾン溶液タンクから表面処理工程に供給されるオゾン溶液の供給量の2〜100倍であることが好ましい。
さらに、前記オゾン溶液濃度調整機構内を循環するオゾン溶液を冷却することが好ましい。
また、前記オゾン溶液の溶媒が水であることが好ましい。
【発明の効果】
【0010】
本発明の炭素繊維の表面処理方法によれば、洗浄工程を必要とせず、操作が簡便であり、製造コストを低減できる。
また、本発明によれば、洗浄工程を必要としないので、製造装置を小型化できる。
さらに、本発明によれば、電解液を用いないので、表面処理に用いたオゾン溶液を排水する際にも、環境への負荷を低減できる。
【発明を実施するための最良の形態】
【0011】
以下本発明を詳細に説明する。
本発明で処理される炭素繊維は、前駆体繊維(プレカーサ)を焼成することで得られる。焼成方法としては、例えば図1に示すように、プレカーサを耐炎炉で耐炎化処理し、次いで、炭素化炉で前炭素化処理、および炭素化処理する方法を用いることができる。
プレカーサとしては、例えば、ポリアクリロニトリル系、ピッチ系、レーヨン系が挙げられるが、コストと性能のバランスから、好ましくはポリアクリロニトリル系が用いられる。
【0012】
耐炎化処理では、プレカーサを耐炎化炉に投入して耐炎化処理する。耐炎化炉内には、200〜300℃の酸化性雰囲気が循環しており、プレカーサは該酸化性雰囲気中を走行する間に耐炎化処理される。なお、耐炎化炉内を循環する酸化性雰囲気の流れは、走行する被処理繊維に対して平行方向でも、垂直方向でもよく、特に限定されない。
酸化性雰囲気としては、空気、酸素、二酸化窒素など、公知の酸化性雰囲気を採用できるが、経済性の面から空気が好ましい。
【0013】
プレカーサの耐炎化処理に要する時間は、炭素繊維の生産性及び性能を高める観点から30〜100分が好ましく、45〜80分がより好ましい。耐炎化処理に要する時間が30分未満であると、耐炎化反応が不十分であったり、斑になりやすかったりし、後に行われる炭素化工程で毛羽、束切れを生じ、結果的に生産性が低下することがある。一方、耐炎化処理に要する時間が100分を超えると、耐炎化装置の大型化、又は耐炎化処理速度を下げることが必要となり生産性が低下する。
【0014】
前炭素化処理では、耐炎化処理された炭素繊維を第1の炭素化炉に投入して前炭素化処理する。第1の炭素化炉内には、温度が300〜800℃の不活性雰囲気が循環しており、耐炎化処理された炭素繊維は該不活性雰囲気中を走行する間に前炭素化処理される。なお、第1の炭素化炉内を循環する不活性雰囲気の流れは、走行する被処理繊維に対して平行方向でも、垂直方向でもよく、特に限定されない。
不活性雰囲気としては、窒素、アルゴン、ヘリウムなど公知の不活性雰囲気を採用できるが、経済性の面から窒素が望ましい。
【0015】
炭素化処理では、前炭素化処理された炭素繊維を第2の炭素化炉に投入して炭素化処理する。第2の炭素化炉内には、最高温度が1000〜2500℃の不活性雰囲気が循環しており、前炭素化処理された炭素繊維は該不活性雰囲気中を走行する間に炭素化処理される。なお、第2の炭素化炉内を循環する不活性雰囲気の流れは、走行する被処理繊維に対して平行方向でも、垂直方向でもよく、特に限定されない。
不活性雰囲気としては、先に例示した公知の不活性雰囲気の中から選択して用いることができるが、経済性の面から窒素が望ましい。
【0016】
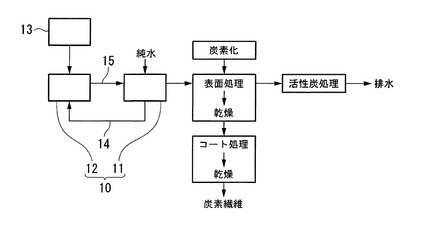
次に、本発明の炭素繊維の表面処理方法について、図2に示す表面処理方法の工程図を参照しながら説明する。
本発明の炭素繊維の表面処理方法は、上述のようにして得られた炭素繊維を、オゾンが溶存したオゾン溶液を用いて表面処理する表面処理工程を有する。
表面処理の操作方法としては、未表面処理の状態で製造した炭素繊維や、未表面処理の状態で市販されている炭素繊維を準備し、必要な時にオゾン溶液の入った容器などにこれらの炭素繊維を浸漬させたり、走行させたりして表面処理してもよく、焼成処理(炭素化処理)の後、継続して炭素繊維をオゾン溶液中に走行させることで表面処理してもよい。後者の操作方法であれば、炭素繊維を連続的に製造することができるので、生産性をより向上させることができる。
【0017】
オゾン溶液中の溶存オゾン濃度(以下、「オゾン濃度」という。)は、0.1〜120mg/Lが好ましく、5〜100mg/Lがより好ましく、30〜70mg/Lがさらに好ましい。オゾン濃度が0.1mg/L未満であると、炭素繊維の表面処理時間を長く設定する必要がある。一方、オゾン濃度が120mg/Lを超えると、供給するオゾンガス濃度を高くする必要があり、オゾン溶液を調製する際に用いるオゾン発生器が高価なものとなる。
オゾン濃度は、オゾンガス濃度やオゾン溶液温度などによって調整できる。例えば、オゾンガスの濃度を高くしたり、オゾン溶液温度を低くしたりすれば、オゾン濃度は高くなる傾向にある。
【0018】
炭素繊維の表面処理に要する時間は、オゾン濃度に依存するので一概には決められないが、オゾン濃度が上記範囲内であれば0.1〜10分が好ましく、1〜5分がより好ましい。表面処理に要する時間が0.1分未満であると、表面処理が不十分となる。一方、表面処理に要する時間が10分を超えると、生産性が悪いものになるおそれがある。
【0019】
また、炭素繊維を表面処理する際の処理温度は特に制限されないが、処理温度が高くなるに連れて、溶液に溶存したオゾン(O3)が酸素(O2)に変化したり、オゾンがオゾン溶液から外気へ放出されたりして、表面処理の効率が低下する傾向にある。このためオゾン溶液温度は0〜40℃が好ましく、5〜25℃がより好ましい。
【0020】
本発明の炭素繊維の表面処理方法は、オゾン溶液濃度調整工程を有することが好ましい。上述したオゾン溶液は、オゾン発生器などにより発生するオゾンガスを、溶液中に曝気させることで得られるが、オゾン溶液濃度調整工程によってオゾン溶液のオゾン濃度を調整するのが好ましい。
オゾン溶液濃度調整工程は、図2に示すようなオゾン溶液濃度調整機構10を用いて、オゾン濃度を調整する工程である。ここで、オゾン溶液濃度調整機構10について具体的に説明する。
【0021】
オゾン溶液濃度調整機構10は、オゾン溶液タンク11とオゾンガス溶解装置12を備える。
オゾン溶液タンク11は、オゾン溶液を収容し、該オゾン溶液を表面処理工程に供給する装置である。
オゾンガス溶解装置12は、オゾン発生器13から発生するオゾンガスをオゾン溶液に溶解させる装置である。このような装置としては、例えばエジェクタ、スタティックミキサー、オゾン溶解膜などを用いることができる。また、オゾン発生器13としては、市販のものを用いることができる。
【0022】
オゾン溶液タンク11とオゾンガス溶解装置12は、オゾン溶液タンク11内のオゾン溶液の一部をオゾンガス溶解装置12に供給する供給配管14と、オゾンガス溶解装置12からオゾン溶液をオゾン溶液タンク11に返送する返送配管15とで連結され、オゾン溶液がオゾン溶液濃度調整機構10内を循環するようになっている。
