
炭素繊維強化ポリオレフィン系樹脂複合材料およびその製造方法
【課題】炭素繊維強化ポリオレフィン系樹脂複合材料における強度等の物性の向上。
【解決手段】ポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤組成物を表面に付着させた繊維長が10mmから100mmもしくは連続長の炭素繊維と、無水マレイン酸換算の酸含有量が、0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂とを含む炭素繊維強化複合材料。
【解決手段】ポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤組成物を表面に付着させた繊維長が10mmから100mmもしくは連続長の炭素繊維と、無水マレイン酸換算の酸含有量が、0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂とを含む炭素繊維強化複合材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維強化ポリオレフィン系樹脂複合材料の機械的強度等を著しく向上した複合材料、及び複合材料成形体、及びその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂をマトリックスとする繊維強化複合材料は、その優れた靭性、成形性、貯蔵安定性、リサイクル性等のために、従来より注目される材料となっている。近年の地球環境問題から、二酸化炭素の削減、材料のリサイクル化は重要な課題となっているが、その一つの対策として、自動車の部材をリサイクルできる材料で、より軽量化することが必要とされてきている。そのための材料として、ポリオレフィン系樹脂をマトリックスとする繊維強化複合材料が注目され、加工技術の開発が進んでいる。
【0003】
炭素繊維強化ポリオレフィン系樹脂複合材料の物性を向上する方法として、酸基含有ポリオレフィン系樹脂と反応し得る官能基を有するサイズ剤で表面処理された炭素長繊維と酸基含有ポリオレフィン系樹脂からなる繊維長が4〜50mmである炭素長繊維強化樹脂ペレットが提案されている(特許文献1参照)。しかしながら、上記技術は長繊維射出成形に関するものであり、射出成形後の炭素繊維長は数mmであり、その強度は十分とは言いがたい。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−125581号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、炭素繊維強化ポリオレフィン系樹脂複合材料における強度等の物性の向上、並びに及びその製造方法を確立することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らはポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤を表面に付着させた長繊維系炭素繊維を用いることにより標記課題を解決できることを見出した。すなわち本発明は繊維長が10mmから100mmであるか連続長の炭素繊維に、ポリウレタン樹脂とポリエーテル樹脂を含むサイズ剤を表面に付着させた炭素繊維と、無水マレイン酸換算の酸含有量が、0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂とから成る炭素繊維強化複合材料、及びこれを3次元形状に賦形した複合材料成形体である。
【発明の効果】
【0007】
本発明によれば、炭素繊維の開繊性が向上し、マトリクスの酸基含有ポリオレフィン系樹脂の含浸性が向上し、炭素繊維と酸基含有ポリオレフィン系樹脂がより強固に結合した炭素繊維強化複合材料が得られ、これより機械的物性が著しく向上した3次元形状に賦形した炭素繊維強化複合材料成形体が提供できる。
【図面の簡単な説明】
【0008】
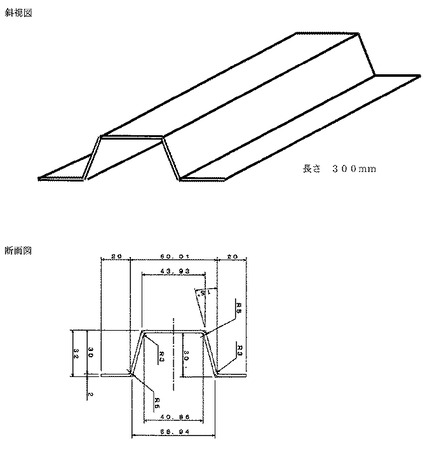
【図1】実施例15で作成した成形体の概略図(斜視図と断面図)。
【発明を実施するための形態】
【0009】
以下に、本発明の実施の形態について順次説明する。
[サイズ剤組成物]
本発明の炭素繊維強化複合材料を構成する炭素繊維は、ポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤組成物を表面に付着させたものである。サイズ剤組成物に含まれるポリウレタン樹脂は、芳香族イソシアネートとポリエーテル、またはポリエステルの反応物が好ましく挙げられる。芳香族イソシアネートとしては、例えばトリレン−2,4−ジイソシアネート、トリレン−2,6−ジイソシアネート、キシレンジイソシアネート、ナフチレン−1,5−ジイソシアネート、モノまたはジクロロフェニレン−2,4−ジイソシアネート、ジフェニルメタン−4,4’−ジイソシアネート、3,3’−ジメチルジフェニルメタン−4,4’−ジイソシアネート、3−メチルジフェニルメタン−4,4’−ジイソシアネート、メタフェニレンジイソシアネート、パラフェニレンジイソシアネート、ジフェニルエーテルジイソシアネート、ピトリレンジイソシアネート等のジイソシアネート、およびトリフェニルメタントリイソシアネート等のトリイソシアネートが挙げられる。
【0010】
ポリエーテルとしては、例えばエチレングリコール、プロピレングリコール、ブチレンリコール、グリセリン、トリメチロールプロパン等の多価アルコールに、エチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド等のアルキレンオキサイドの1種または2種以上を付加重合させた末端にヒドロキシル基を有するポリエーテル、テトラヒドロフランの開環重化合物であるポリオキシテトラメチレングリコール、ビスフェノールのような多価フェノール類のアルキレンオキサイド付加重合物、コハク酸、アジピン酸、フマール酸、マレイン酸、グルタール酸、アゼライン酸、フタール酸、テレフタル酸、ダイマー酸、ピロメリット酸等の多塩基性カルボン酸類のアルキレンオキサイド付加重合物等を挙げることができる。
【0011】
ポリエステルとしては、例えば上述の多価アルコールと上述の多塩基性カルボン酸類との縮合物、ヒマシ油やヒマシ油脂肪酸等のヒドロキシカルボン酸と上述の多価アルコールの縮合物等を挙げることができる。
【0012】
ポリウレタン樹脂は、芳香族イソシアネートが、トリレン−2,4−ジイソシアネート、トリレン−2,6−ジイソシアネート、および/またはジフェニルメタン−4,4’−ジイソシアネート、ポリエーテルがポリエチレングリコール、および/またはポリプロピレングリコール、ポリエステルが、ポリエチレンアジペート、および/またはポリブチレンセバケートのものが好適に使用できる。
【0013】
具体例として、芳香族イソシアネートとポリエーテルの反応物としては、HYDRAN HW−312B、VONDIC 1040NS、VONDIC 1050B−NS、VONDIC 1310NSC、VONDIC 1320NSC、VONDIC 1510(以上、大日本インキ化学工業株式会社製)、芳香族イソシアネートとポリエステルの反応物としては、HYDRANHW−301、HYDRAN HW−310、HYDRAN HW−311、HYDRANHW−333、HYDRAN HW−340、HYDRANHW−350、VONDIV 1230NS、VONDIC 1250(以上、大日本インキ化学工業株式会社製)が挙げられる。
【0014】
サイズ剤組成物に含まれるポリエーテル樹脂は、下記式(1)で表されるものが好ましい。
R1−O−(CH2CH2O)m−R2 ・・・(1)
(式中R1は炭素数1〜30のアルキル基、ビスフェノールA、フェニル基を、R2は水素またはグリシジル基を、mは1〜60の整数を表す。)
【0015】
具体例としては、ポリオキシエチレン(m)ラウリルグリシジルエーテル、ポリオキシエチレン(m)ラウリルエーテル、ビスフェノールAのエチレンオキサイド(m)付加物、ポリオキシエチレン(m)フェニルグリシジルエーテル、ポリオキシエチレン(m)フェニルエーテル等が挙げられる。
ポリエーテル樹脂に特に制限はないが、ポリオキシエチレン(m)ラウリルグリシジルエーテル、あるいはビスフェノールAのエチレンオキサイド(m)付加物が好適に使用できる。
【0016】
本発明において、サイズ剤組成物のポリウレタン樹脂/ポリエーテル樹脂の配合比が、40/60〜90/10であることが好ましい。この配合比にすることにより、ストランドの集束性と開繊性を兼備したストランドが得られる。
ポリウレタン樹脂の配合比が40に満たない場合、耐擦過性が低下し、毛羽が発生しやすくなる。ポリウレタン樹脂の配合比が90を超える場合、開繊性が悪化し、炭素繊維ストランドに対するマトリックス樹脂の含浸性が低下することがある。
【0017】
サイズ剤組成物は、ポリウレタン樹脂とポリエーテル樹脂を必須成分として混合した樹脂組成物であるが、第三成分として、高級脂肪酸エステルを含ませることができる。高級脂肪酸エステルの具体例としては、メチルステアレート、エチルステアレート、プロピルステアレート、ブチルステアレート、オクチルステアレート、ステアルルステアレート等のステアリン酸エステル、イソプロピルパルミテート等のオレイン酸エステル等が挙げられる。第三成分である高級脂肪酸の配合量は、サイズ剤組成物全体を100重量%とした場合、5〜20重量%の範囲とすることが好ましい。高級脂肪酸の配合量が20重量%を超えると、成形物とした際の機械的特性が低下することがある。
