
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維強化ポリプロピレン樹脂成形品に関するものであり、特に良好な難燃性と力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品に関する。
【背景技術】
【0002】
強化繊維と熱可塑性樹脂からなる組成物は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらの繊維強化熱可塑性樹脂組成物に使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。これらの強化繊維には、アルミニウム繊維やステンレス繊維などの金属繊維、アラミド繊維などの有機繊維、およびシリコンカーバイド繊維などの無機繊維や炭素繊維などが使用されているが、比強度、比剛性および軽量性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。
【0003】
マトリックス樹脂としても軽量なオレフィン系樹脂、とりわけポリプロピレン系樹脂が使用されるようになってきており、炭素繊維強化ポリプロピレン樹脂が自動車など輸送機械の材料として注目されている。
【0004】
一方、電気電子機器を構成する部品や車体構造部品には、軽量化とともに、高強度・高剛性を達成しつつ、高い難燃性を有することが要求される。しかしながら、プロピレン樹脂は高熱に弱く、易燃性樹脂であるため、難燃性に優れた成形品を得ることが困難であった。特に、炭素繊維強化ポリプロピレン樹脂についての難燃性付与の検討は不十分であった。
【0005】
特許文献1には、ポリオレフィン樹脂、エラストマーと、多官能化合物によりサイジング処理された炭素繊維からなる樹脂組成物が開示されているが、その樹脂組成物の難燃性については、特に言及されていない。
【0006】
特許文献2には、樹脂と炭素繊維および難燃剤を配合することにより、優れた難燃性を示す樹脂組成物が開示されているが、ポリプロピレン樹脂成形品として具体的に難燃性を付与することについては開示がされていない。
また、特許文献3には、有機リン系難燃剤と強化長繊維からなるポリアミド系樹脂組成物が開示されているが、ポリプロピレン樹脂の難燃化に関する内容は全く触れられていない。
【0007】
このように、従来技術では炭素繊維強化ポリプロピレン樹脂に対する効果的な難燃性の付加方法が明確化されておらず、難燃性に優れる長繊維強化プロピレン樹脂成形品の開発が望まれていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2010−248482号公報
【特許文献2】特開2002−226713号公報
【特許文献3】特開2010−31257号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、従来技術の背景に鑑み、難燃性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは上記目的を達成すべく鋭意検討した結果、上記課題を達成することができる、次の炭素繊維強化ポリプロピレン樹脂成形品を見出した。
(1)(A)、(B)および(C)の合計を100重量%として、(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含む炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(2)成形品中における(B)炭素繊維の各繊維両端の直線距離をL1、繊維長をL2とし、その比率L2/L1を屈曲度とした場合、屈曲度の重量平均が1.2以上であることを特徴とする(1)記載の炭素繊維強化ポリプロピレン樹脂成形品。
(3)(B)炭素繊維が多官能性化合物でサイジング処理されていることを特徴とする(1)または(2)記載の炭素繊維強化ポリプロピレン樹脂成形品。
(4)前記(A)、(B)および(C)の合計100重量部に対して、(D)エラストマーを0.01〜30重量部を含む(1)〜(3)のいずれかに記載の炭素繊維強化プロピレン樹脂成形品。
(5)(A)ポリプロピレン樹脂、(B)炭素繊維、および(C)難燃剤を含む樹脂ペレットであって、(B)炭素繊維の繊維長が実質的にペレット長と等しい長繊維ペレットを射出成形することで得られることを特徴とする(1)〜(4)のいずれかに記載の炭素繊維強化ポリプロピレン樹脂成形品。
【発明の効果】
【0011】
本発明の炭素繊維強化ポリプロピレン樹脂成形品は、難燃性を有するとともに、成形性に優れ、炭素繊維とポリプロピレン樹脂との界面接着性が良好であるため、曲げ特性や耐衝撃特性などの力学特性に優れた成形品である。また、ポリプロピレン樹脂を用いているため、軽量性に優れた成形品を得ることができる。
【0012】
また、成形品中の屈曲した炭素繊維が燃焼時に、屈曲が解放されそれに伴う難燃性の向上効果が得られるため、少量の難燃剤の添加で、従来技術以上の難燃性を得ることができる。
【0013】
本発明の炭素繊維強化プロピレン樹脂組成物は、電気・電子機器、OA機器、家電機器、または自動車の部品、内部部材および筐体などの各種部品・部材に極めて有用である。
【図面の簡単な説明】
【0014】
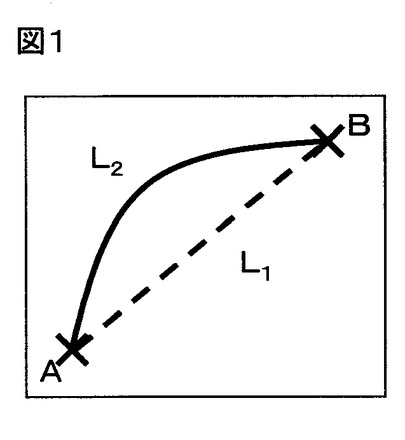
【図1】本発明の成形品中における炭素繊維の屈曲度を示す模式図である。
【図2】成形品中における炭素繊維の屈曲度が1である場合の模式図である。
【発明を実施するための形態】
【0015】
本発明は、少なくとも次の構成成分(A)ポリプロピレン樹脂、(B)炭素繊維、および(C)難燃剤から構成される。まず、これらの構成要素について説明する。
【0016】
本発明の(A)ポリプロピレン樹脂は、プロピレンの単独重合体またはプロピレンと少なくとも1種のα−オレフィン、共役ジエン、非共役ジエンなどとの共重合体が挙げられる。
【0017】
α−オレフィンを構成する単量体繰り返し単位には、例えば、エチレン、1−ブテン、3−メチル−1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4ジメチル−1−ヘキセン、1−ノネン、1−オクテン、1−ヘプテン、1−ヘキセン、1−デセン、1−ウンデセン、1−ドデセン等のプロピレンを除く炭素数2〜12のα−オレフィン、共役ジエン、非共役ジエンを構成する単量体繰り返し単位にはブタジエン、エチリデンノルボルネン、ジシクロペンタジエン、1,5−ヘキサジエン等が挙げられ、これらその他の単量体繰り返し単位には、1種類または2種類以上を選択することができる。
【0018】
(A)ポリプロピレン樹脂の骨格構造としては、プロピレンの単独重合体、プロピレンと前記その他の単量体のうちの1種類または2種類以上のランダムあるいはブロック共重合体、または他の熱可塑性単量体との共重合体等を挙げることができる。例えば、ポリプロピレン、エチレン・プロピレン共重合体、プロピレン・1−ブテン共重合体、エチレン・プロピレン・1−ブテン共重合体などが好適なものとして挙げられる。
【0019】
一般的に、剛性が必要な場合にプロピレンの単独重合体を用い、衝撃特性が必要な場合にはプロピレンと前記その他の単量体のうちの1種類または2種類以上のランダムあるいはブロックポリプロピレンを用いる。
【0020】
また(A)ポリプロピレン樹脂は得られる成形品の力学特性を向上させる観点より、変性ポリプロピレン樹脂であることが好ましい。好ましくは酸変性ポリプロピレン樹脂であり、重合体鎖に結合したカルボン酸および/またはその塩の基を有してなるポリプロピレン樹脂である。上記酸変性ポリプロピレン樹脂は、種々の方法で得ることができ、例えば、前記(A)ポリプロピレン樹脂に、中和されているか、中和されていないカルボン酸基を有する単量体、および/またはケン化されているか、ケン化されていないカルボン酸エステルを有する単量体を、グラフト重合することにより得ることができる。
【0021】
ここで、中和されているか、中和されていないカルボン酸基を有する単量体、およびケン化されているか、ケン化されていないカルボン酸エステル基を有する単量体としては、たとえば、エチレン系不飽和カルボン酸、その無水物が挙げられ、またこれらのエステル、さらにはオレフィン以外の不飽和ビニル基を有する化合物なども挙げられる。
【0022】
エチレン系不飽和カルボン酸としては、(メタ)アクリル酸、マレイン酸、フマール酸、テトラヒドロフタル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸などが例示され、その無水物としては、ナジック酸TM(エンドシス−ビシクロ[2.2.1]ヘプト−5−エン−2,3−ジカルボン酸)、無水マレイン酸、無水シトラコン酸などが例示できる。
【0023】
オレフィン以外の不飽和ビニル基を有する単量体としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、i−ブチル(メタ)アクリレート、tert−ブチル(メタ)アクリレート、n−アミル(メタ)アクリレート、イソアミル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、デシル(メタ)アクリレート、ドデシル(メタ)アクリレート、オクタデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ラウロイル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェニル(メタ)アクリレート、イソボロニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、ジエチルアミノエチル(メタ)アクリレート等の(メタ)アクリル酸エステル類、ヒドロキシエチルアクリレート、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、4−ヒドロキシブチルアクリレート、ラクトン変性ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピルアクリレート等の水酸基含有ビニル類、グリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート等のエポキシ基含有ビニル類、ビニルイソシアナート、イソプロペニルイソシアナート等のイソシアナート基含有ビニル類、スチレン、α−メチルスチレン、ビニルトルエン、t−ブチルスチレン等の芳香族ビニル類、アクリルアミド、メタクリルアミド、N−メチロールメタクリルアミド、N−メチロールアクリルアミド、ジアセトンアクリルアミド、マレイン酸アミド等のアミド類、酢酸ビニル、プロピオン酸ビニル等のビニルエステル類、N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタアクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート、N,N−ジプロピルアミノエチル(メタ)アクリレート、N,N−ジブチルアミノエチル(メタ)アクリレート、N,N−ジヒドロキシエチルアミノエチル(メタ)アクリレート等のアミノアルキル(メタ)アクリレート類、スチレンスルホン酸、スチレンスルホン酸ソーダ、2−アクリルアミド−2−メチルプロパンスルホン酸等の不飽和スルホン酸類、モノ(2−メタクリロイロキシエチル)アシッドホスフェート、モノ(2−アクリロイロキシエチル)アシッドホスフェート等の不飽和リン酸類等が挙げられる。
