
点火器及びガス発生器
高温における塞栓の強度を向上させることにより塞栓の厚みを薄くして点火器及びガス発生器を小型化すること、電極ピンの飛び出しを確実に防止すること。
抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有する点火器であって、前記塞栓の材質は熱硬化性樹脂であることを特徴とする。
燃焼によりガスを発生させるガス発生剤が充填されたカップと、このカップの内側に配置された前記点火器と、前記点火器及び前記カップを保持するホルダとを備えるガス発生器であって、前記ホルダに前記電極ピンを個別に挿通する挿通孔を有することを特徴とする。
抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有する点火器であって、前記塞栓の材質は熱硬化性樹脂であることを特徴とする。
燃焼によりガスを発生させるガス発生剤が充填されたカップと、このカップの内側に配置された前記点火器と、前記点火器及び前記カップを保持するホルダとを備えるガス発生器であって、前記ホルダに前記電極ピンを個別に挿通する挿通孔を有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガス発生器に用いられる点火器、及び、自動車のシートベルトプリテンショナー等の乗員安全保護装置を作動させるガス発生器に関する。
【背景技術】
【0002】
自動車の衝突時に生じる衝撃から乗員を保護するものとして、シートベルトプリテンショナーやエアバッグが知られている。これらプリテンショナー等は、ガス発生器から導入される多量のガスによって作動して乗員を保護する。又、ガス発生器は、点火器、ガス発生剤等を備え、衝突時に点火器を発火させることでガス発生剤を着火燃焼して急速に多量のガスを発生させる。
【0003】
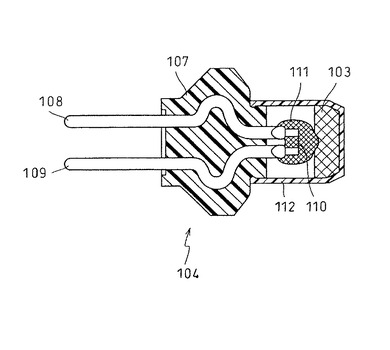
ガス発生器に用いられる点火器の一例としては、カップ112内に嵌装され着火薬103を封じる塞栓107を、熱可塑性樹脂等によって形成した図5に記載の点火器104がある。塞栓107には、塞栓107を貫通する2本の電極ピン108、109が備えられている。これら各電極ピン108、109は、カップ112内に突出して先端に電橋線110を電気的に接続している。電橋線110は、着火薬103に接する点火玉111にて覆われている。点火玉111は発火感度に優れ、電橋線110の発熱により点火して、着火薬103を発火させる。
【0004】
この点火器104は、ガス発生器に装着され、衝突センサからの衝突信号によって通電し、電橋線110を発熱させる。発熱した電橋線110は、点火玉111を点火させ、続いて着火薬103を発火燃焼させる。そして、着火薬103が燃焼して生じる発生圧力及び熱によりガス発生剤101が着火燃焼し、発生したガスがシートベルトプリテンショナーへ噴出する。
【0005】
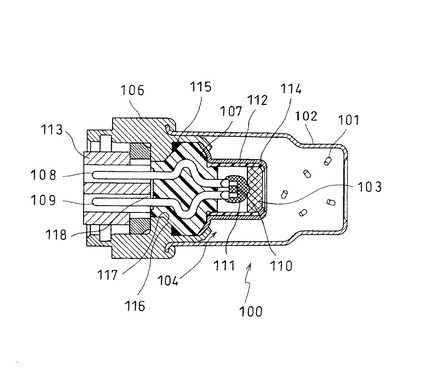
また、従来のシートベルトプリテンショナー用ガス発生器の一例を図6に示す。図6のガス発生器100は、着火により多量のガスを発生するガス発生剤101と、通電により発火される着火薬103を収納する点火器104(図5参照)と、ガス発生剤101を収納するカップ102と、カップ112を覆う点火器ケ−ス114と、点火器104及び点火器ケ−ス114をそれぞれ中心に固定してガス発生剤101及び点火器104をカップ102との内側に封じるホルダ106と、点火器104とホルダ106との隙間に配置されて点火器104とホルダ106との隙間より水分が浸入するのを防止するOリング115と、点火器104より立設された2本の電極ピン108,109をショートさせておくためのショーティングクリップ113とで構成される。また、カップ102とホルダ106との隙間には、水分が浸入するのを防止するために図示しないシール剤が塗布されている。
【0006】
ここで、塞栓107の材質は、熱可塑性樹脂でできている。この熱可塑性樹脂としては、具体的には、ポリブチレンテレフタレート(PBT)、ナイロン6、ナイロン66等の合成樹脂にガラス繊維等を混合したもの等が用いられている(例えば、特許文献1参照)。
【0007】
また、塞栓を不飽和ポリエステル等の熱硬化性樹脂で成形することも提案されている(例えば、特許文献2参照)。
【0008】
また、特許文献3には、エポキシ樹脂でできた絶縁性支持部、円筒形金属スリ−ブ及び熱可塑性樹脂でできた被覆成型部からなる塞栓を有する点火器を含むガス発生器について開示がある。
【0009】
また、特許文献4には、中実本体、ガラス製のシース(sheaths)からなる塞栓を有し、エポキシ樹脂で封止された点火器について開示がある。
【0010】
また、特許文献5には、熱可塑性樹脂や不飽和ポリエステルである熱硬化性樹脂でできたヘッダー(塞栓)を有する点火器を含むガス発生器について開示がある。
【0011】
また、特許文献6には、ガラス繊維強化樹脂でできたヘッダ−(塞栓)を有する点火器を含むガス発生器について開示がある。
【0012】
更に、特許文献7には、2本の電極ピンが個別に挿通する2つの挿通孔が形成されたホルダと、塞栓に相当するハーメチック材が絶縁性樹脂によって成形された点火器とを有するガス発生器が開示されている。
【0013】
【特許文献1】特開2003−25950号公報(第4頁及び図4)
【特許文献2】特開2002−90097号公報(第5頁)
【特許文献3】特開2000−108838号公報(第5頁)
【特許文献4】特開2000−241099号公報(第4頁、第5頁)
【特許文献5】国際公開第WO01/031281号パンフレット
【特許文献6】国際公開第WO01/031282号パンフレット
【特許文献7】特開2000−292100号公報(図1)
【発明の開示】
【発明が解決しようとする課題】
【0014】
前述したように、従来の点火器において、カップ内の着火薬を封じる塞栓が樹脂でできている場合は、熱可塑性樹脂で構成されているのが一般的である。このため、点火器がガス発生器に組み込まれ使用され、自動車衝突時に車両火災が発生した場合、あるいは、想定を超える高温状態でのガス発生器の燃焼試験時などにガス発生剤が燃焼した場合、熱可塑性樹脂で構成された塞栓が軟化して、ガス発生器内の高圧のガス圧により塞栓を貫通する2本の電極ピンが飛び出してしまう虞がある。また、このような状態を防止する為に塞栓の厚みを厚くした場合、その分だけ点火器のサイズが大きくなるため、ガス発生器も大型化してしまうか、あるいは、ガス発生器のサイズを大きくできない場合にはガス発生剤の充填可能量が少なくなってしまう。さらに電極ピンと電極ピンを挿入する部分が金属でできており、これらがガラスで封止されたものを用いて製造された塞栓の場合、部品コストが高く、また製造上ガラスを溶融する工程を必要とするため製造コストも高く、結果として高価な塞栓となってしまう。
【0015】
また、塞栓が不飽和ポリエステル組成物で成形されている場合、完全に硬化させるまでに比較的長い時間を要し生産性に劣る、過酸化物を硬化反応開始剤に用いている場合、過酸化物が不安定なために分解しやすく作業性が劣る、という問題点があげられる。
【0016】
また、塞栓部分がいくつもの部材で構成されている場合、各部材同士のシ−ル性の問題がある。また、部品点数が増加し、製造に手間がかかるという問題もある。
【0017】
本発明の目的は、生産性を大幅に落とすことなどなく、高温時における塞栓の強度を向上させることにより塞栓の厚みを薄くして点火器を小型化すること、電極ピンの飛び出しを確実に防止すること、また、塞栓と電極ピンとの間のシール性を確保した点火器、及びその点火器を用いたガス発生器を得ることである。好ましくは、電極ピンとホルダとを熱硬化性樹脂で一体成形した、さらに好ましくは、電極ピンとホルダとをエポキシ樹脂で一体成形したガス発生器を得ることである。
【課題を解決するための手段】
【0018】
本発明の点火器は、抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有するものであって、前記塞栓の材質は熱硬化性樹脂であることを特徴とする。
【0019】
また、本発明の点火器は、着火薬を収納するカップと、このカップに装着されてカップ内の着火薬を封じる塞栓と、この塞栓を貫通する2本の電極ピンと、2本の電極ピンの前記カップ内の端部を接続する電橋線と、この電橋線を覆い且つ着火薬に接する点火玉とを有し、前記塞栓の材質がエポキシ樹脂組成物であることを特徴とするものでもよい。
【0020】
なお、本発明の点火器は、前記エポキシ樹脂組成物が、エポキシ樹脂、硬化剤を含むことが好ましい。また、前記エポキシ樹脂組成物が、全エポキシ樹脂組成物に対し30〜95重量%のフィラーを含有することが好ましい。前記フィラーは、溶融シリカ、結晶シリカ、酸化アルミニウム及び炭酸カルシウムのうちの少なくとも1つを含むことが好ましい。前記エポキシ樹脂は、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂及びアミン系エポキシ樹脂のうちの少なくとも1つを含むことが好ましい。前記硬化剤は、フェノールノボラック樹脂、酸無水物及びアミン類のうちの少なくとも1つを含むことが好ましい。前記硬化剤は、硬化促進剤を含むことが好ましい。前記塞栓のうちの前記ホルダ側の端部に、ホルダ側の径が小さくなるような段付部が形成されていることが好ましい。
【0021】
また、本発明のガス発生器は、燃焼によりガスを発生させるガス発生剤が充填されたカップと、このカップの内側に配置された点火器と、前記点火器及び前記カップを保持するホルダを備え、前記点火器は、抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓を有するガス発生器であって、前記塞栓の材質は熱硬化性樹脂であり、前記ホルダに前記電極ピンを個別に挿通する挿通孔を有することを特徴とする。
【0022】
なお、本発明のガス発生器は、上記本発明の点火器を有するものであってもよい。また、本発明のガス発生器は、燃焼によりガスを発生させるガス発生剤が充填された第2カップと、この第2カップの内側に配設され、着火薬を収納する第1カップを有する点火器と、該点火器及び前記第2カップを保持するホルダとを備え、前記点火器は、前記第1カップに装着されて第1カップ内の着火薬を封じる塞栓と、この塞栓を貫通してホルダ側へ延びる2本の電極ピンとを有し、前記ホルダに前記2本の電極ピンが個別に挿通する2つの挿通孔が形成され、前記塞栓の材質が熱硬化性樹脂組成物で形成されていることを特徴とするものでもよい。
【0023】
また、本発明のガス発生器は、前記塞栓から延びる前記各電極ピンの各根元部分が、前記塞栓と一体に成形された突出部で覆われており、該突出部が前記挿通孔に挿入されていることが好ましい。また、前記塞栓のうちの前記ホルダ側の端部に、ホルダ側の径が小さくなるような段付部が形成されていることが好ましい。前記塞栓の材質は、エポキシ樹脂組成物で形成されていることが好ましい。前記2つの挿通孔の面積は、前記電極ピンの断面積の1倍を超えて10倍以下であることが好ましい。また、前記段付部の近傍部に、ホルダと塞栓との間をシールするシール材が設けられていることが好ましい。
【発明の効果】
【0024】
本発明の点火器は、塞栓が、熱硬化性樹脂で形成されているため、高温下でも塞栓は十分な強度を有し、高温状態において塞栓が軟化しないため電極ピンが塞栓から抜けるのを防止できる。そうすることにより、熱可塑性樹脂を用いた場合に比べ、塞栓の厚みを薄くしても電極ピンの飛び出しを防止するために必要な強度を確保することができ、塞栓を薄くした分だけ点火器を小型化することができる。
【0025】
本発明のガス発生器は、2本の電極ピンが、ホルダに形成された面積の小さな2つの挿通孔に夫々挿通されているものである。そのため、着火薬が燃焼して第2カップ内が高温且つ高圧の状態になった場合でも、塞栓の端面の大部分がホルダに当接して確実に受け止められて、2本の電極ピンがホルダから抜けて外側へ飛び出しにくくなっている。また、挿通孔において電極ピンとホルダとの隙間が近くなっているため、電気試験の際に静電気が流れたときに、火薬、着火薬が存在しない電極ピンの部分とホルダの挿通孔との間で放電することによって静電気を逃がし、火薬、着火薬が発火するような放電を防止することができる。
【発明を実施するための最良の形態】
【0026】
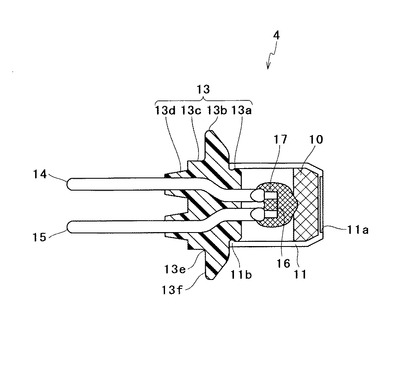
図1に示すように、本発明の点火器4は、着火薬10と、この着火薬10をカバー収納する第1カップ11と、第1カップ11に部分的に内嵌されて第1カップ11内の着火薬10を封じる塞栓13と、この塞栓13を貫通してホルダ5側へ延びる2本の電極ピン14,15などを有する。図1に示すように、2本の電極ピン14,15の第1カップ11側の先端部は抵抗発熱体16により電気的に接続されており、抵抗発熱体16は着火薬10に接する点火玉17で覆われている。即ち、この点火器4は、電極ピン14,15に通電されたときに、抵抗発熱体16が発熱することにより点火玉17が発火し、続いて、点火玉17に接する着火薬10が発火して燃焼するように構成されている。本発明の点火器4においては、着火薬10を使用せず、抵抗発熱体16を覆っている点火玉17の火薬量を調整することで、着火薬10を装着した場合と同等の威力を、持たせることが好ましい。更に、その場合には、第1カップを除くことがさらに好ましい。また、着火薬をカバー収納する方法としては、カップの他、樹脂等を塗布するなどが考えられ、特に方法は限定しない。
【0027】
塞栓13に用いられる電極ピン14,15の材質は、ニッケルを含む合金、鉄、ステンレスが好ましい。
抵抗発熱体16としては、例えば、ニッケルクロム合金や白金等の金属からなるいわゆる電橋線が挙げられる。また、半導体製造技術を用いた抵抗発熱体(SCB)を用いたものが好ましい。また、その中でも、リアクティブブリッジを用いたものが、より好ましい。
【0028】
また、第1カップ11は有底筒状の形状を有し、その底面には、第1カップ11内の着火薬10が着火されたときに生じた熱流を第2カップ3(図2)内のガス発生剤2へ噴出する為の導火部11aが形成されている。導火部11aは、スコアと呼ばれる切り欠きを有していてもよい。さらに、第1カップ11の開口側の端部には、塞栓13に係合する係合部11bが形成されている。この第1カップ11を形成する材料としては、例えばポリブチレンテレフタレート、ポリエチレンテレフタレート、ナイロン6、ナイロン66等のプラスチック材料が挙げられる。
【0029】
本発明の点火器4において、各電極ピン14,15間に規定の電流を通電させると、ほぼ瞬時に抵抗発熱体16が発熱する。この発熱によって点火玉は安定して発火し、これにより着火薬10が燃焼して第1カップ11の内圧が上昇し、第1カップ11の底部(導火部11a)が破裂する。そして、着火薬10の火炎が点火器からガス発生器内に噴出する。
【0030】
本発明の点火器4は、通常、以下の各工程を施すことで製造される。(1)2つの電極ピンを形成する工程、(2)塞栓13を形成する工程、(3)各電極ピン14,15に溶着面を形成する工程、(4)抵抗発熱体16を溶着する工程、(5)抵抗発熱体16に点火玉を塗布する工程、(6)点火玉を着火薬10に接触させる工程、(7)第1カップ11へ塞栓13を嵌め込む工程。
【0031】
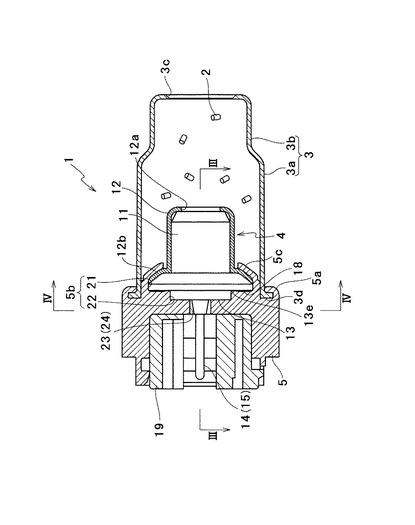
