
炭素繊維複合材料の製造方法、炭素繊維複合材料及び油田装置
【課題】
カーボンナノファイバーとカーボンブラックとを用いた炭素繊維複合材料の製造方法及び炭素繊維複合材料並びに炭素繊維複合材料を用いた油田装置を提供する。
【解決手段】
本発明にかかる炭素繊維複合材料の製造方法は、工程(a)と、工程(b)と、工程(c)と、を含む。工程(a)は、第1のエラストマー30にカーボンナノファイバー80を混合した後、ロール間隔が0.5mm以下のオープンロール2を用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る。工程(b)は、第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る。工程(c)は、第1の複合エラストマーと第2の複合エラストマーとを混合して炭素繊維複合材料を得る。
カーボンナノファイバーとカーボンブラックとを用いた炭素繊維複合材料の製造方法及び炭素繊維複合材料並びに炭素繊維複合材料を用いた油田装置を提供する。
【解決手段】
本発明にかかる炭素繊維複合材料の製造方法は、工程(a)と、工程(b)と、工程(c)と、を含む。工程(a)は、第1のエラストマー30にカーボンナノファイバー80を混合した後、ロール間隔が0.5mm以下のオープンロール2を用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る。工程(b)は、第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る。工程(c)は、第1の複合エラストマーと第2の複合エラストマーとを混合して炭素繊維複合材料を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カーボンナノファイバーを用いた炭素繊維複合材料の製造方法、炭素繊維複合材料及び油田装置に関する。
【背景技術】
【0002】
従来、凝集しやすいカーボンナノファイバーを解繊して、エラストマーなどのマトリックス中に均一に分散させることは困難であったが、エラストマーに強いせん断力を加えることで、エラストマーの弾性と粘性とカーボンナノファイバーに対する化学的相互作用とによってカーボンナノファイバーを解繊してエラストマー中に均一に分散することができる画期的な炭素繊維複合材料の製造方法が提案されている(例えば、特許文献1参照)。
【0003】
さらに、多層カーボンナノチューブと天然ゴムとの複合材料を溶剤浸漬した変化を調べたところ、一本一本に解繊されて均一に分散した多層カーボンナノチューブは、16質量%以上の高充填率において連続立体構造(セルレーション)を形成することが判っている(例えば、非特許文献1参照)。この連続立体構造は、多層カーボンナノチューブとその表面に結合したゴムの界面相で形成され、高い弾性率と高い耐熱性を有していることが判っていた。しかしながら、多層カーボンナノチューブを大量に用いることは加工性が低下し、コストが高くなる傾向があった。
【0004】
また、エラストマーに対し、カーボンナノファイバーとカーボンブラックを適量配合することによって、広い温度範囲で熱膨張が小さく安定している炭素繊維複合材料が提案されている(例えば、特許文献2参照)。このような炭素繊維複合材料は、カーボンナノファイバーとカーボンブラックとが協働して連続立体構造を形成することによって、カーボンナノファイバーの配合量を少なくすることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−97525号公報
【特許文献2】特開2007−39649号公報
【非特許文献】
【0006】
【非特許文献1】炭素TANSO 2010No.244 147−152「多層カーボンナノチューブ/天然ゴム複合体の膨潤と界面の解析」
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、カーボンナノファイバーとカーボンブラックとを用いた炭素繊維複合材料の製造方法及び炭素繊維複合材料並びに炭素繊維複合材料を用いた油田装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明にかかる炭素繊維複合材料の製造方法は、
第1のエラストマーにカーボンナノファイバーを混合した後、ロール間隔が0.5mm以下のオープンロールを用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る工程(a)と、
第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程(b)と、
前記第1の複合エラストマーと前記第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程(c)と、
を含む。
【0009】
本発明にかかる炭素繊維複合材料の製造方法によれば、せん断疲労寿命が向上した炭素繊維複合材料を得ることができる。また、本発明にかかる炭素繊維複合材料の製造方法によれば、引張強さと破断伸びが向上した炭素繊維複合材料を得ることができる。また、本発明にかかる炭素繊維複合材料の製造方法によれば、カーボンナノファイバーの配合量の増加を抑えることで加工性の低下を防ぎ、コスト効果に優れることができる。
【0010】
本発明にかかる炭素繊維複合材料の製造方法において、
前記工程(a)は、前記第1のエラストマー100質量部に対して、カーボンナノファイバー60質量部以上100質量部以下が配合されることができる。
【0011】
本発明にかかる炭素繊維複合材料の製造方法において、
前記第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって150℃で測定した、未架橋体における、第1のスピン−スピン緩和時間(T2n)は100ないし3000μ秒であり、第2のスピン−スピン緩和時間(T2nn)は存在しないことができる。
【0012】
本発明にかかる炭素繊維複合材料の製造方法において、
前記工程(b)は、前記第2のエラストマー100質量部に対して、カーボンブラック20質量部以上150質量部以下が配合されることができる。
【0013】
本発明にかかる炭素繊維複合材料の製造方法において、
前記第1のエラストマー及び前記第2のエラストマーは、天然ゴムであることができる。
【0014】
本発明にかかる炭素繊維複合材料は、前記炭素繊維複合材料の製造方法で得られることができる。
【0015】
本発明にかかる油田装置は、前記炭素繊維複合材料を用いることができる。
【図面の簡単な説明】
【0016】
【図1】工程(a)を模式的に示す図である。
【図2】工程(a)を模式的に示す図である。
【図3】工程(a)を模式的に示す図である。
【図4】工程(b)を模式的に示す図である。
【図5】工程(b)を模式的に示す図である。
【図6】工程(b)を模式的に示す図である。
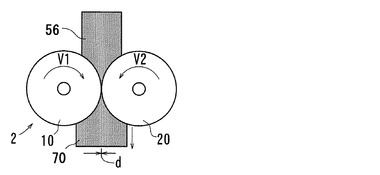
【図7】工程(c)を模式的に示す図である。
【図8】工程(c)を模式的に示す図である。
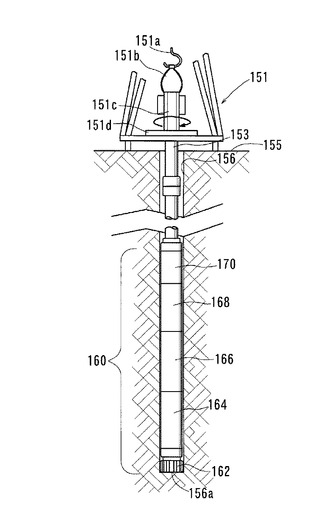
【図9】一実施の形態にかかる地下用途の検層装置を模式的に示す断面図である。
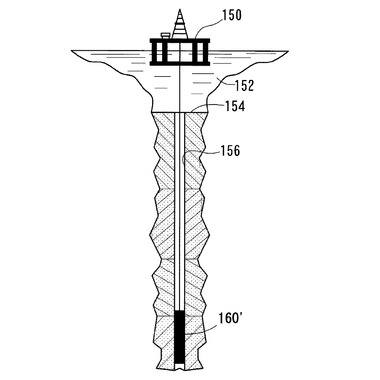
【図10】一実施の形態にかかる海底用途の検層装置を模式的に示す断面図である。
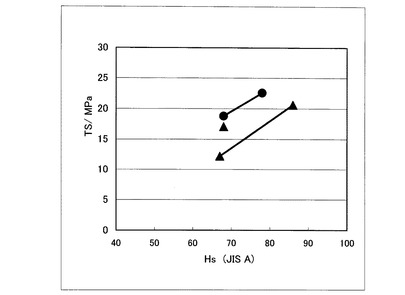
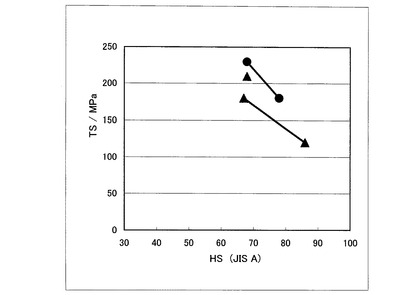
【図11】実施例1〜2及び比較例1〜3の硬度に対する引張強さを表わすグラフである。
【図12】実施例1〜2及び比較例1〜3の硬度に対する破断伸びを表わすグラフである。
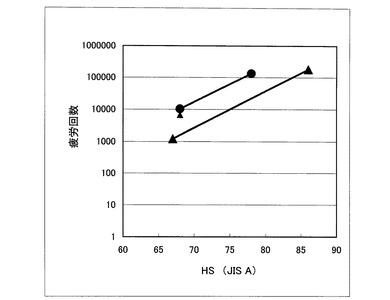
【図13】実施例1〜2及び比較例1〜3の硬度に対するせん断疲労寿命を表わすグラフである。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0018】
本発明の一実施の形態にかかる炭素繊維複合材料の製造方法は、第1のエラストマーにカーボンナノファイバーを混合した後、ロール間隔が0.5mm以下のオープンロールを用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る工程(a)と、第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程(b)と、前記第1の複合エラストマーと前記第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程(c)と、を含む。
【0019】
図1〜図3は、一実施の形態に係る炭素繊維複合材料の製造方法の工程(a)を模式的に示す図である。図4〜図6は、一実施の形態に係る炭素繊維複合材料の製造方法の工程(b)を模式的に示す図である。図7〜図8は、一実施の形態に係る炭素繊維複合材料の製造方法の工程(c)を模式的に示す図である。
【0020】
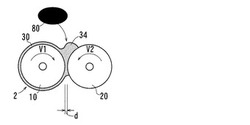
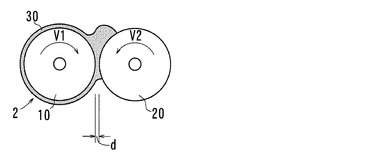
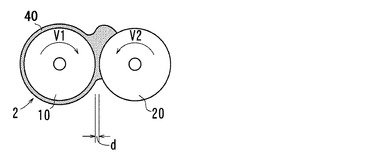
工程(a)は、例えば、図1〜図3に示すようにオープンロール2を用いて行うことができる。2本ロールのオープンロール2における第1のロール10と第2のロール20とは、所定の間隔d、例えば0.5mm〜1.5mmの間隔で配置され、矢印で示す方向に回転速度V1,V2で正転あるいは逆転で回転する。
【0021】
まず、図1に示すように、第1のロール10に巻き付けられた第1のエラストマー30の素練りを行ない、エラストマーの分子鎖を適度に切断してフリーラジカルを生成する。素練りによって生成されたエラストマーのフリーラジカルがカーボンナノファイバーと結びつきやすい状態となる。
【0022】
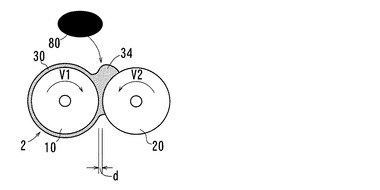
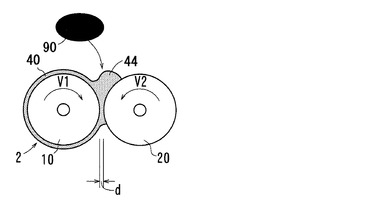
次に、図2に示すように、第1のロール10に巻き付けられた第1のエラストマー30のバンク34に、複数のカーボンナノファイバー80を投入し、混練して第1の混合物36を得ることができる。工程(a)における図1〜図2の第1の混合物36を得る工程については、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。
【0023】
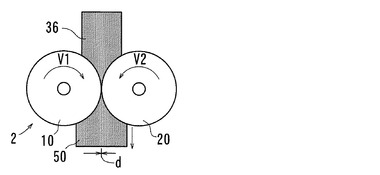
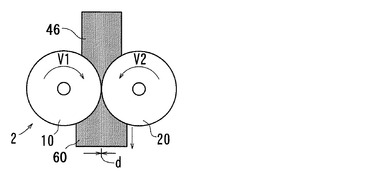
さらに、図3に示すように、第1のロール10と第2のロール20とのロール間隔dを、例えば0.5mm以下、より好ましくは0〜0.5mmの間隔に設定し、図2で得られた第1の混合物36をオープンロール2に投入して薄通しを1回〜複数回行なうことができる。薄通しの回数は、例えば1回〜10回程度行なうことができる。第1のロール10の表面速度をV1、第2のロール20の表面速度をV2とすると、薄通しにおける両者の表面速度比(V1/V2)は、1.05〜3.00であることができ、さらに1.05〜1.2であることが好ましい。このような表面速度比を用いることにより、所望の剪断力を得ることができる。このように狭いロール間から押し出された第1の複合エラストマー50は、さらに第1のエラストマー30の弾性による復元力で図3のように大きく変形し、その際に第1のエラストマー30と共にカーボンナノファイバーが大きく移動する。薄通しして得られた第1の複合エラストマー50は、ロールで圧延されて所定厚さ、例えば100μm〜500μmのシート状に分出しされる。この薄通しの工程では、できるだけ高い剪断力を得るために、ロール温度を例えば0〜50℃に設定して行うことができ、さらに5〜30℃の比較的低い温度に設定して行うことができる。第1のエラストマー30の実測温度も0〜50℃に調整されることができ、さらに5〜30℃調整されることができる。このような温度範囲に調整することによって、第1のエラストマー30の弾性を利用してカーボンナノファイバーを分散することができる。このようにして得られた剪断力により、第1のエラストマー30に高い剪断力が作用し、凝集していたカーボンナノファイバーが第1のエラストマーの分子に1本ずつ引き抜かれるように相互に分離し、第1のエラストマー30中に分散される。特に、第1のエラストマー30は、弾性と、粘性と、カーボンナノファイバーとの化学的相互作用と、を有するため、カーボンナノファイバーを容易に分散することができる。そして、カーボンナノファイバーの分散性および分散安定性(カーボンナノファイバーが再凝集しにくいこと)に優れた第1の複合エラストマー50を得ることができる。
