
無塗装樹脂製容器
【課題】本発明は、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる無塗装樹脂製容器を提供することを目的とする。
【解決手段】本発明の無塗装樹脂製容器は、ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、ミクロクラック率が0.5%未満であり、肉厚が1mm以上10mm未満である。
【解決手段】本発明の無塗装樹脂製容器は、ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、ミクロクラック率が0.5%未満であり、肉厚が1mm以上10mm未満である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は無塗装樹脂製容器に関する。
【背景技術】
【0002】
近年、地球環境志向の高まりから、容器に関する資源・エネルギーの有効利用が進んでいる。容器に関し、リサイクル・リユースといった活用が進む一方で、より機能を高め、長期間使用することで有効利用する技術活用も注目されている。
【0003】
容器を構成する材料としては、樹脂や金属が挙げられる。樹脂製容器のうち、特にポリスチレンやポリエチレンからなる容器は成形性や材料コストの面から広く使われている。また、耐圧が求められる容器としてはフィラー含有のポリフェニレンサルファイド(PPS)樹脂からなる容器があり、耐衝撃性や長期にわたって紫外線を浴びたりする環境におかれる容器としてはポリカーボネート(PC)樹脂からなる容器がある。
【0004】
一方、長期にわたる高温多湿環境に晒される環境や内容物が温水の場合などにおいては耐加水分解性への配慮が必要になる。加えて内容物がアルカリ性を有する場合、ガラス質のフィラーを含有した樹脂容器ではガラスが侵されることもある。また、容器としての寸法精度も重要である。特に内容物が気体・液体の場合、容器開口部のソリ・変形で漏れを生じることがある。
【0005】
上記のような使用環境・要求特性に対する対策として塗装を施したり多層構造にすることによる保護や、金属による補強フレームを施すなどの加工で耐圧対策をとる例がある。
【0006】
一般的に、金属製容器は、その強度は高いものの、内容物によっては腐食劣化することがある。そのため、金属製容器は、塗装を施したり、樹脂との多層構造にしたりするなどの補強が必要となる場合がある。特許文献1には、レトルト処理環境下での耐加水分解性に優れた容器用ポリ乳酸系樹脂被覆金属板が記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−158821号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、金属製容器は、樹脂製容器に比べ比重が重く、また、成形する際に溶接が必要になるなど生産性では熱可塑性樹脂製容器に比べ劣る。
【0009】
樹脂製容器のうち、ポリスチレンやポリエチレンからなる容器は、高温・高圧環境での強度が充分ではなく、温度や耐圧の観点で制約があり、長期にわたる使用に不安がある。また、ポリフェニレンサルファイド(PPS)、ポリカーボネート(PC)等の樹脂からなる容器は、それぞれ靱性、成形性及び耐加水分解性等の特性が充分でない。
【0010】
また、塗装を施したり多層構造にすることによる保護や、金属による補強フレームを施すなどの加工で耐圧対策をとった容器等は、生産性やデザインの面で問題がある。
【0011】
軽量で生産性に優れる樹脂製容器において、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる有用な無塗装樹脂製容器は、未だ開発されていない。
【0012】
本発明は、上記に鑑みてなされたものであり、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる無塗装樹脂製容器を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者は、上記課題を解決すべく鋭意検討した結果、特定の樹脂組成物を成形して得られる無塗装樹脂製容器が、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できることを見出し、本発明を完成するに至った。
【0014】
すなわち本発明は以下に関する。
【0015】
[1]
ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、
前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、
下記方法で測定されるミクロクラック率が0.5%未満であり、
肉厚が1mm以上10mm未満である、無塗装樹脂製容器。
【0016】
〔ミクロクラック率の測定方法:
前記樹脂組成物を成形して得られるISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行う。
【0017】
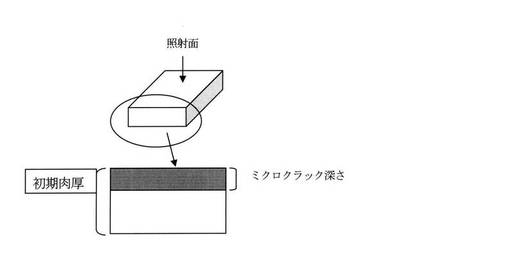
前記促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを測定する。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とする。〕
[2]
前記樹脂組成物がさらに着色顔料を含み、
前記着色顔料の含有量が、前記ポリフェニレンエーテル系樹脂100質量部に対し、0.1〜3質量部であり、
前記樹脂組成物がフィラー強化材を含まず、
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が1.5〜15g/10分である、[1]に記載の無塗装樹脂製容器。
【0018】
[3]
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が2.0〜10g/10分である、[1]又は[2]の無塗装樹脂製容器。
【0019】
[4]
1MPa以上4MPa以下の内圧がかかる条件で使用する、[1]〜[3]のいずれかに記載の無塗装樹脂製容器。
【0020】
[5]
2MPa以上4MPa以下の内圧がかかり、かつ内容物温度が0℃以上100℃未満となる条件で使用する、[1]〜[3]のいずれかに記載の無塗装樹脂製容器。
【発明の効果】
【0021】
本発明によれば、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる無塗装樹脂製容器を提供することができる。
【図面の簡単な説明】
【0022】
【図1】ミクロクラック率の測定で使用するISOダンベル試験片の模式図である。
【図2】平面度の測定で使用する平板の模式図である。
【発明を実施するための形態】
【0023】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について詳細に説明する。
【0024】
本発明は、以下の実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
【0025】
≪無塗装樹脂製容器≫
本実施形態の無塗装樹脂製容器は、ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、
前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、
下記方法で測定されるミクロクラック率が0.5%未満であり、
肉厚が1mm以上10mm未満である。
【0026】
〔ミクロクラック率の測定方法:
前記樹脂組成物を成形して得られるISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行う。
【0027】
前記促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを測定する。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とする。〕
上記方法で測定されるミクロクラック率は、0.4%未満であることが好ましく、0〜0.3%であることがより好ましい。ミクロクラック率が前記範囲であると、無塗装樹脂製容器は長期使用後も衝撃強度を維持できる。
【0028】
<成形方法>
