
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレート1の両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠4a、4bの開口部の外側に設けられると共に鋳枠4a、4b内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠4a、4b内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレート1は、一対の模型板1a、1bを有するとともにスクイズ手段2を内蔵している。
【解決手段】マッチプレート1と、該マッチプレート1の両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠4a、4bの開口部の外側に設けられると共に鋳枠4a、4b内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠4a、4b内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレート1は、一対の模型板1a、1bを有するとともにスクイズ手段2を内蔵している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無枠鋳型造型機に関する。より詳しくは、マッチプレートを用いた無枠鋳型造型機に関する。
【背景技術】
【0002】
従来、マッチプレートを用いた鋳型造型機は公知である(例えば、特許文献1参照)。しかし、マッチプレートの模型面側の鋳物砂は充分に圧縮されないことが多いという問題があった。
【0003】
【特許文献1】特開平6−277800号公報、図1
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記の問題に鑑みて成されたもので、マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために本発明における無枠鋳型造型機は、マッチプレートと、該マッチプレートの両側に入出自在に設けられた一対の鋳枠と、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板と、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレートは、一対の模型板を有するとともにスクイズ手段を内蔵してなることを特徴とする。
また、前記マッチプレートは、水平方向または縦方向に配置されている。
また、前記鋳物砂供給装置は、1つの鋳物砂タンクを備える鋳物砂供給装置である。
また、前記鋳物砂供給装置は、2つの鋳物砂タンクを備える鋳物砂供給装置であって、各鋳物砂タンクへの空気の供給が別々になされるように構成されている。
また、前記鋳物砂タンクにおける本体の胴壁が通気性を有する多孔質体によって構成した仕切り板によって仕切られて中空室を有する二重構造にされているのが好ましい。
前記多孔質体が非親水性の樹脂または錆の生じない金属の多孔質体であるのが好ましい。
さらに、前記入出自在に設けられた鋳枠は、水平方向または縦方向に回転する。
【発明の効果】
【0006】
本発明によれば、マッチプレートにスクイズ手段が内蔵されているので、鋳型背面と同様に模型面側からも圧縮が可能になり、鋳物砂を均一に加圧することができる。
【0007】
また、本発明は、前記マッチプレートを縦方向に配置することにより、鋳物砂が均一に充填しやすくなる。ここで、鋳物砂の鋳枠への充填には低圧の空気と鋳物砂タンク内の流動化と、鋳枠内の空気圧の制御を組み合わせたエアレーション充填がさらに好ましい。これにより、すぐれた充填が達成できるため、圧縮後の鋳型が均一に造型される。
【発明を実施するための最良の形態】
【0008】
従来は、通常マッチプレートは1枚の板として構成されているが、本発明においては、2枚の模型板とその中間にスクイズ手段が内蔵されて構成されている。本発明のマッチプレートはボックス状若しくは直方体状を呈しており、模型板がたとえばボックス内に内蔵されたスクイズ手段、たとえばアクチュエータにより移動可能に構成されているものである。
ここで本発明においては、アクチュエ−タは、油圧若しくは電動シリンダを用いることができる。
また、ここで、本発明においてスクイズ板は、剛性のある平板のみならず、弾性体とすることができる。また、本発明においてスクイズ板は、ブロック形態のセグメントスクイズをも含む概念である。
ここで鋳物砂とは鋳物の鋳造に用いる鋳型を構成する鋳物砂を言う。自然砂、人工砂を問わない。本発明において、鋳物砂とは生砂のみならずガス硬化性鋳物砂、自硬性鋳物砂をいう。
【0009】
以下、添付図面に基づいて本発明を実施するための最良の形態を説明する。
実施の形態1
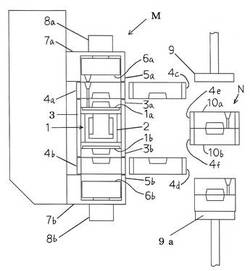
