
炭素繊維強化樹脂板による鋼製材料の補修方法、及び補修された鋼製材料
【課題】炭素繊維強化樹脂板(CFRP板)を用いた鋼製構造物の疲労き裂の恒久的な補修方法を提供する。
【解決手段】鋼製材料1に導入された疲労き裂4の先端部にストップホール5を開孔し、該ストップホール5を覆って炭素繊維強化樹脂板(CFRP板)6を貼付し、また、き裂4を覆ってCFRP板7を貼付することで、より高い効果が得られる。
【解決手段】鋼製材料1に導入された疲労き裂4の先端部にストップホール5を開孔し、該ストップホール5を覆って炭素繊維強化樹脂板(CFRP板)6を貼付し、また、き裂4を覆ってCFRP板7を貼付することで、より高い効果が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼橋等の鋼製材料の補修に関し、疲労き裂の進展を簡便且つ効果的に補修する方法に関する。
【背景技術】
【0002】
近年、車両の大型化、交通量の増加に伴う振動、衝撃等による疲労、及び腐食などにより、鋼橋の各部材へ損傷が数多く報告されている。また、荷重増加に対処するため、補強を必要とする鋼橋も多くなっている。鋼部材に一旦疲労き裂が発生すると、徐々にき裂が進行し、主要部材が破断に至るおそれもある。特にき裂の発生箇所の多くは鋼板の溶接接合部に集中していることが知られている。
【0003】
このようなき裂の進展を抑えるため、き裂先端にストップホールを形成する応急補修工法が一般に実施されている。このようなストップホールを形成することで、き裂先端の応力集中が緩和されるためき裂の進展を一時的に止めることはできる。しかしながら、このストップホールはあくまでも応急的な処置であるため、その後、さらにき裂進展を抑制するための補修・補強が必要である。
【0004】
従来、このストップホールを利用して鋼板を高力ボルトにて締結したり、鋼板を更に溶接したりして添接する工法が主に行われていた。例えば、特許文献1には、面外ガセット部の端部に発生したき裂を補修するにあたり、き裂先端にストップホールを開け、特殊形状の座金(板材)を介在させて高力ボルトで締め付ける工法が開示されている。又、特許文献2には、板材を母材よりも硬度が高く、母材に作用する引張荷重に対して、圧縮応力を付与し得る方向に歯が形成された板材を介在させ、ストップホールを中心とした圧縮力を作用させて、疲労き裂の進展を確実に止める方法が開示されている。
【0005】
しかし、このような補修・補強を必要とする箇所は、部材の取り合いが複雑な狭隘な部分であることが多く、高力ボルト接合、溶接接合のいずれの場合においても作業性が極めて悪いという問題があった。又、特許文献2のように母材よりも硬い材料は重量的にも重く、締め付けボルトと合わせればさらに重量が増加するため、作業性や携行性等の点で改良の余地がある。そこで、簡便且つ効率的な施工方法が望まれている。
【0006】
このような要求に対し、特許文献3では、鋼製構造物の繰り返し応力の作用する部分に生じたき裂に、簡便に携行することができる繊維強化型合成樹脂シートを貼付して、発見されたき裂の進展を遅延させる方法が開示されている。ここでは、未硬化のプリプレグシートを用いて、鋼製構造物に貼付した後、熱や紫外線を照射して硬化させる方法が提案されている。実施例ではガラス繊維強化合成樹脂プリプレグを貼付し、き裂進展の遅延速度を測定している。補強シートを貼付しない場合に比較して、き裂進展速度が1/3程度に減速することが開示されている。
【0007】
しかしながら、該方法は、単にき裂の進展速度を抑えるというもので、恒久的な補修までのつなぎとして実施するものであり、恒久的な補修自体は上記従来工法に頼らざるを得ない。また、プリプレグを硬化させるために、熱や紫外線の照射が必要となり、特に狭隘な部分では十分な効果を得られないおそれがある。又、シートは柔軟性に富むため現場での加工性に優れるが、シートでは1枚あたりの繊維量が少ないことから十分な剛性を確保するためにはかなり積層する必要がある。
【0008】
本発明者らは、鋼製母材の面外にガセットプレートが回し溶接された、いわゆる面外ガセット部の止端部から発生したき裂の進展を抑制する簡便な方法として、略コの字状の炭素繊維強化樹脂板(以下、CFRP板という)による補修方法を提案している(特許文献4)。該方法によれば、特にコの字状に成形したCFRP板を面外ガセットのビード形状に沿って貼付することでき裂進展速度を効果的に遅延することができる。
【0009】
しかしながら、このような方法をもってしても、き裂の進展を完全に止めることはできず、さらに恒久的な対策としても期待できる、より効果的な補修方法が嘱望されている。
【特許文献1】特開平10−168817号公報
【特許文献2】特開2004−176254号公報
【特許文献3】特開2004−211338号公報