本実施形態の無塗装樹脂製容器は、ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られる。該成形方法としては特に制限はなく、射出成形、ブロー成形、回転成形、インジェクションブロー成形、押出し成形、切削成形などを用いることができるが、生産性と意匠性との観点から、このましくは射出成形、ブロー成形、インジェクションブロー成形である。
【0029】
<無塗装樹脂製容器の形状等>
本実施形態の無塗装樹脂製容器の肉厚は、成形性、耐圧性、内容物の内圧に対する耐久性の観点から、1mm以上10mm未満である。本実施形態の無塗装樹脂製容器の肉厚は、成形性において巣やヒケ、肉厚が均一にできかつ耐圧強度も得られる観点で、1mm以上7mm以下であることが好ましく、より好ましくは2mm以上4mm以下である。
【0030】
本実施形態の無塗装樹脂製容器の形状は、複数の開口部、屈曲部を有していてもよい。本実施形態の無塗装樹脂製容器の大きさは特に限定されないが、本発明の効果をより発揮するためには、無塗装樹脂製容器の容積が100ml以上であることが好ましい。無塗装樹脂製容器の容積が100ml未満であると、金属製容器と比較して軽量化の効果が充分に得られない場合がある。
【0031】
屈曲部の形成には切削による後加工でもよいが、ガスインジェクションやウォーターインジェクション等の射出成形技術を応用することもできる。
【0032】
また、本実施形態の無塗装樹脂製容器は複数部品の接合によって構成されてもよい。例えば頭部、胴部、底部に分け、胴部を複数接合させることで容器の容積を自由に調節することもできる。
【0033】
この場合、接合方法は接着剤による接着やネジによる締結のほか、超音波溶着、熱板溶着、振動溶着等を用いた直接樹脂同士が融着させる接合でもよい。
【0034】
接合面もしくは開口部の平面度は密閉性の観点で重要であり、ソリ・ヒケができるだけ無いものが好ましい。平面度はさらには他部品との勘合寸法、容量精度にも影響する。回転成形やブロー成形の場合、圧力がかかりづらい内面は平面度を出しづらく、肉厚制御ひいては容量制御にも影響を与える。
【0035】
本実施形態の無塗装樹脂製容器を形成する樹脂組成物がフィラー強化材を含有した場合、この平面度を高めることが難しくなる傾向にある。そのため、前記樹脂組成物には、フィラー強化材を含有させない方が好ましい。前記樹脂組成物中にフィラー強化材を含有させる場合には、異方性の小さなフィラー強化材を含有させることが好ましい。
【0036】
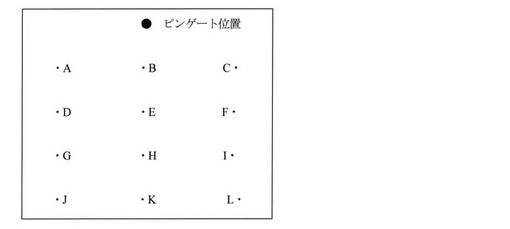
平面度は図2に示す15点(A−O)から求められる仮想平面に対するZ軸方向の距離の最大値と最小値との差(mm)と定義する。該平面度の値が小さい方が寸法精度に優れるものになる。該平面度は1.2mm未満が好ましく、より好ましくは0.5mm以下である。
【0037】
本実施形態の無塗装樹脂製容器は、製造プロセスの簡素化、コストの観点から樹脂製容器自身が無塗装であり、着色されていることが好ましいが、商品としての意匠性をより向上させるための、印刷、貼付加工、他部品の組付け等が施されてもよい。
【0038】
<樹脂組成物>
本実施形態に用いる樹脂組成物は、成形性の観点から、ポリフェニレンエーテル系樹脂を含む樹脂組成物である。
【0039】
特にエージング試験において物性保持率の低下が少ない樹脂組成物が好ましい。具体的には、促進耐候性試験1000時間後のアイゾット衝撃強度保持率(以下「IZOD保持率」とも記す。)が好ましくは60%以上であり、より好ましくは70%以上の樹脂組成物である。
【0040】
なお、本実施形態において、IZOD保持率は後述の実施例に記載の方法で測定することができる。
【0041】
〈ポリフェニレンエーテル系樹脂〉
ポリフェニレンエーテル系樹脂とは、ポリフェニレンエーテルと他樹脂とのアロイ材である。他樹脂としては、例えば、ポリスチレン、ハイインパクトポリスチレン、ポリオレフィン、ポリエチレン、ポリアミド、ポリフェニレンサルファイド等が挙げられる。これらの中でポリフェニレンエーテルと、ポリスチレン及び/又はハイインパクトポリスチレンとのアロイが、相溶性の点で好ましく、加えて流動性、耐加水分解性の観点で好ましい。
【0042】
本実施形態に用いるポリフェニレンエーテルとしては、特に限定されず、公知のものを用いることができ、単独重合体であってもよいし共重合体であってもよい。
【0043】
ポリフェニレンエーテルの単独重合体としては、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−エチル−14−フェニレン)エーテル、ポリ(2,6−ジエチル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−n−プロピル−1,4−フェニレン)エーテル、ポリ(2,6−ジ−n−プロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−n−ブチル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−イソプロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−ヒドロキシエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロエチル−1,4−フェニレン)エーテル等が挙げられる。
【0044】
それらの中でも、原料としての実用上の観点から、ポリ(2,6−ジメチル−1,4−フェニレン)エーテルが好ましく、2−(ジアルキルアミノメチル)−6−メチルフェニレンエーテルユニットや2−(N−アルキル−N−フェニルアミノメチル)−6−メチルフェニレンエーテルユニット等を部分構造として含んでいるポリフェニレンエーテルが好ましい。
【0045】
ポリ(2,6−ジメチル−1,4−フェニレン)エーテルは、原料としての実用上の観点から、30℃のクロロホルム溶液で測定した固有粘度が0.3〜0.7であることが好ましく、より好ましくは0.35〜0.6である。固有粘度の異なる2種以上のポリ(2,6−ジメチル−1,4−フェニレン)エーテルを用いることによって、分子量分布を広くすることも可能である。
【0046】
ポリフェニレンエーテルの共重合体としては、2,6−ジメチルフェノールと2,3,6−トリメチルフェノールとの共重合体、2,6−ジメチルフェノールとo−クレゾールとの共重合体、2,6−ジメチルフェノールと2,3,6−トリメチルフェノール及びo−クレゾールとの共重合体等が挙げられる。
【0047】
本実施形態に用いるポリフェニレンエーテルの重量平均分子量は、特に限定されず、下限値は、靭性と耐薬品性との観点から、30,000以上が好ましく、より好ましくは35,000以上であり、更に好ましくは40,000以上である。上限値は、成形加工性の観点から、100,000以下である。
【0048】
本実施形態に用いるポリフェニレンエーテルの重量平均分子量は、ゲル・パーミエーション・クロマトグラフィー(GPC)による測定を行い、移動相としてテトラヒドロフランを用い、標準ポリスチレンのピーク分子量を使用して作成した検量線を使用して求めた重量平均分子量である。
【0049】
本実施形態に用いるポリフェニレンエーテルの一部として、不飽和カルボン酸又はその誘導体で変性されたポリフェニレンエーテル(以下「変性ポリフェニレンエーテル」とも記す。)を用いることができる。変性ポリフェニレンエーテルは、特に限定されず、公知のものを用いることができる。例えば、変性ポリフェニレンエーテルについては、特開平2−276823号公報、特開昭63−108059号公報、特開昭59−59724号公報等に記載されている。
【0050】
変性ポリフェニレンエーテルの製造方法は特に限定されず、公知の方法を用いることができる。例えば、ラジカル開始剤の存在下又は非存在下において、ポリフェニレンエーテルに不飽和カルボン酸やその誘導体を溶融混練して反応させることによって変性ポリフェニレンエーテルを製造する方法が挙げられる。あるいは、ポリフェニレンエーテルと不飽和カルボン酸やその誘導体とをラジカル開始剤存在下又は非存在下で有機溶剤に溶かし、溶液下で反応させることによって変性ポリフェニレンエーテルを製造する方法が挙げられる。
【0051】
不飽和カルボン酸又はその誘導体としては、特に限定されず、公知のものを用いることができる。例えば、マレイン酸、フマル酸、イタコン酸、ハロゲン化マレイン酸、シス−4−シクロヘキセン−1,2−ジカルボン酸、エンド−シス−ビシクロ[2.2.1]−5−ヘプテン−2,3−ジカルボン酸等や、これらジカルボン酸の酸無水物、エステル、アミド及びイミド等が挙げられ、あるいはアクリル酸、メタクリル酸等や、これらモノカルボン酸のエステルやアミド等が挙げられる。