【0024】
これらの単量体は単独で用いることもできるし、また2種類以上のものを用いることもできる。また、これらの中でも、酸無水物類が好ましく、さらには無水マレイン酸が好ましい。
【0025】
(A)ポリプロピレン樹脂が、重合体鎖に結合したカルボン酸および/またはその塩の基を有してなるポリプロピレン樹脂である場合には、該樹脂の力学特性を高く保つことと、原料コストを考慮し、無変性のポリプロピレン樹脂との混合物とすることが好ましい。具体的には、重合体鎖に結合したカルボン酸および/またはその塩の基を有するプロピレン樹脂(A−1)5〜50質量%と、カルボン酸および/またはその塩の基を有しないプロピレン樹脂(A−2)50〜95質量%とを有してなることが好ましい。より好ましくは成分(A−1)が5〜45質量%、成分(A−2)が55〜95質量%、さらに好ましくは成分(A−1)が5〜35質量%、成分(A−2)が65〜95質量%である。
【0026】
本発明に用いられる(B)炭素繊維としては、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。また、導電性を付与する目的では、ニッケルや銅やイッテルビウムなどの金属を被覆した強化繊維を用いることもできる。
【0027】
さらに炭素繊維としては、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面酸素濃度比[O/C]が0.05〜0.5であるものが好ましく、より好ましくは0.08〜0.4であり、さらに好ましくは0.1〜0.3である。表面酸素濃度比が0.05以上であることにより、炭素繊維表面の官能基量を確保でき、熱可塑性樹脂とより強固な接着を得ることができる。また、表面酸素濃度比の上限には特に制限はないが、炭素繊維の取扱い性、生産性のバランスから一般的に0.5以下とすることが例示できる。
【0028】
炭素繊維の表面酸素濃度比は、X線光電子分光法により、次の手順にしたがって求めるものである。まず、溶剤で炭素繊維表面に付着しているサイジング剤などを除去した炭素繊維束を20mmにカットして、銅製の試料支持台に拡げて並べた後、X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保つ。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202eVに合わせる。C1sピーク面積をK.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求める。O1sピーク面積をK.E.として947〜959eVの範囲で直線のベースラインを引くことにより求める。
【0029】
ここで、表面酸素濃度比とは、上記O1sピーク面積とC1sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出する。X線光電子分光法装置として、国際電気社製モデルES−200を用い、感度補正値を1.74とする。
【0030】
表面酸素濃度比[O/C]を0.05〜0.5に制御する手段としては、特に限定されるものではないが、例えば、電解酸化処理、薬液酸化処理および気相酸化処理などの手法をとることができ、中でも電解酸化処理が好ましい。
【0031】
また、炭素繊維の平均繊維径は特に限定されないが、得られる成形品の力学特性と表面外観の観点から、1〜20μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。強化繊維束とした場合の単糸数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また強化繊維の生産性の観点からは、単糸数が多いものが好ましく、20,000〜100,000本の範囲内で使用することが好ましい。
【0032】
本発明に用いられる(B)炭素繊維は多官能化合物によりサイジング処理された炭素繊維であることが好ましい。多官能化合物としては、特に限定されないが、エポキシ基、ウレタン基、アミノ基、カルボキシル基等の官能基を1分子中に2個以上有する化合物が使用でき、これらは1種または2種以上を併用してもよい。官能基が2個未満であると、強化繊維とマトリックス樹脂との接着性を十分に発揮できない。したがって、官能基の数は、2個以上であることが必須であり、さらに好ましくは、3個以上である。
【0033】
具体的な化合物としては、多官能エポキシ樹脂、酸変性ポリプロピレン、酸変性ポリプロピレンの中和物が挙げられる。
【0034】
多官能エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、脂肪族エポキシ樹脂、フェノールノボラック型エポキシ樹脂等が挙げられる。中でも、マトリックス樹脂との接着性を発揮しやすい脂肪族エポキシ樹脂が好ましい。通常、エポキシ樹脂はエポキシ基を多数有すると、架橋反応後の架橋密度が高くなるために、靭性の低い構造になりやすい傾向にあり、強化繊維とマトリックス樹脂間に存在させても、もろいために剥離しやすく、繊維強化複合材料の強度発現しないことがある。一方、脂肪族エポキシ樹脂は、柔軟な骨格のため、架橋密度が高くとも靭性の高い構造になりやすい。強化繊維とマトリックス樹脂間に存在させた場合、柔軟で剥離しにくくさせるため、繊維強化複合材料の強度を向上しやすく好ましい。脂肪族エポキシ樹脂の具体例としては、例えば、ジグリシジルエーテル化合物では、エチレングリコールジグリシジルエーテル及び、ポリエチレングリコールジグリシジルエーテル類、プロピレングリコールジグリシジルエーテル及び、ポリプロピレングリコールジグリシジルエーテル類、1,4−ブタンジオールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、ポリテトラメチレングリコールジグリシジルエーテル、ポリアルキレングリコールジグリシジルエーテル類等が挙げられる。また、ポリグリシジルエーテル化合物では、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリグリセロールポリグリシジルエーテル類、ソルビトールポリグリシジルエーテル類、アラビトールポリグリシジルエーテル類、トリメチロールプロパンポリグリシジルエーテル類、トリメチロールプロパングリシジルエーテル類、ペンタエリスリトールポリグリシジルエーテル類、脂肪族多価アルコールのポリグリシジルエーテル類等が挙げられる。
【0035】
脂肪族エポキシ樹脂の中でも、好ましくは、反応性の高いグリシジル基を多数有する脂肪族のポリグリシジルエーテル化合物である。この中でも、さらに好ましくは、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリエチレングリコールグリシジルエーテル類、ポリプロピレングリコールグリシジルエーテル類が好ましい。脂肪族のポリグリシジルエーテル化合物は、柔軟性、架橋密度、マトリックス樹脂との相溶性のバランスがよく、効果的に接着性を向上ことから好ましい。
【0036】
酸変性ポリプロピレン、酸変性ポリプロピレンの中和物とは、例えば、プロピレンなどの主として炭化水素から構成される高分子主鎖と、不飽和カルボン酸により形成されるカルボキシル基又は、その金属塩、アンモニウム塩を含む側鎖とを有するものが挙げられる。高分子主鎖は、プロピレンと不飽和カルボン酸とを共重合させたランダム共重合体でもよいし、プロピレンに不飽和カルボン酸をグラフトしたグラフト共重合体でもよい。また、α−オレフィン、共役ジエン、非共役ジエンなどや1−ブテン等の共重合可能な共重合成分と共重合してもよい。酸変性ポリプロピレン、酸変性ポリプロピレンの中和物は、1分子中に多数の官能基を有しながら柔軟であり、さらに骨格がマトリックス樹脂と同様のポリプロピレンであることから、マトリックス樹脂との相溶性がよく、接着性を向上しやすく好ましい。
【0037】
不飽和カルボン酸としては、アクリル酸、メタクリル酸、マレイン酸、フマール酸、イタコン酸、クロトン酸、イソクロトン酸、シトラコン酸、アリルコハク酸、メサコン酸、グルタコン酸、ナジック酸、メチルナジック酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸等を挙げることができる。特にマレイン酸、アクリル酸、メタクリル酸が共重合反応させやすいことから好ましい。プロピレンとの共重合又はプロピレンへのグラフト共重合に使用する不飽和カルボン酸は1種のみでもよいし、2種以上の不飽和カルボン酸を使用しても良い。また、酸変性ポリプロピレンの中和物は、少なくとも一部のカルボキシル基が、Na、K、Li、Mg、Zn、Ca、Cu、Fe、Ba、Alなどの金属陽イオン又はアンモニウムイオンで中和されていることが好ましい。
【0038】
また、官能基を2つ以上有するために、酸変性ポリプロピレン、または酸変性ポリプロピレンの中和物1g当たり、−C(=O)−O−で表される基換算で総量0.05〜5ミリモル当量であることが好ましい。より好ましくは0.1〜4ミリモル当量、さらに好ましくは0.3〜3ミリモル当量である。上記のようなカルボン酸塩の含有量を分析する手法としては、ICP発光分析で塩を形成している金属種の検出を定量的に行う方法や、IR、NMRおよび元素分析等を用いてカルボン酸塩のカルボニル炭素の定量をおこなう方
法が挙げられる。−C(=O)−O−で表される基換算で総量が0.05ミリモル当量以下では、接着性を発揮しにくい傾向にあり、5ミリモル当量以上では酸変性ポリプロピレン、または酸変性ポリプロピレンの中和物がもろくなることがある。
【0039】
該多官能化合物をサイジング剤として、強化繊維に付与することで、添加量が少量であっても効果的に強化繊維表面の官能基等の表面特性に適合させて接着性およびコンポジット総合特性を向上させることができる。また、集束性、耐屈曲性や耐擦過性を改良し、高次加工工程において、毛羽、糸切れの発生を抑制しており、いわゆる糊剤、集束剤として高次加工性を向上させることもできる。
【0040】
サイジング剤付着量は、強化繊維のみの質量に対して、0.01質量%以上10質量%以下が好ましく、0.05質量%以上5質量%以下がより好ましく、0.1質量%以上2質量%以下付与することがさらに好ましい。0.01質量%以下では接着性向上効果が現れにくく、10質量%以上では、マトリックス樹脂の物性低下させることがある。