【特許文献4】特開2006−57352号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで本発明の目的は、鋼製材料に導入された疲労き裂のより簡便且つ効果的な補修方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するための本発明は、鋼製材料に導入された疲労き裂の先端部にストップホールを開孔し、該ストップホールを覆って鋼製材料上に少なくとも炭素繊維強化樹脂板(CFRP板)を貼付することを特徴とする鋼製材料の補修方法に関する。
【0012】
また、き裂上にも該き裂を覆ってCFRP板を貼付することで、より高い効果が得られ、ストップホール上とき裂上とで、それぞれ独立したCFRP板を貼付することが好ましい。
【発明の効果】
【0013】
本発明によれば、ストップホールによるき裂進展阻止とCFRP板による補強工法とを組み合わせたところ、単にこれらを組み合わせた場合に予測される以上の相乗効果が認められ、その結果、き裂進展の抑制に効果的な補強が極めて簡便な方法により可能となる。
【0014】
本発明で使用するCFRP板は、比重が鋼材の約1/5程度であるにもかかわらず、引張強度が鋼材の約6倍と高強度であり、容易に携行可能であり、又、接着剤を塗布して貼付するという簡便な方法であるため、狭隘な部分の補修も容易である。
【発明を実施するための最良の形態】
【0015】
本発明で補修対象となる鋼製材料は、き裂が発生したものであればいずれの鋼製材料にも適用可能であるが、以下の説明では、母材となる鋼材の側面に垂直にガセットプレートを溶接した、いわゆる面外ガセットにおいて、繰り返し作用する応力により溶接部に疲労き裂を生じたものについて説明する。このような面外ガセットにおいては、疲労き裂はガセットのすみ肉溶接部の止端部から発生しやすく、そのまま放置すればき裂が進展して母材の破壊を生ずるものである。
【0016】
まず、き裂の発見された鋼製材料に対して、従来工法と同様にストップホールを形成する。ストップホールの形状寸法は特に制限されるものではなく、補修する鋼材やき裂の状況に合わせて適宜調整すればよい。通常は、25mm程度の直径の孔をドリルであけ、グラインダー等でバリ取りやストップホール内の鏡面仕上げを行う。又、このような研磨後には、さびの発生を抑えるためにさび止め処理を行うことが好ましい。
【0017】
本発明では、このようにストップホールを形成した後、ストップホールを覆ってCFRP板を貼付する。通常は、ストップホールで進展を阻止したき裂の延長線に対して直交する方向にCFRP板の長手方向がくるように貼付することが好ましい。CFRP板の長手方向の側面の一部はき裂上にあっても良い。
【0018】
又、本発明では、き裂が拡張するのを抑制するように、き裂を覆ってCFRP板で補強することで、さらに高い効果が得られる。
【0019】
加えて、き裂全体を覆うCFRP板のはく離防止のためにストップホール上のCFRP板を積層することや、ストップホール先端からのき裂の再発生および進展に対処するためにストップホールの外側のき裂未進展部にもCFRP板を貼付することができる。
【0020】
面外ガセット部を有する鋼製材料の場合、き裂を覆うCFRP板の貼付位置は、特許文献4の図1に示すように、ガセットプレートの両側面及び止端部(長手方向の先端部)を覆うように積層して貼付することが好ましい。
【0021】
コの字スリット幅及びスリット長さの異なるCFRP板を積層して用い、各層のCFRP板がそれぞれ溶接ビードに密着するように上に積層するものほど、そのスリット幅及びスリット長さが小さくなるものを使用することが好ましい。また、予めコの字スリット幅及びスリット長さの異なるプリプレグシートを積層して積層体を得、加圧・加熱して樹脂を硬化させることにより一体成型した積層CFRP板とすることもできる。あるいは、単純に複数のプリプレグシートを積層して積層体を得、加圧・加熱して樹脂を硬化させることにより一体成型した積層CFRP板を得た後、切削等により溶接ビード形状に沿う形状に開口部を形成しても良い。
【0022】
本発明で使用するCFRP板は、例えば、JIS K 7073に準拠した炭素繊維強化樹脂の引張試験方法において、標準品(Sタイプ)では、1.52×105N/mm2以上、中弾性品(Mタイプ)では1.96×105N/mm2以上、高弾性品(Hタイプ)では2.94×105N/mm2以上の引張弾性率を有する材料を使用する。
【0023】
特に、CFRP板としては、連続的に炭素繊維をクリールスタンドから所定量繰り出し、引き揃え、レジンバスを通して加熱された成形型で硬化させる、いわゆる引抜成形により成型されるものが望ましい。また、一方向に引き揃えられた繊維に樹脂を含浸させたプリプレグシートを、所望の強度が得られるように所要枚数同一方向に積層して、この積層体を加圧・加熱して樹脂を硬化させることにより得ることもできる。
【0024】
このようなCFRP板の貼付には、常温硬化型の接着剤を用いる。一般的にCFRP板のマトリックス樹脂がエポキシ系樹脂であることから、エポキシ系接着剤を用いると好ましい結果が得られやすい。このような接着剤の接着強度としては、特に制限されるものではないが、貼付したCFRP板が容易に剥離しない強度であればよい。又、CFRP板貼付後にはみ出した接着剤は硬化前にふき取ることで容易に除去できる。