図2に本発明の点火器を用いたガス発生器を図2に示す。このガス発生器1において、点火器4の第1カップ11の全体が、有底筒状の点火器ケース12(スクイブケ−スともいう)により覆われている(図2)。点火器ケース12の底部には、第2カップ3内のガス発生剤2へ熱流を噴出する為の導火孔12aが形成されている。また、点火器ケース12の開口側の端部には、ホルダ5に取り付ける為のフランジ部12bがテーパ状に形成されている。このスクイブケース12は、例えば鉄、ステンレス、あるいは、アルミニウム等の金属材料や、PBT(ポリブチレンテレフタレート)、フッ素樹脂等の合成樹脂などで形成することができる。このように、着火薬10を収納した第1カップ11が点火器ケース12に覆われているため、第1カップ11の拘束力が高まり、着火薬10が発火したときに第1カップ11内の圧力が高まる前に第1カップ11が破断してしまうのを防止でき、着火薬10を高圧力下で燃焼させることができる。その結果、着火薬10の燃焼速度が速くなり、ガス発生剤2の着火遅れが小さくなる。尚、第1カップ11の導火部11a及び点火器ケース12の導火孔12aを底面に形成する必要は必ずしもなく、これら第1カップ11及び点火器ケース12の筒状の側面に1又は複数の導火部11a,導火孔12aを形成してもよい。
【0032】
図1に示すように、塞栓13は、第1カップ11内に内嵌状に挿入される挿入部13aと、この挿入部13aの基端からテーパ状に拡径した大径部13bと、この大径部13bよりも小径で段付部13eを介して大径部13bに連なる小径部13cとを含む。大径部13bから小径部13cへの移行部13fは、電極ピン14,15の平行部に対し、直角な面となっている。このように、塞栓13の左端部(ホルダ5側の端部)に段付部13eを形成することで、塞栓13の大径部13bの肉厚が薄くなるように構成されている。挿入部13aは第1カップ11内に内嵌されて係合部11bに係合しており、塞栓13が第1カップ11から抜け出ないようになっている。また塞栓13bの肉厚は好ましくは1.6mm〜2mmとなる。
【0033】
図2に示すように、大径部13bの左面にある段付部13eの近傍部には、塞栓13とホルダ5との間から湿気が第2カップ3内に浸入するのを防止するガスケット18(シール材)が装着されている。ここで、ガスケット18の代わりに、液状のシール剤を塗布してもよい。さらに、大径部13bのテーパ面に点火器ケース12のテーパ状のフランジ部12bが密着した状態で、ホルダ5の環状突起5cによりかしめられて点火器ケース12と塞栓13がホルダ5に取り付けられている。
【0034】
2本の電極ピン14,15は、塞栓13を貫通して、それらの一端側部分が第1カップ11内に突出し、他端側部分はホルダ5側へ延びて、さらにホルダ5を貫通している。第1カップ11内に突出した電極ピン14,15の端部は抵抗発熱体16により電気的に接続されている。一方、塞栓13からホルダ5側へ突出する部分の根元部分は、塞栓13の小径部13cからホルダ5側へ少し突出する円錐台形状の突出部13dにより覆われている。
【0035】
ところで、塞栓13の材質は、熱硬化性樹脂である。熱硬化性樹脂の中では、硬化性や耐湿性の観点から、エポキシ樹脂組成物が好ましい。この熱硬化性樹脂組成物は、好ましくは、エポキシ樹脂と、硬化剤を有する。なお、熱硬化性樹脂であっても不飽和ポリエステルは、耐火性の点ではエポキシ樹脂組成物と同等であるが、金属との接着性の点においてエポキシ樹脂組成物に劣るので好ましくない。
【0036】
エポキシ樹脂の種類としては、例えばポリフェノール類化合物のグリシジルエーテル化物である多官能エポキシ樹脂、各種ノボラック樹脂のグリシジルエーテル化物である多官能エポキシ樹脂、脂環式エポキシ樹脂、脂肪族系エポキシ樹脂、複素環式エポキシ樹脂、グリシジルエステル系エポキシ樹脂、グリシジルアミン系エポキシ樹脂、
ハロゲン化フェノール類をグリシジル化したエポキシ樹脂等が挙げられる。
【0037】
ポリフェノール類化合物のグリシジルエーテル化物である多官能エポキシ樹脂としては、例えばフェノール、クレゾール、ビスフェノールA、ビスフェノールF、ビスフェノールS、4,4'−ビフェニルフェノール、テトラメチルビスフェノールA、ジメチルビスフェノールA、テトラメチルビスフェノールF、ジメチルビスフェノールF、テトラメチルビスフェノールS、ジメチルビスフェノールS、テトラメチル−4,4'−ビフェノール、ジメチル−4,4'−ビフェニルフェノール、1−(4−ヒドロキジフェニル)−2−[4−(1,1−ビス−(4−ヒドロキジフェニル)エチル)フェニル]プロパン、2,2'−メチレン−ビス(4−メチル−6−tert−ブチルフェノール)、4,4'−ブチリデン−ビス(3−メチル−6−tert−ブチルフェノール)、トリスヒドロキシフェニルメタン、レゾルシノール、ハイドロキノン、ピロガロール、ジイソブロビリデン骨格を有するフェノール類、1,1−ジ−4−ヒドロキシフェニルフルオレン等のフルオレン骨格を有するフェノール類、フェノール化ポリブタジエン等のポリフェノール化合物のグリシジルエーテル化物であるエポキシ樹脂等が挙げられる。
【0038】
各種ノボラック樹脂のグリシジルエーテル化物である多官能エポキシ樹脂としては、例えばフェノール、クレゾール類、エチルフェノール類、ブチルフェノール類、オクチルフェノール類、ビスフェノ−ルA、ビスフェノールF、ビスフェノールS、ナフトール類等の各種フェノールを原料とするノボラック樹脂、キシリレン骨格を有するフェノールノボラック樹脂、ジシクロペンタジエン骨格を有するフェノールノボラック樹脂、ビフェニル骨格を有するフェノールノボラック樹脂、フルオレン骨格を有するフェノールノボラック樹脂等の各種ノボラック樹脂のグリシジルエーテル化物等が挙げられる。
【0039】
脂環式エポキシ樹脂としては、例えば3,4−エポキシシクロヘキシルメチル−3',4'−シクロヘキシルカルボキシレート等のシクロヘキサン骨格を有する脂環式エポキシ樹脂等が挙げられる。
【0040】
脂肪族系エポキシ樹脂としては、例えば1,4−ブタンジオ一ル、1,6−ヘキサンジオール、ポリエチレングリコール、ポリプロピレングリコール、ペンタエリスリトール、キシリレングリコール誘導体等の多価アルコールのグリシジルエーテル類等が挙げられる。
【0041】
複素環式エポキシ樹脂としては、例えばイソシアヌル環、ヒダントイン環等の複素環を有する複素環式エポキシ樹脂等が挙げられる。
【0042】
グリシジルエステル系エポキシ樹脂としては、例えばヘキサヒドロフタル酸ジグリシジルエステル、テトラヒドロフタル酸ジグリシジルエステル等のカルボン酸類からなるエポキシ樹脂等が挙げられる。
【0043】
グリシジルアミン系エポキシ樹脂としては、例えばアニリン、トルイジン、p−フェニレンジアミン、m−フェニレンジアミン、ジアミノジフェニルメタン誘導体、ジアミノメチルベンゼン誘導体等のアミン類をグリシジル化したエポキシ樹脂等が挙げられる。
ハロゲン化フェノール類をグリシジル化したエポキシ樹脂としては、例えばブロム化ビスフェノールA、ブロム化ビスフェノールF、ブロム化ビスフェノールS、ブロム化フェノールノボラック、ブロム化クレゾールノボラック、クロル化ビスフェノールS、クロル化ビスフェノールA、ブロモフェノール等のハロゲン化フェノール類をグリシジル化したエポキシ樹脂等が挙げられる。
【0044】
これらエポキシ樹脂の使用にあたっては特に制限はなく、使用用途により適宜選択されるが、好ましくはビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂、アミン系エポキシ樹脂である。特に好ましくはビスフェノールA型エポキシ樹脂およびノボラック型エポキシ樹脂が良い。更に、これらエポキシ樹脂は電気絶縁性、接着性、耐水性、力学的強度、作業性等の必要に応じ適宜選択され1種又は2種以上の混合物として用いることが出来る。
【0045】
硬化剤としては、例えば酸無水物、アミン類、フェノール類、イミダゾール類等が挙げられる。
【0046】
酸無水物としては、例えばフタル酸無水物、トリメリット酸無水物、ピロメリット酸無水物、ベンゾフェノンテトラカルボン酸無水物、エチレングリコール無水トリメリット酸、ビフェニルテトラカルボン酸無水物等の芳香族カルボン酸無水物、アゼライン酸、セバシン酸、ドデカン二酸等の脂肪族カルボン酸の無水物、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、ナジック酸無水物、ヘット酸無水物、ハイミック酸無水物等の脂環式カルボン酸無水物等が挙げられる。フタル酸無水物としては、例えば4−メチルヘキサヒドロ無水フタル酸が挙げられる。特に好ましくは、4−メチルヘキサヒドロ無水フタル酸が良い。
【0047】
アミン類としては、例えばジアミノジフェニルメタン、ジアミノジフェニルスルフォン、ジアミノジフェニルエーテル等の芳香族アミン、脂肪族アミン、変性アミン等が挙げられる。
【0048】
フェノール類としては、例えばビスフェノールA、テトラブロムビスフェノールA、ビスフェノールF、ビスフェノールS、4,4'−ビフェニルフェノール、2,2'−メチレン−ビス(4−メチル−6−tert−ブチルフェノール)、2,2'−メチレン−ビス(4−エチル−6−tert−ブチルフェノール)、4,4'−ブチリレン−ビス(3−メチル−6−tert−ブチルフェノール)、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−tert−ブチルフェノール),トリスヒドロキシフェニルメタン、ピロガロール、ジイソブロビリデン骨格を有するフェノール類、1,1−ジ−4−ヒドロキシフェニルフルオレン等のフルオレン骨格を有するフェノール類、フェノール化ポリブタジエン等のポリフェノール化合物、フェノール、クレゾール類、エチルフェノール類、ブチルフェノール類、オクチルフェノール類、ビスフェノールA、ブロム化ビスフェノールA、ビスフェノールF、ビスフェノールS、ナフトール類等の各種フェノールを原料とするノボラック樹脂、キシリレン骨格を有するフェノールノボラック樹脂、ジシクロペンタジエン骨格を有するフェノールノボラック樹脂、フルオレン骨格を有するフェノールノボラック樹脂等の各種ノボラック樹脂等が挙げられる。
【0049】
イミダゾール類としては、例えば2−メチルイミダゾール、2−フェニルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−ウンデシルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−エチル,4−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン・イソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸の2:3付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−フェニル−3,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−ヒドロキシメチル−5−メチルイミダゾール、1−シアノエチル−2−フェニル−3,5−ジシアノエトキシメチルイミダゾールの各種イミダゾール類、及び、それらイミダゾール類とフタル酸、イソフタル酸、テレフタル酸、トリメリット酸、ピロメリット酸、ナフタレンジカルボン酸、マレイン酸、蓚酸等の多価カルボン酸との塩類が挙げられる。これら硬化剤のうち、どの硬化剤を用いるかは点火用スクイブ構造体に要求される特性、又は作業性により適宜選択されるが、好ましくは酸無水物類、フェノールノボラック樹脂、アミン類である。これら硬化剤の使用量は、熱硬化性樹脂のエポキシ基に対する硬化剤の当量比に於いて0.3〜2.0の範囲で、好ましくは0.4〜1.6の範囲で、更に好ましくは0.5〜1.3の範囲で用いられる。又、硬化剤は2種以上を混合して用いることもでき、イミダゾール類は硬化促進剤としても用いることができる。
【0050】
硬化促進剤としては、例えば2−メチルイミダゾール、2−フェニルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−ウンデシルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−エチル,4−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン・イソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸の2:3付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−フェニル−3,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−ヒドロキシメチル−5−メチルイミダゾール、1−シアノエチル−2−フェニル−3,5−ジシアノエトキシメチルイミダゾールの各種イミダゾール類、及び、それらイミダゾール類とフタル酸、イソフタル酸、テレフタル酸、トリメリット酸、ピロメリット酸、ナフタレンジカルボン酸、マレイン酸、蓚酸等の多価カルボン酸との塩類,ジシアンジアミド等のアミド類、1,8−ジアザ−ビシクロ(5.4.0)ウンデセン−7等のジアザ化合物及びそれらのフェノール類、前記多価カルボン酸類、又はフォスフィン酸類との塩類、テトラブチルアンモニュウムブロマイド、セチルトリメチルアンモニュウムブロマイド、トリオクチルメチルアンモニュウムブロマイド等のアンモニュウム塩、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレート等のホスフィン類、2,4,6−トリスアミノメチルフェノール等のフェノール類,アミンアダクト、及びこれら硬化剤をマイクロカプセルにしたマイクロカプセル型硬化促進剤等が挙げられる。これら硬化促進剤のどれを用いるかは、例えば透明性、硬化速度、作業条件といった得られる透明樹脂組成物に要求される特性によって適宜選択される。硬化促進剤を使用する場合、その使用量は、熱硬化性樹脂100質量部に対し、0.1〜5質量部であり、好ましくは1質量部前後である。
【0051】
フィラーとしては、例えば溶融シリカ、結晶シリカ等の各種シリカ、シリコンカーバイド、窒化珪素、窒化ホウ素、炭酸カルシウム、炭酸マグネシウム、硫酸バリュウム、硫酸カルシウム、マイカ、タルク、クレー、酸化アルミニウム、酸化マグネシウム、酸化ジルコニウム、水酸化アルミニウム、水酸化マグネシウム、珪酸カルシウム、珪酸アルミニウム、珪酸リチェウムアルミニュウム、珪酸ジルコニウム、チタン酸バリウム、硝子繊維、炭素繊維、二硫化モリブデン、アスベスト等が挙げられ、好ましくは溶融シリカ、結晶シリカ、炭酸カルシウム、酸化アルミニウム、水酸化アルミニウム、珪酸カルシウムであり、更に好ましくは溶融シリカ、結晶シリカ、酸化アルミニウム、炭酸カルシウム等である。これら充填材の使用量は要求性能、作業性に合わせて、好ましくは全熱硬化性樹脂組成物の30〜95重量%、より好ましくは40〜90重量%、特に好ましくは50〜90重量%である。又、これら充填材は一種の単独使用でも、或いは二種以上を混合して用いてもよい。
【0052】
エポキシ樹脂組成物には、目的に応じ、例えば着色剤、カップリング剤、レベリング剤、滑剤等を適宜添加することが出来る。
【0053】
着色剤としては特に制限はなく、例えばフタロシアニン、アゾ、ジスアゾ、キナクリドン、アントラキノン、フラバントロン、ペリノン、ペリレン、ジオキサジン、縮合アゾ、アゾメチン系の各種有機系色素、酸化チタン、硫酸鉛、クロムエロー、ジンクエロー、クロムバーミリオン、弁殻、コバルト紫、紺青、群青、カーボンブラック、クロムグリーン、酸化クロム、コバルトグリーン等の無機顔料等が挙げられる。
【0054】
