
炭酸ガス吸収材、炭酸ガス分離方法および炭酸ガス分離装置
【課題】炭化水素を燃焼させる装置からの排出ガス中の炭酸ガスを高温下で直接かつ低エネルギー消費量、高効率で分離回収することが可能であり、かつ従来に比べて軽量化された炭酸ガス吸収材、これを用いた炭酸ガス分離方法および炭酸ガス分離装置を提供することを課題とする。
【解決手段】一般式LixSiyOz[ただし、x 、y、zはx+4y-2z=0を満たす整数]で表されるリチウムシリケートのうちから選ばれる少なくとも1種以上を含有することを特徴とする。
【解決手段】一般式LixSiyOz[ただし、x 、y、zはx+4y-2z=0を満たす整数]で表されるリチウムシリケートのうちから選ばれる少なくとも1種以上を含有することを特徴とする。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、炭化水素を主成分とする燃料を利用するエネルギープラントや化学プラント、自動車から発生する排気ガス中の炭酸ガスを分離回収するシステム、または燃料供給部におけるガスの精製に利用される炭酸ガス吸収材および炭酸ガス分離方法および炭酸ガス分離装置に係わる。
【0002】
【従来の技術】発動機等の炭化水素を主成分とする燃料を燃焼させる装置においては、炭酸ガスの回収に適した場所である排気ガス放出部分の温度が300℃以上の高温になることが多い。ところで、炭酸ガスの分離方法としては従来より酢酸セルロースを用いる方法、アルカノールアミン系溶媒による化学吸収法等が知られている。しかしながら、前述した分離方法はいずれも導入ガス温度を200℃以下に押さえる必要がある。したがって、高温度でのリサイクルを要する排気ガスに対しては一旦、熱交換器等により200℃以下に排気ガスを冷却する必要があり、結果的に炭酸ガス分離のためのエネルギー消費量が多くなるという問題があった。
【0003】一方、特開平9- 99214号公報には約500℃を超える温度域で作用するリチウムジルコネートからなる炭酸ガス吸収材が知られているが、リチウムジルコネートを形成する母材酸化物である酸化ジルコニウムの重量が大きいため、吸収材自体の重量が大きくなるという問題があった。
【0004】
【発明が解決しようとする課題】従来の炭酸ガス吸収材は、約500℃を超える温度域で作用する事ができるため炭酸ガス分離のためのエネルギー消費量を抑える事ができるが、吸収材料の重量が重いと言う問題があった。
【0005】本発明は、上記課題を克服するためになされたものであり、約500℃を超える温度域で作用するとう高性能を維持しつつ、軽量化された新規材料の炭酸ガス吸収材、これを用いた炭酸ガス分離方法および炭酸ガス分離装置を提供することを課題とする。
【0006】
【課題を解決するための手段】請求項1の炭酸ガス吸収材は、一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする。
【0007】請求項2の炭酸ガス分離方法は、炭酸ガスを含む気体に炭酸ガス吸収材を接触させて前記炭酸ガスを含む気体から前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする。特にこの場合の炭酸ガス吸収材の使用温度は450〜700℃である事が望ましい。
【0008】請求項3の炭酸ガス分離方法は、炭酸ガスを吸収した炭酸ガス吸収材を加熱して前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする。特に、この場合の炭酸ガス吸収材の使用温度は710℃〜800℃である事が望ましい。
【0009】請求項4の炭酸ガス分離装置は、炭酸ガス導入口および生成ガス排出口を有する反応容器と、この反応容器に収納され炭酸ガスとの反応により炭酸塩を生成する一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれる炭酸ガス吸収材とを具備し、前記反応容器の外周に前記反応容器に熱を供給する手段を有することを特徴とする。
【0010】
【発明の実施の形態】上記課題を達成するために、本発明者らは鋭意研究を重ねた結果、母材酸化物を酸化ジルコニウムに比べて軽量である二酸化珪素とし、さらに1mol のリチウムシリケートと2mol 以上の炭酸ガスが反応するように、リチウムシリケートの一般式、LixSiyOzのx を4以上とする材料が、高温で作用する炭酸ガス吸収材の著しい軽量化を図れることを見出し、本発明の炭酸ガス吸収材、これを用いた炭酸ガス分離方法および炭酸ガス分離装置を発明するに至った。
【0011】このリチウムシリケートには、さらにリチウム、ナトリウムおよびカリウムから選ばれるアルカリの炭酸塩が添加されることを許容する。このような炭酸塩を添加することによって、得られた吸収材の炭酸ガスの吸収・放出反応が促進される。炭酸塩の添加量は、前記リチウムシリケートに対して5〜30mol%にすることが好ましい。炭酸塩の添加量を5mol%未満にすると、炭酸ガスの吸収反応の促進効果を十分に発揮することが困難になる。一方、炭酸塩の添加量が30mol%を超えると炭酸ガスの吸収反応の促進効果が飽和したり、吸収材の容積当たりの炭酸ガス吸収量が低下する恐れがある。より好ましい前記炭酸塩の添加量は、前記リチウムジルコネートに対して10〜20mol%である。
