
無アルカリガラス基板
【課題】熱収縮率のばらつきの小さい無アルカリガラス基板とその製造方法を提供する。
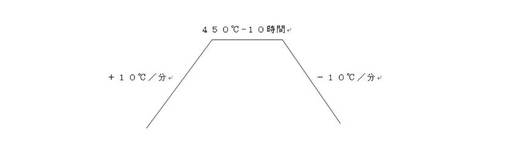
【解決手段】常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする。
【解決手段】常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶ディスプレイ、ELディスプレイ等のフラットディスプレイ基板及び、電荷結合素子(CCD)、等倍近接型固体撮像素子(CIS)等の各種イメージセンサー、ハードディスク、フィルター等の基板として適した無アルカリガラス基板に関するものである。
【背景技術】
【0002】
従来、液晶ディスプレイ、ELディスプレイ等のフラットディスプレイの基板として、ガラス基板が広く用いられている。
【0003】
特に薄膜トランジスタ型アクティブマトリックス液晶ディスプレイ(TFT−LCD)等の電子デバイスは、薄型で消費電力も少ないことから、カーナビゲーション、デジタルカメラのファインダー、パソコンのモニターやTV用など、様々な用途に使用されている。
【0004】
液晶ディスプレイを駆動するためには、TFT素子を代表とする駆動素子をガラス基板上に形成する必要がある。TFT素子の製造工程では、ガラス基板上に透明導電膜や絶縁膜、半導体膜、金属膜等を成膜する。さらにフォトリソグラフィ−エッチング工程において、ガラス基板を種々の熱処理や薬品処理で処理する。例えばTFT型アクティブマトリックス液晶ディスプレイでは、ガラス基板上に絶縁膜や透明導電膜を成膜する。さらにアモルファスシリコンや多結晶シリコンのTFT(薄膜トランジスタ)がフォトリソグラフィ−エッチング工程でガラス基板上に多数形成される。このような製造工程において、ガラス基板は300〜600℃の熱処理を受けると共に、硫酸、塩酸、アルカリ溶液、フッ酸、バッファードフッ酸等の種々の薬品による処理を受ける。そのためTFT液晶ディスプレイ用ガラス基板には、以下のような特性が求められる。
(1)ガラス中にアルカリ金属酸化物が含有されていると、熱処理中にアルカリイオンが成膜された半導体物質中に拡散し、膜の特性の劣化を招くため、実質的にアルカリ金属酸化物を含有しないこと。
(2)フォトリソグラフィ−エッチング工程で使用される酸、アルカリ等の溶液に対する耐性、すなわち耐薬品性に優れていること。
(3)成膜、アニール等の工程で、ガラス基板は高温に晒される。その際、ガラス基板の熱収縮率が小さいことが望まれる。つまり熱収縮率が大きいと、基板上に形成される回路のパターンずれが生じてしまうためである。熱収縮率を小さくするという観点から、ガラスの歪点は高い方が有利である。
【0005】
また上記以外にも、TFT液晶ディスプレイ用ガラス基板には以下の特性が要求される。
(4)ガラスの溶融工程や成形工程でガラス中に異物が発生しないように、耐失透性に優れていること。特にオーバーフローダウンドロー法等のダウンドロー法によってガラスを成形する場合には、ガラスの耐失透性が重要であり、ガラス成形温度を考慮すると、その液相線温度が1200℃以下であることが要求される。
(5)液晶ディスプレイを軽量化するため、密度が低いこと。特にノート型パソコンに搭載されるガラス基板は軽量化の要求が強く、具体的には、2.50g/cm3以下であることが要求されている。
(6)表面の平坦度が高いこと。例えば液晶ディスプレイは、2枚の薄いガラス基板の間に挟まれた液晶層が、光シャッターとして働き、この層が光を遮蔽したり、透過したりすることで表示が行われる。この液晶層は、数μm〜10数μmと非常に薄い厚みに保持されている。そのため、ガラス基板の表面の平坦度、特にうねりと呼ばれるμmレベルの凹凸は、液晶層の厚み(セルギャップと呼ばれる)に影響を与えやすく、表面のうねりが大きいと、表示ムラ等の表示不良の原因となる。
(7)ガラス基板のうねりが小さいこと。近年、液晶ディスプレイでは、高速応答化や高精細化の目的で、セルギャップがより薄くなる傾向にあるため、これに用いられるガラス基板の表面のうねりを低減することがますます重要となってきている。ガラス基板の表面のうねりを低減するために最も有効な方法は、成形後のガラス基板の表面を精密に研磨することであるが、この方法ではガラス基板の製造コストが非常に高くなる。そのため現在では、オーバーフローダウンドロー法やフロート法等の成形法により、できるだけ表面のうねりの小さいガラス基板を成形し、無研磨の状態で、あるいは極く軽い研磨(タッチポリッシュ)を施して出荷されている。
【0006】
これらの特性を満足するために種々のガラス基板が提案されている。(例えば特許文献1)
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8-811920号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ガラス基板の熱収縮率は、上記した通り、小さいほど好ましいとされている。ところが、近年ではガラス基板の熱収縮率を考慮して、回路形成時にフォトマスクによる補正を行う技術が採用されるようになってきている。その結果、熱収縮率が十分に小さくないガラス基板であっても、パターンずれの問題を解決することができるようになった。ただし、この技術を採用するに当たっては、ガラス基板間の熱収縮率に大きなばらつきがないことが求められる。
【0009】
ガラス基板の熱収縮率は、ガラスの成形条件、特に冷却速度に影響を受ける。ところが製造過程における冷却速度を常に一定に保つことは困難である。それゆえ、同時期に製造したガラス基板同士であっても、熱収縮率が必ずしも一定にならないのが現状である。
【0010】
本発明の目的は、熱収縮率のばらつきの小さい無アルカリガラス基板を提供することである。
【課題を解決するための手段】
【0011】
本発明者等は種々の検討を行った結果、ガラス成形時の冷却速度が速いほど、熱収縮率の変動が小さくなることを見いだし、本発明として提案するものである。
【0012】
即ち、本発明の無アルカリガラス基板は、常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする。なお本明細書における「無アルカリガラス」とは、アルカリ金属酸化物(Li2O、Na2O、K2O)の総量が0.1%以下であるガラスを意味する。また「熱収縮率の絶対値」は基板中央部分(重心付近)における値である。
【0013】
また本発明の無アルカリガラス基板は、歪点が630〜655℃であり、且つ常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が60ppm以上であることを特徴とする。
【0014】
また本発明の無アルカリガラス基板は、歪点が655〜680℃であり、且つ常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする。
【発明の効果】
【0015】
本発明のガラス基板は、基板間の熱収縮率のばらつきが小さい。それゆえTFT回路を形成する際にフォトマスクによる補正を行うと、ガラス基板の熱収縮が常に一定しているために、歩留まりよく安定してパターン形成を行うことができる。
【図面の簡単な説明】
【0016】
【図1】熱収縮率絶対値を求めるための温度スケジュールを示す説明図である。
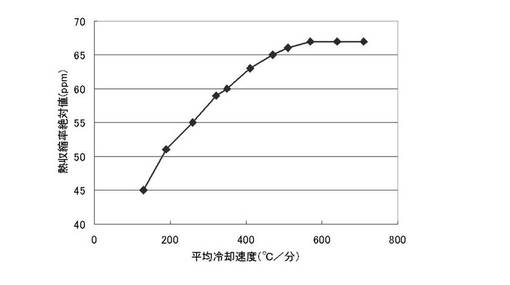
【図2】平均冷却速度と熱収縮率絶対値の関係を示すグラフである。
【図3】成形時の冷却工程におけるガラスの熱履歴を示すグラフである。
