
無枠式砂鋳型鋳造装置
【課題】台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減できる無枠式砂鋳型鋳造装置を提供する。
【解決手段】無枠式砂鋳型鋳造装置は、鋳物砂の集合体21を収容可能な枠2と、砂の集合体21を加圧して砂鋳型6を造型すると共に砂鋳型6を枠2から離脱可能な加圧機3とを備える加圧装置1と、加圧機3により枠2から離脱された砂鋳型6を載置するための定盤5および枠2が相対的に接近する接近位置K2と、定盤5および枠2が相対的に離間する退避位置とに切り替え可能に設けられた定盤・枠位置調整手段4と、砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て搬送させる搬送手段7と、砂鋳型6から分離した定盤5を定盤待機位置に移送させる定盤移送手段9とを備えている。
【解決手段】無枠式砂鋳型鋳造装置は、鋳物砂の集合体21を収容可能な枠2と、砂の集合体21を加圧して砂鋳型6を造型すると共に砂鋳型6を枠2から離脱可能な加圧機3とを備える加圧装置1と、加圧機3により枠2から離脱された砂鋳型6を載置するための定盤5および枠2が相対的に接近する接近位置K2と、定盤5および枠2が相対的に離間する退避位置とに切り替え可能に設けられた定盤・枠位置調整手段4と、砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て搬送させる搬送手段7と、砂鋳型6から分離した定盤5を定盤待機位置に移送させる定盤移送手段9とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は無枠式砂鋳型を造型し、更に溶湯を無枠式砂鋳型に注入して鋳造する鋳造装置に関する。
【背景技術】
【0002】
従来、無枠式砂鋳型鋳造装置として、無枠式砂鋳型を造型した後、無枠式砂鋳型を可動台車に載せて搬送し、搬送中に、無枠式砂鋳型の鋳造キャビティに溶湯を注入するものが知られている(特許文献1)。このものによれば、無枠式砂鋳型を載せた複数の台車をそれぞれ順番に移動させ、無枠式砂鋳型に対して注湯、冷却、型ばらし等を順に行うことにしている。
【特許文献1】特開平10−216903号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記した技術によれば、回転容易な回転車輪をもつ台車の上に無枠式砂鋳型が載っている方式が採用されているため、台車の移動に伴う台車の加速および減速により台車同士が衝突し易い。そのため、衝突に起因する衝撃により無枠式砂鋳型が定位置からずれるおそれがある。この場合、無枠式砂鋳型を構成する分割型が相対的にずれることがあるため、分割型に損傷が発生したり、鋳造品の形状精度が低下したり、鋳造品の不良率が増加したりしてしまう。
【0004】
本発明は上記した実情に鑑みてなされたものであり、台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減に貢献することができる無枠式砂鋳型鋳造装置を提供することを課題とする。
【課題を解決するための手段】
【0005】
(1)様相1に係る無枠式砂鋳型鋳造装置は、(i)鋳物砂の集合体を収容可能な収容空間を有する枠と、前記枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型すると共に前記砂鋳型を前記枠から離脱可能な加圧機とを備える加圧装置と、(ii)前記加圧機により前記枠から離脱された無枠式砂鋳型を載せるための定盤および前記枠のうちの少なくとも一方を移動させることにより、前記定盤および前記枠が相対的に接近する接近位置と、前記定盤および前記枠が相対的に離間する退避位置とに切り替え可能に設けられ、前記接近位置で前記枠から離脱した前記無枠式砂鋳型を前記定盤に載せ、前記無枠式砂鋳型を載せた前記定盤を前記退避位置に移動させる定盤・枠位置調整手段と、(iii)前記無枠式砂鋳型を載せた前記定盤を前記退避位置から注湯位置を経て搬送させる搬送手段と、(iv)前記無枠式砂鋳型から分離した前記定盤を定盤待機位置に移送させる定盤移送手段とを具備していることを特徴とする。
【0006】
様相1によれば、接近位置で枠から離脱した無枠式砂鋳型が定盤に載せられる。定盤・枠位置調整手段は、無枠式砂鋳型を載せた定盤を接近位置から退避位置に移動させる。搬送手段は、無枠式砂鋳型を載せた定盤を退避位置から注湯位置を経てこれの下流側に搬送させる。定盤移送手段は、無枠式砂鋳型から分離した定盤を定盤待機位置に移送させる。
【0007】
このように無枠式砂鋳型は、定盤に載せられたままの状態で、搬送手段により退避位置から注湯位置を経て下流側に搬送されることから、無枠式鋳型を台車に載せて搬送する方式(従来技術)に比して、安定した状態で搬送されるため、無枠式砂鋳型が定位置からずれることが抑制されて、無枠式砂鋳型が搬送中に損傷することが抑制され、無枠式砂鋳型を用いる鋳造の不良率が低減される。
【発明の効果】
【0008】
本発明によれば、無枠式砂鋳型が定位置からずれることが抑制される。この場合、無枠式砂鋳型を構成する分割型が相対的にずれることが抑制される。従って、分割型に損傷が発生したり、鋳造品の形状精度が低下したり、鋳造品の不良率が増加したりすることが抑えられる。
【発明を実施するための最良の形態】
【0009】
無枠式砂鋳型鋳造装置は、枠と加圧機とを備える加圧装置と、定盤・枠位置調整手段と、搬送手段と、定盤移送手段とを備えている。枠は、鋳物砂の集合体を収容可能な収容空間を備える。加圧装置の加圧機は、枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型すると共に、砂鋳型を枠から離脱させるものである。加圧機は、枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型する造型機と、砂鋳型を枠から離脱させる離脱機とで形成することができる。あるいは、加圧機は、枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型する造型機能と、砂鋳型を枠から離脱させる離脱機能とを併有することができる。砂鋳型は、溶湯が注入可能なキャビティおよび/または注入された溶湯の熱で消失する消失模型をもつ。
【0010】
定盤・枠位置調整手段は、枠から離脱された無枠式砂鋳型を載置するための定盤および枠のうちの少なくとも一方を移動させる。これにより、定盤および枠が相対的に接近する接近位置と、定盤および枠が相対的に離間する退避位置とに切り替え可能とする。接近位置で枠から離脱した無枠式砂鋳型は、定盤に載せられる。無枠式砂鋳型を載せた定盤は、定盤・枠位置調整手段により退避位置に移動される。搬送手段は、無枠式砂鋳型を載せた定盤を退避位置および注湯位置を経て搬送させる。定盤移送手段は、無枠式砂鋳型から分離した定盤を定盤待機位置に移送させる。
【0011】
上記した定盤・枠位置調整手段としては、定盤を定盤待機位置に移動可能であり、定盤待機位置で定盤を保持する定盤保持部を備えている形態が例示される。定盤・枠位置調整手段の定盤保持部としては、接近位置、退避位置および定盤待機位置にそれぞれ移動可能に設けられている形態が例示される。この場合、定盤保持部は、接近位置、退避位置および定盤待機位置にそれぞれ移動できる。
【0012】
定盤・枠位置調整手段としては、定盤保持部の他に、鉛直方向に沿って延設され且つ定盤保持部を昇降方向に移動させるための案内部と、案内部に沿って定盤保持部を昇降方向に移動させる駆動源とを備えている形態が例示される。駆動源としてはモータ機構、シリンダ機構でも良い。駆動源が駆動すると、定盤保持部は案内部に案内されながら鉛直方向に沿って昇降する。
【0013】
定盤・枠位置調整手段としては、接近位置において、定盤を枠の開口に対面または進入させる形態が例示される。定盤が枠の開口に対面または進入していれば、枠内で造型された砂鋳型を定盤に移し換え易い。
【0014】
搬送手段としては、無枠式砂鋳型を載せた定盤を載せる固定載置面をもつ固定体と、無枠式砂鋳型を載せた定盤を固定体の固定載置面から浮上させて搬送して固定体の固定載置面の他の部分に移し変える可動体とを備えている形態が例示される。この場合、搬送手段の可動体は、無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、定盤の一端部側を支える第1可動体と、定盤の他端部側を支える第2可動体とを備えている形態が例示される。この場合、定盤の一端部側は第1可動体に支持され、定盤の他端部側は第2可動体に支持される。故に、定盤に載せられている無枠式砂鋳型と、第1可動体および第2可動体とが直接接触することが無い。従って、無枠式砂鋳型が搬送されるとき、無枠式砂鋳型が第1可動体および第2可動体により損傷されることが抑制される。
【0015】
搬送手段の固定体は、無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、定盤の一端部側を支える第1固定体と、定盤の他端部側を支える第2固定体とを備えている形態が例示される。この場合においても、定盤に載せられている無枠式砂鋳型と、第1固定体および第2固定体とが直接接触することが無い。従って、無枠式砂鋳型が第1固定体および第2固定体により損傷されることが抑制される。
【実施例1】
【0016】
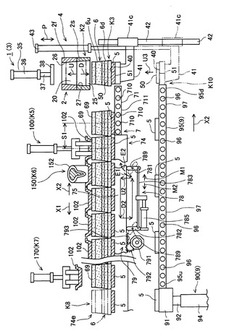
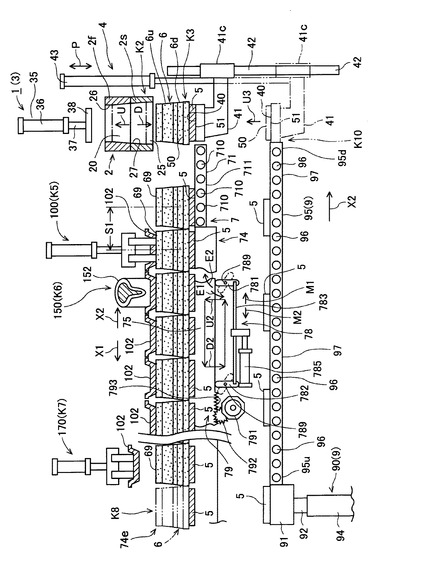
以下、本発明の実施例1について図1〜図7を参照して説明する。無枠式砂鋳型鋳造装置は、図1に示すように、枠2と加圧機3とを備える加圧装置1と、定盤・枠位置調整手段4と、搬送手段7と、定盤移送手段9とを備えている。枠2は、鋳物砂(例えば生砂)の集合体21(図2参照)を収容可能な収容空間20を備えている。加圧機3は、造型機30(図2参照)と離脱機35(図1参照)とからなる。
【0017】
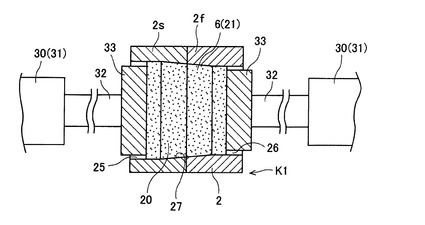