【0025】
又、CFRP板の貼付に先だって、貼付する鋼製材料の表面の塗装を剥がしたり、あるいは露出した鋼製材料表面に接着性改良剤、例えば、シランカップリング剤、チタネートカップリング剤等でカップリング処理することも有効である。
【0026】
面外ガセット構造の場合、溶接ビード部についても、その形状をグラインダー等で研磨して調整したり、あるいは、逆にCFRP板の溶接ビード当接部の形状を溶接ビードの形状に合うように研磨することにより、溶接ビード部とCFRP板との密着性をより良好なものとすることもできる。
【実施例】
【0027】
以下、実施例により本発明を具体的に説明するが、本発明は、これらの実施例のみに限定されるものではない。
【0028】
<試験片の作製>
図1に示すように、鋼板母材1(JIS SM400A,250×9×1030mm(中央部幅:300mm))の中央部の両面にガセットプレート2(JIS SM400A,100×9×140mm)を回し溶接してビード部3を形成し試験片を作製した。
【0029】
表1には、鋼板、CFRP板およびエポキシ樹脂接着剤の機械的性質を示す。試験方法については、まず、疲労実験により試験片の止端部よりき裂4を約33mmまで進展させた後、図2〜図4に示すような3つのケースの補修を行って、静的載荷試験、疲労試験を実施してその補修効果を比較した。具体的には、次のように補修を行った。
【0030】
(a) SH:ストップホール5(φ25)のみで補修したもの(図2)
(b) SHS:ストップホール5(φ25)の施工後、ストップホール5の直上に単層CFRP板6で補修したもの(図3)
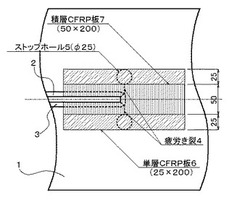
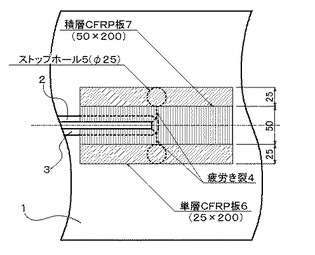
(c) SHMS:ストップホール5(φ25)の施工後、ストップホール5の直上に単層CFRP板6で、ビード形状に密着するように積層CFRP板7(5層)で補修したもの(図4)
【0031】
全ての実験シリーズを表2に示す。疲労試験には、容量750kNの電気油圧式サーボアクチュエーターを用い、載荷速度を2Hz、試験片の応力範囲Δσnを100MPaとした。なお、き裂の進展上の鋼板およびCFRP板の表面にひずみゲージを貼付して応力を計測した。さらに、き裂の開口変位を計測するためにクリップ型変位計を設置した。
【0032】
【表1】

【0033】
【表2】
【0034】
<静的載荷試験結果>
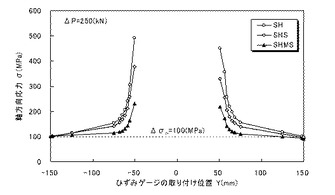
まず、Δσn=100MPa(ΔP=250kN)の載荷時におけるき裂進展上の鋼板のひずみ分布を図5に示す。同図より、ストップホールのみで補修したSHでは、一様な引張応力Δσnに対して最大応力は約5倍となる。さらに、ストップホールとCFRP板を併用することで、鋼板の最大応力を低減することができることが解る。SHMSの応力の低減効果は高く、ストップホールのみで補修したSHと比較して、最大応力は約50%低減されることも解る。
【0035】
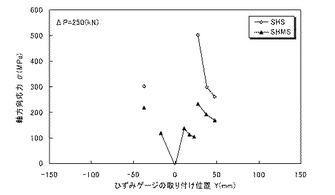
次に、図6にはCFRP板上の応力分布を示す。同図より、SHSではCFRP板に発生する応力は大きいが、SHMSでは積層部で効果的に作用応力を分担することから、単層部における応力の負担が低下することが解る。このように、SHMSでは、積層部と単層部のCFRP板により効果的に鋼板の応力が低減されることが解る。したがって、疲労強度も高くなることが予想される。
【0036】
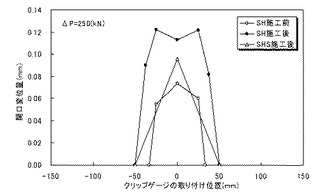
図7に、各シリーズの開口変位を示す。同図より、ストップホールの施工前(き裂長さ33mm時)と施工後(き裂長さ50mmに相当)を比較すると、施工後の開口変位量は大きくなる。SHSでは、中心位置の開口変位の低減効果は小さいことが解る。これに対し、SHMSでは、CFRP板で覆われているため、開口変位を計測できないが、鋼板の応力の低減効果から判断すれば、開口変位はSHSと比較してさらに低減されていることは容易に推察できる。
【0037】
<疲労試験結果>
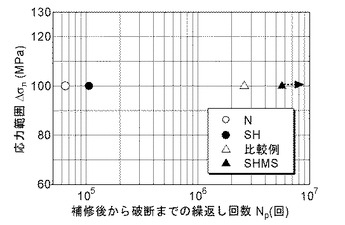
図8に、S−Np線図を示す。ここで、Npは、補修後(き裂長さ50mmに相当)から全破断までの繰り返し回数(余寿命)である。まず、無補修のNに対して、SHでは余寿命は1.6倍である。SHMSでは80倍以上に余寿命が延び、十分な補修効果のあることが解る。
【0038】
SHMSでは、Npが約47万回に達した時点で片側の積層CFRP板が、また、約430万回でもう一方の積層CFRP板が剥離した。しかしながら、Npが約565万回に達した時点でも、単層部のCFRP板のはく離やストップホール縁端からのき裂の再発生は確認されていない。すなわち、SHSの状態にあるといえ、その状態での補修効果が高いことが解る。