【図4】熱収縮率絶対値を測定する方法を示す説明図である。
【発明を実施するための形態】
【0017】
まず本発明のガラス基板について説明する。
【0018】
ガラス基板の熱収縮率は、板ガラス成形時の冷却速度に左右される。本発明者等の調査によれば、図2に示すように、高い冷却速度で冷却された板ガラスは熱収縮率が大きく、逆に低い速度で冷却された板ガラスは熱収縮率が小さくなる。その一方で、高い冷却速度で冷却された板ガラスは、冷却速度が多少変化しても熱収縮率は殆ど変わらない。逆に低い速度で冷却された板ガラスは、冷却速度の僅かな変化によって熱収縮率が大きく変動することが確認された。
【0019】
具体的には、無アルカリガラス基板の熱収縮率絶対値が50ppm以上、好ましくは60ppm以上であれば、冷却速度が変動しても熱収縮率が変わることが殆どない。ガラス基板の熱収縮をフォトマスクで補正する場合、徐冷点から(徐冷点−100℃)の温度の範囲において、平均冷却速度から冷却速度を60℃/分変化させたときの熱収縮率の変化量が3ppm以下であれば、安定してパターン形成を行うことができる。
【0020】
なおガラス基板の熱収縮率絶対値が同じであれば、ガラス基板の歪点が高いほど熱収縮率変化量が小さくなる傾向にある。それゆえガラスの歪点が高い方が有利であると言える。
【0021】
歪点が630〜655℃のガラスの場合、冷却速度を60℃/分変化させたときの熱収縮率変化量が3ppm以下であるガラス基板を得るには、ガラス基板の熱収縮率絶対値を60ppm以上とすればよい。熱収縮率変化量を2ppm以下にするには63ppm以上に、1ppm以下にするには66ppm以上にすればよい。このようにガラス基板の熱収縮率を大きくするほど効果的であるが、熱収縮率の絶対値が100ppmを超えるとフォトマスクでの補正が難しくなる。それゆえガラス基板の熱収縮率絶対値は100ppm以下とすることが好ましい。
【0022】
また歪点が655〜680℃のガラスの場合、冷却速度を60℃/分変化させたときの熱収縮率変化量が3ppm以下であるガラス基板を得るには、ガラス基板の熱収縮率絶対値を50ppm以上とすればよい。熱収縮率変化量を2ppm以下にするには53ppm以上に、1ppm以下にするには55ppm以上にすればよい。なおこの種のガラス基板についても上記と同様の理由から、ガラス基板の熱収縮率絶対値は100ppm以下とすることが好ましい。
【0023】
本発明のガラス基板を構成する無アルカリガラスは、その用途に適したガラスであればシリカガラス、ボロシリケートガラス、アルミノシリケートガラス等、種々のガラスが使用可能である。中でもダウンドロー法、特にオーバーフローダウンドロー法で成形可能なガラスからなることが好ましい。つまり、ダウンドロー法の場合、成形工程における冷却領域(徐冷炉)がフロート法に比べて極めて短いために、この温度領域での平均冷却速度を高めることが容易である。それゆえガラスの熱収縮率を容易に高くすることができる。またダウンドロー法の一種であるオーバーフローダウンドロー法で成形されたガラス基板は、表面品位に優れており、研磨することなく使用に供することができるというメリットもある。
【0024】
なおダウンドロー法で成形されたガラスは、垂直方向に板引きされるため対流の影響を受ける。そのため、水平方向に板引きされるフロート法と比べて、冷却速度が安定せず、従って熱収縮率にばらつきが生じやすい。そこで、ガラスの熱収縮率絶対値が大きくなるようにすれば、従来は困難であった熱収縮率の安定化を達成することができる。つまりダウンドロー法により成形されるガラスの場合、本発明を適用するメリットが大きいと言える。
【0025】
また大型のガラス基板、例えば短辺が1500mm以上、特に短辺が1800mm以上の基板では、熱収縮率のばらつきに対する要求が一層厳しくなる。つまり熱収縮率変化量が同じである場合、大型のガラス基板は小型基板に比べて、熱収縮による寸法変化のばらつきが大きくなる。そこで熱収縮率の絶対値が大きくなるようにすれば、大型基板であっても寸法変化のばらつきを小さくすることができる。それゆえ大型のガラス基板の場合、本発明を適用するメリットが大きいと言える。
【0026】
ダウンドロー法で成形可能なガラスとは、例えばオーバーフローダウンドロー法の場合、液相粘度が104.5Pa・s以上、好ましくは105.0Pa・s以上のガラスである。なお、液相粘度は結晶が析出する時の粘度であり、液相粘度が高いほどガラス成形時に失透が発生しにくく、製造がしやすくなる。
【0027】
また液晶ディスプレイ基板用途に好適なガラスとしては、質量%でSiO2 50〜70%、Al2O3 1〜20%、B2O3 0〜15%、MgO 0〜30%、CaO 0〜30%、SrO 0〜30%、BaO 0〜30%、好ましくは質量%でSiO2 50〜70%、Al2O3 10〜20%、B2O3 3〜15%、MgO 0〜15%、CaO 0〜15%、SrO 0〜15%、BaO 0〜15%の組成を有するアルミノシリケート系無アルカリガラスが挙げられる。この範囲内であれば、上記した(1)〜(7)の要求特性を満たすガラス基板を得ることが可能である。
【0028】
この組成範囲の中で、歪点が630〜655℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜15%、好ましくは質量%でSiO2 50〜65%、Al2O3 12〜17%、B2O3 5〜13%、MgO 0〜2%、CaO 3〜9%、SrO 4〜10%、BaO 0〜10%の範囲で適宜選択すればよい。組成範囲を上記のように限定した理由は以下の通りである。
【0029】
SiO2はガラスのネットワークフォーマーとなる成分である。SiO2の含有量が65%より多いと高温粘度が高くなり溶融性が悪くなり、また失透性も悪くなるため好ましくない。50%より少ないと化学的耐久性が悪くなるため好ましくない。
【0030】
Al2O3は歪点を上げる成分である。Al2O3の含有量が20%より多いと失透性およびバッファードフッ酸に対する化学的耐久性が悪くなるため好ましくない。10%より少ないと歪点が下がるため好ましくない。より好ましくは12%以上、17%以下である。
【0031】
B2O3は融剤として作用しガラスの溶融性を改善する成分である。B2O3の含有量が15%より多いと歪点が下がり塩酸に対する薬品性が悪くなるため好ましくない。5%より少ないと、溶融性と失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは5%以上、13%以下である。
【0032】
MgOは高温粘性を下げガラスの溶融性を改善する成分である。MgOの含有量が5%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは2%以下である。
【0033】
CaOも、MgOと同じく、高温粘性を下げガラスの溶融性を改善する成分である。CaOの含有量が10%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは3%以上、9%以下である。
【0034】
SrOは失透性および化学的耐久性を向上させる成分である。SrOの含有量が10%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは4%以上、10%以下である。
【0035】
BaOもSrOと同じく、失透性および化学的耐久性を向上させる成分である。BaOの含有量が15%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは10%以下である。
【0036】