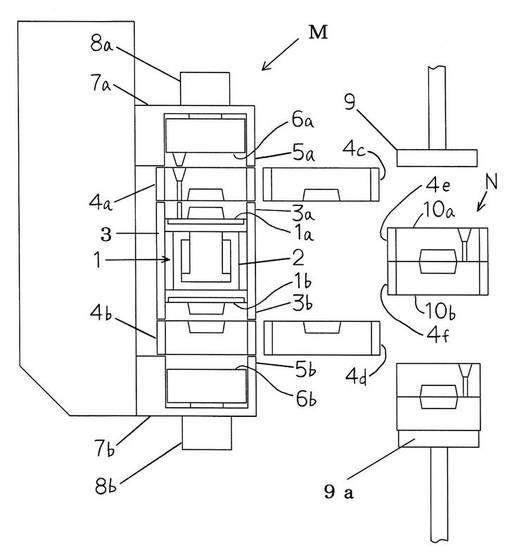
図1は本発明の実施の形態1に用いる鋳型造型機の正面概略図である。図2は図1の平面概略図である。図1において水平方向に配置されたマッチプレート1には、その内部にスクイズ手段2が内蔵されている。スクイズ手段2により模型板1a、1bは移動可能に構成されている。なお、模型板1a、1bは、複雑な模型面を有する場合には、分割して作製することができる。また、前記マッチプレート1は枠構成部材3に内装されている。この枠構成部材3の上下開口端部が盛枠の機能を持った、模型板1a、1b側の下盛枠3a、3bになるように作製されている。また、下盛枠3aの上方位置と下盛枠3bの下方位置にそれぞれ鋳枠4aと鋳枠4bが、入出自在に設けられている。さらに、鋳枠4aと鋳枠4bの上下には、鋳型背面のスクイズ時の盛枠の機能を持った、スクイズ板6a、6b側の上盛枠5a、5bを兼ねた移動可能な保持手段7a、7bが設けられている。さらにこの保持手段7a、7bにはスクイズ板6a、6bが鋳枠内に嵌入できるように格納されている。さらに保持手段7a、7bには、スクイズ板6a、6bを作動させるアクチュエータ8a、8bが設けられている。一方、鋳枠4a、4bの左側の側壁には、図示しない鋳物砂の投入口が設けられ、さらに、鋳物砂供給装置(図示せず)を構成する鋳物砂タンク(図示せず)と連通されている。
図1において、鋳枠4c、4dは回転位置R1に待機している鋳枠を示しており、さらに、その右側には、抜型ステーションNが設けられ、上からの板9により造型された鋳型10a、10bを鋳枠4e、4fから受け板9aに抜型できるように構成されている。
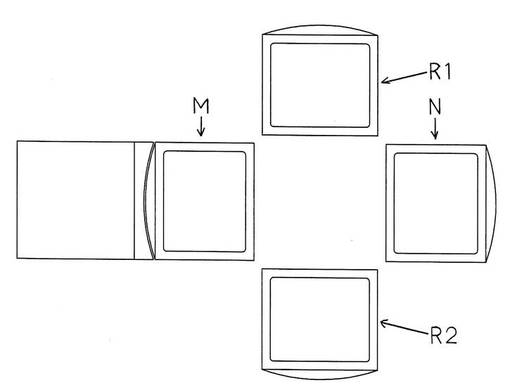
なお、鋳枠は、少なくとも造型ステーションMと造型ステーションNの2箇所の位置のあいだで回転と停止を繰り返すことができるが、本実施の形態では図2に示すように、4箇所で停止する場合、回転位置R1、造型ステーションM、回転位置R2、抜型ステーションNに、順次回転及び停止を繰り返す。
【0010】
以下、これらの構成を用いた場合の動きについて説明する。図2の造型ステーションMにおいて、図1において、図示していないアクチュエータにより鋳枠を回転させ、下盛枠3a、鋳枠4a、上盛枠5aを重ねてスクイズ板6aと模型板1aにより、上鋳型の造型空間を画成する。一方、同様にして下盛枠3b、鋳枠4b、上盛枠5bを重ねてスクイズ板6bと模型板1bによって下鋳型の造型空間を画成する。
次に、前記鋳物砂タンクに圧縮空気を作用することによって、前記造型空間に、鋳物砂を充填する。その後、保持手段7a、7bに固設されたアクチュエータ8a、8bを作動させ、鋳物砂をスクイズ板6a、6bによって圧縮する。少なくともスクイズ板6a、6bの圧縮中に、模型板1a、1bをスクイズ手段2によって作動させる。これにより、鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
特に、スクイズ板6a、6bと同時に模型板1a、1bを移動させることによって、均一な鋳型を造型できるだけでなく、圧縮時間を従来の時間の半分にすることができる。つまり、鋳型造型のサイクルタイムを非常に短くすることができる。
次いで、アクチュエータ8a、8bを作動させることにより、スクイズ板6a、6bを鋳型の背面から後退させて保持手段7a、7bの中に格納する。そして、スクイズ手段2を作動させることにより、鋳型と模型板1a、1bを分離する。その後、図示していないアクチュエータにより、鋳型を内蔵した鋳枠4a、4bを水平方向に回転させて、回転位置R2に回転させる。このとき、回転位置R1にあった鋳枠4c、4dは、造型ステーションMに移動する。さらに、回転位置R2にあった鋳枠は回転し、抜型ステーションNにおいて、上からの板9により造型された鋳型10a、10bは鋳枠から抜型される。
【0011】
上記の説明から明らかなように、本発明の実施の形態1は、マッチプレートにスクイズ手段が内蔵されているために鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
実施の形態2
【0012】
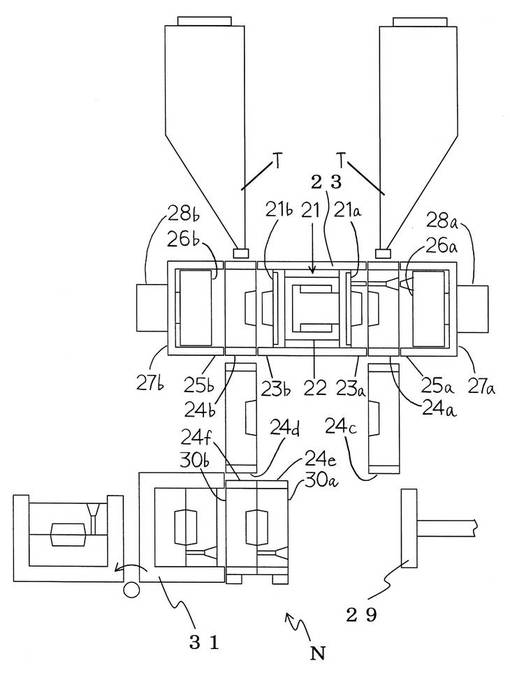
図3は、本発明の実施の形態2に用いる他の鋳型造型機の正面概略図である。図4は図3の側面概略図である。図3において縦方向に配置されたマッチプレート21には、その内部にスクイズ手段22が内蔵されている。スクイズ手段22により模型板21a、21bは移動可能に構成されている。なお、模型板21a、21bは、複雑な模型面を有する場合には、分割して作製することができる。また、前記マッチプレート21は枠構成部材23に内装されている。この枠構成部材23の左右位置の開口端部が盛枠の機能を持った、模型板21a、21b側の下盛枠23a、23bになるように作製されている。また、下盛枠23a、23bの開口部側に鋳枠24a、24bが、入出自在に設けられている。さらに、鋳枠24aの右側位置と鋳枠24bの左側位置には、鋳型背面のスクイズ時の盛枠の機能を持った、スクイズ板26a、26b側の上盛枠25a、25bを兼ねた移動可能な保持手段27a、27bが設けられている。さらにこの保持手段27a、27bにはスクイズ板26a、26bが鋳枠内に嵌入できるように格納されている。さらに保持手段27a、27bには、スクイズ板26a、26bを作動させるアクチュエータ28a、28bが設けられている。一方、鋳枠24a、24bの上側の側壁には、図示しない鋳物砂の投入口が設けられ、さらに、鋳物砂供給装置を構成する鋳物砂タンクT、Tと連通されている。