【0018】
サイズ剤組成物を炭素繊維ストランドに付着させる際の形態は、水溶液、水分散液、あるいは有機溶剤に溶かした溶液等が用いられるが、安全環境を考慮すると、水溶液または水分散液が好ましい。
炭素繊維100重量部に対するサイズ剤組成物の付着量は好ましくは0.1〜3.0重量部であり、さらに好ましくは0.3〜1.8重量部である。
【0019】
サイズ剤組成物の付着量が0.1重量部未満の場合、良好な耐擦過性が得られないことがある。サイズ剤の付着量が3.0重量部を超える場合、炭素繊維ストランドが堅固になり、開繊性が低下する傾向になるため、炭素繊維ストランドに対する酸基含有ポリオレフィン系樹脂の含浸性が低下する場合がある。本発明において、炭素繊維にサイズ剤組成物を付着させる方法としては、一般的に行われている浸漬法、ローラー転写法、および/またはスプレー法等が挙げられる。また、炭素繊維に対するサイズ剤組成物の付着量の調整は、サイズ剤溶液の濃度調整、絞りローラー、ストランド張力等によって行われる。サイズ剤付与後の炭素繊維は乾燥処理される。乾燥手段としては特に限定されず、熱風乾燥、遠赤外線乾燥、熱ローラーによる乾燥など通常使用される乾燥手段でよい。
【0020】
[炭素繊維]
本発明の炭素繊維強化複合材料を構成する炭素繊維は、ポリアクリロニトリル(PAN)系、石油・石炭ピッチ系、レーヨン系、リグニン系など、何れの炭素繊維も使用することができる。特に、PANを原料としたPAN系炭素繊維が、工業規模における生産性及び機械的特性に優れており好ましい。
具体的にPAN系炭素繊維は、平均直径5〜10μmのものを使用できる。PAN系炭素繊維は、1000〜50000本の単繊維が繊維束となったものを使用できる。
【0021】
炭素繊維とマトリックス樹脂との接着性を高めるため、表面処理によって炭素繊維の表面に含酸素官能基を導入したものを使用することも好ましい。表面処理方法としては、公知の方法として液相及び気相処理等があるが、生産性、安定性、価格面等の点から液相電解表面処理が好ましい。この表面処理を行う程度の目安の指標として、X線光電子分光法(ESCA)により測定される炭素繊維の表面酸素濃度比O/Cによって管理することが好ましい。炭素繊維の表面酸素濃度比O/Cの測定は、例えば日本電子(株)製X線光電子分光器ESCA JPS−9000MX等を用いて以下のように行う。サイズ剤付与前の炭素繊維に、Mgを対極として電子線加速電圧10kV、電流10mAの条件にて発生したX線を照射し、炭素原子、酸素原子より発生する光電子のスペクトルを測定し、その面積比を算出する。炭素繊維の表面処理の程度としては、表面酸素濃度比O/Cが0.03〜0.2となるように行うことが好ましい。表面酸素濃度比O/Cが0.2を越えた場合、マトリックス樹脂の分子量低下を促し、繊維強化複合材料としての本来の性能を発揮し得ない傾向がある。
【0022】
一方、表面酸素濃度比O/Cが0.03未満の場合、炭素繊維とマトリックス樹脂との接着性が不足し、繊維強化複合材料に於ける機械特性が充分に発揮されない傾向がある。
上記炭素繊維に上記サイズ剤組成物を付与し炭素繊維束とすることで、炭素繊維束の取扱性を向上させ、本発明の炭素繊維強化複合材料を好ましく得ることができる。
【0023】
[酸基含有ポリオレフィン系樹脂]
本発明の炭素繊維強化複合材料を構成する酸基含有ポリオレフィン系樹脂は、酸含有量が、無水マレイン酸換算で、0.05〜0.5重量%であり、好ましくは0.07〜0.4重量%、特に好ましくは0.1〜0.3重量%である。
【0024】
酸基含有ポリオレフィン系樹脂は、酸変性ポリオレフィン(a)単独又は酸変性ポリオレフィン(a)とポリプロピレン(b)との混合物であることが好ましい。混合物の場合、酸変性ポリオレフィン(a)/ポリプロピレン(b)の重量比が50/50〜1/99であることが好ましい。酸変性ポリオレフィン(a)の量がこれより少な過ぎると、炭素繊維に対する樹脂の含浸性、密着性が不十分なものとなるため、強度が飛躍的に向上した組成物は得られにくく、逆に過大になると加工性を損ねたり、ポリオレフィン系樹脂の特徴が失われることがある。酸変性ポリオレフィン(a)は、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレンであることが好ましい。
【0025】
上記酸変性ポリオレフィン(a)は、オレフィンの単独重合体、又は2種以上のオレフィンの共重合体に、不飽和カルボン酸又はその誘導体をグラフト重合したもの等である。これらの酸変性ポリオレフィンは2種以上混合して使用してもよい。
【0026】
ここで、変性のため使用される不飽和カルボン酸としては、例えばマレイン酸、フマル酸、イタコン酸、アクリル酸、メタクリル酸等のカルボキシル基及び必要に応じてヒドロキシル基やアミノ基やエポキシ基などの官能基が導入された重合性二重結合を有する化合物が挙げられる。また不飽和カルボン酸の誘導体としては、これらの酸無水物、エステル、アミド、イミド、金属塩等があり、その具体例としては、無水マレイン酸、無水イタコン酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸グリシジル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸グリシジル、マレイン酸モノエチルエステル、マレイン酸ジエチルエステル、フマル酸モノメチルエステル、フマル酸ジメチルエステル、アクリルアミド、メタクリルアミド、マレイン酸モノアミド、マレイン酸ジアミド、フマル酸モノアミド、マレイミド、N−ブチルマレイミド、メタクリル酸ナトリウム等を挙げることができる。中でも、好ましいのはアクリル酸及びメタクリル酸のグリシジルエステル及び無水マレイン酸である。
【0027】
好ましい酸変性ポリオレフィン(a)としては、エチレン及び/又はプロピレンを主たるポリマー構成単位とするオレフィン系重合体に無水マレイン酸をグラフト重合することにより変性したもの、エチレン及び/又はプロピレンを主体とするオレフィンと(メタ)アクリル酸グリシジルエステル又は無水マレイン酸とを共重合することにより変性したもの等が挙げられる。
【0028】
酸変性ポリオレフィン(a)の酸変性量は、無水マレイン酸換算で、0.05〜10重量%、好ましくは0.07〜5重量%、特に好ましくは0.1〜3重量%である。不飽和カルボン酸又はその誘導体の成分は、ポリオレフィン用モノマーとのランダムもしくはブロック共重合、又はポリオレフィンに対するグラフト重合によりポリマー鎖中に導入される。
【0029】
上記ポリプロピレン(b)は、プロピレン単位の他、共重合成分としては、エチレン、プロピレン以外のα−オレフィン、環状オレフィン、などを含むものが挙げられる。上記のα−オレフィンとしては、例えば、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、4−メチル−1−ペンテン等を挙げることができる。また環状オレフィンモノマーとしては、シクロブテン、シクロペンテン、シクロペンタジエン、4−メチルシクロペンテン、4,4−ジメチルシクロペンテン、シクロヘキセン、4−メチルシクロヘキセン、4,4−ジメチルシクロヘキセン、1,3−ジメチルシクロヘキセン、1,3−シクロヘキサジエン、1,4−シクロヘキサジエン、シクロヘプテン、1,3−シクロヘプタジエン、1,3,5−シクロヘプタトリエン、シクロオクテン、1,5−シクロオクタジエン、シクロドデセン等を挙げることができる。これらの共重合体はランダム共重合体、ブロック共重合体およびグラフト共重合体の構造をとることができる。共重合成分を含む場合の好ましい共重合モル比は0.1〜50%である。
【0030】
酸基含有ポリオレフィン系樹脂としては、具体的には、ポリエチレン/エチレンとメタクリル酸グリシジルの共重合体、ポリエチレン/無水マレイン酸グラフトエチレン・ブテン−1共重合体の組み合わせ、又はポリプロピレン/無水マレイン酸グラフトポリプロピレンの組み合わせ等が挙げられる。
【0031】
[一軸配向炭素繊維強化複合材料]
連続長の炭素繊維束を引き揃え、溶融した酸基含有ポリオレフィン系樹脂と接触させることにより炭素繊維と酸基含有ポリオレフィン系樹脂とが複合されてなる炭素繊維の形態が一軸配向材である炭素繊維複合材料を得ることができる(これを一軸配向炭素繊維強化複合材料ということがある)。
【0032】
一軸配向炭素繊維強化複合材料を製造する方法はとくに限定はなく、例えばプルトリュージョン法などで得ることができる。プルトリュージョン法による場合は炭素繊維が酸基含有ポリオレフィン系樹脂により含浸されているものが好適に得られる。酸基含有ポリオレフィン系樹脂による含浸を抑えたもの、すなわち半含浸の層とした場合は、例えば酸基含有ポリオレフィン系樹脂からなるシート上に炭素繊維の一方向に引き揃えて、必要によりプレスしつつ加熱する方法等で好ましく得ることができる。
一軸配向炭素繊維強化複合材料における炭素繊維/酸基含有ポリオレフィン系樹脂の重量比が、20/80〜80/20であることが好ましい。より好ましくは30/70〜70/30である。