また歪点が655〜680℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜5%、好ましくは質量%でSiO2 50〜65%、Al2O3 14〜19%、B2O3 7〜15%、MgO 0〜2%、CaO 3〜10%、SrO 0〜5%、BaO 0〜2%の範囲で適宜選択すればよい。組成範囲を上記のように限定した理由は以下の通りである。
【0037】
SiO2はガラスのネットワークフォーマーとなる成分である。SiO2の含有量が65%より多いと高温粘度が高くなり溶融性が悪くなり、また失透性も悪くなるため好ましくない。50%より少ないと化学的耐久性が悪くなるため好ましくない。
【0038】
Al2O3は歪点を上げる成分である。Al2O3の含有量が10%より多いと失透性およびバッファードフッ酸に対する化学的耐久性が悪くなるため好ましくない。20%より少ないと歪点が下がるため好ましくない。より好ましくは14%以上、19%以下である。
【0039】
B2O3は融剤として作用しガラスの溶融性を改善する成分である。B2O3の含有量が15%より多いと歪点が下がり塩酸に対する薬品性が悪くなるため好ましくない。5%より少ないと、溶融性と失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは7%以上、15%以下である。
【0040】
MgOは高温粘性を下げガラスの溶融性を改善する成分である。MgOの含有量が5%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは2%以下である。
【0041】
CaOも、MgOと同じく、高温粘性を下げガラスの溶融性を改善する成分である。CaOの含有量が10%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは3%以上、10%以下である。
【0042】
SrOは失透性および化学的耐久性を向上させる成分である。SrOの含有量が10%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは5%以下である。
【0043】
BaOもSrOと同じく、失透性および化学的耐久性を向上させる成分である。BaOの含有量が5%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは2%以下である。
【0044】
次に本発明のガラス基板の製造方法について説明する。
【0045】
まず所望の組成となるように調合したガラス原料を溶融する。ガラス原料の調合は、その用途に適した特性を有するガラス組成となるように、酸化物、硝酸塩、炭酸塩等のガラス原料、カレット等を秤量し混合すればよい。シリカガラス、ボロシリケートガラス、アルミノシリケートガラス等、ガラスの種類は特に問わないが、これらの中でもダウンドロー法、特にオーバーフローダウンドロー法で成形可能なガラスとなるように調合することが好ましい。ダウンドロー法で成形可能なガラスとは、例えばオーバーフローダウンドロー法の場合、液相粘度が104.5Pa・s以上、好ましくは105.0Pa・s以上のガラスである。
【0046】
液晶ディスプレイ基板用途に好適なガラス組成としては、上記したように質量%でSiO2 50〜70%、Al2O3 1〜20%、B2O3 0〜15%、MgO 0〜30%、CaO 0〜30%、SrO 0〜30%、BaO 0〜30%、好ましくは質量%でSiO2 50〜70%、Al2O3 10〜20%、B2O3 3〜15%、MgO 0〜15%、CaO 0〜15%、SrO 0〜15%、BaO 0〜15%の組成を有するアルミノシリケート系無アルカリガラス組成が挙げられる。この組成範囲の中で、歪点が630〜655℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜15%、好ましくは質量%でSiO2 50〜65%、Al2O3 12〜17%、B2O3 5〜13%、MgO 0〜2%、CaO 3〜9%、SrO 4〜10%、BaO 0〜10%の範囲にあるガラス組成となるように原料を選択すればよい。また歪点が655〜680℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜5%、好ましくは質量%でSiO2 50〜65%、Al2O3 14〜19%、B2O3 7〜15%、MgO 0〜2%、CaO 3〜10%、SrO 0〜5%、BaO 0〜2%の範囲にあるガラス組成となるように原料を選択すればよい。
【0047】
このようにして調合したガラス原料を、ガラス溶融装置に供給して溶融する。溶融温度は、ガラスの種類に応じて適宜調節すればよく、例えば上記組成を有するガラスの場合には、1500〜1650℃程度の温度で溶融すればよい。なお本発明でいう溶融には、清澄、攪拌等の各種工程を含む。
【0048】
次いで溶融ガラスを板ガラス状に成形し、冷却する。ガラス基板の熱収縮特性の調整には、成形した板ガラスを室温まで冷却する徐冷領域での温度履歴の管理が重要である。具体的には徐冷点から(徐冷点−100℃)の温度の範囲における平均冷却速度を300℃/分以上となるように調節すればよい。平均冷却速度が300℃/分以上となるように調節すると、ガラス基板の熱収縮率絶対値は大きくなるが、製造条件の変動に起因する熱収縮率の変動は小さくなる。例えば徐冷温度領域での冷却速度が60℃/分変化しても、熱収縮率の変化量が3ppm以下、特に2ppm以下、さらには1ppm以下に抑制することが可能となる。その結果、ガラス基板間の熱収縮率のばらつきが生じ難くなる。なおガラスに不適切な歪みが発生したり、成形体に過剰な負荷がかかったりすることを防止するために、平均冷却速度の上限は1000℃/分以下であることが好ましい。
【0049】
例えば歪点が630〜655℃のガラスを製造する場合、平均冷却速度から冷却速度を60℃/分変化しても熱収縮率変化量が3ppm以下であるガラス基板を得るには、徐冷点から(徐冷点−100℃)の温度の範囲における平均冷却速度を350℃/分以上とすればよい。なおこの条件で得られるガラス基板の熱収縮率絶対値は約60ppm以上となる。熱収縮率変化量を2ppm以下にするには平均冷却速度を410℃/分以上に、1ppm以下にするには平均冷却速度を510℃/分以上にすればよい。これらの条件で得られるガラス基板の熱収縮率絶対値はそれぞれ約63ppm以上、約66ppm以上となる。
【0050】
歪点が655〜680℃のガラスを製造する場合、冷却速度を60℃/分変化しても熱収縮率変化量が3ppm以下であるガラス基板を得るには、徐冷点から(徐冷点−100℃)の温度の範囲における平均冷却速度を300℃/分以上とすればよい。なおこの条件で得られるガラス基板の熱収縮率絶対値は約50ppm以上となる。熱収縮率変化量を2ppm以下にするには平均冷却速度を360℃/分以上に、1ppm以下にするには平均冷却速度を420℃/分以上にすればよい。これらの条件で得られるガラス基板の熱収縮率絶対値はそれぞれ約53ppm以上、約55ppm以上となる。
【0051】