図2に示すように、造型機30は、回転テーブル(図示せず)に載せられている枠2の収容空間20内に収容されている鋳物砂の集合体21を加圧して砂鋳型6を造型位置K1において造型するものである。造型機30は、互いに対向するように配置された第1加圧シリンダ31と、第1加圧シリンダ31から前進後退する第1ロッド32と、第1ロッド32の先端部に設けられた第1加圧盤33とを備えている。枠2の収容空間20内に鋳物砂の集合体21が収容されていると共に、枠2の一端開口および他端開口が左右方向となる状態で、第1加圧シリンダ31の第1ロッド32が加圧方向に前進し、鋳物砂の集合体21が横方向に沿って加圧され、砂鋳型6が枠2内で造型される。ここで、枠2は、第1枠2fおよび第2枠2sで形成されている。なお、図2によれば、造型の際の加圧方向は水平方向とされているが、上下方向としても良い。また砂鋳型6が造型されるときには、図示しないが、第1枠2fと第2枠2sとの間には、キャビティを形成するための模型が一体化されたパターンプレートがセットされている。造型後には、パターンプレートは砂鋳型6から離脱され、溶湯が注入されるキャビティが砂鋳型6に形成される。
【0018】
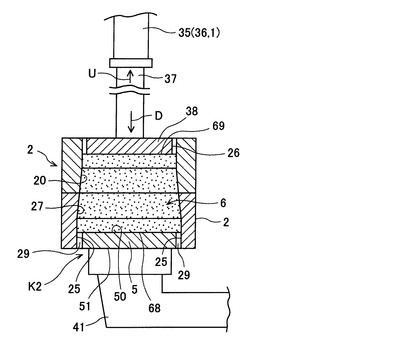
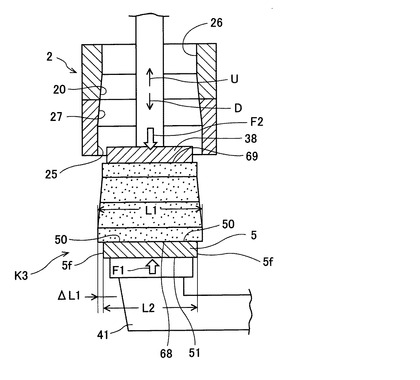
上記したように砂鋳型6が枠2内で造型されると、枠2は図略の旋回機構によりほぼ90度回動し、枠2の一端開口が下端開口25となり、枠2の他端開口が上端開口26となる。なお枠2の収容空間20の内壁面には、他端開口側から一端開口側に向けて拡開するように傾斜した離型用のテーパ面27が形成されている。
【0019】
図1において、離脱機35は、造型された砂鋳型6を接近位置K2において枠2から離脱させるものである。離脱機35は、駆動源としての第2加圧シリンダ36(油圧シリンダまたは空気圧シリンダ)と、第2加圧シリンダ36から鉛直方向(矢印P方向)に沿って前進後退する第2ロッド37と、第2ロッド37の先端部に設けられた第2加圧盤38とを備えている。
【0020】
上記したように造型機30で造型された砂鋳型6が収容されている枠2は、回転テーブル(図示せず)により、造型位置K1から接近位置K2(図1参照)に移送される。接近位置K2において、離脱機35の第2加圧シリンダ36が駆動して第2ロッド37が鉛直方向(矢印P方向)下向きに沿って伸張すると、第2加圧盤38により枠2内の砂鋳型6は、枠2から押し出されて離脱され、無枠式砂鋳型6となる。無枠式砂鋳型6は、鋳造キャビティを形成すると共に水平な割面をもつ上型6uおよび下型6dで形成されているものの、その周囲に固定枠が存在せず、鋳物砂面が露出している。
【0021】
図1に示すように、定盤5は、枠2から下方(矢印D方向)に離脱された無枠式砂鋳型6を載置するためのものであり、平板状をなす板部材で形成されており、中実状をなす。定盤5は仮想水平線に沿っており、無枠式砂鋳型6を載置する載置面である平坦状をなす上面50と、上面50に背向する平坦状をなす下面51とを備えている。
【0022】
定盤5は金属またはセラミックス(場合によっては木材でも良い)で形成できる。金属としては、炭素鋼、合金鋼(ステンレス鋼を含む)、片状黒鉛鋳鉄、球状黒鉛鋳鉄、いも虫状黒鉛鋳鉄、チタン等が例示される。鋳鉄系の場合には、軽量化のために定盤5の肉厚が薄いときであっても、定盤5は高剛性を発揮する。このため、溶湯の熱が砂鋳型6を介して定盤5に伝達されるときであっても、あるいは、定盤5の上面50と下面51とでかなりの温度差が形成されるときであっても、定盤5の反り変形が抑制される。更に、砂鋳型6を載せている定盤5が後述の第1可動体75fおよび第2可動体75sにより少ない接触面積で移送されるときであっても、定盤5の反り変形が抑制される。故に、定盤5の上面50に対する砂鋳型載置性が良好となる。セラミックスとしては、アルミナ、ジルコニア、窒化珪素、炭化珪素が例示される。
【0023】
図1に示すように、定盤・枠位置調整手段4は、定盤5を鉛直方向(矢印P方向)に沿って移動させるものである。定盤・枠位置調整手段4は、定盤5の下面51を載せて保持するための定盤保持面40をもつアーム状の定盤保持部41と、鉛直方向(矢印P方向)に沿って延設され且つ定盤保持部41の筒部41cを昇降方向に案内させるためにロッド状をなす案内部42と、案内部42に沿って定盤保持部41を昇降方向(矢印U方向、矢印D方向)に移動させるシリンダ(油圧シリンダまたは空気圧シリンダ)で形成された第1駆動源43とを備えている。ここで、第1駆動源43が駆動すると、定盤保持部41は筒部41cを案内部42で案内されながら鉛直方向に沿って矢印U方向に上昇したり、矢印D方向に下降したりする。これにより、定盤保持部41に載せられた定盤5が定盤保持部41と共に矢印U方向に上昇するとき、定盤5および枠2は、これらが相対的に接近する接近位置K2(図3参照)に切り替えられる。また、定盤5が定盤保持部41と共に矢印D方向に下降するとき、定盤5および枠2が相対的に離間する退避位置K3(図4参照)に切り替えられる。定盤5および枠2が互いに接近している接近位置K2において、定盤保持部41は、定盤5を枠2の下端開口25に進入させる(図3参照)。このように定盤5が枠2の下端開口25に進入していれば、枠2内で造型された砂鋳型6を定盤5の上面50で受け止めて定盤5に移し換え易い利点が得られる。
【0024】
このように接近位置K2で枠2から離脱した無枠式砂鋳型6は、定盤5の載置面である上面50に載せられる(図4参照)。無枠式砂鋳型6を載せた定盤5は、鉛直方向に沿って下方(矢印D方向)に下降し、退避位置K3に移動される。退避位置K3によれば、枠2から定盤5が下方側に退避している。
【0025】
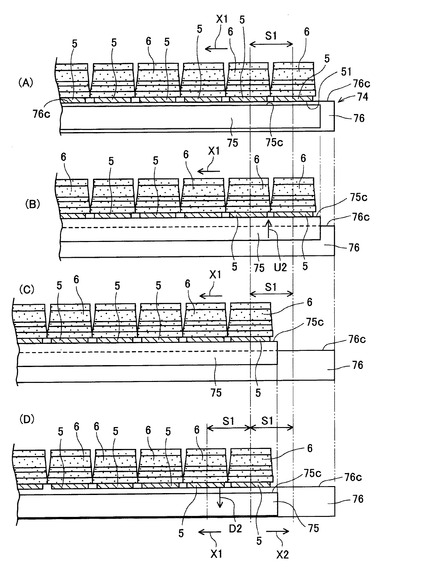
図1に示すように、搬送手段7は、無枠式砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て下流側に搬送させるものである。搬送手段7は、第1搬送手段71と、第2搬送手段74とを備えている。第1搬送手段71は、図示しない駆動モータで回転駆動される複数の駆動ローラ710を備えるローラコンベア711で形成されている。第2搬送手段74は第1搬送手段71で搬送された無枠式砂鋳型6を載せた定盤5を下流側に移動させるものである。図5〜図7は第2搬送手段74を示す。第2搬送手段74は、図5に示すように、無枠式砂鋳型6を載せた定盤5の下面51を固定体76の固定載置面76cから矢印U2方向に浮上させる可動体75と、可動体75が矢印D2方向に下降すると、定盤5の下面51を載せることが可能な固定載置面76cをもつ固定体76とを備えている。
【0026】
図1に示すように、第2搬送手段74はウォーキングビーム方式を採用しており、可動体75を昇降させる昇降駆動部78と、可動体75を搬送方向(矢印X1,X2方向)に沿って移動させる水平駆動部79とを備えている。昇降駆動部78は、上流カム781および下流カム782と、上流カム781および下流カム782を連結する連結部材783と、連結部材783を駆動させるシリンダ(油圧シリンダまたは空気圧シリンダ)で形成された第2駆動源785とを備えている。上流カム781の上端および下流カム782の上端に可動体75が保持されている。上流カム781の上端および下流カム782の上端の昇降に伴い、可動体75が昇降する。
【0027】
ここで、第2駆動源785は一方向に駆動すると、連結部材783が矢印M1方向に移動して上流カム781および下流カム782が軸部789を中心として矢印E1方向に傾動し、上流カム781の上端および下流カム782の上端が下降し、可動体75が矢印D2方向に下降運動する。これに対して第2駆動源785が他方向に駆動すると、連結部材783が矢印M2方向に移動し、上流カム781および下流カム782が軸部789を中心として矢印E2方向に回転し、起きあがり、上流カム781の上端および下流カム782の上端が矢印U2方向に上昇する。これにより可動体75が矢印U2方向に上昇運動する。
【0028】
水平駆動部79は、駆動モータ791と、駆動モータ791により回動させるピニオン792と、ピニオン792と噛み合うように可動体75の下面に形成された外歯部のラック793とを備えている。ここで、駆動モータ791が一方向に回転駆動すると、ピニオン792が一方向に回転駆動し、ラック793を介して可動体75が前進方向(矢印X1方向)に移動される。この場合、可動体75に載せられている定盤5上の砂鋳型6は前進方向(矢印X1方向)に搬送される。これに対して駆動モータ791が他方向に回転駆動すると、ピニオン792が他方向に回転駆動し、ラック793を介して可動体75が後退方向(矢印X2方向)に移動される。
【0029】
このような構造が採用されている第2搬送手段74によれば、第2駆動源785および駆動モータ791が適宜制御され、無枠式砂鋳型6を載せている定盤5は、1ストロークS1ずつ矢印X1方向に搬送される。以下、これについて説明する。まず、図5(A)に示すように、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、可動体75の可動載置面75cではなく、固定体76の固定載置面76cに載置されている。次に、図5(B)に示すように、可動体75が矢印U2方向へ上昇運動すると、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、可動体75の可動載置面75cに持ち上げられ、固定体76の固定載置面76cから浮上する。次に、図5(C)に示すように、複数個の定盤5を載せた可動体75が1ストロークS1ぶん矢印X1方向へ前進運動する。次に、図5(D)に示すように、可動体75が矢印D2方向へ下降運動すると、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、可動体75の可動載置面75cから、固定体76の固定載置面76cに移し替えられる。次に、定盤5を載せていない可動体75が1ストロークS1ぶん矢印X2方向へ後退運動する。上記したような運動が繰り返されるため、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、1ストロークS1ぶんずつ矢印X1方向へ搬送される。
【0030】
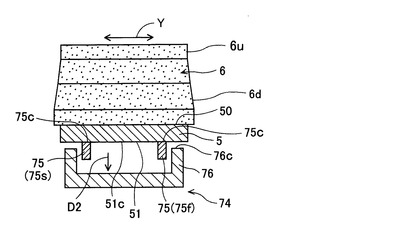
図6は、砂鋳型6の搬送方向(矢印X1方向)に対して交差(直交)する方向に沿った第2搬送手段74の可動体75付近の断面を示す。図6に示すように、可動体75は、定盤5の下面51の一端部側(矢印X1方向と直交する方向である矢印Y方向の一端部側)を支える第1可動体75fと、定盤5の下面51の他端部側(矢印X1方向と直交する方向である矢印Y方向の他端部側)を支える第2可動体75sとを備えている。