【0039】
特許文献4では、ストップホールを形成せずに、ガセット中心部に密着して接着した積層CFRP板で補修を行った場合について検討を行っている。試験片幅は異なるが、き裂長さを除いた残存幅で評価した場合、ほぼ同じであるため、参考までに比較例として示している。比較例では、応力範囲100MPaで約260万回の繰返し回数を達成している。これに対して、SHMSでは、特許文献4の場合(比較例)とSHとの効果の単純に組み合わせて予測できる回数を大きく上回って与寿命が大幅に延びており驚くべき効果であることが解る。
【0040】
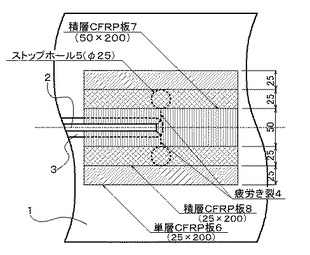
又、SHMSでは、ガセット中心部に接着した積層CFRP板とストップホールを併用する場合、ストップホール縁端の応力集中を低減する効果は高いものの、ストップホールの施工によって開口変位が大きくなるため、CFRP板がはく離しやすくなったものと考えられる。き裂全体を覆うCFRP板のはく離の防止と、ストップホールの先端からき裂が再発生および進展に対処するために、図9に一例を示すように、ストップホール上のCFRP板を積層することや、ストップホールの外側にCFRP板を貼付すれば、さらに効果的な補修が実現でき、恒久的な補修工法としても期待できる。
【0041】
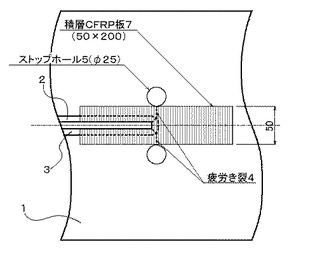
また、図10に示すように、ストップホール5を覆うことなく、き裂4上のみを積層CFRP板7で覆う補修工法が考えられる。この工法でも、ストップホールのみの補修より効果がある。この場合、SHMSで見られたようなCFRP板のはく離がより顕著になることが懸念されるが、接着剤や接着方法等の改良により、高い補修効果が期待できる。
【図面の簡単な説明】
【0042】
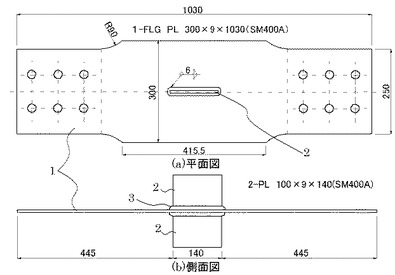
【図1】試験に使用した試験体の概要を説明する図であり、(a)は平面図、(b)側面図を示す。
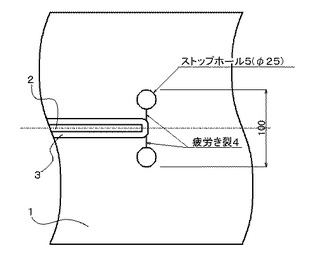
【図2】従来のストップホール(φ25)のみで補修した試験体(SH)の部分平面図である。
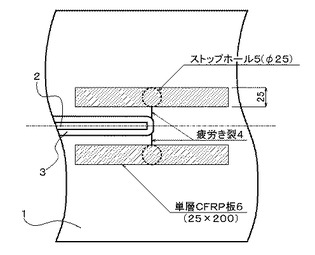
【図3】ストップホール(φ25)の施工後、ストップホールの直上に単層CFRP板で補修した試験体(SHS)の部分平面図である。
【図4】ストップホール(φ25)の施工後、ストップホールの直上に単層CFRP板で、き裂上を積層CFRP板で補修した試験体(SHMS)の部分平面図である。
【図5】Δσn=100MPa(ΔP=250kN)の載荷時におけるき裂進展上の鋼板のひずみ分布を示す図である。
【図6】CFRP板上の応力分布を示す図である。
【図7】実施例で実施した各シリーズの開口変位を示す図である。
【図8】応力範囲と補修後から破断までの繰返し回数Npとの関係のS−Np線図を示す。
【図9】ストップホール(φ25)の施工後、ストップホールの直上及びき裂上を積層CFRP板で補修し、ストップホールの外側を単層CFRP板で補修する形態を説明する部分平面図である。
【図10】ストップホール(φ25)の施工後、き裂上のみを積層CFRP板で補修する形態を説明する部分平面図である。
【符号の説明】
【0043】
1 母材
2 ガセットプレート
3 溶接ビード
4 き裂
5 ストップホール
6 単層CFRP板
7 積層CFRP板
8 積層CFRP板
【技術分野】
【0001】
本発明は、鋼橋等の鋼製材料の補修に関し、疲労き裂の進展を簡便且つ効果的に補修する方法に関する。
【背景技術】
【0002】
近年、車両の大型化、交通量の増加に伴う振動、衝撃等による疲労、及び腐食などにより、鋼橋の各部材へ損傷が数多く報告されている。また、荷重増加に対処するため、補強を必要とする鋼橋も多くなっている。鋼部材に一旦疲労き裂が発生すると、徐々にき裂が進行し、主要部材が破断に至るおそれもある。特にき裂の発生箇所の多くは鋼板の溶接接合部に集中していることが知られている。
【0003】
このようなき裂の進展を抑えるため、き裂先端にストップホールを形成する応急補修工法が一般に実施されている。このようなストップホールを形成することで、き裂先端の応力集中が緩和されるためき裂の進展を一時的に止めることはできる。しかしながら、このストップホールはあくまでも応急的な処置であるため、その後、さらにき裂進展を抑制するための補修・補強が必要である。
【0004】
従来、このストップホールを利用して鋼板を高力ボルトにて締結したり、鋼板を更に溶接したりして添接する工法が主に行われていた。例えば、特許文献1には、面外ガセット部の端部に発生したき裂を補修するにあたり、き裂先端にストップホールを開け、特殊形状の座金(板材)を介在させて高力ボルトで締め付ける工法が開示されている。又、特許文献2には、板材を母材よりも硬度が高く、母材に作用する引張荷重に対して、圧縮応力を付与し得る方向に歯が形成された板材を介在させ、ストップホールを中心とした圧縮力を作用させて、疲労き裂の進展を確実に止める方法が開示されている。
