
無機材料−高分子樹脂複合造粒物とその製造方法

【課題】無機粒子や無機粉体などの無機材料を高い含有量で含み、かつ可撓性を有する、取扱性や作業性に優れた球状造粒物である高分子樹脂複合造粒物とその製造法、及びこれを用いる高分子樹脂複合材料成型体を提供する。
【解決手段】無機粒子又は無機粉体1及び液状の有機高分子樹脂2を、公転又は自転公転を有する攪拌造粒装置によって混合し造粒して得られる、平均粒子径が0.1〜5mmの無機材料−高分子樹脂複合造粒物3と、その製造法、及びこの無機材料-高分子樹脂複合材料である。造粒物および高分子樹脂複合材料成型体中の無機材料の含有量が40〜80vol%の範囲である。
【解決手段】無機粒子又は無機粉体1及び液状の有機高分子樹脂2を、公転又は自転公転を有する攪拌造粒装置によって混合し造粒して得られる、平均粒子径が0.1〜5mmの無機材料−高分子樹脂複合造粒物3と、その製造法、及びこの無機材料-高分子樹脂複合材料である。造粒物および高分子樹脂複合材料成型体中の無機材料の含有量が40〜80vol%の範囲である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、可撓性を有する無機材料−高分子樹脂複合造粒物とその製造方法、並びに無機材料と高分子樹脂からなる複合材料に関するものである。より詳しくは、無機材料と高分子樹脂を混合することにより得られる、可撓性を有し気孔がなく且つ高粉体含有量の無機材料−高分子樹脂複合造粒物とその製造方法、並びに無機材料と高分子樹脂からなる複合材料とその成形体に関するものである。
【背景技術】
【0002】
最近では、急速に進展する情報・家電・自動車産業などの産業分野において、それらの製品の製造のために、高度な要求を満たした透明導電膜、半導体関連部材、光学材料などが必要とされている。これらの高機能材料では、高分子化合物、金属、セラミックスなどの個別の材料のみでは一般に達成が困難となる様々な相反する機能、例えば、絶縁性と熱伝導性、絶縁性と高屈折特性、加工性(易成形性)などのような様々な機能が必要とされ、このような材料特性を有する可撓性の無機材料−高分子樹脂ハイブリッド材料がその生産性と併せて求められている。
【0003】
このような優れた特性を有する材料を得るため、加工性の良い高分子樹脂に、高屈折率、高熱伝導性、高誘電率などの特性を有する無機粒子を混合した複合材料が種々提案されている。このような複合材料の製造に際しては、例えば、熱可塑性樹脂粉末またはペレットと無機粒子・粉体をそれぞれ単独で、もしくは両者をあらかじめ混合し、直接、成形機に供給することが一般的である(例えば、特許文献1、特許文献2参照)。しかしながら、このような方法では、ホッパー内で原料粉末が固まり、ブリッジ現象を生じるため、生産性の低下及び品質のばらつき等が起こる問題がある。
【0004】
このような問題を解決するための一つの方法として、例えば、セラミックスなどの粉末粒子を扱う製造では、粉末粒子をそのまま扱うのではなく、あらかじめ粉末粒子を球状の顆粒形状に成形し、成型加工の工程でその顆粒を用いることにより、生産性を上げることが提案されている(例えば、特許文献3参照)。
【0005】
一般的に顆粒の製造にはスプレードライヤーが用いられ、スラリーを噴霧し急速に加熱乾燥して製造される。このような方法で得られた顆粒は可撓性がなく、その顆粒の直径も200μm以下程度のものとなる。また、乾燥の際に溶媒を蒸発させるため顆粒の内部が中空の球状体になり、このような顆粒を用いて得られた複合材料による成型体には気孔などの内部欠陥が生じるという問題があった(例えば、非特許文献1参照)。
【0006】
更に、高分子樹脂にセラミックスなどの無機粒子や無機粉体を混入する場合、無機粉末の添加量が高くなると粉末粒子の凝集が起こり、混合物の流動性が著しく低下する。現状では高い粉体含有量の無機粒子や無機粉体を混合しながら、樹脂特性の一つである可撓性を発現させることは困難である。また、高い粉体含有量になると、粒子同士の凝集が起こっている状態で、それを熱間プレスなどで成型加工しても、成型体の構造中で高分子樹脂の偏析が生じ、品質ならびに特性のばらつきが生じるという問題もある。樹脂や無機粒子・粉体の種類によっては、受ける熱履歴によって変質を引き起こすという問題もある。
【0007】
【特許文献1】特開昭51−90336号公報
【特許文献2】特表2006−506257号公報
【特許文献3】特開2007−22018号公報
【非特許文献1】T. Hotta, K. Nakahira, M. Naito, N. Shinohara, M. Okumiya, K. Uematsu “Origin of strength change in ceramics associated with the alteration of spray dryer” J. Mater. Res., Vol.14, No.7, Jul.(1999)
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、以上のような無機材料−高分子複合体の種々の問題点を解決することのできる、無機材料−高分子複合材料やその成型体の製造に使用することのできる、無機材料を高い含有量で含み、かつ可撓性を有する、取扱性や作業性に優れた球状造粒物とその製造法を提供することをその目的とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記のような課題を解決すべく鋭意研究を重ねた結果、無機材料を高分子樹脂に配合するに際して公転又は自転公転を有する攪拌方式を採用することによってこれらの課題を解決したものが得られることを見出し、本発明を完成した。
【0010】
即ち、本発明は、以下の内容をその要旨とするものである。
(1)無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒して得られる、平均粒子径が0.1〜5mmの無機材料−高分子樹脂複合造粒物。
(2)前記造粒物中の無機粒子又は無機粉体の含有量が、40〜80vol%の範囲である、前記(1)に記載の無機材料−高分子樹脂複合造粒物。
(3)前記無機粒子又は無機粉体の一次粒子径が、10〜3000nmの範囲である、前記(1)又は(2)に記載の無機材料−高分子樹脂複合造粒物。
(4)前記無機粒子又は無機粉体が、アルミナ、ジルコニア、窒化アルミニウム、窒化ホウ素、窒化珪素、炭化珪素、チタン酸バリウム、シリカ、および二酸化チタンからなる群より選ばれる1種又は2種以上の粉末無機材料である、前記(1)ないし(3)のいずれかに記載の無機材料−高分子樹脂複合造粒物。