【0023】
このようなオゾン溶液濃度調整機構10を用いて、以下に示すようにしてオゾン濃度を調整する。
すなわち、供給配管14を介して、オゾン溶液タンク11内のオゾン溶液の一部をオゾンガス溶解装置12に供給する。
ついで、オゾンガス溶解装置12にて、オゾン発生器13から発生したオゾンガスをオゾン溶液に溶解させて、オゾン溶液中のオゾン濃度を調整する。
その後、返送配管15を介して、オゾン濃度が調整されたオゾン溶液をオゾン溶解装置12からオゾン溶液タンク11に返送する。
オゾン溶液タンク11に返送されたオゾン溶液は表面処理工程に供給されると共に、その一部は供給配管14を介してオゾン溶解装置12に再び供給される。
【0024】
このようにオゾン溶液をオゾン溶液濃度調整機構10内で循環させることで、オゾン濃度を所望の値に調整しやすくなるので、効率的にオゾン溶液を得ることができる。
【0025】
オゾン溶液濃度調整工程で、オゾン溶液濃度調整機構10内を循環するオゾン溶液の循環量は、オゾン溶液タンク11から表面処理工程に供給されるオゾン溶液の供給量の2〜100倍が好ましく、5〜30倍がより好ましい。循環量が供給量の2倍未満であると、オゾン発生器13からのオゾンガスをオゾン溶液に効率的に溶解させることが困難となり、廃棄するオゾンガスの割合が増える傾向にある。一方、循環量が供給量の100倍を超えても、オゾンガスのオゾン溶液への溶解効率が上がらなくなるだけでなく、オゾン溶液を循環させるために用いるポンプ等の発熱に伴うオゾン溶液の温度上昇により、オゾン溶液の濃度が上がりにくくなる。
【0026】
オゾン溶液濃度調整工程では、オゾン溶液濃度調整機構10内を循環するオゾン溶液を冷却することが好ましい。オゾン溶液を冷却することでオゾンガスが溶解しやすくなり、所望のオゾン濃度により調整しやすくなる。
オゾン溶液を冷却する方法としては、オゾン溶液タンク11をジャケット構造として冷水で冷却する方法、供給配管14や返送配管15にチラーを接続する方法などが挙げられる。
【0027】
オゾンを溶解させる溶液(溶媒)としては、水、液相酸化に使用される溶液などが挙げられるが、中でも水が好ましく、特に蒸留水や脱イオン水などの不純物質を少なくした純水が好ましい。
なお、図2において純水はオゾン溶液タンク11に供給されているが、本発明はこれに限定されず、例えば供給配管14や返送配管15、オゾンガス溶解装置12に供給してもよい。
【0028】
本発明においては、電解酸化処理に用いられるような電解液は使用せずに、炭素繊維を表面処理するので、表面処理の後に洗浄工程を行う必要がない。また、オゾン溶液の調製よりも手間のかかる電解液を調製する必要もない。従って、製造装置を小型化できたり、生産性を向上させて、製造コストの増加を抑制できたりする。
【0029】
また、本発明では、洗浄工程を設ける必要がないので、洗浄工程で生じる洗浄廃液を排水する必要もない。
さらに、表面処理に用いたオゾン溶液を排水する場合には、貯留層があれば数時間放置するだけで無害なレベルまでオゾン濃度が低下する。貯留層が無い場合には、オゾン溶液を活性炭処理などしてオゾンを活性炭に吸収させる程度の簡便な操作を行えばよい。従って、表面処理にオゾン溶液を用いることで、排水の際に環境への負荷を低減するのと共に、中和処理に比べて排水の手間がかかりにくいので生産性が向上して、製造コストの増加を抑制できる。
【0030】
なお、炭素繊維の表面に付着したオゾン溶液は、炭素繊維を乾燥機内に投入して乾燥することで除去できる。
本発明においては、従来の電解酸化処理のように沸点の高い溶剤を用いることなく炭素繊維を表面処理するので、乾燥機内の温度は、電解酸化処理の場合に比べて低く設定できる。特にオゾン溶液の溶媒として水を用いれば、乾燥機内の温度を水の沸点に合わせて設定できるので、比較的低温の乾燥機を用いることができる。従って、製造コストの増加を抑制できる。
【0031】
このように、オゾン溶液を用いて炭素繊維を表面処理することにより、従来の電解酸化処理などの方法で表面処理するのと同様に、炭素繊維表面へ酸素含有官能基が導入される。
【0032】
炭素繊維が表面処理されたことの確認方法としては、例えば、炭素繊維の表面特性(ipa)を評価する方法が挙げられる。表面特性(ipa)は、例えば、サイクリックボルタンメトリー法により、単位面積当たりに流れる電流の値(ipa値)を求めることで評価できる。表面処理前の炭素繊維のipa値に比べて、表面処理後の炭素繊維のipa値が高くなれば、炭素繊維の表面積が増えたことを意味する。従って、ipa値が高くなると、炭素繊維とマトリクス樹脂の接着面積が増えるアンカー効果により、マトリックス樹脂との接着強度が向上する。
表面処理後の炭素繊維のipa値は、表面処理の条件(例えば、オゾン濃度や処理時間など)によって変化するので一概には決定できないが、例えば0.05〜0.8μA/cm2となることが好ましい。
なお、本発明において、サイクリックボルタンメトリー法とは、ポテンシオスタットとファンクションゼネレータとからなる分析装置において、作動電極として炭素繊維を用い、その電流と電極電位(電圧)とを測定する方法のことである。
【0033】
また、炭素繊維表面へ酸素含有官能基が導入されたことの確認方法としては、例えば炭素繊維表面の酸素濃度を測定する方法が挙げられる。
【0034】
本発明の炭素繊維の表面処理方法にて表面処理された炭素繊維は、必要に応じて、サイジング剤でコート処理してもよい。コート処理することで、繊維の集束性が高まり取り扱い性が向上すると共に、マトリックス樹脂との接着性も向上する。サイジング剤の種類としては、所望の特性を得ることができれば特に限定されないが、例えば、エポキシ樹脂、ポリエーテル樹脂、エポキシ変性ポリウレタン樹脂、ポリエステル樹脂を主成分としたサイジング剤が挙げられる。
コート処理の方法としては、公知の方法を用いることができる。
【0035】
このようにして製造された炭素繊維は、マトリックス樹脂と組み合わされて、複合材料として成型され、様々な用途に利用される。
マトリックス樹脂としては、特に限定されないが、例えば、エポキシ樹脂、ポリイミド樹脂、ポリカーボネート樹脂、ラジカル重合系樹脂であるアクリル樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、熱可塑性アクリル樹脂、フェノール樹脂などが挙げられる。また、市販品を用いてもよい。
また、複合材料の用途としても特に限定されず、例えば、航空宇宙素材、スポーツ、レジャー用素材、圧力容器などの工業用素材等、幅広い用途に使用できる。
【0036】