【0005】
しかし、このような補修・補強を必要とする箇所は、部材の取り合いが複雑な狭隘な部分であることが多く、高力ボルト接合、溶接接合のいずれの場合においても作業性が極めて悪いという問題があった。又、特許文献2のように母材よりも硬い材料は重量的にも重く、締め付けボルトと合わせればさらに重量が増加するため、作業性や携行性等の点で改良の余地がある。そこで、簡便且つ効率的な施工方法が望まれている。
【0006】
このような要求に対し、特許文献3では、鋼製構造物の繰り返し応力の作用する部分に生じたき裂に、簡便に携行することができる繊維強化型合成樹脂シートを貼付して、発見されたき裂の進展を遅延させる方法が開示されている。ここでは、未硬化のプリプレグシートを用いて、鋼製構造物に貼付した後、熱や紫外線を照射して硬化させる方法が提案されている。実施例ではガラス繊維強化合成樹脂プリプレグを貼付し、き裂進展の遅延速度を測定している。補強シートを貼付しない場合に比較して、き裂進展速度が1/3程度に減速することが開示されている。
【0007】
しかしながら、該方法は、単にき裂の進展速度を抑えるというもので、恒久的な補修までのつなぎとして実施するものであり、恒久的な補修自体は上記従来工法に頼らざるを得ない。また、プリプレグを硬化させるために、熱や紫外線の照射が必要となり、特に狭隘な部分では十分な効果を得られないおそれがある。又、シートは柔軟性に富むため現場での加工性に優れるが、シートでは1枚あたりの繊維量が少ないことから十分な剛性を確保するためにはかなり積層する必要がある。
【0008】
本発明者らは、鋼製母材の面外にガセットプレートが回し溶接された、いわゆる面外ガセット部の止端部から発生したき裂の進展を抑制する簡便な方法として、略コの字状の炭素繊維強化樹脂板(以下、CFRP板という)による補修方法を提案している(特許文献4)。該方法によれば、特にコの字状に成形したCFRP板を面外ガセットのビード形状に沿って貼付することでき裂進展速度を効果的に遅延することができる。
【0009】
しかしながら、このような方法をもってしても、き裂の進展を完全に止めることはできず、さらに恒久的な対策としても期待できる、より効果的な補修方法が嘱望されている。
【特許文献1】特開平10−168817号公報
【特許文献2】特開2004−176254号公報
【特許文献3】特開2004−211338号公報
【特許文献4】特開2006−57352号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで本発明の目的は、鋼製材料に導入された疲労き裂のより簡便且つ効果的な補修方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するための本発明は、鋼製材料に導入された疲労き裂の先端部にストップホールを開孔し、該ストップホールを覆って鋼製材料上に少なくとも炭素繊維強化樹脂板(CFRP板)を貼付することを特徴とする鋼製材料の補修方法に関する。
【0012】
また、き裂上にも該き裂を覆ってCFRP板を貼付することで、より高い効果が得られ、ストップホール上とき裂上とで、それぞれ独立したCFRP板を貼付することが好ましい。
【発明の効果】
【0013】
本発明によれば、ストップホールによるき裂進展阻止とCFRP板による補強工法とを組み合わせたところ、単にこれらを組み合わせた場合に予測される以上の相乗効果が認められ、その結果、き裂進展の抑制に効果的な補強が極めて簡便な方法により可能となる。
【0014】
本発明で使用するCFRP板は、比重が鋼材の約1/5程度であるにもかかわらず、引張強度が鋼材の約6倍と高強度であり、容易に携行可能であり、又、接着剤を塗布して貼付するという簡便な方法であるため、狭隘な部分の補修も容易である。
【発明を実施するための最良の形態】
【0015】
本発明で補修対象となる鋼製材料は、き裂が発生したものであればいずれの鋼製材料にも適用可能であるが、以下の説明では、母材となる鋼材の側面に垂直にガセットプレートを溶接した、いわゆる面外ガセットにおいて、繰り返し作用する応力により溶接部に疲労き裂を生じたものについて説明する。このような面外ガセットにおいては、疲労き裂はガセットのすみ肉溶接部の止端部から発生しやすく、そのまま放置すればき裂が進展して母材の破壊を生ずるものである。
【0016】
まず、き裂の発見された鋼製材料に対して、従来工法と同様にストップホールを形成する。ストップホールの形状寸法は特に制限されるものではなく、補修する鋼材やき裂の状況に合わせて適宜調整すればよい。通常は、25mm程度の直径の孔をドリルであけ、グラインダー等でバリ取りやストップホール内の鏡面仕上げを行う。又、このような研磨後には、さびの発生を抑えるためにさび止め処理を行うことが好ましい。