(5)前記有機高分子樹脂が、エポキシ樹脂、アクリル樹脂、ポリイミド樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、およびポリビニルブチル樹脂からなる群より選ばれる1種又は2種以上の高分子材料である、前記(1)ないし(4)のいずれかに記載の無機材料−高分子樹脂複合造粒物。
(6)無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒する、無機材料−高分子樹脂複合造粒物の製造方法。
(7)攪拌造粒装置の収納容器の公転数が毎分500〜5000回転である、前記(6)に記載の無機材料−高分子樹脂複合造粒物の製造方法。
(8)攪拌造粒装置が、その収納容器が公転すると同時に自転する自転公転方式である、前記(6)又は(7)に記載の無機材料−高分子樹脂複合造粒物の製造方法。
(9)攪拌造粒装置の収納容器の公転数が毎分500〜5000回転、自転数が毎分0〜2000回転である、前記(8)に記載の無機材料−高分子樹脂複合造粒物の製造方法。
(10)無機粒子又は無機粉体の含有量が、40〜80vol%の範囲である、前記(6)ないし(9)のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
(11)液状の有機高分子樹脂が、造粒温度で液状である、又は高分子樹脂を溶媒に溶解した樹脂溶液である、前記(6)ないし(10)のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
(12)前記(1)ないし(5)のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料。
(13)前記(1)ないし(5)のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料成型体。
【発明の効果】
【0011】
本発明の無機材料−高分子樹脂複合造粒物は、造粒物中に40〜80vol%という非常に高い含有量で無機粒子又は無機粉体を含んでおり、しかも可撓性を有している。更に、無機粉体と高分子樹脂が緊密かつ均一に混じりあっていて造粒物の内部に空隙や気孔などが存在しない。従って、本発明の造粒物を用いて、これを圧縮成型することによって、任意の形状に、容易に、かつ空隙や中空部などの欠陥のない高品質の成型体に加工することができる。しかも、40〜80vol%という非常に高い含有量で無機粒子又は無機粉体を含んだ成型体を得ることができ、導電性、絶縁性、高屈折性、耐摩耗性など様々な特性を有する複合材料を容易に製造することができる。
【発明を実施するための最良の形態】
【0012】
以下に本発明についてさらに詳しく説明する。
本発明の無機材料−高分子樹脂複合造粒物は、従来の無機材料複合体のように樹脂粉末と無機材料を単純に混合して複合化したものではなく、液状の高分子樹脂中に無機粒子や無機粉体などの無機材料を混合し、これを公転又は自転公転を有する攪拌・造粒装置で造粒して得られた造粒物であり、その造粒物の粒径が0.1mmから5mmであり、さらにその造粒物が可撓性を有することを特徴とする造粒物である。
【0013】
無機粒子や無機粉体を液状高分子樹脂とともに攪拌・造粒装置の容器の中に加え、この容器を公転又は自転公転処理することにより高粉体含有量で且つ可撓性を持つ本発明の球状造粒物を製造することができる。この造粒物を成型用の型に入れ圧縮することにより、造粒物から液状高分子樹脂が滲み出し、さらにはその可撓性により造粒物が変形し、高粉体含有量の無機材料−有機高分子複合材料あるいはその成型体を得ることができる。
【0014】
使用する無機粒子又は無機粉体としては、金属粉末、金属間化合物粉末、酸化物、炭化物、窒化物などのアルミナ、ジルコニア、窒化アルミニウム、窒化ホウ素、窒化珪素、炭化珪素、チタン酸バリウム、シリカ、二酸化チタンなどのセラミックス粉末あるいはこれらの混合粉末であればよく、無機物の種類に制限はない。
【0015】
これらの無機粒子や無機粉体は、その一次粒子径が10〜3000nmのものを使用することができ、100〜2000nmのものがより好ましい。一次粒子径が10nm未満のものでは十分な流動性が得られず、生産性が悪くなり、また3000nmを超えるものでは造粒物製造時の直径のばらつきが大きくなり、いずれも本発明の造粒物には好ましくない。
【0016】
また、使用する高分子樹脂としては、無機粒子又は無機粉体の分散媒として使用することのできる造粒加工時に液状である高分子樹脂であれば特に制限されない。このような高分子樹脂として、例えば、従来から使用されているエポキシ樹脂、アクリル樹脂、ポリイミド樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、およびポリビニルブチル樹脂などを使用することができる。これらの高分子樹脂は、造粒加工時の温度で液状であるか、或いは溶媒に溶解した高分子樹脂の溶液であればよい。
【0017】
また、本発明に使用する無機粒子や無機粉体ならびに高分子樹脂は、本発明の効果を損なわない限りにおいて、得られる無機材料−高分子樹脂複合造粒物ならびに無機材料―高分子樹脂複合材料の特性向上のために、複数種を用いて造粒物製造を行っても差し支えなく、本発明に包含されるものである。
【0018】
本発明にて提供される球状の無機材料−高分子樹脂複合造粒物は、公転又は自転公転を有する攪拌装置を用いて製造することができる。すなわち、無機粒子や無機粉体と液状高分子樹脂を攪拌造粒装置の容器の中で混合し、この容器を毎分500から5000回転、好適には1000から2500回転で公転させて、球状造粒物を形成させる。さらに好ましくは、公転と同時に、この容器を自転することによって扁平のない球状造粒物を形成させることができる。当然ながら、公転のみで球状造粒物を製造しても差し支えはないが、自転と公転を併せ持った攪拌による造粒物形成が、扁平のない球状形態を製造する上で好ましい。自転公転させる場合には、その容器の自転の回転数は毎分0〜2000回転、好適には500〜1000回転である。
【0019】
球状造粒物の形成において、自転時間と公転時間は特に制限されるものではなく、無機材料と高分子樹脂の種類とその量によって適宜選択すればよく、所望の特性並びに大きさと形状を有する造粒物が得られるまで行うことができる。
【0020】
無機粒子や無機粉体などの無機材料と液状高分子樹脂の混合割合は、得られる造粒物の中の無機材料の含有量が40〜80容積%とすることができ、非常に高い粉体含量の球状造粒物とすることができる。従って、このような球状造粒物を圧縮成型して得られる本発明の無機材料―高分子樹脂複合材料やその成型体も、無機材料の含有量が40〜80容積%という高い無機材料の含有量の複合体とすることができる。
【0021】
また、造粒物の直径は液状高分子樹脂の粘度、混合する無機粉体の量によって制御可能である。
【0022】