【0041】
また、サイジング剤には、ビスフェノール型エポキシ化合物、直鎖状低分子量エポキシ化合物、ポリエチレングリコール、ポリウレタン、ポリエステル、乳化剤あるいは界面活性剤など他の成分を粘度調整、耐擦過性向上、耐毛羽性向上、集束性向上、高次加工性向上等の目的で加えてもよい。
【0042】
サイジング剤の付与手段としては特に限定されるものではないが、例えばローラを介してサイジング液に浸漬する方法、サイジング液の付着したローラに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、強化繊維に対するサイジング剤有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤付与時に強化繊維を超音波で加振させることはより好ましい。
【0043】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤の熱劣化を防止し、サイジング処理された炭素繊維(B)で形成された強化繊維束が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0044】
サイジング剤に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメチルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。具体的には、乳化剤、界面活性剤としては、スチレン−無水マレイン酸共重合体、オレフィン−無水マレイン酸共重合体、ナフタレンスルホン酸塩のホルマリン縮合物、ポリアクリル酸ソーダ等のアニオン系乳化剤、ポリエチレンイミン、ポリビニルイミダゾリン等のカチオン系乳化剤、ノニルフェノールエチレンオキサイド付加物、ポリビニルアルコール、ポリオキシエチレンエーテルエステル共重合体、ソルビタンエステルエチルオキサイド付加物等のノニオン系乳化剤等を用いることができるが、相互作用の小さいノニオン系乳化剤が多官能化合物の接着性効果を阻害しにくく好ましい。
【0045】
本発明の(B)炭素繊維は成形品中で屈曲していることが必要である。ここで屈曲しているとは、炭素繊維が折損することなく直線では無い状態で存在していることを示す。より具体的には炭素繊維1本の両端の直線距離をL1、繊維長をL2とした場合に、その比率L2/L1を屈曲度として定義することができる。屈曲度が1の場合は直線であり、屈曲度が1を超え大きい数値になるほど屈曲度が高いと言える。具体的な定量方法としては、成形品をX線CT装置を用い、比破壊で成形品中の炭素繊維の空間的位置を特定し、その末端の空間座標を求めることでL1およびL2を特定することができる。成形品の任意の空間で最低500本の炭素繊維についてL1およびL2を求め、その重量平均を求めることで当該成形品の屈曲度とする。その重量平均は1.2以上であることが好ましく、より好ましくは1.4以上である。L2/L1の重量平均値が1.2未満の場合には、難燃性が低下することがあり好ましくない。炭素繊維が成形品中で屈曲して存在していることで、燃焼時に樹脂が溶融した際に炭素繊維の屈曲歪みが解放され、溶融表面に炭素繊維が現れ、それが難燃剤と相乗的に作用して難燃性を高めることができる。
【0046】
本発明の成形品中における(B)炭素繊維の繊維長には特に制限はないが、重量平均繊維長で0.4〜2.0mm、好ましくは0.5〜1.5mmであることが好ましい。繊維長が0.4mm未満であると、成形品中で屈曲させることが難しくなり、また2.0mmを超えると成形加工性に問題が出るので好ましくない。
【0047】
本発明の(B)炭素繊維を成形品中で屈曲させる方法についても、特に制限はないが、成形品を成形する際のポリプロピレン樹脂の配向を炭素繊維に伝播させることが重要である。このために炭素繊維が多官能化合物でサイジング処理されていることが好ましい。また、成形品の形状としても流動長が長く成形品の厚みが小さいなど成形時の樹脂圧力が高い状態であることが好ましい。また、(C)難燃剤成分が存在することも屈曲性を高めるために有効である。
【0048】
本発明で用いられる(C)難燃剤としては、公知の難燃剤を用いることができ、ハロゲン化合物、アンチモン化合物、リン化合物、窒素化合物、シリコーン化合物、フッ素化合物、金属水酸化物、ホウ素化合物などが挙げられる。
【0049】
かかるリン化合物とは、リンを含有する有機または無機化合物であれば特に制限はなく、例えばポリリン酸アンモニウム、ポリホスファゼン、ホスフェート、ホスホネート、ホスフィネート、ホスフィンオキシド、赤リンなどが挙げられ、これらを単独で用いても併用してもよい。中でもポリリン酸アンモニウム、芳香族ホスフェート、赤リンが好ましい。
【0050】
金属水酸化物としては水酸化マグネシウム、水酸化アルミニウムなどが挙げられる。
【0051】
ホウ素化合物としては、ホウ酸亜鉛などが挙げられ、リン化合物あるいは窒素化合物との併用も好ましく用いることができる。
【0052】
(A)〜(C)に加え、さらに(D)エラストマーを有していることが好ましい。本発明において、エラストマーとは、一般的にガラス転移温度が室温より低い重合体を含有し、分子間の一部が共有結合・イオン結合・ファンデルワールス力・絡み合い等により、互いに拘束されている重合体である。
【0053】
(D)エラストマーとしては、オレフィン系エラストマー、スチレン系エラストマー、ウレタン系エラストマー、エステル系エラストマー、アミド系エラストマー等が挙げられ、オレフィン系エラストマーとして具体的には、エチレン−α−オレフィン共重合体、エチレン−プロピレン−エチリデンノルボルネン共重合体、エチレン−プロピレン−ヘキサジエン共重合体などのエチレン−プロピレン非共役ジエン3元共重合体等が挙げられる。また、スチレン系エラストマーとして具体的には、スチレン−ブタジエン、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン−ブタジエン−スチレン、スチレン−エチレン−プロピレン−スチレンのランダム共重合体、およびブロック共重合体、該ブロック共重合体の水素添加物、アクリロニトリル−ブタジエン−スチレン共重合体等が挙げられる。中でも、オレフィン系エラストマーとしてエチレン−α−オレフィン共重合体は、ポリプロピレンとの相溶性がよいために、効果的に耐衝撃性を向上でき好ましい。
【0054】
これらのエラストマーは1種または2種以上を選択し用いることができる。
【0055】
また、(A)ポリプロピレン樹脂のSP値は種類によるが、この値は通常8〜9程度であることから、(D)エラストマーのSP値としては、6.5〜9.5であることが好ましく、7〜9であるとより好ましい。(D)のSP値が6.5〜9.5の範囲以外では、(A)ポリプロピレン樹脂と相溶しにくい傾向にあり、相溶しない場合、ポリプロピレン樹脂組成物の粘度が増加傾向にあるため、成形性が低下することがある。
【0056】
また本発明のポリプロピレン樹脂成形品には、本発明の目的を損なわない範囲で、他の充填材や添加剤を含有しても良い。これらの例としては、無機充填材、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤が挙げられる。
【0057】
本発明のポリプロピレン樹脂成形品は、少なくとも(A)ポリプロピレン樹脂、(B)炭素繊維、(C)難燃剤で構成される。このうち、(A),(B)および(C)の合計を100重量%として、(A)ポリプロピレン樹脂は40〜94.5重量%、好ましくは50〜90重量%、さらに好ましくは60〜80重量%である。40重量%未満では成形性が低下する傾向にあり、94.5%を超えると難燃性が低下する傾向にある。
【0058】
(B)炭素繊維は5〜40重量%、好ましくは10〜35重量%、より好ましくは15〜30重量%である。(B)炭素繊維が5重量%未満では、成形品の力学特性が不十分となる場合があり、40重量%を超えると射出成形などの成形加工の際に流動性が低下する場合がある。
【0059】
(C)難燃剤は0.5〜20重量%、好ましくは2〜15重量%、より好ましくは5〜12重量%である。(C)難燃剤が0.5重量%未満では、難燃性が低下し、20重量%を超えると成形性や機械特性が低下する場合がある。
【0060】
また、前記成分(A)〜(C)に加えて、成分(D)を含有させる場合、(A)〜(C)の合計100重量部に対し、(D)エラストマーは、0.01〜30重量部、好ましくは0.5〜20重量部、より好ましくは1〜15重量部である。(D)エラストマーが30重量部を超えると、成形品の力学特性を低下させる場合がある。
【0061】
本発明のポリプロピレン樹脂成形品に用いられる成形材料の形態としては、ペレット、スタンパブルシート、プリプレグ、SMC、BMC等を使用することができるが、最も望ましい成形材料は、射出成形に用いられるペレットである。前記ペレットは、一般的には、所望量の樹脂とフィラーや繊維のチョップド糸または連続繊維とを押出機中で混練し、押出、ペレタイズすることによって得られたものを指す。特に炭素繊維を用いた場合、前述のペレットは、ペレットの長手方向の長さより、ペレット中の繊維長さの方が短くなるが、本発明でいうペレットには、長繊維ペレットも含まれ、好ましく使用することができる。
【0062】
かかる長繊維ペレットとは、特公昭63−37694号公報に示されるような、繊維がペレットの長手方向に、ほぼ平行に配列し、ペレット中の繊維長さが、ペレット長さと同一またはそれ以上であるものを指す。この場合、樹脂は繊維束中に含浸されていても、繊維束に被覆されていてもよい。特に樹脂が被覆された長繊維ペレットの場合、繊維束には被覆されたものと同じか、あるいは被覆された樹脂よりも低粘度(または低分子量)の樹脂が、予め含浸されていてもよい。
【0063】
成形方法としてはプレス成形、トランスファー成形、射出成形や、これらの組合せ等が挙げられるが、成形品中で炭素繊維が屈曲した状態で存在させるため、成形時に樹脂組成物に配向が生じるように成形することが好ましい。この観点から射出成形が好ましく使用される。
【0064】
成形品としては、インストルメントパネル、ドアビーム、アンダーカバー、ランプハウジング、ペダルハウジング、ラジエータサポート、スペアタイヤカバー、フロントエンドなどの各種モジュール等の自動車部品に好適である。さらに電話、ファクシミリ、VTR、コピー機、テレビ、電子レンジ、音響機器、トイレタリー用品、冷蔵庫、エアコンなどの家庭・事務電気製品部品も挙げられる。またパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材なども挙げられる。強化繊維に導電性を有する炭素繊維を使用した場合に、このような電気・電子機器用部材では、電磁波シールド性が付与されるためにより好ましい。
【実施例】