【0052】
また、飽和カルボン酸であるが変性ポリフェニレンエーテルを製造する際の反応温度でそれ自身が熱分解し、誘導体となり得る化合物も用いることができる。具体的には、リンゴ酸、クエン酸等が挙げられる。これらは1種又は2種以上を組み合わせて用いてもよい。
【0053】
本実施形態に用いるポリフェニレンエーテル系樹脂は、ポリフェニレンエーテルとスチレン系樹脂とのアロイであることが好ましい。
【0054】
本実施形態において、ポリフェニレンエーテルと組み合わせて用いられるスチレン系樹脂は、特に限定されず、公知のものを用いることができ、例えば、スチレン系化合物をゴム質重合体存在又は非存在下に重合して得られる単独重合体、あるいは、スチレン系化合物と、該スチレン系化合物と共重合可能な化合物とをゴム質重合体存在又は非存在下に重合して得られる共重合体が挙げられる。
【0055】
スチレン系化合物としては、特に限定されず、例えば、スチレン、α−メチルスチレン、2,4−ジメチルスチレン、モノクロロスチレン、p−メチルスチレン、p−tert−ブチルスチレン、エチルスチレン等が挙げられる。それらの中でも、原材料の実用性の観点から、スチレンが好ましい。
【0056】
スチレン系化合物と共重合可能な化合物としては、特に限定されず、例えば、メチルメタクリレート、エチルメタクリレート等のメタクリル酸エステル類、アクリロニトリル、メタクリロニトリル等の不飽和ニトリル化合物類、無水マレイン酸等の酸無水物等が挙げられ、スチレン系化合物とともに用いることができる。
【0057】
共重合可能な化合物の使用量は、特に限定されないが、スチレン系化合物と、共重合可能な化合物と、の合計量100質量部に対して20質量部以下が好ましく、より好ましくは15質量部以下である。かかる使用量とすることで靭性を向上することができる。
【0058】
ゴム質重合体としては、特に限定されず、公知のものを用いることができる。例えば、共役ジエン系ゴム、共役ジエンと芳香族ビニル化合物との共重合体、エチレン−プロピレン共重合体ゴム等が挙げられる。具体的には、靭性の向上の観点から、ポリブタジエン及びスチレン−ブタジエン共重合体が好ましい。
【0059】
ゴム質重合体としては、部分的に水素添加されたゴム質重合体が好ましい。水素添加前のゴム質重合体中の不飽和結合における不飽和度は特に限定されず、より好ましくは、不飽和度80〜20%のポリブタジエン、又は1,4−シス結合を90%以上含有するポリブタジエンを用いることがより好ましい。
【0060】
本実施形態に用いるスチレン系樹脂の具体例としては、ポリスチレン及びゴム補強ポリスチレン、スチレン−アクリロニトリル共重合体(AS樹脂)及びゴム補強スチレン−アクリロニトリル共重合体(ABS樹脂)、その他のスチレン系共重合体等が挙げられる。それらの中でもより好ましいのは、ポリスチレン及びゴム補強ポリスチレンである。
【0061】
本実施形態に用いるスチレン系樹脂の重量平均分子量は、特に限定されず100,000以上が好ましく、より好ましくは120,000以上であり、更に好ましくは150,000以上である。
【0062】
本実施形態に用いるスチレン系樹脂の重量平均分子量は、ゲル・パーミエーション・クロマトグラフィー(GPC)による測定を行い、移動相としてテトラヒドロフランを用い、標準ポリスチレンのピーク分子量を使用して作成した検量線を使用して求めた重量平均分子量である。
【0063】
本実施形態において、ポリフェニレンエーテルと他樹脂との質量比率は、耐熱性及び流動性の観点から、ポリフェニレンエーテル系樹脂の合計100質量部に対するポリフェニレンエーテルの含有量が、20質量部以上であり、耐熱性及び靱性の観点から80質量部以下であり、好ましくは30質量部以上80質量部以下である。
【0064】
〈着色顔料〉
本実施形態に用いる樹脂組成物は、さらに着色顔料を含んでいてもよい。
【0065】
該着色顔料の具体例としては、カーボンブラック、PIGMENT BLUE 15:3、PIGMENT BLUE 28、PIGMENT BLUE 29、PIGMENT WHITE 6などの顔料や、SOLVENT GREEN 3、SOLVENT RED 179、SOLVENT YELLOW 104といった染料が挙げられる。
【0066】
前記着色顔料の含有量は、前記ポリフェニレンエーテル系樹脂100質量部に対し、0.1〜3質量部であることが好ましく、0.1〜1.0質量部であることがより好ましく、0.1〜0.5質量部であることが更に好ましい。着色顔料を前記範囲で含有していると、意匠製品としての色調を付与できるようになり、好ましい。
【0067】
〈その他の成分〉
本実施形態に用いる樹脂組成物には、本発明の効果を損なわない範囲で、他のポリマーや難燃剤、添加剤を添加することもできる。ここで、他のポリマーの具体例としては、ポリエチレン、ポリプロピレン、ポリアミド、ポリフェニルサルファイド、ポリカーボネートなどが挙げられ、難燃剤の具体例としては、リン酸エステル系難燃剤が挙げられる。また、添加剤としては、可塑剤、酸化防止剤、紫外線吸収剤、各種安定剤、帯電防止剤、離型剤等が挙げられる。
【0068】
本実施形態に用いる樹脂組成物には、無機充填材等のフィラー強化材を含まない方が、最終的に得られる無塗装樹脂製容器において、内容物へのフィラー強化材の溶出による内容物汚染やフィラー強化材の異方性による衝撃強度ばらつきやそり変形が少なくなり好適である。
【0069】
<樹脂組成物の特性>
最終的に得られる無塗装樹脂製容器が長期使用の観点でクリープ強度や耐圧に優れることが好ましいため、本実施形態に用いる樹脂組成物の粘度は高い方が好ましい。本実施形態に用いる樹脂組成物のメルト・フロー・レート(MFR)は、1.5〜15g/10分であることが好ましく、2.0〜10g/10分であることがより好ましく、2.0〜5g/10分以下であることが更に好ましく、2.0〜3.5g/10分以下であることが特に好ましい。該MFRが1.5g/10分以上であれば、成形に必要な流動性を確保でき、15g/10分以下であると長期耐久性を確保できる。
【0070】
なお、樹脂粘度の指標であるメルト・フロー・レート(MFR)は、ISO1133に準拠して、250℃、荷重10kgの条件において測定した値である。
【0071】
〈無塗装樹脂製容器の使用条件等〉
本実施形態の無塗装樹脂製容器は、1MPa以上4MPa以下の内圧がかかる条件で使用することが好ましく、2MPa以上4MPa以下の内圧がかかり、かつ内容物温度が0℃以上100℃未満となる条件で使用することがより好ましい。このような条件で使用しても、本実施形態の無塗装樹脂製容器は、耐圧・耐温水性に優れるため、長期使用後も衝撃強度を維持できる。
【0072】
本実施形態の無塗装樹脂製容器に収める内容物は、液体、気体、固体のいずれでもよく、特に限定されない。
【0073】
一般的に、耐圧容器では衝撃強度の保持が重要である。本実施形態の無塗装樹脂製容器は、前記促進耐候性試験1000時間後において、好ましくは、アイゾット衝撃強度保持率(IZOD保持率)が60%以上、表面のマイクロクラック率が0.5%未満であり、より好ましくはアイゾット衝撃強度保持率(IZOD保持率)が70%以上で表面のマイクロクラック率が0.4%未満である。上記のアイゾット衝撃強度保持率(IZOD保持率)と表面のマイクロクラック率とを維持することで、無塗装樹脂製容器としての性能を確保できる。
【0074】
実際の耐圧容器にて前記促進耐候性試験を行うに当たっては、耐圧容器における平面部を切出して行うか、平面部がない場合は、曲面部の頂点が光源から所定の距離になるように装置に設置して行うことができる。
【実施例】
【0075】
以下、本発明を実施例により詳細に説明するが、本発明はこれらの実施例に何ら限定されるものではない。なお、実施例及び比較例では、以下の樹脂材料・着色顔料を使用した。
【0076】
(1)ポリフェニレンエーテル系樹脂
・熱可塑性樹脂−1
ポリ(2,6−ジメチル−1,4−フェニレンエーテル)(PPE):旭化成ケミカルズ株式会社製 S201A。
【0077】
・熱可塑性樹脂―2
ゴム補強ポリスチレン(HIPS):PSジャパン株式会社製 H9302。
【0078】
・熱可塑性樹脂―3
ホモポリスチレン(PS):PSジャパン株式会社製 PS685。
【0079】