【0012】本実施の形態の炭酸ガス吸収材は、例えば平均粒径0. 1〜5. 0mmの粒子からなる多孔質体の形態を有する。この多孔質体の気孔率は、30%〜50%であることが好ましい。このような多孔質体において、添加されるリチウム、ナトリウムおよびカリウムから選ばれるアルカリの炭酸塩はその細孔に保持される。
【0013】このような多孔質体構造の炭酸ガス吸収材は、例えば次のような方法により作製される。まず、二酸化珪素および炭酸リチウムを所定量秤量し、メノウ乳鉢等で0. 1〜1h 混合する。得られた混合粉末をアルミナるつぼに入れ、大気中、箱型電気炉等で0. 5〜20時間熱処理する。その後再びメノウ乳鉢で平均粒径が0. 1〜5. 0mmとなるまで粉砕し、リチウムシリケート原料粉末を得る。続いてこのリチウムシリケート粉末を所定量秤量し、金型に充填し、圧縮成形して気孔率40%前後例えば35〜45%の成形体とすることにより多孔質体構造の炭酸ガス吸収材を作製する。
【0014】以上説明した本実施の形態に関わる炭酸ガス吸収材は、一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートのうちから選ばれる少なくとも1種以上を含有するが、上記リチウムシリケートは、次の式( 1) に示すように炭酸ガスと反応してリチウム炭酸塩を生成する。
【0015】
LixSiyOz+x/2CO2→x/2Li2CO3+ySiO 2 … … (1)また、特定温度以上に加熱することにより式( 1) の逆反応の式( 2) が起こり、 炭酸ガスを放出する。 x/ 2Li2CO3+ySiO 2→LixSiyOz+x/ 2CO2 … … (2) リチウムシリケートは、従来のリチウムジルコネートに比べて軽量であり、かつx の値を4以上とすることにより1mol のリチウムシリケートで炭酸ガスを2mol 以上吸収することができることから、単位重量当たりの炭酸ガス吸収量が著しく向上する。
【0016】また、さらにリチウム、ナトリウムおよびカリウムから選ばれるアルカリの炭酸塩を添加することによって、炭酸ガスの吸収・放出反応をより効率的に行なうことが可能な炭酸ガス吸収材を得ることが可能になる。
【0017】図1は本発明の炭酸ガス分離装置の概略断面図である。反応容器である第1、第2の吸収筒11、12は、内管21、22と外管31、32とからなる二重構造になっている。ここでは、反応容器である内管21、22の外周に第2の吸収筒11、12が配置・形成されており内管21、22に熱を供給する手段として働く様になっている。例えば薄片状のリチウムシリケート41、42は、第1、第2の吸収筒11、12の内管21、22内にそれぞれ充填されている。炭酸ガス含有ガス供給管5から分岐された第1、第2の炭酸ガス含有ガス供給分岐管61、62は、第1、第2の吸収筒11、12の内管21、22の上部にそれぞれ連結されている。第1、第2のバルブ71、72は、第1、第2のガス供給分岐管61、62にそれぞれ介在する様になっている。
【0018】炭酸ガス回収用ガス供給管8から分岐された第1、第2のガス供給分岐管91、92は、各吸収筒11、12の内管21、22の上部にそれぞれ連結されている。第3、第4のバルブ73、74、は第2のガス供給分岐管91、92にそれぞれ介在する様になっている。
【0019】第1、第2のガス排出分岐管101、102は、前記吸収筒11、12の内管21、22の下部にそれぞれ連結され、かつこれらの分岐管101、102の他端は処理ガス排出管11に連結されている。第5バルブ75は、前記排出管11に介装されている。第1、第2の回収ガス排出分岐管121、122は、前記吸収筒11、12の内管21、22の下部にそれぞれ連結され、かつこれらの分岐管121、122の他端は回収ガス排出管13に連結されている。第6バルブ76は、前記回収ガス排出管13に介装されている。
【0020】燃料ガスを燃焼する燃焼器14は、第1吸収筒11に隣接して配置されている。一端が燃焼器14に連結された燃焼ガス供給管15から分岐された第1、第2の燃焼ガス供給分岐管161、162は、前記吸収筒11、12の外管31、32の下部側面にそれぞれ連結されている。第7、第8のバルブ77、78は、第1、第2の燃焼ガス供給分岐管161、162にそれぞれ介装されている。第1、第2の排気管171、172は、内管21、22と外管31、32で形成される環状空間と連通するように第1、第2の吸収筒11、12の上部にそれぞれ連結されている。燃焼器14に燃料ガスを導入すると、ここで燃焼された燃焼ガスは、燃焼ガス供給管15および第1、第2の供給分岐管161、162を通して吸収筒11、12の環状空間にそれぞれ供給され、これら空間を流通して第1、第2の排気管171、172から排気される。燃焼ガスが前記空間を流通する間に内管21、22内に充填されたリチウムシリケート41、42が加熱される。