混合する高分子樹脂は液状のものであればよいが、その粘度が高い場合は造粒物の直径は大きく、粘度が低い場合は造粒物の直径が小さくなる。高分子樹脂の粘度は必要に応じ溶媒を加え調整し使用することが可能であるが、その溶媒の種類は、高分子樹脂が溶ける溶媒であれば限定されるものではなく、好ましくは比較的低沸点のものを用いることで乾燥コストを削減できる。また、造粒物の粒径が0.1mmに満たないものは十分な流動性が得られず生産性が悪く、5mmを超えるものは造粒物製造時の直径のばらつきが大きいため、造粒物の粒径が0.1から5mmの範囲で製造するのが好ましい。
【0023】
また、混合する粉体量が減少すると、造粒物形成のための核となった粒子表面に樹脂が充分に吸着し、新たな粉体が付着しやすくなり、造粒物粒径は大きくなる。その混合粉体量は必要に応じて決定するもので限定されるものではないが、混合する粉体の好ましい含有量は40〜80容積%の範囲である。40容積%未満では、液状高分子樹脂が多すぎて造粒物を形成しない。また、80容積%を超える場合には、粒子表面への樹脂の吸着量が足りず良好な造粒物を形成しないため、どちらも好ましくない。好適には、無機粒子の一次粒子径が10nm〜3000nmの範囲では50から70容積%を用いる。
【0024】
以上のような本発明の無機材料−高分子樹脂複合造粒物は、次のような特徴を有する。即ち、第1に無機材料と高分子材料を混練、造粒することによって得られた造粒物であって、その造粒物の粒径が0.1〜5mmであり、第2にこの造粒物中の粉体含有量が、40〜80容積%の範囲である高粉体含有量の球状造粒物である。第3に造粒物を構成する無機粒子や無機粉体が、少なくとも1種類の粉末無機材料を含有する造粒物であり、第4に造粒物を構成する無機材料の一次粒子径が10〜3000nmの範囲である。また、第5として造粒物を構成する高分子樹脂材料が、少なくとも1種類、または複数種類の液状高分子樹脂を含有している。第6として形成される複合体造粒物には中空気孔がなく、第7として無機材料と高分子材料の配合比を調整し、あるいは造粒の条件を変えることにより造粒物の粒子径を0.1mmから5mmの範囲で制御可能である。さらに、第8に形成された球状造粒物に可撓性があることを特徴とする易成形性の造粒物であり、第9としてそのため加熱をせずとも圧縮成形して簡単に無機材料−有機高分子複合材料あるいはその成型体を得ることが可能である。第10にその圧縮成形して得られた無機材料―有機高分子複合材料やその成型体の粉体含有量が、40から80容積%という高い粉体含有量の複合体である特徴を有する。さらに第11として、無機材料と高分子樹脂材料を配合並びに混合し自転公転もしくは公転を有する攪拌造粒装置により造粒物を製造するという特徴がある。
【0025】
次に、本発明で提供される可撓性の無機材料−高分子樹脂複合造粒物を用いた無機材料−高分子樹脂複合材料とその成型体の特徴について説明する。
【0026】
本発明で提供される球状造粒物である無機材料−高分子樹脂複合造粒物は、液状の高分子樹脂を20から60vol%含んでいる。そのため、乾式プレス機、熱間プレス機、ロール機など圧力を用いた圧縮成型すなわち公知の圧縮成型工法を用いて成型加工することによって、造粒物から液状高分子樹脂が染み出し、造粒物の間をつなぐ作用をもたらす。その際、造粒物が可撓性であるために破壊されることなく変形する。その結果、このような圧縮成型加工法によって易成形性の高い粉体含有量を有する無機材料-高分子樹脂複合材料およびその成型体が得られる。
【0027】
図1はこのような可撓性の本発明の無機材料−高分子樹脂複合造粒物を圧縮成型加工する際の様子を模式的に示した説明図である。まず、図1の(A)に示すように、圧縮成型の金型内に、無機粒子1と液状高分子樹脂2からなる無機材料−高分子樹脂複合造粒物3が敷き詰められる。この造粒物3は液状高分子樹脂2を20〜60vol%含んでいる。この造粒物3が圧縮されると、図1の(B)に示すように、粒子が破壊されることなく変形して、圧縮に伴って造粒物3から液状高分子樹脂2が染み出る。変形が進む過程で、造粒物3の間に染み出した液状高分子樹脂2が隣接した造粒物3をつなぐ。更に圧縮が進み、圧縮加工が完了すると、図1の(C)に示すように、造粒物3中の無機粒子1も変形して造粒物3の粒子全体が変形し、液状高分子樹脂2とともに隣接する造粒物3同士が互いに一体化して成型体が得られる。
【0028】
この圧縮成型加工に使用する造粒物は単一の直径のものでも良いし、粒子径の異なる造粒物を配合しても差し支えない。加圧する圧力を印加した際に造粒物から液状高分子樹脂が染み出れば、造粒物の間をつなぎ互いに接着するため、成型体が大型小型であるを問わず、また成型体の厚さを問わず成型加工が可能である。
【0029】
以上述べたように、本発明では、液状高分子樹脂を含んだ高粉体含有量を有した可撓性の球状造粒物が得られるので、これを用いて容易に無機材料−高分子樹脂複合材料とその成型体を製造することができ、樹脂複合体やその成型体の生産性と加工性が向上する。従って、金属、金属間化合物、セラミックスなどの無機材料と高分子樹脂とを複合化した複合材料・部材や成型加工した製品の高性能化を期待することができる。このように、本発明は、無機材料−高分子樹脂複合材料や部材の産業だけでなく、それを利用して製品を製造する諸産業において与える影響は大きい。
【0030】
次に、本発明を実施例によって具体的に説明するが、本発明はこれらの実施例によって何ら限定されるものではない。
【実施例】
【0031】
(実施例1)
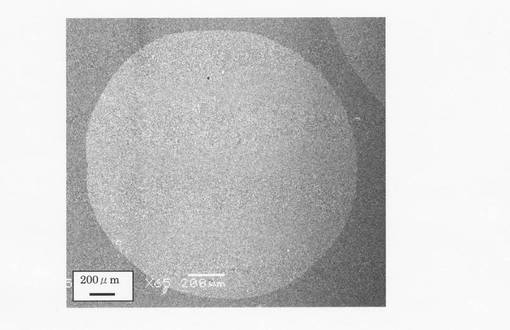
原料無機粉末として酸化アルミニウム粉末(アルミナ粉末:平均一次粒子径約500nm)を、液状高分子樹脂としてエポキシ樹脂及びキシレンを体積比1:1として粘度調整した混合溶液を用いた。このエポキシ樹脂とキシレンの混合溶液に、アルミナ粉末をその粉体含有量が57.3vol%となるように加え、室温で攪拌造粒機により試料容器の公転回転数2000rpmで、かつ自転回転数800rpmの条件で、合計11分間の攪拌造粒処理を行った。その結果、平均粒子径が1.46mmの球状造粒物を得た。この造粒物の断面の電子顕微鏡写真(倍率:65倍)を図2に示す。この電子顕微鏡写真では、粒子の断面に中空気孔は見られなかった。乾燥によって混入したキシレンが揮発するため、乾燥後の造粒物の粉体含有量は77.3vol%となった。
【0032】
(実施例2)
原料無機粉末として実施例1と同じアルミナ粉末を、液状高分子樹脂としてエポキシ樹脂を用いた。エポキシ樹脂に、アルミナ粉末をその濃度が66.7vol%となるように加え、実施例1と同じ攪拌造粒機により、試料容器の公転回転数2000rpmで、かつ自転回転数800rpmで合計6分間の攪拌造粒処理を行った。次に、この造粒物にアルミナ粉末の粉体含有量が全量に対し50vol%となるようにキシレンを加え、公転回転数2000rpmで、かつ自転回転数800rpmの条件で5分間攪拌造粒処理を行った。その結果、平均粒子径が2.74mmの球状造粒物を得た。得られた造粒物の断面を観察するとその断面に中空気孔は見られなかった。