以上のように、本発明によれば、溶液にオゾンが溶存したオゾン溶液を用いて炭素繊維の表面処理を行うので、洗浄工程を必要としない。従って、製造装置を大型化にする必要がなく、製造コストも低減できる。また、表面処理自体の操作が簡便で、表面処理に用いたオゾン溶液を排水する際の手間もかかりにくい。さらに、高価な電極を用いることなく表面処理できる。従って、生産性が向上するので、製造コストを低減できる。
【0037】
また、本発明によれば、製造コストを低減させつつ、従来の電解酸化処理などの方法で表面処理した場合と同程度の表面処理効果を得ることができる。
【実施例】
【0038】
以下、本発明を実施例により具体的に説明するが、本発明はこれらに限定されるものではない。
実施例における各測定方法については、下記の方法により実施した。
【0039】
<測定方法>
(表面特性:ipa値の測定)
炭素繊維の表面特性(ipa)は、サイクリックボルタンメトリー法によって測定した。本発明でいうサイクリックボルタンメトリーとは、ポテンシオスタットとファンクションゼネレータとからなる分析装置において、作動電極として炭素繊維を用い、その電流と電極電位(電圧)を測定する方法である。ipa測定装置は、HZ-3000 AUTOMATIC POLARIZATION SYSTEM(北斗電工社製)を用いて測定した。
本発明では、5質量%のリン酸水溶液を用いてpHが3になるように調整し、次いで、窒素をバブリングして溶存酸素を除去した溶液を調製した。
この溶液に、参照電極としてAg/AgCl電極と、対電極として十分な表面積を有する白金電極とを用い、作動電極として炭素繊維とを差し込み、上記の分析装置にて炭素繊維の電流と電極電位を測定した。
電位操作範囲は、−0.2〜+0.8Vとし、電位操作速度は2mV/secとした。X−Yリコーダーにより電極電位−電流曲線を描き、3回以上掃引させ、曲線が安定した段階で、Ag/AgCl電極に対して+0.4Vでの電位を標準にとって電流を読み取り、下記式(1)に従って、ipa値を算出した。なお、試料長とは、作動電極に用いた炭素繊維の長手方向の長さであり、目付とは、作動電極に用いた炭素繊維の単位面積当たりの重さのことである。
ipa値[μA/cm2]=電流値[μA]/{試料長[cm]×(4π×目付[g/m]×フィラメント数/密度[g/cm3])1/2} ・・・(1)
【0040】
(表面酸素濃度(O/C)の測定)
表面酸素濃度は、測定装置(VG社製、「ESCA LAB 220iXL」、X線源:単色化Alkα)を用い、以下のようにして測定した。
まず、炭素繊維束を所定の長さで切断して、試料ホルダーに両面テープを用いて固定した後、光電子脱出速度を90°に設定し、装置の測定チャンバー内を1×10−6Paの真空に保持した。
測定時の帯電に伴うピークの補正として、先ず、C1S(表面炭素濃度)の主ピークの結合エネルギー値を285.6eVに合わせた。次いで、C1Sのピーク面積を282〜296eVの範囲で直線のベースラインを引くことにより求めた。一方、O1S(表面酸素濃度)のピーク面積を528〜540eVの範囲で直線のベースラインを引くことにより求めた。
表面酸素濃度は、O1Sのピーク面積とC1Sのピーク面積との比を、装置固有の感度補正値で除すことにより算出した原子数比で表した。
【0041】
(界面剪断強度の測定)
炭素繊維とマトリックス樹脂との接着強度は、単繊維埋め込み(フラグメンテーション)法により界面剪断強度を測定することで評価した。単繊維埋め込み法としては、例えば、「炭素繊維の展開と評価方法」(リアライズ社)、第157〜160頁に記載されている方法を用いることができ、具体的には、以下に示す手順で界面剪断強度を測定した。
【0042】
まず、炭素繊維のうち単繊維1本を抜き出し、これをマトリックス樹脂中に包埋させて試験片を作製した。この試験片に、繊維の破断伸度より大きな伸張を付与した(引張試験の実施)。マトリックス樹脂中で破断した各破断繊維の長さを測定し、下記式(2)、(3)より界面剪断強度を算出した。
臨界繊維長[mm]=4×平均繊維長[mm]/3 ・・・(2)
界面剪断強度[MPa]=繊維強度[MPa]×繊維直径[mm]/2×臨界繊維長[mm] ・・・(3)
なお、マトリックス樹脂として試験片作成に用いた樹脂はCIBA−GEIGY社製、「アラルダイドCY230」100質量部と、「ハードナーHY2967」35質量部とを混合し、これを専用の型枠に注入し、20℃で24時間、60℃で6時間の条件で硬化させたものを用いた。
また、引張試験は室温にて行い、試験片が破断しない範囲内(伸度7%)で伸張を付与した後、樹脂内で破断した破断繊維の長さを、偏光顕微鏡にて読み取り、平均繊維長を算出した。
【0043】
<実施例1−1>
炭素繊維製造装置を用いて炭素化処理まで行ったポリアクリロニトリル系炭素繊維(フィラメント数24000本、単繊維直径5μm、弾性率29.5t/mm2、強度580kgf/mm2)のサンプルを製作した。サンプルは表面処理以降の処理を行っていないもの(サイジング剤が付与されておらず、かつ、いかなる表面処理も施されていない)を原糸として用いた。
この原糸を約5mの長さとなるように切断して試料とし、この試料をオゾン濃度5mg/Lのオゾン溶液に1分間浸漬させ、炭素繊維の表面処理を行い、その後80℃で30分乾燥させた。
このようにして得られた表面処理後の炭素繊維のipa値、および表面酸素濃度を求めた。結果を表1に示す。
なお、オゾン濃度が5mg/Lのオゾン溶液は、オゾン発生器(住友精密工業社製)より発生した濃度40g/m3のオゾンガスを純水中に曝気させ、純水中のオゾンの濃度が5mg/Lになるように調整しながら、オゾンガスを純水に溶解させて調製した。オゾン濃度は、オゾン濃度センサー(溶存オゾン測定タイプ)を用いて測定した。
【0044】
<実施例1−2〜1−7>
オゾン濃度、および処理時間を表1に示す値に変更した以外は、実施例1−1と同様にして炭素繊維の表面処理を行った。
このようにして得られた表面処理後の炭素繊維のipa値、および表面酸素濃度を求めた。結果を表1に示す。
なお、実施例1−2〜1−7で用いたオゾン溶液は、図2に示すように、オゾン溶液濃度調整機構10内を循環しているオゾン溶液に、オゾン発生器13より発生した濃度230g/m3のオゾンガスをオゾンガス溶解装置12にて溶解させ、純水中のオゾン濃度が表1に示す値になるように調整した。オゾンガス溶解装置12としてはエジェクタを用いた。また、オゾン溶液濃度調整機構10内を循環するオゾン溶液の循環量を10L/分、オゾン溶液タンク11から表面処理工程に供給するオゾン溶液の供給量を2L/分とした。
【0045】
<比較例1−1>
実施例1−1で用いた試料と同様のものを準備した。
この試料(すなわち、表面処理前の炭素繊維)のipa値、および表面元素濃度を求めた。結果を表1に示す。
【0046】
<比較例1−2>
実施例1−1で用いた試料と同様のものを準備した。
この試料を陽極として用い、8質量%の硝酸水溶液中、30クーロン/gで電解酸化処理を行い、その後、純水で洗浄して硝酸水溶液を除去し、450℃で0.5分乾燥させた。