【0031】
この場合、定盤5の下面51の一端部側は第1可動体75fにより支持される。定盤5の下面51の他端部側は第2可動体75sにより支持される。定盤5の下面51の中央域51cは、第1可動体75fおよび第2可動体75sに非接触となる。更に、定盤5の上面50に載せられている無枠式砂鋳型6と、第1可動体75fおよび第2可動体75sとが直接接触することが無い。従って、無枠式砂鋳型6を搬送するときであっても、無枠式砂鋳型6が第1可動体75fおよび第2可動体75sにより損傷されることが抑制される。なお定盤5は、崩壊性をもつ無枠式砂鋳型6よりも剛性が高い。
【0032】
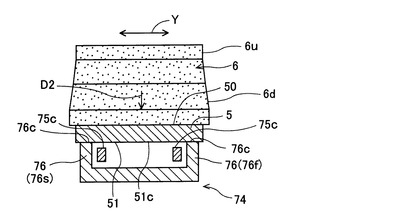
図7に示すように、搬送手段7の固定体76は、定盤5の一端部側(矢印X1方向と直交する方向である矢印Y方向の一端部側)を支えるための第1固定体76fと、定盤5の他端部側(矢印X1方向と直交する方向である矢印Y方向の他端部側)を支えるための第2固定体76sとを備えている。定盤5の下面51の中央域51cは、第1固定体76fおよび第2固定体76sに非接触となる。更に、定盤5の上面50に載せられている無枠式砂鋳型6と、第1固定体76fおよび第2固定体76sとが直接接触することが無い。従って、無枠式砂鋳型6を搬送するとき、無枠式砂鋳型6が第1固定体76fおよび第2固定体76sにより損傷されることが抑制される。
【0033】
無枠式砂鋳型6を載せた定盤5を第2搬送手段74が矢印X1方向に搬送する途中には、図1に示すように、錘セット位置K5に設けられた錘セット装置100と、注湯位置K6に設けられた注湯装置150と、錘外し位置K7に設けられた錘外し装置170とがこの順で配置されている。従って、定盤5に載せられた無枠式砂鋳型6は、錘セット装置100、注湯装置150、錘外し装置170の順に搬送される。即ち、注湯前の錘セット位置K5において、錘セット装置100により、定盤5上の無枠式砂鋳型6の上面69に錘102がセットされる。注湯位置K6においては、取鍋152内の高温の金属系の溶湯(例えば片状黒鉛鋳鉄や球状黒鉛鋳鉄等の鋳鉄系、アルミニウム合金等の軽合金系)が無枠式砂鋳型6の鋳造キャビティに注入される。錘外し位置K7において、定盤5上の無枠式砂鋳型6の上面69にセットされている錘102は、錘外し装置170により無枠式砂鋳型6から外される。
【0034】
第2搬送手段74の終端側のバラシ位置K8において、定盤5に載せられている無枠式砂鋳型6は、鋳造品の取り出しのために崩壊される。よって、第2搬送手段74の終端74e側には定盤5が残る。
【0035】
定盤移送手段9は、バラシ位置K8において無枠式砂鋳型6から分離した定盤5を定盤待機位置K10まで移送させるためのものである。定盤移送手段9は、搬送手段7に対して下側に配置されており、定盤移し変え部90と定盤搬送部95とを備えている。定盤移し変え部90は、砂鋳型6から分離させた定盤5を定盤搬送部95の上流95u側に移し変えるものである。このような機能をもつ定盤移し変え部90は、定盤5を載せることができる定盤載置部91と、定盤載置部91を保持する伸張可能な作動ロッド92をもつシリンダで形成された第4駆動部94とを備えている。定盤搬送部95は、図略の駆動モータで回転駆動させる複数の搬送ローラ96をもつローラコンベヤ97で形成されている。
【0036】
定盤搬送部95が駆動すると、定盤搬送部95に載せられている定盤5は、上流95uから下流95dに向けて矢印X2方向に搬送され、定盤待機位置K10に到達し、ここで待機しているアーム状の定盤保持部41に移し変えられる。すると、定盤・枠位置調整手段4のアーム状の定盤保持部41が、定盤5を載せた後、矢印U3方向に上昇し、退避位置K3を経て接近位置K2まで定盤5を上昇させる。接近位置K2においては、定盤保持部41は、定盤5を枠2の下面開口25に進入させる(図3参照)。
【0037】
従って図3に示すように、定盤5のサイズは、枠2の下面開口25のサイズよりもやや小さく設定されている。従って、定盤5の外周縁と枠2の内周縁との間には、隙間29が形成される。上記したように定盤5が枠2の下端開口25に進入していれば、定盤5の上面50が枠2内の砂鋳型6の下面68に対面することができる。この状態で、離脱機35の第2加圧シリンダ36が駆動して第2ロッド37が矢印D方向に伸張すると、砂鋳型6が第2加圧盤38に加圧され、枠2から下方(矢印D方向)に押し出される(図4参照)。この場合、砂鋳型6の下面68側を支える定盤5を定盤保持部41が上昇方向(矢印U方向)に加圧する力をF1とする。離脱機35の第2加圧盤38が砂鋳型6の上面69を加圧して砂鋳型6を枠2から下方に押し出す力をF2とする。ここで、F2はF1よりも大きくされている(F2>F1)。このように定盤保持部41が定盤5を上昇方向(矢印U方向)に力F1で加圧しつつ、離脱機35が砂鋳型6の上面69を下方(矢印D方向)に加圧して砂鋳型6を枠2から力F2(F2>F1)で押し出す。換言すると、力F2,F1で砂鋳型6をこれの厚み方向に挟みつつ、砂鋳型6を枠2から離脱させる。この結果、砂鋳型6の損傷を抑えつつ、砂鋳型6を定盤5の上面50に良好に移し換えることができる(図4参照)。
【0038】
以上説明したように本実施例によれば、無枠式砂鋳型6は、定盤5の上面50に載せられたままの状態で、注湯位置K6等を経てバラシ位置K8に搬送される。このため無枠式砂鋳型6の搬送中において、鋳物砂の集合体21を固めて形成されている無枠式砂鋳型6と搬送手段7とが直接に接触することが抑えられる。従って無枠式砂鋳型6の搬送中に、無枠式砂鋳型6が損傷することが抑制される。
【0039】
上記したように本実施例によれば、台車に無枠式砂鋳型を載せて搬送する方式が廃止されている。このため、台車同士の衝突が回避される。また本実施例では、ウォーキングビーム方式を採用していることから、台車に無枠式砂鋳型を載せて搬送する方式(従来技術)に比して、無枠式砂鋳型6を安定した状態で搬送できるため、無枠式砂鋳型6が定位置からずれることが抑制される。この場合、無枠式砂鋳型6を構成する分割型(上型6u,下型6d)が相対的にずれることが抑制される。従って、分割型(上型6u,下型6d)に損傷が発生したり、鋳造品の形状精度が低下したり、鋳造品の不良率が増加したりすることが抑えられる。
【0040】
上記したように搬送中に無枠式砂鋳型6が損傷することが抑制されるため、無枠式砂鋳型6の硬度を過剰に高くせずともよい。従って無枠式砂鋳型6の造型精度を高め得るばかりか、無枠式砂鋳型6を造型する加圧機の大型化を抑制できる。
【0041】
更に本実施例によれば、図4に示すように、無枠式砂鋳型6の下面68のサイズL1よりも定盤5の下面51のサイズL2は少し小さく設定されている。よって無枠式砂鋳型6の下面68の投影形状よりも、定盤5の下面51の投影形状は少し小さく設定されている。従って、無枠式砂鋳型6の下面68は、定盤5の端面5fよりもΔL1(図4参照)突出している。このため注湯位置K6で溶湯が無枠式砂鋳型6の鋳造キャビティに注入されるとき、高温の溶湯の一部が定盤5の上面50にかかることが抑えられ、定盤5の上面50において溶湯が凝固してしまう問題が抑えられる。このため、定盤5の上面50を損傷させることが抑制され、定盤5の上面50の長寿命化に貢献することができる。なお投影形状とは、投影する面に対して垂直に投影したときの形状を意味する。
【0042】
なお本実施例によれば、金属製の中実状をなす定盤5の上面50に載せられた無枠式砂鋳型6の鋳造キャビティに溶湯が注入されて凝固する。従って砂鋳型6の下面68から定盤5への伝熱が行われる。
【0043】
鋳造品の種類によっては、鋳造品の変態点(A1変態点)をできるだけ速い冷却速度で通過させ、パーライトの生成率を高めて基地を強化させたいとき、あるいは、鋳造品が鋳鉄であれば、生成する黒鉛のサイズの粗大化を抑えて強化を図りたいことがある。無枠式砂鋳型6の鋳型厚みを薄くして冷却性を高めることも考えられるが、無枠式砂鋳型6の強度上からの限界がある。この場合、定盤5が、熱伝導性が良い金属(例えば炭素鋼、アルミニウム合金、銅合金等)であれば、鋳物砂よりも高い熱伝導率をもち、高い放熱性を有するため、鋳造品の冷却を促進させるのに貢献できる。従って、鋳造条件等にもよるが、定盤5の形状、厚み、質量などを鋳造品の種類、溶湯注入量毎に設定した場合には、鋳造品の変態点(A1変態点)をできるだけ速い冷却速度で通過させ、パーライトの生成率を高めて強化させ、注湯後の無枠式砂鋳型6に埋設されている鋳造品に対して制御冷却を図ることも期待できる。
【実施例2】
【0044】
図8は実施例2を示す。本実施例は実施例1と基本的には同様の構成、同様の作用効果を有する。図8に示すように、無枠式砂鋳型6の下面68のサイズよりも定盤5の下面51のサイズは少し大きく設定されている。よって無枠式砂鋳型6の下面68の投影形状よりも、定盤5の下面51の投影形状は少し大きく設定されている。従って、無枠式砂鋳型6の下面68よりも、定盤5の端面5fは突出している。隣接する定盤5の端面5f同士が衝突するとしても、隣接する定盤5上の無枠式砂鋳型6同士の衝突は回避される。更に、定盤5は軽量化等のため中空室5wを有する。必要に応じて端面5fを無枠式砂鋳型6の側面よりも退避させても良い。
【0045】
なお、注湯後の無枠式砂鋳型6を金属製の定盤5に載せて搬送させるものの、無枠式砂鋳型6に埋設されている鋳造品の変態点(A1変態点)をできるだけ遅い冷却速度で通過させ、鋳造品の組織に占めるフェライトの生成率を高めたいとき、あるいは、鋳造品が鋳鉄であれば、生成する黒鉛のサイズの粗大化を促進させたいことがある。この場合には、無枠式砂鋳型6の鋳型厚みを厚くすることが考えられるが、無枠式砂鋳型6のサイズが大型化してしまうおそれがある。この点本実施例によれば、無枠式砂鋳型6のサイズの過剰の大型化を抑えつつ、定盤5に形成されている中空室5wを空気断熱層、真空断熱層、耐火材断熱層等の少なくとも1種で形成した断熱層として機能させ、注湯後の無枠式砂鋳型6に埋設されている鋳造品に対して制御冷却を図ることもできる。耐火材断熱層では、中空室5wにセラミックス系の断熱材(例えば廃砂等の砂)を収容する。中空室5wには補強リブ5rが形成されている。