【0024】
より具体的には、オープンロールで第1のエラストマーとカーボンナノファイバーとを混合すると、粘性を有する第1のエラストマーがカーボンナノファイバーの相互に侵入し、かつ、第1のエラストマーの分子の特定の部分が化学的相互作用によってカーボンナノファイバーの活性の高い部分と結合する。カーボンナノファイバーの表面が例えば酸化処理によって適度に活性が高いと、特に第1のエラストマーの分子と結合し易くできる。次に、第1のエラストマーに強い剪断力が作用すると、第1のエラストマーの分子の移動に伴ってカーボンナノファイバーも移動し、さらに剪断後の弾性による第1のエラストマーの復元力によって、凝集していたカーボンナノファイバーが分離されて、第1のエラストマー中に分散されることになる。特に、オープンロール法は、ロール温度の管理だけでなく、混合物の実際の温度を測定し管理することができるため、好ましい。
【0025】
工程(a)は、第1のエラストマー100質量部に対して、カーボンナノファイバー60質量部以上100質量部以下が配合されることができ、さらに70質量部以上90質量部以下であることができ、特に75質量部以上85質量部以下であることができる。第1のエラストマーとカーボンナノファイバーだけの第1の複合エラストマーを考えたときに、カーボンナノファイバーが60質量部以上であると、第1の複合エラストマー中におけるカーボンナノファイバーの配合量は約28質量%以上となる。第1の複合エラストマー中に所定量以上のカーボンナノファイバーが均一に分散することによって、カーボンナノファイバーとカーボンナノファイバーの周囲に形成された界面相とによって三次元の網目鎖構造を形成し、この網目鎖によって囲まれたエラストマーの領域が小さなセル(cell)構造を形成する。カーボンナノファイバーの配合量を増やしていくことで、小さなセル構造が寄り集まったセル構造の小集合体を形成し、その小集合体同士を結びつけるカーボンナノファイバーと界面相とが帯状になったタイ(tai)構造体を形成する。セル構造の小集合体とタイ構造体は、第1の複合エラストマーの物理的強度と化学的強度(化学薬品に対する耐性)に大きく影響すると考えられる。第1のエラストマー中におけるカーボンナノファイバーの配合量を増やすことで、小集合体とタイ構造体を増やすことになり、第1の複合エラストマーの物理的強度と化学的強度を向上させることができる。第1の複合エラストマー中にカーボンナノファイバーが60質量部(約37質量%)程度含まれると全体のおよそ80%程度がセル構造体であると考えられ、カーボンナノファイバーが80質量部を超えると加工が難しくなる傾向があり、100質量部以下であれば難しいものの加工可能である。逆に、第1の複合エラストマー中におけるカーボンナノファイバーの配合量が少なく、例えば、16.7質量%未満になると、セル構造の小集合体にもタイ構造体にもならないカーボンナノファイバーが比較的多く存在していると考えられる。このようなカーボンナノファイバーは物理的強度と化学的強度を向上させる上での欠陥部分となる傾向があると考えられる。したがって、第1のエラストマー100質量部に対してカーボンナノファイバーを60質量部以上配合した第1の複合エラストマーを用いると、このような欠陥部分が少ない炭素繊維複合材料を得ることができ、特に、80質量部前後でこのような欠陥部分が減少した炭素繊維複合材料を得ることができる。
【0026】
このようにして得られた第1の複合エラストマーは、炭素繊維複合材料を製造するためのマスターバッチとして使用することができ、炭素繊維複合材料中におけるカーボンナノファイバーの配合量を容易に調整することができる。特に、第1の複合エラストマーが完成度の高いセル構造体を有することによって、比較的高い物理的強度と化学的強度を有する炭素繊維複合材料を製造することができる。
【0027】
第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって150℃、観測核が1Hで測定した、無架橋体における、第1のスピン−スピン緩和時間(T2n)は100〜3000μ秒であり、第2のスピン−スピン緩和時間を有する成分の成分分率(fnn)は0〜0.2であることができ、特に、第2のスピン−スピン緩和時間を有する成分の成分分率(fnn)は0であることができる。第1の複合エラストマーの150℃で測定したT2n及びfnnは、マトリックスである第1のエラストマーにカーボンナノファイバーが均一に分散されていることを表すことができる。つまり、第1のエラストマーにカーボンナノファイバーが均一に分散されているということは、第1のエラストマーの分子がカーボンナノファイバーによって拘束されている状態であるともいえる。この状態では、カーボンナノファイバーによって拘束を受けた第1のエラストマーの分子の運動性は、カーボンナノファイバーの拘束を受けない場合に比べて小さくなる。そのため、第1の複合エラストマーの第1のスピン−スピン緩和時間(T2n)、第2のスピン−スピン緩和時間(T2nn)及びスピン−格子緩和時間(T1)は、カーボンナノファイバーを含まない第1のエラストマー単体の場合より短くなり、特にカーボンナノファイバーが均一に分散することでより短くなる。また、第1のエラストマーの分子がカーボンナノファイバーによって拘束された状態では、以下の理由によって、非ネットワーク成分(非網目鎖成分)は減少すると考えられる。すなわち、カーボンナノファイバーによって第1のエラストマーの分子運動性が全体的に低下すると、非ネットワーク成分は容易に運動できなくなる部分が増えて、ネットワーク成分と同等の挙動をしやすくなること、また、非ネットワーク成分(末端鎖)は動きやすいため、カーボンナノファイバーの活性点に吸着されやすくなること、などの理由によって、非ネットワーク成分は減少すると考えられる。そのため、第2のスピン−スピン緩和時間(T2nn)を有する成分の成分分率(fnn)は、fn+fnn=1であるので、カーボンナノファイバーを含まない第1のエラストマー単体の場合より小さくなり、fnnが0になることでセル構造体が完成体に近づくと考えられる。したがって、第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって得られる測定値が上記の範囲にあることによってカーボンナノファイバーが均一に分散されていることがわかり、セル構造体の完成度を推定することができる。
【0028】
工程(a)に用いる第1のエラストマーは、主鎖、側鎖および末端鎖の少なくともひとつに、カーボンナノファイバーの末端のラジカルに対して親和性を有する不飽和結合または基を有するか、もしくは、このようなラジカルまたは基を生成しやすい性質を有することができる。かかる不飽和結合または基としては、二重結合、三重結合、カルボニル基、カルボキシル基、水酸基、アミノ基、ニトリル基、ケトン基、アミド基、エポキシ基、エステル基、ビニル基、ハロゲン基、ウレタン基、ビューレット基、アロファネート基および尿素基などの官能基から選択される少なくともひとつであることができる。なお、第2のエラストマーは、第1のエラストマーと同じエラストマーであってもよいし、違うエラストマーであることもできる。
【0029】
カーボンナノファイバーは、先端が5員環が導入されて閉じた構造となっているため、ラジカルや官能基を生成しやすくなっている。第1のエラストマーの分子の主鎖、側鎖および末端鎖の少なくともひとつに、カーボンナノファイバーのラジカルと親和性(反応性または極性)が高い不飽和結合や基を有することにより、第1のエラストマーの分子とカーボンナノファイバーとを結合することができる。このことにより、カーボンナノファイバーの凝集力にうち勝ってその分散を容易にすることができる。そして、第1のエラストマーと、カーボンナノファイバーと、を混練する際に、第1のエラストマーの分子鎖が切断されて生成したフリーラジカルは、カーボンナノファイバーの欠陥を攻撃し、カーボンナノファイバーの表面にラジカルを生成すると推測できる。
【0030】
第1のエラストマー及び第2のエラストマーとしては、天然ゴム(NR)、エポキシ化天然ゴム(ENR)、スチレン−ブタジエンゴム(SBR)、ニトリルゴム(NBR)、クロロプレンゴム(CR)、エチレンプロピレンゴム(EPR,EPDM)、ブチルゴム(IIR)、クロロブチルゴム(CIIR)、アクリルゴム(ACM)、シリコーンゴム(Q)、フッ素ゴム(FKM)、ブタジエンゴム(BR)、エポキシ化ブタジエンゴム(EBR)、エピクロルヒドリンゴム(CO,CEO)、ウレタンゴム(U)、ポリスルフィドゴム(T)などのエラストマー類;オレフィン系(TPO)、ポリ塩化ビニル系(TPVC)、ポリエステル系(TPEE)、ポリウレタン系(TPU)、ポリアミド系(TPEA)、スチレン系(SBS)、などの熱可塑性エラストマー;およびこれらの混合物を用いることができる。第1のエラストマー及び第2のエラストマーは、ゴム系エラストマーあるいは熱可塑性エラストマーのいずれであってもよい。また、ゴム系エラストマーの場合、エラストマーは未架橋体が好ましい。
【0031】
カーボンナノファイバー80は、平均直径が0.5nm以上500nm以下であることができ、さらに平均直径が4nm以上250nm以下であることができ、特に平均直径が9nm以上100nm以下であることができる。カーボンナノファイバーの配合量にも大きく依存するが、カーボンナノファイバーの平均直径を変更することで三次元的な網状構造における空隙の大きさを制御することができると考えられる。すなわち、カーボンナノファイバーの平均直径が太くなると空隙が大きくなり、カーボンナノファイバーの平均直径が細くなると空隙は小さくなる傾向がある。カーボンナノファイバーの平均直径が0.5nm以上500nm以下であると市場で入手可能であり、本実施の形態で加工可能である。カーボンナノファイバーの平均直径は、繊維の外径である。カーボンナノファイバーは、ストレート繊維状、あるいは湾曲繊維状であることができる。カーボンナノファイバーの平均直径は、電子顕微鏡による例えば5,000倍の撮像(カーボンナノファイバーのサイズによって適宜倍率は変更できる)から200箇所以上の直径を計測し、その算術平均値として計算して得ることができる。
【0032】
カーボンナノファイバーとしては、例えば、いわゆるカーボンナノチューブなどが例示できる。カーボンナノチューブは、炭素六角網面のグラファイトの1枚面を1層に巻いた単層カーボンナノチューブ(シングルウォールカーボンナノチューブ:SWNT)、2層に巻いた2層カーボンナノチューブ(ダブルウォールカーボンナノチューブ:DWNT)、3層以上に巻いた多層カーボンナノチューブ(MWNT:マルチウォールカーボンナノチューブ)などが適宜用いられる。また、部分的にカーボンナノチューブの構造を有する炭素材料も使用することができる。なお、カーボンナノチューブという名称の他にグラファイトフィブリルナノチューブや気相成長炭素繊維といった名称で称されることもある。
【0033】
単層カーボンナノチューブもしくは多層カーボンナノチューブは、アーク放電法、レーザーアブレーション法、気相成長法などによって望ましいサイズに製造される。なお、カーボンナノファイバーは、エラストマーと混練される前に、あらかじめ表面処理、例えば、イオン注入処理、スパッタエッチング処理、プラズマ処理などを行うことによって、エラストマーとの接着性やぬれ性を改善することができる。
【0034】