このようにして得られた表面処理後の炭素繊維のipa値、および表面酸素濃度を求めた。結果を表1に示す。
【0047】
【表1】

【0048】
表1から明らかなように、オゾン溶液を用いて表面処理された実施例の各炭素繊維は、表面処理前の炭素繊維(比較例1−1)に比べてipa値が増えていた。これは、表面処理されたことで炭素繊維の表面積が増えたことを意味し、アンカー効果を期待できる。また、表面酸素濃度が表面処理前に比べて増えたことから、表面処理されたことで炭素繊維の表面に酸素含有官能基が導入されたと考えられる。
【0049】
<実施例2−1>
実施例1−2と同様の条件にて表面処理された炭素繊維を用い、界面剪断強度を測定した。結果を表2に示す。
【0050】
<実施例2−2>
実施例1−3と同様の条件にて表面処理された炭素繊維を用い、界面剪断強度を測定した。結果を表2に示す。
【0051】
<比較例2−1>
比較例1−1で使用した試料(すなわち、表面処理前の炭素繊維)を用い、界面剪断強度を測定した。結果を表2に示す。
【0052】
<比較例2−2>
比較例1−2と同様の条件にて表面処理された炭素繊維を用い、界面剪断強度を測定した。結果を表2に示す。
【0053】
【表2】
【0054】
表2から明らかなように、オゾン溶液を用いて表面処理された実施例の各炭素繊維は、表面処理前の炭素繊維(比較例2−1)に比べて界面剪断強度が増加した。これより、表面処理されたことで、炭素繊維とマトリックス樹脂との接着強度が向上したことが明らかとなった。
特に、処理時間がより長い実施例2−2は、界面剪断強度が著しく増加し、電解酸化処理を行った場合(比較例2−2)と同程度の値を示した。
【0055】
以上の結果より、本発明は、従来の電解酸化処理などの方法で表面処理した場合と同程度の表面処理効果が得られることが明らかとなった。
従って、本発明であれば、洗浄工程を必要としないので、従来の方法よりも製造コストを低減できる。
【図面の簡単な説明】
【0056】
【図1】炭素繊維の製造方法を示す工程図である。
【図2】本発明の表面処理方法を示す工程図である。
【図3】電解酸化処理方法を示す工程図である。
【符号の説明】
【0057】
10:オゾン溶液濃度調整機構、11:オゾン溶液タンク、12:オゾンガス溶解装置、13:オゾン発生器、14:供給配管、15:返送配管、21:電解液貯蔵タンク、22:電解液調整タンク
【技術分野】
【0001】
本発明は、炭素繊維の表面処理方法に関する。
【背景技術】
【0002】
炭素繊維は、優れた機械的強度を有するため、航空宇宙素材、スポーツ、レジャー用素材、圧力容器などの工業用素材として極めて有用であり、需要が拡大している。また、今後はさらに幅広い分野で利用されることが期待されている。
一般に、炭素繊維は、ポリアクリロニトリル系繊維などの前駆体フィラメントを束ねた前駆体繊維束(プレカーサ)を焼成して製造される。具体的には、図1に示すように、プレカーサを酸化性雰囲気で満たした耐炎化炉で耐炎化処理した後、得られた耐炎化繊維束を窒素などの不活性雰囲気で満たした炭素化炉で炭素化処理することによって炭素繊維を得る。
炭素繊維は、通常、そのままでは利用されず、マトリックス樹脂との組み合わせによる複合材料として成型され、様々な用途に利用される。
【0003】
しかし、炭素繊維はマトリックス樹脂との濡れ性、親和性、接着性が不十分である場合が多く、複合材料としたときに満足な特性が得られにくいことがあった。
このため、通常、図1に示すように、焼成後の炭素繊維には表面処理が施され、更にはサイジング処理が施されることによりマトリックス樹脂との濡れ性、親和性、接着性を向上させている。
【0004】
炭素繊維を表面処理する方法としては、電解酸化処理や薬液酸化処理などの液相酸化処理や、気相酸化処理が知られている。炭素繊維の表面に酸化処理を施すことで、繊維表面に酸素含有官能基が形成したり、繊維の表面積が増大したりして、マトリックス樹脂との濡れ性、親和性、接着性が向上すると考えられている。
特に、電解酸化処理は、その処理のしやすさ、処理条件制御の容易さ、炭素繊維表面への酸素含有官能基の導入のしやすさなどの見地から、薬液酸化処理や気相酸化処理よりも実用的、かつ効果的な表面処理方法である。
【0005】
電解酸化処理法としては、例えば、特許文献1に、電解液に対して混和性であり、かつ反応性を有しない液体を用いて炭素繊維束を予備的に処理した後、電解液中に導入し電解処理する方法が開示されている。
また、電解処理後の洗浄方法としては、例えば、特許文献2に、温水を使用した洗浄方法が開示されている。
電解酸化処理された炭素繊維は、乾燥機などに投入され、乾燥された後にサイジング剤でコート処理されるのが通常である。
【特許文献1】特開昭58−132168号公報
【特許文献2】特開2004−332189号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のように、電解酸化処理によって炭素繊維を表面処理する方法では、図3に示す製造工程のように、電解酸化処理した後に炭素繊維に付着した電解液を純水などで洗浄する必要があり、製造装置が大型化になったり、製造コストが増加したりすることがあった。
また、特許文献2では温水を使用して洗浄効率を上げる方法が記載されているが、製造コストを削減するには不十分であった。
また、洗浄後の炭素繊維を乾燥させる際には、洗浄しきれずに残存する電解液を考慮して、電解液に用いる溶剤の沸点と同程度、あるいは沸点よりも高温にて乾燥させる必要があった。電解液には、通常、硫酸や硝酸などが用いられているので、これらの沸点と同程度の温度に設定できる高温の乾燥機が必要であり、製造コストが増加しやすかった。
【0007】
さらに、電解酸化処理の場合、電解に用いる電極が高価であるため、製造コストが増加しやすかった。また、所望の電解液を得るためには、図3に示すように、電解液貯蔵タンク21、貯蔵された電解液を純水にて所望の濃度に調整する電解液調整タンク22といった大型の設備が必要となり、工場スペースを広くしなければならなかった。また、電解酸化処理に用いた電解液をそのまま排水すると環境に負荷がかかるため、排水するには環境に負荷がかからないように中和処理などの廃液処理を行う必要があるため、生産性が低下し、製造コストが増加しやすかった。電解酸化処理後の炭素繊維を洗浄した洗浄廃液には電解液が含まれているので、該洗浄廃液を排水する場合も同様である。
【0008】
本発明は、上記事情を鑑みてなされたもので、洗浄工程を必要とせず、操作が簡便であり、製造コストを低減できる炭素繊維の表面処理方法の実現を目的とする。
【課題を解決するための手段】
【0009】
本発明の炭素繊維の表面処理方法は、オゾンが溶存したオゾン溶液を用いて、炭素繊維の表面を処理する表面処理工程を有することを特徴とする。
また、前記オゾン溶液中に、前記炭素繊維を走行させて処理すれば、炭素繊維を連続的に製造することができる。