【0033】
[ランダムマット炭素繊維強化複合材料]
用いる炭素繊維を不連続の炭素繊維とし、ランダム配置したものと、酸基含有ポリオレフィン系樹脂とを含んで、炭素繊維の形態がランダムマットである炭素繊維強化複合材料することができる。強度を担保した複合材料を得る観点から複合材料における炭素繊維長さは10~100mmである。すなわち本発明は、上記の炭素繊維束を繊維長10〜100mmとしたものと、酸基含有ポリオレフィン系樹脂とから構成され、炭素繊維が25〜3000g/m2の目付けにて実質的に面内ランダムに配向していることを特徴とするランダムマットを包含する。(これをランダムマット炭素繊維強化複合材料ということがある)。
【0034】
ランダムマット炭素繊維強化複合材料における炭素繊維/酸基含有ポリオレフィン系樹脂の重量比が、20/80〜80/20であることが好ましい。より好ましくは30/70〜70/30である。
ランダムマット炭素繊維強化複合材料において、酸基含有ポリオレフィン系樹脂が、繊維状、粉末状、又は粒状で存在することが好ましい。
【0035】
また当該ランダムマットは
1.炭素繊維束をカットする工程、
2.カットされた炭素繊維を管内に導入し、空気を繊維に吹き付ける事により、繊維束を開繊させる工程、
3.開繊させた炭素繊維を拡散させると同時に、熱可塑性樹脂とともに吸引しつつ、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程、
4.塗布された炭素繊維および熱可塑性樹脂を定着させる工程、
により好ましく得ることができる。
【0036】
[炭素繊維強化複合材料の製造方法]
本発明の炭素繊維強化複合材料は、サイズ剤組成物を表面に付着させた炭素繊維に、酸基含有ポリオレフィン系樹脂を、融点以上で加熱および加圧する、すなわちホットプレス成形することにより含浸させることにより好ましく製造できる。上記のとおり炭素繊維の形態は一軸配向材あるいは、ランダムマットでも良いが、これらは複数枚重ねて、所望の厚さとすることもできる。
【0037】
本発明のホットプレス成形における加熱温度は、230℃〜300℃とすることが好ましい。より好ましくは230℃〜270℃とすることが好ましい。また、ホットプレス成形における加熱時間は、30秒以上が好ましい。更に好ましくは40秒以上である。加熱時間が30秒未満では、炭素繊維強化複合材料の物性向上が少ない場合がある。加熱時間は長い方が良いが、あまりに長くするとそれ以上の向上は望めず、生産性が落ちる場合がある。
【0038】
[複合材料成形体]
本発明は炭素繊維強化複合材料を3次元形状に賦形した複合材料成形体を包含する。具体的には上記の炭素繊維強化複合材料を150〜300℃に加熱し、その後、30〜150℃の金型でプレス成形し、3次元形状に賦形することにより、3次元形状に賦形した炭素繊維強化複合材料成形体を得ることができる。
【0039】
炭素繊維強化複合材料の一方における炭素繊維の形態がランダムマットであるランダムマット炭素繊維強化複合材料と、もう一方が炭素繊維の形態が一軸配向材である一軸配向炭素繊維強化複合材料を組み合わせて、3次元形状に賦形し炭素繊維複合成形体とすることも好ましい。この場合、積層部分の体積割合、面積割合および積層部位は各種用途に合わせて適宜選択することができる。この場合、複合材料成形体の全体積に対し、一軸配向炭素繊維強化複合材料が5〜50容量%存在することが、剛性を高めた成形体を得ようという目的においてはさらに好ましい。なかでも一軸配向炭素繊維強化複合材料は、所望のねじり剛性および曲げ剛性を効果的に発現させるように配置することが好ましい。
【0040】
3次元形状に賦形した炭素繊維強化複合材料成形体の製造方法における加熱方法および条件には特に制限はないが、オーブン加熱、IR加熱が好ましい。加熱温度は、180℃〜250℃がより好ましい。
また、金型で3次元賦形する場合の金型温度は、50℃〜130℃がより好ましい。プレスの圧力およびプレス時間も適宜選択できる。
【実施例】
【0041】
以下に実施例を示すが、本発明はこれらに制限されるものではない。
[原材料]
酸基含有ポリオレフィン系樹脂
酸変性ポリプロピレン(1):トーヨータック(登録商標)PMAH1000P
(東洋紡社製、無水マレイン酸5.0重量%変性)
酸変性ポリプロピレン(2):ユーメックス(登録商標)1010
(三洋化成社製、無水マレイン酸4.5重量%変性)
酸変性ポリプロピレン(3):OREVAC(登録商標)CA100
(アルケマ社製、無水マレイン酸1.0重量%変性)
上記酸変性ポリプロピレンに混合するポリプロピレン:プライムポリプロ(登録商標)J108M
(プライムポリマー社製)
【0042】
(1)複合材料成形板の曲げ物性測定方法
以下の実施例における曲げ試験は、成形板から幅15mm×長さ100mmの試験片を切り出し、JIS K7074に準拠した中央荷重とする3点曲げにて評価した。支点間距離を80mmとしたr=2mmの支点上に試験片を置き、支点間中央部にr=5mmの圧子にて、試験速度5mm/分で荷重を与えた場合の最大荷重および中央たわみ量を測定し、曲げ強度および曲げ弾性率を測定した。
【0043】
[実施例1]
ポリウレタン樹脂としてHYDRAN HW−301(ポリエステル系ウレタン、大日本インキ化学工業株式会社製)を45重量%、ポリエーテル樹脂としてポリオキシエチレン(15)ラウリルグリシジルエーテル(POE(15)LGE:松本油脂製薬株式会社製)を55重量%の配合量から成る樹脂組成物を水に溶かし、濃度が30g/lのサイズ剤溶液を作製した。このサイズ剤溶液の浴中に、未サイジングの炭素繊維ストランド(東邦テナックス社製、登録商標「テナックスSTS−24K N00」、直径7μm×24000フィラメント、繊度1.6g/m、引張強度4000MPa、引張弾性率238GPa)を浸漬した後、ローラーにて余分な水分を除去し、140℃で3分間乾燥し、連続的に炭素繊維ストランドを得た。炭素繊維におけるサイズ剤の付着量は1.2重量%であった。
得られた炭素繊維ストランドを進行方向に沿ってジグザグに配設された4本の開繊バーに摺接し、幅16mmに広げながら一方向に引き揃えたシートの上下に、炭素繊維100重量部に対して酸変性ポリプロピレン樹脂52重量部となる様に、酸変性ポリプロピレン樹脂フィルム(プライムポリマー製プライムポリプロ J108Mを96重量%、無水マレイン酸変性ポリプロピレン(東洋紡社製 トーヨータック PMAH1000P)を4重量%でペレット同士を回転式ブンレンダーで混合したものを用い、押出機で30μ厚みのフィルムにしたもの。樹脂合計中の酸量は0.20重量%)をのせ、220℃の加熱ローラーにて一軸配向炭素繊維強化複合材料シートを得た。一軸配向炭素繊維強化複合材料シートの炭素繊維目付は、100g/m2で、炭素繊維の体積含有率は50vol%であった。
この一軸配向炭素繊維強化複合材料シートを幅30cm×長さ30cmのサイズに切り出し、一方向に18枚重ね、240℃に加熱したプレス装置にて2.0MPaにて5分間加熱し、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度880MPa、曲げ弾性率105GPaであった。
【0044】
[実施例2〜4]
酸基含有ポリプロピレン樹脂中の合計酸量、炭素繊維のサイズ剤の付着量を表1のように変えた他は、実施例1と同様に成形板を得た。結果を表1に示す。
【0045】
[実施例5]
ポリウレタン樹脂としてHYDRAN HW312B(ポリエーテル系ウレタン、大日本インキ化学工業株式会社製)を50重量%、ポリエーテル樹脂としてビスフェノールAのエチレンオキサイド(10)付加物(POE(10)bisA:松本油脂製薬株式会社製)を40重量%、更に第三成分としてオクチルステアレート(新日本理化株式会社製、エヌジェルブOS)乳化物を10重量%の配合量から成る樹脂組成物を水に溶かし、濃度が30g/lのサイズ剤溶液を作製した以外は、実施例1と同様の方法により240℃に加熱したプレス装置にて、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度870MPa、曲げ弾性率105GPaであった。
【0046】
[実施例6]
酸変性ポリプロピレン樹脂フィルムとして、プライムポリマー製プライムポリプロ J108Mを96重量%、無水マレイン酸変性ポリプロピレン(三洋化成社製ユーメックス 1010)を4重量%でペレット同士を回転式ブンレンダーで混合したものを用い、押出機で30μ厚みのフィルムにしたもの(樹脂合計中の酸量は0.18重量%)を使用した以外は、実施例5と同様の方法により、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度860MPa、曲げ弾性率105GPaであった。
【0047】
[実施例7]
酸変性ポリプロピレン樹脂フィルムとして、プライムポリマー製プライムポリプロ J108Mを85重量%、無水マレイン酸変性ポリプロピレン(アルケマ社製 OREVAC CA100)を15重量%でペレット同士を回転式ブンレンダーで混合したものを用い、押出機で30μ厚みのフィルムにしたもの(樹脂合計中の酸量は0.15重量%)を使用した以外は、実施例5と同様の方法により、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度850MPa、曲げ弾性率105GPaであった。