工程(b)は、第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程である。工程(b)は、例えば、図4〜図6に示すようにオープンロール2を用いて行うことができる。オープンロール2については、図1〜図3と同じであるので、同じ符号を用いて、説明は省略する。
【0035】
図4に示すように、第1のロール10に巻き付けられた第2のエラストマー40の素練りを行ない、次に、図5に示すように、第1のロール10に巻き付けられた第2のエラストマー40のバンク44に、カーボンブラック90を投入し、混練して第2の混合物46を得ることができる。工程(b)における混合は、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。さらに、第2の混合物46を、図3において説明した方法と同様に、図6に示すオープンロール2に投入して薄通しを1回〜複数回行ない、第2の複合エラストマー60を得ることができる。薄通しの条件についても図3を用いて説明したとおりであるので、ここでの説明は省略する。工程(b)で得られた第2の複合エラストマー60は、カーボンナノファイバーと同様に、カーボンブラックを全体に均一に分散することができ、特に薄通しすることによってより均一にカーボンブラックを分散することができる。
【0036】
このようにして得られた第2の複合エラストマー60は、工程(c)において第1の複合エラストマーにカーボンブラック及び第2のエラストマーを混合するマスターバッチとして使用することができる。したがって、炭素繊維複合材料における第2の複合エラストマーの配合量を調整することで、比較的加工の難しい第1の複合エラストマーの配合量を調整することなく、炭素繊維複合材料の要求性能に合わせて製造することができる。
【0037】
カーボンブラックは、種々の原料を用いた種々のグレードのカーボンブラックを用いることができる。例えば、カーボンブラックとしては、SAF,ISAF,HAF,SRF,T,GPF,FT,MTなどの補強用カーボンブラックなどを用いることができる。カーボンブラックは、例えば、基本構成粒子の算術平均粒径が1nm〜10μmであることができ、さらに10nm〜500nmであることができ、特に20nm〜100nmであることができる。カーボンブラックの平均粒径が1nm以上10μm以下であれば補強効果が得ることができる。カーボンブラックの配合量は、特に限定されないが、例えば、第2のエラストマー100質量部に対して、カーボンブラックが5質量部以上100質量部以下であることができ、さらに10質量部〜80質量部であることができ、特に20質量部〜60質量部であることができる。カーボンブラックの配合量が5質量部以上であれば補強効果を得ることができ、100質量部以下であれば加工性を大きく低下させることなく製造することができる。
【0038】
第2のエラストマーとしては、第1のエラストマーについて例示したエラストマーを用いることができる。第2のエラストマーは、第1のエラストマーと同じエラストマーであってもよいし、違うエラストマーであることもできる。第1のエラストマー及び第2のエラストマーは、極性の同じエラストマーであることができ、例えば天然ゴムであることができる。第1のエラストマーと第2のエラストマーとが同じ極性であることで、第1のエラストマーと第2のエラストマーが全体に均一に混合され、カーボンナノファイバーによるセル構造の補強効果が炭素繊維複合材料全体に得ることができる。
【0039】
工程(c)は、第1の複合エラストマーと第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程である。工程(c)は、例えば、図7〜図8に示すようにオープンロール2を用いて行うことができる。オープンロール2については、図1〜図3と同じであるので、同じ符号を用いて、説明は省略する。
【0040】
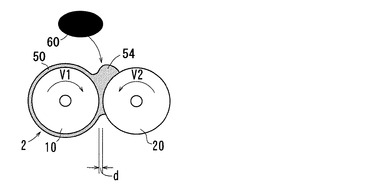
図7に示すように、第1のロール10に巻き付けられた第1の複合エラストマー50のバンク54に、第2の複合エラストマー60を投入し、混練して第3の混合物56を得ることができる。工程(b)における混合は、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。さらに、第3の混合物を、図3において説明した方法と同様に、図8に示すオープンロール2に投入して薄通しを1回〜複数回行ない、炭素繊維複合材料70を得ることができる。薄通しの条件についても図3を用いて説明したとおりであるので、ここでの説明は省略する。工程(c)で得られた炭素繊維複合材料70は、カーボンナノファイバーとカーボンブラックとを全体に均一に分散することができる。
【0041】
このようにして得られた炭素繊維複合材料70は、第1の複合エラストマーにおけるセル構造体をほとんど破壊することなく、カーボンブラックによって補強された第2の複合エラストマーを加えることができると考えられる。したがって、炭素繊維複合材料は、カーボンナノファイバーの使用量が少なくてもカーボンナノファイバーによる補強を効果的に得ることができる。特に、第1の複合エラストマーが第1のエラストマー100質量部に対してカーボンナノファイバーを60質量部以上配合されている場合には、第1の複合エラストマーにおける欠陥が少なく完成度の高いセル構造体を利用することで、比較的高い物理的強度と化学的強度を有する炭素繊維複合材料を製造することができる。特に、工程(c)において薄通しすることで、第1の複合エラストマーに対して、第2の複合エラストマー中の第2のエラストマー及びカーボンブラックを全体により均一に分散させることができ、炭素繊維複合材料におけるセル構造体及びタイ構造体による補強効果を効果的に得ることができる。
【0042】
炭素繊維複合材料は、パルス法NMRを用いてハーンエコー法によって150℃、観測核が1Hで測定した、無架橋体における、第1のスピン−スピン緩和時間(T2n)は100〜3000μ秒であり、第2のスピン−スピン緩和時間を有する成分の成分分率(fnn)は0〜0.2であることができる。炭素繊維複合材料は、第1のスピン−スピン緩和時間(T2n)が第1の複合エラストマーのそれより長くなり、第2のスピン−スピン緩和時間(T2nn)を有する成分の成分分率(fnn)が第1の複合エラストマーのそれよりも大きくなる。
【0043】
本発明の一実施の形態にかかる炭素繊維複合材料は、前記炭素繊維複合材料の製造方法で得られる。炭素繊維複合材料は、公知の方法で架橋することができる。このようにして得られた架橋した炭素繊維複合材料は、引張強さ、破断伸び及びせん断疲労寿命を向上することができる。特に、同じ硬度で比較した場合に、カーボンブラックをカーボンナノファイバーよりも先に混合した炭素繊維複合材料に比べて、第1の複合エラストマーと第2の複合エラストマーとを混合して得られた炭素繊維複合材料は引張強さ、破断伸び及びせん断疲労寿命が向上することができる。せん断疲労寿命は、炭素繊維複合材料の試験片にせん断応力を繰り返しかけて破断した回数によって測定することができる。
【0044】
ここで説明した炭素繊維複合材料の製造方法において、通常、エラストマーの加工で用いられる配合剤を加えることができる。配合剤としては公知のものを用いることができる。配合剤としては、例えば、架橋剤、加硫剤、加硫促進剤、加硫遅延剤、軟化剤、可塑剤、硬化剤、補強剤、充填剤、老化防止剤、着色剤、受酸剤などを挙げることができる。これらの配合剤は、混合の過程の適切な時期にエラストマーに投入することができる。
【0045】
本発明の一実施の形態にかかる油田装置(Oilfield Apparatus)について説明する。前記炭素繊維複合材料は、油田装置に用いることができる。油田装置としては、例えば、検層装置(logging tool)などに用いることができる。油田装置の代表的な実施形態について以下に説明する。
【0046】
検層装置は、例えば掘削された坑井(borehole)内及び坑井周辺の地層、油層などの物理的特性や坑井あるいはケーシングの幾何学的特性(孔径、方位、傾斜等)、油層の流れの挙動などを深度毎に記録するための装置であって、例えば油田(oilfield)において用いることができる。油田用途の検層装置としては、例えば、図7に示す地下(underground)用途と、図8に示す海底(subsea)用途と、を挙げることができる。検層装置には、ワイヤーライン検層(Wireline log/logging)や泥水検層(Mud logging)などがあり、測定機器が掘削編成に装備されている掘削同時検層(LWD:Logging While Drilling)や掘削同時測定(MWD:Measurement While Drilling)などがある。これらの検層装置は、地中の深い位置で作業するため、周囲環境はシール材などに用いられる炭素繊維複合材料にとって苛酷になり、例えば、高い引張強さ及び破断伸びが要求されることがあり、さらに、長いせん断疲労寿命が要求されることがある。
【0047】
図7は、一実施の形態にかかる地下用途の検層装置を模式的に示す断面図である。図8は、一実施の形態にかかる海底用途の検層装置を模式的に示す断面図である。
【0048】
図7に示すように、地表155における、掘削編成に装備された測定機器による地下資源の探査は、例えば坑井(borehole)156の上方に配置されたプラットホーム及びデリック編成151と、デリック編成151から地下に設けられた縦穴や横穴などで構成される坑井156内に配置された検層装置として例えば坑底機器編成(BHA:bottom hole assembly)160と、を有する。デリック編成151は、例えば、フック151aと、回転スイベル(rotary swivel)151bと、ケリー(kelly)151cと、回転テーブル151dと、を含むことができる。坑底機器編成160は、例えばデリック編成151から延びる長いドリル・ストリング(drill string)153の先端に固定される。ドリル・ストリング153の内部には、図示していないポンプから回転スイベル151bを介して泥水が送り込まれ、坑底機器編成160の流体駆動モータを駆動させることができる。坑底機器編成160は、複数のモジュールを有し、例えば、先端から順に、ドリルビット162、回転操作システム(RSS:rotary steerable system)164、マッドモータ(Mud moter)166、掘削同時測定モジュール168、及び掘削同時検層モジュール170を連結して有することができる。ドリルビット162は、坑井156の坑底部156aにおいて回転によって掘削を進めることができる。坑底機器編成(BHA:bottom hole assembly)160を坑井156へ進入させ、地中の地質構造などを探査し、目標物質である例えば石油の有無を探査する。
【0049】
掘削同時測定モジュール168は、ドリルカラー(drill collar)と呼ばれる厚い壁を有するパイプの壁部に設けられたチャンバー内に図示しないを掘削同時測定器具が配置されている。掘削同時測定器具は、電池、コンデンサ及び各種センサを探査の目的に合わせて選択して含み、例えば、方位、傾斜、ビットの向き、荷重、トルク、温度、圧力等の坑底データを計測するとともに、これらの計測データをリアルタイムに地上へ伝送することができる。
【0050】
掘削同時検層モジュール170は、ドリルカラー(drill collar)と呼ばれる厚い壁を有するパイプの壁部に設けられたチャンバー内に図示しない掘削同時検層機器が配置されている。掘削同時検層機器は、電池、コンデンサ及び各種センサを探査の目的に合わせて選択して含み、例えば、比抵抗、孔隙率、音波速度及びガンマ線等を測定し、物理検層データを取得することができ、この物理検層データをリアルタイムに地上へ伝送することができる。
【0051】
炭素繊維複合材料は、例えば、坑底機器編成160における動的シール部材、静的シール部材、マッドモータ166、パッカー、免振・放熱部材などに用いることができる。
【0052】
なお、坑底機器編成160は、一実施形態として、ドリルビット162と、回転操作システム164と、マッドモータ166と、掘削同時測定モジュール168と、掘削同時検層モジュール170と、を有する例について説明したが、これに限らず、検層用途に合わせて選択して組み合わせることができる。