平均冷却速度を高くする最も有効な方法の一つとして、板ガラスの板引き速度を上げる方法がある。板引き速度を上げれば上げるほど、ガラスの熱収縮率絶対値が大きくなり、板引き速度の変動による熱収縮率のばらつきを小さくできる。なお板引き速度を上げるには、成形されたガラスを引き延ばす引っ張りローラーの回転速度を高くすればよい。また成形工程における冷却領域(徐冷炉)がフロート法に比べて極めて短いダウンドロー法を採用すれば、この温度領域での平均冷却速度を容易に高めることができる。さらにダウンドロー法の一種であるオーバーフローダウンドロー法で成形すれば、表面品位に優れたガラス基板を得ることができ、研磨工程を省略することができるというメリットもある。具体的には、徐冷点から(徐冷点−100℃)の温度の範囲における板引き速度が150cm/分以上であることが好ましく、270cm/分以上、さらには320cm/分以上、特に400cm/分以上とすることが望ましい。また板引き速度の上限は特にないが、成形装置の負荷を考慮すると800cm/分以下とすることが好ましい。
【0052】
実際の製造工程においては、板引き速度を上げれば上げるほど速度を一定に保つことが難しくなってくる。その結果、板引き速度(=冷却速度)のばらつきが大きくなり、これに起因する熱収縮率のばらつきが生じる。この板引き速度のばらつきによる影響が無視できない場合には、例えば板引き速度の変動を常に監視し、板引き速度が一定に保たれるように、引っ張りローラーの回転速度やガラス流量を制御すればよい。
【0053】
なおダウンドロー法で成形する場合、垂直方向に板引きされるため対流の影響を受ける。そのため、水平方向に板引きされるフロート法と比べて、冷却速度が変動しやすい。そこで、ガラスの冷却速度を大きくすれば、従来は困難であった熱収縮率の安定化を達成することができる。つまりダウンドロー法を採用する場合、本発明方法を採用するメリットが大きいと言える。
【0054】
また大型のガラス基板、例えば短辺が1500mm以上、特に短辺が1800mm以上の基板を製造する場合、基板間の熱収縮率のばらつきに対する要求が一層厳しくなる。つまり熱収縮率変化量が同じ場合、大型のガラス基板は小型基板に比べて、熱収縮による寸法変化のばらつきが大きくなる。そこでガラスの冷却速度を十分に大きくすれば、大型基板であっても寸法変化のばらつきを小さくすることができる。それゆえ大型のガラス基板を製造する場合、本発明方法を適用するメリットが大きいと言える。
【0055】
その後、板状に成形されたガラスは、所定のサイズに切断された後、端面処理、洗浄等必要な処理が施される。
【0056】
このようにして熱収縮率の大きいガラス基板を得ることができる。
【実施例】
【0057】
以下、実施例に基づいて本発明を説明する。
【0058】
まず、主たる成分が、質量%でSiO2 60%、Al2O3 15%、B2O3 10%、CaO 5%、SrO 5%、BaO 2%の組成となるようにガラス原料を調合し、混合した後、連続溶融炉にて最高温度1650℃で溶融した。さらに溶融ガラスをオーバーフローダウンドロー法にて種々の板引き速度で板状に成形した。その後、板状ガラスを切断することにより、1500×1800×0.65mmの大きさの無アルカリガラス基板を得た。このガラス基板は、歪点が650℃、徐冷点が705℃、液相粘度105.0Pa・sの特性を有していた。
【0059】
なお歪点および徐冷点は、ASTM C336−7に基づくファイバーエロンゲーション法で確認した。液相粘度は、ガラスを粉砕し、標準篩30メッシュ(篩目開き500μm)を通過し、50メッシュ(篩目開き300μm)に残るガラス粉末を白金ボートに入れ、温度勾配炉中に24時間保持して、結晶の析出する温度、すなわち液相温度を測定し、その温度に相当する高温粘度から求めた。なお高温粘度は白金球引き上げ法で測定した。
【0060】
得られたガラス基板について、板引き速度が100cm/分、200cm/分、270cm/分、320cm/分、400cm/分、及び500cm/分の場合におけるガラス成形時の熱履歴を図3に示す。図3より、板引き速度が速くなるほど、平均冷却速度が速くなることが分かる。なおガラス成形時の熱履歴は、徐冷領域内に設置した熱電対の示す板引き方向の温度分布と板引き速度によって求めたものである。板引き速度とは、連続的に成形されるガラス基板が徐冷領域を通過する速度を指し、本実施例においては徐冷領域の中間部分(徐冷点−50℃に相当する位置)に測定用ローラーを当接させて測定したものである。徐冷領域とは、板幅方向中央部分において、徐冷点から(徐冷点−100℃)の温度の範囲に相当する領域を意味し、本実施例では、ガラスの板幅方向中央部分が705℃から605℃の温度となる領域を指す。また平均冷却速度とは、ガラスの板幅方向中央部分が徐冷領域を通過する時間を算出し、その時間で徐冷領域内の温度差(=100℃)を除することで求めた速度を指す。
【0061】
次に、種々の板引き速度で成形したガラス基板について、図1の温度スケジュール(常温から10℃/分の速度で昇温、保持温度450℃で10時間保持、10℃/分の速度で降温)で熱処理したときの、平均冷却速度及び熱収縮率絶対値を求め、表1に示した。またこのときの平均冷却速度と熱収縮率絶対値の関係を図2に示す。
【0062】
【表1】

【0063】
表1及び図2より、平均冷却速度(=板引き速度)の増加に伴って、熱収縮率絶対値が大きくなるが、同時に冷却速度の変化量に対する熱収縮率の変化量が小さくなることが分かる。
【0064】
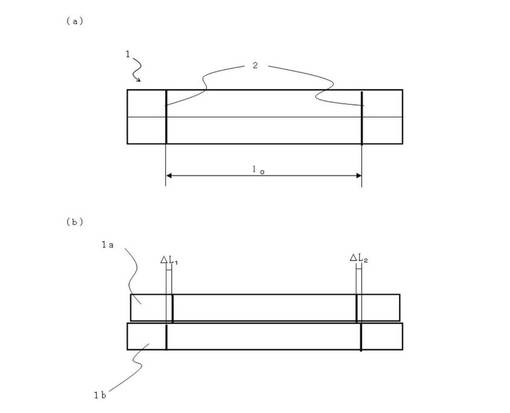
なお熱収縮率絶対値は、以下の方法で測定した。まず得られたガラス基板の中央部分からガラス板試料を切り出し、図4(a)に示すようにガラス板1の所定箇所に直線状のマーキング2を入れた後、ガラス板1をマーキングに対して垂直に折り、2つのガラス板片1a、1bに分割する。そして一方のガラス板片1aのみに、図1に示す温度スケジュールで熱処理(常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温)を施す。その後、図4(b)に示すように熱処理を施したガラス板片1aと、未処理のガラス板片1bを並べて接着テープ(図示せず)で両者を固定してから、マーキング2のずれを、レーザー顕微鏡にて測定し、下記の式1を用いて求める。なお式1中のl0はマーキング間の距離を、△L1及び△L2はマーキングの位置ズレ量を示している。
【0065】
【数1】
【符号の説明】
【0066】
1 熱収縮率の絶対値を求めるためのガラス板試料
1a 熱収縮率の絶対値を求めるためのガラス板試料の半片(熱処理を施すガラス板片)
1b 熱収縮率の絶対値を求めるためのガラス板試料の半片(熱処理を施さないガラス板片)
2 マーキング
【技術分野】
【0001】
本発明は、液晶ディスプレイ、ELディスプレイ等のフラットディスプレイ基板及び、電荷結合素子(CCD)、等倍近接型固体撮像素子(CIS)等の各種イメージセンサー、ハードディスク、フィルター等の基板として適した無アルカリガラス基板に関するものである。
【背景技術】
【0002】
従来、液晶ディスプレイ、ELディスプレイ等のフラットディスプレイの基板として、ガラス基板が広く用いられている。
【0003】
特に薄膜トランジスタ型アクティブマトリックス液晶ディスプレイ(TFT−LCD)等の電子デバイスは、薄型で消費電力も少ないことから、カーナビゲーション、デジタルカメラのファインダー、パソコンのモニターやTV用など、様々な用途に使用されている。
【0004】
液晶ディスプレイを駆動するためには、TFT素子を代表とする駆動素子をガラス基板上に形成する必要がある。TFT素子の製造工程では、ガラス基板上に透明導電膜や絶縁膜、半導体膜、金属膜等を成膜する。さらにフォトリソグラフィ−エッチング工程において、ガラス基板を種々の熱処理や薬品処理で処理する。例えばTFT型アクティブマトリックス液晶ディスプレイでは、ガラス基板上に絶縁膜や透明導電膜を成膜する。さらにアモルファスシリコンや多結晶シリコンのTFT(薄膜トランジスタ)がフォトリソグラフィ−エッチング工程でガラス基板上に多数形成される。このような製造工程において、ガラス基板は300〜600℃の熱処理を受けると共に、硫酸、塩酸、アルカリ溶液、フッ酸、バッファードフッ酸等の種々の薬品による処理を受ける。そのためTFT液晶ディスプレイ用ガラス基板には、以下のような特性が求められる。