(2)その他の熱可塑性樹脂
・熱可塑性樹脂―4
・ポリオキシメチレン(POM):旭化成ケミカルズ株式会社製 テナックTM−C4520。
【0080】
・熱可塑性樹脂―5
・ポリカーボネート(PC):帝人化成株式会社製 パンライトR K−1300Y。
【0081】
(3)着色顔料
・着色顔料−1(黒):カボット社製 BP900。
【0082】
・着色顔料―2(青):ランクセス社製 MACLOREX BLUE RR。
【0083】
(4)難燃剤
ビスフェノールAビス(ジフェニルホスフェート):大八化学工業(株)社製。
【0084】
(5)フィラー(Filler)
平均直径13μm、チョップ長3.5mmのガラス繊維。
【0085】
[実施例1〜4及び比較例1〜4]
〔樹脂組成物の製造〕
二軸押出機[ZSK−26MC:コペリオン社製(ドイツ)]を用い、樹脂組成物ペレットを以下のとおり製造した。
【0086】
前記二軸押出機において、シリンダー温度を上流側320℃〜下流側280℃に設定した。
【0087】
表1記載の割合に従い、上流供給口より熱可塑性樹脂1〜3を供給して溶融混練した。
【0088】
なお、実施例4においては、表1に記載の割合で、さらに難燃剤を下流の圧入ノズルから供給して溶融混練した。比較例1においては、表1に記載の割合で、さらにフィラー(Filler)を下流のフィーダーから供給して溶融混練した。
【0089】
当該溶融混練時の詳細な条件は以下のとおりとした。スクリュー回転数を300回転/分とし、吐出量を15kg/時間とした。また、シリンダーブロック中央部の直前のブロックに開口部(ベント)を設け、減圧吸引することにより残存揮発の除去を行った。この時の減圧度(圧力)は60mmHgであった。
【0090】
前記溶融混練後、ダイから押し出されたストランドを冷却し、カッターにて連続切断して約3mm長×3mm径の樹脂組成物ペレットを得た。
【0091】
さらに、実施例1〜4、ならびに比較例1、3及び4においては、上記得られた樹脂組成物ペレットに、表1に記載の割合で、さらに着色顔料−1又は2を添加し単軸押出機で混合することにより着色した樹脂組成物ペレットを得た。
【0092】
得られた樹脂組成物ペレットの各特性を後述の方法で測定した。当該測定結果を表1に示す。
【0093】
〔無塗装樹脂製容器の製造〕
外径60mm、内径54mm、高さ50mm、肉厚3mmの円筒形で、片側端面に厚さ3mmの底部を有し、その底部には直径3mmの注入口を設け、底部と対面となる開口部にねじ山を切った無塗装樹脂製容器を、上記得られたペレットを射出成形することにより作成した。成形条件は金型温度90℃、シリンダー温度を300℃(ただし、実施例2及び比較例3においては、シリンダー温度を250℃とした。)とした。
【0094】
得られた無塗装樹脂製容器について、耐圧・耐温水性の評価を後述の方法で行った。当該測定結果を表1に示す。
【0095】
[比較例5及び6]
表1に記載の割合で、熱可塑性樹脂4又は5と、着色顔料−1とを、単軸押出機で混合して着色した樹脂組成物ペレットを得た。
【0096】
得られた樹脂組成物ペレットの各特性を後述の方法で測定した。当該測定結果を表1に示す。
【0097】
当該樹脂組成物ペレットを用いた以外は、実施例1と同様にして無塗装樹脂製容器を作成した(ただし、比較例5においては、成形時のシリンダー温度を190℃とした。)。
【0098】
得られた無塗装樹脂製容器について、耐圧・耐温水性の評価を後述の方法で行った。当該測定結果を表1に示す。
【0099】
〔樹脂組成物の各特性の測定方法〕
(ISOダンベル試験片の作成)
得られた樹脂組成物ペレットを用いて、東芝機械(株)EC60成形機(シリンダー温度を300℃、金型温度を80℃に設定。ただし、実施例2及び比較例3で得られた樹脂組成物ペレットについてはシリンダー温度を250℃に設定、比較例5で得られた樹脂組成物ペレットについてはシリンダー温度を190℃に設定。)にてISOダンベル試験片を成形した。
【0100】
(MFR測定)
ISO1133に従い250℃、荷重10kgにてMFRを測定した。ただし、比較例5については190℃、荷重2.16kgにてMFRを測定した。
【0101】
(促進耐候性試験)
耐候性を試験するため成形したISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行った。
【0102】
(ミクロクラック率測定)
促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを図1に示すように測定した。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とした。
【0103】
(IZOD保持率測定)
促進耐候性試験1000時間後のISOダンベル試験片を用いて、ISO180に準拠しアイゾット衝撃強度を測定し、促進耐候性試験前のISOダンベル試験片についてのアイゾット衝撃強度からの保持率を算出した。
【0104】
IZOD保持率(%)=促進耐候性試験後のアイゾット衝撃強度/促進耐候性試験前のアイゾット衝撃強度×100
(寸法精度:平面度測定)
得られた樹脂組成物ペレットを用いて、東芝機械(株) IS100FB成形機(シリンダー温度を300℃、金型温度を95℃に設定。ただし、実施例2及び比較例3で得られた樹脂組成物ペレットについてはシリンダー温度を250℃に設定、比較例5で得られた樹脂組成物ペレットについてはシリンダー温度を190℃に設定。)にて150mm×150mm×2mm厚の平板を成形した。
【0105】
この平板について、三次元測定機「ミツトヨ(株)社製AE122」を用いて、図2に示す15点(A〜O)から最小自乗法により仮想平面を設定し、その平面からZ軸方向のズレを測定した。平面度は、図2に示す15点(A〜O)における仮想平面からのZ軸方向の距離の最大値と最小値との差と定義した。該平面度の値が小さい方が寸法精度良好となる。
【0106】
(耐圧・耐温水性評価)
実施例及び比較例で得られた無塗装樹脂製容器に水を満たした後、該容器の開口部を金属フランジで封止したのち、60℃温水中に5時間放置後、圧力を掛けてリーク圧力を測定した(試験は4MPaを最大として試験した。)。当該リーク圧力が高いほど、耐圧・耐温水性に優れる。
【0107】
【表1】

【産業上の利用可能性】
【0108】
本発明に係る無塗装樹脂製容器は、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる特性を有するため、飲料水を代表する各種温水タンク、酸・アルカリ性の薬品・電解質容器、排水・海水等の処理水のタンク、純水タンクなどの容器として、内容物が気体、液体、固体に関わらず好適に用いることができる。
【技術分野】
【0001】
本発明は無塗装樹脂製容器に関する。
【背景技術】
【0002】
近年、地球環境志向の高まりから、容器に関する資源・エネルギーの有効利用が進んでいる。容器に関し、リサイクル・リユースといった活用が進む一方で、より機能を高め、長期間使用することで有効利用する技術活用も注目されている。
【0003】
容器を構成する材料としては、樹脂や金属が挙げられる。樹脂製容器のうち、特にポリスチレンやポリエチレンからなる容器は成形性や材料コストの面から広く使われている。また、耐圧が求められる容器としてはフィラー含有のポリフェニレンサルファイド(PPS)樹脂からなる容器があり、耐衝撃性や長期にわたって紫外線を浴びたりする環境におかれる容器としてはポリカーボネート(PC)樹脂からなる容器がある。
【0004】
一方、長期にわたる高温多湿環境に晒される環境や内容物が温水の場合などにおいては耐加水分解性への配慮が必要になる。加えて内容物がアルカリ性を有する場合、ガラス質のフィラーを含有した樹脂容器ではガラスが侵されることもある。また、容器としての寸法精度も重要である。特に内容物が気体・液体の場合、容器開口部のソリ・変形で漏れを生じることがある。
【0005】
上記のような使用環境・要求特性に対する対策として塗装を施したり多層構造にすることによる保護や、金属による補強フレームを施すなどの加工で耐圧対策をとる例がある。
【0006】