【実施例3】
【0046】
図9(A)(B)(C)は実施例3を示す。本実施例は実施例1と基本的には同様の構成、同様の作用効果を有する。加圧機3Bは、回転テーブルに載せられている枠2の収容空間20内に収容されている鋳物砂の集合体21を加圧して砂鋳型6を造型する造型機能と、造型された砂鋳型6を枠2から離脱させる離脱機能との双方を併有している。
【0047】
図9(B)(C)に示すように、加圧機3Bは、加圧シリンダ31B(油圧シリンダまたは空気圧シリンダ)と、加圧シリンダ31Bから鉛直方向(矢印D方向,矢印U方向)に沿って前進後退するロッド32Bと、ロッド32Bの先端部に設けられた加圧盤33Bとを備えている。まず、図9(A)に示すように、枠2の下面開口25に定盤5が進入した状態で、砂投入機69Bの吐出部69xが枠2の上面開口26に対面する。そして、溶湯の熱で消失可能な発泡樹脂で形成された消失模型が枠2の収容空間20に配置されている状態(図略)で、砂投入機69の吐出部69xから鋳物砂の集合体21が枠2の収容空間20に投入される。このとき、枠2の下面開口25に進入した定盤5の上面50が鋳物砂の集合体21を受け止めることができる。なお、鋳物砂の落下防止のためには、隙間29の隙間幅は狭い方が好ましい。
【0048】
その後、図9(B)に示すように、加圧機3Bの加圧シリンダ31Bが駆動し、ロッド32Bが下方(矢印D方向)に伸張し、枠2内の鋳物砂の集合体21が加圧盤33Bにより加圧されて砂鋳型6が造型される。砂鋳型6は消失模型を内蔵している。このように造型が終了したら、加圧機3Bの加圧シリンダ31Bが更に駆動し、ロッド32Bが下方(矢印D方向)に更に伸張し、ロッド32Bの先端部に設けられた加圧盤33Bにより砂鋳型6が加圧されて枠2から離脱される。この結果、図9(C)に示すように、砂鋳型6は枠2から定盤5に移し換えられる。この場合、実施例1と同様に、砂鋳型6の下面68側を支える定盤5を定盤保持部41が上昇方向(矢印U方向)に加圧する力をF1とし、加圧機3Bの加圧盤33Bが砂鋳型6の上面69を加圧して砂鋳型6を枠2から下方(矢印D方向)に向けて押し出す力をF2とすると、F2はF1よりも大きくされている(F2>F1)。このように力F1およびF2で砂鋳型6を厚み方向に挟みつつ枠2から離脱させるため、砂鋳型6の損傷を抑えつつ、砂鋳型6を枠2から離脱させて定盤5に良好に移し換えることができる。
【実施例4】
【0049】
図10は実施例4を示す。本実施例によれば、定盤5の上面50には凸状をなす砂鋳型係合部55が形成されている。このため砂鋳型係合部55と砂鋳型6の下面68との機械的係合性が高まる。故に、砂鋳型6の下面68が定盤5の上面50に対して滑りにくくなり、砂鋳型6の下面68が定盤5の上面50から離脱することが抑制される。砂鋳型係合部55は、定盤5の上面50を識別するための識別表示としても機能できる。これにより実際の使用において、定盤5の上面50および下面51が混合して使用されることが抑えられる。従って定盤5の上面50は無枠式砂鋳型6を載せるのに使用され、且つ、定盤5の下面51は搬送手段7に接触して搬送用として使用されるのに使用される。従って定盤5のうち無枠式鋳型6を載せる上面50が搬送手段7により損傷されることが抑制され、定盤5の上面50による砂鋳型載置性が良好に確保される。
【実施例5】
【0050】
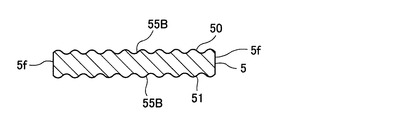
図11は実施例5を示す。本実施例は実施例1、2と基本的には同様の構成、同様の作用効果を有する。図11に示すように、定盤5の上面50のほぼ全域には、無枠式砂鋳型6のずれ変位を抑える微小凹凸状(例えば梨地面等)をなす砂鋳型係合部55Bが形成されている。これにより定盤5の上面50と砂鋳型6の下面68との係合性を高め、砂鋳型6が定盤5の上面50に対して滑らないようにされている。なお、砂鋳型係合部55Bは、定盤5の上面50を示す識別機能を発揮することができる。この場合、定盤5の上面50および下面51の混同を防止し易い利点が得られる。
【実施例6】
【0051】
図12は実施例6を示す。本実施例は実施例1、2と基本的には同様の構成、同様の作用効果を有する。図12に示すように、定盤5の上面50の全域および下面51の全域には、無枠式砂鋳型6のずれ変位を抑える凹凸状をなす砂鋳型係合部55Bが形成されている。これにより定盤5の上面50と砂鋳型6の下面68との係合性を高め、砂鋳型6が定盤5の上面50に対して滑らないようにされている。
【0052】
(その他)上記した実施例1によれば、定盤移送手段9は、搬送手段7の下方に配置されているが、搬送手段7の横方または上方に配置されていても良い。定盤5は四角形状されているが、円板状でも良い。第2搬送手段74はウォーキングビーム方式とされているが、これに限らず、ローラコンベヤ方式としても良い。定盤・枠位置調整手段4は、定盤5を移動させることにより接近位置K2と退避位置K3とに切り替えているが、これに限らず、枠2を移動させることにより接近位置K2と退避位置K3とに切り替えることにしても良いし、定盤5および枠2の双方を移動させることにより接近位置K2と退避位置K3とに切り替えることにしても良い。
【0053】
各実施例の定盤5について、中空室を形成しても良いし、砂鋳型係合部55Bを形成しても良い。実施例においてはシリンダで構成されている部位については、駆動モータ等の駆動源に置換することができる。各実施例のそれぞれの特徴構成を併有することにしても良い。本発明は上記し且つ図面に示した実施例のみに限定されるものではなく、要旨を逸脱しない範囲内で適宜変更して実施できる。
【産業上の利用可能性】
【0054】
本発明は鋳鉄系、軽合金系の鋳造プラントに利用できる。
【図面の簡単な説明】
【0055】
【図1】無枠式砂鋳型鋳造装置の全体を模式的に示すシステム図である。
【図2】枠で砂鋳型を造型する過程を模式的に示す断面図である。
【図3】枠で造型した砂鋳型を定盤と加圧盤とで挟んでいる過程を模式的に示す断面図である。
【図4】枠で造型した砂鋳型を定盤と加圧盤とで挟みつつ枠から離脱させる過程を模式的に示す断面図である。
【図5】(A)(B)(C)(D)は無枠式砂鋳型を載せている定盤を可動体に載せて搬送する過程を模式的に示す構成図である。
【図6】無枠式砂鋳型を載せている定盤を可動体で支持している状態を模式的に示す断面図である。
【図7】無枠式砂鋳型を載せている定盤を固体体で支持している状態を模式的に示す断面図である。
【図8】実施例2に係り、無枠式砂鋳型を定盤に載せている状態を模式的に示す断面図である。
【図9】(A)は枠内に鋳物砂の集合体を収容している状態を模式的に示す断面図であり、(B)は枠内に収容している鋳物砂の集合体を加圧して砂鋳型を造型している状態を模式的に示す断面図であり、(C)は枠内で造型した砂鋳型を定盤と加圧盤とで挟みつつ枠から離脱させる過程を模式的に示す断面図である。
【図10】実施例4に係り、無枠式砂鋳型を定盤に載せている状態を模式的に示す断面図である。
【図11】実施例5に係り、無枠式砂鋳型を定盤に載せている状態を模式的に示す断面図である。
【図12】実施例6に係り、定盤を模式的に示す断面図である。
【符号の説明】
【0056】
1は加圧装置、2は枠、20は収容空間、25は下端開口、26は上端開口、3は加圧機、30は造型機、31は第1加圧シリンダ、32は第1ロッド、33は第1加圧盤、35は離脱機、36は第2加圧シリンダ、37は第2ロッド、38は第2加圧盤、4は定盤枠位置調整手段、40は定盤保持面、41は定盤保持部、42は案内部、43は第1駆動源、5は定盤、50は上面、51は下面、55は砂鋳型係合部、6は砂鋳型、7は搬送手段、71は第1搬送手段、74は第2搬送手段、75は可動体、76は固定体、9は定盤移送手段、90は定盤移し変え部、91は定盤載置部、92は作動ロッドを示す。
【技術分野】
【0001】
本発明は無枠式砂鋳型を造型し、更に溶湯を無枠式砂鋳型に注入して鋳造する鋳造装置に関する。
【背景技術】
【0002】
従来、無枠式砂鋳型鋳造装置として、無枠式砂鋳型を造型した後、無枠式砂鋳型を可動台車に載せて搬送し、搬送中に、無枠式砂鋳型の鋳造キャビティに溶湯を注入するものが知られている(特許文献1)。このものによれば、無枠式砂鋳型を載せた複数の台車をそれぞれ順番に移動させ、無枠式砂鋳型に対して注湯、冷却、型ばらし等を順に行うことにしている。
【特許文献1】特開平10−216903号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記した技術によれば、回転容易な回転車輪をもつ台車の上に無枠式砂鋳型が載っている方式が採用されているため、台車の移動に伴う台車の加速および減速により台車同士が衝突し易い。そのため、衝突に起因する衝撃により無枠式砂鋳型が定位置からずれるおそれがある。この場合、無枠式砂鋳型を構成する分割型が相対的にずれることがあるため、分割型に損傷が発生したり、鋳造品の形状精度が低下したり、鋳造品の不良率が増加したりしてしまう。
【0004】
本発明は上記した実情に鑑みてなされたものであり、台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減に貢献することができる無枠式砂鋳型鋳造装置を提供することを課題とする。
【課題を解決するための手段】
【0005】
(1)様相1に係る無枠式砂鋳型鋳造装置は、(i)鋳物砂の集合体を収容可能な収容空間を有する枠と、前記枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型すると共に前記砂鋳型を前記枠から離脱可能な加圧機とを備える加圧装置と、(ii)前記加圧機により前記枠から離脱された無枠式砂鋳型を載せるための定盤および前記枠のうちの少なくとも一方を移動させることにより、前記定盤および前記枠が相対的に接近する接近位置と、前記定盤および前記枠が相対的に離間する退避位置とに切り替え可能に設けられ、前記接近位置で前記枠から離脱した前記無枠式砂鋳型を前記定盤に載せ、前記無枠式砂鋳型を載せた前記定盤を前記退避位置に移動させる定盤・枠位置調整手段と、(iii)前記無枠式砂鋳型を載せた前記定盤を前記退避位置から注湯位置を経て搬送させる搬送手段と、(iv)前記無枠式砂鋳型から分離した前記定盤を定盤待機位置に移送させる定盤移送手段とを具備していることを特徴とする。