【0065】
以下、実施例により本発明をさらに詳細に説明する。
【0066】
(1)難燃性
FMVSS No.302延焼試験に準拠し、角板(100mm×150mm×3mmt)を用いて、ガスバーナーの3cm炎を角板の端部に、着火するまで接炎し、端部から50mmの標線までの延焼速度を測定した。
延焼速度の判定は以下の基準でおこない、◎と○を合格とした。
◎:接炎着火後に3分以内に自己消火
○:接炎着火後に7分以内に自己消火
△:31秒〜60秒接炎で着火
×:15秒〜30秒接炎で着火。
【0067】
(2)曲げ試験
ISO 178に準拠し、3点曲げ試験冶具(圧子半径5mm)を用いて支点距離を64mmに設定し、試験速度2mm/minの試験条件にて曲げ強度および曲げ弾性率を測定した。試験機として、“インストロン(登録商標)”万能試験機5566型(インストロン社製)を用いた。
【0068】
(3)衝撃試験
ISO 179に準拠し、加工ノッチ付きシャルピー衝撃試験を行った。シャルピー試験機は、CEAST社製 RESIL25 を用いた。試験片寸法は、厚み4mm、幅10mm、長さ80mmの試験片を用いた。試験温度は常温(23℃)と低温(−40℃)で行った。温度調整はタバイ製 PU−1K型 恒温器を用いて、恒温器内で40min以上静置して、温度一定にした後、試験を行った。
【0069】
(4)炭素繊維の屈曲度
X線CT解析装置はヤマトマテリアル(株)製 TDM―1000ISを使用した。難燃性試験用の角板成形品中央部を、1cm×1cm角に切り出し、X線CT解析を行った。またX線CT解析の結果をもとに、繊維長測定プログラムを併用して、繊維長測定を行った。これにより、繊維端部間の直線距離:L1、実繊維長:L2を測定し、それを最低500本の繊維について実施、重量平均をもとめ屈曲度の平均値とした。
【0070】
参考例1.炭素繊維
ポリアクリロニトリルを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単糸数24,000本の連続炭素繊維を得た。この連続炭素繊維の特性は次に示す通りであった。
単繊維径:7μm
単位長さ当たりの質量:1.6g/m
比重:1.8
表面酸素濃度比 [O/C]:0.06
引張強度:4600MPa
引張弾性率:220GPa。
【0071】
参考例2.サイジング処理
多官能性化合物を2重量%になるように水に溶解、または分散させたサイジング剤母液を調整し、浸漬法により炭素繊維にサイジング剤を付与し、230℃で乾燥を行った。付着量は1.0重量%であった。
【0072】
実施例1
単軸押出機の吐出先端部に、溶融樹脂の被覆ダイス口を設置した、長繊維強化樹脂ペレット製造装置の、押出機シリンダー温度を220℃に設定し、ポリプロピレン樹脂(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしてメインホッパーから供給し、さらに(C)難燃剤としてリン酸トリオクチル(和光純薬工業(株)製試薬)もメインホッパーから供給し、スクリュー回転数200rpmで溶融させ、押出機より上流側から多官能化合物として、(a−1)グリセロールトリグリシジルエーテルを用いて、参考例1および参考例2から得られた連続炭素繊維束を、溶融樹脂をから吐出するダイス口(直径3mm)へ供給して、樹脂を被覆したストランドを冷却後、ペレタイザーでペレット長10mm長さに切断してペレット状の成形材料とした。供給は、炭素繊維の含有率が20重量%になるように調整した。
【0073】
次に押出工程で得られたペレット状の成形材料を、住友重機械工業社製SE75DUZ−C250型射出成形機を用いて、射出時間:10秒、保圧力:成形下限圧+10MPa、保圧時間:10秒、、シリンダー温度:230℃、金型温度:60℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた特性評価用試験片(成形品)を上記の射出成形品評価方法に従い評価した。評価結果を、まとめて表1に示した。
【0074】
実施例2
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの75重量%と、(C)難燃剤(c−1)リン酸トリオクチル(和光純薬工業(株)製試薬)5重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0075】
実施例3
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−2)ほう酸亜鉛(和光純薬工業(株)製試薬 ほう酸亜鉛3.5水和物)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0076】
実施例4
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの75重量%と、(C)難燃剤(c−2)ほう酸亜鉛(和光純薬工業(株)製試薬 ほう酸亜鉛3.5水和物)5重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0077】
実施例5
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−3)水酸化アルミニウム(昭和電工(株)製ハイジライトH−32I)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0078】
実施例6
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−4)ハイドロタルサイト(協和化学工業(株)製ハイドロタルサイト化合物DHT−4A)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0079】
実施例7
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−5)リン、窒素化合物((株)ADEKA製アデカスタブFP―2200)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0080】
実施例8
実施例1の配合組成に加え(D)エラストマーとしてエチレン−αオレフィン共重合体(住友化学(株)製CX5505)を20重量部追加する以外は同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0081】
比較例1
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの80質量%で、(C)難燃剤を添加しないこと以外は実施例1と同様にしてペレットを作成し、成形評価を行った。得られた成形品中の炭素繊維の割合は20質量%であり、(A)プロピレン樹脂は80質量%である。特性評価結果はまとめて表2に記載した。
【0082】
比較例2
日本製鋼所(株)TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)を使用し、(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−1)リン酸トリオクチル(和光純薬工業(株)製試薬)10重量%を、メインホッパーから供給し、次いで、その下流のサイドホッパーから(b)強化繊維として、(a)多官能化合物として、(a−1)グリセロールトリグリシジルエーテルを用いて、参考例1、から得られた連続炭素繊維束を、カートリッジカッターにて1/4インチにカットしたものを、供給し、バレル温度220℃、回転数150rpmで十分混練し、さらに下流の真空ベントより脱気を行った。供給は、重量フィーダーにより炭素繊維のみの含有率が20質量%になるように調整した。溶融樹脂をダイス口(直径5mm)から吐出し、得られたストランドを冷却後、カッターで切断してペレット状の成形材料を作成し、成形評価を行った。特性評価結果はまとめて表2に記載した。
【0083】
比較例3
実施例1と同様の配合処方、製造方法でペレット長10mm長さの長繊維ペレット成形材料を作製した。当該ペレットを熱板温度220℃に設定した加熱プレス機により、100mm×150mm×厚さ3mmの角板を成形し、燃焼試験を実施した。また同様にして機械物性測定用の試験片をプレス成形により作製し機械物性を評価した。特性評価結果はまとめて表2に記載した。
【0084】
比較例4
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−1)リン酸トリオクチル(和光純薬工業(株)製試薬)10重量%を、また(b)炭素繊維の代替として、ガラス繊維(日東紡績(株)製 ガラスロービングRS240PE−535)を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表2に記載した。
【0085】
【表1】

【0086】
【表2】
【産業上の利用可能性】
【0087】
本発明の炭素繊維強化ポリプロピレン樹脂成形品は、難燃性、成形性に優れており、強化繊維とポリプロピレン樹脂との界面接着性が良好であるため、曲げ特性や耐衝撃特性に優れるため、電気・電子機器、OA機器、家電機器または自動車の構造部品、内部部材および筐体などに好適に用いられる。
【符号の説明】
【0088】
A、B 成形品中の炭素繊維の末端
L1 成形品中の炭素繊維の両端の直線距離
L2 炭素繊維の繊維長
【技術分野】
【0001】
本発明は、炭素繊維強化ポリプロピレン樹脂成形品に関するものであり、特に良好な難燃性と力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品に関する。
【背景技術】
【0002】
強化繊維と熱可塑性樹脂からなる組成物は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらの繊維強化熱可塑性樹脂組成物に使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。これらの強化繊維には、アルミニウム繊維やステンレス繊維などの金属繊維、アラミド繊維などの有機繊維、およびシリコンカーバイド繊維などの無機繊維や炭素繊維などが使用されているが、比強度、比剛性および軽量性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。
【0003】
マトリックス樹脂としても軽量なオレフィン系樹脂、とりわけポリプロピレン系樹脂が使用されるようになってきており、炭素繊維強化ポリプロピレン樹脂が自動車など輸送機械の材料として注目されている。
【0004】
一方、電気電子機器を構成する部品や車体構造部品には、軽量化とともに、高強度・高剛性を達成しつつ、高い難燃性を有することが要求される。しかしながら、プロピレン樹脂は高熱に弱く、易燃性樹脂であるため、難燃性に優れた成形品を得ることが困難であった。特に、炭素繊維強化ポリプロピレン樹脂についての難燃性付与の検討は不十分であった。