カップリング剤としては、例えば3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、N−(2−アミノエチル)3−アミノプロピルメチルジメトキシシラン、N−(2−アミノエチル)3−アミノプロピルメチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−メルカプトプロピルトリメトキシシラン、ビニルトリメトキシシラン、N−(2−(ビニルベンジルアミノ)エチル)3−アミノプロピルトリメトキシシラン塩酸塩、3−メタクリロキシプロピルトリメトキシシラン、3−クロロプロピルメチルジメトキシシラン、3−クロロプロピルトリメトキシシラン等のシラン系カップリング剤、イソプロピル(N−エチルアミノエチルアミノ)チタネート、イソプロピルトリイソステアロイルチタネート、チタニュウムジ(ジオクチルピロフォスフェート)オキシアセテート、テトライソプロピルジ(ジオクチルフォスファイト)チタネート、ネオアルコキシトリ(p−N−(β−アミノエチル)アミノフェニル)チタネート等のチタン系カップリング剤、Zr−アセチルアセトネート、Zr−メタクリレート、Zr−プロピオネート、ネオアルコキシジルコネート、ネオアルコキシトリスネオデカノイルジルコネート、ネオアルコキシトリス(ドデカノイル)ベンゼンスルフォニルジルコネート、ネオアルコキシトリス(エチレンジアミノエチル)ジルコネート、ネオアルコキシトリス(m−アミノフェニル)ジルコネート、アンモニュウムジルコニウムカーボネート、Al−アセチルアセトネート、Al−メタクリレート、Al−プロピオネート等のジルコニウム、或いはアルミニウム系カップリング剤が挙げられるが好ましくはシリコン系カップリング剤である。カップリング剤を使用することにより耐湿信頼性が優れ、吸湿後の接着強度の低下が少ない硬化物が得られる。
【0055】
レベリング剤としては、例えばエチルアクリレート、ブチルアクリレート、2−エチルヘキシルアクリレート等のアクリレート類からなる分子量4000〜12000のオリゴマー類、エポキシ化大豆脂肪酸、エポキシ化アビエチルアルコール、水添ひまし油、チタン系カップリング剤等が挙げられる。
【0056】
滑剤としては、例えばパラフィンワックス、マイクロワックス、ポリエチレンワックス等の炭化水素系滑剤、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキジン酸、ベヘン酸等の高級脂肪酸系滑剤、ステアリルアミド、パルミチルアミド、オレイルアミド、メチレンビスステアロアミド、エチレンビスステアロアミド等の高級脂肪酸アミド系滑剤、硬化ひまし油、ブチルステアレート、エチレングリコールモノステアレート、ペンタエリスリトール(モノ−,ジ−,トリ−,又はテトラ−)ステアレート等の高級脂肪酸エステル系滑剤、セチルアルコール、ステアリルアルコール、ポリエチレングリコール、ポリグリセロール等のアルコール系滑剤、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキジン酸、ベヘン酸、リシノール酸、ナフテン酸等のマグネシュウム、カルシュウム、カドニュウム、バリュウム、亜鉛、鉛等の金属塩である金属石鹸類、カルテウバロウ、カンデリラロウ、密ロウ、モンタンロウ等の天然ワックス類が挙げられる。
【0057】
このエポキシ樹脂組成物を調製するには、エポキシ樹脂、硬化剤、必要により、硬化促進剤、フィラー及びカップリング剤、着色剤、レベリング剤等の配合成分を、配合成分が固形の場合はヘンシェルミキサー、ナウターミキサー等の配合機を用いて混合し、ニーダー、エクストルーダー、加熱ロールを用いて80〜120℃で混練、冷却後、粉砕して粉末状として熱硬化性樹脂組成物が得られる。一方、配合成分が液状の場合はプラネタリーミキサー等を用いて配合成分を均一に分散して熱硬化性樹脂組成物とする。液状組成物の粘度が高く作業性に劣る時は溶剤を加えて作業に適した粘度に調整することも出来る。又、固形組成物を液状にして用いてもよい。この場合は前述の方法により得られた固形の熱硬化性樹脂組成物を溶剤に溶解して液状としてもよい。或いは各配合成分を溶剤に溶解して液状組成物としてもよい。この場合用いられる溶剤は特に限定するものではなく通常溶剤として用いられるものであればよい。こうして得られた熱硬化性樹脂組成物が固形の場合は一般的にはペレット状にした後低圧トランスファー成型機等の成型機で成形後100〜200℃に加熱して硬化させる。また、液状の場合は型に注型、或いはディスペンス後、100〜200℃に加熱して硬化させる。
【0058】
ところで、前記したエポキシ樹脂組成物は、ガラス転移点が高く、高温における強度が高い。特に、エポキシ樹脂組成物は、そのガラス転移温度が、ガス発生器の自動着火温度よりも高い温度にあるものが好ましく、ガス発生器中に装填されたガス発生剤の自動着火温度よりも高い温度(例えば180℃以上の温度)にあるものがより好ましい。そのため、このようなエポキシ樹脂組成物で塞栓13を形成することにより、着火薬10が着火して第1カップ11内が高温且つ高圧状態になったときでも塞栓13が軟化せず、電極ピン14,15が塞栓13から外側へ飛び出しにくくなる。また、塞栓13の厚さを薄くしても高温時の強度を十分に確保することができ、その分だけ、ガス発生器1のサイズを小型化したり、あるいは、サイズを変更せずに、第2カップ3内の容積を増やして充填されるガス発生剤2の量を多くしたりすることができる。従って、ガス発生効率が低いために充填量を多くする必要のある、前記の無煙火薬を含まず有毒ガス成分の発生量が少ないガス発生剤(グリーンプロペラント)を使用する場合でも、ガス発生器1のサイズを大きくしなくて済む。さらに、エポキシ樹脂組成物は、金属との密着性に優れているため、本発明の点火器4においては、塞栓13と電極ピン14、15との密着性が優れており、その部分にシール部材を使用する必要が無くなる。また、ホルダ5を金属材料で形成し、ホルダ5と塞栓13とを一体成形したものは、ホルダ5と塞栓13との間にシ−ル部材を使用しなくても着火薬10が収納された第1カップ11内に湿気が浸入するのを極力防止できる。
【0059】
図2において、本発明の点火器4を用いたガス発生器1においては、2本の電極ピン14,15を短絡させておくためのショーティングクリップ19が取り付けられている。このショーティングクリップ19は、静電気などによる点火器4の誤作動を防止するためのものである。
【0060】
本発明の点火器4を用いたガス発生器1では、点火器4を保持するホルダ5の外周部には突起5aが形成されており、この突起5aが第2カップ3のフランジ部3dに係合して第2カップ3がホルダ5にかしめられている。また、ホルダ5の右側部分には、塞栓13を収容する凹状の収容部5bと、この収容部5bの周端部から右方へ突出する環状突起5cが形成されており、収容部5bに塞栓13が部分的に収容された状態で、環状突起5cが点火器ケース12のテーパ状のフランジ部12bに当接して点火器ケース12及び塞栓13がホルダ5にかしめられている。
【0061】
前述したように、塞栓13には段付部13eが形成されており、それに対応して、この塞栓13を収容するホルダ5の収容部5bは、塞栓13の大径部13bを収容する大径の収容穴21と、この収容穴21に連なり、側線13の小径部13cを収容する小径の収容穴22からなる。そして、塞栓13に段付部13eが形成されていることにより塞栓13の大径部13bの肉厚が薄くなっているため、塞栓13の大径部13bと係合する部分のホルダ5の肉厚は小径部13cと係合する部分の肉厚よりも厚くすることができ、高温時にガス発生剤2が燃焼したときの高圧状態における、ホルダ5の強度を確保できる。
【0062】
また、本発明の点火器では、電極ピンを覆う支持体が塞栓部分に含まれていないことが好ましい。即ち、塞栓が、エポキシ樹脂で一体成形されていることが好ましい。こうすることにより、塞栓が支持体等複数個の部品で形成されているものに比べて、部品点数を減らすことができる。したがって、点火器のコスト低減に期待できる。
【0063】
また、本発明では、前記の点火器を用いて、自動車用シートベルトプリテンショナーに、好適に用いられる小型のガス発生器を得ることができる。本発明のガス発生器について、説明する。図2に示す本発明のガス発生器1は、燃焼によりガスを発生させるガス発生剤2が充填された第2カップ3と、この第2カップ3の内側に配設され、着火薬10を収納する第1カップ11を有する点火器4と、第1カップを覆う導火孔12aを有する点火器ケース12と、点火器ケース12と第1カップ11とをかしめるための環状突起5cでかしめて保持するホルダ5と、で構成されている。
【0064】
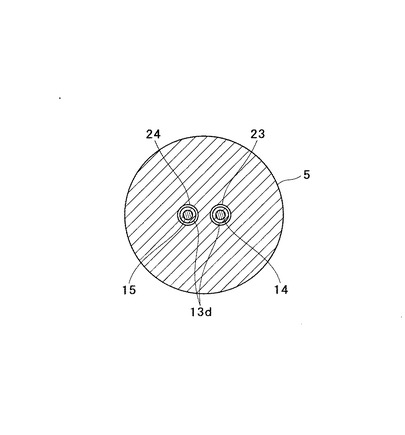
図2、図4に示すように、ホルダ5には、収容穴22の下端から下方へ平行に延びる2つの挿通孔23,24が形成され、これら2つの挿通孔23,24には、2本の電極ピン14,15のうちの、塞栓13の突出部13dに覆われた部分が夫々挿通されている。ここで、2つの挿通孔23,24の面積は、電極ピン14,15を挿通できる範囲内である程度小さいことが好ましく、これら挿通孔23,24を挿通する電極ピン14,15の断面積の1倍を超えて10倍以下、さらに、2倍〜7倍の範囲とすることが好ましい。ホルダ5をこのように構成することで、塞栓13の下端面がホルダ5の収容穴22の奥端に当接して受け止められ、さらに、電極ピン14,15が挿通する挿通孔23,24の面積が従来の点火器4に比べて小さくなっているため、電極ピン14,15がホルダ5から抜けて飛び出してしまうのが防止される。さらに、塞栓13に突出部13dを設けているので挿通孔23,24において電極ピン14,15とホルダ5との距離が近くなっているにもかかわらず、電気試験の際に静電気が流れたときに、火薬、着火薬が存在しない電極ピン14,15の部分とホルダ5の挿通孔23,24との間で放電することによって静電気を逃がし、火薬、着火薬が発火するような放電を防止することができる。
【0065】
尚、このホルダ5は、例えば、アルミニウム、鉄、ステンレス等の金属材料で形成できるが、前述の挿通孔23,24や、収容穴21,22等を設ける必要があることから、成形が容易なアルミニウムで形成することが特に好ましい。
【0066】
ガス発生剤2は、フィルター又は/及びクーラントを介することなく、第2カップケース3の内周に直接接触する状態にして充填されている。ここで、使用できるガス発生剤は、燃料成分としては、含窒素有機化合物、酸化剤成分としては、無機化合物、及び少なくとも1種以上の添加物を含有するガス発生剤が好ましい。燃料成分としては、アミノテトラゾール、硝酸グアニジン、ニトログアニジンよりなる群から選ばれる少なくとも1種以上が挙げられる。酸化剤成分としては、硝酸ストロンチウム、硝酸アンモニウム、硝酸カリウム、過塩素酸アンモニウム、過塩素酸カリウムよりなる群から選ばれる少なくとも1種以上が挙げられる。添加物としては、自己発火性触媒である三酸化モリブデンが挙げられる。また、他にガス発生剤に添加しうる添加物としては、バインダーなどが挙げられ、バインダーとして、グアガム、メチルセルロース、カルボキシメチルセルロース、水溶性セルロースエーテル、ポリエチレングリコールよりなる群から選ばれる少なくとも1種以上が挙げられる。好適なガス発生剤としては、燃料成分として5−アミノテトラゾールおよび硝酸グアニジン、酸化剤成分として硝酸ストロンチウム及び過塩素酸アンモニウム、自己発火性触媒として三酸化モリブデン、バインダーとしてグアガムを含有するガス発生剤である。より好適には、燃料成分として5−アミノテトラゾ−ルを10〜30質量%、硝酸グアニジンを15〜35質量%、酸化剤成分として硝酸ストロンチウムを10〜30質量%、過塩素酸アンモニウムを15〜35質量%、自己発火性触媒として三酸化モリブデンを1〜10質量%、バインダーとしてグアガムを1〜10質量%含有するガス発生剤である。本発明で用いられるガス発生剤は、シートベルトプリテンショナー等に充填可能な形態にするため、例えば所望の形状の成形体にすることができる。この成形体の形状は特に限定されるものではなく、ガス発生剤に、(a)カチオン性バインダー0.25%〜5%、(b)アニオン性バインダー0.25%〜5%、(c)燃料、(d)酸化剤、(e)燃焼調節剤等の種類に応じて、水又は有機溶媒を添加し均一に混合した後、混練し押出成形し載断して得られる円柱状の成形体、打錠機等を用いて得られるペレット状の成形体にすることができる。
【0067】
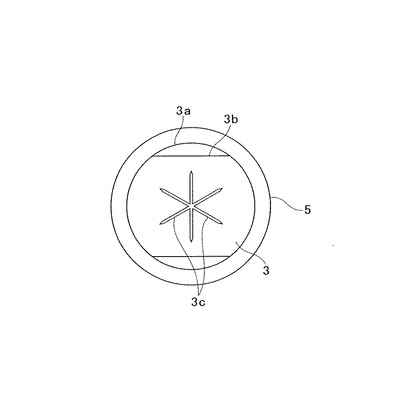
第2カップ3は、大径の円筒部3aと、この円筒部3aの右端に連なり且つ互いに平行な2つの平面状の側面を有する有底筒部3bとを含んでいる。図3に示すように、有底筒部3bの底面には、6本の切欠き部3cが中心から放射状に形成されている。そして、第2カップ3内のガス発生剤2が燃焼して高温且つ高圧のガスが発生したときには、そのガスの圧力により切欠き部3cが破断して、図示しないシートベルトプリテンショナーへガスが直接放出される。第2カップ3の開口側(図2の下側)の端部には、後述するホルダ5に取り付ける為のフランジ部3dが形成されている。第2カップ3を形成する材料としては、例えばステンレス、鉄、アルミニウム等の金属材料が挙げられる。
【0068】
次に、以上説明したガス発生器1の作用及び効果について説明する。図示しない衝突センサが自動車の衝突を感知すると、2本の電極ピン14,15に通電される。すると、電極ピン14,15に接続された抵抗発熱体16が発熱し、点火玉17が発火する。この点火玉17の発火により着火薬10が発火して燃焼する。そして、着火薬10の燃焼に伴って点火器4の第1カップ11の内部が、高温且つ高圧の状態になっていく。ここで、第1カップ11は、図2に示すように点火器ケース12によって覆われて補強されているため、着火薬10が十分に燃焼する前に第1カップ11が膨張して破断することが防止される。また、2本の電極ピン14,15は、ホルダ5に形成された面積の小さな2つの挿通孔23,24に個別に挿通されているため、第1カップ11内が高温且つ高圧の状態においても、2本の電極ピン14,15がホルダ5から抜けて外側へ飛び出しにくくなっている。
【0069】
着火薬10の燃焼が進んで第1カップ11内が高温且つ所定の高圧となると、導火部11a,導火孔12aを通じて一気に第2カップ3内のガス発生剤2に高温且つ高圧の火炎が噴出されて、ガス発生剤2が点火される。尚、点火器ケース12はホルダ5にかしめ固定されているため、ガス発生剤2側に吹き飛ばされることはない。
【0070】
続いて、ガス発生剤2が燃焼して第2カップ3内で瞬間的に発生したガスにより、第2カップ3の圧力が急激に上昇し、第2カップ3に形成された切欠き部3cが破断して、高温且つ高圧のガスが図示しないシートベルトプリテンショナーへ直接導入され、シートベルトプリテンショナーが作動する。
【0071】
上記構成の本実施形態の点火器4は、塞栓13が、熱硬化性樹脂組成物で形成されているため、高温状態において塞栓13が軟化せず、塞栓13の高温における強度が高くなり、高温状態において塞栓13が軟化しないため電極ピン14,15が塞栓13から抜けるのを防止できる。また、塞栓13の厚みを薄くしても電極ピン14,15の飛び出しを防止するために必要な強度を確保することができ、塞栓13を薄くした分だけ点火器4を小型化することができる。あるいは、第2カップ3内の容積を大きくしてガス発生剤2の充填量を増やすことが可能になる。さらに、エポキシ樹脂組成物であれば、金属との密着性がよいため、電極ピン14,15と塞栓13の間から第1カップ11内に湿気が浸入するのを抑えることができ、耐湿性に優れる。また、電極ピン14,15をエポキシ樹脂組成物で一体成形しているため、支持体を必要とせず、塞栓13と電極ピン14,15との間のシール性を高くすることができ、また、点火器4の部品点数を少なくすることができる。
【0072】
特に、上記熱硬化性樹脂組成物をエポキシ樹脂組成物とした場合は、ガラス転移点の高いエポキシ樹脂及び硬化剤を含有しているので、エポキシ樹脂組成物は金属との密着性がよく、塞栓13がガス発生器1に組み付けられた場合には、塞栓13と電極ピン14,15との間の密着性が向上し、ガス発生剤が充填されたカップ内に湿気が侵入するのをより確実に防止することができるので、好ましい。
【0073】