【0006】
様相1によれば、接近位置で枠から離脱した無枠式砂鋳型が定盤に載せられる。定盤・枠位置調整手段は、無枠式砂鋳型を載せた定盤を接近位置から退避位置に移動させる。搬送手段は、無枠式砂鋳型を載せた定盤を退避位置から注湯位置を経てこれの下流側に搬送させる。定盤移送手段は、無枠式砂鋳型から分離した定盤を定盤待機位置に移送させる。
【0007】
このように無枠式砂鋳型は、定盤に載せられたままの状態で、搬送手段により退避位置から注湯位置を経て下流側に搬送されることから、無枠式鋳型を台車に載せて搬送する方式(従来技術)に比して、安定した状態で搬送されるため、無枠式砂鋳型が定位置からずれることが抑制されて、無枠式砂鋳型が搬送中に損傷することが抑制され、無枠式砂鋳型を用いる鋳造の不良率が低減される。
【発明の効果】
【0008】
本発明によれば、無枠式砂鋳型が定位置からずれることが抑制される。この場合、無枠式砂鋳型を構成する分割型が相対的にずれることが抑制される。従って、分割型に損傷が発生したり、鋳造品の形状精度が低下したり、鋳造品の不良率が増加したりすることが抑えられる。
【発明を実施するための最良の形態】
【0009】
無枠式砂鋳型鋳造装置は、枠と加圧機とを備える加圧装置と、定盤・枠位置調整手段と、搬送手段と、定盤移送手段とを備えている。枠は、鋳物砂の集合体を収容可能な収容空間を備える。加圧装置の加圧機は、枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型すると共に、砂鋳型を枠から離脱させるものである。加圧機は、枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型する造型機と、砂鋳型を枠から離脱させる離脱機とで形成することができる。あるいは、加圧機は、枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型する造型機能と、砂鋳型を枠から離脱させる離脱機能とを併有することができる。砂鋳型は、溶湯が注入可能なキャビティおよび/または注入された溶湯の熱で消失する消失模型をもつ。
【0010】
定盤・枠位置調整手段は、枠から離脱された無枠式砂鋳型を載置するための定盤および枠のうちの少なくとも一方を移動させる。これにより、定盤および枠が相対的に接近する接近位置と、定盤および枠が相対的に離間する退避位置とに切り替え可能とする。接近位置で枠から離脱した無枠式砂鋳型は、定盤に載せられる。無枠式砂鋳型を載せた定盤は、定盤・枠位置調整手段により退避位置に移動される。搬送手段は、無枠式砂鋳型を載せた定盤を退避位置および注湯位置を経て搬送させる。定盤移送手段は、無枠式砂鋳型から分離した定盤を定盤待機位置に移送させる。
【0011】
上記した定盤・枠位置調整手段としては、定盤を定盤待機位置に移動可能であり、定盤待機位置で定盤を保持する定盤保持部を備えている形態が例示される。定盤・枠位置調整手段の定盤保持部としては、接近位置、退避位置および定盤待機位置にそれぞれ移動可能に設けられている形態が例示される。この場合、定盤保持部は、接近位置、退避位置および定盤待機位置にそれぞれ移動できる。
【0012】
定盤・枠位置調整手段としては、定盤保持部の他に、鉛直方向に沿って延設され且つ定盤保持部を昇降方向に移動させるための案内部と、案内部に沿って定盤保持部を昇降方向に移動させる駆動源とを備えている形態が例示される。駆動源としてはモータ機構、シリンダ機構でも良い。駆動源が駆動すると、定盤保持部は案内部に案内されながら鉛直方向に沿って昇降する。
【0013】
定盤・枠位置調整手段としては、接近位置において、定盤を枠の開口に対面または進入させる形態が例示される。定盤が枠の開口に対面または進入していれば、枠内で造型された砂鋳型を定盤に移し換え易い。
【0014】
搬送手段としては、無枠式砂鋳型を載せた定盤を載せる固定載置面をもつ固定体と、無枠式砂鋳型を載せた定盤を固定体の固定載置面から浮上させて搬送して固定体の固定載置面の他の部分に移し変える可動体とを備えている形態が例示される。この場合、搬送手段の可動体は、無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、定盤の一端部側を支える第1可動体と、定盤の他端部側を支える第2可動体とを備えている形態が例示される。この場合、定盤の一端部側は第1可動体に支持され、定盤の他端部側は第2可動体に支持される。故に、定盤に載せられている無枠式砂鋳型と、第1可動体および第2可動体とが直接接触することが無い。従って、無枠式砂鋳型が搬送されるとき、無枠式砂鋳型が第1可動体および第2可動体により損傷されることが抑制される。
【0015】
搬送手段の固定体は、無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、定盤の一端部側を支える第1固定体と、定盤の他端部側を支える第2固定体とを備えている形態が例示される。この場合においても、定盤に載せられている無枠式砂鋳型と、第1固定体および第2固定体とが直接接触することが無い。従って、無枠式砂鋳型が第1固定体および第2固定体により損傷されることが抑制される。
【実施例1】
【0016】
以下、本発明の実施例1について図1〜図7を参照して説明する。無枠式砂鋳型鋳造装置は、図1に示すように、枠2と加圧機3とを備える加圧装置1と、定盤・枠位置調整手段4と、搬送手段7と、定盤移送手段9とを備えている。枠2は、鋳物砂(例えば生砂)の集合体21(図2参照)を収容可能な収容空間20を備えている。加圧機3は、造型機30(図2参照)と離脱機35(図1参照)とからなる。
【0017】
図2に示すように、造型機30は、回転テーブル(図示せず)に載せられている枠2の収容空間20内に収容されている鋳物砂の集合体21を加圧して砂鋳型6を造型位置K1において造型するものである。造型機30は、互いに対向するように配置された第1加圧シリンダ31と、第1加圧シリンダ31から前進後退する第1ロッド32と、第1ロッド32の先端部に設けられた第1加圧盤33とを備えている。枠2の収容空間20内に鋳物砂の集合体21が収容されていると共に、枠2の一端開口および他端開口が左右方向となる状態で、第1加圧シリンダ31の第1ロッド32が加圧方向に前進し、鋳物砂の集合体21が横方向に沿って加圧され、砂鋳型6が枠2内で造型される。ここで、枠2は、第1枠2fおよび第2枠2sで形成されている。なお、図2によれば、造型の際の加圧方向は水平方向とされているが、上下方向としても良い。また砂鋳型6が造型されるときには、図示しないが、第1枠2fと第2枠2sとの間には、キャビティを形成するための模型が一体化されたパターンプレートがセットされている。造型後には、パターンプレートは砂鋳型6から離脱され、溶湯が注入されるキャビティが砂鋳型6に形成される。
【0018】
上記したように砂鋳型6が枠2内で造型されると、枠2は図略の旋回機構によりほぼ90度回動し、枠2の一端開口が下端開口25となり、枠2の他端開口が上端開口26となる。なお枠2の収容空間20の内壁面には、他端開口側から一端開口側に向けて拡開するように傾斜した離型用のテーパ面27が形成されている。
【0019】
図1において、離脱機35は、造型された砂鋳型6を接近位置K2において枠2から離脱させるものである。離脱機35は、駆動源としての第2加圧シリンダ36(油圧シリンダまたは空気圧シリンダ)と、第2加圧シリンダ36から鉛直方向(矢印P方向)に沿って前進後退する第2ロッド37と、第2ロッド37の先端部に設けられた第2加圧盤38とを備えている。
【0020】
上記したように造型機30で造型された砂鋳型6が収容されている枠2は、回転テーブル(図示せず)により、造型位置K1から接近位置K2(図1参照)に移送される。接近位置K2において、離脱機35の第2加圧シリンダ36が駆動して第2ロッド37が鉛直方向(矢印P方向)下向きに沿って伸張すると、第2加圧盤38により枠2内の砂鋳型6は、枠2から押し出されて離脱され、無枠式砂鋳型6となる。無枠式砂鋳型6は、鋳造キャビティを形成すると共に水平な割面をもつ上型6uおよび下型6dで形成されているものの、その周囲に固定枠が存在せず、鋳物砂面が露出している。
【0021】
図1に示すように、定盤5は、枠2から下方(矢印D方向)に離脱された無枠式砂鋳型6を載置するためのものであり、平板状をなす板部材で形成されており、中実状をなす。定盤5は仮想水平線に沿っており、無枠式砂鋳型6を載置する載置面である平坦状をなす上面50と、上面50に背向する平坦状をなす下面51とを備えている。
【0022】
定盤5は金属またはセラミックス(場合によっては木材でも良い)で形成できる。金属としては、炭素鋼、合金鋼(ステンレス鋼を含む)、片状黒鉛鋳鉄、球状黒鉛鋳鉄、いも虫状黒鉛鋳鉄、チタン等が例示される。鋳鉄系の場合には、軽量化のために定盤5の肉厚が薄いときであっても、定盤5は高剛性を発揮する。このため、溶湯の熱が砂鋳型6を介して定盤5に伝達されるときであっても、あるいは、定盤5の上面50と下面51とでかなりの温度差が形成されるときであっても、定盤5の反り変形が抑制される。更に、砂鋳型6を載せている定盤5が後述の第1可動体75fおよび第2可動体75sにより少ない接触面積で移送されるときであっても、定盤5の反り変形が抑制される。故に、定盤5の上面50に対する砂鋳型載置性が良好となる。セラミックスとしては、アルミナ、ジルコニア、窒化珪素、炭化珪素が例示される。
【0023】
図1に示すように、定盤・枠位置調整手段4は、定盤5を鉛直方向(矢印P方向)に沿って移動させるものである。定盤・枠位置調整手段4は、定盤5の下面51を載せて保持するための定盤保持面40をもつアーム状の定盤保持部41と、鉛直方向(矢印P方向)に沿って延設され且つ定盤保持部41の筒部41cを昇降方向に案内させるためにロッド状をなす案内部42と、案内部42に沿って定盤保持部41を昇降方向(矢印U方向、矢印D方向)に移動させるシリンダ(油圧シリンダまたは空気圧シリンダ)で形成された第1駆動源43とを備えている。ここで、第1駆動源43が駆動すると、定盤保持部41は筒部41cを案内部42で案内されながら鉛直方向に沿って矢印U方向に上昇したり、矢印D方向に下降したりする。これにより、定盤保持部41に載せられた定盤5が定盤保持部41と共に矢印U方向に上昇するとき、定盤5および枠2は、これらが相対的に接近する接近位置K2(図3参照)に切り替えられる。また、定盤5が定盤保持部41と共に矢印D方向に下降するとき、定盤5および枠2が相対的に離間する退避位置K3(図4参照)に切り替えられる。定盤5および枠2が互いに接近している接近位置K2において、定盤保持部41は、定盤5を枠2の下端開口25に進入させる(図3参照)。このように定盤5が枠2の下端開口25に進入していれば、枠2内で造型された砂鋳型6を定盤5の上面50で受け止めて定盤5に移し換え易い利点が得られる。