【0005】
特許文献1には、ポリオレフィン樹脂、エラストマーと、多官能化合物によりサイジング処理された炭素繊維からなる樹脂組成物が開示されているが、その樹脂組成物の難燃性については、特に言及されていない。
【0006】
特許文献2には、樹脂と炭素繊維および難燃剤を配合することにより、優れた難燃性を示す樹脂組成物が開示されているが、ポリプロピレン樹脂成形品として具体的に難燃性を付与することについては開示がされていない。
また、特許文献3には、有機リン系難燃剤と強化長繊維からなるポリアミド系樹脂組成物が開示されているが、ポリプロピレン樹脂の難燃化に関する内容は全く触れられていない。
【0007】
このように、従来技術では炭素繊維強化ポリプロピレン樹脂に対する効果的な難燃性の付加方法が明確化されておらず、難燃性に優れる長繊維強化プロピレン樹脂成形品の開発が望まれていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2010−248482号公報
【特許文献2】特開2002−226713号公報
【特許文献3】特開2010−31257号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、従来技術の背景に鑑み、難燃性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは上記目的を達成すべく鋭意検討した結果、上記課題を達成することができる、次の炭素繊維強化ポリプロピレン樹脂成形品を見出した。
(1)(A)、(B)および(C)の合計を100重量%として、(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含む炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(2)成形品中における(B)炭素繊維の各繊維両端の直線距離をL1、繊維長をL2とし、その比率L2/L1を屈曲度とした場合、屈曲度の重量平均が1.2以上であることを特徴とする(1)記載の炭素繊維強化ポリプロピレン樹脂成形品。
(3)(B)炭素繊維が多官能性化合物でサイジング処理されていることを特徴とする(1)または(2)記載の炭素繊維強化ポリプロピレン樹脂成形品。
(4)前記(A)、(B)および(C)の合計100重量部に対して、(D)エラストマーを0.01〜30重量部を含む(1)〜(3)のいずれかに記載の炭素繊維強化プロピレン樹脂成形品。
(5)(A)ポリプロピレン樹脂、(B)炭素繊維、および(C)難燃剤を含む樹脂ペレットであって、(B)炭素繊維の繊維長が実質的にペレット長と等しい長繊維ペレットを射出成形することで得られることを特徴とする(1)〜(4)のいずれかに記載の炭素繊維強化ポリプロピレン樹脂成形品。
【発明の効果】
【0011】
本発明の炭素繊維強化ポリプロピレン樹脂成形品は、難燃性を有するとともに、成形性に優れ、炭素繊維とポリプロピレン樹脂との界面接着性が良好であるため、曲げ特性や耐衝撃特性などの力学特性に優れた成形品である。また、ポリプロピレン樹脂を用いているため、軽量性に優れた成形品を得ることができる。
【0012】
また、成形品中の屈曲した炭素繊維が燃焼時に、屈曲が解放されそれに伴う難燃性の向上効果が得られるため、少量の難燃剤の添加で、従来技術以上の難燃性を得ることができる。
【0013】
本発明の炭素繊維強化プロピレン樹脂組成物は、電気・電子機器、OA機器、家電機器、または自動車の部品、内部部材および筐体などの各種部品・部材に極めて有用である。
【図面の簡単な説明】
【0014】
【図1】本発明の成形品中における炭素繊維の屈曲度を示す模式図である。
【図2】成形品中における炭素繊維の屈曲度が1である場合の模式図である。
【発明を実施するための形態】
【0015】
本発明は、少なくとも次の構成成分(A)ポリプロピレン樹脂、(B)炭素繊維、および(C)難燃剤から構成される。まず、これらの構成要素について説明する。
【0016】
本発明の(A)ポリプロピレン樹脂は、プロピレンの単独重合体またはプロピレンと少なくとも1種のα−オレフィン、共役ジエン、非共役ジエンなどとの共重合体が挙げられる。
【0017】
α−オレフィンを構成する単量体繰り返し単位には、例えば、エチレン、1−ブテン、3−メチル−1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4ジメチル−1−ヘキセン、1−ノネン、1−オクテン、1−ヘプテン、1−ヘキセン、1−デセン、1−ウンデセン、1−ドデセン等のプロピレンを除く炭素数2〜12のα−オレフィン、共役ジエン、非共役ジエンを構成する単量体繰り返し単位にはブタジエン、エチリデンノルボルネン、ジシクロペンタジエン、1,5−ヘキサジエン等が挙げられ、これらその他の単量体繰り返し単位には、1種類または2種類以上を選択することができる。
【0018】
(A)ポリプロピレン樹脂の骨格構造としては、プロピレンの単独重合体、プロピレンと前記その他の単量体のうちの1種類または2種類以上のランダムあるいはブロック共重合体、または他の熱可塑性単量体との共重合体等を挙げることができる。例えば、ポリプロピレン、エチレン・プロピレン共重合体、プロピレン・1−ブテン共重合体、エチレン・プロピレン・1−ブテン共重合体などが好適なものとして挙げられる。
【0019】
一般的に、剛性が必要な場合にプロピレンの単独重合体を用い、衝撃特性が必要な場合にはプロピレンと前記その他の単量体のうちの1種類または2種類以上のランダムあるいはブロックポリプロピレンを用いる。
【0020】
また(A)ポリプロピレン樹脂は得られる成形品の力学特性を向上させる観点より、変性ポリプロピレン樹脂であることが好ましい。好ましくは酸変性ポリプロピレン樹脂であり、重合体鎖に結合したカルボン酸および/またはその塩の基を有してなるポリプロピレン樹脂である。上記酸変性ポリプロピレン樹脂は、種々の方法で得ることができ、例えば、前記(A)ポリプロピレン樹脂に、中和されているか、中和されていないカルボン酸基を有する単量体、および/またはケン化されているか、ケン化されていないカルボン酸エステルを有する単量体を、グラフト重合することにより得ることができる。
【0021】
ここで、中和されているか、中和されていないカルボン酸基を有する単量体、およびケン化されているか、ケン化されていないカルボン酸エステル基を有する単量体としては、たとえば、エチレン系不飽和カルボン酸、その無水物が挙げられ、またこれらのエステル、さらにはオレフィン以外の不飽和ビニル基を有する化合物なども挙げられる。
【0022】
エチレン系不飽和カルボン酸としては、(メタ)アクリル酸、マレイン酸、フマール酸、テトラヒドロフタル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸などが例示され、その無水物としては、ナジック酸TM(エンドシス−ビシクロ[2.2.1]ヘプト−5−エン−2,3−ジカルボン酸)、無水マレイン酸、無水シトラコン酸などが例示できる。
【0023】
オレフィン以外の不飽和ビニル基を有する単量体としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、i−ブチル(メタ)アクリレート、tert−ブチル(メタ)アクリレート、n−アミル(メタ)アクリレート、イソアミル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、デシル(メタ)アクリレート、ドデシル(メタ)アクリレート、オクタデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ラウロイル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェニル(メタ)アクリレート、イソボロニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、ジエチルアミノエチル(メタ)アクリレート等の(メタ)アクリル酸エステル類、ヒドロキシエチルアクリレート、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、4−ヒドロキシブチルアクリレート、ラクトン変性ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピルアクリレート等の水酸基含有ビニル類、グリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート等のエポキシ基含有ビニル類、ビニルイソシアナート、イソプロペニルイソシアナート等のイソシアナート基含有ビニル類、スチレン、α−メチルスチレン、ビニルトルエン、t−ブチルスチレン等の芳香族ビニル類、アクリルアミド、メタクリルアミド、N−メチロールメタクリルアミド、N−メチロールアクリルアミド、ジアセトンアクリルアミド、マレイン酸アミド等のアミド類、酢酸ビニル、プロピオン酸ビニル等のビニルエステル類、N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタアクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート、N,N−ジプロピルアミノエチル(メタ)アクリレート、N,N−ジブチルアミノエチル(メタ)アクリレート、N,N−ジヒドロキシエチルアミノエチル(メタ)アクリレート等のアミノアルキル(メタ)アクリレート類、スチレンスルホン酸、スチレンスルホン酸ソーダ、2−アクリルアミド−2−メチルプロパンスルホン酸等の不飽和スルホン酸類、モノ(2−メタクリロイロキシエチル)アシッドホスフェート、モノ(2−アクリロイロキシエチル)アシッドホスフェート等の不飽和リン酸類等が挙げられる。
【0024】
これらの単量体は単独で用いることもできるし、また2種類以上のものを用いることもできる。また、これらの中でも、酸無水物類が好ましく、さらには無水マレイン酸が好ましい。
【0025】
(A)ポリプロピレン樹脂が、重合体鎖に結合したカルボン酸および/またはその塩の基を有してなるポリプロピレン樹脂である場合には、該樹脂の力学特性を高く保つことと、原料コストを考慮し、無変性のポリプロピレン樹脂との混合物とすることが好ましい。具体的には、重合体鎖に結合したカルボン酸および/またはその塩の基を有するプロピレン樹脂(A−1)5〜50質量%と、カルボン酸および/またはその塩の基を有しないプロピレン樹脂(A−2)50〜95質量%とを有してなることが好ましい。より好ましくは成分(A−1)が5〜45質量%、成分(A−2)が55〜95質量%、さらに好ましくは成分(A−1)が5〜35質量%、成分(A−2)が65〜95質量%である。
【0026】