さらに、前記オゾン溶液中の溶存オゾン濃度が、0.1〜120mg/Lであることが好ましい。
また、前記オゾン溶液を収容し、該オゾン溶液を前記表面処理工程に供給するオゾン溶液タンクと、オゾン溶液にオゾンガスを溶解させるオゾンガス溶解装置とを備えたオゾン溶液濃度調整機構を用い、前記オゾン溶液タンク内のオゾン溶液の一部を前記オゾンガス溶解装置に供給し、該オゾンガス溶解装置にてオゾン溶液にオゾンガスを溶解させてオゾン溶液中の溶存オゾン濃度を調整した後、オゾン溶液を前記オゾン溶液タンクに返送するオゾン溶液濃度調整工程を有することが好ましい。
さらに、前記オゾン溶液濃度調整工程で、オゾン溶液濃度調整機構内を循環するオゾン溶液の循環量が、前記オゾン溶液タンクから表面処理工程に供給されるオゾン溶液の供給量の2〜100倍であることが好ましい。
さらに、前記オゾン溶液濃度調整機構内を循環するオゾン溶液を冷却することが好ましい。
また、前記オゾン溶液の溶媒が水であることが好ましい。
【発明の効果】
【0010】
本発明の炭素繊維の表面処理方法によれば、洗浄工程を必要とせず、操作が簡便であり、製造コストを低減できる。
また、本発明によれば、洗浄工程を必要としないので、製造装置を小型化できる。
さらに、本発明によれば、電解液を用いないので、表面処理に用いたオゾン溶液を排水する際にも、環境への負荷を低減できる。
【発明を実施するための最良の形態】
【0011】
以下本発明を詳細に説明する。
本発明で処理される炭素繊維は、前駆体繊維(プレカーサ)を焼成することで得られる。焼成方法としては、例えば図1に示すように、プレカーサを耐炎炉で耐炎化処理し、次いで、炭素化炉で前炭素化処理、および炭素化処理する方法を用いることができる。
プレカーサとしては、例えば、ポリアクリロニトリル系、ピッチ系、レーヨン系が挙げられるが、コストと性能のバランスから、好ましくはポリアクリロニトリル系が用いられる。
【0012】
耐炎化処理では、プレカーサを耐炎化炉に投入して耐炎化処理する。耐炎化炉内には、200〜300℃の酸化性雰囲気が循環しており、プレカーサは該酸化性雰囲気中を走行する間に耐炎化処理される。なお、耐炎化炉内を循環する酸化性雰囲気の流れは、走行する被処理繊維に対して平行方向でも、垂直方向でもよく、特に限定されない。
酸化性雰囲気としては、空気、酸素、二酸化窒素など、公知の酸化性雰囲気を採用できるが、経済性の面から空気が好ましい。
【0013】
プレカーサの耐炎化処理に要する時間は、炭素繊維の生産性及び性能を高める観点から30〜100分が好ましく、45〜80分がより好ましい。耐炎化処理に要する時間が30分未満であると、耐炎化反応が不十分であったり、斑になりやすかったりし、後に行われる炭素化工程で毛羽、束切れを生じ、結果的に生産性が低下することがある。一方、耐炎化処理に要する時間が100分を超えると、耐炎化装置の大型化、又は耐炎化処理速度を下げることが必要となり生産性が低下する。
【0014】
前炭素化処理では、耐炎化処理された炭素繊維を第1の炭素化炉に投入して前炭素化処理する。第1の炭素化炉内には、温度が300〜800℃の不活性雰囲気が循環しており、耐炎化処理された炭素繊維は該不活性雰囲気中を走行する間に前炭素化処理される。なお、第1の炭素化炉内を循環する不活性雰囲気の流れは、走行する被処理繊維に対して平行方向でも、垂直方向でもよく、特に限定されない。
不活性雰囲気としては、窒素、アルゴン、ヘリウムなど公知の不活性雰囲気を採用できるが、経済性の面から窒素が望ましい。
【0015】
炭素化処理では、前炭素化処理された炭素繊維を第2の炭素化炉に投入して炭素化処理する。第2の炭素化炉内には、最高温度が1000〜2500℃の不活性雰囲気が循環しており、前炭素化処理された炭素繊維は該不活性雰囲気中を走行する間に炭素化処理される。なお、第2の炭素化炉内を循環する不活性雰囲気の流れは、走行する被処理繊維に対して平行方向でも、垂直方向でもよく、特に限定されない。
不活性雰囲気としては、先に例示した公知の不活性雰囲気の中から選択して用いることができるが、経済性の面から窒素が望ましい。
【0016】
次に、本発明の炭素繊維の表面処理方法について、図2に示す表面処理方法の工程図を参照しながら説明する。
本発明の炭素繊維の表面処理方法は、上述のようにして得られた炭素繊維を、オゾンが溶存したオゾン溶液を用いて表面処理する表面処理工程を有する。
表面処理の操作方法としては、未表面処理の状態で製造した炭素繊維や、未表面処理の状態で市販されている炭素繊維を準備し、必要な時にオゾン溶液の入った容器などにこれらの炭素繊維を浸漬させたり、走行させたりして表面処理してもよく、焼成処理(炭素化処理)の後、継続して炭素繊維をオゾン溶液中に走行させることで表面処理してもよい。後者の操作方法であれば、炭素繊維を連続的に製造することができるので、生産性をより向上させることができる。
【0017】
オゾン溶液中の溶存オゾン濃度(以下、「オゾン濃度」という。)は、0.1〜120mg/Lが好ましく、5〜100mg/Lがより好ましく、30〜70mg/Lがさらに好ましい。オゾン濃度が0.1mg/L未満であると、炭素繊維の表面処理時間を長く設定する必要がある。一方、オゾン濃度が120mg/Lを超えると、供給するオゾンガス濃度を高くする必要があり、オゾン溶液を調製する際に用いるオゾン発生器が高価なものとなる。
オゾン濃度は、オゾンガス濃度やオゾン溶液温度などによって調整できる。例えば、オゾンガスの濃度を高くしたり、オゾン溶液温度を低くしたりすれば、オゾン濃度は高くなる傾向にある。
【0018】
炭素繊維の表面処理に要する時間は、オゾン濃度に依存するので一概には決められないが、オゾン濃度が上記範囲内であれば0.1〜10分が好ましく、1〜5分がより好ましい。表面処理に要する時間が0.1分未満であると、表面処理が不十分となる。一方、表面処理に要する時間が10分を超えると、生産性が悪いものになるおそれがある。
【0019】
また、炭素繊維を表面処理する際の処理温度は特に制限されないが、処理温度が高くなるに連れて、溶液に溶存したオゾン(O3)が酸素(O2)に変化したり、オゾンがオゾン溶液から外気へ放出されたりして、表面処理の効率が低下する傾向にある。このためオゾン溶液温度は0〜40℃が好ましく、5〜25℃がより好ましい。
【0020】
本発明の炭素繊維の表面処理方法は、オゾン溶液濃度調整工程を有することが好ましい。上述したオゾン溶液は、オゾン発生器などにより発生するオゾンガスを、溶液中に曝気させることで得られるが、オゾン溶液濃度調整工程によってオゾン溶液のオゾン濃度を調整するのが好ましい。
オゾン溶液濃度調整工程は、図2に示すようなオゾン溶液濃度調整機構10を用いて、オゾン濃度を調整する工程である。ここで、オゾン溶液濃度調整機構10について具体的に説明する。
【0021】
オゾン溶液濃度調整機構10は、オゾン溶液タンク11とオゾンガス溶解装置12を備える。