【0021】吸収筒11、12の内管21、22に流通するガスの時間当たりの流通モル数は、リチウムシリケート41、42の充填モル数に対して4倍以上、50倍以下に設定している。ガスの時間当たりの流通モル数が50倍を超えると、吸収筒11、12の容積利用率の観点から炭酸ガス吸収を効率よく行なうことが困難になる。一方、ガスの時間当たりの流通モル数を4倍未満にすると、吸収反応に伴う発熱量が大きくなりすぎ、通過ガスの温度上昇のため吸収反応自体が阻害される恐れがある。吸収筒容積の利用効率と速やかな吸収反応の進行という両者の観点から前記ガスの時間当たりの流通モル数は、8倍以上、30倍以下にすることが望ましい。
【0022】リチウムシリケート41、42が収納された2つの吸収筒11、12の内管21、22において、次の手順( 1- 1) 、( 1- 2) で前記( 1) 式、( 2) 式の反応を交互に行なわせて炭酸ガスの吸収、回収を連続して実施する。
【0023】( 1- 1) 第1吸収筒11での炭酸ガス吸収操作まず、第1の吸収筒11の内管21に連結された第1の分岐管61に介装された第1バルブ71および処理ガス排出管11に改装された第5バルブ75をそれぞれ開き、これ以外のバルブ72、73、74、76、77、78を閉じる。炭酸ガス含有ガス供給管5から炭酸ガス含有ガスを前記第1の分岐管61を通して前記第1吸収筒11の内管21に供給する。この時、前記吸収筒11、12の内管21、22に流通するガスの時間当たりの流通モル数は、前述したように前記リチウムシリケートの充填モル数に対して4倍以上、50倍以下に設定しているため、ガス中の炭酸ガスはリチウムシリケート41と前記( 1) 式にしたがって速やかに吸収・保持される。炭酸ガス濃度が低減されたガスは、第1のガス分岐管101および処理ガス排出管11を通して排出される。
【0024】第2吸収筒12での炭酸ガス吸収も同様な操作により行なわれる。
( 1- 2) 第2吸収筒12からの炭酸ガス回収操作前記( 1- 1) で説明した第1の吸収筒11での炭酸ガス吸収操作を行なっている間に、第2の吸収筒12に連結された第2の分岐管92に介装された第4バルブ74、回収ガス排出管13に介装された第6バルブ76および第2燃焼ガス供給分岐管162に介装された第8バルブ78をそれぞれ開く。この後、燃焼器14から燃焼ガスを燃焼ガス供給管15および第2燃焼ガス供給分岐管162を通して内管22と外管32で形成される環状空間に燃焼ガスを流通することにより第2吸収筒12の内管22内に充填したリチウムシリケート42を800℃以上に加熱するとともに、回収用ガス供給管8から所望の回収用ガスを第2の分岐管92を通して前記第2吸収筒12の内管22に供給する。この時、リチウムシリケート42に既に吸収された炭酸ガスは前記( 2) 式にしたがって速やかに放出され、高濃度の炭酸ガスを含むガスは、第2回収ガス排出分岐管122および前記回収ガス排出管13を通して回収される。
【0025】第1吸収筒11からの炭酸ガス回収も同様な操作により行われる。このような操作を繰り返すことによって連続的な炭酸ガスの分離を実現することができる。
【0026】前記内管21、22、外管31、32、炭酸ガス含有ガス供給分岐管61、62、回収用ガス供給分岐管91、92、ガス排出分岐管101、102および回収ガス排出分岐管121、122は特にその材料等に左右されることなく、例えば緻密質アルミナ、ニッケル、鉄からなる金属類などが使用できる。また、反応容器内で生成される炭酸ガスを効率よく分離するためには外管の容量を大きくすることが望ましい。さらに燃料ガスとリチウムシリケート41、42との接触時間を長く保つことを考慮すれば、ガス流通方向に向け長い管状の形態が望ましい。
【0027】また、原料ガスの反応温度によって必要に応じ、反応容器内部の温度を所定の温度に設定するようにヒーターなどの温度制御を反応容器内部あるいは外部に設定することもできる。以上説明したように本発明によれば、構造が簡素化された低コストで、連続的な炭酸ガスの分離・回収が可能な炭酸ガス分離装置を提供できる。
【0028】
【実施例】以下、本発明を実施例を参照して詳細に説明する。
(実施例1)平均粒径1mmの炭酸リチウム粉末と平均粒径0. 8mmの二酸化珪素粉末をモル比で2:1となるように秤量し、メノウ乳鉢にて10min 乾式混合した。得られた混合粉末を箱型電気炉にて、大気中1000℃で8時間熱処理し、リチウムシリケート粉末を得た。続いてこのリチウムシリケート粉末を直径12mmの金型内に充填し、加圧成形することにより気孔率40%の成形体を作製した。
【0029】(実施例2)炭酸リチウム粉末と二酸化珪素粉末の混合比をモル比で4:1とした以外は、実施例1と同様の方法で成形体を作製した。
【0030】(実施例3)炭酸リチウム粉末と二酸化珪素粉末の混合比をモル比で3:2とした以外は、実施例1と同様の方法で成形体を作製した。
【0031】(実施例4)炭酸リチウム粉末と二酸化珪素粉末の混合比をモル比で1:1とした以外は、実施例1と同様の方法で成形体を作製した。
【0032】(比較例1)平均粒径1mmの炭酸リチウム粉末と平均粒径0. 3mmの酸化ジルコニウム粉末をモル比で1:1となるように秤量し、メノウ乳鉢にて10min 乾式混合した。得られた混合粉末を箱型電気炉にて、大気中800℃で10h 熱処理し、リチウムジルコネート粉末を得た。続いてこのリチウムジルコネート粉末を直径12mmの金型内に充填し、加圧成形することにより気孔率40%の成形体を作製した。