さらに、塞栓13のうちのホルダ5側の端部に、ホルダ5側の径が小さくなるような段付部13eが形成されているので、段付部13eを境にしてホルダ5側の径が小さくなっているから、その分だけ塞栓13の大径部13bと係合するホルダ5の部分の肉厚は小径部13cと係合する部分の肉厚よりも厚くすることができる。その結果、ガス発生剤2が着火したときの高温且つ高圧状態におけるホルダ5の強度を十分に確保することができる。
【0074】
上記構成の本実施形態のガス発生器1によると、2本の電極ピン14,15が、ホルダ5に形成された面積の小さな2つの挿通孔23、24に夫々挿通しているため、着火薬10が燃焼して第2カップ3内が高温且つ高圧の状態になった場合でも、塞栓13の端面の大部分がホルダ5に当接して確実に受け止められて、2本の電極ピン14,15がホルダ5から抜けて外側へ飛び出しにくくなっている。また、挿通孔23、24において電極ピン14,15とホルダ5との距離が近くなっているため、電気試験の際に静電気が流れたときに、火薬、着火薬が存在しない電極ピン14,15の部分とホルダの挿通孔23,24との間で放電することによって静電気を逃がし、火薬、着火薬が発火するような放電を防止することができる。
【0075】
また、塞栓13から延びる各電極ピン14,15の各根元部分が、塞栓13と一体に成形された突出部13d、13gで覆われており、突出部13d、13gが挿通孔23、24に挿入されている。このため、各電極ピン14,15をそれぞれ別個に、挿通孔23、24に挿通した場合に、この突出部13d、13gが各挿通孔23、24と嵌合し、塞栓13のがたつきを小さくできるとともに、各電極ピン14,15とホルダ5間との絶縁を確実にとることができる。
【0076】
また、2つの挿通孔23、24の面積が、電極ピン14,15の断面積の1倍を超えて10倍以下であるので、ホルダ5に金属を使用しても各電極ピン14,15同士のショ−トを防ぐことができ、かつ、スクイブを形成する樹脂製の塞栓が高温状態での着火時に軟化した場合であっても、この孔によって電極ピン14,15のホルダ5外への飛び出しが防止される。
【0077】
さらに、段付部13eの近傍部に、ホルダ5と塞栓13との間をシールするシール材が設けられているので、ホルダ5と塞栓13との間から着火薬10が封止された第2カップ3内に湿気が入り込むのを確実に防止することができる。さらに、ホルダ部分を金属材料で形成し、エポキシ樹脂組成物で、ホルダ部分と塞栓13を一体成形したものは、金属部と樹脂部の密着性が良好であり、シール材が不要となり、好ましい。
【0078】
尚、以上説明した実施形態においては、ホルダ5と電極ピン14,15を有する塞栓13とが別部品で構成されているが、ホルダ5と電極ピン14,15とがエポキシ樹脂組成物により一体に成形されてもよい。この場合には、部品点数を減らすことができ、製造コストを低減することが可能となる。
【実施例】
【0079】
以下に、実施例により本発明を具体的に説明するが、本発明は、これらの実施例に限定されるものではない。
【0080】
本発明で使用される点火器の実施例
実施例1
本発明による点火器の塞栓は、エポキシ樹脂組成物{ビスフェノールA型エポキシ樹脂および硬化剤(4−メチルヘキサヒドロ無水フタル酸)、商品名;日本化薬株式会社製KAYATORON ML−6650N}を混合して金型へ流し込み、硬化させる、いわゆる注型により成形した。この塞栓は金属ピンを有しており、成形の際にはまず金型へ離型剤を振りかけた後、金属ピンを金型へ差し込んでおく。次に樹脂組成物を用意するが、この時、あらかじめエポキシ樹脂を約80℃、硬化剤を約60℃に加熱しておく。そしてこれらを100:100の割合で計量した後混合し、良く攪拌する。攪拌を行うとビスフェノールA型エポキシ樹脂と硬化剤を混合させた液状のエポキシ樹脂組成物には多量の気泡が発生するので、真空脱泡機により、70〜80℃の状態で約10〜15分間、脱泡を行い、その間に金属ピンをさした金型を予熱しておく。脱泡が終わったら液状のエポキシ樹脂組成物をシリンジに移し、これをヒーターで約50℃に温めながら、ディスペンサーにより金型へ注入していく。注入が終わったら再度脱泡を行い、100℃の高温炉に3時間入れた後、140℃の高温炉に3時間入れ、硬化させる。これによりエポキシ樹脂組成物が硬化したら、金型を高温炉から取り出し、成形された塞栓を金型から取り外す。塞栓を取り外した後、もしバリなどが発生していた場合は、きれいに取り除く。このようにして塞栓が出来上がり、各実験の必要に応じて、抵抗発熱体の抵抗溶接、点火玉の成形を行い、着火薬の入ったカップを取り付けて本発明で使用される点火器が完成する。
【0081】
本発明のガス発生器の実施例
実施例2
実施例1で得られた点火器の塞栓に点火器ケースを組み付け、シール剤を塗布したアルミニウム製のホルダにこれを組み付ける。そして、第2カップ内にガス発生剤である無煙火薬を装填し、前記点火器を組み付けたホルダでこれをかしめて得た。
【0082】
本発明のガス発生器を用いて、火炎試験、耐圧試験、耐湿試験を行い、本発明のガス発生器の効果を確認した。各試験において、本発明のガス発生器では、点火器の塞栓の材質がエポキシ樹脂組成物で形成されているものを用い、これと比較する図6に示すガス発生器では、図5に示す点火器の塞栓の材質を、PBT樹脂(ポリブチレンテレフタレ−ト)として成形したものと、不飽和ポリエステルとして成形したものとを用意した。各試験において使用したガス発生剤の成分は、ニトログアニジン、過塩素酸アンモニウム、硝酸ストロンチウム、バインダー、カオリンを含むものであった。
【0083】
火炎試験
試験例1
まず、火炎試験について述べる。試験には底部に直径1mmのガス放出孔が設けられた、内容積が約10ccの円筒状のジグと、このジグを加熱するためのプロパンバーナーを用いた。ガス発生器はジグ内部に挿入されている。火炎試験ではジグを台の上にセットし、プロパンバーナーをその直下にセットした。この時プロパンバーナー火炎口の先端からジグの底部までの距離を400mmとし、プロパンバーナーによる火炎の高さは目視により600mmに設定した。なお本火炎試験はプロパンバーナーにより加熱を開始した後、ガス発生剤に着火してガスが発生するまで行った。試験では爆発音がするので、それにより着火を確認した。以下に、本火炎試験に用いたガス発生器の仕様とその結果を表1に示す。
【0084】
【表1】

【0085】
表1によれば、PBT樹脂で成形された塞栓を持つ点火器を組み付けたガス発生器では、無煙火薬が1000mgの時にはPBT樹脂部材が破壊しなかったが、1100mgおよび1200mgの時にはPBT樹脂部材が破壊した。また、不飽和ポリエステルで成形された塞栓を持つ点火器を組み付けたガス発生器では、無煙火薬が1000mg、1100mgおよび1200mgのいずれの場合にも不飽和ポリエステル部材が破壊されなかった。エポキシ樹脂組成物で成形された塞栓を持つ点火器を組み付けた本発明のガス発生器では、無煙火薬が1000mg、1100mgおよび1200mgのいずれの場合にもエポキシ樹脂部材が破壊しなかった。このことから火炎試験において、エポキシ樹脂組成物や不飽和ポリエステルで成形された塞栓を持つ本発明の点火器を組み付けたガス発生器は、PBT樹脂で成形された塞栓を持つ点火器を組み付けたガス発生器よりも高温状態において強度上有利であることがわかった。
【0086】
耐圧試験
試験例2
次に耐圧試験について述べる。本試験では3種類のガス発生器を用意した。一つは従来から使用しているPBT樹脂により成形された塞栓を持つ点火器をホルダに組み付け、カップ体をかしめたガス発生器である。別の一つは、本発明である点火器の塞栓を前述のとおり成形して点火器ケースを組み付け、シール剤を塗布したアルミニウム製のホルダにこれを組み付けた後、カップ体をかしめてできたガス発生器である。もう一つは、不飽和ポリエステルにより成形された塞栓を持つ点火器をホルダに組み付け、カップ体をかしめたガス発生器である。いずれのガス発生器においてもガス発生剤は装填していない。これらのガス発生器を用いて耐圧試験を行った。耐圧試験は3.5ccの内容積を備えたジグにガス発生器をセットし、ジグ内部に油を満たした後、油圧をかけてゆき、ガス発生器が破壊した際の圧力を測定する。表2に本耐圧試験で得られた結果を示す。
【0087】
【表2】
【0088】
表2からわかるように、PBT樹脂により成形された塞栓を持つ点火器を組み付けた従来のガス発生器は150MPaで樹脂部材が破壊した。しかし、エポキシ樹脂組成物により成形された塞栓を持つ点火器を組み付けた本発明のガス発生器は189MPaまで圧力をかけたが樹脂部材は破壊しなかった。また、不飽和ポリエステルにより成形された塞栓を持つ点火器を組み付けた本発明のガス発生器は185MPaまで圧力をかけたが樹脂部材は破壊されなかった。また、樹脂部材の長さはエポキシ樹脂組成物、不飽和ポリエステルでそれぞれ成形された長さ2.9mmの塞栓を持つ本発明の点火器を有するガス発生器がPBT樹脂で成形された長さ3.6mmの塞栓を持つ従来の点火器を有するガス発生器よりもそれぞれ0.7mm短いが、強度上は高い値を示す結果となった。このことからエポキシ樹脂組成物又は不飽和ポリエステルで成形された塞栓を持つ点火器を組み付けた本発明のガス発生器の方が、PBT樹脂で成形された塞栓を持つ従来の点火器を組み付けたガス発生器よりも強度上有利であることがわかった。
【0089】
耐湿試験
試験例3
さらに耐湿試験について述べる。本試験では3種類のガス発生器を用意した。一つは従来から使用しているPBT樹脂により成形された塞栓を持つ点火器を、Oリングを介してホルダに組み付け、カップ体にガス発生剤を装填して前記ホルダによりかしめたガス発生器である。別の一つは、本発明である、ホルダと電極ピンをエポキシ樹脂組成物で一体に成形し、カップ体にガス発生剤を装填してホルダによりかしめたガス発生器である。もう一つは、ホルダと電極ピンを不飽和ポリエステルで一体に成形し、カップ体にガス発生剤を装填してホルダによりかしめたガス発生器である。ガス発生剤の装填量は1gとした。これら3種類のガス発生器を用いて耐湿試験を行った。その際の試験条件は温度85℃、湿度85%に設定し、試験時間は410時間とした。そしてサンプルを環境試験機から取り出した後、ガス発生器からガス発生剤を取り出し、吸湿量の測定を行った。本試験にて得られた試験結果を表3に示す。
【0090】
【表3】
【0091】
表3からわかるように、従来のO−リングによるシール構造では、85℃、85%の雰囲気中に410時間投入したところガス発生剤の吸湿量は0.41%であり、本発明のエポキシ樹脂組成物の接着によるシール構造では0.16%であった。また、不飽和ポリエステルの接着によるシール構造では0.53%であった。このことから、エポキシ樹脂組成物によりホルダと電極ピンが接着されたシール構造の本発明のガス発生器は、従来のOリングによるシール構造のガス発生器よりも、耐吸湿性において2.6倍以上優れていることがわかった。また、エポキシ樹脂組成物によりホルダと電極ピンが接着されたシール構造の本発明のガス発生器は、エポキシ樹脂組成物によりホルダと電極ピンが接着されたシール構造のガス発生器よりも、耐吸湿性において3.3倍以上優れていることがわかった。
【図面の簡単な説明】
【0092】
【図1】本発明で使用される点火器の断面図である。図2のIII−III線断面図である。
【図2】本発明の実施形態に係るガス発生器の断面図である。
【図3】図2のガス発生器において第2カップの底部分から見た図である。
【図4】図2のVI−VI線断面図である。
【図5】従来の点火器の断面図である。
【図6】従来のガス発生器の断面図である。
【符号の説明】
【0093】
1 ガス発生器
2 ガス発生剤
3 第2カップ
3a 円筒部
3b 有底筒部
3c 切欠き部
3d フランジ部
4 点火器
5 ホルダ
5a 突起
5b 収容部
5c 環状突起
10 着火薬
11 第1カップ
11a 導火部
11b 係合部
12 点火器ケース
12a 導火孔
12b フランジ部
13 塞栓
13b 大径部
13c 小径部
13a 挿入部
13e 段付部
13d 突出部
13f 移行部
14 電極ピン
15 電極ピン
16 抵抗発熱体
17 点火玉
18 ガスケット
19 ショーティングクリップ
21 収容穴
22 収容穴
23 挿通孔
24 挿通孔
【技術分野】
【0001】
本発明は、ガス発生器に用いられる点火器、及び、自動車のシートベルトプリテンショナー等の乗員安全保護装置を作動させるガス発生器に関する。
【背景技術】
【0002】
自動車の衝突時に生じる衝撃から乗員を保護するものとして、シートベルトプリテンショナーやエアバッグが知られている。これらプリテンショナー等は、ガス発生器から導入される多量のガスによって作動して乗員を保護する。又、ガス発生器は、点火器、ガス発生剤等を備え、衝突時に点火器を発火させることでガス発生剤を着火燃焼して急速に多量のガスを発生させる。
【0003】
ガス発生器に用いられる点火器の一例としては、カップ112内に嵌装され着火薬103を封じる塞栓107を、熱可塑性樹脂等によって形成した図5に記載の点火器104がある。塞栓107には、塞栓107を貫通する2本の電極ピン108、109が備えられている。これら各電極ピン108、109は、カップ112内に突出して先端に電橋線110を電気的に接続している。電橋線110は、着火薬103に接する点火玉111にて覆われている。点火玉111は発火感度に優れ、電橋線110の発熱により点火して、着火薬103を発火させる。
【0004】
この点火器104は、ガス発生器に装着され、衝突センサからの衝突信号によって通電し、電橋線110を発熱させる。発熱した電橋線110は、点火玉111を点火させ、続いて着火薬103を発火燃焼させる。そして、着火薬103が燃焼して生じる発生圧力及び熱によりガス発生剤101が着火燃焼し、発生したガスがシートベルトプリテンショナーへ噴出する。
【0005】
また、従来のシートベルトプリテンショナー用ガス発生器の一例を図6に示す。図6のガス発生器100は、着火により多量のガスを発生するガス発生剤101と、通電により発火される着火薬103を収納する点火器104(図5参照)と、ガス発生剤101を収納するカップ102と、カップ112を覆う点火器ケ−ス114と、点火器104及び点火器ケ−ス114をそれぞれ中心に固定してガス発生剤101及び点火器104をカップ102との内側に封じるホルダ106と、点火器104とホルダ106との隙間に配置されて点火器104とホルダ106との隙間より水分が浸入するのを防止するOリング115と、点火器104より立設された2本の電極ピン108,109をショートさせておくためのショーティングクリップ113とで構成される。また、カップ102とホルダ106との隙間には、水分が浸入するのを防止するために図示しないシール剤が塗布されている。
【0006】
ここで、塞栓107の材質は、熱可塑性樹脂でできている。この熱可塑性樹脂としては、具体的には、ポリブチレンテレフタレート(PBT)、ナイロン6、ナイロン66等の合成樹脂にガラス繊維等を混合したもの等が用いられている(例えば、特許文献1参照)。
【0007】
また、塞栓を不飽和ポリエステル等の熱硬化性樹脂で成形することも提案されている(例えば、特許文献2参照)。
【0008】
また、特許文献3には、エポキシ樹脂でできた絶縁性支持部、円筒形金属スリ−ブ及び熱可塑性樹脂でできた被覆成型部からなる塞栓を有する点火器を含むガス発生器について開示がある。
【0009】
また、特許文献4には、中実本体、ガラス製のシース(sheaths)からなる塞栓を有し、エポキシ樹脂で封止された点火器について開示がある。
【0010】
また、特許文献5には、熱可塑性樹脂や不飽和ポリエステルである熱硬化性樹脂でできたヘッダー(塞栓)を有する点火器を含むガス発生器について開示がある。
【0011】
また、特許文献6には、ガラス繊維強化樹脂でできたヘッダ−(塞栓)を有する点火器を含むガス発生器について開示がある。