【0033】
(実施例3)
実施例1と同じアルミナ粉末およびエポキシ樹脂とキシレンの混合溶液を準備した。まず、最初にアルミナ粉末の粉体含有量が66.7vol%となるように混合溶液を加え、攪拌造粒機により公転回転数2000rpmで、かつ自転回転数800rpmの条件で、合計6分間の攪拌造粒処理を行った。その後、この造粒物にさらに混合溶液を加えてアルミナ粉末の粉体含有量が全量に対し57.3vol%となるように調整し、公転回転数2000rpmで、かつ自転回転数800rpmの条件で5分間の攪拌造粒処理を行った。その結果、平均粒子径が0.62mmの球状造粒物を得た。ここでは実施例1で得られた造粒物よりも小さな粒子径の造粒物が得られた。得られた造粒物の断面を観察するとその断面に中空気孔は見られなかった。
【0034】
(実施例4)
原料無機粉末として酸化アルミニウム粉末(アルミナ粉末:平均一次粒子径約500nm)及び窒化アルミニウム粉末(窒化アルミ粉末:平均一次粒子径約1000nm)を体積比1:1で混合した粉末を、液状高分子樹脂としてエポキシ樹脂及びキシレンを体積比1:1として作製した混合溶液を用いた。酸化アルミニウムと窒化アルミニウムの混合粉末の粉体含有量が50から60vol%となるようにエポキシ樹脂とキシレンの混合溶液を加え、攪拌造粒機により、自転回転数800rpmで、かつ公転回転数2000rpmの条件で5分間の攪拌造粒処理を行った。
【0035】
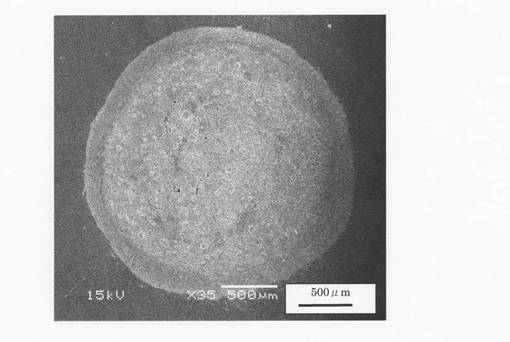
その結果、平均粒子径が2.39mmの球状造粒物を得た。この造粒物の断面の電子顕微鏡写真(倍率:35倍)を図3に示す。この電子顕微鏡写真では、粒子の断面に中空気孔は見られず、アルミナ粉末と窒化アルミニウム粉末がエポキシ樹脂と一体化した造粒物が形成されていることが認められた。
【0036】
(実施例5)
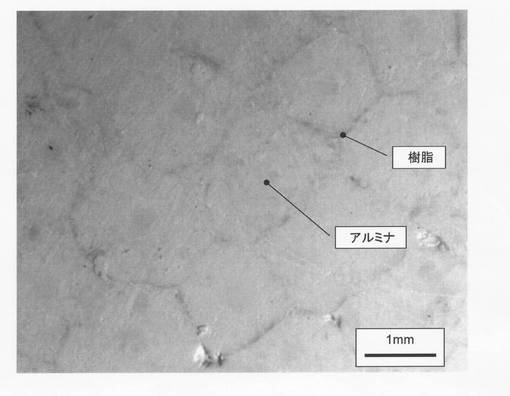
実施例1で得た球状造粒物0.42gを、直径11.5mmの金型の中に敷き詰め、300MPaの圧力でプレスした。造粒物同士が圧縮変形することで、厚さ1mmの成型体が得られた。プレス加工後の成型体の断面の実体顕微鏡写真(倍率:10倍)を図4に示す。
【0037】
この電子顕微鏡写真によれば、プレス加工の際に球状造粒物は破壊せず、扁平率約62%で変形し、可撓性を示した。さらに、図4からわかるように、この成型体では球状造粒物からエポキシ樹脂が染み出し、扁平になった造粒物の間の空隙を埋めている様子が観察された。この無機材料-高分子樹脂複合材料は、粉体含有量が68.5%であった。この様に本発明の造粒物は高い粉体含有量の無機材料-高分子樹脂複合材料とその成型体を容易に成形加工で製造することができる。
【産業上の利用可能性】
【0038】
以上詳述したように、本発明は、圧縮成型に適合した可撓性を有する無機材料−高分子樹脂複合造粒物、その製造方法、この造粒物を使用して作製した高い粉体含有量の成型体に係るものであり、公転又は自転公転を有する攪拌造粒装置により製造された可撓性を有する造粒物である。さらに、この造粒物を圧縮成型加工することにより容易に粉体含有率を40−80%の無機材料−高分子樹脂複合材料とその成型体を提供することができる。従って、各種の金属やアルミナ、ジルコニア、窒化珪素、炭化珪素、シリカなどの無機材料を高い含有量で含む複合体とするこができ、これらの無機材料の特性を生かした絶縁性、熱伝導性、導電性、高屈折特性、耐摩耗性などのさまざまな特性を有する高分子樹脂複合体とすることができ、情報・家電・自動車産業などのさまざまな産業分野の機能性部材として有用である。
【図面の簡単な説明】
【0039】
【図1】本発明の無機材料−高分子樹脂複合造粒物を圧縮成型加工する際の様子を模式的に示した説明図である。
【図2】実施例1で製造した本発明の無機材料−高分子樹脂複合造粒物の断面の電子顕微鏡写真である。
【図3】実施例4で製造した本発明の無機材料−高分子樹脂複合造粒物の断面の電子顕微鏡写真である。
【図4】実施例5で製造した本発明の無機材料−高分子樹脂複合材料成型体の断面の一部の実体顕微鏡写真である。
【符号の説明】
【0040】
1:無機粒子、2:液状高分子樹脂、3:無機材料−高分子樹脂複合造粒物。
【技術分野】
【0001】
本発明は、可撓性を有する無機材料−高分子樹脂複合造粒物とその製造方法、並びに無機材料と高分子樹脂からなる複合材料に関するものである。より詳しくは、無機材料と高分子樹脂を混合することにより得られる、可撓性を有し気孔がなく且つ高粉体含有量の無機材料−高分子樹脂複合造粒物とその製造方法、並びに無機材料と高分子樹脂からなる複合材料とその成形体に関するものである。
【背景技術】
【0002】
最近では、急速に進展する情報・家電・自動車産業などの産業分野において、それらの製品の製造のために、高度な要求を満たした透明導電膜、半導体関連部材、光学材料などが必要とされている。これらの高機能材料では、高分子化合物、金属、セラミックスなどの個別の材料のみでは一般に達成が困難となる様々な相反する機能、例えば、絶縁性と熱伝導性、絶縁性と高屈折特性、加工性(易成形性)などのような様々な機能が必要とされ、このような材料特性を有する可撓性の無機材料−高分子樹脂ハイブリッド材料がその生産性と併せて求められている。
【0003】
このような優れた特性を有する材料を得るため、加工性の良い高分子樹脂に、高屈折率、高熱伝導性、高誘電率などの特性を有する無機粒子を混合した複合材料が種々提案されている。このような複合材料の製造に際しては、例えば、熱可塑性樹脂粉末またはペレットと無機粒子・粉体をそれぞれ単独で、もしくは両者をあらかじめ混合し、直接、成形機に供給することが一般的である(例えば、特許文献1、特許文献2参照)。しかしながら、このような方法では、ホッパー内で原料粉末が固まり、ブリッジ現象を生じるため、生産性の低下及び品質のばらつき等が起こる問題がある。
【0004】
このような問題を解決するための一つの方法として、例えば、セラミックスなどの粉末粒子を扱う製造では、粉末粒子をそのまま扱うのではなく、あらかじめ粉末粒子を球状の顆粒形状に成形し、成型加工の工程でその顆粒を用いることにより、生産性を上げることが提案されている(例えば、特許文献3参照)。
【0005】