(1)ガラス中にアルカリ金属酸化物が含有されていると、熱処理中にアルカリイオンが成膜された半導体物質中に拡散し、膜の特性の劣化を招くため、実質的にアルカリ金属酸化物を含有しないこと。
(2)フォトリソグラフィ−エッチング工程で使用される酸、アルカリ等の溶液に対する耐性、すなわち耐薬品性に優れていること。
(3)成膜、アニール等の工程で、ガラス基板は高温に晒される。その際、ガラス基板の熱収縮率が小さいことが望まれる。つまり熱収縮率が大きいと、基板上に形成される回路のパターンずれが生じてしまうためである。熱収縮率を小さくするという観点から、ガラスの歪点は高い方が有利である。
【0005】
また上記以外にも、TFT液晶ディスプレイ用ガラス基板には以下の特性が要求される。
(4)ガラスの溶融工程や成形工程でガラス中に異物が発生しないように、耐失透性に優れていること。特にオーバーフローダウンドロー法等のダウンドロー法によってガラスを成形する場合には、ガラスの耐失透性が重要であり、ガラス成形温度を考慮すると、その液相線温度が1200℃以下であることが要求される。
(5)液晶ディスプレイを軽量化するため、密度が低いこと。特にノート型パソコンに搭載されるガラス基板は軽量化の要求が強く、具体的には、2.50g/cm3以下であることが要求されている。
(6)表面の平坦度が高いこと。例えば液晶ディスプレイは、2枚の薄いガラス基板の間に挟まれた液晶層が、光シャッターとして働き、この層が光を遮蔽したり、透過したりすることで表示が行われる。この液晶層は、数μm〜10数μmと非常に薄い厚みに保持されている。そのため、ガラス基板の表面の平坦度、特にうねりと呼ばれるμmレベルの凹凸は、液晶層の厚み(セルギャップと呼ばれる)に影響を与えやすく、表面のうねりが大きいと、表示ムラ等の表示不良の原因となる。
(7)ガラス基板のうねりが小さいこと。近年、液晶ディスプレイでは、高速応答化や高精細化の目的で、セルギャップがより薄くなる傾向にあるため、これに用いられるガラス基板の表面のうねりを低減することがますます重要となってきている。ガラス基板の表面のうねりを低減するために最も有効な方法は、成形後のガラス基板の表面を精密に研磨することであるが、この方法ではガラス基板の製造コストが非常に高くなる。そのため現在では、オーバーフローダウンドロー法やフロート法等の成形法により、できるだけ表面のうねりの小さいガラス基板を成形し、無研磨の状態で、あるいは極く軽い研磨(タッチポリッシュ)を施して出荷されている。
【0006】
これらの特性を満足するために種々のガラス基板が提案されている。(例えば特許文献1)
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8-811920号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ガラス基板の熱収縮率は、上記した通り、小さいほど好ましいとされている。ところが、近年ではガラス基板の熱収縮率を考慮して、回路形成時にフォトマスクによる補正を行う技術が採用されるようになってきている。その結果、熱収縮率が十分に小さくないガラス基板であっても、パターンずれの問題を解決することができるようになった。ただし、この技術を採用するに当たっては、ガラス基板間の熱収縮率に大きなばらつきがないことが求められる。
【0009】
ガラス基板の熱収縮率は、ガラスの成形条件、特に冷却速度に影響を受ける。ところが製造過程における冷却速度を常に一定に保つことは困難である。それゆえ、同時期に製造したガラス基板同士であっても、熱収縮率が必ずしも一定にならないのが現状である。
【0010】
本発明の目的は、熱収縮率のばらつきの小さい無アルカリガラス基板を提供することである。
【課題を解決するための手段】
【0011】
本発明者等は種々の検討を行った結果、ガラス成形時の冷却速度が速いほど、熱収縮率の変動が小さくなることを見いだし、本発明として提案するものである。
【0012】
即ち、本発明の無アルカリガラス基板は、常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする。なお本明細書における「無アルカリガラス」とは、アルカリ金属酸化物(Li2O、Na2O、K2O)の総量が0.1%以下であるガラスを意味する。また「熱収縮率の絶対値」は基板中央部分(重心付近)における値である。
【0013】
また本発明の無アルカリガラス基板は、歪点が630〜655℃であり、且つ常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が60ppm以上であることを特徴とする。
【0014】
また本発明の無アルカリガラス基板は、歪点が655〜680℃であり、且つ常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする。
【発明の効果】
【0015】
本発明のガラス基板は、基板間の熱収縮率のばらつきが小さい。それゆえTFT回路を形成する際にフォトマスクによる補正を行うと、ガラス基板の熱収縮が常に一定しているために、歩留まりよく安定してパターン形成を行うことができる。
【図面の簡単な説明】
【0016】
【図1】熱収縮率絶対値を求めるための温度スケジュールを示す説明図である。
【図2】平均冷却速度と熱収縮率絶対値の関係を示すグラフである。
【図3】成形時の冷却工程におけるガラスの熱履歴を示すグラフである。
【図4】熱収縮率絶対値を測定する方法を示す説明図である。
【発明を実施するための形態】
【0017】
まず本発明のガラス基板について説明する。
【0018】
ガラス基板の熱収縮率は、板ガラス成形時の冷却速度に左右される。本発明者等の調査によれば、図2に示すように、高い冷却速度で冷却された板ガラスは熱収縮率が大きく、逆に低い速度で冷却された板ガラスは熱収縮率が小さくなる。その一方で、高い冷却速度で冷却された板ガラスは、冷却速度が多少変化しても熱収縮率は殆ど変わらない。逆に低い速度で冷却された板ガラスは、冷却速度の僅かな変化によって熱収縮率が大きく変動することが確認された。
【0019】
具体的には、無アルカリガラス基板の熱収縮率絶対値が50ppm以上、好ましくは60ppm以上であれば、冷却速度が変動しても熱収縮率が変わることが殆どない。ガラス基板の熱収縮をフォトマスクで補正する場合、徐冷点から(徐冷点−100℃)の温度の範囲において、平均冷却速度から冷却速度を60℃/分変化させたときの熱収縮率の変化量が3ppm以下であれば、安定してパターン形成を行うことができる。
【0020】
なおガラス基板の熱収縮率絶対値が同じであれば、ガラス基板の歪点が高いほど熱収縮率変化量が小さくなる傾向にある。それゆえガラスの歪点が高い方が有利であると言える。
【0021】
歪点が630〜655℃のガラスの場合、冷却速度を60℃/分変化させたときの熱収縮率変化量が3ppm以下であるガラス基板を得るには、ガラス基板の熱収縮率絶対値を60ppm以上とすればよい。熱収縮率変化量を2ppm以下にするには63ppm以上に、1ppm以下にするには66ppm以上にすればよい。このようにガラス基板の熱収縮率を大きくするほど効果的であるが、熱収縮率の絶対値が100ppmを超えるとフォトマスクでの補正が難しくなる。それゆえガラス基板の熱収縮率絶対値は100ppm以下とすることが好ましい。
【0022】