【0053】
図8に示すように、海洋でのワイヤーライン検層を用いた地下資源の探査は、例えば海152に浮くプラットホーム150から海底154に設けられた縦穴や横穴などで構成される坑井156内に検層装置として例えばダウンホール装置(Downhole Apparatus)160’を進入させ、地中の地質構造などを探査し、目標物質である例えば石油の有無を探査する。ダウンホール装置160’は、例えばプラットホームから延びる長いケーブルもしくはコミュニケーション・リンクの先端に固定され、図示しない複数の圧力容器などの筐体を内部に有する。筐体の内部には、例えば電気検層(SP検層、ノルマル検層、インダクション検層、ラテロ検層、マイクロ比抵抗検層など)、放射能検層(ガンマ線検層、中性子検層、密度検層、核磁気共鳴検層など)、音波検層(弾性波検層、アレー音波検層、セメント・ボンド検層など)、地質情報検層(ディップメーター、FMIなど)、坑内地震探査(チェックショット速度検層、VSPなど)、サンプリング検層(サイドウォール・コアリング検層、流体分析検層、RFT,MDTなど)、補助検層(キャリパー(坑径)測定、坑井幾何学特性検層、温度検層など)、特殊目的検層(過酷条件下での検層(Logs in hostile environment)、掘削管経由検層(measurement through drill pipe)など)などの探査用電子機器が探査の目的に合わせて選択して封入されて配置され、地中の地質構造などを探査することが可能であるが、地下深く掘削された坑井156内部では高温にさらされるとともに、坑井156へ進入する際の振動や衝撃を受ける。
【0054】
炭素繊維複合材料は、例えば、ダウンホール装置160’における動的シール部材、静的シール部材、パッカー、免振・放熱部材などに用いることができる。
【0055】
なお、上記のように本発明の実施の形態について詳細に説明したが、本発明の新規事項及び効果から実体的に逸脱しない多くの変形が可能であることは当業者には容易に理解できよう。したがって、このような変形例はすべて、本発明の範囲に含まれるものとする。
【実施例】
【0056】
(1)実施例1〜2のサンプルの作成
工程(a):
6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に、100質量部(phr)の重量平均分子量が約300万の天然ゴムを投入して、ロールに巻き付かせ、5分間素練りした後、80質量部(phr)のカーボンナノファイバー(表1では「CNT」と示した)を投入し、第1の混合物をオープンロールから取り出した。そして、ロール間隔を0.1mm以下と狭くして、第1の混合物を再びオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた第1の複合エラストマー(表1では「MB1」で示した)を投入し、分出しした。実施例及び比較例のカーボンナノファイバーは平均直径が15nmであった。
【0057】
無架橋体の第1の複合エラストマー(MB1)について、パルス法NMRを用いてハーンエコー法による測定を行った。この測定は、日本電子(株)製「JMN−MU25」を用いて行った。測定は、観測核が1H、共鳴周波数が25MHz、90゜パルス幅が2μsecの条件で行い、ハーンエコー法のパルスシーケンス(90゜x−Pi−180゜x)にて、Piをいろいろ変えて減衰曲線を測定した。また、サンプルは、磁場の適正範囲までサンプル管に挿入して測定した。測定温度は、150℃であった。測定結果を表1にNMR測定値として示した。第1の複合エラストマー(MB1)の第2のスピン−スピン緩和時間(T2nn)は存在せず、第2のスピン−スピン緩和時間の成分分率(fnn)は0であった。
【0058】
【表1】

【0059】
工程(b):
6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に、300質量部(phr)の重量平均分子量が約300万の天然ゴムを投入して、ロールに巻き付かせ、5分間素練りした後、表2に示す質量部(phr)のカーボンブラック(表2では「CB」と示した)を投入し、第2の混合物をオープンロールから取り出した。そして、ロール間隔を0.1mm以下と狭くして、その第2の混合物を再びオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた第2の複合エラストマー(表2ではMB2,MB3で示した)を投入し、分出しした。カーボンブラックは、算術平均粒径が28nm、窒素吸着比表面積が79m2/gのHAFグレードであった。
【0060】
【表2】
【0061】
工程(c):
分出しされた第1の複合エラストマー(MB1)を再び6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に投入して、ロールに巻き付かせ、表2に示す配合で得られた第2の複合エラストマー(実施例1はMB2、実施例2はMB3)を所定量投入し、第3の混合物をオープンロールから取り出した。このときの配合は、第1、第2の複合エラストマーを合わせた天然ゴムの配合量を100質量部(phr)とすると、表3に示す通りの配合であった。そして、ロール間隔を0.1mm以下と狭くして、第3の混合物をオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた炭素繊維複合材料を投入し、分出しした。
【0062】
さらに、この炭素繊維複合材料に所定量の架橋剤を混合して分出し、金型にセットして165℃、100kgf/cm2にて20分間プレス架橋することで実施例1〜2の炭素繊維複合材料のサンプルを得た。
【0063】
(2)比較例1〜3のサンプルの作製
6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に、100質量部(phr)の重量平均分子量が約300万の天然ゴムを投入して、ロールに巻き付かせ、5分間素練りした後、表4に示す質量部(phr)のカーボンブラックを投入し混合した後、表4に示す質量部(phr)のカーボンナノファイバーを投入し、混合物をオープンロールから取り出した。そして、ロール間隔を0.1mm以下と狭くして、この混合物を再びオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた炭素繊維複合材料を投入し、分出しした。
【0064】
さらに、この炭素繊維複合材料に所定量の架橋剤を混合して分出しし、金型にセットして165℃、100kgf/cm2にて20分間プレス架橋することで比較例1〜3の炭素繊維複合材料のサンプルを得た。
【0065】
(3)パルス法NMRを用いた測定
架橋剤を配合していない無架橋体の実施例1〜2及び比較例1〜3の炭素繊維複合材料のサンプルについて、パルス法NMRを用いてハーンエコー法による測定を行った。この測定は、日本電子(株)製「JMN−MU25」を用いて行った。測定は、観測核が1H、共鳴周波数が25MHz、90゜パルス幅が2μsecの条件で行い、ハーンエコー法のパルスシーケンス(90゜x−Pi−180゜x)にて、Piをいろいろ変えて減衰曲線を測定した。また、サンプルは、磁場の適正範囲までサンプル管に挿入して測定した。測定温度は、150℃であった。測定結果を表3,4にNMR測定値として示した。
【0066】
(4)常態物性の測定
常態物性として、実施例1〜2及び比較例1〜3の架橋体の炭素繊維複合材料のサンプルについて、室温における硬度、引張強さ、破断伸び、50%及び100%モジュラスを測定した。測定結果を表3〜4に示した。また、測定結果を硬度と引張強さ、または、硬度と破断伸びとの関係を図11〜図12(実施例は●、比較例は▲)に示した。
ゴム硬度(表3〜4において「Hs(JIS−A)」で示した。)は、JIS K 6253に基づいて測定した。
引張強さ(表3〜4において「TS(MPa)」で示した。)、破断伸び(表3〜4において「EB(%)」で示した。)、50%伸び時の応力(表3〜4において「σ50(MPa)」で示した。)、及び100%伸び時の応力(表3〜4において「σ100(MPa)」で示した。)は、JIS6号形のダンベル形状に切り出した試験片について、島津製作所社製の引張試験機を用いて、23±2℃、引張速度500mm/minでJIS K6251に基づいて引張試験を行い測定した。なお、「σ50」及び「σ100」は、「50%モジュラス(M50)」及び「100%モジュラス(M100)」と呼ばれることがある。
【0067】
【表3】
【0068】
【表4】
【0069】
表3〜4及び図11〜12によれば、実施例1〜2と比較例1〜3を比較したところ、おおよそ同じ硬度であれば、実施例1,2の方が比較例1〜3のよりも引張強さ及び破断伸びの値が大きかった。特に、実施例1と比較例3とは配合は同じで混合方法が異なるだけであったが、硬度がほぼ同じであれば、引張強さ及び破断伸びの値が実施例1の方が大きかった。
【0070】
(5)せん断試験
実施例1〜2及び比較例1〜3の架橋体の炭素繊維複合材料のサンプルを角柱試験片(5mm×5mm×厚さ1mm)に切り出し、2個の試験片をダブルサンドイッチ法にて試験治具へ固定し、試験力(4MPa)を一定とし、周波数3Hz、室温でJIS−K6394の強制振動非共振方法を参考にせん断試験を行い、試験片が破壊した回数を測定した。測定結果を表5,6に「疲労回数」として示した。また、測定結果を硬度と疲労回数との関係をグラフとして図13(実施例は●、比較例は▲)に示した。
【0071】
【表5】
【0072】
【表6】
【0073】
表5,6及び図13によれば、実施例1〜2と比較例1〜3を比較したところ、おおよそ同じ硬度であれば、実施例1〜2の方が比較例1〜3のよりも疲労回数が大きかった。特に、実施例1と比較例3とは配合量が同じで混合方法が異なるだけであったが、硬度がほぼ同じであっても、実施例1の方が疲労回数が大きかった。
【符号の説明】
【0074】
2 オープンロール、10 第1のロール、20 第2のロール、30 第1のエラストマー、34 バンク、36 第1の混合物、40 第2のエラストマー、44 バンク、46 第2の混合物、50 第1の複合エラストマー、54 バンク、56 第3の混合物、60 第2の複合エラストマー、70 炭素繊維複合材料、80 カーボンナノファイバー、90カーボンブラック、V1,V2 回転速度、150 プラットホーム、151 デリック編成、151a フック、151b 回転スイベル、151c ケリー、151d 回転テーブル、152 海、153 ドリル・ストリング、154 海底、155 地表、156 坑井、156a 坑底部、160 坑底機器編成、160’ ダウンホール装置、162 ドリルビット、164 回転操作システム、166 マッドモータ、168 掘削同時測定モジュール、170 掘削同時検層モジュール
【技術分野】
【0001】
本発明は、カーボンナノファイバーを用いた炭素繊維複合材料の製造方法、炭素繊維複合材料及び油田装置に関する。
【背景技術】
【0002】
従来、凝集しやすいカーボンナノファイバーを解繊して、エラストマーなどのマトリックス中に均一に分散させることは困難であったが、エラストマーに強いせん断力を加えることで、エラストマーの弾性と粘性とカーボンナノファイバーに対する化学的相互作用とによってカーボンナノファイバーを解繊してエラストマー中に均一に分散することができる画期的な炭素繊維複合材料の製造方法が提案されている(例えば、特許文献1参照)。
【0003】
さらに、多層カーボンナノチューブと天然ゴムとの複合材料を溶剤浸漬した変化を調べたところ、一本一本に解繊されて均一に分散した多層カーボンナノチューブは、16質量%以上の高充填率において連続立体構造(セルレーション)を形成することが判っている(例えば、非特許文献1参照)。この連続立体構造は、多層カーボンナノチューブとその表面に結合したゴムの界面相で形成され、高い弾性率と高い耐熱性を有していることが判っていた。しかしながら、多層カーボンナノチューブを大量に用いることは加工性が低下し、コストが高くなる傾向があった。
【0004】