一般的に、金属製容器は、その強度は高いものの、内容物によっては腐食劣化することがある。そのため、金属製容器は、塗装を施したり、樹脂との多層構造にしたりするなどの補強が必要となる場合がある。特許文献1には、レトルト処理環境下での耐加水分解性に優れた容器用ポリ乳酸系樹脂被覆金属板が記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−158821号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、金属製容器は、樹脂製容器に比べ比重が重く、また、成形する際に溶接が必要になるなど生産性では熱可塑性樹脂製容器に比べ劣る。
【0009】
樹脂製容器のうち、ポリスチレンやポリエチレンからなる容器は、高温・高圧環境での強度が充分ではなく、温度や耐圧の観点で制約があり、長期にわたる使用に不安がある。また、ポリフェニレンサルファイド(PPS)、ポリカーボネート(PC)等の樹脂からなる容器は、それぞれ靱性、成形性及び耐加水分解性等の特性が充分でない。
【0010】
また、塗装を施したり多層構造にすることによる保護や、金属による補強フレームを施すなどの加工で耐圧対策をとった容器等は、生産性やデザインの面で問題がある。
【0011】
軽量で生産性に優れる樹脂製容器において、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる有用な無塗装樹脂製容器は、未だ開発されていない。
【0012】
本発明は、上記に鑑みてなされたものであり、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる無塗装樹脂製容器を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者は、上記課題を解決すべく鋭意検討した結果、特定の樹脂組成物を成形して得られる無塗装樹脂製容器が、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できることを見出し、本発明を完成するに至った。
【0014】
すなわち本発明は以下に関する。
【0015】
[1]
ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、
前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、
下記方法で測定されるミクロクラック率が0.5%未満であり、
肉厚が1mm以上10mm未満である、無塗装樹脂製容器。
【0016】
〔ミクロクラック率の測定方法:
前記樹脂組成物を成形して得られるISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行う。
【0017】
前記促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを測定する。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とする。〕
[2]
前記樹脂組成物がさらに着色顔料を含み、
前記着色顔料の含有量が、前記ポリフェニレンエーテル系樹脂100質量部に対し、0.1〜3質量部であり、
前記樹脂組成物がフィラー強化材を含まず、
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が1.5〜15g/10分である、[1]に記載の無塗装樹脂製容器。
【0018】
[3]
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が2.0〜10g/10分である、[1]又は[2]の無塗装樹脂製容器。
【0019】
[4]
1MPa以上4MPa以下の内圧がかかる条件で使用する、[1]〜[3]のいずれかに記載の無塗装樹脂製容器。
【0020】
[5]
2MPa以上4MPa以下の内圧がかかり、かつ内容物温度が0℃以上100℃未満となる条件で使用する、[1]〜[3]のいずれかに記載の無塗装樹脂製容器。
【発明の効果】
【0021】
本発明によれば、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる無塗装樹脂製容器を提供することができる。
【図面の簡単な説明】
【0022】
【図1】ミクロクラック率の測定で使用するISOダンベル試験片の模式図である。
【図2】平面度の測定で使用する平板の模式図である。
【発明を実施するための形態】
【0023】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について詳細に説明する。
【0024】
本発明は、以下の実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
【0025】
≪無塗装樹脂製容器≫
本実施形態の無塗装樹脂製容器は、ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、
前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、
下記方法で測定されるミクロクラック率が0.5%未満であり、
肉厚が1mm以上10mm未満である。
【0026】
〔ミクロクラック率の測定方法:
前記樹脂組成物を成形して得られるISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行う。
【0027】
前記促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを測定する。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とする。〕
上記方法で測定されるミクロクラック率は、0.4%未満であることが好ましく、0〜0.3%であることがより好ましい。ミクロクラック率が前記範囲であると、無塗装樹脂製容器は長期使用後も衝撃強度を維持できる。
【0028】
<成形方法>
本実施形態の無塗装樹脂製容器は、ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られる。該成形方法としては特に制限はなく、射出成形、ブロー成形、回転成形、インジェクションブロー成形、押出し成形、切削成形などを用いることができるが、生産性と意匠性との観点から、このましくは射出成形、ブロー成形、インジェクションブロー成形である。
【0029】
<無塗装樹脂製容器の形状等>
本実施形態の無塗装樹脂製容器の肉厚は、成形性、耐圧性、内容物の内圧に対する耐久性の観点から、1mm以上10mm未満である。本実施形態の無塗装樹脂製容器の肉厚は、成形性において巣やヒケ、肉厚が均一にできかつ耐圧強度も得られる観点で、1mm以上7mm以下であることが好ましく、より好ましくは2mm以上4mm以下である。
【0030】
本実施形態の無塗装樹脂製容器の形状は、複数の開口部、屈曲部を有していてもよい。本実施形態の無塗装樹脂製容器の大きさは特に限定されないが、本発明の効果をより発揮するためには、無塗装樹脂製容器の容積が100ml以上であることが好ましい。無塗装樹脂製容器の容積が100ml未満であると、金属製容器と比較して軽量化の効果が充分に得られない場合がある。
【0031】
屈曲部の形成には切削による後加工でもよいが、ガスインジェクションやウォーターインジェクション等の射出成形技術を応用することもできる。
【0032】
また、本実施形態の無塗装樹脂製容器は複数部品の接合によって構成されてもよい。例えば頭部、胴部、底部に分け、胴部を複数接合させることで容器の容積を自由に調節することもできる。
【0033】
この場合、接合方法は接着剤による接着やネジによる締結のほか、超音波溶着、熱板溶着、振動溶着等を用いた直接樹脂同士が融着させる接合でもよい。
【0034】
接合面もしくは開口部の平面度は密閉性の観点で重要であり、ソリ・ヒケができるだけ無いものが好ましい。平面度はさらには他部品との勘合寸法、容量精度にも影響する。回転成形やブロー成形の場合、圧力がかかりづらい内面は平面度を出しづらく、肉厚制御ひいては容量制御にも影響を与える。
【0035】
本実施形態の無塗装樹脂製容器を形成する樹脂組成物がフィラー強化材を含有した場合、この平面度を高めることが難しくなる傾向にある。そのため、前記樹脂組成物には、フィラー強化材を含有させない方が好ましい。前記樹脂組成物中にフィラー強化材を含有させる場合には、異方性の小さなフィラー強化材を含有させることが好ましい。
【0036】
平面度は図2に示す15点(A−O)から求められる仮想平面に対するZ軸方向の距離の最大値と最小値との差(mm)と定義する。該平面度の値が小さい方が寸法精度に優れるものになる。該平面度は1.2mm未満が好ましく、より好ましくは0.5mm以下である。