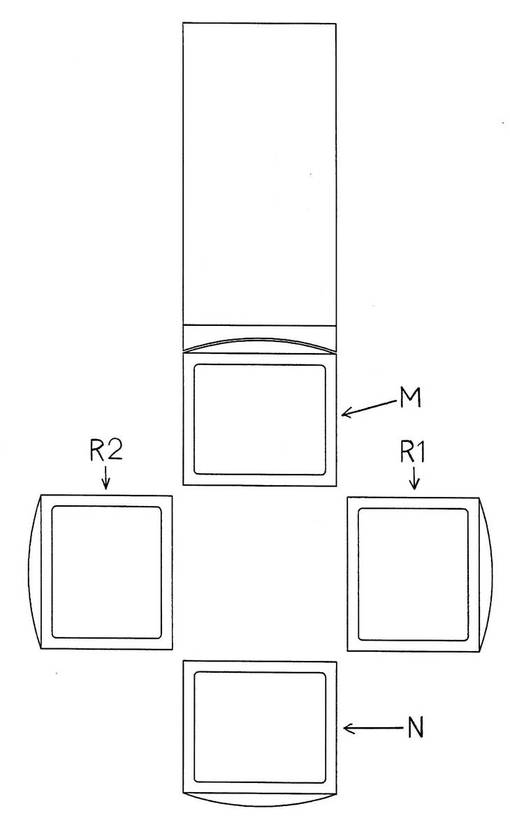
図4において、鋳枠24c、24dは回転中の鋳枠を示しており、さらに、その下側には、抜型ステーションNが設けられ、右からの板29により造型された鋳型30a、30bを鋳枠24e、24fから抜型できるように構成されている。
【0013】
なお、鋳枠は、少なくとも造型ステーションMと造型ステーションNの2箇所の位置のあいだで回転と停止を繰り返すことができるが、本実施の形態では図4に示すように、4箇所で停止する場合、回転位置R1、造型ステーションM、回転位置R2、抜型ステーションNに、順次回転及び停止を繰り返す。
【0014】
以下、これらの構成を用いた場合の動きについて説明する。図4の造型ステーションMにおいて、図3において図示していないアクチュエータにより鋳枠を回転させて、下盛枠23a、鋳枠24a、上盛枠25aを重ねてスクイズ板26aと模型板21aにより、上鋳型の造型空間を画成する。一方、同様にして下盛枠23b、鋳枠24b、上盛枠25bを重ねてスクイズ板26bと模型板21bによって下鋳型の造型空間を画成する。
次に、前記鋳物砂タンクT、Tに圧縮空気を作用することによって、前記造型空間に、鋳物砂を充填する。その後、保持手段27a、27bに固設されたアクチュエータ28a、28bを作動させ、鋳物砂をスクイズ板26a、26bによって圧縮する。少なくともスクイズ板26a、26bの圧縮中に、模型板21a、21bをスクイズ手段22によって作動させる。これにより、鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
特に、スクイズ板26a、26bと同時に模型板21a、21bを移動させることによって、均一な鋳型を造型できるだけでなく、圧縮時間を従来の時間の半分にすることができる。つまり、鋳型造型のサイクルタイムを非常に短くすることができる。
次いで、アクチュエータ28a、28bを作動させることにより、スクイズ板26a、26bを鋳型の背面から後退させて保持手段27a、27bの中に格納する。そして、スクイズ手段22を作動させることにより、鋳型と模型板1a、1bを分離する。その後、図示していないアクチュエータにより、鋳型を内蔵した鋳枠24a、24bを縦方向(垂直方向)に回転させて、回転位置R2に回転させる。このとき、回転位置R1にあった鋳枠24c、24dは造型ステーションMに移動する。さらに、回転位置R2にあった鋳枠は回転し、抜型ステーションNにおいて、右からの板29により造型された鋳型30a、30bは鋳枠から抜型され、鋳型直立装置31により鋳型30a、30bが水平となるように回転される。
【0015】
上記の説明から明らかなように、本実施の形態2は、マッチプレートにスクイズ手段が内蔵されているために鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
【0016】
つぎに本発明に適用される鋳物砂供給装置の一実施の形態を説明するが、本発明はかかる実施の形態に限定されるものではない。なお、説明をわかりやすくするために、図5に示されるように、本実施の形態にかかわる鋳物砂供給装置51は図3における紙面左側の鋳物砂タンクTについて説明し、紙面右側の鋳物砂タンクTについての説明を省略する。
鋳物砂供給装置51は、本体の胴壁51a全体が上下2組の通気性の仕切り板52、53によって仕切られるとともに区画部Taにより上下2個の中空室54、55を有する二重構造を成し、さらに、下部が左右2個の下細り状中空室に構成された2つの鋳物砂タンクTと、この鋳物砂タンクTの外周下端に装着される補助枠56と、前記2個の中空室54、55に圧縮空気源(図示せず)をそれぞれ連通させる2個の開閉弁57、58とから構成されている。前記鋳物砂タンクTの上部にはスライドゲート60によって開閉される砂供給孔61が設けられているとともに、下部には2つの砂注入口Tbが形成されている。また、前記仕切り板52、53は、図示しないシール部材を介在させて取り付けてある。
また、前記補助枠56には、補助枠56内からの圧縮空気の排出を制御する排気制御手段62が装着してあり、排気制御手段62は、前記補助枠56の上部外周に装着されて補助枠56とで気密の中空室63を形成する断面コ字状の枠体64と、前記中空室63を大気に対して開閉する複数個の開閉弁(図示せず)と、前記補助枠56に透設されて補助枠56の圧縮空気を前記中空室63に排出する多数の細孔65とで構成してある。