【0033】得られた実施例1〜4および比較例1の炭酸ガス吸収材を箱型電気炉に設置し、この電気炉内に炭酸ガス20体積%および窒素ガス80体積%からなる混合ガスを流通させながら600℃の温度で1h保持し、その前後の吸収材の重量増加を調べることにより、炭酸ガスの吸収量を測定した。その結果をそれぞれの式量と合わせて表1に示す。なお、本測定において前記吸収材が設置された電気炉内に窒素ガスのみを供給して同様な実験を行なったところ、吸収材の重量増加が全く認められないことを確認した。
【0034】また、実施例1〜4の吸収材を炭酸ガス20体積%および窒素ガス80体積%からなる混合ガスを流通させながら500℃に5h 保持し、一旦室温に戻して重量を測定し、同様なガス条件で800℃に1h 保持して重量減少を測定して、炭酸ガスの放出量を測定した。なお、比較例1の吸収材では炭酸ガス吸収のための温度条件を500℃とし、その後同様な600℃で炭酸ガスの放出を行なった。その結果を表1に合わせて示す。
【0035】さらに、以下の方法で同一体積のCO2を吸収するのに必要な実施例1〜4および比較例1の吸収材の重量を求めた。まず、外径50mm、高さ200mmの円柱状容器内に炭酸ガス吸収材を入れ、窒素ガス中800℃で1h 熱処理し、ロータリーポンプにて0. 1Torrまで真空引きを行なった。続いて炭酸ガスを大気圧になるまで導入し、500℃で3h 保持した。容器は気密性が保たれており、炭酸ガス吸収材が炭酸ガスを吸収することで、容器内の圧力が低下する。到達真空度は容器内の炭酸ガス吸収材の量により異なり、内圧が0. 1Torrとなるまで炭酸ガス吸収材の量を増加させて同様の実験を繰り返した。容器内の圧力が0. 1Torrとなるのに必要な炭酸ガス吸収材の重量を表1に示す。
【0036】
【表1】

この表1より、実施例1〜4の吸収材は、比較例1の吸収材に比べて炭酸ガスの吸収量が大きく、優れた炭酸ガス吸収特性を有することが明らかになった。また、炭酸ガス放出量は吸収量とほぼ同一であり、吸収・放出が可能な材料であることも確認された。さらに、同一の炭酸ガスを吸収するのに必要な吸収材の重量が小さくなり、軽量化が達成されることも明らかになった。
【0037】(実施例5)実施例1で調整したリチウムシリケート120kgを内径300mm、外径400mm、長さ2500mmの二重菅構造のニッケル系吸収筒の内管にそれぞれ充填した。吸収筒を前述した図1の炭酸ガス分離装置の第1吸収筒として組み込み、炭酸ガスの吸収を行なった。この時、炭酸ガス含有ガスとしては、600℃の温度で、水素、炭酸ガス、水蒸気がそれぞれ体積比で1/3:1/3:1/3の混合ガスを用い、これらの混合ガスを表2に示す流量で第1の吸収筒の内管に3時間流通させた。
【0038】このような炭酸ガス吸収操作において、吸収筒出口のガス温度を測定した。またリチウムシリケートの重量増加を測定し、式( 1) に基づく理論値に対する吸収材としての反応率を求めた。さらに炭酸ガス補集率を測定した。その結果反応率は94. 3%、補集率は85. 8%となり、優れた炭酸ガス吸収能力を有することが確認できた。
【0039】(実施例6)実施例5に示す方法で炭酸ガスの吸収を行なった吸収筒の内管に800℃の窒素ガスを5. 76×103L/h で流通させて炭酸ガスの回収を行なった。その結果吸収筒出口における炭酸ガス濃度は78. 2%となり、炭酸ガスの放出が速やかに行われたことが確認できた。
【0040】以上の実施例5、6より比較的温度の高い炭酸ガス含有ガスの処理が可能で、かつ炭酸ガスぶんりのために消費するエネルギーを低減して、高効率、低コストでエネルギープラント等の排気ガス中の炭酸ガスを吸収・ 濃縮することが可能な炭酸ガス分離装置であることが確認できた。
【0041】
【発明の効果】以上説明したように本発明によれば、母材酸化物を酸化ジルコニウムに比べて同等以上の炭酸ガスの吸収力を有し且つ軽量化を図る事ができる。
【図面の簡単な説明】
【図1】 本発明に係わる炭酸ガス分離装置を示す概略図
【符号の説明】
11、12:吸収筒
41、42:リチウムシリケート
71〜710:バルブ
14:燃焼器
【0001】
【発明の属する技術分野】本発明は、炭化水素を主成分とする燃料を利用するエネルギープラントや化学プラント、自動車から発生する排気ガス中の炭酸ガスを分離回収するシステム、または燃料供給部におけるガスの精製に利用される炭酸ガス吸収材および炭酸ガス分離方法および炭酸ガス分離装置に係わる。
【0002】
【従来の技術】発動機等の炭化水素を主成分とする燃料を燃焼させる装置においては、炭酸ガスの回収に適した場所である排気ガス放出部分の温度が300℃以上の高温になることが多い。ところで、炭酸ガスの分離方法としては従来より酢酸セルロースを用いる方法、アルカノールアミン系溶媒による化学吸収法等が知られている。しかしながら、前述した分離方法はいずれも導入ガス温度を200℃以下に押さえる必要がある。したがって、高温度でのリサイクルを要する排気ガスに対しては一旦、熱交換器等により200℃以下に排気ガスを冷却する必要があり、結果的に炭酸ガス分離のためのエネルギー消費量が多くなるという問題があった。