【0037】
本実施形態の無塗装樹脂製容器は、製造プロセスの簡素化、コストの観点から樹脂製容器自身が無塗装であり、着色されていることが好ましいが、商品としての意匠性をより向上させるための、印刷、貼付加工、他部品の組付け等が施されてもよい。
【0038】
<樹脂組成物>
本実施形態に用いる樹脂組成物は、成形性の観点から、ポリフェニレンエーテル系樹脂を含む樹脂組成物である。
【0039】
特にエージング試験において物性保持率の低下が少ない樹脂組成物が好ましい。具体的には、促進耐候性試験1000時間後のアイゾット衝撃強度保持率(以下「IZOD保持率」とも記す。)が好ましくは60%以上であり、より好ましくは70%以上の樹脂組成物である。
【0040】
なお、本実施形態において、IZOD保持率は後述の実施例に記載の方法で測定することができる。
【0041】
〈ポリフェニレンエーテル系樹脂〉
ポリフェニレンエーテル系樹脂とは、ポリフェニレンエーテルと他樹脂とのアロイ材である。他樹脂としては、例えば、ポリスチレン、ハイインパクトポリスチレン、ポリオレフィン、ポリエチレン、ポリアミド、ポリフェニレンサルファイド等が挙げられる。これらの中でポリフェニレンエーテルと、ポリスチレン及び/又はハイインパクトポリスチレンとのアロイが、相溶性の点で好ましく、加えて流動性、耐加水分解性の観点で好ましい。
【0042】
本実施形態に用いるポリフェニレンエーテルとしては、特に限定されず、公知のものを用いることができ、単独重合体であってもよいし共重合体であってもよい。
【0043】
ポリフェニレンエーテルの単独重合体としては、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−エチル−14−フェニレン)エーテル、ポリ(2,6−ジエチル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−n−プロピル−1,4−フェニレン)エーテル、ポリ(2,6−ジ−n−プロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−n−ブチル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−イソプロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−ヒドロキシエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロエチル−1,4−フェニレン)エーテル等が挙げられる。
【0044】
それらの中でも、原料としての実用上の観点から、ポリ(2,6−ジメチル−1,4−フェニレン)エーテルが好ましく、2−(ジアルキルアミノメチル)−6−メチルフェニレンエーテルユニットや2−(N−アルキル−N−フェニルアミノメチル)−6−メチルフェニレンエーテルユニット等を部分構造として含んでいるポリフェニレンエーテルが好ましい。
【0045】
ポリ(2,6−ジメチル−1,4−フェニレン)エーテルは、原料としての実用上の観点から、30℃のクロロホルム溶液で測定した固有粘度が0.3〜0.7であることが好ましく、より好ましくは0.35〜0.6である。固有粘度の異なる2種以上のポリ(2,6−ジメチル−1,4−フェニレン)エーテルを用いることによって、分子量分布を広くすることも可能である。
【0046】
ポリフェニレンエーテルの共重合体としては、2,6−ジメチルフェノールと2,3,6−トリメチルフェノールとの共重合体、2,6−ジメチルフェノールとo−クレゾールとの共重合体、2,6−ジメチルフェノールと2,3,6−トリメチルフェノール及びo−クレゾールとの共重合体等が挙げられる。
【0047】
本実施形態に用いるポリフェニレンエーテルの重量平均分子量は、特に限定されず、下限値は、靭性と耐薬品性との観点から、30,000以上が好ましく、より好ましくは35,000以上であり、更に好ましくは40,000以上である。上限値は、成形加工性の観点から、100,000以下である。
【0048】
本実施形態に用いるポリフェニレンエーテルの重量平均分子量は、ゲル・パーミエーション・クロマトグラフィー(GPC)による測定を行い、移動相としてテトラヒドロフランを用い、標準ポリスチレンのピーク分子量を使用して作成した検量線を使用して求めた重量平均分子量である。
【0049】
本実施形態に用いるポリフェニレンエーテルの一部として、不飽和カルボン酸又はその誘導体で変性されたポリフェニレンエーテル(以下「変性ポリフェニレンエーテル」とも記す。)を用いることができる。変性ポリフェニレンエーテルは、特に限定されず、公知のものを用いることができる。例えば、変性ポリフェニレンエーテルについては、特開平2−276823号公報、特開昭63−108059号公報、特開昭59−59724号公報等に記載されている。
【0050】
変性ポリフェニレンエーテルの製造方法は特に限定されず、公知の方法を用いることができる。例えば、ラジカル開始剤の存在下又は非存在下において、ポリフェニレンエーテルに不飽和カルボン酸やその誘導体を溶融混練して反応させることによって変性ポリフェニレンエーテルを製造する方法が挙げられる。あるいは、ポリフェニレンエーテルと不飽和カルボン酸やその誘導体とをラジカル開始剤存在下又は非存在下で有機溶剤に溶かし、溶液下で反応させることによって変性ポリフェニレンエーテルを製造する方法が挙げられる。
【0051】
不飽和カルボン酸又はその誘導体としては、特に限定されず、公知のものを用いることができる。例えば、マレイン酸、フマル酸、イタコン酸、ハロゲン化マレイン酸、シス−4−シクロヘキセン−1,2−ジカルボン酸、エンド−シス−ビシクロ[2.2.1]−5−ヘプテン−2,3−ジカルボン酸等や、これらジカルボン酸の酸無水物、エステル、アミド及びイミド等が挙げられ、あるいはアクリル酸、メタクリル酸等や、これらモノカルボン酸のエステルやアミド等が挙げられる。
【0052】
また、飽和カルボン酸であるが変性ポリフェニレンエーテルを製造する際の反応温度でそれ自身が熱分解し、誘導体となり得る化合物も用いることができる。具体的には、リンゴ酸、クエン酸等が挙げられる。これらは1種又は2種以上を組み合わせて用いてもよい。
【0053】
本実施形態に用いるポリフェニレンエーテル系樹脂は、ポリフェニレンエーテルとスチレン系樹脂とのアロイであることが好ましい。
【0054】
本実施形態において、ポリフェニレンエーテルと組み合わせて用いられるスチレン系樹脂は、特に限定されず、公知のものを用いることができ、例えば、スチレン系化合物をゴム質重合体存在又は非存在下に重合して得られる単独重合体、あるいは、スチレン系化合物と、該スチレン系化合物と共重合可能な化合物とをゴム質重合体存在又は非存在下に重合して得られる共重合体が挙げられる。
【0055】
スチレン系化合物としては、特に限定されず、例えば、スチレン、α−メチルスチレン、2,4−ジメチルスチレン、モノクロロスチレン、p−メチルスチレン、p−tert−ブチルスチレン、エチルスチレン等が挙げられる。それらの中でも、原材料の実用性の観点から、スチレンが好ましい。
【0056】
スチレン系化合物と共重合可能な化合物としては、特に限定されず、例えば、メチルメタクリレート、エチルメタクリレート等のメタクリル酸エステル類、アクリロニトリル、メタクリロニトリル等の不飽和ニトリル化合物類、無水マレイン酸等の酸無水物等が挙げられ、スチレン系化合物とともに用いることができる。
【0057】
共重合可能な化合物の使用量は、特に限定されないが、スチレン系化合物と、共重合可能な化合物と、の合計量100質量部に対して20質量部以下が好ましく、より好ましくは15質量部以下である。かかる使用量とすることで靭性を向上することができる。
【0058】
ゴム質重合体としては、特に限定されず、公知のものを用いることができる。例えば、共役ジエン系ゴム、共役ジエンと芳香族ビニル化合物との共重合体、エチレン−プロピレン共重合体ゴム等が挙げられる。具体的には、靭性の向上の観点から、ポリブタジエン及びスチレン−ブタジエン共重合体が好ましい。
【0059】
ゴム質重合体としては、部分的に水素添加されたゴム質重合体が好ましい。水素添加前のゴム質重合体中の不飽和結合における不飽和度は特に限定されず、より好ましくは、不飽和度80〜20%のポリブタジエン、又は1,4−シス結合を90%以上含有するポリブタジエンを用いることがより好ましい。
【0060】