そして、前記仕切り板52、53は、本発明において、とくに限定されるものではないが、非親水性の樹脂または錆の生じない金属の多孔質体であることが好ましい。そして、非親水性の樹脂としては、吸水性のない樹脂で、取付け時に変形、破損が生じない強度および硬度があればその材質は問わず、例えば、高分子量ポリエチレンが好ましい。また、金属としては、水分によって錆の生じないものであれば何でもよく、かつ所要の強度を有すればその材質は問わない。
また、前記仕切り板52、53は、平均孔径が10〜500μmであって砂粒子の粒径よりも小さい多数の貫通孔を有しかつ厚さが5〜20mmである樹脂板が好ましく、より好ましくは平均孔径が10〜50μmである。厚さが5mm未満では圧縮空気により変形し、また、20mmを超えると圧縮空気の圧損が大きくなって鋳物砂が流動化しにくくなる。さらに、前記貫通孔は、孔密度が25〜50%であることが好ましく、より好ましくは30〜45%である。なお、仕切り板52、53が金属である場合、多孔質体の製造方法は問わず、例えば、焼結法でもよい。
【0017】
次に、前記実施の形態2の鋳型造型機において、図5に示す状態から所定の鋳型造型空間に鋳物砂を吹き込み充填する手順につて説明する。まず、下盛枠に鋳枠および上盛枠を重ね合わせるとともに、該鋳枠に設けられる投入口に向けて補助枠56を下降させて鋳枠上に重ねる。
【0018】
次いで、鋳物砂供給装置51の砂供給孔61をスライドゲート60によって閉鎖した後、開閉弁57、58を開いて中空室54、55に圧縮空気をそれぞれ供給し、通気性を有する仕切り板52、53から鋳物砂供給装置51の鋳物砂タンクT内に低圧の圧縮空気を噴射して鋳物砂タンクT内の鋳物砂を流動化するとともに鋳物砂の上面を加圧する。なお、特に鋳物砂タンクTの下細り状中空室内を流動化することにより、鋳物砂の下細り状中空室の内面に対する抵抗を減少させることができる。
【0019】
さらに、開閉弁57、58を開くと同時に、排気制御手段62の複数個の開閉弁を適宜開閉して補助枠56内からの圧縮空気の排出を調整し、砂注入口Tbから噴出された鋳物砂の速度を増減させるとともに、模型板に埋設されるベントプラグ(図示せず)からの排気速度を制御する。これにより、鋳枠内の空気圧が制御されて鋳型造型空間における鋳物砂の充填密度を部分的に調整することができる。この結果、鋳物砂は鋳型造型空間の隅々にまで所要状態にして適確にエアレーション充填されることとなる。
【0020】
なお、本実施の形態における鋳物砂供給装置51は、実施の形態2に適用するために2つの鋳物砂タンクTを備えているが、本発明においては、これに限定されるものではなく、実施の形態1に適用するために鋳物砂供給装置を適宜変更して1つの鋳物砂タンクを備える構成とすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施の形態1に用いる鋳型造型機の正面概略図である。
【図2】図1の平面概略図である。
【図3】本発明の実施の形態2に用いる鋳型造型機の正面概略図である。
【図4】図3の側面概略図である。
【図5】本発明に適用される鋳物砂供給装置の主要部を示す概略縦断面図である。
【符号の説明】
【0022】
1、21 マッチプレート
1a、1b、21a、21b 模型板
2、22 スクイズ手段
4a、4b、24a、24b 鋳枠
6a、6b、26a、26b スクイズ板
【技術分野】
【0001】
本発明は、無枠鋳型造型機に関する。より詳しくは、マッチプレートを用いた無枠鋳型造型機に関する。
【背景技術】
【0002】
従来、マッチプレートを用いた鋳型造型機は公知である(例えば、特許文献1参照)。しかし、マッチプレートの模型面側の鋳物砂は充分に圧縮されないことが多いという問題があった。
【0003】
【特許文献1】特開平6−277800号公報、図1
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記の問題に鑑みて成されたもので、マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために本発明における無枠鋳型造型機は、マッチプレートと、該マッチプレートの両側に入出自在に設けられた一対の鋳枠と、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板と、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレートは、一対の模型板を有するとともにスクイズ手段を内蔵してなることを特徴とする。
また、前記マッチプレートは、水平方向または縦方向に配置されている。
また、前記鋳物砂供給装置は、1つの鋳物砂タンクを備える鋳物砂供給装置である。
また、前記鋳物砂供給装置は、2つの鋳物砂タンクを備える鋳物砂供給装置であって、各鋳物砂タンクへの空気の供給が別々になされるように構成されている。