また歪点が655〜680℃のガラスの場合、冷却速度を60℃/分変化させたときの熱収縮率変化量が3ppm以下であるガラス基板を得るには、ガラス基板の熱収縮率絶対値を50ppm以上とすればよい。熱収縮率変化量を2ppm以下にするには53ppm以上に、1ppm以下にするには55ppm以上にすればよい。なおこの種のガラス基板についても上記と同様の理由から、ガラス基板の熱収縮率絶対値は100ppm以下とすることが好ましい。
【0023】
本発明のガラス基板を構成する無アルカリガラスは、その用途に適したガラスであればシリカガラス、ボロシリケートガラス、アルミノシリケートガラス等、種々のガラスが使用可能である。中でもダウンドロー法、特にオーバーフローダウンドロー法で成形可能なガラスからなることが好ましい。つまり、ダウンドロー法の場合、成形工程における冷却領域(徐冷炉)がフロート法に比べて極めて短いために、この温度領域での平均冷却速度を高めることが容易である。それゆえガラスの熱収縮率を容易に高くすることができる。またダウンドロー法の一種であるオーバーフローダウンドロー法で成形されたガラス基板は、表面品位に優れており、研磨することなく使用に供することができるというメリットもある。
【0024】
なおダウンドロー法で成形されたガラスは、垂直方向に板引きされるため対流の影響を受ける。そのため、水平方向に板引きされるフロート法と比べて、冷却速度が安定せず、従って熱収縮率にばらつきが生じやすい。そこで、ガラスの熱収縮率絶対値が大きくなるようにすれば、従来は困難であった熱収縮率の安定化を達成することができる。つまりダウンドロー法により成形されるガラスの場合、本発明を適用するメリットが大きいと言える。
【0025】
また大型のガラス基板、例えば短辺が1500mm以上、特に短辺が1800mm以上の基板では、熱収縮率のばらつきに対する要求が一層厳しくなる。つまり熱収縮率変化量が同じである場合、大型のガラス基板は小型基板に比べて、熱収縮による寸法変化のばらつきが大きくなる。そこで熱収縮率の絶対値が大きくなるようにすれば、大型基板であっても寸法変化のばらつきを小さくすることができる。それゆえ大型のガラス基板の場合、本発明を適用するメリットが大きいと言える。
【0026】
ダウンドロー法で成形可能なガラスとは、例えばオーバーフローダウンドロー法の場合、液相粘度が104.5Pa・s以上、好ましくは105.0Pa・s以上のガラスである。なお、液相粘度は結晶が析出する時の粘度であり、液相粘度が高いほどガラス成形時に失透が発生しにくく、製造がしやすくなる。
【0027】
また液晶ディスプレイ基板用途に好適なガラスとしては、質量%でSiO2 50〜70%、Al2O3 1〜20%、B2O3 0〜15%、MgO 0〜30%、CaO 0〜30%、SrO 0〜30%、BaO 0〜30%、好ましくは質量%でSiO2 50〜70%、Al2O3 10〜20%、B2O3 3〜15%、MgO 0〜15%、CaO 0〜15%、SrO 0〜15%、BaO 0〜15%の組成を有するアルミノシリケート系無アルカリガラスが挙げられる。この範囲内であれば、上記した(1)〜(7)の要求特性を満たすガラス基板を得ることが可能である。
【0028】
この組成範囲の中で、歪点が630〜655℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜15%、好ましくは質量%でSiO2 50〜65%、Al2O3 12〜17%、B2O3 5〜13%、MgO 0〜2%、CaO 3〜9%、SrO 4〜10%、BaO 0〜10%の範囲で適宜選択すればよい。組成範囲を上記のように限定した理由は以下の通りである。
【0029】
SiO2はガラスのネットワークフォーマーとなる成分である。SiO2の含有量が65%より多いと高温粘度が高くなり溶融性が悪くなり、また失透性も悪くなるため好ましくない。50%より少ないと化学的耐久性が悪くなるため好ましくない。
【0030】
Al2O3は歪点を上げる成分である。Al2O3の含有量が20%より多いと失透性およびバッファードフッ酸に対する化学的耐久性が悪くなるため好ましくない。10%より少ないと歪点が下がるため好ましくない。より好ましくは12%以上、17%以下である。
【0031】
B2O3は融剤として作用しガラスの溶融性を改善する成分である。B2O3の含有量が15%より多いと歪点が下がり塩酸に対する薬品性が悪くなるため好ましくない。5%より少ないと、溶融性と失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは5%以上、13%以下である。
【0032】
MgOは高温粘性を下げガラスの溶融性を改善する成分である。MgOの含有量が5%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは2%以下である。
【0033】
CaOも、MgOと同じく、高温粘性を下げガラスの溶融性を改善する成分である。CaOの含有量が10%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは3%以上、9%以下である。
【0034】
SrOは失透性および化学的耐久性を向上させる成分である。SrOの含有量が10%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは4%以上、10%以下である。
【0035】
BaOもSrOと同じく、失透性および化学的耐久性を向上させる成分である。BaOの含有量が15%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは10%以下である。
【0036】
また歪点が655〜680℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜5%、好ましくは質量%でSiO2 50〜65%、Al2O3 14〜19%、B2O3 7〜15%、MgO 0〜2%、CaO 3〜10%、SrO 0〜5%、BaO 0〜2%の範囲で適宜選択すればよい。組成範囲を上記のように限定した理由は以下の通りである。
【0037】
SiO2はガラスのネットワークフォーマーとなる成分である。SiO2の含有量が65%より多いと高温粘度が高くなり溶融性が悪くなり、また失透性も悪くなるため好ましくない。50%より少ないと化学的耐久性が悪くなるため好ましくない。
【0038】
Al2O3は歪点を上げる成分である。Al2O3の含有量が10%より多いと失透性およびバッファードフッ酸に対する化学的耐久性が悪くなるため好ましくない。20%より少ないと歪点が下がるため好ましくない。より好ましくは14%以上、19%以下である。
【0039】
B2O3は融剤として作用しガラスの溶融性を改善する成分である。B2O3の含有量が15%より多いと歪点が下がり塩酸に対する薬品性が悪くなるため好ましくない。5%より少ないと、溶融性と失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは7%以上、15%以下である。
【0040】
MgOは高温粘性を下げガラスの溶融性を改善する成分である。MgOの含有量が5%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは2%以下である。
【0041】
CaOも、MgOと同じく、高温粘性を下げガラスの溶融性を改善する成分である。CaOの含有量が10%より多いと失透性が悪くなりバッファードフッ酸に対する化学的耐久性も悪くなるため好ましくない。より好ましくは3%以上、10%以下である。
【0042】