【0012】
更に、特許文献7には、2本の電極ピンが個別に挿通する2つの挿通孔が形成されたホルダと、塞栓に相当するハーメチック材が絶縁性樹脂によって成形された点火器とを有するガス発生器が開示されている。
【0013】
【特許文献1】特開2003−25950号公報(第4頁及び図4)
【特許文献2】特開2002−90097号公報(第5頁)
【特許文献3】特開2000−108838号公報(第5頁)
【特許文献4】特開2000−241099号公報(第4頁、第5頁)
【特許文献5】国際公開第WO01/031281号パンフレット
【特許文献6】国際公開第WO01/031282号パンフレット
【特許文献7】特開2000−292100号公報(図1)
【発明の開示】
【発明が解決しようとする課題】
【0014】
前述したように、従来の点火器において、カップ内の着火薬を封じる塞栓が樹脂でできている場合は、熱可塑性樹脂で構成されているのが一般的である。このため、点火器がガス発生器に組み込まれ使用され、自動車衝突時に車両火災が発生した場合、あるいは、想定を超える高温状態でのガス発生器の燃焼試験時などにガス発生剤が燃焼した場合、熱可塑性樹脂で構成された塞栓が軟化して、ガス発生器内の高圧のガス圧により塞栓を貫通する2本の電極ピンが飛び出してしまう虞がある。また、このような状態を防止する為に塞栓の厚みを厚くした場合、その分だけ点火器のサイズが大きくなるため、ガス発生器も大型化してしまうか、あるいは、ガス発生器のサイズを大きくできない場合にはガス発生剤の充填可能量が少なくなってしまう。さらに電極ピンと電極ピンを挿入する部分が金属でできており、これらがガラスで封止されたものを用いて製造された塞栓の場合、部品コストが高く、また製造上ガラスを溶融する工程を必要とするため製造コストも高く、結果として高価な塞栓となってしまう。
【0015】
また、塞栓が不飽和ポリエステル組成物で成形されている場合、完全に硬化させるまでに比較的長い時間を要し生産性に劣る、過酸化物を硬化反応開始剤に用いている場合、過酸化物が不安定なために分解しやすく作業性が劣る、という問題点があげられる。
【0016】
また、塞栓部分がいくつもの部材で構成されている場合、各部材同士のシ−ル性の問題がある。また、部品点数が増加し、製造に手間がかかるという問題もある。
【0017】
本発明の目的は、生産性を大幅に落とすことなどなく、高温時における塞栓の強度を向上させることにより塞栓の厚みを薄くして点火器を小型化すること、電極ピンの飛び出しを確実に防止すること、また、塞栓と電極ピンとの間のシール性を確保した点火器、及びその点火器を用いたガス発生器を得ることである。好ましくは、電極ピンとホルダとを熱硬化性樹脂で一体成形した、さらに好ましくは、電極ピンとホルダとをエポキシ樹脂で一体成形したガス発生器を得ることである。
【課題を解決するための手段】
【0018】
本発明の点火器は、抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有するものであって、前記塞栓の材質は熱硬化性樹脂であることを特徴とする。
【0019】
また、本発明の点火器は、着火薬を収納するカップと、このカップに装着されてカップ内の着火薬を封じる塞栓と、この塞栓を貫通する2本の電極ピンと、2本の電極ピンの前記カップ内の端部を接続する電橋線と、この電橋線を覆い且つ着火薬に接する点火玉とを有し、前記塞栓の材質がエポキシ樹脂組成物であることを特徴とするものでもよい。
【0020】
なお、本発明の点火器は、前記エポキシ樹脂組成物が、エポキシ樹脂、硬化剤を含むことが好ましい。また、前記エポキシ樹脂組成物が、全エポキシ樹脂組成物に対し30〜95重量%のフィラーを含有することが好ましい。前記フィラーは、溶融シリカ、結晶シリカ、酸化アルミニウム及び炭酸カルシウムのうちの少なくとも1つを含むことが好ましい。前記エポキシ樹脂は、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂及びアミン系エポキシ樹脂のうちの少なくとも1つを含むことが好ましい。前記硬化剤は、フェノールノボラック樹脂、酸無水物及びアミン類のうちの少なくとも1つを含むことが好ましい。前記硬化剤は、硬化促進剤を含むことが好ましい。前記塞栓のうちの前記ホルダ側の端部に、ホルダ側の径が小さくなるような段付部が形成されていることが好ましい。
【0021】
また、本発明のガス発生器は、燃焼によりガスを発生させるガス発生剤が充填されたカップと、このカップの内側に配置された点火器と、前記点火器及び前記カップを保持するホルダを備え、前記点火器は、抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓を有するガス発生器であって、前記塞栓の材質は熱硬化性樹脂であり、前記ホルダに前記電極ピンを個別に挿通する挿通孔を有することを特徴とする。
【0022】
なお、本発明のガス発生器は、上記本発明の点火器を有するものであってもよい。また、本発明のガス発生器は、燃焼によりガスを発生させるガス発生剤が充填された第2カップと、この第2カップの内側に配設され、着火薬を収納する第1カップを有する点火器と、該点火器及び前記第2カップを保持するホルダとを備え、前記点火器は、前記第1カップに装着されて第1カップ内の着火薬を封じる塞栓と、この塞栓を貫通してホルダ側へ延びる2本の電極ピンとを有し、前記ホルダに前記2本の電極ピンが個別に挿通する2つの挿通孔が形成され、前記塞栓の材質が熱硬化性樹脂組成物で形成されていることを特徴とするものでもよい。
【0023】
また、本発明のガス発生器は、前記塞栓から延びる前記各電極ピンの各根元部分が、前記塞栓と一体に成形された突出部で覆われており、該突出部が前記挿通孔に挿入されていることが好ましい。また、前記塞栓のうちの前記ホルダ側の端部に、ホルダ側の径が小さくなるような段付部が形成されていることが好ましい。前記塞栓の材質は、エポキシ樹脂組成物で形成されていることが好ましい。前記2つの挿通孔の面積は、前記電極ピンの断面積の1倍を超えて10倍以下であることが好ましい。また、前記段付部の近傍部に、ホルダと塞栓との間をシールするシール材が設けられていることが好ましい。
【発明の効果】
【0024】
本発明の点火器は、塞栓が、熱硬化性樹脂で形成されているため、高温下でも塞栓は十分な強度を有し、高温状態において塞栓が軟化しないため電極ピンが塞栓から抜けるのを防止できる。そうすることにより、熱可塑性樹脂を用いた場合に比べ、塞栓の厚みを薄くしても電極ピンの飛び出しを防止するために必要な強度を確保することができ、塞栓を薄くした分だけ点火器を小型化することができる。
【0025】
本発明のガス発生器は、2本の電極ピンが、ホルダに形成された面積の小さな2つの挿通孔に夫々挿通されているものである。そのため、着火薬が燃焼して第2カップ内が高温且つ高圧の状態になった場合でも、塞栓の端面の大部分がホルダに当接して確実に受け止められて、2本の電極ピンがホルダから抜けて外側へ飛び出しにくくなっている。また、挿通孔において電極ピンとホルダとの隙間が近くなっているため、電気試験の際に静電気が流れたときに、火薬、着火薬が存在しない電極ピンの部分とホルダの挿通孔との間で放電することによって静電気を逃がし、火薬、着火薬が発火するような放電を防止することができる。
【発明を実施するための最良の形態】
【0026】
図1に示すように、本発明の点火器4は、着火薬10と、この着火薬10をカバー収納する第1カップ11と、第1カップ11に部分的に内嵌されて第1カップ11内の着火薬10を封じる塞栓13と、この塞栓13を貫通してホルダ5側へ延びる2本の電極ピン14,15などを有する。図1に示すように、2本の電極ピン14,15の第1カップ11側の先端部は抵抗発熱体16により電気的に接続されており、抵抗発熱体16は着火薬10に接する点火玉17で覆われている。即ち、この点火器4は、電極ピン14,15に通電されたときに、抵抗発熱体16が発熱することにより点火玉17が発火し、続いて、点火玉17に接する着火薬10が発火して燃焼するように構成されている。本発明の点火器4においては、着火薬10を使用せず、抵抗発熱体16を覆っている点火玉17の火薬量を調整することで、着火薬10を装着した場合と同等の威力を、持たせることが好ましい。更に、その場合には、第1カップを除くことがさらに好ましい。また、着火薬をカバー収納する方法としては、カップの他、樹脂等を塗布するなどが考えられ、特に方法は限定しない。
【0027】
塞栓13に用いられる電極ピン14,15の材質は、ニッケルを含む合金、鉄、ステンレスが好ましい。
抵抗発熱体16としては、例えば、ニッケルクロム合金や白金等の金属からなるいわゆる電橋線が挙げられる。また、半導体製造技術を用いた抵抗発熱体(SCB)を用いたものが好ましい。また、その中でも、リアクティブブリッジを用いたものが、より好ましい。
【0028】
また、第1カップ11は有底筒状の形状を有し、その底面には、第1カップ11内の着火薬10が着火されたときに生じた熱流を第2カップ3(図2)内のガス発生剤2へ噴出する為の導火部11aが形成されている。導火部11aは、スコアと呼ばれる切り欠きを有していてもよい。さらに、第1カップ11の開口側の端部には、塞栓13に係合する係合部11bが形成されている。この第1カップ11を形成する材料としては、例えばポリブチレンテレフタレート、ポリエチレンテレフタレート、ナイロン6、ナイロン66等のプラスチック材料が挙げられる。
【0029】
本発明の点火器4において、各電極ピン14,15間に規定の電流を通電させると、ほぼ瞬時に抵抗発熱体16が発熱する。この発熱によって点火玉は安定して発火し、これにより着火薬10が燃焼して第1カップ11の内圧が上昇し、第1カップ11の底部(導火部11a)が破裂する。そして、着火薬10の火炎が点火器からガス発生器内に噴出する。
【0030】
本発明の点火器4は、通常、以下の各工程を施すことで製造される。(1)2つの電極ピンを形成する工程、(2)塞栓13を形成する工程、(3)各電極ピン14,15に溶着面を形成する工程、(4)抵抗発熱体16を溶着する工程、(5)抵抗発熱体16に点火玉を塗布する工程、(6)点火玉を着火薬10に接触させる工程、(7)第1カップ11へ塞栓13を嵌め込む工程。
【0031】
図2に本発明の点火器を用いたガス発生器を図2に示す。このガス発生器1において、点火器4の第1カップ11の全体が、有底筒状の点火器ケース12(スクイブケ−スともいう)により覆われている(図2)。点火器ケース12の底部には、第2カップ3内のガス発生剤2へ熱流を噴出する為の導火孔12aが形成されている。また、点火器ケース12の開口側の端部には、ホルダ5に取り付ける為のフランジ部12bがテーパ状に形成されている。このスクイブケース12は、例えば鉄、ステンレス、あるいは、アルミニウム等の金属材料や、PBT(ポリブチレンテレフタレート)、フッ素樹脂等の合成樹脂などで形成することができる。このように、着火薬10を収納した第1カップ11が点火器ケース12に覆われているため、第1カップ11の拘束力が高まり、着火薬10が発火したときに第1カップ11内の圧力が高まる前に第1カップ11が破断してしまうのを防止でき、着火薬10を高圧力下で燃焼させることができる。その結果、着火薬10の燃焼速度が速くなり、ガス発生剤2の着火遅れが小さくなる。尚、第1カップ11の導火部11a及び点火器ケース12の導火孔12aを底面に形成する必要は必ずしもなく、これら第1カップ11及び点火器ケース12の筒状の側面に1又は複数の導火部11a,導火孔12aを形成してもよい。
【0032】
図1に示すように、塞栓13は、第1カップ11内に内嵌状に挿入される挿入部13aと、この挿入部13aの基端からテーパ状に拡径した大径部13bと、この大径部13bよりも小径で段付部13eを介して大径部13bに連なる小径部13cとを含む。大径部13bから小径部13cへの移行部13fは、電極ピン14,15の平行部に対し、直角な面となっている。このように、塞栓13の左端部(ホルダ5側の端部)に段付部13eを形成することで、塞栓13の大径部13bの肉厚が薄くなるように構成されている。挿入部13aは第1カップ11内に内嵌されて係合部11bに係合しており、塞栓13が第1カップ11から抜け出ないようになっている。また塞栓13bの肉厚は好ましくは1.6mm〜2mmとなる。
【0033】
図2に示すように、大径部13bの左面にある段付部13eの近傍部には、塞栓13とホルダ5との間から湿気が第2カップ3内に浸入するのを防止するガスケット18(シール材)が装着されている。ここで、ガスケット18の代わりに、液状のシール剤を塗布してもよい。さらに、大径部13bのテーパ面に点火器ケース12のテーパ状のフランジ部12bが密着した状態で、ホルダ5の環状突起5cによりかしめられて点火器ケース12と塞栓13がホルダ5に取り付けられている。
【0034】
2本の電極ピン14,15は、塞栓13を貫通して、それらの一端側部分が第1カップ11内に突出し、他端側部分はホルダ5側へ延びて、さらにホルダ5を貫通している。第1カップ11内に突出した電極ピン14,15の端部は抵抗発熱体16により電気的に接続されている。一方、塞栓13からホルダ5側へ突出する部分の根元部分は、塞栓13の小径部13cからホルダ5側へ少し突出する円錐台形状の突出部13dにより覆われている。
【0035】
ところで、塞栓13の材質は、熱硬化性樹脂である。熱硬化性樹脂の中では、硬化性や耐湿性の観点から、エポキシ樹脂組成物が好ましい。この熱硬化性樹脂組成物は、好ましくは、エポキシ樹脂と、硬化剤を有する。なお、熱硬化性樹脂であっても不飽和ポリエステルは、耐火性の点ではエポキシ樹脂組成物と同等であるが、金属との接着性の点においてエポキシ樹脂組成物に劣るので好ましくない。
【0036】
エポキシ樹脂の種類としては、例えばポリフェノール類化合物のグリシジルエーテル化物である多官能エポキシ樹脂、各種ノボラック樹脂のグリシジルエーテル化物である多官能エポキシ樹脂、脂環式エポキシ樹脂、脂肪族系エポキシ樹脂、複素環式エポキシ樹脂、グリシジルエステル系エポキシ樹脂、グリシジルアミン系エポキシ樹脂、
ハロゲン化フェノール類をグリシジル化したエポキシ樹脂等が挙げられる。
【0037】
ポリフェノール類化合物のグリシジルエーテル化物である多官能エポキシ樹脂としては、例えばフェノール、クレゾール、ビスフェノールA、ビスフェノールF、ビスフェノールS、4,4'−ビフェニルフェノール、テトラメチルビスフェノールA、ジメチルビスフェノールA、テトラメチルビスフェノールF、ジメチルビスフェノールF、テトラメチルビスフェノールS、ジメチルビスフェノールS、テトラメチル−4,4'−ビフェノール、ジメチル−4,4'−ビフェニルフェノール、1−(4−ヒドロキジフェニル)−2−[4−(1,1−ビス−(4−ヒドロキジフェニル)エチル)フェニル]プロパン、2,2'−メチレン−ビス(4−メチル−6−tert−ブチルフェノール)、4,4'−ブチリデン−ビス(3−メチル−6−tert−ブチルフェノール)、トリスヒドロキシフェニルメタン、レゾルシノール、ハイドロキノン、ピロガロール、ジイソブロビリデン骨格を有するフェノール類、1,1−ジ−4−ヒドロキシフェニルフルオレン等のフルオレン骨格を有するフェノール類、フェノール化ポリブタジエン等のポリフェノール化合物のグリシジルエーテル化物であるエポキシ樹脂等が挙げられる。
【0038】
各種ノボラック樹脂のグリシジルエーテル化物である多官能エポキシ樹脂としては、例えばフェノール、クレゾール類、エチルフェノール類、ブチルフェノール類、オクチルフェノール類、ビスフェノ−ルA、ビスフェノールF、ビスフェノールS、ナフトール類等の各種フェノールを原料とするノボラック樹脂、キシリレン骨格を有するフェノールノボラック樹脂、ジシクロペンタジエン骨格を有するフェノールノボラック樹脂、ビフェニル骨格を有するフェノールノボラック樹脂、フルオレン骨格を有するフェノールノボラック樹脂等の各種ノボラック樹脂のグリシジルエーテル化物等が挙げられる。