【0003】一方、特開平9- 99214号公報には約500℃を超える温度域で作用するリチウムジルコネートからなる炭酸ガス吸収材が知られているが、リチウムジルコネートを形成する母材酸化物である酸化ジルコニウムの重量が大きいため、吸収材自体の重量が大きくなるという問題があった。
【0004】
【発明が解決しようとする課題】従来の炭酸ガス吸収材は、約500℃を超える温度域で作用する事ができるため炭酸ガス分離のためのエネルギー消費量を抑える事ができるが、吸収材料の重量が重いと言う問題があった。
【0005】本発明は、上記課題を克服するためになされたものであり、約500℃を超える温度域で作用するとう高性能を維持しつつ、軽量化された新規材料の炭酸ガス吸収材、これを用いた炭酸ガス分離方法および炭酸ガス分離装置を提供することを課題とする。
【0006】
【課題を解決するための手段】請求項1の炭酸ガス吸収材は、一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする。
【0007】請求項2の炭酸ガス分離方法は、炭酸ガスを含む気体に炭酸ガス吸収材を接触させて前記炭酸ガスを含む気体から前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする。特にこの場合の炭酸ガス吸収材の使用温度は450〜700℃である事が望ましい。
【0008】請求項3の炭酸ガス分離方法は、炭酸ガスを吸収した炭酸ガス吸収材を加熱して前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする。特に、この場合の炭酸ガス吸収材の使用温度は710℃〜800℃である事が望ましい。
【0009】請求項4の炭酸ガス分離装置は、炭酸ガス導入口および生成ガス排出口を有する反応容器と、この反応容器に収納され炭酸ガスとの反応により炭酸塩を生成する一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれる炭酸ガス吸収材とを具備し、前記反応容器の外周に前記反応容器に熱を供給する手段を有することを特徴とする。
【0010】
【発明の実施の形態】上記課題を達成するために、本発明者らは鋭意研究を重ねた結果、母材酸化物を酸化ジルコニウムに比べて軽量である二酸化珪素とし、さらに1mol のリチウムシリケートと2mol 以上の炭酸ガスが反応するように、リチウムシリケートの一般式、LixSiyOzのx を4以上とする材料が、高温で作用する炭酸ガス吸収材の著しい軽量化を図れることを見出し、本発明の炭酸ガス吸収材、これを用いた炭酸ガス分離方法および炭酸ガス分離装置を発明するに至った。
【0011】このリチウムシリケートには、さらにリチウム、ナトリウムおよびカリウムから選ばれるアルカリの炭酸塩が添加されることを許容する。このような炭酸塩を添加することによって、得られた吸収材の炭酸ガスの吸収・放出反応が促進される。炭酸塩の添加量は、前記リチウムシリケートに対して5〜30mol%にすることが好ましい。炭酸塩の添加量を5mol%未満にすると、炭酸ガスの吸収反応の促進効果を十分に発揮することが困難になる。一方、炭酸塩の添加量が30mol%を超えると炭酸ガスの吸収反応の促進効果が飽和したり、吸収材の容積当たりの炭酸ガス吸収量が低下する恐れがある。より好ましい前記炭酸塩の添加量は、前記リチウムジルコネートに対して10〜20mol%である。
【0012】本実施の形態の炭酸ガス吸収材は、例えば平均粒径0. 1〜5. 0mmの粒子からなる多孔質体の形態を有する。この多孔質体の気孔率は、30%〜50%であることが好ましい。このような多孔質体において、添加されるリチウム、ナトリウムおよびカリウムから選ばれるアルカリの炭酸塩はその細孔に保持される。
【0013】このような多孔質体構造の炭酸ガス吸収材は、例えば次のような方法により作製される。まず、二酸化珪素および炭酸リチウムを所定量秤量し、メノウ乳鉢等で0. 1〜1h 混合する。得られた混合粉末をアルミナるつぼに入れ、大気中、箱型電気炉等で0. 5〜20時間熱処理する。その後再びメノウ乳鉢で平均粒径が0. 1〜5. 0mmとなるまで粉砕し、リチウムシリケート原料粉末を得る。続いてこのリチウムシリケート粉末を所定量秤量し、金型に充填し、圧縮成形して気孔率40%前後例えば35〜45%の成形体とすることにより多孔質体構造の炭酸ガス吸収材を作製する。
【0014】以上説明した本実施の形態に関わる炭酸ガス吸収材は、一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートのうちから選ばれる少なくとも1種以上を含有するが、上記リチウムシリケートは、次の式( 1) に示すように炭酸ガスと反応してリチウム炭酸塩を生成する。
【0015】
LixSiyOz+x/2CO2→x/2Li2CO3+ySiO 2 … … (1)また、特定温度以上に加熱することにより式( 1) の逆反応の式( 2) が起こり、 炭酸ガスを放出する。 x/ 2Li2CO3+ySiO 2→LixSiyOz+x/ 2CO2 … … (2) リチウムシリケートは、従来のリチウムジルコネートに比べて軽量であり、かつx の値を4以上とすることにより1mol のリチウムシリケートで炭酸ガスを2mol 以上吸収することができることから、単位重量当たりの炭酸ガス吸収量が著しく向上する。