【0024】
このように接近位置K2で枠2から離脱した無枠式砂鋳型6は、定盤5の載置面である上面50に載せられる(図4参照)。無枠式砂鋳型6を載せた定盤5は、鉛直方向に沿って下方(矢印D方向)に下降し、退避位置K3に移動される。退避位置K3によれば、枠2から定盤5が下方側に退避している。
【0025】
図1に示すように、搬送手段7は、無枠式砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て下流側に搬送させるものである。搬送手段7は、第1搬送手段71と、第2搬送手段74とを備えている。第1搬送手段71は、図示しない駆動モータで回転駆動される複数の駆動ローラ710を備えるローラコンベア711で形成されている。第2搬送手段74は第1搬送手段71で搬送された無枠式砂鋳型6を載せた定盤5を下流側に移動させるものである。図5〜図7は第2搬送手段74を示す。第2搬送手段74は、図5に示すように、無枠式砂鋳型6を載せた定盤5の下面51を固定体76の固定載置面76cから矢印U2方向に浮上させる可動体75と、可動体75が矢印D2方向に下降すると、定盤5の下面51を載せることが可能な固定載置面76cをもつ固定体76とを備えている。
【0026】
図1に示すように、第2搬送手段74はウォーキングビーム方式を採用しており、可動体75を昇降させる昇降駆動部78と、可動体75を搬送方向(矢印X1,X2方向)に沿って移動させる水平駆動部79とを備えている。昇降駆動部78は、上流カム781および下流カム782と、上流カム781および下流カム782を連結する連結部材783と、連結部材783を駆動させるシリンダ(油圧シリンダまたは空気圧シリンダ)で形成された第2駆動源785とを備えている。上流カム781の上端および下流カム782の上端に可動体75が保持されている。上流カム781の上端および下流カム782の上端の昇降に伴い、可動体75が昇降する。
【0027】
ここで、第2駆動源785は一方向に駆動すると、連結部材783が矢印M1方向に移動して上流カム781および下流カム782が軸部789を中心として矢印E1方向に傾動し、上流カム781の上端および下流カム782の上端が下降し、可動体75が矢印D2方向に下降運動する。これに対して第2駆動源785が他方向に駆動すると、連結部材783が矢印M2方向に移動し、上流カム781および下流カム782が軸部789を中心として矢印E2方向に回転し、起きあがり、上流カム781の上端および下流カム782の上端が矢印U2方向に上昇する。これにより可動体75が矢印U2方向に上昇運動する。
【0028】
水平駆動部79は、駆動モータ791と、駆動モータ791により回動させるピニオン792と、ピニオン792と噛み合うように可動体75の下面に形成された外歯部のラック793とを備えている。ここで、駆動モータ791が一方向に回転駆動すると、ピニオン792が一方向に回転駆動し、ラック793を介して可動体75が前進方向(矢印X1方向)に移動される。この場合、可動体75に載せられている定盤5上の砂鋳型6は前進方向(矢印X1方向)に搬送される。これに対して駆動モータ791が他方向に回転駆動すると、ピニオン792が他方向に回転駆動し、ラック793を介して可動体75が後退方向(矢印X2方向)に移動される。
【0029】
このような構造が採用されている第2搬送手段74によれば、第2駆動源785および駆動モータ791が適宜制御され、無枠式砂鋳型6を載せている定盤5は、1ストロークS1ずつ矢印X1方向に搬送される。以下、これについて説明する。まず、図5(A)に示すように、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、可動体75の可動載置面75cではなく、固定体76の固定載置面76cに載置されている。次に、図5(B)に示すように、可動体75が矢印U2方向へ上昇運動すると、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、可動体75の可動載置面75cに持ち上げられ、固定体76の固定載置面76cから浮上する。次に、図5(C)に示すように、複数個の定盤5を載せた可動体75が1ストロークS1ぶん矢印X1方向へ前進運動する。次に、図5(D)に示すように、可動体75が矢印D2方向へ下降運動すると、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、可動体75の可動載置面75cから、固定体76の固定載置面76cに移し替えられる。次に、定盤5を載せていない可動体75が1ストロークS1ぶん矢印X2方向へ後退運動する。上記したような運動が繰り返されるため、無枠式砂鋳型6をそれぞれ載せている複数個の定盤5は、1ストロークS1ぶんずつ矢印X1方向へ搬送される。
【0030】
図6は、砂鋳型6の搬送方向(矢印X1方向)に対して交差(直交)する方向に沿った第2搬送手段74の可動体75付近の断面を示す。図6に示すように、可動体75は、定盤5の下面51の一端部側(矢印X1方向と直交する方向である矢印Y方向の一端部側)を支える第1可動体75fと、定盤5の下面51の他端部側(矢印X1方向と直交する方向である矢印Y方向の他端部側)を支える第2可動体75sとを備えている。
【0031】
この場合、定盤5の下面51の一端部側は第1可動体75fにより支持される。定盤5の下面51の他端部側は第2可動体75sにより支持される。定盤5の下面51の中央域51cは、第1可動体75fおよび第2可動体75sに非接触となる。更に、定盤5の上面50に載せられている無枠式砂鋳型6と、第1可動体75fおよび第2可動体75sとが直接接触することが無い。従って、無枠式砂鋳型6を搬送するときであっても、無枠式砂鋳型6が第1可動体75fおよび第2可動体75sにより損傷されることが抑制される。なお定盤5は、崩壊性をもつ無枠式砂鋳型6よりも剛性が高い。
【0032】
図7に示すように、搬送手段7の固定体76は、定盤5の一端部側(矢印X1方向と直交する方向である矢印Y方向の一端部側)を支えるための第1固定体76fと、定盤5の他端部側(矢印X1方向と直交する方向である矢印Y方向の他端部側)を支えるための第2固定体76sとを備えている。定盤5の下面51の中央域51cは、第1固定体76fおよび第2固定体76sに非接触となる。更に、定盤5の上面50に載せられている無枠式砂鋳型6と、第1固定体76fおよび第2固定体76sとが直接接触することが無い。従って、無枠式砂鋳型6を搬送するとき、無枠式砂鋳型6が第1固定体76fおよび第2固定体76sにより損傷されることが抑制される。
【0033】
無枠式砂鋳型6を載せた定盤5を第2搬送手段74が矢印X1方向に搬送する途中には、図1に示すように、錘セット位置K5に設けられた錘セット装置100と、注湯位置K6に設けられた注湯装置150と、錘外し位置K7に設けられた錘外し装置170とがこの順で配置されている。従って、定盤5に載せられた無枠式砂鋳型6は、錘セット装置100、注湯装置150、錘外し装置170の順に搬送される。即ち、注湯前の錘セット位置K5において、錘セット装置100により、定盤5上の無枠式砂鋳型6の上面69に錘102がセットされる。注湯位置K6においては、取鍋152内の高温の金属系の溶湯(例えば片状黒鉛鋳鉄や球状黒鉛鋳鉄等の鋳鉄系、アルミニウム合金等の軽合金系)が無枠式砂鋳型6の鋳造キャビティに注入される。錘外し位置K7において、定盤5上の無枠式砂鋳型6の上面69にセットされている錘102は、錘外し装置170により無枠式砂鋳型6から外される。
【0034】
第2搬送手段74の終端側のバラシ位置K8において、定盤5に載せられている無枠式砂鋳型6は、鋳造品の取り出しのために崩壊される。よって、第2搬送手段74の終端74e側には定盤5が残る。
【0035】
定盤移送手段9は、バラシ位置K8において無枠式砂鋳型6から分離した定盤5を定盤待機位置K10まで移送させるためのものである。定盤移送手段9は、搬送手段7に対して下側に配置されており、定盤移し変え部90と定盤搬送部95とを備えている。定盤移し変え部90は、砂鋳型6から分離させた定盤5を定盤搬送部95の上流95u側に移し変えるものである。このような機能をもつ定盤移し変え部90は、定盤5を載せることができる定盤載置部91と、定盤載置部91を保持する伸張可能な作動ロッド92をもつシリンダで形成された第4駆動部94とを備えている。定盤搬送部95は、図略の駆動モータで回転駆動させる複数の搬送ローラ96をもつローラコンベヤ97で形成されている。
【0036】
定盤搬送部95が駆動すると、定盤搬送部95に載せられている定盤5は、上流95uから下流95dに向けて矢印X2方向に搬送され、定盤待機位置K10に到達し、ここで待機しているアーム状の定盤保持部41に移し変えられる。すると、定盤・枠位置調整手段4のアーム状の定盤保持部41が、定盤5を載せた後、矢印U3方向に上昇し、退避位置K3を経て接近位置K2まで定盤5を上昇させる。接近位置K2においては、定盤保持部41は、定盤5を枠2の下面開口25に進入させる(図3参照)。
【0037】
従って図3に示すように、定盤5のサイズは、枠2の下面開口25のサイズよりもやや小さく設定されている。従って、定盤5の外周縁と枠2の内周縁との間には、隙間29が形成される。上記したように定盤5が枠2の下端開口25に進入していれば、定盤5の上面50が枠2内の砂鋳型6の下面68に対面することができる。この状態で、離脱機35の第2加圧シリンダ36が駆動して第2ロッド37が矢印D方向に伸張すると、砂鋳型6が第2加圧盤38に加圧され、枠2から下方(矢印D方向)に押し出される(図4参照)。この場合、砂鋳型6の下面68側を支える定盤5を定盤保持部41が上昇方向(矢印U方向)に加圧する力をF1とする。離脱機35の第2加圧盤38が砂鋳型6の上面69を加圧して砂鋳型6を枠2から下方に押し出す力をF2とする。ここで、F2はF1よりも大きくされている(F2>F1)。このように定盤保持部41が定盤5を上昇方向(矢印U方向)に力F1で加圧しつつ、離脱機35が砂鋳型6の上面69を下方(矢印D方向)に加圧して砂鋳型6を枠2から力F2(F2>F1)で押し出す。換言すると、力F2,F1で砂鋳型6をこれの厚み方向に挟みつつ、砂鋳型6を枠2から離脱させる。この結果、砂鋳型6の損傷を抑えつつ、砂鋳型6を定盤5の上面50に良好に移し換えることができる(図4参照)。