【0039】
脂環式エポキシ樹脂としては、例えば3,4−エポキシシクロヘキシルメチル−3',4'−シクロヘキシルカルボキシレート等のシクロヘキサン骨格を有する脂環式エポキシ樹脂等が挙げられる。
【0040】
脂肪族系エポキシ樹脂としては、例えば1,4−ブタンジオ一ル、1,6−ヘキサンジオール、ポリエチレングリコール、ポリプロピレングリコール、ペンタエリスリトール、キシリレングリコール誘導体等の多価アルコールのグリシジルエーテル類等が挙げられる。
【0041】
複素環式エポキシ樹脂としては、例えばイソシアヌル環、ヒダントイン環等の複素環を有する複素環式エポキシ樹脂等が挙げられる。
【0042】
グリシジルエステル系エポキシ樹脂としては、例えばヘキサヒドロフタル酸ジグリシジルエステル、テトラヒドロフタル酸ジグリシジルエステル等のカルボン酸類からなるエポキシ樹脂等が挙げられる。
【0043】
グリシジルアミン系エポキシ樹脂としては、例えばアニリン、トルイジン、p−フェニレンジアミン、m−フェニレンジアミン、ジアミノジフェニルメタン誘導体、ジアミノメチルベンゼン誘導体等のアミン類をグリシジル化したエポキシ樹脂等が挙げられる。
ハロゲン化フェノール類をグリシジル化したエポキシ樹脂としては、例えばブロム化ビスフェノールA、ブロム化ビスフェノールF、ブロム化ビスフェノールS、ブロム化フェノールノボラック、ブロム化クレゾールノボラック、クロル化ビスフェノールS、クロル化ビスフェノールA、ブロモフェノール等のハロゲン化フェノール類をグリシジル化したエポキシ樹脂等が挙げられる。
【0044】
これらエポキシ樹脂の使用にあたっては特に制限はなく、使用用途により適宜選択されるが、好ましくはビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂、アミン系エポキシ樹脂である。特に好ましくはビスフェノールA型エポキシ樹脂およびノボラック型エポキシ樹脂が良い。更に、これらエポキシ樹脂は電気絶縁性、接着性、耐水性、力学的強度、作業性等の必要に応じ適宜選択され1種又は2種以上の混合物として用いることが出来る。
【0045】
硬化剤としては、例えば酸無水物、アミン類、フェノール類、イミダゾール類等が挙げられる。
【0046】
酸無水物としては、例えばフタル酸無水物、トリメリット酸無水物、ピロメリット酸無水物、ベンゾフェノンテトラカルボン酸無水物、エチレングリコール無水トリメリット酸、ビフェニルテトラカルボン酸無水物等の芳香族カルボン酸無水物、アゼライン酸、セバシン酸、ドデカン二酸等の脂肪族カルボン酸の無水物、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、ナジック酸無水物、ヘット酸無水物、ハイミック酸無水物等の脂環式カルボン酸無水物等が挙げられる。フタル酸無水物としては、例えば4−メチルヘキサヒドロ無水フタル酸が挙げられる。特に好ましくは、4−メチルヘキサヒドロ無水フタル酸が良い。
【0047】
アミン類としては、例えばジアミノジフェニルメタン、ジアミノジフェニルスルフォン、ジアミノジフェニルエーテル等の芳香族アミン、脂肪族アミン、変性アミン等が挙げられる。
【0048】
フェノール類としては、例えばビスフェノールA、テトラブロムビスフェノールA、ビスフェノールF、ビスフェノールS、4,4'−ビフェニルフェノール、2,2'−メチレン−ビス(4−メチル−6−tert−ブチルフェノール)、2,2'−メチレン−ビス(4−エチル−6−tert−ブチルフェノール)、4,4'−ブチリレン−ビス(3−メチル−6−tert−ブチルフェノール)、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−tert−ブチルフェノール),トリスヒドロキシフェニルメタン、ピロガロール、ジイソブロビリデン骨格を有するフェノール類、1,1−ジ−4−ヒドロキシフェニルフルオレン等のフルオレン骨格を有するフェノール類、フェノール化ポリブタジエン等のポリフェノール化合物、フェノール、クレゾール類、エチルフェノール類、ブチルフェノール類、オクチルフェノール類、ビスフェノールA、ブロム化ビスフェノールA、ビスフェノールF、ビスフェノールS、ナフトール類等の各種フェノールを原料とするノボラック樹脂、キシリレン骨格を有するフェノールノボラック樹脂、ジシクロペンタジエン骨格を有するフェノールノボラック樹脂、フルオレン骨格を有するフェノールノボラック樹脂等の各種ノボラック樹脂等が挙げられる。
【0049】
イミダゾール類としては、例えば2−メチルイミダゾール、2−フェニルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−ウンデシルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−エチル,4−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン・イソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸の2:3付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−フェニル−3,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−ヒドロキシメチル−5−メチルイミダゾール、1−シアノエチル−2−フェニル−3,5−ジシアノエトキシメチルイミダゾールの各種イミダゾール類、及び、それらイミダゾール類とフタル酸、イソフタル酸、テレフタル酸、トリメリット酸、ピロメリット酸、ナフタレンジカルボン酸、マレイン酸、蓚酸等の多価カルボン酸との塩類が挙げられる。これら硬化剤のうち、どの硬化剤を用いるかは点火用スクイブ構造体に要求される特性、又は作業性により適宜選択されるが、好ましくは酸無水物類、フェノールノボラック樹脂、アミン類である。これら硬化剤の使用量は、熱硬化性樹脂のエポキシ基に対する硬化剤の当量比に於いて0.3〜2.0の範囲で、好ましくは0.4〜1.6の範囲で、更に好ましくは0.5〜1.3の範囲で用いられる。又、硬化剤は2種以上を混合して用いることもでき、イミダゾール類は硬化促進剤としても用いることができる。
【0050】
硬化促進剤としては、例えば2−メチルイミダゾール、2−フェニルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−ウンデシルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−エチル,4−メチルイミダゾール(1'))エチル−s−トリアジン、2,4−ジアミノ−6(2'−メチルイミダゾール(1'))エチル−s−トリアジン・イソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸の2:3付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−フェニル−3,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−ヒドロキシメチル−5−メチルイミダゾール、1−シアノエチル−2−フェニル−3,5−ジシアノエトキシメチルイミダゾールの各種イミダゾール類、及び、それらイミダゾール類とフタル酸、イソフタル酸、テレフタル酸、トリメリット酸、ピロメリット酸、ナフタレンジカルボン酸、マレイン酸、蓚酸等の多価カルボン酸との塩類,ジシアンジアミド等のアミド類、1,8−ジアザ−ビシクロ(5.4.0)ウンデセン−7等のジアザ化合物及びそれらのフェノール類、前記多価カルボン酸類、又はフォスフィン酸類との塩類、テトラブチルアンモニュウムブロマイド、セチルトリメチルアンモニュウムブロマイド、トリオクチルメチルアンモニュウムブロマイド等のアンモニュウム塩、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレート等のホスフィン類、2,4,6−トリスアミノメチルフェノール等のフェノール類,アミンアダクト、及びこれら硬化剤をマイクロカプセルにしたマイクロカプセル型硬化促進剤等が挙げられる。これら硬化促進剤のどれを用いるかは、例えば透明性、硬化速度、作業条件といった得られる透明樹脂組成物に要求される特性によって適宜選択される。硬化促進剤を使用する場合、その使用量は、熱硬化性樹脂100質量部に対し、0.1〜5質量部であり、好ましくは1質量部前後である。
【0051】
フィラーとしては、例えば溶融シリカ、結晶シリカ等の各種シリカ、シリコンカーバイド、窒化珪素、窒化ホウ素、炭酸カルシウム、炭酸マグネシウム、硫酸バリュウム、硫酸カルシウム、マイカ、タルク、クレー、酸化アルミニウム、酸化マグネシウム、酸化ジルコニウム、水酸化アルミニウム、水酸化マグネシウム、珪酸カルシウム、珪酸アルミニウム、珪酸リチェウムアルミニュウム、珪酸ジルコニウム、チタン酸バリウム、硝子繊維、炭素繊維、二硫化モリブデン、アスベスト等が挙げられ、好ましくは溶融シリカ、結晶シリカ、炭酸カルシウム、酸化アルミニウム、水酸化アルミニウム、珪酸カルシウムであり、更に好ましくは溶融シリカ、結晶シリカ、酸化アルミニウム、炭酸カルシウム等である。これら充填材の使用量は要求性能、作業性に合わせて、好ましくは全熱硬化性樹脂組成物の30〜95重量%、より好ましくは40〜90重量%、特に好ましくは50〜90重量%である。又、これら充填材は一種の単独使用でも、或いは二種以上を混合して用いてもよい。
【0052】
エポキシ樹脂組成物には、目的に応じ、例えば着色剤、カップリング剤、レベリング剤、滑剤等を適宜添加することが出来る。
【0053】
着色剤としては特に制限はなく、例えばフタロシアニン、アゾ、ジスアゾ、キナクリドン、アントラキノン、フラバントロン、ペリノン、ペリレン、ジオキサジン、縮合アゾ、アゾメチン系の各種有機系色素、酸化チタン、硫酸鉛、クロムエロー、ジンクエロー、クロムバーミリオン、弁殻、コバルト紫、紺青、群青、カーボンブラック、クロムグリーン、酸化クロム、コバルトグリーン等の無機顔料等が挙げられる。
【0054】
カップリング剤としては、例えば3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、N−(2−アミノエチル)3−アミノプロピルメチルジメトキシシラン、N−(2−アミノエチル)3−アミノプロピルメチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−メルカプトプロピルトリメトキシシラン、ビニルトリメトキシシラン、N−(2−(ビニルベンジルアミノ)エチル)3−アミノプロピルトリメトキシシラン塩酸塩、3−メタクリロキシプロピルトリメトキシシラン、3−クロロプロピルメチルジメトキシシラン、3−クロロプロピルトリメトキシシラン等のシラン系カップリング剤、イソプロピル(N−エチルアミノエチルアミノ)チタネート、イソプロピルトリイソステアロイルチタネート、チタニュウムジ(ジオクチルピロフォスフェート)オキシアセテート、テトライソプロピルジ(ジオクチルフォスファイト)チタネート、ネオアルコキシトリ(p−N−(β−アミノエチル)アミノフェニル)チタネート等のチタン系カップリング剤、Zr−アセチルアセトネート、Zr−メタクリレート、Zr−プロピオネート、ネオアルコキシジルコネート、ネオアルコキシトリスネオデカノイルジルコネート、ネオアルコキシトリス(ドデカノイル)ベンゼンスルフォニルジルコネート、ネオアルコキシトリス(エチレンジアミノエチル)ジルコネート、ネオアルコキシトリス(m−アミノフェニル)ジルコネート、アンモニュウムジルコニウムカーボネート、Al−アセチルアセトネート、Al−メタクリレート、Al−プロピオネート等のジルコニウム、或いはアルミニウム系カップリング剤が挙げられるが好ましくはシリコン系カップリング剤である。カップリング剤を使用することにより耐湿信頼性が優れ、吸湿後の接着強度の低下が少ない硬化物が得られる。
【0055】
レベリング剤としては、例えばエチルアクリレート、ブチルアクリレート、2−エチルヘキシルアクリレート等のアクリレート類からなる分子量4000〜12000のオリゴマー類、エポキシ化大豆脂肪酸、エポキシ化アビエチルアルコール、水添ひまし油、チタン系カップリング剤等が挙げられる。
【0056】
滑剤としては、例えばパラフィンワックス、マイクロワックス、ポリエチレンワックス等の炭化水素系滑剤、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキジン酸、ベヘン酸等の高級脂肪酸系滑剤、ステアリルアミド、パルミチルアミド、オレイルアミド、メチレンビスステアロアミド、エチレンビスステアロアミド等の高級脂肪酸アミド系滑剤、硬化ひまし油、ブチルステアレート、エチレングリコールモノステアレート、ペンタエリスリトール(モノ−,ジ−,トリ−,又はテトラ−)ステアレート等の高級脂肪酸エステル系滑剤、セチルアルコール、ステアリルアルコール、ポリエチレングリコール、ポリグリセロール等のアルコール系滑剤、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキジン酸、ベヘン酸、リシノール酸、ナフテン酸等のマグネシュウム、カルシュウム、カドニュウム、バリュウム、亜鉛、鉛等の金属塩である金属石鹸類、カルテウバロウ、カンデリラロウ、密ロウ、モンタンロウ等の天然ワックス類が挙げられる。
【0057】
このエポキシ樹脂組成物を調製するには、エポキシ樹脂、硬化剤、必要により、硬化促進剤、フィラー及びカップリング剤、着色剤、レベリング剤等の配合成分を、配合成分が固形の場合はヘンシェルミキサー、ナウターミキサー等の配合機を用いて混合し、ニーダー、エクストルーダー、加熱ロールを用いて80〜120℃で混練、冷却後、粉砕して粉末状として熱硬化性樹脂組成物が得られる。一方、配合成分が液状の場合はプラネタリーミキサー等を用いて配合成分を均一に分散して熱硬化性樹脂組成物とする。液状組成物の粘度が高く作業性に劣る時は溶剤を加えて作業に適した粘度に調整することも出来る。又、固形組成物を液状にして用いてもよい。この場合は前述の方法により得られた固形の熱硬化性樹脂組成物を溶剤に溶解して液状としてもよい。或いは各配合成分を溶剤に溶解して液状組成物としてもよい。この場合用いられる溶剤は特に限定するものではなく通常溶剤として用いられるものであればよい。こうして得られた熱硬化性樹脂組成物が固形の場合は一般的にはペレット状にした後低圧トランスファー成型機等の成型機で成形後100〜200℃に加熱して硬化させる。また、液状の場合は型に注型、或いはディスペンス後、100〜200℃に加熱して硬化させる。
【0058】
ところで、前記したエポキシ樹脂組成物は、ガラス転移点が高く、高温における強度が高い。特に、エポキシ樹脂組成物は、そのガラス転移温度が、ガス発生器の自動着火温度よりも高い温度にあるものが好ましく、ガス発生器中に装填されたガス発生剤の自動着火温度よりも高い温度(例えば180℃以上の温度)にあるものがより好ましい。そのため、このようなエポキシ樹脂組成物で塞栓13を形成することにより、着火薬10が着火して第1カップ11内が高温且つ高圧状態になったときでも塞栓13が軟化せず、電極ピン14,15が塞栓13から外側へ飛び出しにくくなる。また、塞栓13の厚さを薄くしても高温時の強度を十分に確保することができ、その分だけ、ガス発生器1のサイズを小型化したり、あるいは、サイズを変更せずに、第2カップ3内の容積を増やして充填されるガス発生剤2の量を多くしたりすることができる。従って、ガス発生効率が低いために充填量を多くする必要のある、前記の無煙火薬を含まず有毒ガス成分の発生量が少ないガス発生剤(グリーンプロペラント)を使用する場合でも、ガス発生器1のサイズを大きくしなくて済む。さらに、エポキシ樹脂組成物は、金属との密着性に優れているため、本発明の点火器4においては、塞栓13と電極ピン14、15との密着性が優れており、その部分にシール部材を使用する必要が無くなる。また、ホルダ5を金属材料で形成し、ホルダ5と塞栓13とを一体成形したものは、ホルダ5と塞栓13との間にシ−ル部材を使用しなくても着火薬10が収納された第1カップ11内に湿気が浸入するのを極力防止できる。