また、エラストマーに対し、カーボンナノファイバーとカーボンブラックを適量配合することによって、広い温度範囲で熱膨張が小さく安定している炭素繊維複合材料が提案されている(例えば、特許文献2参照)。このような炭素繊維複合材料は、カーボンナノファイバーとカーボンブラックとが協働して連続立体構造を形成することによって、カーボンナノファイバーの配合量を少なくすることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−97525号公報
【特許文献2】特開2007−39649号公報
【非特許文献】
【0006】
【非特許文献1】炭素TANSO 2010No.244 147−152「多層カーボンナノチューブ/天然ゴム複合体の膨潤と界面の解析」
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、カーボンナノファイバーとカーボンブラックとを用いた炭素繊維複合材料の製造方法及び炭素繊維複合材料並びに炭素繊維複合材料を用いた油田装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明にかかる炭素繊維複合材料の製造方法は、
第1のエラストマーにカーボンナノファイバーを混合した後、ロール間隔が0.5mm以下のオープンロールを用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る工程(a)と、
第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程(b)と、
前記第1の複合エラストマーと前記第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程(c)と、
を含む。
【0009】
本発明にかかる炭素繊維複合材料の製造方法によれば、せん断疲労寿命が向上した炭素繊維複合材料を得ることができる。また、本発明にかかる炭素繊維複合材料の製造方法によれば、引張強さと破断伸びが向上した炭素繊維複合材料を得ることができる。また、本発明にかかる炭素繊維複合材料の製造方法によれば、カーボンナノファイバーの配合量の増加を抑えることで加工性の低下を防ぎ、コスト効果に優れることができる。
【0010】
本発明にかかる炭素繊維複合材料の製造方法において、
前記工程(a)は、前記第1のエラストマー100質量部に対して、カーボンナノファイバー60質量部以上100質量部以下が配合されることができる。
【0011】
本発明にかかる炭素繊維複合材料の製造方法において、
前記第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって150℃で測定した、未架橋体における、第1のスピン−スピン緩和時間(T2n)は100ないし3000μ秒であり、第2のスピン−スピン緩和時間(T2nn)は存在しないことができる。
【0012】
本発明にかかる炭素繊維複合材料の製造方法において、
前記工程(b)は、前記第2のエラストマー100質量部に対して、カーボンブラック20質量部以上150質量部以下が配合されることができる。
【0013】
本発明にかかる炭素繊維複合材料の製造方法において、
前記第1のエラストマー及び前記第2のエラストマーは、天然ゴムであることができる。
【0014】
本発明にかかる炭素繊維複合材料は、前記炭素繊維複合材料の製造方法で得られることができる。
【0015】
本発明にかかる油田装置は、前記炭素繊維複合材料を用いることができる。
【図面の簡単な説明】
【0016】
【図1】工程(a)を模式的に示す図である。
【図2】工程(a)を模式的に示す図である。
【図3】工程(a)を模式的に示す図である。
【図4】工程(b)を模式的に示す図である。
【図5】工程(b)を模式的に示す図である。
【図6】工程(b)を模式的に示す図である。
【図7】工程(c)を模式的に示す図である。
【図8】工程(c)を模式的に示す図である。
【図9】一実施の形態にかかる地下用途の検層装置を模式的に示す断面図である。
【図10】一実施の形態にかかる海底用途の検層装置を模式的に示す断面図である。
【図11】実施例1〜2及び比較例1〜3の硬度に対する引張強さを表わすグラフである。
【図12】実施例1〜2及び比較例1〜3の硬度に対する破断伸びを表わすグラフである。
【図13】実施例1〜2及び比較例1〜3の硬度に対するせん断疲労寿命を表わすグラフである。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0018】
本発明の一実施の形態にかかる炭素繊維複合材料の製造方法は、第1のエラストマーにカーボンナノファイバーを混合した後、ロール間隔が0.5mm以下のオープンロールを用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る工程(a)と、第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程(b)と、前記第1の複合エラストマーと前記第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程(c)と、を含む。
【0019】
図1〜図3は、一実施の形態に係る炭素繊維複合材料の製造方法の工程(a)を模式的に示す図である。図4〜図6は、一実施の形態に係る炭素繊維複合材料の製造方法の工程(b)を模式的に示す図である。図7〜図8は、一実施の形態に係る炭素繊維複合材料の製造方法の工程(c)を模式的に示す図である。
【0020】
工程(a)は、例えば、図1〜図3に示すようにオープンロール2を用いて行うことができる。2本ロールのオープンロール2における第1のロール10と第2のロール20とは、所定の間隔d、例えば0.5mm〜1.5mmの間隔で配置され、矢印で示す方向に回転速度V1,V2で正転あるいは逆転で回転する。
【0021】
まず、図1に示すように、第1のロール10に巻き付けられた第1のエラストマー30の素練りを行ない、エラストマーの分子鎖を適度に切断してフリーラジカルを生成する。素練りによって生成されたエラストマーのフリーラジカルがカーボンナノファイバーと結びつきやすい状態となる。
【0022】
次に、図2に示すように、第1のロール10に巻き付けられた第1のエラストマー30のバンク34に、複数のカーボンナノファイバー80を投入し、混練して第1の混合物36を得ることができる。工程(a)における図1〜図2の第1の混合物36を得る工程については、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。
【0023】
さらに、図3に示すように、第1のロール10と第2のロール20とのロール間隔dを、例えば0.5mm以下、より好ましくは0〜0.5mmの間隔に設定し、図2で得られた第1の混合物36をオープンロール2に投入して薄通しを1回〜複数回行なうことができる。薄通しの回数は、例えば1回〜10回程度行なうことができる。第1のロール10の表面速度をV1、第2のロール20の表面速度をV2とすると、薄通しにおける両者の表面速度比(V1/V2)は、1.05〜3.00であることができ、さらに1.05〜1.2であることが好ましい。このような表面速度比を用いることにより、所望の剪断力を得ることができる。このように狭いロール間から押し出された第1の複合エラストマー50は、さらに第1のエラストマー30の弾性による復元力で図3のように大きく変形し、その際に第1のエラストマー30と共にカーボンナノファイバーが大きく移動する。薄通しして得られた第1の複合エラストマー50は、ロールで圧延されて所定厚さ、例えば100μm〜500μmのシート状に分出しされる。この薄通しの工程では、できるだけ高い剪断力を得るために、ロール温度を例えば0〜50℃に設定して行うことができ、さらに5〜30℃の比較的低い温度に設定して行うことができる。第1のエラストマー30の実測温度も0〜50℃に調整されることができ、さらに5〜30℃調整されることができる。このような温度範囲に調整することによって、第1のエラストマー30の弾性を利用してカーボンナノファイバーを分散することができる。このようにして得られた剪断力により、第1のエラストマー30に高い剪断力が作用し、凝集していたカーボンナノファイバーが第1のエラストマーの分子に1本ずつ引き抜かれるように相互に分離し、第1のエラストマー30中に分散される。特に、第1のエラストマー30は、弾性と、粘性と、カーボンナノファイバーとの化学的相互作用と、を有するため、カーボンナノファイバーを容易に分散することができる。そして、カーボンナノファイバーの分散性および分散安定性(カーボンナノファイバーが再凝集しにくいこと)に優れた第1の複合エラストマー50を得ることができる。
【0024】
より具体的には、オープンロールで第1のエラストマーとカーボンナノファイバーとを混合すると、粘性を有する第1のエラストマーがカーボンナノファイバーの相互に侵入し、かつ、第1のエラストマーの分子の特定の部分が化学的相互作用によってカーボンナノファイバーの活性の高い部分と結合する。カーボンナノファイバーの表面が例えば酸化処理によって適度に活性が高いと、特に第1のエラストマーの分子と結合し易くできる。次に、第1のエラストマーに強い剪断力が作用すると、第1のエラストマーの分子の移動に伴ってカーボンナノファイバーも移動し、さらに剪断後の弾性による第1のエラストマーの復元力によって、凝集していたカーボンナノファイバーが分離されて、第1のエラストマー中に分散されることになる。特に、オープンロール法は、ロール温度の管理だけでなく、混合物の実際の温度を測定し管理することができるため、好ましい。
【0025】
工程(a)は、第1のエラストマー100質量部に対して、カーボンナノファイバー60質量部以上100質量部以下が配合されることができ、さらに70質量部以上90質量部以下であることができ、特に75質量部以上85質量部以下であることができる。第1のエラストマーとカーボンナノファイバーだけの第1の複合エラストマーを考えたときに、カーボンナノファイバーが60質量部以上であると、第1の複合エラストマー中におけるカーボンナノファイバーの配合量は約28質量%以上となる。第1の複合エラストマー中に所定量以上のカーボンナノファイバーが均一に分散することによって、カーボンナノファイバーとカーボンナノファイバーの周囲に形成された界面相とによって三次元の網目鎖構造を形成し、この網目鎖によって囲まれたエラストマーの領域が小さなセル(cell)構造を形成する。カーボンナノファイバーの配合量を増やしていくことで、小さなセル構造が寄り集まったセル構造の小集合体を形成し、その小集合体同士を結びつけるカーボンナノファイバーと界面相とが帯状になったタイ(tai)構造体を形成する。セル構造の小集合体とタイ構造体は、第1の複合エラストマーの物理的強度と化学的強度(化学薬品に対する耐性)に大きく影響すると考えられる。第1のエラストマー中におけるカーボンナノファイバーの配合量を増やすことで、小集合体とタイ構造体を増やすことになり、第1の複合エラストマーの物理的強度と化学的強度を向上させることができる。第1の複合エラストマー中にカーボンナノファイバーが60質量部(約37質量%)程度含まれると全体のおよそ80%程度がセル構造体であると考えられ、カーボンナノファイバーが80質量部を超えると加工が難しくなる傾向があり、100質量部以下であれば難しいものの加工可能である。逆に、第1の複合エラストマー中におけるカーボンナノファイバーの配合量が少なく、例えば、16.7質量%未満になると、セル構造の小集合体にもタイ構造体にもならないカーボンナノファイバーが比較的多く存在していると考えられる。このようなカーボンナノファイバーは物理的強度と化学的強度を向上させる上での欠陥部分となる傾向があると考えられる。したがって、第1のエラストマー100質量部に対してカーボンナノファイバーを60質量部以上配合した第1の複合エラストマーを用いると、このような欠陥部分が少ない炭素繊維複合材料を得ることができ、特に、80質量部前後でこのような欠陥部分が減少した炭素繊維複合材料を得ることができる。
【0026】