本発明に用いられる(B)炭素繊維としては、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。また、導電性を付与する目的では、ニッケルや銅やイッテルビウムなどの金属を被覆した強化繊維を用いることもできる。
【0027】
さらに炭素繊維としては、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面酸素濃度比[O/C]が0.05〜0.5であるものが好ましく、より好ましくは0.08〜0.4であり、さらに好ましくは0.1〜0.3である。表面酸素濃度比が0.05以上であることにより、炭素繊維表面の官能基量を確保でき、熱可塑性樹脂とより強固な接着を得ることができる。また、表面酸素濃度比の上限には特に制限はないが、炭素繊維の取扱い性、生産性のバランスから一般的に0.5以下とすることが例示できる。
【0028】
炭素繊維の表面酸素濃度比は、X線光電子分光法により、次の手順にしたがって求めるものである。まず、溶剤で炭素繊維表面に付着しているサイジング剤などを除去した炭素繊維束を20mmにカットして、銅製の試料支持台に拡げて並べた後、X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保つ。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202eVに合わせる。C1sピーク面積をK.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求める。O1sピーク面積をK.E.として947〜959eVの範囲で直線のベースラインを引くことにより求める。
【0029】
ここで、表面酸素濃度比とは、上記O1sピーク面積とC1sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出する。X線光電子分光法装置として、国際電気社製モデルES−200を用い、感度補正値を1.74とする。
【0030】
表面酸素濃度比[O/C]を0.05〜0.5に制御する手段としては、特に限定されるものではないが、例えば、電解酸化処理、薬液酸化処理および気相酸化処理などの手法をとることができ、中でも電解酸化処理が好ましい。
【0031】
また、炭素繊維の平均繊維径は特に限定されないが、得られる成形品の力学特性と表面外観の観点から、1〜20μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。強化繊維束とした場合の単糸数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また強化繊維の生産性の観点からは、単糸数が多いものが好ましく、20,000〜100,000本の範囲内で使用することが好ましい。
【0032】
本発明に用いられる(B)炭素繊維は多官能化合物によりサイジング処理された炭素繊維であることが好ましい。多官能化合物としては、特に限定されないが、エポキシ基、ウレタン基、アミノ基、カルボキシル基等の官能基を1分子中に2個以上有する化合物が使用でき、これらは1種または2種以上を併用してもよい。官能基が2個未満であると、強化繊維とマトリックス樹脂との接着性を十分に発揮できない。したがって、官能基の数は、2個以上であることが必須であり、さらに好ましくは、3個以上である。
【0033】
具体的な化合物としては、多官能エポキシ樹脂、酸変性ポリプロピレン、酸変性ポリプロピレンの中和物が挙げられる。
【0034】
多官能エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、脂肪族エポキシ樹脂、フェノールノボラック型エポキシ樹脂等が挙げられる。中でも、マトリックス樹脂との接着性を発揮しやすい脂肪族エポキシ樹脂が好ましい。通常、エポキシ樹脂はエポキシ基を多数有すると、架橋反応後の架橋密度が高くなるために、靭性の低い構造になりやすい傾向にあり、強化繊維とマトリックス樹脂間に存在させても、もろいために剥離しやすく、繊維強化複合材料の強度発現しないことがある。一方、脂肪族エポキシ樹脂は、柔軟な骨格のため、架橋密度が高くとも靭性の高い構造になりやすい。強化繊維とマトリックス樹脂間に存在させた場合、柔軟で剥離しにくくさせるため、繊維強化複合材料の強度を向上しやすく好ましい。脂肪族エポキシ樹脂の具体例としては、例えば、ジグリシジルエーテル化合物では、エチレングリコールジグリシジルエーテル及び、ポリエチレングリコールジグリシジルエーテル類、プロピレングリコールジグリシジルエーテル及び、ポリプロピレングリコールジグリシジルエーテル類、1,4−ブタンジオールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、ポリテトラメチレングリコールジグリシジルエーテル、ポリアルキレングリコールジグリシジルエーテル類等が挙げられる。また、ポリグリシジルエーテル化合物では、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリグリセロールポリグリシジルエーテル類、ソルビトールポリグリシジルエーテル類、アラビトールポリグリシジルエーテル類、トリメチロールプロパンポリグリシジルエーテル類、トリメチロールプロパングリシジルエーテル類、ペンタエリスリトールポリグリシジルエーテル類、脂肪族多価アルコールのポリグリシジルエーテル類等が挙げられる。
【0035】
脂肪族エポキシ樹脂の中でも、好ましくは、反応性の高いグリシジル基を多数有する脂肪族のポリグリシジルエーテル化合物である。この中でも、さらに好ましくは、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリエチレングリコールグリシジルエーテル類、ポリプロピレングリコールグリシジルエーテル類が好ましい。脂肪族のポリグリシジルエーテル化合物は、柔軟性、架橋密度、マトリックス樹脂との相溶性のバランスがよく、効果的に接着性を向上ことから好ましい。
【0036】
酸変性ポリプロピレン、酸変性ポリプロピレンの中和物とは、例えば、プロピレンなどの主として炭化水素から構成される高分子主鎖と、不飽和カルボン酸により形成されるカルボキシル基又は、その金属塩、アンモニウム塩を含む側鎖とを有するものが挙げられる。高分子主鎖は、プロピレンと不飽和カルボン酸とを共重合させたランダム共重合体でもよいし、プロピレンに不飽和カルボン酸をグラフトしたグラフト共重合体でもよい。また、α−オレフィン、共役ジエン、非共役ジエンなどや1−ブテン等の共重合可能な共重合成分と共重合してもよい。酸変性ポリプロピレン、酸変性ポリプロピレンの中和物は、1分子中に多数の官能基を有しながら柔軟であり、さらに骨格がマトリックス樹脂と同様のポリプロピレンであることから、マトリックス樹脂との相溶性がよく、接着性を向上しやすく好ましい。
【0037】
不飽和カルボン酸としては、アクリル酸、メタクリル酸、マレイン酸、フマール酸、イタコン酸、クロトン酸、イソクロトン酸、シトラコン酸、アリルコハク酸、メサコン酸、グルタコン酸、ナジック酸、メチルナジック酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸等を挙げることができる。特にマレイン酸、アクリル酸、メタクリル酸が共重合反応させやすいことから好ましい。プロピレンとの共重合又はプロピレンへのグラフト共重合に使用する不飽和カルボン酸は1種のみでもよいし、2種以上の不飽和カルボン酸を使用しても良い。また、酸変性ポリプロピレンの中和物は、少なくとも一部のカルボキシル基が、Na、K、Li、Mg、Zn、Ca、Cu、Fe、Ba、Alなどの金属陽イオン又はアンモニウムイオンで中和されていることが好ましい。
【0038】
また、官能基を2つ以上有するために、酸変性ポリプロピレン、または酸変性ポリプロピレンの中和物1g当たり、−C(=O)−O−で表される基換算で総量0.05〜5ミリモル当量であることが好ましい。より好ましくは0.1〜4ミリモル当量、さらに好ましくは0.3〜3ミリモル当量である。上記のようなカルボン酸塩の含有量を分析する手法としては、ICP発光分析で塩を形成している金属種の検出を定量的に行う方法や、IR、NMRおよび元素分析等を用いてカルボン酸塩のカルボニル炭素の定量をおこなう方
法が挙げられる。−C(=O)−O−で表される基換算で総量が0.05ミリモル当量以下では、接着性を発揮しにくい傾向にあり、5ミリモル当量以上では酸変性ポリプロピレン、または酸変性ポリプロピレンの中和物がもろくなることがある。
【0039】
該多官能化合物をサイジング剤として、強化繊維に付与することで、添加量が少量であっても効果的に強化繊維表面の官能基等の表面特性に適合させて接着性およびコンポジット総合特性を向上させることができる。また、集束性、耐屈曲性や耐擦過性を改良し、高次加工工程において、毛羽、糸切れの発生を抑制しており、いわゆる糊剤、集束剤として高次加工性を向上させることもできる。
【0040】
サイジング剤付着量は、強化繊維のみの質量に対して、0.01質量%以上10質量%以下が好ましく、0.05質量%以上5質量%以下がより好ましく、0.1質量%以上2質量%以下付与することがさらに好ましい。0.01質量%以下では接着性向上効果が現れにくく、10質量%以上では、マトリックス樹脂の物性低下させることがある。
【0041】
また、サイジング剤には、ビスフェノール型エポキシ化合物、直鎖状低分子量エポキシ化合物、ポリエチレングリコール、ポリウレタン、ポリエステル、乳化剤あるいは界面活性剤など他の成分を粘度調整、耐擦過性向上、耐毛羽性向上、集束性向上、高次加工性向上等の目的で加えてもよい。
【0042】
サイジング剤の付与手段としては特に限定されるものではないが、例えばローラを介してサイジング液に浸漬する方法、サイジング液の付着したローラに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、強化繊維に対するサイジング剤有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤付与時に強化繊維を超音波で加振させることはより好ましい。
【0043】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤の熱劣化を防止し、サイジング処理された炭素繊維(B)で形成された強化繊維束が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0044】