一般的に顆粒の製造にはスプレードライヤーが用いられ、スラリーを噴霧し急速に加熱乾燥して製造される。このような方法で得られた顆粒は可撓性がなく、その顆粒の直径も200μm以下程度のものとなる。また、乾燥の際に溶媒を蒸発させるため顆粒の内部が中空の球状体になり、このような顆粒を用いて得られた複合材料による成型体には気孔などの内部欠陥が生じるという問題があった(例えば、非特許文献1参照)。
【0006】
更に、高分子樹脂にセラミックスなどの無機粒子や無機粉体を混入する場合、無機粉末の添加量が高くなると粉末粒子の凝集が起こり、混合物の流動性が著しく低下する。現状では高い粉体含有量の無機粒子や無機粉体を混合しながら、樹脂特性の一つである可撓性を発現させることは困難である。また、高い粉体含有量になると、粒子同士の凝集が起こっている状態で、それを熱間プレスなどで成型加工しても、成型体の構造中で高分子樹脂の偏析が生じ、品質ならびに特性のばらつきが生じるという問題もある。樹脂や無機粒子・粉体の種類によっては、受ける熱履歴によって変質を引き起こすという問題もある。
【0007】
【特許文献1】特開昭51−90336号公報
【特許文献2】特表2006−506257号公報
【特許文献3】特開2007−22018号公報
【非特許文献1】T. Hotta, K. Nakahira, M. Naito, N. Shinohara, M. Okumiya, K. Uematsu “Origin of strength change in ceramics associated with the alteration of spray dryer” J. Mater. Res., Vol.14, No.7, Jul.(1999)
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、以上のような無機材料−高分子複合体の種々の問題点を解決することのできる、無機材料−高分子複合材料やその成型体の製造に使用することのできる、無機材料を高い含有量で含み、かつ可撓性を有する、取扱性や作業性に優れた球状造粒物とその製造法を提供することをその目的とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記のような課題を解決すべく鋭意研究を重ねた結果、無機材料を高分子樹脂に配合するに際して公転又は自転公転を有する攪拌方式を採用することによってこれらの課題を解決したものが得られることを見出し、本発明を完成した。
【0010】
即ち、本発明は、以下の内容をその要旨とするものである。
(1)無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒して得られる、平均粒子径が0.1〜5mmの無機材料−高分子樹脂複合造粒物。
(2)前記造粒物中の無機粒子又は無機粉体の含有量が、40〜80vol%の範囲である、前記(1)に記載の無機材料−高分子樹脂複合造粒物。
(3)前記無機粒子又は無機粉体の一次粒子径が、10〜3000nmの範囲である、前記(1)又は(2)に記載の無機材料−高分子樹脂複合造粒物。
(4)前記無機粒子又は無機粉体が、アルミナ、ジルコニア、窒化アルミニウム、窒化ホウ素、窒化珪素、炭化珪素、チタン酸バリウム、シリカ、および二酸化チタンからなる群より選ばれる1種又は2種以上の粉末無機材料である、前記(1)ないし(3)のいずれかに記載の無機材料−高分子樹脂複合造粒物。
(5)前記有機高分子樹脂が、エポキシ樹脂、アクリル樹脂、ポリイミド樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、およびポリビニルブチル樹脂からなる群より選ばれる1種又は2種以上の高分子材料である、前記(1)ないし(4)のいずれかに記載の無機材料−高分子樹脂複合造粒物。
(6)無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒する、無機材料−高分子樹脂複合造粒物の製造方法。
(7)攪拌造粒装置の収納容器の公転数が毎分500〜5000回転である、前記(6)に記載の無機材料−高分子樹脂複合造粒物の製造方法。
(8)攪拌造粒装置が、その収納容器が公転すると同時に自転する自転公転方式である、前記(6)又は(7)に記載の無機材料−高分子樹脂複合造粒物の製造方法。
(9)攪拌造粒装置の収納容器の公転数が毎分500〜5000回転、自転数が毎分0〜2000回転である、前記(8)に記載の無機材料−高分子樹脂複合造粒物の製造方法。
(10)無機粒子又は無機粉体の含有量が、40〜80vol%の範囲である、前記(6)ないし(9)のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
(11)液状の有機高分子樹脂が、造粒温度で液状である、又は高分子樹脂を溶媒に溶解した樹脂溶液である、前記(6)ないし(10)のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
(12)前記(1)ないし(5)のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料。
(13)前記(1)ないし(5)のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料成型体。
【発明の効果】
【0011】
本発明の無機材料−高分子樹脂複合造粒物は、造粒物中に40〜80vol%という非常に高い含有量で無機粒子又は無機粉体を含んでおり、しかも可撓性を有している。更に、無機粉体と高分子樹脂が緊密かつ均一に混じりあっていて造粒物の内部に空隙や気孔などが存在しない。従って、本発明の造粒物を用いて、これを圧縮成型することによって、任意の形状に、容易に、かつ空隙や中空部などの欠陥のない高品質の成型体に加工することができる。しかも、40〜80vol%という非常に高い含有量で無機粒子又は無機粉体を含んだ成型体を得ることができ、導電性、絶縁性、高屈折性、耐摩耗性など様々な特性を有する複合材料を容易に製造することができる。
【発明を実施するための最良の形態】
【0012】
以下に本発明についてさらに詳しく説明する。
本発明の無機材料−高分子樹脂複合造粒物は、従来の無機材料複合体のように樹脂粉末と無機材料を単純に混合して複合化したものではなく、液状の高分子樹脂中に無機粒子や無機粉体などの無機材料を混合し、これを公転又は自転公転を有する攪拌・造粒装置で造粒して得られた造粒物であり、その造粒物の粒径が0.1mmから5mmであり、さらにその造粒物が可撓性を有することを特徴とする造粒物である。
【0013】
無機粒子や無機粉体を液状高分子樹脂とともに攪拌・造粒装置の容器の中に加え、この容器を公転又は自転公転処理することにより高粉体含有量で且つ可撓性を持つ本発明の球状造粒物を製造することができる。この造粒物を成型用の型に入れ圧縮することにより、造粒物から液状高分子樹脂が滲み出し、さらにはその可撓性により造粒物が変形し、高粉体含有量の無機材料−有機高分子複合材料あるいはその成型体を得ることができる。