また、前記鋳物砂タンクにおける本体の胴壁が通気性を有する多孔質体によって構成した仕切り板によって仕切られて中空室を有する二重構造にされているのが好ましい。
前記多孔質体が非親水性の樹脂または錆の生じない金属の多孔質体であるのが好ましい。
さらに、前記入出自在に設けられた鋳枠は、水平方向または縦方向に回転する。
【発明の効果】
【0006】
本発明によれば、マッチプレートにスクイズ手段が内蔵されているので、鋳型背面と同様に模型面側からも圧縮が可能になり、鋳物砂を均一に加圧することができる。
【0007】
また、本発明は、前記マッチプレートを縦方向に配置することにより、鋳物砂が均一に充填しやすくなる。ここで、鋳物砂の鋳枠への充填には低圧の空気と鋳物砂タンク内の流動化と、鋳枠内の空気圧の制御を組み合わせたエアレーション充填がさらに好ましい。これにより、すぐれた充填が達成できるため、圧縮後の鋳型が均一に造型される。
【発明を実施するための最良の形態】
【0008】
従来は、通常マッチプレートは1枚の板として構成されているが、本発明においては、2枚の模型板とその中間にスクイズ手段が内蔵されて構成されている。本発明のマッチプレートはボックス状若しくは直方体状を呈しており、模型板がたとえばボックス内に内蔵されたスクイズ手段、たとえばアクチュエータにより移動可能に構成されているものである。
ここで本発明においては、アクチュエ−タは、油圧若しくは電動シリンダを用いることができる。
また、ここで、本発明においてスクイズ板は、剛性のある平板のみならず、弾性体とすることができる。また、本発明においてスクイズ板は、ブロック形態のセグメントスクイズをも含む概念である。
ここで鋳物砂とは鋳物の鋳造に用いる鋳型を構成する鋳物砂を言う。自然砂、人工砂を問わない。本発明において、鋳物砂とは生砂のみならずガス硬化性鋳物砂、自硬性鋳物砂をいう。
【0009】
以下、添付図面に基づいて本発明を実施するための最良の形態を説明する。
実施の形態1
図1は本発明の実施の形態1に用いる鋳型造型機の正面概略図である。図2は図1の平面概略図である。図1において水平方向に配置されたマッチプレート1には、その内部にスクイズ手段2が内蔵されている。スクイズ手段2により模型板1a、1bは移動可能に構成されている。なお、模型板1a、1bは、複雑な模型面を有する場合には、分割して作製することができる。また、前記マッチプレート1は枠構成部材3に内装されている。この枠構成部材3の上下開口端部が盛枠の機能を持った、模型板1a、1b側の下盛枠3a、3bになるように作製されている。また、下盛枠3aの上方位置と下盛枠3bの下方位置にそれぞれ鋳枠4aと鋳枠4bが、入出自在に設けられている。さらに、鋳枠4aと鋳枠4bの上下には、鋳型背面のスクイズ時の盛枠の機能を持った、スクイズ板6a、6b側の上盛枠5a、5bを兼ねた移動可能な保持手段7a、7bが設けられている。さらにこの保持手段7a、7bにはスクイズ板6a、6bが鋳枠内に嵌入できるように格納されている。さらに保持手段7a、7bには、スクイズ板6a、6bを作動させるアクチュエータ8a、8bが設けられている。一方、鋳枠4a、4bの左側の側壁には、図示しない鋳物砂の投入口が設けられ、さらに、鋳物砂供給装置(図示せず)を構成する鋳物砂タンク(図示せず)と連通されている。
図1において、鋳枠4c、4dは回転位置R1に待機している鋳枠を示しており、さらに、その右側には、抜型ステーションNが設けられ、上からの板9により造型された鋳型10a、10bを鋳枠4e、4fから受け板9aに抜型できるように構成されている。
なお、鋳枠は、少なくとも造型ステーションMと造型ステーションNの2箇所の位置のあいだで回転と停止を繰り返すことができるが、本実施の形態では図2に示すように、4箇所で停止する場合、回転位置R1、造型ステーションM、回転位置R2、抜型ステーションNに、順次回転及び停止を繰り返す。
【0010】
以下、これらの構成を用いた場合の動きについて説明する。図2の造型ステーションMにおいて、図1において、図示していないアクチュエータにより鋳枠を回転させ、下盛枠3a、鋳枠4a、上盛枠5aを重ねてスクイズ板6aと模型板1aにより、上鋳型の造型空間を画成する。一方、同様にして下盛枠3b、鋳枠4b、上盛枠5bを重ねてスクイズ板6bと模型板1bによって下鋳型の造型空間を画成する。
次に、前記鋳物砂タンクに圧縮空気を作用することによって、前記造型空間に、鋳物砂を充填する。その後、保持手段7a、7bに固設されたアクチュエータ8a、8bを作動させ、鋳物砂をスクイズ板6a、6bによって圧縮する。少なくともスクイズ板6a、6bの圧縮中に、模型板1a、1bをスクイズ手段2によって作動させる。これにより、鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
特に、スクイズ板6a、6bと同時に模型板1a、1bを移動させることによって、均一な鋳型を造型できるだけでなく、圧縮時間を従来の時間の半分にすることができる。つまり、鋳型造型のサイクルタイムを非常に短くすることができる。