【0048】
[実施例8〜10]
成形板作製時のプレス装置の加熱温度を表2のように変えた他は、実施例5と同様に行った。結果を表2に示す。
【0049】
[実施例11]
酸変性ポリプロピレン樹脂(プライムポリマー製プライムポリプロ J108Mを96重量%、無水マレイン酸変性ポリプロピレン(東洋紡社製 トーヨータック PMAH1000P)を4重量%でペレット同士を回転式ブンレンダーで混合したものを押出機で混練したもの)をペレット化し、そのペレットを冷凍粉砕し、更に、20メッシュ、及び30メッシュにて分級した平均粒径約1mmパウダーを用意した。
実施例5で得たポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤で処理された炭素繊維の幅を開繊させながら長さ20mmにカットし、酸変性ポリプロピレンパウダーの供給量を465g/minに、炭素繊維の供給量を600g/minにセットしてテーパ管内に導入した。テーパ管内で空気を炭素繊維に吹き付けて繊維束を部分的に開繊しつつ、ポリプロピレンパウダーとともにテーパ管出口の下部に設置したテーブル上に散布した。散布された炭素繊維およびポリプロピレンパウダーを、テーブル下部よりブロワにて吸引し、定着させて、厚み5mm程度の炭素繊維ランダムマットを得た。
得られた炭素繊維ランダムマットを、幅30cm×長さ30cmのサイズに切り出し、240℃に加熱したプレス装置で、3MPaにて5分間加熱し、総目付け1400g/m2、厚み2.0mm、炭素繊維の体積含有率が40vol%の炭素繊維ランダムマット炭素繊維強化複合材料からなる成形板を得た。
得られた成形板の曲げ物性は、曲げ強度290MPa、曲げ弾性率25GPaであった。
【0050】
[実施例12〜14]
酸基含有ポリプロピレン樹脂中の合計酸量、成形板作製時のプレス装置の加熱温度を表2のように変えた他は、実施例11と同様に行った。結果を表2に示す。
【0051】
[比較例1]
ポリプロピレン樹脂フィルムとして、プライムポリマー製プライムポリプロ J108Mを押出機で30μ厚みのフィルムにしたもの(樹脂合計中の酸量は、0.00重量%)を使用した以外は、実施例1と同様の方法により、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度340MPa、曲げ弾性率98GPaであった。
【0052】
[比較例2]
樹脂パウダーとして、プライムポリマー製プライムポリプロ J108M のペレットを冷凍粉砕し、更に、20メッシュ、及び30メッシュにて分級して得られた平均粒径約1mmパウダーを使用した以外は、実施例11と同様の方法により、厚み2.0mmの炭素繊維ランダムマット複合材料成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度100MPa、曲げ弾性率21GPaであった。
【0053】
[比較例3]
エポキシ樹脂としてEP828(ビスフェノールA系エポキシ樹脂、三菱化学社製)を38重量%、EP1001(ビスフェノールA系エポキシ樹脂、三菱化学社製)を45重量%、EPU6:ウレタン変性エポキシ樹脂、旭電化社製)を7重量%、更にオクチルステアレート(新日本理化株式会社製、エヌジェルブOS)乳化物を10重量%の配合量から成る樹脂組成物を水に溶かし、濃度が30g/lのサイズ剤溶液を作製した以外は、実施例1と同様の方法により、エポキシ樹脂サイズ剤の付着量1.2重量%の炭素繊維ストランドを得た。得られた炭素繊維ストランドを広げながら一方向に引き揃えたが、幅16mmには広がらず、目すきが多く、良好な一軸配向炭素繊維複合材料シートは得られなかった。
【0054】
[比較例4]
ポリウレタン樹脂HYDRAN HW−301(ポリエステル系ウレタン、大日本インキ化学工業株式会社製)を水に溶かし、濃度が30g/lの溶液を使用した以外は、実施例1と同様の方法により、ポリウレタン樹脂サイズ剤の付着量1.2重量%の炭素繊維ストランドを得た。得られた炭素繊維ストランドを広げながら一方向に引き揃えたが、幅16mmには広がらず、目すきが多く、良好な一軸配向炭素繊維複合材料シートは得られなかった。
【0055】
[比較例5]
ポリウレタン樹脂としてHYDRAN HW−301(ポリエステル系ウレタン、大日本インキ化学工業株式会社製)を水に溶かし、濃度が30g/lの溶液を使用した以外は、実施例1と同様の方法により、ポリウレタン樹脂サイズ剤の付着量1.2重量%の炭素繊維ストランドを得た。得られた炭素繊維ストランドを用い、実施例11と同様な方法により炭素繊維ランダムマット複合材料成形板を得た。炭素繊維の開繊が悪く、良好な炭素繊維ランダムマット複合材料成形板は得られなかった。
【0056】
【表1】

【0057】
【表2】
【0058】
【表3】
【0059】
[実施例15]
実施例1で得られた炭素繊維目付100g/m2の一軸配向炭素繊維複合材料シートを0/90に18枚、交互積層し、240℃に加熱したプレス装置で、2.0MPaにて5分間加熱し、幅200mm×長さ300mm×厚み2.0mmの成形板を得た。この成形板をIRオーブンにて240℃まで予備加熱を行い、金型温度80℃に温度調節した図1に記載の製品の断面形状を有する上下一対からなる金型へ沿わせ、コールドプレスにて30秒間加圧保持後、厚さ2.0mmの成形品を取り出した。成形品は材料の割れやシワの発生が無く、良好な炭素繊維複合材料成形体を得ることが出来た。
【0060】
[実施例16]
実施例11で得られた幅200mm×長さ300mmの炭素繊維ランダムマット複合材料成形板をIRオーブンにて240℃まで予備加熱を行い、金型温度80℃に温度調節した図1に記載の製品の断面形状を有する上下一対からなる金型へ沿わせ、コールドプレスにて30秒間加圧保持後、厚さ2.0mmの成形品を取り出した。成形品は材料の割れやシワの発生が無く、良好な炭素繊維複合材料成形体を得ることが出来た。
【0061】
[実施例17]
実施例11で得た炭素繊維ランダムマット複合材料成形板を、幅200mm×長さ300mmのサイズに切り出したものの上下に、実施例1で得られた炭素繊維目付100g/m2の一軸配向炭素繊維複合材料シートを各1枚積層したものを、240℃に加熱したプレス装置にて、3MPaにて5分間加熱し、t=2.2mmのサンドイッチ板を得た。得られたサンドイッチ板をIRオーブンにて240℃まで予備加熱を行い、金型温度80℃に温度調節した図1に記載の製品の断面形状を有する上下一対からなる金型へ沿わせ、コールドプレスにて30秒間加圧保持後、厚さ2.0mmの成形品を取り出した。成形品は材料の割れやシワの発生が無く、良好な炭素繊維複合材料成形体を得ることが出来た。
【技術分野】
【0001】
本発明は、炭素繊維強化ポリオレフィン系樹脂複合材料の機械的強度等を著しく向上した複合材料、及び複合材料成形体、及びその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂をマトリックスとする繊維強化複合材料は、その優れた靭性、成形性、貯蔵安定性、リサイクル性等のために、従来より注目される材料となっている。近年の地球環境問題から、二酸化炭素の削減、材料のリサイクル化は重要な課題となっているが、その一つの対策として、自動車の部材をリサイクルできる材料で、より軽量化することが必要とされてきている。そのための材料として、ポリオレフィン系樹脂をマトリックスとする繊維強化複合材料が注目され、加工技術の開発が進んでいる。
【0003】
炭素繊維強化ポリオレフィン系樹脂複合材料の物性を向上する方法として、酸基含有ポリオレフィン系樹脂と反応し得る官能基を有するサイズ剤で表面処理された炭素長繊維と酸基含有ポリオレフィン系樹脂からなる繊維長が4〜50mmである炭素長繊維強化樹脂ペレットが提案されている(特許文献1参照)。しかしながら、上記技術は長繊維射出成形に関するものであり、射出成形後の炭素繊維長は数mmであり、その強度は十分とは言いがたい。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−125581号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、炭素繊維強化ポリオレフィン系樹脂複合材料における強度等の物性の向上、並びに及びその製造方法を確立することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らはポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤を表面に付着させた長繊維系炭素繊維を用いることにより標記課題を解決できることを見出した。すなわち本発明は繊維長が10mmから100mmであるか連続長の炭素繊維に、ポリウレタン樹脂とポリエーテル樹脂を含むサイズ剤を表面に付着させた炭素繊維と、無水マレイン酸換算の酸含有量が、0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂とから成る炭素繊維強化複合材料、及びこれを3次元形状に賦形した複合材料成形体である。
【発明の効果】