【0016】また、さらにリチウム、ナトリウムおよびカリウムから選ばれるアルカリの炭酸塩を添加することによって、炭酸ガスの吸収・放出反応をより効率的に行なうことが可能な炭酸ガス吸収材を得ることが可能になる。
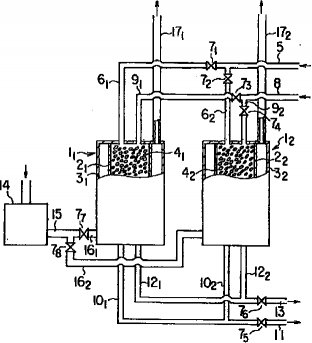
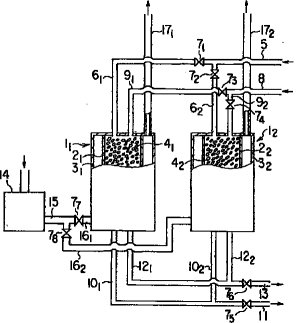
【0017】図1は本発明の炭酸ガス分離装置の概略断面図である。反応容器である第1、第2の吸収筒11、12は、内管21、22と外管31、32とからなる二重構造になっている。ここでは、反応容器である内管21、22の外周に第2の吸収筒11、12が配置・形成されており内管21、22に熱を供給する手段として働く様になっている。例えば薄片状のリチウムシリケート41、42は、第1、第2の吸収筒11、12の内管21、22内にそれぞれ充填されている。炭酸ガス含有ガス供給管5から分岐された第1、第2の炭酸ガス含有ガス供給分岐管61、62は、第1、第2の吸収筒11、12の内管21、22の上部にそれぞれ連結されている。第1、第2のバルブ71、72は、第1、第2のガス供給分岐管61、62にそれぞれ介在する様になっている。
【0018】炭酸ガス回収用ガス供給管8から分岐された第1、第2のガス供給分岐管91、92は、各吸収筒11、12の内管21、22の上部にそれぞれ連結されている。第3、第4のバルブ73、74、は第2のガス供給分岐管91、92にそれぞれ介在する様になっている。
【0019】第1、第2のガス排出分岐管101、102は、前記吸収筒11、12の内管21、22の下部にそれぞれ連結され、かつこれらの分岐管101、102の他端は処理ガス排出管11に連結されている。第5バルブ75は、前記排出管11に介装されている。第1、第2の回収ガス排出分岐管121、122は、前記吸収筒11、12の内管21、22の下部にそれぞれ連結され、かつこれらの分岐管121、122の他端は回収ガス排出管13に連結されている。第6バルブ76は、前記回収ガス排出管13に介装されている。
【0020】燃料ガスを燃焼する燃焼器14は、第1吸収筒11に隣接して配置されている。一端が燃焼器14に連結された燃焼ガス供給管15から分岐された第1、第2の燃焼ガス供給分岐管161、162は、前記吸収筒11、12の外管31、32の下部側面にそれぞれ連結されている。第7、第8のバルブ77、78は、第1、第2の燃焼ガス供給分岐管161、162にそれぞれ介装されている。第1、第2の排気管171、172は、内管21、22と外管31、32で形成される環状空間と連通するように第1、第2の吸収筒11、12の上部にそれぞれ連結されている。燃焼器14に燃料ガスを導入すると、ここで燃焼された燃焼ガスは、燃焼ガス供給管15および第1、第2の供給分岐管161、162を通して吸収筒11、12の環状空間にそれぞれ供給され、これら空間を流通して第1、第2の排気管171、172から排気される。燃焼ガスが前記空間を流通する間に内管21、22内に充填されたリチウムシリケート41、42が加熱される。
【0021】吸収筒11、12の内管21、22に流通するガスの時間当たりの流通モル数は、リチウムシリケート41、42の充填モル数に対して4倍以上、50倍以下に設定している。ガスの時間当たりの流通モル数が50倍を超えると、吸収筒11、12の容積利用率の観点から炭酸ガス吸収を効率よく行なうことが困難になる。一方、ガスの時間当たりの流通モル数を4倍未満にすると、吸収反応に伴う発熱量が大きくなりすぎ、通過ガスの温度上昇のため吸収反応自体が阻害される恐れがある。吸収筒容積の利用効率と速やかな吸収反応の進行という両者の観点から前記ガスの時間当たりの流通モル数は、8倍以上、30倍以下にすることが望ましい。
【0022】リチウムシリケート41、42が収納された2つの吸収筒11、12の内管21、22において、次の手順( 1- 1) 、( 1- 2) で前記( 1) 式、( 2) 式の反応を交互に行なわせて炭酸ガスの吸収、回収を連続して実施する。
【0023】( 1- 1) 第1吸収筒11での炭酸ガス吸収操作まず、第1の吸収筒11の内管21に連結された第1の分岐管61に介装された第1バルブ71および処理ガス排出管11に改装された第5バルブ75をそれぞれ開き、これ以外のバルブ72、73、74、76、77、78を閉じる。炭酸ガス含有ガス供給管5から炭酸ガス含有ガスを前記第1の分岐管61を通して前記第1吸収筒11の内管21に供給する。この時、前記吸収筒11、12の内管21、22に流通するガスの時間当たりの流通モル数は、前述したように前記リチウムシリケートの充填モル数に対して4倍以上、50倍以下に設定しているため、ガス中の炭酸ガスはリチウムシリケート41と前記( 1) 式にしたがって速やかに吸収・保持される。炭酸ガス濃度が低減されたガスは、第1のガス分岐管101および処理ガス排出管11を通して排出される。
【0024】第2吸収筒12での炭酸ガス吸収も同様な操作により行なわれる。