【0014】
使用する無機粒子又は無機粉体としては、金属粉末、金属間化合物粉末、酸化物、炭化物、窒化物などのアルミナ、ジルコニア、窒化アルミニウム、窒化ホウ素、窒化珪素、炭化珪素、チタン酸バリウム、シリカ、二酸化チタンなどのセラミックス粉末あるいはこれらの混合粉末であればよく、無機物の種類に制限はない。
【0015】
これらの無機粒子や無機粉体は、その一次粒子径が10〜3000nmのものを使用することができ、100〜2000nmのものがより好ましい。一次粒子径が10nm未満のものでは十分な流動性が得られず、生産性が悪くなり、また3000nmを超えるものでは造粒物製造時の直径のばらつきが大きくなり、いずれも本発明の造粒物には好ましくない。
【0016】
また、使用する高分子樹脂としては、無機粒子又は無機粉体の分散媒として使用することのできる造粒加工時に液状である高分子樹脂であれば特に制限されない。このような高分子樹脂として、例えば、従来から使用されているエポキシ樹脂、アクリル樹脂、ポリイミド樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、およびポリビニルブチル樹脂などを使用することができる。これらの高分子樹脂は、造粒加工時の温度で液状であるか、或いは溶媒に溶解した高分子樹脂の溶液であればよい。
【0017】
また、本発明に使用する無機粒子や無機粉体ならびに高分子樹脂は、本発明の効果を損なわない限りにおいて、得られる無機材料−高分子樹脂複合造粒物ならびに無機材料―高分子樹脂複合材料の特性向上のために、複数種を用いて造粒物製造を行っても差し支えなく、本発明に包含されるものである。
【0018】
本発明にて提供される球状の無機材料−高分子樹脂複合造粒物は、公転又は自転公転を有する攪拌装置を用いて製造することができる。すなわち、無機粒子や無機粉体と液状高分子樹脂を攪拌造粒装置の容器の中で混合し、この容器を毎分500から5000回転、好適には1000から2500回転で公転させて、球状造粒物を形成させる。さらに好ましくは、公転と同時に、この容器を自転することによって扁平のない球状造粒物を形成させることができる。当然ながら、公転のみで球状造粒物を製造しても差し支えはないが、自転と公転を併せ持った攪拌による造粒物形成が、扁平のない球状形態を製造する上で好ましい。自転公転させる場合には、その容器の自転の回転数は毎分0〜2000回転、好適には500〜1000回転である。
【0019】
球状造粒物の形成において、自転時間と公転時間は特に制限されるものではなく、無機材料と高分子樹脂の種類とその量によって適宜選択すればよく、所望の特性並びに大きさと形状を有する造粒物が得られるまで行うことができる。
【0020】
無機粒子や無機粉体などの無機材料と液状高分子樹脂の混合割合は、得られる造粒物の中の無機材料の含有量が40〜80容積%とすることができ、非常に高い粉体含量の球状造粒物とすることができる。従って、このような球状造粒物を圧縮成型して得られる本発明の無機材料―高分子樹脂複合材料やその成型体も、無機材料の含有量が40〜80容積%という高い無機材料の含有量の複合体とすることができる。
【0021】
また、造粒物の直径は液状高分子樹脂の粘度、混合する無機粉体の量によって制御可能である。
【0022】
混合する高分子樹脂は液状のものであればよいが、その粘度が高い場合は造粒物の直径は大きく、粘度が低い場合は造粒物の直径が小さくなる。高分子樹脂の粘度は必要に応じ溶媒を加え調整し使用することが可能であるが、その溶媒の種類は、高分子樹脂が溶ける溶媒であれば限定されるものではなく、好ましくは比較的低沸点のものを用いることで乾燥コストを削減できる。また、造粒物の粒径が0.1mmに満たないものは十分な流動性が得られず生産性が悪く、5mmを超えるものは造粒物製造時の直径のばらつきが大きいため、造粒物の粒径が0.1から5mmの範囲で製造するのが好ましい。
【0023】
また、混合する粉体量が減少すると、造粒物形成のための核となった粒子表面に樹脂が充分に吸着し、新たな粉体が付着しやすくなり、造粒物粒径は大きくなる。その混合粉体量は必要に応じて決定するもので限定されるものではないが、混合する粉体の好ましい含有量は40〜80容積%の範囲である。40容積%未満では、液状高分子樹脂が多すぎて造粒物を形成しない。また、80容積%を超える場合には、粒子表面への樹脂の吸着量が足りず良好な造粒物を形成しないため、どちらも好ましくない。好適には、無機粒子の一次粒子径が10nm〜3000nmの範囲では50から70容積%を用いる。
【0024】
以上のような本発明の無機材料−高分子樹脂複合造粒物は、次のような特徴を有する。即ち、第1に無機材料と高分子材料を混練、造粒することによって得られた造粒物であって、その造粒物の粒径が0.1〜5mmであり、第2にこの造粒物中の粉体含有量が、40〜80容積%の範囲である高粉体含有量の球状造粒物である。第3に造粒物を構成する無機粒子や無機粉体が、少なくとも1種類の粉末無機材料を含有する造粒物であり、第4に造粒物を構成する無機材料の一次粒子径が10〜3000nmの範囲である。また、第5として造粒物を構成する高分子樹脂材料が、少なくとも1種類、または複数種類の液状高分子樹脂を含有している。第6として形成される複合体造粒物には中空気孔がなく、第7として無機材料と高分子材料の配合比を調整し、あるいは造粒の条件を変えることにより造粒物の粒子径を0.1mmから5mmの範囲で制御可能である。さらに、第8に形成された球状造粒物に可撓性があることを特徴とする易成形性の造粒物であり、第9としてそのため加熱をせずとも圧縮成形して簡単に無機材料−有機高分子複合材料あるいはその成型体を得ることが可能である。第10にその圧縮成形して得られた無機材料―有機高分子複合材料やその成型体の粉体含有量が、40から80容積%という高い粉体含有量の複合体である特徴を有する。さらに第11として、無機材料と高分子樹脂材料を配合並びに混合し自転公転もしくは公転を有する攪拌造粒装置により造粒物を製造するという特徴がある。
【0025】
次に、本発明で提供される可撓性の無機材料−高分子樹脂複合造粒物を用いた無機材料−高分子樹脂複合材料とその成型体の特徴について説明する。
【0026】
本発明で提供される球状造粒物である無機材料−高分子樹脂複合造粒物は、液状の高分子樹脂を20から60vol%含んでいる。そのため、乾式プレス機、熱間プレス機、ロール機など圧力を用いた圧縮成型すなわち公知の圧縮成型工法を用いて成型加工することによって、造粒物から液状高分子樹脂が染み出し、造粒物の間をつなぐ作用をもたらす。その際、造粒物が可撓性であるために破壊されることなく変形する。その結果、このような圧縮成型加工法によって易成形性の高い粉体含有量を有する無機材料-高分子樹脂複合材料およびその成型体が得られる。