本実施形態に用いるスチレン系樹脂の具体例としては、ポリスチレン及びゴム補強ポリスチレン、スチレン−アクリロニトリル共重合体(AS樹脂)及びゴム補強スチレン−アクリロニトリル共重合体(ABS樹脂)、その他のスチレン系共重合体等が挙げられる。それらの中でもより好ましいのは、ポリスチレン及びゴム補強ポリスチレンである。
【0061】
本実施形態に用いるスチレン系樹脂の重量平均分子量は、特に限定されず100,000以上が好ましく、より好ましくは120,000以上であり、更に好ましくは150,000以上である。
【0062】
本実施形態に用いるスチレン系樹脂の重量平均分子量は、ゲル・パーミエーション・クロマトグラフィー(GPC)による測定を行い、移動相としてテトラヒドロフランを用い、標準ポリスチレンのピーク分子量を使用して作成した検量線を使用して求めた重量平均分子量である。
【0063】
本実施形態において、ポリフェニレンエーテルと他樹脂との質量比率は、耐熱性及び流動性の観点から、ポリフェニレンエーテル系樹脂の合計100質量部に対するポリフェニレンエーテルの含有量が、20質量部以上であり、耐熱性及び靱性の観点から80質量部以下であり、好ましくは30質量部以上80質量部以下である。
【0064】
〈着色顔料〉
本実施形態に用いる樹脂組成物は、さらに着色顔料を含んでいてもよい。
【0065】
該着色顔料の具体例としては、カーボンブラック、PIGMENT BLUE 15:3、PIGMENT BLUE 28、PIGMENT BLUE 29、PIGMENT WHITE 6などの顔料や、SOLVENT GREEN 3、SOLVENT RED 179、SOLVENT YELLOW 104といった染料が挙げられる。
【0066】
前記着色顔料の含有量は、前記ポリフェニレンエーテル系樹脂100質量部に対し、0.1〜3質量部であることが好ましく、0.1〜1.0質量部であることがより好ましく、0.1〜0.5質量部であることが更に好ましい。着色顔料を前記範囲で含有していると、意匠製品としての色調を付与できるようになり、好ましい。
【0067】
〈その他の成分〉
本実施形態に用いる樹脂組成物には、本発明の効果を損なわない範囲で、他のポリマーや難燃剤、添加剤を添加することもできる。ここで、他のポリマーの具体例としては、ポリエチレン、ポリプロピレン、ポリアミド、ポリフェニルサルファイド、ポリカーボネートなどが挙げられ、難燃剤の具体例としては、リン酸エステル系難燃剤が挙げられる。また、添加剤としては、可塑剤、酸化防止剤、紫外線吸収剤、各種安定剤、帯電防止剤、離型剤等が挙げられる。
【0068】
本実施形態に用いる樹脂組成物には、無機充填材等のフィラー強化材を含まない方が、最終的に得られる無塗装樹脂製容器において、内容物へのフィラー強化材の溶出による内容物汚染やフィラー強化材の異方性による衝撃強度ばらつきやそり変形が少なくなり好適である。
【0069】
<樹脂組成物の特性>
最終的に得られる無塗装樹脂製容器が長期使用の観点でクリープ強度や耐圧に優れることが好ましいため、本実施形態に用いる樹脂組成物の粘度は高い方が好ましい。本実施形態に用いる樹脂組成物のメルト・フロー・レート(MFR)は、1.5〜15g/10分であることが好ましく、2.0〜10g/10分であることがより好ましく、2.0〜5g/10分以下であることが更に好ましく、2.0〜3.5g/10分以下であることが特に好ましい。該MFRが1.5g/10分以上であれば、成形に必要な流動性を確保でき、15g/10分以下であると長期耐久性を確保できる。
【0070】
なお、樹脂粘度の指標であるメルト・フロー・レート(MFR)は、ISO1133に準拠して、250℃、荷重10kgの条件において測定した値である。
【0071】
〈無塗装樹脂製容器の使用条件等〉
本実施形態の無塗装樹脂製容器は、1MPa以上4MPa以下の内圧がかかる条件で使用することが好ましく、2MPa以上4MPa以下の内圧がかかり、かつ内容物温度が0℃以上100℃未満となる条件で使用することがより好ましい。このような条件で使用しても、本実施形態の無塗装樹脂製容器は、耐圧・耐温水性に優れるため、長期使用後も衝撃強度を維持できる。
【0072】
本実施形態の無塗装樹脂製容器に収める内容物は、液体、気体、固体のいずれでもよく、特に限定されない。
【0073】
一般的に、耐圧容器では衝撃強度の保持が重要である。本実施形態の無塗装樹脂製容器は、前記促進耐候性試験1000時間後において、好ましくは、アイゾット衝撃強度保持率(IZOD保持率)が60%以上、表面のマイクロクラック率が0.5%未満であり、より好ましくはアイゾット衝撃強度保持率(IZOD保持率)が70%以上で表面のマイクロクラック率が0.4%未満である。上記のアイゾット衝撃強度保持率(IZOD保持率)と表面のマイクロクラック率とを維持することで、無塗装樹脂製容器としての性能を確保できる。
【0074】
実際の耐圧容器にて前記促進耐候性試験を行うに当たっては、耐圧容器における平面部を切出して行うか、平面部がない場合は、曲面部の頂点が光源から所定の距離になるように装置に設置して行うことができる。
【実施例】
【0075】
以下、本発明を実施例により詳細に説明するが、本発明はこれらの実施例に何ら限定されるものではない。なお、実施例及び比較例では、以下の樹脂材料・着色顔料を使用した。
【0076】
(1)ポリフェニレンエーテル系樹脂
・熱可塑性樹脂−1
ポリ(2,6−ジメチル−1,4−フェニレンエーテル)(PPE):旭化成ケミカルズ株式会社製 S201A。
【0077】
・熱可塑性樹脂―2
ゴム補強ポリスチレン(HIPS):PSジャパン株式会社製 H9302。
【0078】
・熱可塑性樹脂―3
ホモポリスチレン(PS):PSジャパン株式会社製 PS685。
【0079】
(2)その他の熱可塑性樹脂
・熱可塑性樹脂―4
・ポリオキシメチレン(POM):旭化成ケミカルズ株式会社製 テナックTM−C4520。
【0080】
・熱可塑性樹脂―5
・ポリカーボネート(PC):帝人化成株式会社製 パンライトR K−1300Y。
【0081】
(3)着色顔料
・着色顔料−1(黒):カボット社製 BP900。
【0082】
・着色顔料―2(青):ランクセス社製 MACLOREX BLUE RR。
【0083】
(4)難燃剤
ビスフェノールAビス(ジフェニルホスフェート):大八化学工業(株)社製。
【0084】
(5)フィラー(Filler)
平均直径13μm、チョップ長3.5mmのガラス繊維。
【0085】
[実施例1〜4及び比較例1〜4]
〔樹脂組成物の製造〕
二軸押出機[ZSK−26MC:コペリオン社製(ドイツ)]を用い、樹脂組成物ペレットを以下のとおり製造した。
【0086】
前記二軸押出機において、シリンダー温度を上流側320℃〜下流側280℃に設定した。
【0087】
表1記載の割合に従い、上流供給口より熱可塑性樹脂1〜3を供給して溶融混練した。
【0088】
なお、実施例4においては、表1に記載の割合で、さらに難燃剤を下流の圧入ノズルから供給して溶融混練した。比較例1においては、表1に記載の割合で、さらにフィラー(Filler)を下流のフィーダーから供給して溶融混練した。
【0089】
当該溶融混練時の詳細な条件は以下のとおりとした。スクリュー回転数を300回転/分とし、吐出量を15kg/時間とした。また、シリンダーブロック中央部の直前のブロックに開口部(ベント)を設け、減圧吸引することにより残存揮発の除去を行った。この時の減圧度(圧力)は60mmHgであった。
【0090】
前記溶融混練後、ダイから押し出されたストランドを冷却し、カッターにて連続切断して約3mm長×3mm径の樹脂組成物ペレットを得た。
【0091】
さらに、実施例1〜4、ならびに比較例1、3及び4においては、上記得られた樹脂組成物ペレットに、表1に記載の割合で、さらに着色顔料−1又は2を添加し単軸押出機で混合することにより着色した樹脂組成物ペレットを得た。
【0092】
得られた樹脂組成物ペレットの各特性を後述の方法で測定した。当該測定結果を表1に示す。
【0093】
〔無塗装樹脂製容器の製造〕
外径60mm、内径54mm、高さ50mm、肉厚3mmの円筒形で、片側端面に厚さ3mmの底部を有し、その底部には直径3mmの注入口を設け、底部と対面となる開口部にねじ山を切った無塗装樹脂製容器を、上記得られたペレットを射出成形することにより作成した。成形条件は金型温度90℃、シリンダー温度を300℃(ただし、実施例2及び比較例3においては、シリンダー温度を250℃とした。)とした。
【0094】