( 1- 2) 第2吸収筒12からの炭酸ガス回収操作前記( 1- 1) で説明した第1の吸収筒11での炭酸ガス吸収操作を行なっている間に、第2の吸収筒12に連結された第2の分岐管92に介装された第4バルブ74、回収ガス排出管13に介装された第6バルブ76および第2燃焼ガス供給分岐管162に介装された第8バルブ78をそれぞれ開く。この後、燃焼器14から燃焼ガスを燃焼ガス供給管15および第2燃焼ガス供給分岐管162を通して内管22と外管32で形成される環状空間に燃焼ガスを流通することにより第2吸収筒12の内管22内に充填したリチウムシリケート42を800℃以上に加熱するとともに、回収用ガス供給管8から所望の回収用ガスを第2の分岐管92を通して前記第2吸収筒12の内管22に供給する。この時、リチウムシリケート42に既に吸収された炭酸ガスは前記( 2) 式にしたがって速やかに放出され、高濃度の炭酸ガスを含むガスは、第2回収ガス排出分岐管122および前記回収ガス排出管13を通して回収される。
【0025】第1吸収筒11からの炭酸ガス回収も同様な操作により行われる。このような操作を繰り返すことによって連続的な炭酸ガスの分離を実現することができる。
【0026】前記内管21、22、外管31、32、炭酸ガス含有ガス供給分岐管61、62、回収用ガス供給分岐管91、92、ガス排出分岐管101、102および回収ガス排出分岐管121、122は特にその材料等に左右されることなく、例えば緻密質アルミナ、ニッケル、鉄からなる金属類などが使用できる。また、反応容器内で生成される炭酸ガスを効率よく分離するためには外管の容量を大きくすることが望ましい。さらに燃料ガスとリチウムシリケート41、42との接触時間を長く保つことを考慮すれば、ガス流通方向に向け長い管状の形態が望ましい。
【0027】また、原料ガスの反応温度によって必要に応じ、反応容器内部の温度を所定の温度に設定するようにヒーターなどの温度制御を反応容器内部あるいは外部に設定することもできる。以上説明したように本発明によれば、構造が簡素化された低コストで、連続的な炭酸ガスの分離・回収が可能な炭酸ガス分離装置を提供できる。
【0028】
【実施例】以下、本発明を実施例を参照して詳細に説明する。
(実施例1)平均粒径1mmの炭酸リチウム粉末と平均粒径0. 8mmの二酸化珪素粉末をモル比で2:1となるように秤量し、メノウ乳鉢にて10min 乾式混合した。得られた混合粉末を箱型電気炉にて、大気中1000℃で8時間熱処理し、リチウムシリケート粉末を得た。続いてこのリチウムシリケート粉末を直径12mmの金型内に充填し、加圧成形することにより気孔率40%の成形体を作製した。
【0029】(実施例2)炭酸リチウム粉末と二酸化珪素粉末の混合比をモル比で4:1とした以外は、実施例1と同様の方法で成形体を作製した。
【0030】(実施例3)炭酸リチウム粉末と二酸化珪素粉末の混合比をモル比で3:2とした以外は、実施例1と同様の方法で成形体を作製した。
【0031】(実施例4)炭酸リチウム粉末と二酸化珪素粉末の混合比をモル比で1:1とした以外は、実施例1と同様の方法で成形体を作製した。
【0032】(比較例1)平均粒径1mmの炭酸リチウム粉末と平均粒径0. 3mmの酸化ジルコニウム粉末をモル比で1:1となるように秤量し、メノウ乳鉢にて10min 乾式混合した。得られた混合粉末を箱型電気炉にて、大気中800℃で10h 熱処理し、リチウムジルコネート粉末を得た。続いてこのリチウムジルコネート粉末を直径12mmの金型内に充填し、加圧成形することにより気孔率40%の成形体を作製した。
【0033】得られた実施例1〜4および比較例1の炭酸ガス吸収材を箱型電気炉に設置し、この電気炉内に炭酸ガス20体積%および窒素ガス80体積%からなる混合ガスを流通させながら600℃の温度で1h保持し、その前後の吸収材の重量増加を調べることにより、炭酸ガスの吸収量を測定した。その結果をそれぞれの式量と合わせて表1に示す。なお、本測定において前記吸収材が設置された電気炉内に窒素ガスのみを供給して同様な実験を行なったところ、吸収材の重量増加が全く認められないことを確認した。
【0034】また、実施例1〜4の吸収材を炭酸ガス20体積%および窒素ガス80体積%からなる混合ガスを流通させながら500℃に5h 保持し、一旦室温に戻して重量を測定し、同様なガス条件で800℃に1h 保持して重量減少を測定して、炭酸ガスの放出量を測定した。なお、比較例1の吸収材では炭酸ガス吸収のための温度条件を500℃とし、その後同様な600℃で炭酸ガスの放出を行なった。その結果を表1に合わせて示す。
【0035】さらに、以下の方法で同一体積のCO2を吸収するのに必要な実施例1〜4および比較例1の吸収材の重量を求めた。まず、外径50mm、高さ200mmの円柱状容器内に炭酸ガス吸収材を入れ、窒素ガス中800℃で1h 熱処理し、ロータリーポンプにて0. 1Torrまで真空引きを行なった。続いて炭酸ガスを大気圧になるまで導入し、500℃で3h 保持した。容器は気密性が保たれており、炭酸ガス吸収材が炭酸ガスを吸収することで、容器内の圧力が低下する。到達真空度は容器内の炭酸ガス吸収材の量により異なり、内圧が0. 1Torrとなるまで炭酸ガス吸収材の量を増加させて同様の実験を繰り返した。容器内の圧力が0. 1Torrとなるのに必要な炭酸ガス吸収材の重量を表1に示す。