【0027】
図1はこのような可撓性の本発明の無機材料−高分子樹脂複合造粒物を圧縮成型加工する際の様子を模式的に示した説明図である。まず、図1の(A)に示すように、圧縮成型の金型内に、無機粒子1と液状高分子樹脂2からなる無機材料−高分子樹脂複合造粒物3が敷き詰められる。この造粒物3は液状高分子樹脂2を20〜60vol%含んでいる。この造粒物3が圧縮されると、図1の(B)に示すように、粒子が破壊されることなく変形して、圧縮に伴って造粒物3から液状高分子樹脂2が染み出る。変形が進む過程で、造粒物3の間に染み出した液状高分子樹脂2が隣接した造粒物3をつなぐ。更に圧縮が進み、圧縮加工が完了すると、図1の(C)に示すように、造粒物3中の無機粒子1も変形して造粒物3の粒子全体が変形し、液状高分子樹脂2とともに隣接する造粒物3同士が互いに一体化して成型体が得られる。
【0028】
この圧縮成型加工に使用する造粒物は単一の直径のものでも良いし、粒子径の異なる造粒物を配合しても差し支えない。加圧する圧力を印加した際に造粒物から液状高分子樹脂が染み出れば、造粒物の間をつなぎ互いに接着するため、成型体が大型小型であるを問わず、また成型体の厚さを問わず成型加工が可能である。
【0029】
以上述べたように、本発明では、液状高分子樹脂を含んだ高粉体含有量を有した可撓性の球状造粒物が得られるので、これを用いて容易に無機材料−高分子樹脂複合材料とその成型体を製造することができ、樹脂複合体やその成型体の生産性と加工性が向上する。従って、金属、金属間化合物、セラミックスなどの無機材料と高分子樹脂とを複合化した複合材料・部材や成型加工した製品の高性能化を期待することができる。このように、本発明は、無機材料−高分子樹脂複合材料や部材の産業だけでなく、それを利用して製品を製造する諸産業において与える影響は大きい。
【0030】
次に、本発明を実施例によって具体的に説明するが、本発明はこれらの実施例によって何ら限定されるものではない。
【実施例】
【0031】
(実施例1)
原料無機粉末として酸化アルミニウム粉末(アルミナ粉末:平均一次粒子径約500nm)を、液状高分子樹脂としてエポキシ樹脂及びキシレンを体積比1:1として粘度調整した混合溶液を用いた。このエポキシ樹脂とキシレンの混合溶液に、アルミナ粉末をその粉体含有量が57.3vol%となるように加え、室温で攪拌造粒機により試料容器の公転回転数2000rpmで、かつ自転回転数800rpmの条件で、合計11分間の攪拌造粒処理を行った。その結果、平均粒子径が1.46mmの球状造粒物を得た。この造粒物の断面の電子顕微鏡写真(倍率:65倍)を図2に示す。この電子顕微鏡写真では、粒子の断面に中空気孔は見られなかった。乾燥によって混入したキシレンが揮発するため、乾燥後の造粒物の粉体含有量は77.3vol%となった。
【0032】
(実施例2)
原料無機粉末として実施例1と同じアルミナ粉末を、液状高分子樹脂としてエポキシ樹脂を用いた。エポキシ樹脂に、アルミナ粉末をその濃度が66.7vol%となるように加え、実施例1と同じ攪拌造粒機により、試料容器の公転回転数2000rpmで、かつ自転回転数800rpmで合計6分間の攪拌造粒処理を行った。次に、この造粒物にアルミナ粉末の粉体含有量が全量に対し50vol%となるようにキシレンを加え、公転回転数2000rpmで、かつ自転回転数800rpmの条件で5分間攪拌造粒処理を行った。その結果、平均粒子径が2.74mmの球状造粒物を得た。得られた造粒物の断面を観察するとその断面に中空気孔は見られなかった。
【0033】
(実施例3)
実施例1と同じアルミナ粉末およびエポキシ樹脂とキシレンの混合溶液を準備した。まず、最初にアルミナ粉末の粉体含有量が66.7vol%となるように混合溶液を加え、攪拌造粒機により公転回転数2000rpmで、かつ自転回転数800rpmの条件で、合計6分間の攪拌造粒処理を行った。その後、この造粒物にさらに混合溶液を加えてアルミナ粉末の粉体含有量が全量に対し57.3vol%となるように調整し、公転回転数2000rpmで、かつ自転回転数800rpmの条件で5分間の攪拌造粒処理を行った。その結果、平均粒子径が0.62mmの球状造粒物を得た。ここでは実施例1で得られた造粒物よりも小さな粒子径の造粒物が得られた。得られた造粒物の断面を観察するとその断面に中空気孔は見られなかった。
【0034】
(実施例4)
原料無機粉末として酸化アルミニウム粉末(アルミナ粉末:平均一次粒子径約500nm)及び窒化アルミニウム粉末(窒化アルミ粉末:平均一次粒子径約1000nm)を体積比1:1で混合した粉末を、液状高分子樹脂としてエポキシ樹脂及びキシレンを体積比1:1として作製した混合溶液を用いた。酸化アルミニウムと窒化アルミニウムの混合粉末の粉体含有量が50から60vol%となるようにエポキシ樹脂とキシレンの混合溶液を加え、攪拌造粒機により、自転回転数800rpmで、かつ公転回転数2000rpmの条件で5分間の攪拌造粒処理を行った。
【0035】
その結果、平均粒子径が2.39mmの球状造粒物を得た。この造粒物の断面の電子顕微鏡写真(倍率:35倍)を図3に示す。この電子顕微鏡写真では、粒子の断面に中空気孔は見られず、アルミナ粉末と窒化アルミニウム粉末がエポキシ樹脂と一体化した造粒物が形成されていることが認められた。
【0036】
(実施例5)
実施例1で得た球状造粒物0.42gを、直径11.5mmの金型の中に敷き詰め、300MPaの圧力でプレスした。造粒物同士が圧縮変形することで、厚さ1mmの成型体が得られた。プレス加工後の成型体の断面の実体顕微鏡写真(倍率:10倍)を図4に示す。
【0037】
この電子顕微鏡写真によれば、プレス加工の際に球状造粒物は破壊せず、扁平率約62%で変形し、可撓性を示した。さらに、図4からわかるように、この成型体では球状造粒物からエポキシ樹脂が染み出し、扁平になった造粒物の間の空隙を埋めている様子が観察された。この無機材料-高分子樹脂複合材料は、粉体含有量が68.5%であった。この様に本発明の造粒物は高い粉体含有量の無機材料-高分子樹脂複合材料とその成型体を容易に成形加工で製造することができる。
【産業上の利用可能性】
【0038】
以上詳述したように、本発明は、圧縮成型に適合した可撓性を有する無機材料−高分子樹脂複合造粒物、その製造方法、この造粒物を使用して作製した高い粉体含有量の成型体に係るものであり、公転又は自転公転を有する攪拌造粒装置により製造された可撓性を有する造粒物である。さらに、この造粒物を圧縮成型加工することにより容易に粉体含有率を40−80%の無機材料−高分子樹脂複合材料とその成型体を提供することができる。従って、各種の金属やアルミナ、ジルコニア、窒化珪素、炭化珪素、シリカなどの無機材料を高い含有量で含む複合体とするこができ、これらの無機材料の特性を生かした絶縁性、熱伝導性、導電性、高屈折特性、耐摩耗性などのさまざまな特性を有する高分子樹脂複合体とすることができ、情報・家電・自動車産業などのさまざまな産業分野の機能性部材として有用である。