サイジング剤に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメチルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。具体的には、乳化剤、界面活性剤としては、スチレン−無水マレイン酸共重合体、オレフィン−無水マレイン酸共重合体、ナフタレンスルホン酸塩のホルマリン縮合物、ポリアクリル酸ソーダ等のアニオン系乳化剤、ポリエチレンイミン、ポリビニルイミダゾリン等のカチオン系乳化剤、ノニルフェノールエチレンオキサイド付加物、ポリビニルアルコール、ポリオキシエチレンエーテルエステル共重合体、ソルビタンエステルエチルオキサイド付加物等のノニオン系乳化剤等を用いることができるが、相互作用の小さいノニオン系乳化剤が多官能化合物の接着性効果を阻害しにくく好ましい。
【0045】
本発明の(B)炭素繊維は成形品中で屈曲していることが必要である。ここで屈曲しているとは、炭素繊維が折損することなく直線では無い状態で存在していることを示す。より具体的には炭素繊維1本の両端の直線距離をL1、繊維長をL2とした場合に、その比率L2/L1を屈曲度として定義することができる。屈曲度が1の場合は直線であり、屈曲度が1を超え大きい数値になるほど屈曲度が高いと言える。具体的な定量方法としては、成形品をX線CT装置を用い、比破壊で成形品中の炭素繊維の空間的位置を特定し、その末端の空間座標を求めることでL1およびL2を特定することができる。成形品の任意の空間で最低500本の炭素繊維についてL1およびL2を求め、その重量平均を求めることで当該成形品の屈曲度とする。その重量平均は1.2以上であることが好ましく、より好ましくは1.4以上である。L2/L1の重量平均値が1.2未満の場合には、難燃性が低下することがあり好ましくない。炭素繊維が成形品中で屈曲して存在していることで、燃焼時に樹脂が溶融した際に炭素繊維の屈曲歪みが解放され、溶融表面に炭素繊維が現れ、それが難燃剤と相乗的に作用して難燃性を高めることができる。
【0046】
本発明の成形品中における(B)炭素繊維の繊維長には特に制限はないが、重量平均繊維長で0.4〜2.0mm、好ましくは0.5〜1.5mmであることが好ましい。繊維長が0.4mm未満であると、成形品中で屈曲させることが難しくなり、また2.0mmを超えると成形加工性に問題が出るので好ましくない。
【0047】
本発明の(B)炭素繊維を成形品中で屈曲させる方法についても、特に制限はないが、成形品を成形する際のポリプロピレン樹脂の配向を炭素繊維に伝播させることが重要である。このために炭素繊維が多官能化合物でサイジング処理されていることが好ましい。また、成形品の形状としても流動長が長く成形品の厚みが小さいなど成形時の樹脂圧力が高い状態であることが好ましい。また、(C)難燃剤成分が存在することも屈曲性を高めるために有効である。
【0048】
本発明で用いられる(C)難燃剤としては、公知の難燃剤を用いることができ、ハロゲン化合物、アンチモン化合物、リン化合物、窒素化合物、シリコーン化合物、フッ素化合物、金属水酸化物、ホウ素化合物などが挙げられる。
【0049】
かかるリン化合物とは、リンを含有する有機または無機化合物であれば特に制限はなく、例えばポリリン酸アンモニウム、ポリホスファゼン、ホスフェート、ホスホネート、ホスフィネート、ホスフィンオキシド、赤リンなどが挙げられ、これらを単独で用いても併用してもよい。中でもポリリン酸アンモニウム、芳香族ホスフェート、赤リンが好ましい。
【0050】
金属水酸化物としては水酸化マグネシウム、水酸化アルミニウムなどが挙げられる。
【0051】
ホウ素化合物としては、ホウ酸亜鉛などが挙げられ、リン化合物あるいは窒素化合物との併用も好ましく用いることができる。
【0052】
(A)〜(C)に加え、さらに(D)エラストマーを有していることが好ましい。本発明において、エラストマーとは、一般的にガラス転移温度が室温より低い重合体を含有し、分子間の一部が共有結合・イオン結合・ファンデルワールス力・絡み合い等により、互いに拘束されている重合体である。
【0053】
(D)エラストマーとしては、オレフィン系エラストマー、スチレン系エラストマー、ウレタン系エラストマー、エステル系エラストマー、アミド系エラストマー等が挙げられ、オレフィン系エラストマーとして具体的には、エチレン−α−オレフィン共重合体、エチレン−プロピレン−エチリデンノルボルネン共重合体、エチレン−プロピレン−ヘキサジエン共重合体などのエチレン−プロピレン非共役ジエン3元共重合体等が挙げられる。また、スチレン系エラストマーとして具体的には、スチレン−ブタジエン、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン−ブタジエン−スチレン、スチレン−エチレン−プロピレン−スチレンのランダム共重合体、およびブロック共重合体、該ブロック共重合体の水素添加物、アクリロニトリル−ブタジエン−スチレン共重合体等が挙げられる。中でも、オレフィン系エラストマーとしてエチレン−α−オレフィン共重合体は、ポリプロピレンとの相溶性がよいために、効果的に耐衝撃性を向上でき好ましい。
【0054】
これらのエラストマーは1種または2種以上を選択し用いることができる。
【0055】
また、(A)ポリプロピレン樹脂のSP値は種類によるが、この値は通常8〜9程度であることから、(D)エラストマーのSP値としては、6.5〜9.5であることが好ましく、7〜9であるとより好ましい。(D)のSP値が6.5〜9.5の範囲以外では、(A)ポリプロピレン樹脂と相溶しにくい傾向にあり、相溶しない場合、ポリプロピレン樹脂組成物の粘度が増加傾向にあるため、成形性が低下することがある。
【0056】
また本発明のポリプロピレン樹脂成形品には、本発明の目的を損なわない範囲で、他の充填材や添加剤を含有しても良い。これらの例としては、無機充填材、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤が挙げられる。
【0057】
本発明のポリプロピレン樹脂成形品は、少なくとも(A)ポリプロピレン樹脂、(B)炭素繊維、(C)難燃剤で構成される。このうち、(A),(B)および(C)の合計を100重量%として、(A)ポリプロピレン樹脂は40〜94.5重量%、好ましくは50〜90重量%、さらに好ましくは60〜80重量%である。40重量%未満では成形性が低下する傾向にあり、94.5%を超えると難燃性が低下する傾向にある。
【0058】
(B)炭素繊維は5〜40重量%、好ましくは10〜35重量%、より好ましくは15〜30重量%である。(B)炭素繊維が5重量%未満では、成形品の力学特性が不十分となる場合があり、40重量%を超えると射出成形などの成形加工の際に流動性が低下する場合がある。
【0059】
(C)難燃剤は0.5〜20重量%、好ましくは2〜15重量%、より好ましくは5〜12重量%である。(C)難燃剤が0.5重量%未満では、難燃性が低下し、20重量%を超えると成形性や機械特性が低下する場合がある。
【0060】
また、前記成分(A)〜(C)に加えて、成分(D)を含有させる場合、(A)〜(C)の合計100重量部に対し、(D)エラストマーは、0.01〜30重量部、好ましくは0.5〜20重量部、より好ましくは1〜15重量部である。(D)エラストマーが30重量部を超えると、成形品の力学特性を低下させる場合がある。
【0061】
本発明のポリプロピレン樹脂成形品に用いられる成形材料の形態としては、ペレット、スタンパブルシート、プリプレグ、SMC、BMC等を使用することができるが、最も望ましい成形材料は、射出成形に用いられるペレットである。前記ペレットは、一般的には、所望量の樹脂とフィラーや繊維のチョップド糸または連続繊維とを押出機中で混練し、押出、ペレタイズすることによって得られたものを指す。特に炭素繊維を用いた場合、前述のペレットは、ペレットの長手方向の長さより、ペレット中の繊維長さの方が短くなるが、本発明でいうペレットには、長繊維ペレットも含まれ、好ましく使用することができる。
【0062】
かかる長繊維ペレットとは、特公昭63−37694号公報に示されるような、繊維がペレットの長手方向に、ほぼ平行に配列し、ペレット中の繊維長さが、ペレット長さと同一またはそれ以上であるものを指す。この場合、樹脂は繊維束中に含浸されていても、繊維束に被覆されていてもよい。特に樹脂が被覆された長繊維ペレットの場合、繊維束には被覆されたものと同じか、あるいは被覆された樹脂よりも低粘度(または低分子量)の樹脂が、予め含浸されていてもよい。
【0063】
成形方法としてはプレス成形、トランスファー成形、射出成形や、これらの組合せ等が挙げられるが、成形品中で炭素繊維が屈曲した状態で存在させるため、成形時に樹脂組成物に配向が生じるように成形することが好ましい。この観点から射出成形が好ましく使用される。
【0064】
成形品としては、インストルメントパネル、ドアビーム、アンダーカバー、ランプハウジング、ペダルハウジング、ラジエータサポート、スペアタイヤカバー、フロントエンドなどの各種モジュール等の自動車部品に好適である。さらに電話、ファクシミリ、VTR、コピー機、テレビ、電子レンジ、音響機器、トイレタリー用品、冷蔵庫、エアコンなどの家庭・事務電気製品部品も挙げられる。またパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材なども挙げられる。強化繊維に導電性を有する炭素繊維を使用した場合に、このような電気・電子機器用部材では、電磁波シールド性が付与されるためにより好ましい。
【実施例】
【0065】
以下、実施例により本発明をさらに詳細に説明する。
【0066】
(1)難燃性
FMVSS No.302延焼試験に準拠し、角板(100mm×150mm×3mmt)を用いて、ガスバーナーの3cm炎を角板の端部に、着火するまで接炎し、端部から50mmの標線までの延焼速度を測定した。
延焼速度の判定は以下の基準でおこない、◎と○を合格とした。
◎:接炎着火後に3分以内に自己消火
○:接炎着火後に7分以内に自己消火
△:31秒〜60秒接炎で着火
×:15秒〜30秒接炎で着火。
【0067】
(2)曲げ試験
ISO 178に準拠し、3点曲げ試験冶具(圧子半径5mm)を用いて支点距離を64mmに設定し、試験速度2mm/minの試験条件にて曲げ強度および曲げ弾性率を測定した。試験機として、“インストロン(登録商標)”万能試験機5566型(インストロン社製)を用いた。
【0068】
(3)衝撃試験
ISO 179に準拠し、加工ノッチ付きシャルピー衝撃試験を行った。シャルピー試験機は、CEAST社製 RESIL25 を用いた。試験片寸法は、厚み4mm、幅10mm、長さ80mmの試験片を用いた。試験温度は常温(23℃)と低温(−40℃)で行った。温度調整はタバイ製 PU−1K型 恒温器を用いて、恒温器内で40min以上静置して、温度一定にした後、試験を行った。
【0069】
(4)炭素繊維の屈曲度
X線CT解析装置はヤマトマテリアル(株)製 TDM―1000ISを使用した。難燃性試験用の角板成形品中央部を、1cm×1cm角に切り出し、X線CT解析を行った。またX線CT解析の結果をもとに、繊維長測定プログラムを併用して、繊維長測定を行った。これにより、繊維端部間の直線距離:L1、実繊維長:L2を測定し、それを最低500本の繊維について実施、重量平均をもとめ屈曲度の平均値とした。