【0017】
本発明では、このようにストップホールを形成した後、ストップホールを覆ってCFRP板を貼付する。通常は、ストップホールで進展を阻止したき裂の延長線に対して直交する方向にCFRP板の長手方向がくるように貼付することが好ましい。CFRP板の長手方向の側面の一部はき裂上にあっても良い。
【0018】
又、本発明では、き裂が拡張するのを抑制するように、き裂を覆ってCFRP板で補強することで、さらに高い効果が得られる。
【0019】
加えて、き裂全体を覆うCFRP板のはく離防止のためにストップホール上のCFRP板を積層することや、ストップホール先端からのき裂の再発生および進展に対処するためにストップホールの外側のき裂未進展部にもCFRP板を貼付することができる。
【0020】
面外ガセット部を有する鋼製材料の場合、き裂を覆うCFRP板の貼付位置は、特許文献4の図1に示すように、ガセットプレートの両側面及び止端部(長手方向の先端部)を覆うように積層して貼付することが好ましい。
【0021】
コの字スリット幅及びスリット長さの異なるCFRP板を積層して用い、各層のCFRP板がそれぞれ溶接ビードに密着するように上に積層するものほど、そのスリット幅及びスリット長さが小さくなるものを使用することが好ましい。また、予めコの字スリット幅及びスリット長さの異なるプリプレグシートを積層して積層体を得、加圧・加熱して樹脂を硬化させることにより一体成型した積層CFRP板とすることもできる。あるいは、単純に複数のプリプレグシートを積層して積層体を得、加圧・加熱して樹脂を硬化させることにより一体成型した積層CFRP板を得た後、切削等により溶接ビード形状に沿う形状に開口部を形成しても良い。
【0022】
本発明で使用するCFRP板は、例えば、JIS K 7073に準拠した炭素繊維強化樹脂の引張試験方法において、標準品(Sタイプ)では、1.52×105N/mm2以上、中弾性品(Mタイプ)では1.96×105N/mm2以上、高弾性品(Hタイプ)では2.94×105N/mm2以上の引張弾性率を有する材料を使用する。
【0023】
特に、CFRP板としては、連続的に炭素繊維をクリールスタンドから所定量繰り出し、引き揃え、レジンバスを通して加熱された成形型で硬化させる、いわゆる引抜成形により成型されるものが望ましい。また、一方向に引き揃えられた繊維に樹脂を含浸させたプリプレグシートを、所望の強度が得られるように所要枚数同一方向に積層して、この積層体を加圧・加熱して樹脂を硬化させることにより得ることもできる。
【0024】
このようなCFRP板の貼付には、常温硬化型の接着剤を用いる。一般的にCFRP板のマトリックス樹脂がエポキシ系樹脂であることから、エポキシ系接着剤を用いると好ましい結果が得られやすい。このような接着剤の接着強度としては、特に制限されるものではないが、貼付したCFRP板が容易に剥離しない強度であればよい。又、CFRP板貼付後にはみ出した接着剤は硬化前にふき取ることで容易に除去できる。
【0025】
又、CFRP板の貼付に先だって、貼付する鋼製材料の表面の塗装を剥がしたり、あるいは露出した鋼製材料表面に接着性改良剤、例えば、シランカップリング剤、チタネートカップリング剤等でカップリング処理することも有効である。
【0026】
面外ガセット構造の場合、溶接ビード部についても、その形状をグラインダー等で研磨して調整したり、あるいは、逆にCFRP板の溶接ビード当接部の形状を溶接ビードの形状に合うように研磨することにより、溶接ビード部とCFRP板との密着性をより良好なものとすることもできる。
【実施例】
【0027】
以下、実施例により本発明を具体的に説明するが、本発明は、これらの実施例のみに限定されるものではない。
【0028】
<試験片の作製>
図1に示すように、鋼板母材1(JIS SM400A,250×9×1030mm(中央部幅:300mm))の中央部の両面にガセットプレート2(JIS SM400A,100×9×140mm)を回し溶接してビード部3を形成し試験片を作製した。
【0029】
表1には、鋼板、CFRP板およびエポキシ樹脂接着剤の機械的性質を示す。試験方法については、まず、疲労実験により試験片の止端部よりき裂4を約33mmまで進展させた後、図2〜図4に示すような3つのケースの補修を行って、静的載荷試験、疲労試験を実施してその補修効果を比較した。具体的には、次のように補修を行った。
【0030】
(a) SH:ストップホール5(φ25)のみで補修したもの(図2)
(b) SHS:ストップホール5(φ25)の施工後、ストップホール5の直上に単層CFRP板6で補修したもの(図3)
(c) SHMS:ストップホール5(φ25)の施工後、ストップホール5の直上に単層CFRP板6で、ビード形状に密着するように積層CFRP板7(5層)で補修したもの(図4)
【0031】