次いで、アクチュエータ8a、8bを作動させることにより、スクイズ板6a、6bを鋳型の背面から後退させて保持手段7a、7bの中に格納する。そして、スクイズ手段2を作動させることにより、鋳型と模型板1a、1bを分離する。その後、図示していないアクチュエータにより、鋳型を内蔵した鋳枠4a、4bを水平方向に回転させて、回転位置R2に回転させる。このとき、回転位置R1にあった鋳枠4c、4dは、造型ステーションMに移動する。さらに、回転位置R2にあった鋳枠は回転し、抜型ステーションNにおいて、上からの板9により造型された鋳型10a、10bは鋳枠から抜型される。
【0011】
上記の説明から明らかなように、本発明の実施の形態1は、マッチプレートにスクイズ手段が内蔵されているために鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
実施の形態2
【0012】
図3は、本発明の実施の形態2に用いる他の鋳型造型機の正面概略図である。図4は図3の側面概略図である。図3において縦方向に配置されたマッチプレート21には、その内部にスクイズ手段22が内蔵されている。スクイズ手段22により模型板21a、21bは移動可能に構成されている。なお、模型板21a、21bは、複雑な模型面を有する場合には、分割して作製することができる。また、前記マッチプレート21は枠構成部材23に内装されている。この枠構成部材23の左右位置の開口端部が盛枠の機能を持った、模型板21a、21b側の下盛枠23a、23bになるように作製されている。また、下盛枠23a、23bの開口部側に鋳枠24a、24bが、入出自在に設けられている。さらに、鋳枠24aの右側位置と鋳枠24bの左側位置には、鋳型背面のスクイズ時の盛枠の機能を持った、スクイズ板26a、26b側の上盛枠25a、25bを兼ねた移動可能な保持手段27a、27bが設けられている。さらにこの保持手段27a、27bにはスクイズ板26a、26bが鋳枠内に嵌入できるように格納されている。さらに保持手段27a、27bには、スクイズ板26a、26bを作動させるアクチュエータ28a、28bが設けられている。一方、鋳枠24a、24bの上側の側壁には、図示しない鋳物砂の投入口が設けられ、さらに、鋳物砂供給装置を構成する鋳物砂タンクT、Tと連通されている。
図4において、鋳枠24c、24dは回転中の鋳枠を示しており、さらに、その下側には、抜型ステーションNが設けられ、右からの板29により造型された鋳型30a、30bを鋳枠24e、24fから抜型できるように構成されている。
【0013】
なお、鋳枠は、少なくとも造型ステーションMと造型ステーションNの2箇所の位置のあいだで回転と停止を繰り返すことができるが、本実施の形態では図4に示すように、4箇所で停止する場合、回転位置R1、造型ステーションM、回転位置R2、抜型ステーションNに、順次回転及び停止を繰り返す。
【0014】
以下、これらの構成を用いた場合の動きについて説明する。図4の造型ステーションMにおいて、図3において図示していないアクチュエータにより鋳枠を回転させて、下盛枠23a、鋳枠24a、上盛枠25aを重ねてスクイズ板26aと模型板21aにより、上鋳型の造型空間を画成する。一方、同様にして下盛枠23b、鋳枠24b、上盛枠25bを重ねてスクイズ板26bと模型板21bによって下鋳型の造型空間を画成する。
次に、前記鋳物砂タンクT、Tに圧縮空気を作用することによって、前記造型空間に、鋳物砂を充填する。その後、保持手段27a、27bに固設されたアクチュエータ28a、28bを作動させ、鋳物砂をスクイズ板26a、26bによって圧縮する。少なくともスクイズ板26a、26bの圧縮中に、模型板21a、21bをスクイズ手段22によって作動させる。これにより、鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
特に、スクイズ板26a、26bと同時に模型板21a、21bを移動させることによって、均一な鋳型を造型できるだけでなく、圧縮時間を従来の時間の半分にすることができる。つまり、鋳型造型のサイクルタイムを非常に短くすることができる。
次いで、アクチュエータ28a、28bを作動させることにより、スクイズ板26a、26bを鋳型の背面から後退させて保持手段27a、27bの中に格納する。そして、スクイズ手段22を作動させることにより、鋳型と模型板1a、1bを分離する。その後、図示していないアクチュエータにより、鋳型を内蔵した鋳枠24a、24bを縦方向(垂直方向)に回転させて、回転位置R2に回転させる。このとき、回転位置R1にあった鋳枠24c、24dは造型ステーションMに移動する。さらに、回転位置R2にあった鋳枠は回転し、抜型ステーションNにおいて、右からの板29により造型された鋳型30a、30bは鋳枠から抜型され、鋳型直立装置31により鋳型30a、30bが水平となるように回転される。