【0070】
参考例1.炭素繊維
ポリアクリロニトリルを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単糸数24,000本の連続炭素繊維を得た。この連続炭素繊維の特性は次に示す通りであった。
単繊維径:7μm
単位長さ当たりの質量:1.6g/m
比重:1.8
表面酸素濃度比 [O/C]:0.06
引張強度:4600MPa
引張弾性率:220GPa。
【0071】
参考例2.サイジング処理
多官能性化合物を2重量%になるように水に溶解、または分散させたサイジング剤母液を調整し、浸漬法により炭素繊維にサイジング剤を付与し、230℃で乾燥を行った。付着量は1.0重量%であった。
【0072】
実施例1
単軸押出機の吐出先端部に、溶融樹脂の被覆ダイス口を設置した、長繊維強化樹脂ペレット製造装置の、押出機シリンダー温度を220℃に設定し、ポリプロピレン樹脂(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしてメインホッパーから供給し、さらに(C)難燃剤としてリン酸トリオクチル(和光純薬工業(株)製試薬)もメインホッパーから供給し、スクリュー回転数200rpmで溶融させ、押出機より上流側から多官能化合物として、(a−1)グリセロールトリグリシジルエーテルを用いて、参考例1および参考例2から得られた連続炭素繊維束を、溶融樹脂をから吐出するダイス口(直径3mm)へ供給して、樹脂を被覆したストランドを冷却後、ペレタイザーでペレット長10mm長さに切断してペレット状の成形材料とした。供給は、炭素繊維の含有率が20重量%になるように調整した。
【0073】
次に押出工程で得られたペレット状の成形材料を、住友重機械工業社製SE75DUZ−C250型射出成形機を用いて、射出時間:10秒、保圧力:成形下限圧+10MPa、保圧時間:10秒、、シリンダー温度:230℃、金型温度:60℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた特性評価用試験片(成形品)を上記の射出成形品評価方法に従い評価した。評価結果を、まとめて表1に示した。
【0074】
実施例2
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの75重量%と、(C)難燃剤(c−1)リン酸トリオクチル(和光純薬工業(株)製試薬)5重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0075】
実施例3
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−2)ほう酸亜鉛(和光純薬工業(株)製試薬 ほう酸亜鉛3.5水和物)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0076】
実施例4
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの75重量%と、(C)難燃剤(c−2)ほう酸亜鉛(和光純薬工業(株)製試薬 ほう酸亜鉛3.5水和物)5重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0077】
実施例5
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−3)水酸化アルミニウム(昭和電工(株)製ハイジライトH−32I)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0078】
実施例6
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−4)ハイドロタルサイト(協和化学工業(株)製ハイドロタルサイト化合物DHT−4A)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0079】
実施例7
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−5)リン、窒素化合物((株)ADEKA製アデカスタブFP―2200)10重量%を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0080】
実施例8
実施例1の配合組成に加え(D)エラストマーとしてエチレン−αオレフィン共重合体(住友化学(株)製CX5505)を20重量部追加する以外は同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表1に記載した。
【0081】
比較例1
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの80質量%で、(C)難燃剤を添加しないこと以外は実施例1と同様にしてペレットを作成し、成形評価を行った。得られた成形品中の炭素繊維の割合は20質量%であり、(A)プロピレン樹脂は80質量%である。特性評価結果はまとめて表2に記載した。
【0082】
比較例2
日本製鋼所(株)TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)を使用し、(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−1)リン酸トリオクチル(和光純薬工業(株)製試薬)10重量%を、メインホッパーから供給し、次いで、その下流のサイドホッパーから(b)強化繊維として、(a)多官能化合物として、(a−1)グリセロールトリグリシジルエーテルを用いて、参考例1、から得られた連続炭素繊維束を、カートリッジカッターにて1/4インチにカットしたものを、供給し、バレル温度220℃、回転数150rpmで十分混練し、さらに下流の真空ベントより脱気を行った。供給は、重量フィーダーにより炭素繊維のみの含有率が20質量%になるように調整した。溶融樹脂をダイス口(直径5mm)から吐出し、得られたストランドを冷却後、カッターで切断してペレット状の成形材料を作成し、成形評価を行った。特性評価結果はまとめて表2に記載した。
【0083】
比較例3
実施例1と同様の配合処方、製造方法でペレット長10mm長さの長繊維ペレット成形材料を作製した。当該ペレットを熱板温度220℃に設定した加熱プレス機により、100mm×150mm×厚さ3mmの角板を成形し、燃焼試験を実施した。また同様にして機械物性測定用の試験片をプレス成形により作製し機械物性を評価した。特性評価結果はまとめて表2に記載した。
【0084】
比較例4
(A)ポリプロピレン樹脂に、プロピレン単独重合体(プライムポリマー(株)製プライムポリプロJ105G樹脂)とマレイン酸変性ポリプロピレン樹脂(三井化学(株)製アドマーQE840)を85:15の割合でペレットブレンドしたもの70重量%と、(C)難燃剤(c−1)リン酸トリオクチル(和光純薬工業(株)製試薬)10重量%を、また(b)炭素繊維の代替として、ガラス繊維(日東紡績(株)製 ガラスロービングRS240PE−535)を、用いた以外は実施例1と同様にしてペレットを作成し、成形評価を行った。特性評価結果はまとめて表2に記載した。
【0085】
【表1】
【0086】
【表2】
【産業上の利用可能性】
【0087】
本発明の炭素繊維強化ポリプロピレン樹脂成形品は、難燃性、成形性に優れており、強化繊維とポリプロピレン樹脂との界面接着性が良好であるため、曲げ特性や耐衝撃特性に優れるため、電気・電子機器、OA機器、家電機器または自動車の構造部品、内部部材および筐体などに好適に用いられる。
【符号の説明】
【0088】
A、B 成形品中の炭素繊維の末端
L1 成形品中の炭素繊維の両端の直線距離
L2 炭素繊維の繊維長
【特許請求の範囲】
【請求項1】
(A)、(B)および(C)の合計を100重量%として、(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含む炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
【請求項2】
成形品中における(B)炭素繊維の各繊維両端の直線距離をL1、繊維長をL2とし、その比率L2/L1を屈曲度とした場合、屈曲度の重量平均が1.2以上であることを特徴とする請求項1記載の炭素繊維強化ポリプロピレン樹脂成形品。
【請求項3】
(B)炭素繊維が多官能性化合物でサイジング処理されていることを特徴とする請求項1または2記載の炭素繊維強化ポリプロピレン樹脂成形品。
【請求項4】
前記(A)、(B)および(C)の合計100重量部に対して、(D)エラストマーを0.01〜30重量部を含む請求項1〜3のいずれかに記載の炭素繊維強化プロピレン系樹脂成形品。
【請求項5】
(A)ポリプロピレン樹脂、(B)炭素繊維、および(C)難燃剤を含む樹脂ペレットであって、(B)炭素繊維の繊維長が実質的にペレット長と等しい長繊維ペレットを射出成形することで得られることを特徴とする請求項1〜4のいずれかに記載の炭素繊維強化ポリプロピレン樹脂成形品。
【請求項1】
(A)、(B)および(C)の合計を100重量%として、(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含む炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
【請求項2】
成形品中における(B)炭素繊維の各繊維両端の直線距離をL1、繊維長をL2とし、その比率L2/L1を屈曲度とした場合、屈曲度の重量平均が1.2以上であることを特徴とする請求項1記載の炭素繊維強化ポリプロピレン樹脂成形品。
【請求項3】
(B)炭素繊維が多官能性化合物でサイジング処理されていることを特徴とする請求項1または2記載の炭素繊維強化ポリプロピレン樹脂成形品。
【請求項4】
前記(A)、(B)および(C)の合計100重量部に対して、(D)エラストマーを0.01〜30重量部を含む請求項1〜3のいずれかに記載の炭素繊維強化プロピレン系樹脂成形品。
【請求項5】
(A)ポリプロピレン樹脂、(B)炭素繊維、および(C)難燃剤を含む樹脂ペレットであって、(B)炭素繊維の繊維長が実質的にペレット長と等しい長繊維ペレットを射出成形することで得られることを特徴とする請求項1〜4のいずれかに記載の炭素繊維強化ポリプロピレン樹脂成形品。
【図1】

【図2】

【図2】
【公開番号】特開2012−116916(P2012−116916A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−266553(P2010−266553)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]