SrOは失透性および化学的耐久性を向上させる成分である。SrOの含有量が10%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは5%以下である。
【0043】
BaOもSrOと同じく、失透性および化学的耐久性を向上させる成分である。BaOの含有量が5%より多いと密度が大きくなり、高温粘度が高くなり溶融性が悪くなるため好ましくない。より好ましくは2%以下である。
【0044】
次に本発明のガラス基板の製造方法について説明する。
【0045】
まず所望の組成となるように調合したガラス原料を溶融する。ガラス原料の調合は、その用途に適した特性を有するガラス組成となるように、酸化物、硝酸塩、炭酸塩等のガラス原料、カレット等を秤量し混合すればよい。シリカガラス、ボロシリケートガラス、アルミノシリケートガラス等、ガラスの種類は特に問わないが、これらの中でもダウンドロー法、特にオーバーフローダウンドロー法で成形可能なガラスとなるように調合することが好ましい。ダウンドロー法で成形可能なガラスとは、例えばオーバーフローダウンドロー法の場合、液相粘度が104.5Pa・s以上、好ましくは105.0Pa・s以上のガラスである。
【0046】
液晶ディスプレイ基板用途に好適なガラス組成としては、上記したように質量%でSiO2 50〜70%、Al2O3 1〜20%、B2O3 0〜15%、MgO 0〜30%、CaO 0〜30%、SrO 0〜30%、BaO 0〜30%、好ましくは質量%でSiO2 50〜70%、Al2O3 10〜20%、B2O3 3〜15%、MgO 0〜15%、CaO 0〜15%、SrO 0〜15%、BaO 0〜15%の組成を有するアルミノシリケート系無アルカリガラス組成が挙げられる。この組成範囲の中で、歪点が630〜655℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜15%、好ましくは質量%でSiO2 50〜65%、Al2O3 12〜17%、B2O3 5〜13%、MgO 0〜2%、CaO 3〜9%、SrO 4〜10%、BaO 0〜10%の範囲にあるガラス組成となるように原料を選択すればよい。また歪点が655〜680℃のガラスを得たい場合、例えば質量%でSiO2 50〜65%、Al2O3 10〜20%、B2O3 5〜15%、MgO 0〜5%、CaO 0〜10%、SrO 0〜10%、BaO 0〜5%、好ましくは質量%でSiO2 50〜65%、Al2O3 14〜19%、B2O3 7〜15%、MgO 0〜2%、CaO 3〜10%、SrO 0〜5%、BaO 0〜2%の範囲にあるガラス組成となるように原料を選択すればよい。
【0047】
このようにして調合したガラス原料を、ガラス溶融装置に供給して溶融する。溶融温度は、ガラスの種類に応じて適宜調節すればよく、例えば上記組成を有するガラスの場合には、1500〜1650℃程度の温度で溶融すればよい。なお本発明でいう溶融には、清澄、攪拌等の各種工程を含む。
【0048】
次いで溶融ガラスを板ガラス状に成形し、冷却する。ガラス基板の熱収縮特性の調整には、成形した板ガラスを室温まで冷却する徐冷領域での温度履歴の管理が重要である。具体的には徐冷点から(徐冷点−100℃)の温度の範囲における平均冷却速度を300℃/分以上となるように調節すればよい。平均冷却速度が300℃/分以上となるように調節すると、ガラス基板の熱収縮率絶対値は大きくなるが、製造条件の変動に起因する熱収縮率の変動は小さくなる。例えば徐冷温度領域での冷却速度が60℃/分変化しても、熱収縮率の変化量が3ppm以下、特に2ppm以下、さらには1ppm以下に抑制することが可能となる。その結果、ガラス基板間の熱収縮率のばらつきが生じ難くなる。なおガラスに不適切な歪みが発生したり、成形体に過剰な負荷がかかったりすることを防止するために、平均冷却速度の上限は1000℃/分以下であることが好ましい。
【0049】
例えば歪点が630〜655℃のガラスを製造する場合、平均冷却速度から冷却速度を60℃/分変化しても熱収縮率変化量が3ppm以下であるガラス基板を得るには、徐冷点から(徐冷点−100℃)の温度の範囲における平均冷却速度を350℃/分以上とすればよい。なおこの条件で得られるガラス基板の熱収縮率絶対値は約60ppm以上となる。熱収縮率変化量を2ppm以下にするには平均冷却速度を410℃/分以上に、1ppm以下にするには平均冷却速度を510℃/分以上にすればよい。これらの条件で得られるガラス基板の熱収縮率絶対値はそれぞれ約63ppm以上、約66ppm以上となる。
【0050】
歪点が655〜680℃のガラスを製造する場合、冷却速度を60℃/分変化しても熱収縮率変化量が3ppm以下であるガラス基板を得るには、徐冷点から(徐冷点−100℃)の温度の範囲における平均冷却速度を300℃/分以上とすればよい。なおこの条件で得られるガラス基板の熱収縮率絶対値は約50ppm以上となる。熱収縮率変化量を2ppm以下にするには平均冷却速度を360℃/分以上に、1ppm以下にするには平均冷却速度を420℃/分以上にすればよい。これらの条件で得られるガラス基板の熱収縮率絶対値はそれぞれ約53ppm以上、約55ppm以上となる。
【0051】
平均冷却速度を高くする最も有効な方法の一つとして、板ガラスの板引き速度を上げる方法がある。板引き速度を上げれば上げるほど、ガラスの熱収縮率絶対値が大きくなり、板引き速度の変動による熱収縮率のばらつきを小さくできる。なお板引き速度を上げるには、成形されたガラスを引き延ばす引っ張りローラーの回転速度を高くすればよい。また成形工程における冷却領域(徐冷炉)がフロート法に比べて極めて短いダウンドロー法を採用すれば、この温度領域での平均冷却速度を容易に高めることができる。さらにダウンドロー法の一種であるオーバーフローダウンドロー法で成形すれば、表面品位に優れたガラス基板を得ることができ、研磨工程を省略することができるというメリットもある。具体的には、徐冷点から(徐冷点−100℃)の温度の範囲における板引き速度が150cm/分以上であることが好ましく、270cm/分以上、さらには320cm/分以上、特に400cm/分以上とすることが望ましい。また板引き速度の上限は特にないが、成形装置の負荷を考慮すると800cm/分以下とすることが好ましい。
【0052】
実際の製造工程においては、板引き速度を上げれば上げるほど速度を一定に保つことが難しくなってくる。その結果、板引き速度(=冷却速度)のばらつきが大きくなり、これに起因する熱収縮率のばらつきが生じる。この板引き速度のばらつきによる影響が無視できない場合には、例えば板引き速度の変動を常に監視し、板引き速度が一定に保たれるように、引っ張りローラーの回転速度やガラス流量を制御すればよい。
【0053】
なおダウンドロー法で成形する場合、垂直方向に板引きされるため対流の影響を受ける。そのため、水平方向に板引きされるフロート法と比べて、冷却速度が変動しやすい。そこで、ガラスの冷却速度を大きくすれば、従来は困難であった熱収縮率の安定化を達成することができる。つまりダウンドロー法を採用する場合、本発明方法を採用するメリットが大きいと言える。
【0054】
また大型のガラス基板、例えば短辺が1500mm以上、特に短辺が1800mm以上の基板を製造する場合、基板間の熱収縮率のばらつきに対する要求が一層厳しくなる。つまり熱収縮率変化量が同じ場合、大型のガラス基板は小型基板に比べて、熱収縮による寸法変化のばらつきが大きくなる。そこでガラスの冷却速度を十分に大きくすれば、大型基板であっても寸法変化のばらつきを小さくすることができる。それゆえ大型のガラス基板を製造する場合、本発明方法を適用するメリットが大きいと言える。