このようにして得られた第1の複合エラストマーは、炭素繊維複合材料を製造するためのマスターバッチとして使用することができ、炭素繊維複合材料中におけるカーボンナノファイバーの配合量を容易に調整することができる。特に、第1の複合エラストマーが完成度の高いセル構造体を有することによって、比較的高い物理的強度と化学的強度を有する炭素繊維複合材料を製造することができる。
【0027】
第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって150℃、観測核が1Hで測定した、無架橋体における、第1のスピン−スピン緩和時間(T2n)は100〜3000μ秒であり、第2のスピン−スピン緩和時間を有する成分の成分分率(fnn)は0〜0.2であることができ、特に、第2のスピン−スピン緩和時間を有する成分の成分分率(fnn)は0であることができる。第1の複合エラストマーの150℃で測定したT2n及びfnnは、マトリックスである第1のエラストマーにカーボンナノファイバーが均一に分散されていることを表すことができる。つまり、第1のエラストマーにカーボンナノファイバーが均一に分散されているということは、第1のエラストマーの分子がカーボンナノファイバーによって拘束されている状態であるともいえる。この状態では、カーボンナノファイバーによって拘束を受けた第1のエラストマーの分子の運動性は、カーボンナノファイバーの拘束を受けない場合に比べて小さくなる。そのため、第1の複合エラストマーの第1のスピン−スピン緩和時間(T2n)、第2のスピン−スピン緩和時間(T2nn)及びスピン−格子緩和時間(T1)は、カーボンナノファイバーを含まない第1のエラストマー単体の場合より短くなり、特にカーボンナノファイバーが均一に分散することでより短くなる。また、第1のエラストマーの分子がカーボンナノファイバーによって拘束された状態では、以下の理由によって、非ネットワーク成分(非網目鎖成分)は減少すると考えられる。すなわち、カーボンナノファイバーによって第1のエラストマーの分子運動性が全体的に低下すると、非ネットワーク成分は容易に運動できなくなる部分が増えて、ネットワーク成分と同等の挙動をしやすくなること、また、非ネットワーク成分(末端鎖)は動きやすいため、カーボンナノファイバーの活性点に吸着されやすくなること、などの理由によって、非ネットワーク成分は減少すると考えられる。そのため、第2のスピン−スピン緩和時間(T2nn)を有する成分の成分分率(fnn)は、fn+fnn=1であるので、カーボンナノファイバーを含まない第1のエラストマー単体の場合より小さくなり、fnnが0になることでセル構造体が完成体に近づくと考えられる。したがって、第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって得られる測定値が上記の範囲にあることによってカーボンナノファイバーが均一に分散されていることがわかり、セル構造体の完成度を推定することができる。
【0028】
工程(a)に用いる第1のエラストマーは、主鎖、側鎖および末端鎖の少なくともひとつに、カーボンナノファイバーの末端のラジカルに対して親和性を有する不飽和結合または基を有するか、もしくは、このようなラジカルまたは基を生成しやすい性質を有することができる。かかる不飽和結合または基としては、二重結合、三重結合、カルボニル基、カルボキシル基、水酸基、アミノ基、ニトリル基、ケトン基、アミド基、エポキシ基、エステル基、ビニル基、ハロゲン基、ウレタン基、ビューレット基、アロファネート基および尿素基などの官能基から選択される少なくともひとつであることができる。なお、第2のエラストマーは、第1のエラストマーと同じエラストマーであってもよいし、違うエラストマーであることもできる。
【0029】
カーボンナノファイバーは、先端が5員環が導入されて閉じた構造となっているため、ラジカルや官能基を生成しやすくなっている。第1のエラストマーの分子の主鎖、側鎖および末端鎖の少なくともひとつに、カーボンナノファイバーのラジカルと親和性(反応性または極性)が高い不飽和結合や基を有することにより、第1のエラストマーの分子とカーボンナノファイバーとを結合することができる。このことにより、カーボンナノファイバーの凝集力にうち勝ってその分散を容易にすることができる。そして、第1のエラストマーと、カーボンナノファイバーと、を混練する際に、第1のエラストマーの分子鎖が切断されて生成したフリーラジカルは、カーボンナノファイバーの欠陥を攻撃し、カーボンナノファイバーの表面にラジカルを生成すると推測できる。
【0030】
第1のエラストマー及び第2のエラストマーとしては、天然ゴム(NR)、エポキシ化天然ゴム(ENR)、スチレン−ブタジエンゴム(SBR)、ニトリルゴム(NBR)、クロロプレンゴム(CR)、エチレンプロピレンゴム(EPR,EPDM)、ブチルゴム(IIR)、クロロブチルゴム(CIIR)、アクリルゴム(ACM)、シリコーンゴム(Q)、フッ素ゴム(FKM)、ブタジエンゴム(BR)、エポキシ化ブタジエンゴム(EBR)、エピクロルヒドリンゴム(CO,CEO)、ウレタンゴム(U)、ポリスルフィドゴム(T)などのエラストマー類;オレフィン系(TPO)、ポリ塩化ビニル系(TPVC)、ポリエステル系(TPEE)、ポリウレタン系(TPU)、ポリアミド系(TPEA)、スチレン系(SBS)、などの熱可塑性エラストマー;およびこれらの混合物を用いることができる。第1のエラストマー及び第2のエラストマーは、ゴム系エラストマーあるいは熱可塑性エラストマーのいずれであってもよい。また、ゴム系エラストマーの場合、エラストマーは未架橋体が好ましい。
【0031】
カーボンナノファイバー80は、平均直径が0.5nm以上500nm以下であることができ、さらに平均直径が4nm以上250nm以下であることができ、特に平均直径が9nm以上100nm以下であることができる。カーボンナノファイバーの配合量にも大きく依存するが、カーボンナノファイバーの平均直径を変更することで三次元的な網状構造における空隙の大きさを制御することができると考えられる。すなわち、カーボンナノファイバーの平均直径が太くなると空隙が大きくなり、カーボンナノファイバーの平均直径が細くなると空隙は小さくなる傾向がある。カーボンナノファイバーの平均直径が0.5nm以上500nm以下であると市場で入手可能であり、本実施の形態で加工可能である。カーボンナノファイバーの平均直径は、繊維の外径である。カーボンナノファイバーは、ストレート繊維状、あるいは湾曲繊維状であることができる。カーボンナノファイバーの平均直径は、電子顕微鏡による例えば5,000倍の撮像(カーボンナノファイバーのサイズによって適宜倍率は変更できる)から200箇所以上の直径を計測し、その算術平均値として計算して得ることができる。
【0032】
カーボンナノファイバーとしては、例えば、いわゆるカーボンナノチューブなどが例示できる。カーボンナノチューブは、炭素六角網面のグラファイトの1枚面を1層に巻いた単層カーボンナノチューブ(シングルウォールカーボンナノチューブ:SWNT)、2層に巻いた2層カーボンナノチューブ(ダブルウォールカーボンナノチューブ:DWNT)、3層以上に巻いた多層カーボンナノチューブ(MWNT:マルチウォールカーボンナノチューブ)などが適宜用いられる。また、部分的にカーボンナノチューブの構造を有する炭素材料も使用することができる。なお、カーボンナノチューブという名称の他にグラファイトフィブリルナノチューブや気相成長炭素繊維といった名称で称されることもある。
【0033】
単層カーボンナノチューブもしくは多層カーボンナノチューブは、アーク放電法、レーザーアブレーション法、気相成長法などによって望ましいサイズに製造される。なお、カーボンナノファイバーは、エラストマーと混練される前に、あらかじめ表面処理、例えば、イオン注入処理、スパッタエッチング処理、プラズマ処理などを行うことによって、エラストマーとの接着性やぬれ性を改善することができる。
【0034】
工程(b)は、第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程である。工程(b)は、例えば、図4〜図6に示すようにオープンロール2を用いて行うことができる。オープンロール2については、図1〜図3と同じであるので、同じ符号を用いて、説明は省略する。
【0035】
図4に示すように、第1のロール10に巻き付けられた第2のエラストマー40の素練りを行ない、次に、図5に示すように、第1のロール10に巻き付けられた第2のエラストマー40のバンク44に、カーボンブラック90を投入し、混練して第2の混合物46を得ることができる。工程(b)における混合は、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。さらに、第2の混合物46を、図3において説明した方法と同様に、図6に示すオープンロール2に投入して薄通しを1回〜複数回行ない、第2の複合エラストマー60を得ることができる。薄通しの条件についても図3を用いて説明したとおりであるので、ここでの説明は省略する。工程(b)で得られた第2の複合エラストマー60は、カーボンナノファイバーと同様に、カーボンブラックを全体に均一に分散することができ、特に薄通しすることによってより均一にカーボンブラックを分散することができる。
【0036】
このようにして得られた第2の複合エラストマー60は、工程(c)において第1の複合エラストマーにカーボンブラック及び第2のエラストマーを混合するマスターバッチとして使用することができる。したがって、炭素繊維複合材料における第2の複合エラストマーの配合量を調整することで、比較的加工の難しい第1の複合エラストマーの配合量を調整することなく、炭素繊維複合材料の要求性能に合わせて製造することができる。
【0037】
カーボンブラックは、種々の原料を用いた種々のグレードのカーボンブラックを用いることができる。例えば、カーボンブラックとしては、SAF,ISAF,HAF,SRF,T,GPF,FT,MTなどの補強用カーボンブラックなどを用いることができる。カーボンブラックは、例えば、基本構成粒子の算術平均粒径が1nm〜10μmであることができ、さらに10nm〜500nmであることができ、特に20nm〜100nmであることができる。カーボンブラックの平均粒径が1nm以上10μm以下であれば補強効果が得ることができる。カーボンブラックの配合量は、特に限定されないが、例えば、第2のエラストマー100質量部に対して、カーボンブラックが5質量部以上100質量部以下であることができ、さらに10質量部〜80質量部であることができ、特に20質量部〜60質量部であることができる。カーボンブラックの配合量が5質量部以上であれば補強効果を得ることができ、100質量部以下であれば加工性を大きく低下させることなく製造することができる。
【0038】
第2のエラストマーとしては、第1のエラストマーについて例示したエラストマーを用いることができる。第2のエラストマーは、第1のエラストマーと同じエラストマーであってもよいし、違うエラストマーであることもできる。第1のエラストマー及び第2のエラストマーは、極性の同じエラストマーであることができ、例えば天然ゴムであることができる。第1のエラストマーと第2のエラストマーとが同じ極性であることで、第1のエラストマーと第2のエラストマーが全体に均一に混合され、カーボンナノファイバーによるセル構造の補強効果が炭素繊維複合材料全体に得ることができる。
【0039】
工程(c)は、第1の複合エラストマーと第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程である。工程(c)は、例えば、図7〜図8に示すようにオープンロール2を用いて行うことができる。オープンロール2については、図1〜図3と同じであるので、同じ符号を用いて、説明は省略する。
【0040】
図7に示すように、第1のロール10に巻き付けられた第1の複合エラストマー50のバンク54に、第2の複合エラストマー60を投入し、混練して第3の混合物56を得ることができる。工程(b)における混合は、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。さらに、第3の混合物を、図3において説明した方法と同様に、図8に示すオープンロール2に投入して薄通しを1回〜複数回行ない、炭素繊維複合材料70を得ることができる。薄通しの条件についても図3を用いて説明したとおりであるので、ここでの説明は省略する。工程(c)で得られた炭素繊維複合材料70は、カーボンナノファイバーとカーボンブラックとを全体に均一に分散することができる。