オゾン溶液タンク11は、オゾン溶液を収容し、該オゾン溶液を表面処理工程に供給する装置である。
オゾンガス溶解装置12は、オゾン発生器13から発生するオゾンガスをオゾン溶液に溶解させる装置である。このような装置としては、例えばエジェクタ、スタティックミキサー、オゾン溶解膜などを用いることができる。また、オゾン発生器13としては、市販のものを用いることができる。
【0022】
オゾン溶液タンク11とオゾンガス溶解装置12は、オゾン溶液タンク11内のオゾン溶液の一部をオゾンガス溶解装置12に供給する供給配管14と、オゾンガス溶解装置12からオゾン溶液をオゾン溶液タンク11に返送する返送配管15とで連結され、オゾン溶液がオゾン溶液濃度調整機構10内を循環するようになっている。
【0023】
このようなオゾン溶液濃度調整機構10を用いて、以下に示すようにしてオゾン濃度を調整する。
すなわち、供給配管14を介して、オゾン溶液タンク11内のオゾン溶液の一部をオゾンガス溶解装置12に供給する。
ついで、オゾンガス溶解装置12にて、オゾン発生器13から発生したオゾンガスをオゾン溶液に溶解させて、オゾン溶液中のオゾン濃度を調整する。
その後、返送配管15を介して、オゾン濃度が調整されたオゾン溶液をオゾン溶解装置12からオゾン溶液タンク11に返送する。
オゾン溶液タンク11に返送されたオゾン溶液は表面処理工程に供給されると共に、その一部は供給配管14を介してオゾン溶解装置12に再び供給される。
【0024】
このようにオゾン溶液をオゾン溶液濃度調整機構10内で循環させることで、オゾン濃度を所望の値に調整しやすくなるので、効率的にオゾン溶液を得ることができる。
【0025】
オゾン溶液濃度調整工程で、オゾン溶液濃度調整機構10内を循環するオゾン溶液の循環量は、オゾン溶液タンク11から表面処理工程に供給されるオゾン溶液の供給量の2〜100倍が好ましく、5〜30倍がより好ましい。循環量が供給量の2倍未満であると、オゾン発生器13からのオゾンガスをオゾン溶液に効率的に溶解させることが困難となり、廃棄するオゾンガスの割合が増える傾向にある。一方、循環量が供給量の100倍を超えても、オゾンガスのオゾン溶液への溶解効率が上がらなくなるだけでなく、オゾン溶液を循環させるために用いるポンプ等の発熱に伴うオゾン溶液の温度上昇により、オゾン溶液の濃度が上がりにくくなる。
【0026】
オゾン溶液濃度調整工程では、オゾン溶液濃度調整機構10内を循環するオゾン溶液を冷却することが好ましい。オゾン溶液を冷却することでオゾンガスが溶解しやすくなり、所望のオゾン濃度により調整しやすくなる。
オゾン溶液を冷却する方法としては、オゾン溶液タンク11をジャケット構造として冷水で冷却する方法、供給配管14や返送配管15にチラーを接続する方法などが挙げられる。
【0027】
オゾンを溶解させる溶液(溶媒)としては、水、液相酸化に使用される溶液などが挙げられるが、中でも水が好ましく、特に蒸留水や脱イオン水などの不純物質を少なくした純水が好ましい。
なお、図2において純水はオゾン溶液タンク11に供給されているが、本発明はこれに限定されず、例えば供給配管14や返送配管15、オゾンガス溶解装置12に供給してもよい。
【0028】
本発明においては、電解酸化処理に用いられるような電解液は使用せずに、炭素繊維を表面処理するので、表面処理の後に洗浄工程を行う必要がない。また、オゾン溶液の調製よりも手間のかかる電解液を調製する必要もない。従って、製造装置を小型化できたり、生産性を向上させて、製造コストの増加を抑制できたりする。
【0029】
また、本発明では、洗浄工程を設ける必要がないので、洗浄工程で生じる洗浄廃液を排水する必要もない。
さらに、表面処理に用いたオゾン溶液を排水する場合には、貯留層があれば数時間放置するだけで無害なレベルまでオゾン濃度が低下する。貯留層が無い場合には、オゾン溶液を活性炭処理などしてオゾンを活性炭に吸収させる程度の簡便な操作を行えばよい。従って、表面処理にオゾン溶液を用いることで、排水の際に環境への負荷を低減するのと共に、中和処理に比べて排水の手間がかかりにくいので生産性が向上して、製造コストの増加を抑制できる。
【0030】
なお、炭素繊維の表面に付着したオゾン溶液は、炭素繊維を乾燥機内に投入して乾燥することで除去できる。
本発明においては、従来の電解酸化処理のように沸点の高い溶剤を用いることなく炭素繊維を表面処理するので、乾燥機内の温度は、電解酸化処理の場合に比べて低く設定できる。特にオゾン溶液の溶媒として水を用いれば、乾燥機内の温度を水の沸点に合わせて設定できるので、比較的低温の乾燥機を用いることができる。従って、製造コストの増加を抑制できる。
【0031】
このように、オゾン溶液を用いて炭素繊維を表面処理することにより、従来の電解酸化処理などの方法で表面処理するのと同様に、炭素繊維表面へ酸素含有官能基が導入される。
【0032】
炭素繊維が表面処理されたことの確認方法としては、例えば、炭素繊維の表面特性(ipa)を評価する方法が挙げられる。表面特性(ipa)は、例えば、サイクリックボルタンメトリー法により、単位面積当たりに流れる電流の値(ipa値)を求めることで評価できる。表面処理前の炭素繊維のipa値に比べて、表面処理後の炭素繊維のipa値が高くなれば、炭素繊維の表面積が増えたことを意味する。従って、ipa値が高くなると、炭素繊維とマトリクス樹脂の接着面積が増えるアンカー効果により、マトリックス樹脂との接着強度が向上する。
表面処理後の炭素繊維のipa値は、表面処理の条件(例えば、オゾン濃度や処理時間など)によって変化するので一概には決定できないが、例えば0.05〜0.8μA/cm2となることが好ましい。
なお、本発明において、サイクリックボルタンメトリー法とは、ポテンシオスタットとファンクションゼネレータとからなる分析装置において、作動電極として炭素繊維を用い、その電流と電極電位(電圧)とを測定する方法のことである。
【0033】
また、炭素繊維表面へ酸素含有官能基が導入されたことの確認方法としては、例えば炭素繊維表面の酸素濃度を測定する方法が挙げられる。
【0034】
本発明の炭素繊維の表面処理方法にて表面処理された炭素繊維は、必要に応じて、サイジング剤でコート処理してもよい。コート処理することで、繊維の集束性が高まり取り扱い性が向上すると共に、マトリックス樹脂との接着性も向上する。サイジング剤の種類としては、所望の特性を得ることができれば特に限定されないが、例えば、エポキシ樹脂、ポリエーテル樹脂、エポキシ変性ポリウレタン樹脂、ポリエステル樹脂を主成分としたサイジング剤が挙げられる。
コート処理の方法としては、公知の方法を用いることができる。
【0035】
このようにして製造された炭素繊維は、マトリックス樹脂と組み合わされて、複合材料として成型され、様々な用途に利用される。