【0055】
その後、板状に成形されたガラスは、所定のサイズに切断された後、端面処理、洗浄等必要な処理が施される。
【0056】
このようにして熱収縮率の大きいガラス基板を得ることができる。
【実施例】
【0057】
以下、実施例に基づいて本発明を説明する。
【0058】
まず、主たる成分が、質量%でSiO2 60%、Al2O3 15%、B2O3 10%、CaO 5%、SrO 5%、BaO 2%の組成となるようにガラス原料を調合し、混合した後、連続溶融炉にて最高温度1650℃で溶融した。さらに溶融ガラスをオーバーフローダウンドロー法にて種々の板引き速度で板状に成形した。その後、板状ガラスを切断することにより、1500×1800×0.65mmの大きさの無アルカリガラス基板を得た。このガラス基板は、歪点が650℃、徐冷点が705℃、液相粘度105.0Pa・sの特性を有していた。
【0059】
なお歪点および徐冷点は、ASTM C336−7に基づくファイバーエロンゲーション法で確認した。液相粘度は、ガラスを粉砕し、標準篩30メッシュ(篩目開き500μm)を通過し、50メッシュ(篩目開き300μm)に残るガラス粉末を白金ボートに入れ、温度勾配炉中に24時間保持して、結晶の析出する温度、すなわち液相温度を測定し、その温度に相当する高温粘度から求めた。なお高温粘度は白金球引き上げ法で測定した。
【0060】
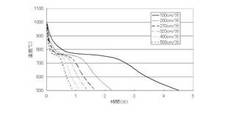
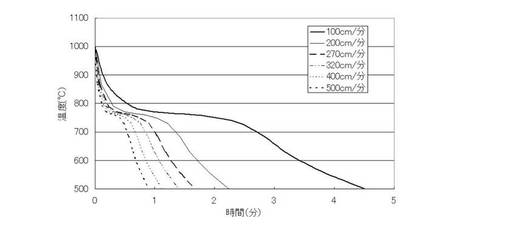
得られたガラス基板について、板引き速度が100cm/分、200cm/分、270cm/分、320cm/分、400cm/分、及び500cm/分の場合におけるガラス成形時の熱履歴を図3に示す。図3より、板引き速度が速くなるほど、平均冷却速度が速くなることが分かる。なおガラス成形時の熱履歴は、徐冷領域内に設置した熱電対の示す板引き方向の温度分布と板引き速度によって求めたものである。板引き速度とは、連続的に成形されるガラス基板が徐冷領域を通過する速度を指し、本実施例においては徐冷領域の中間部分(徐冷点−50℃に相当する位置)に測定用ローラーを当接させて測定したものである。徐冷領域とは、板幅方向中央部分において、徐冷点から(徐冷点−100℃)の温度の範囲に相当する領域を意味し、本実施例では、ガラスの板幅方向中央部分が705℃から605℃の温度となる領域を指す。また平均冷却速度とは、ガラスの板幅方向中央部分が徐冷領域を通過する時間を算出し、その時間で徐冷領域内の温度差(=100℃)を除することで求めた速度を指す。
【0061】
次に、種々の板引き速度で成形したガラス基板について、図1の温度スケジュール(常温から10℃/分の速度で昇温、保持温度450℃で10時間保持、10℃/分の速度で降温)で熱処理したときの、平均冷却速度及び熱収縮率絶対値を求め、表1に示した。またこのときの平均冷却速度と熱収縮率絶対値の関係を図2に示す。
【0062】
【表1】
【0063】
表1及び図2より、平均冷却速度(=板引き速度)の増加に伴って、熱収縮率絶対値が大きくなるが、同時に冷却速度の変化量に対する熱収縮率の変化量が小さくなることが分かる。
【0064】
なお熱収縮率絶対値は、以下の方法で測定した。まず得られたガラス基板の中央部分からガラス板試料を切り出し、図4(a)に示すようにガラス板1の所定箇所に直線状のマーキング2を入れた後、ガラス板1をマーキングに対して垂直に折り、2つのガラス板片1a、1bに分割する。そして一方のガラス板片1aのみに、図1に示す温度スケジュールで熱処理(常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温)を施す。その後、図4(b)に示すように熱処理を施したガラス板片1aと、未処理のガラス板片1bを並べて接着テープ(図示せず)で両者を固定してから、マーキング2のずれを、レーザー顕微鏡にて測定し、下記の式1を用いて求める。なお式1中のl0はマーキング間の距離を、△L1及び△L2はマーキングの位置ズレ量を示している。
【0065】
【数1】
【符号の説明】
【0066】
1 熱収縮率の絶対値を求めるためのガラス板試料
1a 熱収縮率の絶対値を求めるためのガラス板試料の半片(熱処理を施すガラス板片)
1b 熱収縮率の絶対値を求めるためのガラス板試料の半片(熱処理を施さないガラス板片)
2 マーキング
【特許請求の範囲】
【請求項1】
常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする無アルカリガラス基板。
【請求項2】
歪点が630〜655℃であり、且つ熱収縮率の絶対値が60ppm以上であることを特徴とする請求項1の無アルカリガラス基板。
【請求項3】
歪点が655〜680℃であり、且つ熱収縮率の絶対値が50ppm以上であることを特徴とする請求項1の無アルカリガラス基板。
【請求項4】
液相粘度が104.5Pa・s以上であることを特徴とする請求項1〜3の何れかの無アルカリガラス基板。
【請求項5】
オーバーフローダウンドロー法で成形されてなることを特徴とする請求項1〜4の何れかの無アルカリガラス基板。
【請求項6】
質量%でSiO2 50〜70%、Al2O3 1〜20%、B2O3 0〜15%、MgO 0〜30%、CaO 0〜30%、SrO 0〜30%、BaO 0〜30%含有することを特徴とする請求項1〜5の何れかの無アルカリガラス基板。
【請求項1】
常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときの熱収縮率の絶対値が50ppm以上であることを特徴とする無アルカリガラス基板。
【請求項2】
歪点が630〜655℃であり、且つ熱収縮率の絶対値が60ppm以上であることを特徴とする請求項1の無アルカリガラス基板。
【請求項3】
歪点が655〜680℃であり、且つ熱収縮率の絶対値が50ppm以上であることを特徴とする請求項1の無アルカリガラス基板。
【請求項4】
液相粘度が104.5Pa・s以上であることを特徴とする請求項1〜3の何れかの無アルカリガラス基板。
【請求項5】
オーバーフローダウンドロー法で成形されてなることを特徴とする請求項1〜4の何れかの無アルカリガラス基板。
【請求項6】
質量%でSiO2 50〜70%、Al2O3 1〜20%、B2O3 0〜15%、MgO 0〜30%、CaO 0〜30%、SrO 0〜30%、BaO 0〜30%含有することを特徴とする請求項1〜5の何れかの無アルカリガラス基板。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−193108(P2012−193108A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2012−152175(P2012−152175)
【出願日】平成24年7月6日(2012.7.6)
【分割の表示】特願2006−335353(P2006−335353)の分割
【原出願日】平成18年12月13日(2006.12.13)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成24年7月6日(2012.7.6)
【分割の表示】特願2006−335353(P2006−335353)の分割
【原出願日】平成18年12月13日(2006.12.13)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
[ Back to top ]