【0041】
このようにして得られた炭素繊維複合材料70は、第1の複合エラストマーにおけるセル構造体をほとんど破壊することなく、カーボンブラックによって補強された第2の複合エラストマーを加えることができると考えられる。したがって、炭素繊維複合材料は、カーボンナノファイバーの使用量が少なくてもカーボンナノファイバーによる補強を効果的に得ることができる。特に、第1の複合エラストマーが第1のエラストマー100質量部に対してカーボンナノファイバーを60質量部以上配合されている場合には、第1の複合エラストマーにおける欠陥が少なく完成度の高いセル構造体を利用することで、比較的高い物理的強度と化学的強度を有する炭素繊維複合材料を製造することができる。特に、工程(c)において薄通しすることで、第1の複合エラストマーに対して、第2の複合エラストマー中の第2のエラストマー及びカーボンブラックを全体により均一に分散させることができ、炭素繊維複合材料におけるセル構造体及びタイ構造体による補強効果を効果的に得ることができる。
【0042】
炭素繊維複合材料は、パルス法NMRを用いてハーンエコー法によって150℃、観測核が1Hで測定した、無架橋体における、第1のスピン−スピン緩和時間(T2n)は100〜3000μ秒であり、第2のスピン−スピン緩和時間を有する成分の成分分率(fnn)は0〜0.2であることができる。炭素繊維複合材料は、第1のスピン−スピン緩和時間(T2n)が第1の複合エラストマーのそれより長くなり、第2のスピン−スピン緩和時間(T2nn)を有する成分の成分分率(fnn)が第1の複合エラストマーのそれよりも大きくなる。
【0043】
本発明の一実施の形態にかかる炭素繊維複合材料は、前記炭素繊維複合材料の製造方法で得られる。炭素繊維複合材料は、公知の方法で架橋することができる。このようにして得られた架橋した炭素繊維複合材料は、引張強さ、破断伸び及びせん断疲労寿命を向上することができる。特に、同じ硬度で比較した場合に、カーボンブラックをカーボンナノファイバーよりも先に混合した炭素繊維複合材料に比べて、第1の複合エラストマーと第2の複合エラストマーとを混合して得られた炭素繊維複合材料は引張強さ、破断伸び及びせん断疲労寿命が向上することができる。せん断疲労寿命は、炭素繊維複合材料の試験片にせん断応力を繰り返しかけて破断した回数によって測定することができる。
【0044】
ここで説明した炭素繊維複合材料の製造方法において、通常、エラストマーの加工で用いられる配合剤を加えることができる。配合剤としては公知のものを用いることができる。配合剤としては、例えば、架橋剤、加硫剤、加硫促進剤、加硫遅延剤、軟化剤、可塑剤、硬化剤、補強剤、充填剤、老化防止剤、着色剤、受酸剤などを挙げることができる。これらの配合剤は、混合の過程の適切な時期にエラストマーに投入することができる。
【0045】
本発明の一実施の形態にかかる油田装置(Oilfield Apparatus)について説明する。前記炭素繊維複合材料は、油田装置に用いることができる。油田装置としては、例えば、検層装置(logging tool)などに用いることができる。油田装置の代表的な実施形態について以下に説明する。
【0046】
検層装置は、例えば掘削された坑井(borehole)内及び坑井周辺の地層、油層などの物理的特性や坑井あるいはケーシングの幾何学的特性(孔径、方位、傾斜等)、油層の流れの挙動などを深度毎に記録するための装置であって、例えば油田(oilfield)において用いることができる。油田用途の検層装置としては、例えば、図7に示す地下(underground)用途と、図8に示す海底(subsea)用途と、を挙げることができる。検層装置には、ワイヤーライン検層(Wireline log/logging)や泥水検層(Mud logging)などがあり、測定機器が掘削編成に装備されている掘削同時検層(LWD:Logging While Drilling)や掘削同時測定(MWD:Measurement While Drilling)などがある。これらの検層装置は、地中の深い位置で作業するため、周囲環境はシール材などに用いられる炭素繊維複合材料にとって苛酷になり、例えば、高い引張強さ及び破断伸びが要求されることがあり、さらに、長いせん断疲労寿命が要求されることがある。
【0047】
図7は、一実施の形態にかかる地下用途の検層装置を模式的に示す断面図である。図8は、一実施の形態にかかる海底用途の検層装置を模式的に示す断面図である。
【0048】
図7に示すように、地表155における、掘削編成に装備された測定機器による地下資源の探査は、例えば坑井(borehole)156の上方に配置されたプラットホーム及びデリック編成151と、デリック編成151から地下に設けられた縦穴や横穴などで構成される坑井156内に配置された検層装置として例えば坑底機器編成(BHA:bottom hole assembly)160と、を有する。デリック編成151は、例えば、フック151aと、回転スイベル(rotary swivel)151bと、ケリー(kelly)151cと、回転テーブル151dと、を含むことができる。坑底機器編成160は、例えばデリック編成151から延びる長いドリル・ストリング(drill string)153の先端に固定される。ドリル・ストリング153の内部には、図示していないポンプから回転スイベル151bを介して泥水が送り込まれ、坑底機器編成160の流体駆動モータを駆動させることができる。坑底機器編成160は、複数のモジュールを有し、例えば、先端から順に、ドリルビット162、回転操作システム(RSS:rotary steerable system)164、マッドモータ(Mud moter)166、掘削同時測定モジュール168、及び掘削同時検層モジュール170を連結して有することができる。ドリルビット162は、坑井156の坑底部156aにおいて回転によって掘削を進めることができる。坑底機器編成(BHA:bottom hole assembly)160を坑井156へ進入させ、地中の地質構造などを探査し、目標物質である例えば石油の有無を探査する。
【0049】
掘削同時測定モジュール168は、ドリルカラー(drill collar)と呼ばれる厚い壁を有するパイプの壁部に設けられたチャンバー内に図示しないを掘削同時測定器具が配置されている。掘削同時測定器具は、電池、コンデンサ及び各種センサを探査の目的に合わせて選択して含み、例えば、方位、傾斜、ビットの向き、荷重、トルク、温度、圧力等の坑底データを計測するとともに、これらの計測データをリアルタイムに地上へ伝送することができる。
【0050】
掘削同時検層モジュール170は、ドリルカラー(drill collar)と呼ばれる厚い壁を有するパイプの壁部に設けられたチャンバー内に図示しない掘削同時検層機器が配置されている。掘削同時検層機器は、電池、コンデンサ及び各種センサを探査の目的に合わせて選択して含み、例えば、比抵抗、孔隙率、音波速度及びガンマ線等を測定し、物理検層データを取得することができ、この物理検層データをリアルタイムに地上へ伝送することができる。
【0051】
炭素繊維複合材料は、例えば、坑底機器編成160における動的シール部材、静的シール部材、マッドモータ166、パッカー、免振・放熱部材などに用いることができる。
【0052】
なお、坑底機器編成160は、一実施形態として、ドリルビット162と、回転操作システム164と、マッドモータ166と、掘削同時測定モジュール168と、掘削同時検層モジュール170と、を有する例について説明したが、これに限らず、検層用途に合わせて選択して組み合わせることができる。
【0053】
図8に示すように、海洋でのワイヤーライン検層を用いた地下資源の探査は、例えば海152に浮くプラットホーム150から海底154に設けられた縦穴や横穴などで構成される坑井156内に検層装置として例えばダウンホール装置(Downhole Apparatus)160’を進入させ、地中の地質構造などを探査し、目標物質である例えば石油の有無を探査する。ダウンホール装置160’は、例えばプラットホームから延びる長いケーブルもしくはコミュニケーション・リンクの先端に固定され、図示しない複数の圧力容器などの筐体を内部に有する。筐体の内部には、例えば電気検層(SP検層、ノルマル検層、インダクション検層、ラテロ検層、マイクロ比抵抗検層など)、放射能検層(ガンマ線検層、中性子検層、密度検層、核磁気共鳴検層など)、音波検層(弾性波検層、アレー音波検層、セメント・ボンド検層など)、地質情報検層(ディップメーター、FMIなど)、坑内地震探査(チェックショット速度検層、VSPなど)、サンプリング検層(サイドウォール・コアリング検層、流体分析検層、RFT,MDTなど)、補助検層(キャリパー(坑径)測定、坑井幾何学特性検層、温度検層など)、特殊目的検層(過酷条件下での検層(Logs in hostile environment)、掘削管経由検層(measurement through drill pipe)など)などの探査用電子機器が探査の目的に合わせて選択して封入されて配置され、地中の地質構造などを探査することが可能であるが、地下深く掘削された坑井156内部では高温にさらされるとともに、坑井156へ進入する際の振動や衝撃を受ける。
【0054】
炭素繊維複合材料は、例えば、ダウンホール装置160’における動的シール部材、静的シール部材、パッカー、免振・放熱部材などに用いることができる。
【0055】
なお、上記のように本発明の実施の形態について詳細に説明したが、本発明の新規事項及び効果から実体的に逸脱しない多くの変形が可能であることは当業者には容易に理解できよう。したがって、このような変形例はすべて、本発明の範囲に含まれるものとする。
【実施例】
【0056】
(1)実施例1〜2のサンプルの作成
工程(a):
6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に、100質量部(phr)の重量平均分子量が約300万の天然ゴムを投入して、ロールに巻き付かせ、5分間素練りした後、80質量部(phr)のカーボンナノファイバー(表1では「CNT」と示した)を投入し、第1の混合物をオープンロールから取り出した。そして、ロール間隔を0.1mm以下と狭くして、第1の混合物を再びオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた第1の複合エラストマー(表1では「MB1」で示した)を投入し、分出しした。実施例及び比較例のカーボンナノファイバーは平均直径が15nmであった。
【0057】
無架橋体の第1の複合エラストマー(MB1)について、パルス法NMRを用いてハーンエコー法による測定を行った。この測定は、日本電子(株)製「JMN−MU25」を用いて行った。測定は、観測核が1H、共鳴周波数が25MHz、90゜パルス幅が2μsecの条件で行い、ハーンエコー法のパルスシーケンス(90゜x−Pi−180゜x)にて、Piをいろいろ変えて減衰曲線を測定した。また、サンプルは、磁場の適正範囲までサンプル管に挿入して測定した。測定温度は、150℃であった。測定結果を表1にNMR測定値として示した。第1の複合エラストマー(MB1)の第2のスピン−スピン緩和時間(T2nn)は存在せず、第2のスピン−スピン緩和時間の成分分率(fnn)は0であった。
【0058】
【表1】
【0059】
工程(b):
6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に、300質量部(phr)の重量平均分子量が約300万の天然ゴムを投入して、ロールに巻き付かせ、5分間素練りした後、表2に示す質量部(phr)のカーボンブラック(表2では「CB」と示した)を投入し、第2の混合物をオープンロールから取り出した。そして、ロール間隔を0.1mm以下と狭くして、その第2の混合物を再びオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた第2の複合エラストマー(表2ではMB2,MB3で示した)を投入し、分出しした。カーボンブラックは、算術平均粒径が28nm、窒素吸着比表面積が79m2/gのHAFグレードであった。