【0007】
本発明によれば、炭素繊維の開繊性が向上し、マトリクスの酸基含有ポリオレフィン系樹脂の含浸性が向上し、炭素繊維と酸基含有ポリオレフィン系樹脂がより強固に結合した炭素繊維強化複合材料が得られ、これより機械的物性が著しく向上した3次元形状に賦形した炭素繊維強化複合材料成形体が提供できる。
【図面の簡単な説明】
【0008】
【図1】実施例15で作成した成形体の概略図(斜視図と断面図)。
【発明を実施するための形態】
【0009】
以下に、本発明の実施の形態について順次説明する。
[サイズ剤組成物]
本発明の炭素繊維強化複合材料を構成する炭素繊維は、ポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤組成物を表面に付着させたものである。サイズ剤組成物に含まれるポリウレタン樹脂は、芳香族イソシアネートとポリエーテル、またはポリエステルの反応物が好ましく挙げられる。芳香族イソシアネートとしては、例えばトリレン−2,4−ジイソシアネート、トリレン−2,6−ジイソシアネート、キシレンジイソシアネート、ナフチレン−1,5−ジイソシアネート、モノまたはジクロロフェニレン−2,4−ジイソシアネート、ジフェニルメタン−4,4’−ジイソシアネート、3,3’−ジメチルジフェニルメタン−4,4’−ジイソシアネート、3−メチルジフェニルメタン−4,4’−ジイソシアネート、メタフェニレンジイソシアネート、パラフェニレンジイソシアネート、ジフェニルエーテルジイソシアネート、ピトリレンジイソシアネート等のジイソシアネート、およびトリフェニルメタントリイソシアネート等のトリイソシアネートが挙げられる。
【0010】
ポリエーテルとしては、例えばエチレングリコール、プロピレングリコール、ブチレンリコール、グリセリン、トリメチロールプロパン等の多価アルコールに、エチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド等のアルキレンオキサイドの1種または2種以上を付加重合させた末端にヒドロキシル基を有するポリエーテル、テトラヒドロフランの開環重化合物であるポリオキシテトラメチレングリコール、ビスフェノールのような多価フェノール類のアルキレンオキサイド付加重合物、コハク酸、アジピン酸、フマール酸、マレイン酸、グルタール酸、アゼライン酸、フタール酸、テレフタル酸、ダイマー酸、ピロメリット酸等の多塩基性カルボン酸類のアルキレンオキサイド付加重合物等を挙げることができる。
【0011】
ポリエステルとしては、例えば上述の多価アルコールと上述の多塩基性カルボン酸類との縮合物、ヒマシ油やヒマシ油脂肪酸等のヒドロキシカルボン酸と上述の多価アルコールの縮合物等を挙げることができる。
【0012】
ポリウレタン樹脂は、芳香族イソシアネートが、トリレン−2,4−ジイソシアネート、トリレン−2,6−ジイソシアネート、および/またはジフェニルメタン−4,4’−ジイソシアネート、ポリエーテルがポリエチレングリコール、および/またはポリプロピレングリコール、ポリエステルが、ポリエチレンアジペート、および/またはポリブチレンセバケートのものが好適に使用できる。
【0013】
具体例として、芳香族イソシアネートとポリエーテルの反応物としては、HYDRAN HW−312B、VONDIC 1040NS、VONDIC 1050B−NS、VONDIC 1310NSC、VONDIC 1320NSC、VONDIC 1510(以上、大日本インキ化学工業株式会社製)、芳香族イソシアネートとポリエステルの反応物としては、HYDRANHW−301、HYDRAN HW−310、HYDRAN HW−311、HYDRANHW−333、HYDRAN HW−340、HYDRANHW−350、VONDIV 1230NS、VONDIC 1250(以上、大日本インキ化学工業株式会社製)が挙げられる。
【0014】
サイズ剤組成物に含まれるポリエーテル樹脂は、下記式(1)で表されるものが好ましい。
R1−O−(CH2CH2O)m−R2 ・・・(1)
(式中R1は炭素数1〜30のアルキル基、ビスフェノールA、フェニル基を、R2は水素またはグリシジル基を、mは1〜60の整数を表す。)
【0015】
具体例としては、ポリオキシエチレン(m)ラウリルグリシジルエーテル、ポリオキシエチレン(m)ラウリルエーテル、ビスフェノールAのエチレンオキサイド(m)付加物、ポリオキシエチレン(m)フェニルグリシジルエーテル、ポリオキシエチレン(m)フェニルエーテル等が挙げられる。
ポリエーテル樹脂に特に制限はないが、ポリオキシエチレン(m)ラウリルグリシジルエーテル、あるいはビスフェノールAのエチレンオキサイド(m)付加物が好適に使用できる。
【0016】
本発明において、サイズ剤組成物のポリウレタン樹脂/ポリエーテル樹脂の配合比が、40/60〜90/10であることが好ましい。この配合比にすることにより、ストランドの集束性と開繊性を兼備したストランドが得られる。
ポリウレタン樹脂の配合比が40に満たない場合、耐擦過性が低下し、毛羽が発生しやすくなる。ポリウレタン樹脂の配合比が90を超える場合、開繊性が悪化し、炭素繊維ストランドに対するマトリックス樹脂の含浸性が低下することがある。
【0017】
サイズ剤組成物は、ポリウレタン樹脂とポリエーテル樹脂を必須成分として混合した樹脂組成物であるが、第三成分として、高級脂肪酸エステルを含ませることができる。高級脂肪酸エステルの具体例としては、メチルステアレート、エチルステアレート、プロピルステアレート、ブチルステアレート、オクチルステアレート、ステアルルステアレート等のステアリン酸エステル、イソプロピルパルミテート等のオレイン酸エステル等が挙げられる。第三成分である高級脂肪酸の配合量は、サイズ剤組成物全体を100重量%とした場合、5〜20重量%の範囲とすることが好ましい。高級脂肪酸の配合量が20重量%を超えると、成形物とした際の機械的特性が低下することがある。
【0018】
サイズ剤組成物を炭素繊維ストランドに付着させる際の形態は、水溶液、水分散液、あるいは有機溶剤に溶かした溶液等が用いられるが、安全環境を考慮すると、水溶液または水分散液が好ましい。
炭素繊維100重量部に対するサイズ剤組成物の付着量は好ましくは0.1〜3.0重量部であり、さらに好ましくは0.3〜1.8重量部である。
【0019】
サイズ剤組成物の付着量が0.1重量部未満の場合、良好な耐擦過性が得られないことがある。サイズ剤の付着量が3.0重量部を超える場合、炭素繊維ストランドが堅固になり、開繊性が低下する傾向になるため、炭素繊維ストランドに対する酸基含有ポリオレフィン系樹脂の含浸性が低下する場合がある。本発明において、炭素繊維にサイズ剤組成物を付着させる方法としては、一般的に行われている浸漬法、ローラー転写法、および/またはスプレー法等が挙げられる。また、炭素繊維に対するサイズ剤組成物の付着量の調整は、サイズ剤溶液の濃度調整、絞りローラー、ストランド張力等によって行われる。サイズ剤付与後の炭素繊維は乾燥処理される。乾燥手段としては特に限定されず、熱風乾燥、遠赤外線乾燥、熱ローラーによる乾燥など通常使用される乾燥手段でよい。
【0020】
[炭素繊維]
本発明の炭素繊維強化複合材料を構成する炭素繊維は、ポリアクリロニトリル(PAN)系、石油・石炭ピッチ系、レーヨン系、リグニン系など、何れの炭素繊維も使用することができる。特に、PANを原料としたPAN系炭素繊維が、工業規模における生産性及び機械的特性に優れており好ましい。
具体的にPAN系炭素繊維は、平均直径5〜10μmのものを使用できる。PAN系炭素繊維は、1000〜50000本の単繊維が繊維束となったものを使用できる。
【0021】
炭素繊維とマトリックス樹脂との接着性を高めるため、表面処理によって炭素繊維の表面に含酸素官能基を導入したものを使用することも好ましい。表面処理方法としては、公知の方法として液相及び気相処理等があるが、生産性、安定性、価格面等の点から液相電解表面処理が好ましい。この表面処理を行う程度の目安の指標として、X線光電子分光法(ESCA)により測定される炭素繊維の表面酸素濃度比O/Cによって管理することが好ましい。炭素繊維の表面酸素濃度比O/Cの測定は、例えば日本電子(株)製X線光電子分光器ESCA JPS−9000MX等を用いて以下のように行う。サイズ剤付与前の炭素繊維に、Mgを対極として電子線加速電圧10kV、電流10mAの条件にて発生したX線を照射し、炭素原子、酸素原子より発生する光電子のスペクトルを測定し、その面積比を算出する。炭素繊維の表面処理の程度としては、表面酸素濃度比O/Cが0.03〜0.2となるように行うことが好ましい。表面酸素濃度比O/Cが0.2を越えた場合、マトリックス樹脂の分子量低下を促し、繊維強化複合材料としての本来の性能を発揮し得ない傾向がある。
【0022】
一方、表面酸素濃度比O/Cが0.03未満の場合、炭素繊維とマトリックス樹脂との接着性が不足し、繊維強化複合材料に於ける機械特性が充分に発揮されない傾向がある。
上記炭素繊維に上記サイズ剤組成物を付与し炭素繊維束とすることで、炭素繊維束の取扱性を向上させ、本発明の炭素繊維強化複合材料を好ましく得ることができる。
【0023】
[酸基含有ポリオレフィン系樹脂]