【0036】
【表1】
この表1より、実施例1〜4の吸収材は、比較例1の吸収材に比べて炭酸ガスの吸収量が大きく、優れた炭酸ガス吸収特性を有することが明らかになった。また、炭酸ガス放出量は吸収量とほぼ同一であり、吸収・放出が可能な材料であることも確認された。さらに、同一の炭酸ガスを吸収するのに必要な吸収材の重量が小さくなり、軽量化が達成されることも明らかになった。
【0037】(実施例5)実施例1で調整したリチウムシリケート120kgを内径300mm、外径400mm、長さ2500mmの二重菅構造のニッケル系吸収筒の内管にそれぞれ充填した。吸収筒を前述した図1の炭酸ガス分離装置の第1吸収筒として組み込み、炭酸ガスの吸収を行なった。この時、炭酸ガス含有ガスとしては、600℃の温度で、水素、炭酸ガス、水蒸気がそれぞれ体積比で1/3:1/3:1/3の混合ガスを用い、これらの混合ガスを表2に示す流量で第1の吸収筒の内管に3時間流通させた。
【0038】このような炭酸ガス吸収操作において、吸収筒出口のガス温度を測定した。またリチウムシリケートの重量増加を測定し、式( 1) に基づく理論値に対する吸収材としての反応率を求めた。さらに炭酸ガス補集率を測定した。その結果反応率は94. 3%、補集率は85. 8%となり、優れた炭酸ガス吸収能力を有することが確認できた。
【0039】(実施例6)実施例5に示す方法で炭酸ガスの吸収を行なった吸収筒の内管に800℃の窒素ガスを5. 76×103L/h で流通させて炭酸ガスの回収を行なった。その結果吸収筒出口における炭酸ガス濃度は78. 2%となり、炭酸ガスの放出が速やかに行われたことが確認できた。
【0040】以上の実施例5、6より比較的温度の高い炭酸ガス含有ガスの処理が可能で、かつ炭酸ガスぶんりのために消費するエネルギーを低減して、高効率、低コストでエネルギープラント等の排気ガス中の炭酸ガスを吸収・ 濃縮することが可能な炭酸ガス分離装置であることが確認できた。
【0041】
【発明の効果】以上説明したように本発明によれば、母材酸化物を酸化ジルコニウムに比べて同等以上の炭酸ガスの吸収力を有し且つ軽量化を図る事ができる。
【図面の簡単な説明】
【図1】 本発明に係わる炭酸ガス分離装置を示す概略図
【符号の説明】
11、12:吸収筒
41、42:リチウムシリケート
71〜710:バルブ
14:燃焼器
【特許請求の範囲】
【請求項1】一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする炭酸ガス吸収材。
【請求項2】炭酸ガスを含む気体に炭酸ガス吸収材を接触させて前記炭酸ガスを含む気体から前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする炭酸ガス分離方法。
【請求項3】炭酸ガスを吸収した炭酸ガス吸収材を加熱して前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする炭酸ガス分離方法。
【請求項4】炭酸ガス導入口および生成ガス排出口を有する反応容器と、この反応容器に収納され炭酸ガスとの反応により炭酸塩を生成する一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれる炭酸ガス吸収材とを具備し、前記反応容器の外周に前記反応容器に熱を供給する手段を有することを特徴とする炭酸ガス分離装置。
【請求項1】一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする炭酸ガス吸収材。
【請求項2】炭酸ガスを含む気体に炭酸ガス吸収材を接触させて前記炭酸ガスを含む気体から前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする炭酸ガス分離方法。
【請求項3】炭酸ガスを吸収した炭酸ガス吸収材を加熱して前記炭酸ガスを分離するのに際し、前記炭酸ガス吸収材は一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれることを特徴とする炭酸ガス分離方法。
【請求項4】炭酸ガス導入口および生成ガス排出口を有する反応容器と、この反応容器に収納され炭酸ガスとの反応により炭酸塩を生成する一般式LixSiyOz(式中、x 、y、zはx+4y-2z=0を満たす整数である)で表されるリチウムシリケートからなる群から選ばれる炭酸ガス吸収材とを具備し、前記反応容器の外周に前記反応容器に熱を供給する手段を有することを特徴とする炭酸ガス分離装置。
【図1】

【公開番号】特開2000−262890(P2000−262890A)
【公開日】平成12年9月26日(2000.9.26)
【国際特許分類】
【出願番号】特願平11−77199
【出願日】平成11年3月23日(1999.3.23)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成12年9月26日(2000.9.26)
【国際特許分類】
【出願日】平成11年3月23日(1999.3.23)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]