マトリックス樹脂としては、特に限定されないが、例えば、エポキシ樹脂、ポリイミド樹脂、ポリカーボネート樹脂、ラジカル重合系樹脂であるアクリル樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、熱可塑性アクリル樹脂、フェノール樹脂などが挙げられる。また、市販品を用いてもよい。
また、複合材料の用途としても特に限定されず、例えば、航空宇宙素材、スポーツ、レジャー用素材、圧力容器などの工業用素材等、幅広い用途に使用できる。
【0036】
以上のように、本発明によれば、溶液にオゾンが溶存したオゾン溶液を用いて炭素繊維の表面処理を行うので、洗浄工程を必要としない。従って、製造装置を大型化にする必要がなく、製造コストも低減できる。また、表面処理自体の操作が簡便で、表面処理に用いたオゾン溶液を排水する際の手間もかかりにくい。さらに、高価な電極を用いることなく表面処理できる。従って、生産性が向上するので、製造コストを低減できる。
【0037】
また、本発明によれば、製造コストを低減させつつ、従来の電解酸化処理などの方法で表面処理した場合と同程度の表面処理効果を得ることができる。
【実施例】
【0038】
以下、本発明を実施例により具体的に説明するが、本発明はこれらに限定されるものではない。
実施例における各測定方法については、下記の方法により実施した。
【0039】
<測定方法>
(表面特性:ipa値の測定)
炭素繊維の表面特性(ipa)は、サイクリックボルタンメトリー法によって測定した。本発明でいうサイクリックボルタンメトリーとは、ポテンシオスタットとファンクションゼネレータとからなる分析装置において、作動電極として炭素繊維を用い、その電流と電極電位(電圧)を測定する方法である。ipa測定装置は、HZ-3000 AUTOMATIC POLARIZATION SYSTEM(北斗電工社製)を用いて測定した。
本発明では、5質量%のリン酸水溶液を用いてpHが3になるように調整し、次いで、窒素をバブリングして溶存酸素を除去した溶液を調製した。
この溶液に、参照電極としてAg/AgCl電極と、対電極として十分な表面積を有する白金電極とを用い、作動電極として炭素繊維とを差し込み、上記の分析装置にて炭素繊維の電流と電極電位を測定した。
電位操作範囲は、−0.2〜+0.8Vとし、電位操作速度は2mV/secとした。X−Yリコーダーにより電極電位−電流曲線を描き、3回以上掃引させ、曲線が安定した段階で、Ag/AgCl電極に対して+0.4Vでの電位を標準にとって電流を読み取り、下記式(1)に従って、ipa値を算出した。なお、試料長とは、作動電極に用いた炭素繊維の長手方向の長さであり、目付とは、作動電極に用いた炭素繊維の単位面積当たりの重さのことである。
ipa値[μA/cm2]=電流値[μA]/{試料長[cm]×(4π×目付[g/m]×フィラメント数/密度[g/cm3])1/2} ・・・(1)
【0040】
(表面酸素濃度(O/C)の測定)
表面酸素濃度は、測定装置(VG社製、「ESCA LAB 220iXL」、X線源:単色化Alkα)を用い、以下のようにして測定した。
まず、炭素繊維束を所定の長さで切断して、試料ホルダーに両面テープを用いて固定した後、光電子脱出速度を90°に設定し、装置の測定チャンバー内を1×10−6Paの真空に保持した。
測定時の帯電に伴うピークの補正として、先ず、C1S(表面炭素濃度)の主ピークの結合エネルギー値を285.6eVに合わせた。次いで、C1Sのピーク面積を282〜296eVの範囲で直線のベースラインを引くことにより求めた。一方、O1S(表面酸素濃度)のピーク面積を528〜540eVの範囲で直線のベースラインを引くことにより求めた。
表面酸素濃度は、O1Sのピーク面積とC1Sのピーク面積との比を、装置固有の感度補正値で除すことにより算出した原子数比で表した。
【0041】
(界面剪断強度の測定)
炭素繊維とマトリックス樹脂との接着強度は、単繊維埋め込み(フラグメンテーション)法により界面剪断強度を測定することで評価した。単繊維埋め込み法としては、例えば、「炭素繊維の展開と評価方法」(リアライズ社)、第157〜160頁に記載されている方法を用いることができ、具体的には、以下に示す手順で界面剪断強度を測定した。
【0042】
まず、炭素繊維のうち単繊維1本を抜き出し、これをマトリックス樹脂中に包埋させて試験片を作製した。この試験片に、繊維の破断伸度より大きな伸張を付与した(引張試験の実施)。マトリックス樹脂中で破断した各破断繊維の長さを測定し、下記式(2)、(3)より界面剪断強度を算出した。
臨界繊維長[mm]=4×平均繊維長[mm]/3 ・・・(2)
界面剪断強度[MPa]=繊維強度[MPa]×繊維直径[mm]/2×臨界繊維長[mm] ・・・(3)
なお、マトリックス樹脂として試験片作成に用いた樹脂はCIBA−GEIGY社製、「アラルダイドCY230」100質量部と、「ハードナーHY2967」35質量部とを混合し、これを専用の型枠に注入し、20℃で24時間、60℃で6時間の条件で硬化させたものを用いた。
また、引張試験は室温にて行い、試験片が破断しない範囲内(伸度7%)で伸張を付与した後、樹脂内で破断した破断繊維の長さを、偏光顕微鏡にて読み取り、平均繊維長を算出した。
【0043】
<実施例1−1>
炭素繊維製造装置を用いて炭素化処理まで行ったポリアクリロニトリル系炭素繊維(フィラメント数24000本、単繊維直径5μm、弾性率29.5t/mm2、強度580kgf/mm2)のサンプルを製作した。サンプルは表面処理以降の処理を行っていないもの(サイジング剤が付与されておらず、かつ、いかなる表面処理も施されていない)を原糸として用いた。
この原糸を約5mの長さとなるように切断して試料とし、この試料をオゾン濃度5mg/Lのオゾン溶液に1分間浸漬させ、炭素繊維の表面処理を行い、その後80℃で30分乾燥させた。
このようにして得られた表面処理後の炭素繊維のipa値、および表面酸素濃度を求めた。結果を表1に示す。
なお、オゾン濃度が5mg/Lのオゾン溶液は、オゾン発生器(住友精密工業社製)より発生した濃度40g/m3のオゾンガスを純水中に曝気させ、純水中のオゾンの濃度が5mg/Lになるように調整しながら、オゾンガスを純水に溶解させて調製した。オゾン濃度は、オゾン濃度センサー(溶存オゾン測定タイプ)を用いて測定した。
【0044】
<実施例1−2〜1−7>
オゾン濃度、および処理時間を表1に示す値に変更した以外は、実施例1−1と同様にして炭素繊維の表面処理を行った。
このようにして得られた表面処理後の炭素繊維のipa値、および表面酸素濃度を求めた。結果を表1に示す。
なお、実施例1−2〜1−7で用いたオゾン溶液は、図2に示すように、オゾン溶液濃度調整機構10内を循環しているオゾン溶液に、オゾン発生器13より発生した濃度230g/m3のオゾンガスをオゾンガス溶解装置12にて溶解させ、純水中のオゾン濃度が表1に示す値になるように調整した。オゾンガス溶解装置12としてはエジェクタを用いた。また、オゾン溶液濃度調整機構10内を循環するオゾン溶液の循環量を10L/分、オゾン溶液タンク11から表面処理工程に供給するオゾン溶液の供給量を2L/分とした。