【0038】
以上説明したように本実施例によれば、無枠式砂鋳型6は、定盤5の上面50に載せられたままの状態で、注湯位置K6等を経てバラシ位置K8に搬送される。このため無枠式砂鋳型6の搬送中において、鋳物砂の集合体21を固めて形成されている無枠式砂鋳型6と搬送手段7とが直接に接触することが抑えられる。従って無枠式砂鋳型6の搬送中に、無枠式砂鋳型6が損傷することが抑制される。
【0039】
上記したように本実施例によれば、台車に無枠式砂鋳型を載せて搬送する方式が廃止されている。このため、台車同士の衝突が回避される。また本実施例では、ウォーキングビーム方式を採用していることから、台車に無枠式砂鋳型を載せて搬送する方式(従来技術)に比して、無枠式砂鋳型6を安定した状態で搬送できるため、無枠式砂鋳型6が定位置からずれることが抑制される。この場合、無枠式砂鋳型6を構成する分割型(上型6u,下型6d)が相対的にずれることが抑制される。従って、分割型(上型6u,下型6d)に損傷が発生したり、鋳造品の形状精度が低下したり、鋳造品の不良率が増加したりすることが抑えられる。
【0040】
上記したように搬送中に無枠式砂鋳型6が損傷することが抑制されるため、無枠式砂鋳型6の硬度を過剰に高くせずともよい。従って無枠式砂鋳型6の造型精度を高め得るばかりか、無枠式砂鋳型6を造型する加圧機の大型化を抑制できる。
【0041】
更に本実施例によれば、図4に示すように、無枠式砂鋳型6の下面68のサイズL1よりも定盤5の下面51のサイズL2は少し小さく設定されている。よって無枠式砂鋳型6の下面68の投影形状よりも、定盤5の下面51の投影形状は少し小さく設定されている。従って、無枠式砂鋳型6の下面68は、定盤5の端面5fよりもΔL1(図4参照)突出している。このため注湯位置K6で溶湯が無枠式砂鋳型6の鋳造キャビティに注入されるとき、高温の溶湯の一部が定盤5の上面50にかかることが抑えられ、定盤5の上面50において溶湯が凝固してしまう問題が抑えられる。このため、定盤5の上面50を損傷させることが抑制され、定盤5の上面50の長寿命化に貢献することができる。なお投影形状とは、投影する面に対して垂直に投影したときの形状を意味する。
【0042】
なお本実施例によれば、金属製の中実状をなす定盤5の上面50に載せられた無枠式砂鋳型6の鋳造キャビティに溶湯が注入されて凝固する。従って砂鋳型6の下面68から定盤5への伝熱が行われる。
【0043】
鋳造品の種類によっては、鋳造品の変態点(A1変態点)をできるだけ速い冷却速度で通過させ、パーライトの生成率を高めて基地を強化させたいとき、あるいは、鋳造品が鋳鉄であれば、生成する黒鉛のサイズの粗大化を抑えて強化を図りたいことがある。無枠式砂鋳型6の鋳型厚みを薄くして冷却性を高めることも考えられるが、無枠式砂鋳型6の強度上からの限界がある。この場合、定盤5が、熱伝導性が良い金属(例えば炭素鋼、アルミニウム合金、銅合金等)であれば、鋳物砂よりも高い熱伝導率をもち、高い放熱性を有するため、鋳造品の冷却を促進させるのに貢献できる。従って、鋳造条件等にもよるが、定盤5の形状、厚み、質量などを鋳造品の種類、溶湯注入量毎に設定した場合には、鋳造品の変態点(A1変態点)をできるだけ速い冷却速度で通過させ、パーライトの生成率を高めて強化させ、注湯後の無枠式砂鋳型6に埋設されている鋳造品に対して制御冷却を図ることも期待できる。
【実施例2】
【0044】
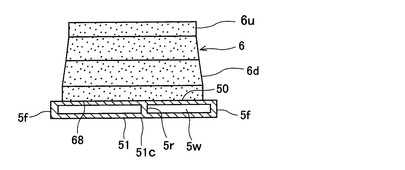
図8は実施例2を示す。本実施例は実施例1と基本的には同様の構成、同様の作用効果を有する。図8に示すように、無枠式砂鋳型6の下面68のサイズよりも定盤5の下面51のサイズは少し大きく設定されている。よって無枠式砂鋳型6の下面68の投影形状よりも、定盤5の下面51の投影形状は少し大きく設定されている。従って、無枠式砂鋳型6の下面68よりも、定盤5の端面5fは突出している。隣接する定盤5の端面5f同士が衝突するとしても、隣接する定盤5上の無枠式砂鋳型6同士の衝突は回避される。更に、定盤5は軽量化等のため中空室5wを有する。必要に応じて端面5fを無枠式砂鋳型6の側面よりも退避させても良い。
【0045】
なお、注湯後の無枠式砂鋳型6を金属製の定盤5に載せて搬送させるものの、無枠式砂鋳型6に埋設されている鋳造品の変態点(A1変態点)をできるだけ遅い冷却速度で通過させ、鋳造品の組織に占めるフェライトの生成率を高めたいとき、あるいは、鋳造品が鋳鉄であれば、生成する黒鉛のサイズの粗大化を促進させたいことがある。この場合には、無枠式砂鋳型6の鋳型厚みを厚くすることが考えられるが、無枠式砂鋳型6のサイズが大型化してしまうおそれがある。この点本実施例によれば、無枠式砂鋳型6のサイズの過剰の大型化を抑えつつ、定盤5に形成されている中空室5wを空気断熱層、真空断熱層、耐火材断熱層等の少なくとも1種で形成した断熱層として機能させ、注湯後の無枠式砂鋳型6に埋設されている鋳造品に対して制御冷却を図ることもできる。耐火材断熱層では、中空室5wにセラミックス系の断熱材(例えば廃砂等の砂)を収容する。中空室5wには補強リブ5rが形成されている。
【実施例3】
【0046】
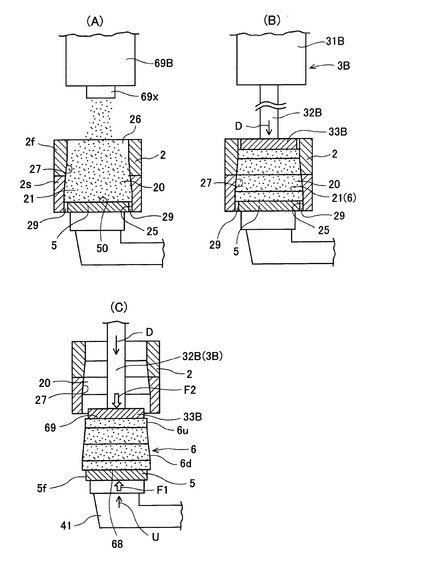
図9(A)(B)(C)は実施例3を示す。本実施例は実施例1と基本的には同様の構成、同様の作用効果を有する。加圧機3Bは、回転テーブルに載せられている枠2の収容空間20内に収容されている鋳物砂の集合体21を加圧して砂鋳型6を造型する造型機能と、造型された砂鋳型6を枠2から離脱させる離脱機能との双方を併有している。
【0047】
図9(B)(C)に示すように、加圧機3Bは、加圧シリンダ31B(油圧シリンダまたは空気圧シリンダ)と、加圧シリンダ31Bから鉛直方向(矢印D方向,矢印U方向)に沿って前進後退するロッド32Bと、ロッド32Bの先端部に設けられた加圧盤33Bとを備えている。まず、図9(A)に示すように、枠2の下面開口25に定盤5が進入した状態で、砂投入機69Bの吐出部69xが枠2の上面開口26に対面する。そして、溶湯の熱で消失可能な発泡樹脂で形成された消失模型が枠2の収容空間20に配置されている状態(図略)で、砂投入機69の吐出部69xから鋳物砂の集合体21が枠2の収容空間20に投入される。このとき、枠2の下面開口25に進入した定盤5の上面50が鋳物砂の集合体21を受け止めることができる。なお、鋳物砂の落下防止のためには、隙間29の隙間幅は狭い方が好ましい。
【0048】
その後、図9(B)に示すように、加圧機3Bの加圧シリンダ31Bが駆動し、ロッド32Bが下方(矢印D方向)に伸張し、枠2内の鋳物砂の集合体21が加圧盤33Bにより加圧されて砂鋳型6が造型される。砂鋳型6は消失模型を内蔵している。このように造型が終了したら、加圧機3Bの加圧シリンダ31Bが更に駆動し、ロッド32Bが下方(矢印D方向)に更に伸張し、ロッド32Bの先端部に設けられた加圧盤33Bにより砂鋳型6が加圧されて枠2から離脱される。この結果、図9(C)に示すように、砂鋳型6は枠2から定盤5に移し換えられる。この場合、実施例1と同様に、砂鋳型6の下面68側を支える定盤5を定盤保持部41が上昇方向(矢印U方向)に加圧する力をF1とし、加圧機3Bの加圧盤33Bが砂鋳型6の上面69を加圧して砂鋳型6を枠2から下方(矢印D方向)に向けて押し出す力をF2とすると、F2はF1よりも大きくされている(F2>F1)。このように力F1およびF2で砂鋳型6を厚み方向に挟みつつ枠2から離脱させるため、砂鋳型6の損傷を抑えつつ、砂鋳型6を枠2から離脱させて定盤5に良好に移し換えることができる。
【実施例4】
【0049】
図10は実施例4を示す。本実施例によれば、定盤5の上面50には凸状をなす砂鋳型係合部55が形成されている。このため砂鋳型係合部55と砂鋳型6の下面68との機械的係合性が高まる。故に、砂鋳型6の下面68が定盤5の上面50に対して滑りにくくなり、砂鋳型6の下面68が定盤5の上面50から離脱することが抑制される。砂鋳型係合部55は、定盤5の上面50を識別するための識別表示としても機能できる。これにより実際の使用において、定盤5の上面50および下面51が混合して使用されることが抑えられる。従って定盤5の上面50は無枠式砂鋳型6を載せるのに使用され、且つ、定盤5の下面51は搬送手段7に接触して搬送用として使用されるのに使用される。従って定盤5のうち無枠式鋳型6を載せる上面50が搬送手段7により損傷されることが抑制され、定盤5の上面50による砂鋳型載置性が良好に確保される。
【実施例5】
【0050】
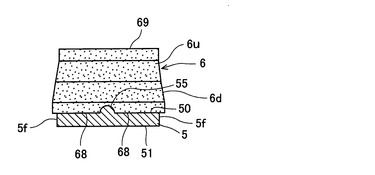
図11は実施例5を示す。本実施例は実施例1、2と基本的には同様の構成、同様の作用効果を有する。図11に示すように、定盤5の上面50のほぼ全域には、無枠式砂鋳型6のずれ変位を抑える微小凹凸状(例えば梨地面等)をなす砂鋳型係合部55Bが形成されている。これにより定盤5の上面50と砂鋳型6の下面68との係合性を高め、砂鋳型6が定盤5の上面50に対して滑らないようにされている。なお、砂鋳型係合部55Bは、定盤5の上面50を示す識別機能を発揮することができる。この場合、定盤5の上面50および下面51の混同を防止し易い利点が得られる。
【実施例6】
【0051】
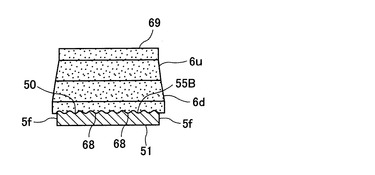
図12は実施例6を示す。本実施例は実施例1、2と基本的には同様の構成、同様の作用効果を有する。図12に示すように、定盤5の上面50の全域および下面51の全域には、無枠式砂鋳型6のずれ変位を抑える凹凸状をなす砂鋳型係合部55Bが形成されている。これにより定盤5の上面50と砂鋳型6の下面68との係合性を高め、砂鋳型6が定盤5の上面50に対して滑らないようにされている。
【0052】