本発明の炭素繊維強化複合材料を構成する酸基含有ポリオレフィン系樹脂は、酸含有量が、無水マレイン酸換算で、0.05〜0.5重量%であり、好ましくは0.07〜0.4重量%、特に好ましくは0.1〜0.3重量%である。
【0024】
酸基含有ポリオレフィン系樹脂は、酸変性ポリオレフィン(a)単独又は酸変性ポリオレフィン(a)とポリプロピレン(b)との混合物であることが好ましい。混合物の場合、酸変性ポリオレフィン(a)/ポリプロピレン(b)の重量比が50/50〜1/99であることが好ましい。酸変性ポリオレフィン(a)の量がこれより少な過ぎると、炭素繊維に対する樹脂の含浸性、密着性が不十分なものとなるため、強度が飛躍的に向上した組成物は得られにくく、逆に過大になると加工性を損ねたり、ポリオレフィン系樹脂の特徴が失われることがある。酸変性ポリオレフィン(a)は、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレンであることが好ましい。
【0025】
上記酸変性ポリオレフィン(a)は、オレフィンの単独重合体、又は2種以上のオレフィンの共重合体に、不飽和カルボン酸又はその誘導体をグラフト重合したもの等である。これらの酸変性ポリオレフィンは2種以上混合して使用してもよい。
【0026】
ここで、変性のため使用される不飽和カルボン酸としては、例えばマレイン酸、フマル酸、イタコン酸、アクリル酸、メタクリル酸等のカルボキシル基及び必要に応じてヒドロキシル基やアミノ基やエポキシ基などの官能基が導入された重合性二重結合を有する化合物が挙げられる。また不飽和カルボン酸の誘導体としては、これらの酸無水物、エステル、アミド、イミド、金属塩等があり、その具体例としては、無水マレイン酸、無水イタコン酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸グリシジル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸グリシジル、マレイン酸モノエチルエステル、マレイン酸ジエチルエステル、フマル酸モノメチルエステル、フマル酸ジメチルエステル、アクリルアミド、メタクリルアミド、マレイン酸モノアミド、マレイン酸ジアミド、フマル酸モノアミド、マレイミド、N−ブチルマレイミド、メタクリル酸ナトリウム等を挙げることができる。中でも、好ましいのはアクリル酸及びメタクリル酸のグリシジルエステル及び無水マレイン酸である。
【0027】
好ましい酸変性ポリオレフィン(a)としては、エチレン及び/又はプロピレンを主たるポリマー構成単位とするオレフィン系重合体に無水マレイン酸をグラフト重合することにより変性したもの、エチレン及び/又はプロピレンを主体とするオレフィンと(メタ)アクリル酸グリシジルエステル又は無水マレイン酸とを共重合することにより変性したもの等が挙げられる。
【0028】
酸変性ポリオレフィン(a)の酸変性量は、無水マレイン酸換算で、0.05〜10重量%、好ましくは0.07〜5重量%、特に好ましくは0.1〜3重量%である。不飽和カルボン酸又はその誘導体の成分は、ポリオレフィン用モノマーとのランダムもしくはブロック共重合、又はポリオレフィンに対するグラフト重合によりポリマー鎖中に導入される。
【0029】
上記ポリプロピレン(b)は、プロピレン単位の他、共重合成分としては、エチレン、プロピレン以外のα−オレフィン、環状オレフィン、などを含むものが挙げられる。上記のα−オレフィンとしては、例えば、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、4−メチル−1−ペンテン等を挙げることができる。また環状オレフィンモノマーとしては、シクロブテン、シクロペンテン、シクロペンタジエン、4−メチルシクロペンテン、4,4−ジメチルシクロペンテン、シクロヘキセン、4−メチルシクロヘキセン、4,4−ジメチルシクロヘキセン、1,3−ジメチルシクロヘキセン、1,3−シクロヘキサジエン、1,4−シクロヘキサジエン、シクロヘプテン、1,3−シクロヘプタジエン、1,3,5−シクロヘプタトリエン、シクロオクテン、1,5−シクロオクタジエン、シクロドデセン等を挙げることができる。これらの共重合体はランダム共重合体、ブロック共重合体およびグラフト共重合体の構造をとることができる。共重合成分を含む場合の好ましい共重合モル比は0.1〜50%である。
【0030】
酸基含有ポリオレフィン系樹脂としては、具体的には、ポリエチレン/エチレンとメタクリル酸グリシジルの共重合体、ポリエチレン/無水マレイン酸グラフトエチレン・ブテン−1共重合体の組み合わせ、又はポリプロピレン/無水マレイン酸グラフトポリプロピレンの組み合わせ等が挙げられる。
【0031】
[一軸配向炭素繊維強化複合材料]
連続長の炭素繊維束を引き揃え、溶融した酸基含有ポリオレフィン系樹脂と接触させることにより炭素繊維と酸基含有ポリオレフィン系樹脂とが複合されてなる炭素繊維の形態が一軸配向材である炭素繊維複合材料を得ることができる(これを一軸配向炭素繊維強化複合材料ということがある)。
【0032】
一軸配向炭素繊維強化複合材料を製造する方法はとくに限定はなく、例えばプルトリュージョン法などで得ることができる。プルトリュージョン法による場合は炭素繊維が酸基含有ポリオレフィン系樹脂により含浸されているものが好適に得られる。酸基含有ポリオレフィン系樹脂による含浸を抑えたもの、すなわち半含浸の層とした場合は、例えば酸基含有ポリオレフィン系樹脂からなるシート上に炭素繊維の一方向に引き揃えて、必要によりプレスしつつ加熱する方法等で好ましく得ることができる。
一軸配向炭素繊維強化複合材料における炭素繊維/酸基含有ポリオレフィン系樹脂の重量比が、20/80〜80/20であることが好ましい。より好ましくは30/70〜70/30である。
【0033】
[ランダムマット炭素繊維強化複合材料]
用いる炭素繊維を不連続の炭素繊維とし、ランダム配置したものと、酸基含有ポリオレフィン系樹脂とを含んで、炭素繊維の形態がランダムマットである炭素繊維強化複合材料することができる。強度を担保した複合材料を得る観点から複合材料における炭素繊維長さは10~100mmである。すなわち本発明は、上記の炭素繊維束を繊維長10〜100mmとしたものと、酸基含有ポリオレフィン系樹脂とから構成され、炭素繊維が25〜3000g/m2の目付けにて実質的に面内ランダムに配向していることを特徴とするランダムマットを包含する。(これをランダムマット炭素繊維強化複合材料ということがある)。
【0034】
ランダムマット炭素繊維強化複合材料における炭素繊維/酸基含有ポリオレフィン系樹脂の重量比が、20/80〜80/20であることが好ましい。より好ましくは30/70〜70/30である。
ランダムマット炭素繊維強化複合材料において、酸基含有ポリオレフィン系樹脂が、繊維状、粉末状、又は粒状で存在することが好ましい。
【0035】
また当該ランダムマットは
1.炭素繊維束をカットする工程、
2.カットされた炭素繊維を管内に導入し、空気を繊維に吹き付ける事により、繊維束を開繊させる工程、
3.開繊させた炭素繊維を拡散させると同時に、熱可塑性樹脂とともに吸引しつつ、炭素繊維と熱可塑性樹脂を同時に散布する塗布工程、
4.塗布された炭素繊維および熱可塑性樹脂を定着させる工程、
により好ましく得ることができる。
【0036】
[炭素繊維強化複合材料の製造方法]
本発明の炭素繊維強化複合材料は、サイズ剤組成物を表面に付着させた炭素繊維に、酸基含有ポリオレフィン系樹脂を、融点以上で加熱および加圧する、すなわちホットプレス成形することにより含浸させることにより好ましく製造できる。上記のとおり炭素繊維の形態は一軸配向材あるいは、ランダムマットでも良いが、これらは複数枚重ねて、所望の厚さとすることもできる。
【0037】
本発明のホットプレス成形における加熱温度は、230℃〜300℃とすることが好ましい。より好ましくは230℃〜270℃とすることが好ましい。また、ホットプレス成形における加熱時間は、30秒以上が好ましい。更に好ましくは40秒以上である。加熱時間が30秒未満では、炭素繊維強化複合材料の物性向上が少ない場合がある。加熱時間は長い方が良いが、あまりに長くするとそれ以上の向上は望めず、生産性が落ちる場合がある。
【0038】
[複合材料成形体]
本発明は炭素繊維強化複合材料を3次元形状に賦形した複合材料成形体を包含する。具体的には上記の炭素繊維強化複合材料を150〜300℃に加熱し、その後、30〜150℃の金型でプレス成形し、3次元形状に賦形することにより、3次元形状に賦形した炭素繊維強化複合材料成形体を得ることができる。
【0039】
炭素繊維強化複合材料の一方における炭素繊維の形態がランダムマットであるランダムマット炭素繊維強化複合材料と、もう一方が炭素繊維の形態が一軸配向材である一軸配向炭素繊維強化複合材料を組み合わせて、3次元形状に賦形し炭素繊維複合成形体とすることも好ましい。この場合、積層部分の体積割合、面積割合および積層部位は各種用途に合わせて適宜選択することができる。この場合、複合材料成形体の全体積に対し、一軸配向炭素繊維強化複合材料が5〜50容量%存在することが、剛性を高めた成形体を得ようという目的においてはさらに好ましい。なかでも一軸配向炭素繊維強化複合材料は、所望のねじり剛性および曲げ剛性を効果的に発現させるように配置することが好ましい。
【0040】