【0015】
上記の説明から明らかなように、本実施の形態2は、マッチプレートにスクイズ手段が内蔵されているために鋳型背面と同様に模型面側からも圧縮が可能になり鋳物砂を均一に加圧することができる。
【0016】
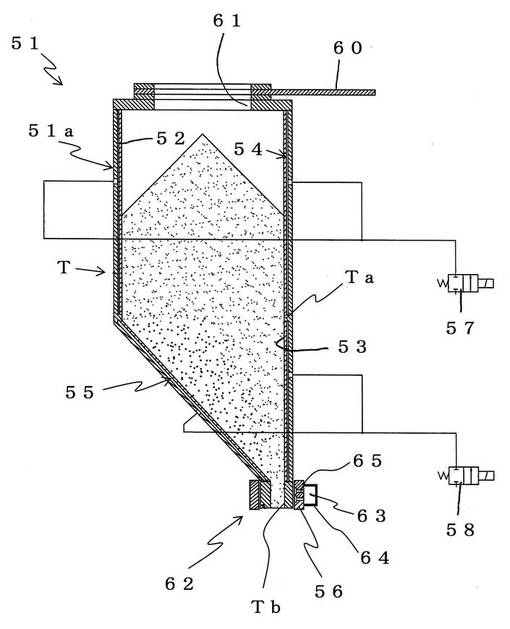
つぎに本発明に適用される鋳物砂供給装置の一実施の形態を説明するが、本発明はかかる実施の形態に限定されるものではない。なお、説明をわかりやすくするために、図5に示されるように、本実施の形態にかかわる鋳物砂供給装置51は図3における紙面左側の鋳物砂タンクTについて説明し、紙面右側の鋳物砂タンクTについての説明を省略する。
鋳物砂供給装置51は、本体の胴壁51a全体が上下2組の通気性の仕切り板52、53によって仕切られるとともに区画部Taにより上下2個の中空室54、55を有する二重構造を成し、さらに、下部が左右2個の下細り状中空室に構成された2つの鋳物砂タンクTと、この鋳物砂タンクTの外周下端に装着される補助枠56と、前記2個の中空室54、55に圧縮空気源(図示せず)をそれぞれ連通させる2個の開閉弁57、58とから構成されている。前記鋳物砂タンクTの上部にはスライドゲート60によって開閉される砂供給孔61が設けられているとともに、下部には2つの砂注入口Tbが形成されている。また、前記仕切り板52、53は、図示しないシール部材を介在させて取り付けてある。
また、前記補助枠56には、補助枠56内からの圧縮空気の排出を制御する排気制御手段62が装着してあり、排気制御手段62は、前記補助枠56の上部外周に装着されて補助枠56とで気密の中空室63を形成する断面コ字状の枠体64と、前記中空室63を大気に対して開閉する複数個の開閉弁(図示せず)と、前記補助枠56に透設されて補助枠56の圧縮空気を前記中空室63に排出する多数の細孔65とで構成してある。
そして、前記仕切り板52、53は、本発明において、とくに限定されるものではないが、非親水性の樹脂または錆の生じない金属の多孔質体であることが好ましい。そして、非親水性の樹脂としては、吸水性のない樹脂で、取付け時に変形、破損が生じない強度および硬度があればその材質は問わず、例えば、高分子量ポリエチレンが好ましい。また、金属としては、水分によって錆の生じないものであれば何でもよく、かつ所要の強度を有すればその材質は問わない。
また、前記仕切り板52、53は、平均孔径が10〜500μmであって砂粒子の粒径よりも小さい多数の貫通孔を有しかつ厚さが5〜20mmである樹脂板が好ましく、より好ましくは平均孔径が10〜50μmである。厚さが5mm未満では圧縮空気により変形し、また、20mmを超えると圧縮空気の圧損が大きくなって鋳物砂が流動化しにくくなる。さらに、前記貫通孔は、孔密度が25〜50%であることが好ましく、より好ましくは30〜45%である。なお、仕切り板52、53が金属である場合、多孔質体の製造方法は問わず、例えば、焼結法でもよい。
【0017】
次に、前記実施の形態2の鋳型造型機において、図5に示す状態から所定の鋳型造型空間に鋳物砂を吹き込み充填する手順につて説明する。まず、下盛枠に鋳枠および上盛枠を重ね合わせるとともに、該鋳枠に設けられる投入口に向けて補助枠56を下降させて鋳枠上に重ねる。
【0018】
次いで、鋳物砂供給装置51の砂供給孔61をスライドゲート60によって閉鎖した後、開閉弁57、58を開いて中空室54、55に圧縮空気をそれぞれ供給し、通気性を有する仕切り板52、53から鋳物砂供給装置51の鋳物砂タンクT内に低圧の圧縮空気を噴射して鋳物砂タンクT内の鋳物砂を流動化するとともに鋳物砂の上面を加圧する。なお、特に鋳物砂タンクTの下細り状中空室内を流動化することにより、鋳物砂の下細り状中空室の内面に対する抵抗を減少させることができる。
【0019】
さらに、開閉弁57、58を開くと同時に、排気制御手段62の複数個の開閉弁を適宜開閉して補助枠56内からの圧縮空気の排出を調整し、砂注入口Tbから噴出された鋳物砂の速度を増減させるとともに、模型板に埋設されるベントプラグ(図示せず)からの排気速度を制御する。これにより、鋳枠内の空気圧が制御されて鋳型造型空間における鋳物砂の充填密度を部分的に調整することができる。この結果、鋳物砂は鋳型造型空間の隅々にまで所要状態にして適確にエアレーション充填されることとなる。
【0020】
なお、本実施の形態における鋳物砂供給装置51は、実施の形態2に適用するために2つの鋳物砂タンクTを備えているが、本発明においては、これに限定されるものではなく、実施の形態1に適用するために鋳物砂供給装置を適宜変更して1つの鋳物砂タンクを備える構成とすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施の形態1に用いる鋳型造型機の正面概略図である。
【図2】図1の平面概略図である。
【図3】本発明の実施の形態2に用いる鋳型造型機の正面概略図である。
【図4】図3の側面概略図である。