得られた無塗装樹脂製容器について、耐圧・耐温水性の評価を後述の方法で行った。当該測定結果を表1に示す。
【0095】
[比較例5及び6]
表1に記載の割合で、熱可塑性樹脂4又は5と、着色顔料−1とを、単軸押出機で混合して着色した樹脂組成物ペレットを得た。
【0096】
得られた樹脂組成物ペレットの各特性を後述の方法で測定した。当該測定結果を表1に示す。
【0097】
当該樹脂組成物ペレットを用いた以外は、実施例1と同様にして無塗装樹脂製容器を作成した(ただし、比較例5においては、成形時のシリンダー温度を190℃とした。)。
【0098】
得られた無塗装樹脂製容器について、耐圧・耐温水性の評価を後述の方法で行った。当該測定結果を表1に示す。
【0099】
〔樹脂組成物の各特性の測定方法〕
(ISOダンベル試験片の作成)
得られた樹脂組成物ペレットを用いて、東芝機械(株)EC60成形機(シリンダー温度を300℃、金型温度を80℃に設定。ただし、実施例2及び比較例3で得られた樹脂組成物ペレットについてはシリンダー温度を250℃に設定、比較例5で得られた樹脂組成物ペレットについてはシリンダー温度を190℃に設定。)にてISOダンベル試験片を成形した。
【0100】
(MFR測定)
ISO1133に従い250℃、荷重10kgにてMFRを測定した。ただし、比較例5については190℃、荷重2.16kgにてMFRを測定した。
【0101】
(促進耐候性試験)
耐候性を試験するため成形したISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行った。
【0102】
(ミクロクラック率測定)
促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを図1に示すように測定した。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とした。
【0103】
(IZOD保持率測定)
促進耐候性試験1000時間後のISOダンベル試験片を用いて、ISO180に準拠しアイゾット衝撃強度を測定し、促進耐候性試験前のISOダンベル試験片についてのアイゾット衝撃強度からの保持率を算出した。
【0104】
IZOD保持率(%)=促進耐候性試験後のアイゾット衝撃強度/促進耐候性試験前のアイゾット衝撃強度×100
(寸法精度:平面度測定)
得られた樹脂組成物ペレットを用いて、東芝機械(株) IS100FB成形機(シリンダー温度を300℃、金型温度を95℃に設定。ただし、実施例2及び比較例3で得られた樹脂組成物ペレットについてはシリンダー温度を250℃に設定、比較例5で得られた樹脂組成物ペレットについてはシリンダー温度を190℃に設定。)にて150mm×150mm×2mm厚の平板を成形した。
【0105】
この平板について、三次元測定機「ミツトヨ(株)社製AE122」を用いて、図2に示す15点(A〜O)から最小自乗法により仮想平面を設定し、その平面からZ軸方向のズレを測定した。平面度は、図2に示す15点(A〜O)における仮想平面からのZ軸方向の距離の最大値と最小値との差と定義した。該平面度の値が小さい方が寸法精度良好となる。
【0106】
(耐圧・耐温水性評価)
実施例及び比較例で得られた無塗装樹脂製容器に水を満たした後、該容器の開口部を金属フランジで封止したのち、60℃温水中に5時間放置後、圧力を掛けてリーク圧力を測定した(試験は4MPaを最大として試験した。)。当該リーク圧力が高いほど、耐圧・耐温水性に優れる。
【0107】
【表1】
【産業上の利用可能性】
【0108】
本発明に係る無塗装樹脂製容器は、耐圧・耐温水性、寸法精度及び耐候性に優れ、長期使用後も衝撃強度を維持できる特性を有するため、飲料水を代表する各種温水タンク、酸・アルカリ性の薬品・電解質容器、排水・海水等の処理水のタンク、純水タンクなどの容器として、内容物が気体、液体、固体に関わらず好適に用いることができる。
【特許請求の範囲】
【請求項1】
ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、
前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、
下記方法で測定されるミクロクラック率が0.5%未満であり、
肉厚が1mm以上10mm未満である、無塗装樹脂製容器。
〔ミクロクラック率の測定方法:
前記樹脂組成物を成形して得られるISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行う。
前記促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを測定する。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とする。〕
【請求項2】
前記樹脂組成物がさらに着色顔料を含み、
前記着色顔料の含有量が、前記ポリフェニレンエーテル系樹脂100質量部に対し、0.1〜3質量部であり、
前記樹脂組成物がフィラー強化材を含まず、
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が1.5〜15g/10分である、請求項1に記載の無塗装樹脂製容器。
【請求項3】
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が2.0〜10g/10分である、請求項1又は2の無塗装樹脂製容器。
【請求項4】
1MPa以上4MPa以下の内圧がかかる条件で使用する、請求項1〜3のいずれか一項に記載の無塗装樹脂製容器。
【請求項5】
2MPa以上4MPa以下の内圧がかかり、かつ内容物温度が0℃以上100℃未満となる条件で使用する、請求項1〜3のいずれか一項に記載の無塗装樹脂製容器。
【請求項1】
ポリフェニレンエーテル系樹脂を含む樹脂組成物を成形して得られ、
前記ポリフェニレンエーテル系樹脂100質量部中のポリフェニレンエーテルの含有量が20質量部以上80質量部以下であり、
下記方法で測定されるミクロクラック率が0.5%未満であり、
肉厚が1mm以上10mm未満である、無塗装樹脂製容器。
〔ミクロクラック率の測定方法:
前記樹脂組成物を成形して得られるISOダンベル試験片をサンシャインウエザオメーター(スガ試験機社製 WEL−SUN−DC)に投入し、該ISOダンベル試験片の表面に、JIS K 5400に基づくサンシャインカーボンによる光照射(照射強度:300nm−400nmにおいて255W/m2 、連続照射、温度:ブラックパネル温度63℃)を行いながら、2時間おきに18分間の降雨を繰り返す促進耐候性試験を1000時間行う。
前記促進耐候性試験1000時間後のISOダンベル試験片の断面を顕微鏡にて観察し、光照射面に生じたミクロクラックの深さ方向の距離Mを測定する。促進耐候性試験前のISOダンベル試験片の肉厚(初期肉厚)に対する前記距離Mの比率を、ミクロクラック率とする。〕
【請求項2】
前記樹脂組成物がさらに着色顔料を含み、
前記着色顔料の含有量が、前記ポリフェニレンエーテル系樹脂100質量部に対し、0.1〜3質量部であり、
前記樹脂組成物がフィラー強化材を含まず、
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が1.5〜15g/10分である、請求項1に記載の無塗装樹脂製容器。
【請求項3】
前記樹脂組成物のMFR(ISO1133に準拠、測定温度:250℃、荷重:10kg)が2.0〜10g/10分である、請求項1又は2の無塗装樹脂製容器。
【請求項4】
1MPa以上4MPa以下の内圧がかかる条件で使用する、請求項1〜3のいずれか一項に記載の無塗装樹脂製容器。
【請求項5】
2MPa以上4MPa以下の内圧がかかり、かつ内容物温度が0℃以上100℃未満となる条件で使用する、請求項1〜3のいずれか一項に記載の無塗装樹脂製容器。
【図1】

【図2】
【図2】
【公開番号】特開2013−82837(P2013−82837A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−224990(P2011−224990)
【出願日】平成23年10月12日(2011.10.12)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月12日(2011.10.12)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]