3次元形状に賦形した炭素繊維強化複合材料成形体の製造方法における加熱方法および条件には特に制限はないが、オーブン加熱、IR加熱が好ましい。加熱温度は、180℃〜250℃がより好ましい。
また、金型で3次元賦形する場合の金型温度は、50℃〜130℃がより好ましい。プレスの圧力およびプレス時間も適宜選択できる。
【実施例】
【0041】
以下に実施例を示すが、本発明はこれらに制限されるものではない。
[原材料]
酸基含有ポリオレフィン系樹脂
酸変性ポリプロピレン(1):トーヨータック(登録商標)PMAH1000P
(東洋紡社製、無水マレイン酸5.0重量%変性)
酸変性ポリプロピレン(2):ユーメックス(登録商標)1010
(三洋化成社製、無水マレイン酸4.5重量%変性)
酸変性ポリプロピレン(3):OREVAC(登録商標)CA100
(アルケマ社製、無水マレイン酸1.0重量%変性)
上記酸変性ポリプロピレンに混合するポリプロピレン:プライムポリプロ(登録商標)J108M
(プライムポリマー社製)
【0042】
(1)複合材料成形板の曲げ物性測定方法
以下の実施例における曲げ試験は、成形板から幅15mm×長さ100mmの試験片を切り出し、JIS K7074に準拠した中央荷重とする3点曲げにて評価した。支点間距離を80mmとしたr=2mmの支点上に試験片を置き、支点間中央部にr=5mmの圧子にて、試験速度5mm/分で荷重を与えた場合の最大荷重および中央たわみ量を測定し、曲げ強度および曲げ弾性率を測定した。
【0043】
[実施例1]
ポリウレタン樹脂としてHYDRAN HW−301(ポリエステル系ウレタン、大日本インキ化学工業株式会社製)を45重量%、ポリエーテル樹脂としてポリオキシエチレン(15)ラウリルグリシジルエーテル(POE(15)LGE:松本油脂製薬株式会社製)を55重量%の配合量から成る樹脂組成物を水に溶かし、濃度が30g/lのサイズ剤溶液を作製した。このサイズ剤溶液の浴中に、未サイジングの炭素繊維ストランド(東邦テナックス社製、登録商標「テナックスSTS−24K N00」、直径7μm×24000フィラメント、繊度1.6g/m、引張強度4000MPa、引張弾性率238GPa)を浸漬した後、ローラーにて余分な水分を除去し、140℃で3分間乾燥し、連続的に炭素繊維ストランドを得た。炭素繊維におけるサイズ剤の付着量は1.2重量%であった。
得られた炭素繊維ストランドを進行方向に沿ってジグザグに配設された4本の開繊バーに摺接し、幅16mmに広げながら一方向に引き揃えたシートの上下に、炭素繊維100重量部に対して酸変性ポリプロピレン樹脂52重量部となる様に、酸変性ポリプロピレン樹脂フィルム(プライムポリマー製プライムポリプロ J108Mを96重量%、無水マレイン酸変性ポリプロピレン(東洋紡社製 トーヨータック PMAH1000P)を4重量%でペレット同士を回転式ブンレンダーで混合したものを用い、押出機で30μ厚みのフィルムにしたもの。樹脂合計中の酸量は0.20重量%)をのせ、220℃の加熱ローラーにて一軸配向炭素繊維強化複合材料シートを得た。一軸配向炭素繊維強化複合材料シートの炭素繊維目付は、100g/m2で、炭素繊維の体積含有率は50vol%であった。
この一軸配向炭素繊維強化複合材料シートを幅30cm×長さ30cmのサイズに切り出し、一方向に18枚重ね、240℃に加熱したプレス装置にて2.0MPaにて5分間加熱し、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度880MPa、曲げ弾性率105GPaであった。
【0044】
[実施例2〜4]
酸基含有ポリプロピレン樹脂中の合計酸量、炭素繊維のサイズ剤の付着量を表1のように変えた他は、実施例1と同様に成形板を得た。結果を表1に示す。
【0045】
[実施例5]
ポリウレタン樹脂としてHYDRAN HW312B(ポリエーテル系ウレタン、大日本インキ化学工業株式会社製)を50重量%、ポリエーテル樹脂としてビスフェノールAのエチレンオキサイド(10)付加物(POE(10)bisA:松本油脂製薬株式会社製)を40重量%、更に第三成分としてオクチルステアレート(新日本理化株式会社製、エヌジェルブOS)乳化物を10重量%の配合量から成る樹脂組成物を水に溶かし、濃度が30g/lのサイズ剤溶液を作製した以外は、実施例1と同様の方法により240℃に加熱したプレス装置にて、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度870MPa、曲げ弾性率105GPaであった。
【0046】
[実施例6]
酸変性ポリプロピレン樹脂フィルムとして、プライムポリマー製プライムポリプロ J108Mを96重量%、無水マレイン酸変性ポリプロピレン(三洋化成社製ユーメックス 1010)を4重量%でペレット同士を回転式ブンレンダーで混合したものを用い、押出機で30μ厚みのフィルムにしたもの(樹脂合計中の酸量は0.18重量%)を使用した以外は、実施例5と同様の方法により、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度860MPa、曲げ弾性率105GPaであった。
【0047】
[実施例7]
酸変性ポリプロピレン樹脂フィルムとして、プライムポリマー製プライムポリプロ J108Mを85重量%、無水マレイン酸変性ポリプロピレン(アルケマ社製 OREVAC CA100)を15重量%でペレット同士を回転式ブンレンダーで混合したものを用い、押出機で30μ厚みのフィルムにしたもの(樹脂合計中の酸量は0.15重量%)を使用した以外は、実施例5と同様の方法により、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度850MPa、曲げ弾性率105GPaであった。
【0048】
[実施例8〜10]
成形板作製時のプレス装置の加熱温度を表2のように変えた他は、実施例5と同様に行った。結果を表2に示す。
【0049】
[実施例11]
酸変性ポリプロピレン樹脂(プライムポリマー製プライムポリプロ J108Mを96重量%、無水マレイン酸変性ポリプロピレン(東洋紡社製 トーヨータック PMAH1000P)を4重量%でペレット同士を回転式ブンレンダーで混合したものを押出機で混練したもの)をペレット化し、そのペレットを冷凍粉砕し、更に、20メッシュ、及び30メッシュにて分級した平均粒径約1mmパウダーを用意した。
実施例5で得たポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤で処理された炭素繊維の幅を開繊させながら長さ20mmにカットし、酸変性ポリプロピレンパウダーの供給量を465g/minに、炭素繊維の供給量を600g/minにセットしてテーパ管内に導入した。テーパ管内で空気を炭素繊維に吹き付けて繊維束を部分的に開繊しつつ、ポリプロピレンパウダーとともにテーパ管出口の下部に設置したテーブル上に散布した。散布された炭素繊維およびポリプロピレンパウダーを、テーブル下部よりブロワにて吸引し、定着させて、厚み5mm程度の炭素繊維ランダムマットを得た。
得られた炭素繊維ランダムマットを、幅30cm×長さ30cmのサイズに切り出し、240℃に加熱したプレス装置で、3MPaにて5分間加熱し、総目付け1400g/m2、厚み2.0mm、炭素繊維の体積含有率が40vol%の炭素繊維ランダムマット炭素繊維強化複合材料からなる成形板を得た。
得られた成形板の曲げ物性は、曲げ強度290MPa、曲げ弾性率25GPaであった。
【0050】
[実施例12〜14]
酸基含有ポリプロピレン樹脂中の合計酸量、成形板作製時のプレス装置の加熱温度を表2のように変えた他は、実施例11と同様に行った。結果を表2に示す。
【0051】
[比較例1]
ポリプロピレン樹脂フィルムとして、プライムポリマー製プライムポリプロ J108Mを押出機で30μ厚みのフィルムにしたもの(樹脂合計中の酸量は、0.00重量%)を使用した以外は、実施例1と同様の方法により、厚み2.0mmの成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度340MPa、曲げ弾性率98GPaであった。
【0052】
[比較例2]
樹脂パウダーとして、プライムポリマー製プライムポリプロ J108M のペレットを冷凍粉砕し、更に、20メッシュ、及び30メッシュにて分級して得られた平均粒径約1mmパウダーを使用した以外は、実施例11と同様の方法により、厚み2.0mmの炭素繊維ランダムマット複合材料成形板を得た。
得られた成形板の0°方向の曲げ物性は、曲げ強度100MPa、曲げ弾性率21GPaであった。
【0053】
[比較例3]
エポキシ樹脂としてEP828(ビスフェノールA系エポキシ樹脂、三菱化学社製)を38重量%、EP1001(ビスフェノールA系エポキシ樹脂、三菱化学社製)を45重量%、EPU6:ウレタン変性エポキシ樹脂、旭電化社製)を7重量%、更にオクチルステアレート(新日本理化株式会社製、エヌジェルブOS)乳化物を10重量%の配合量から成る樹脂組成物を水に溶かし、濃度が30g/lのサイズ剤溶液を作製した以外は、実施例1と同様の方法により、エポキシ樹脂サイズ剤の付着量1.2重量%の炭素繊維ストランドを得た。得られた炭素繊維ストランドを広げながら一方向に引き揃えたが、幅16mmには広がらず、目すきが多く、良好な一軸配向炭素繊維複合材料シートは得られなかった。