(その他)上記した実施例1によれば、定盤移送手段9は、搬送手段7の下方に配置されているが、搬送手段7の横方または上方に配置されていても良い。定盤5は四角形状されているが、円板状でも良い。第2搬送手段74はウォーキングビーム方式とされているが、これに限らず、ローラコンベヤ方式としても良い。定盤・枠位置調整手段4は、定盤5を移動させることにより接近位置K2と退避位置K3とに切り替えているが、これに限らず、枠2を移動させることにより接近位置K2と退避位置K3とに切り替えることにしても良いし、定盤5および枠2の双方を移動させることにより接近位置K2と退避位置K3とに切り替えることにしても良い。
【0053】
各実施例の定盤5について、中空室を形成しても良いし、砂鋳型係合部55Bを形成しても良い。実施例においてはシリンダで構成されている部位については、駆動モータ等の駆動源に置換することができる。各実施例のそれぞれの特徴構成を併有することにしても良い。本発明は上記し且つ図面に示した実施例のみに限定されるものではなく、要旨を逸脱しない範囲内で適宜変更して実施できる。
【産業上の利用可能性】
【0054】
本発明は鋳鉄系、軽合金系の鋳造プラントに利用できる。
【図面の簡単な説明】
【0055】
【図1】無枠式砂鋳型鋳造装置の全体を模式的に示すシステム図である。
【図2】枠で砂鋳型を造型する過程を模式的に示す断面図である。
【図3】枠で造型した砂鋳型を定盤と加圧盤とで挟んでいる過程を模式的に示す断面図である。
【図4】枠で造型した砂鋳型を定盤と加圧盤とで挟みつつ枠から離脱させる過程を模式的に示す断面図である。
【図5】(A)(B)(C)(D)は無枠式砂鋳型を載せている定盤を可動体に載せて搬送する過程を模式的に示す構成図である。
【図6】無枠式砂鋳型を載せている定盤を可動体で支持している状態を模式的に示す断面図である。
【図7】無枠式砂鋳型を載せている定盤を固体体で支持している状態を模式的に示す断面図である。
【図8】実施例2に係り、無枠式砂鋳型を定盤に載せている状態を模式的に示す断面図である。
【図9】(A)は枠内に鋳物砂の集合体を収容している状態を模式的に示す断面図であり、(B)は枠内に収容している鋳物砂の集合体を加圧して砂鋳型を造型している状態を模式的に示す断面図であり、(C)は枠内で造型した砂鋳型を定盤と加圧盤とで挟みつつ枠から離脱させる過程を模式的に示す断面図である。
【図10】実施例4に係り、無枠式砂鋳型を定盤に載せている状態を模式的に示す断面図である。
【図11】実施例5に係り、無枠式砂鋳型を定盤に載せている状態を模式的に示す断面図である。
【図12】実施例6に係り、定盤を模式的に示す断面図である。
【符号の説明】
【0056】
1は加圧装置、2は枠、20は収容空間、25は下端開口、26は上端開口、3は加圧機、30は造型機、31は第1加圧シリンダ、32は第1ロッド、33は第1加圧盤、35は離脱機、36は第2加圧シリンダ、37は第2ロッド、38は第2加圧盤、4は定盤枠位置調整手段、40は定盤保持面、41は定盤保持部、42は案内部、43は第1駆動源、5は定盤、50は上面、51は下面、55は砂鋳型係合部、6は砂鋳型、7は搬送手段、71は第1搬送手段、74は第2搬送手段、75は可動体、76は固定体、9は定盤移送手段、90は定盤移し変え部、91は定盤載置部、92は作動ロッドを示す。
【特許請求の範囲】
【請求項1】
(i)鋳物砂の集合体を収容可能な収容空間を有する枠と、前記枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型すると共に前記砂鋳型を前記枠から離脱可能な加圧機とを備える加圧装置と、
(ii)前記加圧機により前記枠から離脱された無枠式砂鋳型を載せるための定盤および前記枠のうちの少なくとも一方を移動させることにより、前記定盤および前記枠が相対的に接近する接近位置と、前記定盤および前記枠が相対的に離間する退避位置とに切り替え可能に設けられ、前記接近位置で前記枠から離脱した前記無枠式砂鋳型を前記定盤に載せ、前記無枠式砂鋳型を載せた前記定盤を前記退避位置に移動させる定盤・枠位置調整手段と、
(iii)前記無枠式砂鋳型を載せた前記定盤を前記退避位置から注湯位置を経て搬送させる搬送手段と、
(iv)前記無枠式砂鋳型から分離した前記定盤を定盤待機位置に移送させる定盤移送手段とを具備していることを特徴とする無枠式砂鋳型鋳造装置。
【請求項2】
請求項1において、前記定盤・枠位置調整手段は、前記定盤を前記定盤待機位置に移動可能であり、
前記定盤待機位置で前記定盤を保持する定盤保持部を備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項3】
請求項2において、前記定盤・枠位置調整手段の前記定盤保持部は、前記接近位置、前記退避位置および前記定盤待機位置にそれぞれ移動可能に設けられていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項4】
請求項1〜3のうちの一項において、前記定盤・枠位置調整手段は、前記定盤保持部の他に、鉛直方向に沿って延設され且つ前記定盤保持部を昇降方向に移動させるための案内部と、前記案内部に沿って前記定盤保持部を昇降方向に移動させる駆動源とを備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項5】
請求項1〜4のうちの一項において、前記定盤・枠位置調整手段は、前記接近位置において、前記定盤を前記枠の開口に対面または進入させることを特徴とする無枠式砂鋳型鋳造装置。
【請求項6】
請求項1〜5のうちの一項において、前記搬送手段は、前記無枠式砂鋳型を載せた前記定盤を載せる固定載置面をもつ固定体と、前記無枠式砂鋳型を載せた前記定盤を前記固定体の前記固定載置面から浮上させて搬送して前記固定体の前記固定載置面の他の部分に移し変える可動体とを備えており、
前記搬送手段の前記可動体は、前記無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、前記定盤の一端部側を支える第1可動体と、前記定盤の他端部側を支える第2可動体とを備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項7】
請求項6において、前記搬送手段の前記固定体は、前記無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、前記定盤の一端部側を支える第1固定体と、前記定盤の他端部側を支える第2固定体とを備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項1】
(i)鋳物砂の集合体を収容可能な収容空間を有する枠と、前記枠の収容空間内に収容されている鋳物砂の集合体を加圧して砂鋳型を造型すると共に前記砂鋳型を前記枠から離脱可能な加圧機とを備える加圧装置と、
(ii)前記加圧機により前記枠から離脱された無枠式砂鋳型を載せるための定盤および前記枠のうちの少なくとも一方を移動させることにより、前記定盤および前記枠が相対的に接近する接近位置と、前記定盤および前記枠が相対的に離間する退避位置とに切り替え可能に設けられ、前記接近位置で前記枠から離脱した前記無枠式砂鋳型を前記定盤に載せ、前記無枠式砂鋳型を載せた前記定盤を前記退避位置に移動させる定盤・枠位置調整手段と、
(iii)前記無枠式砂鋳型を載せた前記定盤を前記退避位置から注湯位置を経て搬送させる搬送手段と、
(iv)前記無枠式砂鋳型から分離した前記定盤を定盤待機位置に移送させる定盤移送手段とを具備していることを特徴とする無枠式砂鋳型鋳造装置。
【請求項2】
請求項1において、前記定盤・枠位置調整手段は、前記定盤を前記定盤待機位置に移動可能であり、
前記定盤待機位置で前記定盤を保持する定盤保持部を備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項3】
請求項2において、前記定盤・枠位置調整手段の前記定盤保持部は、前記接近位置、前記退避位置および前記定盤待機位置にそれぞれ移動可能に設けられていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項4】
請求項1〜3のうちの一項において、前記定盤・枠位置調整手段は、前記定盤保持部の他に、鉛直方向に沿って延設され且つ前記定盤保持部を昇降方向に移動させるための案内部と、前記案内部に沿って前記定盤保持部を昇降方向に移動させる駆動源とを備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項5】
請求項1〜4のうちの一項において、前記定盤・枠位置調整手段は、前記接近位置において、前記定盤を前記枠の開口に対面または進入させることを特徴とする無枠式砂鋳型鋳造装置。
【請求項6】
請求項1〜5のうちの一項において、前記搬送手段は、前記無枠式砂鋳型を載せた前記定盤を載せる固定載置面をもつ固定体と、前記無枠式砂鋳型を載せた前記定盤を前記固定体の前記固定載置面から浮上させて搬送して前記固定体の前記固定載置面の他の部分に移し変える可動体とを備えており、
前記搬送手段の前記可動体は、前記無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、前記定盤の一端部側を支える第1可動体と、前記定盤の他端部側を支える第2可動体とを備えていることを特徴とする無枠式砂鋳型鋳造装置。
【請求項7】
請求項6において、前記搬送手段の前記固定体は、前記無枠式砂鋳型の搬送方向に対して交差する方向に沿った断面において、前記定盤の一端部側を支える第1固定体と、前記定盤の他端部側を支える第2固定体とを備えていることを特徴とする無枠式砂鋳型鋳造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−78295(P2009−78295A)
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願番号】特願2007−250616(P2007−250616)
【出願日】平成19年9月27日(2007.9.27)
【出願人】(000100805)アイシン高丘株式会社 (202)
【Fターム(参考)】
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願日】平成19年9月27日(2007.9.27)
【出願人】(000100805)アイシン高丘株式会社 (202)
【Fターム(参考)】
[ Back to top ]