【0059】
図2において、本発明の点火器4を用いたガス発生器1においては、2本の電極ピン14,15を短絡させておくためのショーティングクリップ19が取り付けられている。このショーティングクリップ19は、静電気などによる点火器4の誤作動を防止するためのものである。
【0060】
本発明の点火器4を用いたガス発生器1では、点火器4を保持するホルダ5の外周部には突起5aが形成されており、この突起5aが第2カップ3のフランジ部3dに係合して第2カップ3がホルダ5にかしめられている。また、ホルダ5の右側部分には、塞栓13を収容する凹状の収容部5bと、この収容部5bの周端部から右方へ突出する環状突起5cが形成されており、収容部5bに塞栓13が部分的に収容された状態で、環状突起5cが点火器ケース12のテーパ状のフランジ部12bに当接して点火器ケース12及び塞栓13がホルダ5にかしめられている。
【0061】
前述したように、塞栓13には段付部13eが形成されており、それに対応して、この塞栓13を収容するホルダ5の収容部5bは、塞栓13の大径部13bを収容する大径の収容穴21と、この収容穴21に連なり、側線13の小径部13cを収容する小径の収容穴22からなる。そして、塞栓13に段付部13eが形成されていることにより塞栓13の大径部13bの肉厚が薄くなっているため、塞栓13の大径部13bと係合する部分のホルダ5の肉厚は小径部13cと係合する部分の肉厚よりも厚くすることができ、高温時にガス発生剤2が燃焼したときの高圧状態における、ホルダ5の強度を確保できる。
【0062】
また、本発明の点火器では、電極ピンを覆う支持体が塞栓部分に含まれていないことが好ましい。即ち、塞栓が、エポキシ樹脂で一体成形されていることが好ましい。こうすることにより、塞栓が支持体等複数個の部品で形成されているものに比べて、部品点数を減らすことができる。したがって、点火器のコスト低減に期待できる。
【0063】
また、本発明では、前記の点火器を用いて、自動車用シートベルトプリテンショナーに、好適に用いられる小型のガス発生器を得ることができる。本発明のガス発生器について、説明する。図2に示す本発明のガス発生器1は、燃焼によりガスを発生させるガス発生剤2が充填された第2カップ3と、この第2カップ3の内側に配設され、着火薬10を収納する第1カップ11を有する点火器4と、第1カップを覆う導火孔12aを有する点火器ケース12と、点火器ケース12と第1カップ11とをかしめるための環状突起5cでかしめて保持するホルダ5と、で構成されている。
【0064】
図2、図4に示すように、ホルダ5には、収容穴22の下端から下方へ平行に延びる2つの挿通孔23,24が形成され、これら2つの挿通孔23,24には、2本の電極ピン14,15のうちの、塞栓13の突出部13dに覆われた部分が夫々挿通されている。ここで、2つの挿通孔23,24の面積は、電極ピン14,15を挿通できる範囲内である程度小さいことが好ましく、これら挿通孔23,24を挿通する電極ピン14,15の断面積の1倍を超えて10倍以下、さらに、2倍〜7倍の範囲とすることが好ましい。ホルダ5をこのように構成することで、塞栓13の下端面がホルダ5の収容穴22の奥端に当接して受け止められ、さらに、電極ピン14,15が挿通する挿通孔23,24の面積が従来の点火器4に比べて小さくなっているため、電極ピン14,15がホルダ5から抜けて飛び出してしまうのが防止される。さらに、塞栓13に突出部13dを設けているので挿通孔23,24において電極ピン14,15とホルダ5との距離が近くなっているにもかかわらず、電気試験の際に静電気が流れたときに、火薬、着火薬が存在しない電極ピン14,15の部分とホルダ5の挿通孔23,24との間で放電することによって静電気を逃がし、火薬、着火薬が発火するような放電を防止することができる。
【0065】
尚、このホルダ5は、例えば、アルミニウム、鉄、ステンレス等の金属材料で形成できるが、前述の挿通孔23,24や、収容穴21,22等を設ける必要があることから、成形が容易なアルミニウムで形成することが特に好ましい。
【0066】
ガス発生剤2は、フィルター又は/及びクーラントを介することなく、第2カップケース3の内周に直接接触する状態にして充填されている。ここで、使用できるガス発生剤は、燃料成分としては、含窒素有機化合物、酸化剤成分としては、無機化合物、及び少なくとも1種以上の添加物を含有するガス発生剤が好ましい。燃料成分としては、アミノテトラゾール、硝酸グアニジン、ニトログアニジンよりなる群から選ばれる少なくとも1種以上が挙げられる。酸化剤成分としては、硝酸ストロンチウム、硝酸アンモニウム、硝酸カリウム、過塩素酸アンモニウム、過塩素酸カリウムよりなる群から選ばれる少なくとも1種以上が挙げられる。添加物としては、自己発火性触媒である三酸化モリブデンが挙げられる。また、他にガス発生剤に添加しうる添加物としては、バインダーなどが挙げられ、バインダーとして、グアガム、メチルセルロース、カルボキシメチルセルロース、水溶性セルロースエーテル、ポリエチレングリコールよりなる群から選ばれる少なくとも1種以上が挙げられる。好適なガス発生剤としては、燃料成分として5−アミノテトラゾールおよび硝酸グアニジン、酸化剤成分として硝酸ストロンチウム及び過塩素酸アンモニウム、自己発火性触媒として三酸化モリブデン、バインダーとしてグアガムを含有するガス発生剤である。より好適には、燃料成分として5−アミノテトラゾ−ルを10〜30質量%、硝酸グアニジンを15〜35質量%、酸化剤成分として硝酸ストロンチウムを10〜30質量%、過塩素酸アンモニウムを15〜35質量%、自己発火性触媒として三酸化モリブデンを1〜10質量%、バインダーとしてグアガムを1〜10質量%含有するガス発生剤である。本発明で用いられるガス発生剤は、シートベルトプリテンショナー等に充填可能な形態にするため、例えば所望の形状の成形体にすることができる。この成形体の形状は特に限定されるものではなく、ガス発生剤に、(a)カチオン性バインダー0.25%〜5%、(b)アニオン性バインダー0.25%〜5%、(c)燃料、(d)酸化剤、(e)燃焼調節剤等の種類に応じて、水又は有機溶媒を添加し均一に混合した後、混練し押出成形し載断して得られる円柱状の成形体、打錠機等を用いて得られるペレット状の成形体にすることができる。
【0067】
第2カップ3は、大径の円筒部3aと、この円筒部3aの右端に連なり且つ互いに平行な2つの平面状の側面を有する有底筒部3bとを含んでいる。図3に示すように、有底筒部3bの底面には、6本の切欠き部3cが中心から放射状に形成されている。そして、第2カップ3内のガス発生剤2が燃焼して高温且つ高圧のガスが発生したときには、そのガスの圧力により切欠き部3cが破断して、図示しないシートベルトプリテンショナーへガスが直接放出される。第2カップ3の開口側(図2の下側)の端部には、後述するホルダ5に取り付ける為のフランジ部3dが形成されている。第2カップ3を形成する材料としては、例えばステンレス、鉄、アルミニウム等の金属材料が挙げられる。
【0068】
次に、以上説明したガス発生器1の作用及び効果について説明する。図示しない衝突センサが自動車の衝突を感知すると、2本の電極ピン14,15に通電される。すると、電極ピン14,15に接続された抵抗発熱体16が発熱し、点火玉17が発火する。この点火玉17の発火により着火薬10が発火して燃焼する。そして、着火薬10の燃焼に伴って点火器4の第1カップ11の内部が、高温且つ高圧の状態になっていく。ここで、第1カップ11は、図2に示すように点火器ケース12によって覆われて補強されているため、着火薬10が十分に燃焼する前に第1カップ11が膨張して破断することが防止される。また、2本の電極ピン14,15は、ホルダ5に形成された面積の小さな2つの挿通孔23,24に個別に挿通されているため、第1カップ11内が高温且つ高圧の状態においても、2本の電極ピン14,15がホルダ5から抜けて外側へ飛び出しにくくなっている。
【0069】
着火薬10の燃焼が進んで第1カップ11内が高温且つ所定の高圧となると、導火部11a,導火孔12aを通じて一気に第2カップ3内のガス発生剤2に高温且つ高圧の火炎が噴出されて、ガス発生剤2が点火される。尚、点火器ケース12はホルダ5にかしめ固定されているため、ガス発生剤2側に吹き飛ばされることはない。
【0070】
続いて、ガス発生剤2が燃焼して第2カップ3内で瞬間的に発生したガスにより、第2カップ3の圧力が急激に上昇し、第2カップ3に形成された切欠き部3cが破断して、高温且つ高圧のガスが図示しないシートベルトプリテンショナーへ直接導入され、シートベルトプリテンショナーが作動する。
【0071】
上記構成の本実施形態の点火器4は、塞栓13が、熱硬化性樹脂組成物で形成されているため、高温状態において塞栓13が軟化せず、塞栓13の高温における強度が高くなり、高温状態において塞栓13が軟化しないため電極ピン14,15が塞栓13から抜けるのを防止できる。また、塞栓13の厚みを薄くしても電極ピン14,15の飛び出しを防止するために必要な強度を確保することができ、塞栓13を薄くした分だけ点火器4を小型化することができる。あるいは、第2カップ3内の容積を大きくしてガス発生剤2の充填量を増やすことが可能になる。さらに、エポキシ樹脂組成物であれば、金属との密着性がよいため、電極ピン14,15と塞栓13の間から第1カップ11内に湿気が浸入するのを抑えることができ、耐湿性に優れる。また、電極ピン14,15をエポキシ樹脂組成物で一体成形しているため、支持体を必要とせず、塞栓13と電極ピン14,15との間のシール性を高くすることができ、また、点火器4の部品点数を少なくすることができる。
【0072】
特に、上記熱硬化性樹脂組成物をエポキシ樹脂組成物とした場合は、ガラス転移点の高いエポキシ樹脂及び硬化剤を含有しているので、エポキシ樹脂組成物は金属との密着性がよく、塞栓13がガス発生器1に組み付けられた場合には、塞栓13と電極ピン14,15との間の密着性が向上し、ガス発生剤が充填されたカップ内に湿気が侵入するのをより確実に防止することができるので、好ましい。
【0073】
さらに、塞栓13のうちのホルダ5側の端部に、ホルダ5側の径が小さくなるような段付部13eが形成されているので、段付部13eを境にしてホルダ5側の径が小さくなっているから、その分だけ塞栓13の大径部13bと係合するホルダ5の部分の肉厚は小径部13cと係合する部分の肉厚よりも厚くすることができる。その結果、ガス発生剤2が着火したときの高温且つ高圧状態におけるホルダ5の強度を十分に確保することができる。
【0074】
上記構成の本実施形態のガス発生器1によると、2本の電極ピン14,15が、ホルダ5に形成された面積の小さな2つの挿通孔23、24に夫々挿通しているため、着火薬10が燃焼して第2カップ3内が高温且つ高圧の状態になった場合でも、塞栓13の端面の大部分がホルダ5に当接して確実に受け止められて、2本の電極ピン14,15がホルダ5から抜けて外側へ飛び出しにくくなっている。また、挿通孔23、24において電極ピン14,15とホルダ5との距離が近くなっているため、電気試験の際に静電気が流れたときに、火薬、着火薬が存在しない電極ピン14,15の部分とホルダの挿通孔23,24との間で放電することによって静電気を逃がし、火薬、着火薬が発火するような放電を防止することができる。
【0075】
また、塞栓13から延びる各電極ピン14,15の各根元部分が、塞栓13と一体に成形された突出部13d、13gで覆われており、突出部13d、13gが挿通孔23、24に挿入されている。このため、各電極ピン14,15をそれぞれ別個に、挿通孔23、24に挿通した場合に、この突出部13d、13gが各挿通孔23、24と嵌合し、塞栓13のがたつきを小さくできるとともに、各電極ピン14,15とホルダ5間との絶縁を確実にとることができる。
【0076】
また、2つの挿通孔23、24の面積が、電極ピン14,15の断面積の1倍を超えて10倍以下であるので、ホルダ5に金属を使用しても各電極ピン14,15同士のショ−トを防ぐことができ、かつ、スクイブを形成する樹脂製の塞栓が高温状態での着火時に軟化した場合であっても、この孔によって電極ピン14,15のホルダ5外への飛び出しが防止される。
【0077】
さらに、段付部13eの近傍部に、ホルダ5と塞栓13との間をシールするシール材が設けられているので、ホルダ5と塞栓13との間から着火薬10が封止された第2カップ3内に湿気が入り込むのを確実に防止することができる。さらに、ホルダ部分を金属材料で形成し、エポキシ樹脂組成物で、ホルダ部分と塞栓13を一体成形したものは、金属部と樹脂部の密着性が良好であり、シール材が不要となり、好ましい。
【0078】
尚、以上説明した実施形態においては、ホルダ5と電極ピン14,15を有する塞栓13とが別部品で構成されているが、ホルダ5と電極ピン14,15とがエポキシ樹脂組成物により一体に成形されてもよい。この場合には、部品点数を減らすことができ、製造コストを低減することが可能となる。
【実施例】
【0079】
以下に、実施例により本発明を具体的に説明するが、本発明は、これらの実施例に限定されるものではない。
【0080】
本発明で使用される点火器の実施例
実施例1
本発明による点火器の塞栓は、エポキシ樹脂組成物{ビスフェノールA型エポキシ樹脂および硬化剤(4−メチルヘキサヒドロ無水フタル酸)、商品名;日本化薬株式会社製KAYATORON ML−6650N}を混合して金型へ流し込み、硬化させる、いわゆる注型により成形した。この塞栓は金属ピンを有しており、成形の際にはまず金型へ離型剤を振りかけた後、金属ピンを金型へ差し込んでおく。次に樹脂組成物を用意するが、この時、あらかじめエポキシ樹脂を約80℃、硬化剤を約60℃に加熱しておく。そしてこれらを100:100の割合で計量した後混合し、良く攪拌する。攪拌を行うとビスフェノールA型エポキシ樹脂と硬化剤を混合させた液状のエポキシ樹脂組成物には多量の気泡が発生するので、真空脱泡機により、70〜80℃の状態で約10〜15分間、脱泡を行い、その間に金属ピンをさした金型を予熱しておく。脱泡が終わったら液状のエポキシ樹脂組成物をシリンジに移し、これをヒーターで約50℃に温めながら、ディスペンサーにより金型へ注入していく。注入が終わったら再度脱泡を行い、100℃の高温炉に3時間入れた後、140℃の高温炉に3時間入れ、硬化させる。これによりエポキシ樹脂組成物が硬化したら、金型を高温炉から取り出し、成形された塞栓を金型から取り外す。塞栓を取り外した後、もしバリなどが発生していた場合は、きれいに取り除く。このようにして塞栓が出来上がり、各実験の必要に応じて、抵抗発熱体の抵抗溶接、点火玉の成形を行い、着火薬の入ったカップを取り付けて本発明で使用される点火器が完成する。
【0081】
本発明のガス発生器の実施例
実施例2
実施例1で得られた点火器の塞栓に点火器ケースを組み付け、シール剤を塗布したアルミニウム製のホルダにこれを組み付ける。そして、第2カップ内にガス発生剤である無煙火薬を装填し、前記点火器を組み付けたホルダでこれをかしめて得た。
【0082】
本発明のガス発生器を用いて、火炎試験、耐圧試験、耐湿試験を行い、本発明のガス発生器の効果を確認した。各試験において、本発明のガス発生器では、点火器の塞栓の材質がエポキシ樹脂組成物で形成されているものを用い、これと比較する図6に示すガス発生器では、図5に示す点火器の塞栓の材質を、PBT樹脂(ポリブチレンテレフタレ−ト)として成形したものと、不飽和ポリエステルとして成形したものとを用意した。各試験において使用したガス発生剤の成分は、ニトログアニジン、過塩素酸アンモニウム、硝酸ストロンチウム、バインダー、カオリンを含むものであった。