全ての実験シリーズを表2に示す。疲労試験には、容量750kNの電気油圧式サーボアクチュエーターを用い、載荷速度を2Hz、試験片の応力範囲Δσnを100MPaとした。なお、き裂の進展上の鋼板およびCFRP板の表面にひずみゲージを貼付して応力を計測した。さらに、き裂の開口変位を計測するためにクリップ型変位計を設置した。
【0032】
【表1】
【0033】
【表2】
【0034】
<静的載荷試験結果>
まず、Δσn=100MPa(ΔP=250kN)の載荷時におけるき裂進展上の鋼板のひずみ分布を図5に示す。同図より、ストップホールのみで補修したSHでは、一様な引張応力Δσnに対して最大応力は約5倍となる。さらに、ストップホールとCFRP板を併用することで、鋼板の最大応力を低減することができることが解る。SHMSの応力の低減効果は高く、ストップホールのみで補修したSHと比較して、最大応力は約50%低減されることも解る。
【0035】
次に、図6にはCFRP板上の応力分布を示す。同図より、SHSではCFRP板に発生する応力は大きいが、SHMSでは積層部で効果的に作用応力を分担することから、単層部における応力の負担が低下することが解る。このように、SHMSでは、積層部と単層部のCFRP板により効果的に鋼板の応力が低減されることが解る。したがって、疲労強度も高くなることが予想される。
【0036】
図7に、各シリーズの開口変位を示す。同図より、ストップホールの施工前(き裂長さ33mm時)と施工後(き裂長さ50mmに相当)を比較すると、施工後の開口変位量は大きくなる。SHSでは、中心位置の開口変位の低減効果は小さいことが解る。これに対し、SHMSでは、CFRP板で覆われているため、開口変位を計測できないが、鋼板の応力の低減効果から判断すれば、開口変位はSHSと比較してさらに低減されていることは容易に推察できる。
【0037】
<疲労試験結果>
図8に、S−Np線図を示す。ここで、Npは、補修後(き裂長さ50mmに相当)から全破断までの繰り返し回数(余寿命)である。まず、無補修のNに対して、SHでは余寿命は1.6倍である。SHMSでは80倍以上に余寿命が延び、十分な補修効果のあることが解る。
【0038】
SHMSでは、Npが約47万回に達した時点で片側の積層CFRP板が、また、約430万回でもう一方の積層CFRP板が剥離した。しかしながら、Npが約565万回に達した時点でも、単層部のCFRP板のはく離やストップホール縁端からのき裂の再発生は確認されていない。すなわち、SHSの状態にあるといえ、その状態での補修効果が高いことが解る。
【0039】
特許文献4では、ストップホールを形成せずに、ガセット中心部に密着して接着した積層CFRP板で補修を行った場合について検討を行っている。試験片幅は異なるが、き裂長さを除いた残存幅で評価した場合、ほぼ同じであるため、参考までに比較例として示している。比較例では、応力範囲100MPaで約260万回の繰返し回数を達成している。これに対して、SHMSでは、特許文献4の場合(比較例)とSHとの効果の単純に組み合わせて予測できる回数を大きく上回って与寿命が大幅に延びており驚くべき効果であることが解る。
【0040】
又、SHMSでは、ガセット中心部に接着した積層CFRP板とストップホールを併用する場合、ストップホール縁端の応力集中を低減する効果は高いものの、ストップホールの施工によって開口変位が大きくなるため、CFRP板がはく離しやすくなったものと考えられる。き裂全体を覆うCFRP板のはく離の防止と、ストップホールの先端からき裂が再発生および進展に対処するために、図9に一例を示すように、ストップホール上のCFRP板を積層することや、ストップホールの外側にCFRP板を貼付すれば、さらに効果的な補修が実現でき、恒久的な補修工法としても期待できる。
【0041】
また、図10に示すように、ストップホール5を覆うことなく、き裂4上のみを積層CFRP板7で覆う補修工法が考えられる。この工法でも、ストップホールのみの補修より効果がある。この場合、SHMSで見られたようなCFRP板のはく離がより顕著になることが懸念されるが、接着剤や接着方法等の改良により、高い補修効果が期待できる。
【図面の簡単な説明】
【0042】
【図1】試験に使用した試験体の概要を説明する図であり、(a)は平面図、(b)側面図を示す。
【図2】従来のストップホール(φ25)のみで補修した試験体(SH)の部分平面図である。
【図3】ストップホール(φ25)の施工後、ストップホールの直上に単層CFRP板で補修した試験体(SHS)の部分平面図である。
【図4】ストップホール(φ25)の施工後、ストップホールの直上に単層CFRP板で、き裂上を積層CFRP板で補修した試験体(SHMS)の部分平面図である。
【図5】Δσn=100MPa(ΔP=250kN)の載荷時におけるき裂進展上の鋼板のひずみ分布を示す図である。
【図6】CFRP板上の応力分布を示す図である。
【図7】実施例で実施した各シリーズの開口変位を示す図である。
【図8】応力範囲と補修後から破断までの繰返し回数Npとの関係のS−Np線図を示す。