【0045】
<比較例1−1>
実施例1−1で用いた試料と同様のものを準備した。
この試料(すなわち、表面処理前の炭素繊維)のipa値、および表面元素濃度を求めた。結果を表1に示す。
【0046】
<比較例1−2>
実施例1−1で用いた試料と同様のものを準備した。
この試料を陽極として用い、8質量%の硝酸水溶液中、30クーロン/gで電解酸化処理を行い、その後、純水で洗浄して硝酸水溶液を除去し、450℃で0.5分乾燥させた。
このようにして得られた表面処理後の炭素繊維のipa値、および表面酸素濃度を求めた。結果を表1に示す。
【0047】
【表1】
【0048】
表1から明らかなように、オゾン溶液を用いて表面処理された実施例の各炭素繊維は、表面処理前の炭素繊維(比較例1−1)に比べてipa値が増えていた。これは、表面処理されたことで炭素繊維の表面積が増えたことを意味し、アンカー効果を期待できる。また、表面酸素濃度が表面処理前に比べて増えたことから、表面処理されたことで炭素繊維の表面に酸素含有官能基が導入されたと考えられる。
【0049】
<実施例2−1>
実施例1−2と同様の条件にて表面処理された炭素繊維を用い、界面剪断強度を測定した。結果を表2に示す。
【0050】
<実施例2−2>
実施例1−3と同様の条件にて表面処理された炭素繊維を用い、界面剪断強度を測定した。結果を表2に示す。
【0051】
<比較例2−1>
比較例1−1で使用した試料(すなわち、表面処理前の炭素繊維)を用い、界面剪断強度を測定した。結果を表2に示す。
【0052】
<比較例2−2>
比較例1−2と同様の条件にて表面処理された炭素繊維を用い、界面剪断強度を測定した。結果を表2に示す。
【0053】
【表2】
【0054】
表2から明らかなように、オゾン溶液を用いて表面処理された実施例の各炭素繊維は、表面処理前の炭素繊維(比較例2−1)に比べて界面剪断強度が増加した。これより、表面処理されたことで、炭素繊維とマトリックス樹脂との接着強度が向上したことが明らかとなった。
特に、処理時間がより長い実施例2−2は、界面剪断強度が著しく増加し、電解酸化処理を行った場合(比較例2−2)と同程度の値を示した。
【0055】
以上の結果より、本発明は、従来の電解酸化処理などの方法で表面処理した場合と同程度の表面処理効果が得られることが明らかとなった。
従って、本発明であれば、洗浄工程を必要としないので、従来の方法よりも製造コストを低減できる。
【図面の簡単な説明】
【0056】
【図1】炭素繊維の製造方法を示す工程図である。
【図2】本発明の表面処理方法を示す工程図である。
【図3】電解酸化処理方法を示す工程図である。
【符号の説明】
【0057】
10:オゾン溶液濃度調整機構、11:オゾン溶液タンク、12:オゾンガス溶解装置、13:オゾン発生器、14:供給配管、15:返送配管、21:電解液貯蔵タンク、22:電解液調整タンク
【特許請求の範囲】
【請求項1】
オゾンが溶存したオゾン溶液を用いて、炭素繊維の表面を処理する表面処理工程を有することを特徴とする炭素繊維の表面処理方法。
【請求項2】
前記オゾン溶液中に、前記炭素繊維を走行させて処理することを特徴とする請求項1に記載の炭素繊維の表面処理方法。
【請求項3】
前記オゾン溶液中の溶存オゾン濃度が、0.1〜120mg/Lであることを特徴とする請求項1または2に記載の炭素繊維の表面処理方法。
【請求項4】
前記オゾン溶液を収容し、該オゾン溶液を前記表面処理工程に供給するオゾン溶液タンクと、オゾン溶液にオゾンガスを溶解させるオゾンガス溶解装置とを備えたオゾン溶液濃度調整機構を用い、前記オゾン溶液タンク内のオゾン溶液の一部を前記オゾンガス溶解装置に供給し、該オゾンガス溶解装置にてオゾン溶液にオゾンガスを溶解させてオゾン溶液中の溶存オゾン濃度を調整した後、オゾン溶液を前記オゾン溶液タンクに返送するオゾン溶液濃度調整工程を有することを特徴とする請求項1〜3のいずれかに記載の炭素繊維の表面処理方法。
【請求項5】
前記オゾン溶液濃度調整工程で、オゾン溶液濃度調整機構内を循環するオゾン溶液の循環量が、前記オゾン溶液タンクから表面処理工程に供給されるオゾン溶液の供給量の2〜100倍であることを特徴とする請求項4に記載の炭素繊維の表面処理方法。
【請求項6】
前記オゾン溶液濃度調整機構内を循環するオゾン溶液を冷却することを特徴とする請求項4または5に記載の炭素繊維の表面処理方法。
【請求項7】
前記オゾン溶液の溶媒が水であることを特徴とする請求項1〜6のいずれかに記載の炭素繊維の表面処理方法。
【請求項1】
オゾンが溶存したオゾン溶液を用いて、炭素繊維の表面を処理する表面処理工程を有することを特徴とする炭素繊維の表面処理方法。
【請求項2】
前記オゾン溶液中に、前記炭素繊維を走行させて処理することを特徴とする請求項1に記載の炭素繊維の表面処理方法。
【請求項3】
前記オゾン溶液中の溶存オゾン濃度が、0.1〜120mg/Lであることを特徴とする請求項1または2に記載の炭素繊維の表面処理方法。
【請求項4】
前記オゾン溶液を収容し、該オゾン溶液を前記表面処理工程に供給するオゾン溶液タンクと、オゾン溶液にオゾンガスを溶解させるオゾンガス溶解装置とを備えたオゾン溶液濃度調整機構を用い、前記オゾン溶液タンク内のオゾン溶液の一部を前記オゾンガス溶解装置に供給し、該オゾンガス溶解装置にてオゾン溶液にオゾンガスを溶解させてオゾン溶液中の溶存オゾン濃度を調整した後、オゾン溶液を前記オゾン溶液タンクに返送するオゾン溶液濃度調整工程を有することを特徴とする請求項1〜3のいずれかに記載の炭素繊維の表面処理方法。
【請求項5】
前記オゾン溶液濃度調整工程で、オゾン溶液濃度調整機構内を循環するオゾン溶液の循環量が、前記オゾン溶液タンクから表面処理工程に供給されるオゾン溶液の供給量の2〜100倍であることを特徴とする請求項4に記載の炭素繊維の表面処理方法。
【請求項6】
前記オゾン溶液濃度調整機構内を循環するオゾン溶液を冷却することを特徴とする請求項4または5に記載の炭素繊維の表面処理方法。
【請求項7】
前記オゾン溶液の溶媒が水であることを特徴とする請求項1〜6のいずれかに記載の炭素繊維の表面処理方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−79344(P2009−79344A)
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願番号】特願2008−227074(P2008−227074)
【出願日】平成20年9月4日(2008.9.4)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願日】平成20年9月4日(2008.9.4)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]