【0083】
火炎試験
試験例1
まず、火炎試験について述べる。試験には底部に直径1mmのガス放出孔が設けられた、内容積が約10ccの円筒状のジグと、このジグを加熱するためのプロパンバーナーを用いた。ガス発生器はジグ内部に挿入されている。火炎試験ではジグを台の上にセットし、プロパンバーナーをその直下にセットした。この時プロパンバーナー火炎口の先端からジグの底部までの距離を400mmとし、プロパンバーナーによる火炎の高さは目視により600mmに設定した。なお本火炎試験はプロパンバーナーにより加熱を開始した後、ガス発生剤に着火してガスが発生するまで行った。試験では爆発音がするので、それにより着火を確認した。以下に、本火炎試験に用いたガス発生器の仕様とその結果を表1に示す。
【0084】
【表1】
【0085】
表1によれば、PBT樹脂で成形された塞栓を持つ点火器を組み付けたガス発生器では、無煙火薬が1000mgの時にはPBT樹脂部材が破壊しなかったが、1100mgおよび1200mgの時にはPBT樹脂部材が破壊した。また、不飽和ポリエステルで成形された塞栓を持つ点火器を組み付けたガス発生器では、無煙火薬が1000mg、1100mgおよび1200mgのいずれの場合にも不飽和ポリエステル部材が破壊されなかった。エポキシ樹脂組成物で成形された塞栓を持つ点火器を組み付けた本発明のガス発生器では、無煙火薬が1000mg、1100mgおよび1200mgのいずれの場合にもエポキシ樹脂部材が破壊しなかった。このことから火炎試験において、エポキシ樹脂組成物や不飽和ポリエステルで成形された塞栓を持つ本発明の点火器を組み付けたガス発生器は、PBT樹脂で成形された塞栓を持つ点火器を組み付けたガス発生器よりも高温状態において強度上有利であることがわかった。
【0086】
耐圧試験
試験例2
次に耐圧試験について述べる。本試験では3種類のガス発生器を用意した。一つは従来から使用しているPBT樹脂により成形された塞栓を持つ点火器をホルダに組み付け、カップ体をかしめたガス発生器である。別の一つは、本発明である点火器の塞栓を前述のとおり成形して点火器ケースを組み付け、シール剤を塗布したアルミニウム製のホルダにこれを組み付けた後、カップ体をかしめてできたガス発生器である。もう一つは、不飽和ポリエステルにより成形された塞栓を持つ点火器をホルダに組み付け、カップ体をかしめたガス発生器である。いずれのガス発生器においてもガス発生剤は装填していない。これらのガス発生器を用いて耐圧試験を行った。耐圧試験は3.5ccの内容積を備えたジグにガス発生器をセットし、ジグ内部に油を満たした後、油圧をかけてゆき、ガス発生器が破壊した際の圧力を測定する。表2に本耐圧試験で得られた結果を示す。
【0087】
【表2】
【0088】
表2からわかるように、PBT樹脂により成形された塞栓を持つ点火器を組み付けた従来のガス発生器は150MPaで樹脂部材が破壊した。しかし、エポキシ樹脂組成物により成形された塞栓を持つ点火器を組み付けた本発明のガス発生器は189MPaまで圧力をかけたが樹脂部材は破壊しなかった。また、不飽和ポリエステルにより成形された塞栓を持つ点火器を組み付けた本発明のガス発生器は185MPaまで圧力をかけたが樹脂部材は破壊されなかった。また、樹脂部材の長さはエポキシ樹脂組成物、不飽和ポリエステルでそれぞれ成形された長さ2.9mmの塞栓を持つ本発明の点火器を有するガス発生器がPBT樹脂で成形された長さ3.6mmの塞栓を持つ従来の点火器を有するガス発生器よりもそれぞれ0.7mm短いが、強度上は高い値を示す結果となった。このことからエポキシ樹脂組成物又は不飽和ポリエステルで成形された塞栓を持つ点火器を組み付けた本発明のガス発生器の方が、PBT樹脂で成形された塞栓を持つ従来の点火器を組み付けたガス発生器よりも強度上有利であることがわかった。
【0089】
耐湿試験
試験例3
さらに耐湿試験について述べる。本試験では3種類のガス発生器を用意した。一つは従来から使用しているPBT樹脂により成形された塞栓を持つ点火器を、Oリングを介してホルダに組み付け、カップ体にガス発生剤を装填して前記ホルダによりかしめたガス発生器である。別の一つは、本発明である、ホルダと電極ピンをエポキシ樹脂組成物で一体に成形し、カップ体にガス発生剤を装填してホルダによりかしめたガス発生器である。もう一つは、ホルダと電極ピンを不飽和ポリエステルで一体に成形し、カップ体にガス発生剤を装填してホルダによりかしめたガス発生器である。ガス発生剤の装填量は1gとした。これら3種類のガス発生器を用いて耐湿試験を行った。その際の試験条件は温度85℃、湿度85%に設定し、試験時間は410時間とした。そしてサンプルを環境試験機から取り出した後、ガス発生器からガス発生剤を取り出し、吸湿量の測定を行った。本試験にて得られた試験結果を表3に示す。
【0090】
【表3】
【0091】
表3からわかるように、従来のO−リングによるシール構造では、85℃、85%の雰囲気中に410時間投入したところガス発生剤の吸湿量は0.41%であり、本発明のエポキシ樹脂組成物の接着によるシール構造では0.16%であった。また、不飽和ポリエステルの接着によるシール構造では0.53%であった。このことから、エポキシ樹脂組成物によりホルダと電極ピンが接着されたシール構造の本発明のガス発生器は、従来のOリングによるシール構造のガス発生器よりも、耐吸湿性において2.6倍以上優れていることがわかった。また、エポキシ樹脂組成物によりホルダと電極ピンが接着されたシール構造の本発明のガス発生器は、エポキシ樹脂組成物によりホルダと電極ピンが接着されたシール構造のガス発生器よりも、耐吸湿性において3.3倍以上優れていることがわかった。
【図面の簡単な説明】
【0092】
【図1】本発明で使用される点火器の断面図である。図2のIII−III線断面図である。
【図2】本発明の実施形態に係るガス発生器の断面図である。
【図3】図2のガス発生器において第2カップの底部分から見た図である。
【図4】図2のVI−VI線断面図である。
【図5】従来の点火器の断面図である。
【図6】従来のガス発生器の断面図である。
【符号の説明】
【0093】
1 ガス発生器
2 ガス発生剤
3 第2カップ
3a 円筒部
3b 有底筒部
3c 切欠き部
3d フランジ部
4 点火器
5 ホルダ
5a 突起
5b 収容部
5c 環状突起
10 着火薬
11 第1カップ
11a 導火部
11b 係合部
12 点火器ケース
12a 導火孔
12b フランジ部
13 塞栓
13b 大径部
13c 小径部
13a 挿入部
13e 段付部
13d 突出部
13f 移行部
14 電極ピン
15 電極ピン
16 抵抗発熱体
17 点火玉
18 ガスケット
19 ショーティングクリップ
21 収容穴
22 収容穴
23 挿通孔
24 挿通孔
【特許請求の範囲】
【請求項1】
抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有し、電極ピンと塞栓との接触界面をシールする点火器であって、前記塞栓の材質は熱硬化性樹脂であることを特徴とした点火器。
【請求項2】
前記熱硬化樹脂は、不飽和ポリエステルを除くことを特徴とした請求項1記載の点火器。
【請求項3】
前記熱硬化樹脂は、エポキシ樹脂組成物であることを特徴とした請求項1記載の点火器。
【請求項4】
前記エポキシ樹脂組成物が、エポキシ樹脂、硬化剤を含むことを特徴とした請求項3記載の点火器。
【請求項5】
前記エポキシ樹脂組成物が、全エポキシ樹脂組成物に対し、30〜95重量%のフィラーを含有することを特徴とした請求項3記載の点火器。
【請求項6】
前記フィラーは、溶融シリカ、結晶シリカ、酸化アルミニウム及び炭酸カルシウムのうちの少なくとも1を含むことを特徴とした請求項5記載の点火器。
【請求項7】
前記エポキシ樹脂は、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂及びアミン系エポキシ樹脂のうちの少なくとも1を含むことを特徴とした請求項3記載の点火器。
【請求項8】
前記硬化剤は、フェノールノボラック樹脂、酸無水物及びアミン類のうちの少なくとも1を含むことを特徴とした請求項4記載の点火器。
【請求項9】
前記エポキシ樹脂組成物は、硬化促進剤を含むことを特徴とした請求項4記載の点火器
【請求項10】
前記塞栓の電極ピン側部に、小径段付部を有することを特徴とした請求項1記載の点火器。
【請求項11】
燃焼によりガスを発生させるガス発生剤が充填されたカップと、このカップの内側に配置された点火器と、前記点火器及び前記カップを保持するホルダとを備え、
前記点火器は、抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有するガス発生器であって、
前記塞栓の材質は熱硬化性樹脂であり、
前記ホルダに前記電極ピンを個別に挿通する挿通孔を有することを特徴としたガス発生器。
【請求項12】
前記塞栓から延びる前記電極ピンの各根元部分が、前記塞栓と一体に成形された突出部で覆われており、前記突出部が前記挿入通孔に挿入されていることを特徴とした請求項11記載のガス発生器。
【請求項13】
前記塞栓の電極ピン側部に、小径の段付部を有することを特徴とした請求項11記載のガス発生器。
【請求項14】
前記熱硬化性樹脂は、不飽和ポリエステルを除くことを特徴とした請求項11記載のガス発生器。
【請求項15】
前記熱硬化性樹脂は、エポキシ樹脂組成物であることを特徴とした請求項11記載のガス発生器。
【請求項16】
前記エポキシ樹脂組成物が、エポキシ樹脂、硬化剤を含むことを特徴とした請求項15記載のガス発生器。
【請求項17】
前記エポキシ樹脂組成物が、全エポキシ樹脂組成物に対し、30〜95重量%のフィラーを含有することを特徴とした請求項15記載のガス発生器。
【請求項18】
前記フィラーは、溶融シリカ、結晶シリカ、酸化アルミニウム及び炭酸カルシウムのうちの少なくとも1を含むことを特徴とした請求項17記載のガス発生器。
【請求項19】
前記エポキシ樹脂は、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂及びアミン系エポキシ樹脂のうちの少なくとも1を含むことを特徴とした請求項15記載のガス発生器。
【請求項20】
前記硬化剤は、フェノールノボラック樹脂、酸無水物及びアミン類のうちの少なくとも1を含むことを特徴とした請求項16記載のガス発生器。
【請求項21】
前記エポキシ樹脂組成物は、硬化促進剤を含むことを特徴とした請求項15記載のガス発生器。
【請求項22】
前記挿通孔の面積が、前記電極ピンの断面積の1倍を超えて10倍以下であることを特徴とする請求項11記載のガス発生器。
【請求項23】
前記段付部の近傍に、ホルダと塞栓との間をシールするシール材を有することを特徴とした請求項13記載のガス発生器。
【請求項1】
抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有し、電極ピンと塞栓との接触界面をシールする点火器であって、前記塞栓の材質は熱硬化性樹脂であることを特徴とした点火器。
【請求項2】
前記熱硬化樹脂は、不飽和ポリエステルを除くことを特徴とした請求項1記載の点火器。
【請求項3】
前記熱硬化樹脂は、エポキシ樹脂組成物であることを特徴とした請求項1記載の点火器。
【請求項4】
前記エポキシ樹脂組成物が、エポキシ樹脂、硬化剤を含むことを特徴とした請求項3記載の点火器。
【請求項5】
前記エポキシ樹脂組成物が、全エポキシ樹脂組成物に対し、30〜95重量%のフィラーを含有することを特徴とした請求項3記載の点火器。
【請求項6】
前記フィラーは、溶融シリカ、結晶シリカ、酸化アルミニウム及び炭酸カルシウムのうちの少なくとも1を含むことを特徴とした請求項5記載の点火器。
【請求項7】
前記エポキシ樹脂は、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂及びアミン系エポキシ樹脂のうちの少なくとも1を含むことを特徴とした請求項3記載の点火器。
【請求項8】
前記硬化剤は、フェノールノボラック樹脂、酸無水物及びアミン類のうちの少なくとも1を含むことを特徴とした請求項4記載の点火器。
【請求項9】
前記エポキシ樹脂組成物は、硬化促進剤を含むことを特徴とした請求項4記載の点火器
【請求項10】
前記塞栓の電極ピン側部に、小径段付部を有することを特徴とした請求項1記載の点火器。
【請求項11】
燃焼によりガスを発生させるガス発生剤が充填されたカップと、このカップの内側に配置された点火器と、前記点火器及び前記カップを保持するホルダとを備え、
前記点火器は、抵抗発熱体と、前記抵抗発熱体の発熱により着火する火薬と、前記抵抗発熱体に接続する電極ピンと、前記電極ピンを保持する塞栓とを有するガス発生器であって、
前記塞栓の材質は熱硬化性樹脂であり、
前記ホルダに前記電極ピンを個別に挿通する挿通孔を有することを特徴としたガス発生器。
【請求項12】
前記塞栓から延びる前記電極ピンの各根元部分が、前記塞栓と一体に成形された突出部で覆われており、前記突出部が前記挿入通孔に挿入されていることを特徴とした請求項11記載のガス発生器。
【請求項13】
前記塞栓の電極ピン側部に、小径の段付部を有することを特徴とした請求項11記載のガス発生器。
【請求項14】
前記熱硬化性樹脂は、不飽和ポリエステルを除くことを特徴とした請求項11記載のガス発生器。
【請求項15】
前記熱硬化性樹脂は、エポキシ樹脂組成物であることを特徴とした請求項11記載のガス発生器。
【請求項16】
前記エポキシ樹脂組成物が、エポキシ樹脂、硬化剤を含むことを特徴とした請求項15記載のガス発生器。
【請求項17】
前記エポキシ樹脂組成物が、全エポキシ樹脂組成物に対し、30〜95重量%のフィラーを含有することを特徴とした請求項15記載のガス発生器。
【請求項18】
前記フィラーは、溶融シリカ、結晶シリカ、酸化アルミニウム及び炭酸カルシウムのうちの少なくとも1を含むことを特徴とした請求項17記載のガス発生器。
【請求項19】
前記エポキシ樹脂は、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、脂環式エポキシ樹脂及びアミン系エポキシ樹脂のうちの少なくとも1を含むことを特徴とした請求項15記載のガス発生器。
【請求項20】
前記硬化剤は、フェノールノボラック樹脂、酸無水物及びアミン類のうちの少なくとも1を含むことを特徴とした請求項16記載のガス発生器。
【請求項21】
前記エポキシ樹脂組成物は、硬化促進剤を含むことを特徴とした請求項15記載のガス発生器。
【請求項22】
前記挿通孔の面積が、前記電極ピンの断面積の1倍を超えて10倍以下であることを特徴とする請求項11記載のガス発生器。
【請求項23】
前記段付部の近傍に、ホルダと塞栓との間をシールするシール材を有することを特徴とした請求項13記載のガス発生器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【国際公開番号】WO2005/052496
【国際公開日】平成17年6月9日(2005.6.9)
【発行日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−515788(P2005−515788)
【国際出願番号】PCT/JP2004/017487
【国際出願日】平成16年11月25日(2004.11.25)
【出願人】(000004086)日本化薬株式会社 (921)
【国際公開日】平成17年6月9日(2005.6.9)
【発行日】平成19年6月21日(2007.6.21)
【国際特許分類】
【国際出願番号】PCT/JP2004/017487
【国際出願日】平成16年11月25日(2004.11.25)
【出願人】(000004086)日本化薬株式会社 (921)
[ Back to top ]