【図9】ストップホール(φ25)の施工後、ストップホールの直上及びき裂上を積層CFRP板で補修し、ストップホールの外側を単層CFRP板で補修する形態を説明する部分平面図である。
【図10】ストップホール(φ25)の施工後、き裂上のみを積層CFRP板で補修する形態を説明する部分平面図である。
【符号の説明】
【0043】
1 母材
2 ガセットプレート
3 溶接ビード
4 き裂
5 ストップホール
6 単層CFRP板
7 積層CFRP板
8 積層CFRP板
【特許請求の範囲】
【請求項1】
鋼製材料に発生した疲労き裂の先端部にストップホールを開孔し、該ストップホールを覆って鋼製材料上に少なくとも炭素繊維強化樹脂板を貼付することを特徴とする鋼製材料の補修方法。
【請求項2】
前記鋼製材料に発生した疲労き裂の拡張を抑制するよう、前記き裂を覆って炭素繊維強化樹脂板を貼付することを特徴とする請求項1に記載の鋼製材料の補修方法。
【請求項3】
ストップホールを覆って貼付する炭素繊維強化樹脂板とき裂を覆って貼付する炭素繊維強化樹脂板とは、それぞれ独立した炭素繊維強化樹脂板を貼付したものである請求項2に記載の鋼製材料の補修方法。
【請求項4】
前記鋼製材料は、鋼製母材の面外にガセットプレートが回し溶接された面外ガセット構造を有し、ガセットプレート端部に発生した疲労き裂を覆い、溶接ビード部に密着して貼付された略コの字状の炭素繊維強化樹脂板と、き裂先端部に設けたストップホールを覆って貼付された別の炭素繊維強化樹脂板とを設けることを特徴とする請求項3に記載の鋼製材料の補修方法。
【請求項5】
炭素繊維強化樹脂板を、前記ストップホール外側のき裂未進展部にも貼付することを特徴とする請求項1乃至4のいずれか1項に記載の鋼製材料の補修方法。
【請求項6】
ストップホールを覆って貼付される炭素繊維強化樹脂板と、き裂未進展部に貼付される炭素繊維強化樹脂板とは、それぞれ独立した炭素繊維樹脂板を貼付したものである請求項5に記載の鋼製材料の補修方法。
【請求項7】
鋼製材料に発生した疲労き裂の先端部にストップホールを開孔し、前記き裂上のみを覆って炭素繊維強化樹脂板を貼付することを特徴とする鋼製材料の補修方法。
【請求項8】
請求項1乃至7のいずれか1項に記載の補修方法で補修された鋼製材料。
【請求項1】
鋼製材料に発生した疲労き裂の先端部にストップホールを開孔し、該ストップホールを覆って鋼製材料上に少なくとも炭素繊維強化樹脂板を貼付することを特徴とする鋼製材料の補修方法。
【請求項2】
前記鋼製材料に発生した疲労き裂の拡張を抑制するよう、前記き裂を覆って炭素繊維強化樹脂板を貼付することを特徴とする請求項1に記載の鋼製材料の補修方法。
【請求項3】
ストップホールを覆って貼付する炭素繊維強化樹脂板とき裂を覆って貼付する炭素繊維強化樹脂板とは、それぞれ独立した炭素繊維強化樹脂板を貼付したものである請求項2に記載の鋼製材料の補修方法。
【請求項4】
前記鋼製材料は、鋼製母材の面外にガセットプレートが回し溶接された面外ガセット構造を有し、ガセットプレート端部に発生した疲労き裂を覆い、溶接ビード部に密着して貼付された略コの字状の炭素繊維強化樹脂板と、き裂先端部に設けたストップホールを覆って貼付された別の炭素繊維強化樹脂板とを設けることを特徴とする請求項3に記載の鋼製材料の補修方法。
【請求項5】
炭素繊維強化樹脂板を、前記ストップホール外側のき裂未進展部にも貼付することを特徴とする請求項1乃至4のいずれか1項に記載の鋼製材料の補修方法。
【請求項6】
ストップホールを覆って貼付される炭素繊維強化樹脂板と、き裂未進展部に貼付される炭素繊維強化樹脂板とは、それぞれ独立した炭素繊維樹脂板を貼付したものである請求項5に記載の鋼製材料の補修方法。
【請求項7】
鋼製材料に発生した疲労き裂の先端部にストップホールを開孔し、前記き裂上のみを覆って炭素繊維強化樹脂板を貼付することを特徴とする鋼製材料の補修方法。
【請求項8】
請求項1乃至7のいずれか1項に記載の補修方法で補修された鋼製材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−46931(P2009−46931A)
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2007−215971(P2007−215971)
【出願日】平成19年8月22日(2007.8.22)
【出願人】(000004444)新日本石油株式会社 (1,898)
【出願人】(592173124)株式会社東京鐵骨橋梁 (11)
【出願人】(305027401)公立大学法人首都大学東京 (385)
【Fターム(参考)】
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成19年8月22日(2007.8.22)
【出願人】(000004444)新日本石油株式会社 (1,898)
【出願人】(592173124)株式会社東京鐵骨橋梁 (11)
【出願人】(305027401)公立大学法人首都大学東京 (385)
【Fターム(参考)】
[ Back to top ]