【0054】
[比較例4]
ポリウレタン樹脂HYDRAN HW−301(ポリエステル系ウレタン、大日本インキ化学工業株式会社製)を水に溶かし、濃度が30g/lの溶液を使用した以外は、実施例1と同様の方法により、ポリウレタン樹脂サイズ剤の付着量1.2重量%の炭素繊維ストランドを得た。得られた炭素繊維ストランドを広げながら一方向に引き揃えたが、幅16mmには広がらず、目すきが多く、良好な一軸配向炭素繊維複合材料シートは得られなかった。
【0055】
[比較例5]
ポリウレタン樹脂としてHYDRAN HW−301(ポリエステル系ウレタン、大日本インキ化学工業株式会社製)を水に溶かし、濃度が30g/lの溶液を使用した以外は、実施例1と同様の方法により、ポリウレタン樹脂サイズ剤の付着量1.2重量%の炭素繊維ストランドを得た。得られた炭素繊維ストランドを用い、実施例11と同様な方法により炭素繊維ランダムマット複合材料成形板を得た。炭素繊維の開繊が悪く、良好な炭素繊維ランダムマット複合材料成形板は得られなかった。
【0056】
【表1】
【0057】
【表2】
【0058】
【表3】
【0059】
[実施例15]
実施例1で得られた炭素繊維目付100g/m2の一軸配向炭素繊維複合材料シートを0/90に18枚、交互積層し、240℃に加熱したプレス装置で、2.0MPaにて5分間加熱し、幅200mm×長さ300mm×厚み2.0mmの成形板を得た。この成形板をIRオーブンにて240℃まで予備加熱を行い、金型温度80℃に温度調節した図1に記載の製品の断面形状を有する上下一対からなる金型へ沿わせ、コールドプレスにて30秒間加圧保持後、厚さ2.0mmの成形品を取り出した。成形品は材料の割れやシワの発生が無く、良好な炭素繊維複合材料成形体を得ることが出来た。
【0060】
[実施例16]
実施例11で得られた幅200mm×長さ300mmの炭素繊維ランダムマット複合材料成形板をIRオーブンにて240℃まで予備加熱を行い、金型温度80℃に温度調節した図1に記載の製品の断面形状を有する上下一対からなる金型へ沿わせ、コールドプレスにて30秒間加圧保持後、厚さ2.0mmの成形品を取り出した。成形品は材料の割れやシワの発生が無く、良好な炭素繊維複合材料成形体を得ることが出来た。
【0061】
[実施例17]
実施例11で得た炭素繊維ランダムマット複合材料成形板を、幅200mm×長さ300mmのサイズに切り出したものの上下に、実施例1で得られた炭素繊維目付100g/m2の一軸配向炭素繊維複合材料シートを各1枚積層したものを、240℃に加熱したプレス装置にて、3MPaにて5分間加熱し、t=2.2mmのサンドイッチ板を得た。得られたサンドイッチ板をIRオーブンにて240℃まで予備加熱を行い、金型温度80℃に温度調節した図1に記載の製品の断面形状を有する上下一対からなる金型へ沿わせ、コールドプレスにて30秒間加圧保持後、厚さ2.0mmの成形品を取り出した。成形品は材料の割れやシワの発生が無く、良好な炭素繊維複合材料成形体を得ることが出来た。
【特許請求の範囲】
【請求項1】
繊維長が10mmから100mmもしくは連続長の炭素繊維に、ポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤組成物を表面に付着させた炭素繊維と、無水マレイン酸換算の酸含有量が、0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂とを含む炭素繊維強化複合材料。
【請求項2】
サイズ剤組成物におけるポリウレタン樹脂が、芳香族イソシアネートとポリエーテルまたはポリエステルの反応物であり、前記ポリエーテル樹脂が、下記(1)の化学式で示される ポリオキシエチレン(m)ラウリルグリシジルエーテル、あるいはビスフェノールAのエチレンオキサイド(m)付加物(mは1〜60の整数を表す)であることを特徴とする請求項1に記載の炭素繊維強化複合材料。
R1−O−(CH2CH2O)m−R2 ・・・(1)
(式中R1は炭素数1〜30のアルキル基、ビスフェノールA、フェニル基を、R2は水素またはグリシジル基を、mは1〜60の整数を表す。)
【請求項3】
前記サイズ剤組成物のポリウレタン樹脂/ポリエーテル樹脂の配合比が、40/60〜90/10であり、炭素繊維100重量部に対するサイズ剤組成物の付着量が0.1〜3.0重量部であることを特徴とする請求項1または2に記載の炭素繊維強化複合材料。
【請求項4】
酸基含有ポリオレフィン系樹脂は、酸変性ポリオレフィン(a)/ポリプロピレン(b)の重量比が50/50〜1/99である請求項1〜3のいずれかに記載の炭素繊維強化複合材料。
【請求項5】
酸変性ポリオレフィン(a)が、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレンである請求項1〜4のいずれかに記載の炭素繊維強化複合材料。
【請求項6】
炭素繊維複合材料における炭素繊維/酸基含有ポリオレフィン系樹脂の重量比が、20/80〜80/20である請求項1〜5のいずれかに記載の炭素繊維強化複合材料。
【請求項7】
連続長の炭素繊維が、繊維目付50〜300g/m2で、炭素繊維束を一軸に引き揃えた一軸配向材であることを特徴とする請求項1〜6のいずれかに記載の炭素繊維強化複合材料。
【請求項8】
繊維長が10mmから100mmの炭素繊維が、繊維目付25〜3000g/m2で、実質的に面内ランダムに配向していることを特徴とする請求項1〜6のいずれかに記載の炭素繊維強化複合材料。
【請求項9】
サイズ剤組成物を表面に付着させた炭素繊維に、酸基含有ポリオレフィン系樹脂を、加熱温度230〜300℃でホットプレス成形することにより含浸させる請求項1〜8のいずれかに記載の炭素繊維強化複合材料の製造方法。
【請求項10】
請求項1〜8のいずれかに記載の炭素繊維強化複合材料を、3次元形状に賦形した炭素繊維強化複合材料成形体。
【請求項1】
繊維長が10mmから100mmもしくは連続長の炭素繊維に、ポリウレタン樹脂およびポリエーテル樹脂を含むサイズ剤組成物を表面に付着させた炭素繊維と、無水マレイン酸換算の酸含有量が、0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂とを含む炭素繊維強化複合材料。
【請求項2】
サイズ剤組成物におけるポリウレタン樹脂が、芳香族イソシアネートとポリエーテルまたはポリエステルの反応物であり、前記ポリエーテル樹脂が、下記(1)の化学式で示される ポリオキシエチレン(m)ラウリルグリシジルエーテル、あるいはビスフェノールAのエチレンオキサイド(m)付加物(mは1〜60の整数を表す)であることを特徴とする請求項1に記載の炭素繊維強化複合材料。
R1−O−(CH2CH2O)m−R2 ・・・(1)
(式中R1は炭素数1〜30のアルキル基、ビスフェノールA、フェニル基を、R2は水素またはグリシジル基を、mは1〜60の整数を表す。)
【請求項3】
前記サイズ剤組成物のポリウレタン樹脂/ポリエーテル樹脂の配合比が、40/60〜90/10であり、炭素繊維100重量部に対するサイズ剤組成物の付着量が0.1〜3.0重量部であることを特徴とする請求項1または2に記載の炭素繊維強化複合材料。
【請求項4】
酸基含有ポリオレフィン系樹脂は、酸変性ポリオレフィン(a)/ポリプロピレン(b)の重量比が50/50〜1/99である請求項1〜3のいずれかに記載の炭素繊維強化複合材料。
【請求項5】
酸変性ポリオレフィン(a)が、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレンである請求項1〜4のいずれかに記載の炭素繊維強化複合材料。
【請求項6】
炭素繊維複合材料における炭素繊維/酸基含有ポリオレフィン系樹脂の重量比が、20/80〜80/20である請求項1〜5のいずれかに記載の炭素繊維強化複合材料。
【請求項7】
連続長の炭素繊維が、繊維目付50〜300g/m2で、炭素繊維束を一軸に引き揃えた一軸配向材であることを特徴とする請求項1〜6のいずれかに記載の炭素繊維強化複合材料。
【請求項8】
繊維長が10mmから100mmの炭素繊維が、繊維目付25〜3000g/m2で、実質的に面内ランダムに配向していることを特徴とする請求項1〜6のいずれかに記載の炭素繊維強化複合材料。
【請求項9】
サイズ剤組成物を表面に付着させた炭素繊維に、酸基含有ポリオレフィン系樹脂を、加熱温度230〜300℃でホットプレス成形することにより含浸させる請求項1〜8のいずれかに記載の炭素繊維強化複合材料の製造方法。
【請求項10】
請求項1〜8のいずれかに記載の炭素繊維強化複合材料を、3次元形状に賦形した炭素繊維強化複合材料成形体。
【図1】

【公開番号】特開2012−149170(P2012−149170A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−8856(P2011−8856)
【出願日】平成23年1月19日(2011.1.19)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月19日(2011.1.19)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]