【0060】
【表2】
【0061】
工程(c):
分出しされた第1の複合エラストマー(MB1)を再び6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に投入して、ロールに巻き付かせ、表2に示す配合で得られた第2の複合エラストマー(実施例1はMB2、実施例2はMB3)を所定量投入し、第3の混合物をオープンロールから取り出した。このときの配合は、第1、第2の複合エラストマーを合わせた天然ゴムの配合量を100質量部(phr)とすると、表3に示す通りの配合であった。そして、ロール間隔を0.1mm以下と狭くして、第3の混合物をオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた炭素繊維複合材料を投入し、分出しした。
【0062】
さらに、この炭素繊維複合材料に所定量の架橋剤を混合して分出し、金型にセットして165℃、100kgf/cm2にて20分間プレス架橋することで実施例1〜2の炭素繊維複合材料のサンプルを得た。
【0063】
(2)比較例1〜3のサンプルの作製
6インチオープンロール(ロール温度10〜30℃、ロール間隔1.0mm以下)に、100質量部(phr)の重量平均分子量が約300万の天然ゴムを投入して、ロールに巻き付かせ、5分間素練りした後、表4に示す質量部(phr)のカーボンブラックを投入し混合した後、表4に示す質量部(phr)のカーボンナノファイバーを投入し、混合物をオープンロールから取り出した。そして、ロール間隔を0.1mm以下と狭くして、この混合物を再びオープンロールに投入して薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られた炭素繊維複合材料を投入し、分出しした。
【0064】
さらに、この炭素繊維複合材料に所定量の架橋剤を混合して分出しし、金型にセットして165℃、100kgf/cm2にて20分間プレス架橋することで比較例1〜3の炭素繊維複合材料のサンプルを得た。
【0065】
(3)パルス法NMRを用いた測定
架橋剤を配合していない無架橋体の実施例1〜2及び比較例1〜3の炭素繊維複合材料のサンプルについて、パルス法NMRを用いてハーンエコー法による測定を行った。この測定は、日本電子(株)製「JMN−MU25」を用いて行った。測定は、観測核が1H、共鳴周波数が25MHz、90゜パルス幅が2μsecの条件で行い、ハーンエコー法のパルスシーケンス(90゜x−Pi−180゜x)にて、Piをいろいろ変えて減衰曲線を測定した。また、サンプルは、磁場の適正範囲までサンプル管に挿入して測定した。測定温度は、150℃であった。測定結果を表3,4にNMR測定値として示した。
【0066】
(4)常態物性の測定
常態物性として、実施例1〜2及び比較例1〜3の架橋体の炭素繊維複合材料のサンプルについて、室温における硬度、引張強さ、破断伸び、50%及び100%モジュラスを測定した。測定結果を表3〜4に示した。また、測定結果を硬度と引張強さ、または、硬度と破断伸びとの関係を図11〜図12(実施例は●、比較例は▲)に示した。
ゴム硬度(表3〜4において「Hs(JIS−A)」で示した。)は、JIS K 6253に基づいて測定した。
引張強さ(表3〜4において「TS(MPa)」で示した。)、破断伸び(表3〜4において「EB(%)」で示した。)、50%伸び時の応力(表3〜4において「σ50(MPa)」で示した。)、及び100%伸び時の応力(表3〜4において「σ100(MPa)」で示した。)は、JIS6号形のダンベル形状に切り出した試験片について、島津製作所社製の引張試験機を用いて、23±2℃、引張速度500mm/minでJIS K6251に基づいて引張試験を行い測定した。なお、「σ50」及び「σ100」は、「50%モジュラス(M50)」及び「100%モジュラス(M100)」と呼ばれることがある。
【0067】
【表3】
【0068】
【表4】
【0069】
表3〜4及び図11〜12によれば、実施例1〜2と比較例1〜3を比較したところ、おおよそ同じ硬度であれば、実施例1,2の方が比較例1〜3のよりも引張強さ及び破断伸びの値が大きかった。特に、実施例1と比較例3とは配合は同じで混合方法が異なるだけであったが、硬度がほぼ同じであれば、引張強さ及び破断伸びの値が実施例1の方が大きかった。
【0070】
(5)せん断試験
実施例1〜2及び比較例1〜3の架橋体の炭素繊維複合材料のサンプルを角柱試験片(5mm×5mm×厚さ1mm)に切り出し、2個の試験片をダブルサンドイッチ法にて試験治具へ固定し、試験力(4MPa)を一定とし、周波数3Hz、室温でJIS−K6394の強制振動非共振方法を参考にせん断試験を行い、試験片が破壊した回数を測定した。測定結果を表5,6に「疲労回数」として示した。また、測定結果を硬度と疲労回数との関係をグラフとして図13(実施例は●、比較例は▲)に示した。
【0071】
【表5】
【0072】
【表6】
【0073】
表5,6及び図13によれば、実施例1〜2と比較例1〜3を比較したところ、おおよそ同じ硬度であれば、実施例1〜2の方が比較例1〜3のよりも疲労回数が大きかった。特に、実施例1と比較例3とは配合量が同じで混合方法が異なるだけであったが、硬度がほぼ同じであっても、実施例1の方が疲労回数が大きかった。
【符号の説明】
【0074】
2 オープンロール、10 第1のロール、20 第2のロール、30 第1のエラストマー、34 バンク、36 第1の混合物、40 第2のエラストマー、44 バンク、46 第2の混合物、50 第1の複合エラストマー、54 バンク、56 第3の混合物、60 第2の複合エラストマー、70 炭素繊維複合材料、80 カーボンナノファイバー、90カーボンブラック、V1,V2 回転速度、150 プラットホーム、151 デリック編成、151a フック、151b 回転スイベル、151c ケリー、151d 回転テーブル、152 海、153 ドリル・ストリング、154 海底、155 地表、156 坑井、156a 坑底部、160 坑底機器編成、160’ ダウンホール装置、162 ドリルビット、164 回転操作システム、166 マッドモータ、168 掘削同時測定モジュール、170 掘削同時検層モジュール
【特許請求の範囲】
【請求項1】
第1のエラストマーにカーボンナノファイバーを混合した後、ロール間隔が0.5mm以下のオープンロールを用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る工程(a)と、
第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程(b)と、
前記第1の複合エラストマーと前記第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程(c)と、
を含む、炭素繊維複合材料の製造方法。
【請求項2】
請求項1において、
前記工程(a)は、前記第1のエラストマー100質量部に対して、カーボンナノファイバー60質量部以上100質量部以下が配合される、炭素繊維複合材料の製造方法。
【請求項3】
請求項1または2において、
前記第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって150℃で測定した、未架橋体における、第1のスピン−スピン緩和時間(T2n)は100ないし3000μ秒であり、第2のスピン−スピン緩和時間(T2nn)は存在しない、炭素繊維複合材料の製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、
前記工程(b)は、前記第2のエラストマー100質量部に対して、カーボンブラック20質量部以上150質量部以下が配合される、炭素繊維複合材料の製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、
前記第1のエラストマー及び前記第2のエラストマーは、天然ゴムである、炭素繊維複合材料の製造方法。
【請求項6】
請求項1ないし5のいずれか1項に記載の炭素繊維複合材料の製造方法で得られた、炭素繊維複合材料。
【請求項7】
請求項6に記載の炭素繊維複合材料を用いた油田装置。
【請求項1】
第1のエラストマーにカーボンナノファイバーを混合した後、ロール間隔が0.5mm以下のオープンロールを用いて、0℃ないし50℃で薄通しを行って第1の複合エラストマーを得る工程(a)と、
第2のエラストマーにカーボンブラックを混合して第2の複合エラストマーを得る工程(b)と、
前記第1の複合エラストマーと前記第2の複合エラストマーとを混合して炭素繊維複合材料を得る工程(c)と、
を含む、炭素繊維複合材料の製造方法。
【請求項2】
請求項1において、
前記工程(a)は、前記第1のエラストマー100質量部に対して、カーボンナノファイバー60質量部以上100質量部以下が配合される、炭素繊維複合材料の製造方法。
【請求項3】
請求項1または2において、
前記第1の複合エラストマーは、パルス法NMRを用いてハーンエコー法によって150℃で測定した、未架橋体における、第1のスピン−スピン緩和時間(T2n)は100ないし3000μ秒であり、第2のスピン−スピン緩和時間(T2nn)は存在しない、炭素繊維複合材料の製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、
前記工程(b)は、前記第2のエラストマー100質量部に対して、カーボンブラック20質量部以上150質量部以下が配合される、炭素繊維複合材料の製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、
前記第1のエラストマー及び前記第2のエラストマーは、天然ゴムである、炭素繊維複合材料の製造方法。
【請求項6】
請求項1ないし5のいずれか1項に記載の炭素繊維複合材料の製造方法で得られた、炭素繊維複合材料。
【請求項7】
請求項6に記載の炭素繊維複合材料を用いた油田装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−224815(P2012−224815A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−96017(P2011−96017)
【出願日】平成23年4月22日(2011.4.22)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、独立行政法人科学技術振興機構「地域卓越研究者戦略的結集プログラム(エキゾチック・ナノカーボンの創生と応用)」委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000226677)日信工業株式会社 (840)
【出願人】(504180239)国立大学法人信州大学 (759)
【出願人】(500017863)シュルンベルジェ ホールディングス リミテッド (13)
【氏名又は名称原語表記】Schlumberger Holdings Limited
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月22日(2011.4.22)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、独立行政法人科学技術振興機構「地域卓越研究者戦略的結集プログラム(エキゾチック・ナノカーボンの創生と応用)」委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000226677)日信工業株式会社 (840)
【出願人】(504180239)国立大学法人信州大学 (759)
【出願人】(500017863)シュルンベルジェ ホールディングス リミテッド (13)
【氏名又は名称原語表記】Schlumberger Holdings Limited
【Fターム(参考)】
[ Back to top ]