【図5】本発明に適用される鋳物砂供給装置の主要部を示す概略縦断面図である。
【符号の説明】
【0022】
1、21 マッチプレート
1a、1b、21a、21b 模型板
2、22 スクイズ手段
4a、4b、24a、24b 鋳枠
6a、6b、26a、26b スクイズ板
【特許請求の範囲】
【請求項1】
マッチプレートと、
該マッチプレートの両側に入出自在に設けられた一対の鋳枠と、
各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板と、
前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、
を具備する無枠鋳型造型機において、
前記マッチプレートは、一対の模型板を有するとともにスクイズ手段を内蔵してなることを特徴とする無枠鋳型造型機。
【請求項2】
前記マッチプレートは、水平方向に配置されていることを特徴とする請求項1に記載の無枠鋳型造型機。
【請求項3】
前記マッチプレートは、縦方向に配置されていることを特徴とする請求項1に記載の無枠鋳型造型機。
【請求項4】
前記鋳物砂供給装置は、1つの鋳物砂タンクを備える鋳物砂供給装置である請求項1、2または3に記載の無枠鋳型造型機。
【請求項5】
前記鋳物砂タンクにおける本体の胴壁が通気性を有する多孔質体によって構成した仕切り板によって仕切られて中空室を有する二重構造にされてなる請求項4に記載の無枠鋳型造型機。
【請求項6】
前記鋳物砂供給装置は、2つの鋳物砂タンクを備える鋳物砂供給装置であって、各鋳物砂タンクへの空気の供給が別々になされるように構成されることを特徴とする請求項1、2または3に記載の無枠鋳型造型機。
【請求項7】
前記鋳物砂タンクにおける本体の胴壁が通気性を有する多孔質体によって構成した仕切り板によって仕切られて中空室を有する二重構造にされてなる請求項6に記載の無枠鋳型造型機。
【請求項8】
前記多孔質体が非親水性の樹脂または錆の生じない金属の多孔質体である請求項5または7に記載の無枠鋳型造型機。
【請求項9】
前記入出自在に設けられた鋳枠は、水平方向に回転することを特徴とする請求項2に記載の無枠鋳型造型機。
【請求項10】
前記入出自在に設けられた鋳枠は、縦方向に回転することを特徴とする請求項3に記載の無枠鋳型造型機。
【請求項1】
マッチプレートと、
該マッチプレートの両側に入出自在に設けられた一対の鋳枠と、
各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板と、
前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、
を具備する無枠鋳型造型機において、
前記マッチプレートは、一対の模型板を有するとともにスクイズ手段を内蔵してなることを特徴とする無枠鋳型造型機。
【請求項2】
前記マッチプレートは、水平方向に配置されていることを特徴とする請求項1に記載の無枠鋳型造型機。
【請求項3】
前記マッチプレートは、縦方向に配置されていることを特徴とする請求項1に記載の無枠鋳型造型機。
【請求項4】
前記鋳物砂供給装置は、1つの鋳物砂タンクを備える鋳物砂供給装置である請求項1、2または3に記載の無枠鋳型造型機。
【請求項5】
前記鋳物砂タンクにおける本体の胴壁が通気性を有する多孔質体によって構成した仕切り板によって仕切られて中空室を有する二重構造にされてなる請求項4に記載の無枠鋳型造型機。
【請求項6】
前記鋳物砂供給装置は、2つの鋳物砂タンクを備える鋳物砂供給装置であって、各鋳物砂タンクへの空気の供給が別々になされるように構成されることを特徴とする請求項1、2または3に記載の無枠鋳型造型機。
【請求項7】
前記鋳物砂タンクにおける本体の胴壁が通気性を有する多孔質体によって構成した仕切り板によって仕切られて中空室を有する二重構造にされてなる請求項6に記載の無枠鋳型造型機。
【請求項8】
前記多孔質体が非親水性の樹脂または錆の生じない金属の多孔質体である請求項5または7に記載の無枠鋳型造型機。
【請求項9】
前記入出自在に設けられた鋳枠は、水平方向に回転することを特徴とする請求項2に記載の無枠鋳型造型機。
【請求項10】
前記入出自在に設けられた鋳枠は、縦方向に回転することを特徴とする請求項3に記載の無枠鋳型造型機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−213036(P2008−213036A)
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願番号】特願2007−164452(P2007−164452)
【出願日】平成19年6月22日(2007.6.22)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願日】平成19年6月22日(2007.6.22)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]