【図面の簡単な説明】
【0039】
【図1】本発明の無機材料−高分子樹脂複合造粒物を圧縮成型加工する際の様子を模式的に示した説明図である。
【図2】実施例1で製造した本発明の無機材料−高分子樹脂複合造粒物の断面の電子顕微鏡写真である。
【図3】実施例4で製造した本発明の無機材料−高分子樹脂複合造粒物の断面の電子顕微鏡写真である。
【図4】実施例5で製造した本発明の無機材料−高分子樹脂複合材料成型体の断面の一部の実体顕微鏡写真である。
【符号の説明】
【0040】
1:無機粒子、2:液状高分子樹脂、3:無機材料−高分子樹脂複合造粒物。
【特許請求の範囲】
【請求項1】
無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒して得られる、平均粒子径が0.1〜5mmの無機材料−高分子樹脂複合造粒物。
【請求項2】
造粒物中の無機粒子又は無機粉体の含有量が40〜80vol%の範囲である、請求項1に記載の無機材料−高分子樹脂複合造粒物。
【請求項3】
無機粒子又は無機粉体の一次粒子径が10〜3000nmの範囲である、請求項1又は2に記載の無機材料−高分子樹脂複合造粒物。
【請求項4】
無機粒子又は無機粉体が、アルミナ、ジルコニア、窒化アルミニウム、窒化ホウ素、窒化珪素、炭化珪素、チタン酸バリウム、シリカ、および二酸化チタンからなる群より選ばれる1種又は2種以上の粉末無機材料である、請求項1ないし3のいずれかに記載の無機材料−高分子樹脂複合造粒物。
【請求項5】
有機高分子樹脂が、エポキシ樹脂、アクリル樹脂、ポリイミド樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、およびポリビニルブチル樹脂からなる群より選ばれる1種又は2種以上の高分子材料である、請求項1ないし4のいずれかに記載の無機材料−高分子樹脂複合造粒物。
【請求項6】
無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒する、無機材料−高分子樹脂複合造粒物の製造方法。
【請求項7】
攪拌造粒装置の収納容器の公転数が毎分500〜5000回転である、請求項6に記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項8】
攪拌造粒装置がその収納容器が公転すると同時に自転する自転公転方式である、請求項6又は7に記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項9】
攪拌造粒装置の収納容器の公転数が毎分500〜5000回転、自転数が毎分0〜2000回転である、請求項8に記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項10】
無機粒子又は無機粉体の含有量が40〜80vol%の範囲である、請求項6ないし9のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項11】
液状の有機高分子樹脂が、造粒温度で液状である、又は高分子樹脂を溶媒に溶解した樹脂溶液である、請求項6ないし10のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項12】
請求項1ないし5のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料。
【請求項13】
請求項1ないし5のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料成型体。
【請求項1】
無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒して得られる、平均粒子径が0.1〜5mmの無機材料−高分子樹脂複合造粒物。
【請求項2】
造粒物中の無機粒子又は無機粉体の含有量が40〜80vol%の範囲である、請求項1に記載の無機材料−高分子樹脂複合造粒物。
【請求項3】
無機粒子又は無機粉体の一次粒子径が10〜3000nmの範囲である、請求項1又は2に記載の無機材料−高分子樹脂複合造粒物。
【請求項4】
無機粒子又は無機粉体が、アルミナ、ジルコニア、窒化アルミニウム、窒化ホウ素、窒化珪素、炭化珪素、チタン酸バリウム、シリカ、および二酸化チタンからなる群より選ばれる1種又は2種以上の粉末無機材料である、請求項1ないし3のいずれかに記載の無機材料−高分子樹脂複合造粒物。
【請求項5】
有機高分子樹脂が、エポキシ樹脂、アクリル樹脂、ポリイミド樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、およびポリビニルブチル樹脂からなる群より選ばれる1種又は2種以上の高分子材料である、請求項1ないし4のいずれかに記載の無機材料−高分子樹脂複合造粒物。
【請求項6】
無機粒子又は無機粉体及び液状の有機高分子樹脂を、公転又は自転公転を有する攪拌造粒装置によって混合し、造粒する、無機材料−高分子樹脂複合造粒物の製造方法。
【請求項7】
攪拌造粒装置の収納容器の公転数が毎分500〜5000回転である、請求項6に記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項8】
攪拌造粒装置がその収納容器が公転すると同時に自転する自転公転方式である、請求項6又は7に記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項9】
攪拌造粒装置の収納容器の公転数が毎分500〜5000回転、自転数が毎分0〜2000回転である、請求項8に記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項10】
無機粒子又は無機粉体の含有量が40〜80vol%の範囲である、請求項6ないし9のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項11】
液状の有機高分子樹脂が、造粒温度で液状である、又は高分子樹脂を溶媒に溶解した樹脂溶液である、請求項6ないし10のいずれかに記載の無機材料−高分子樹脂複合造粒物の製造方法。
【請求項12】
請求項1ないし5のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料。
【請求項13】
請求項1ないし5のいずれかに記載の無機材料−高分子樹脂複合造粒物を圧縮成型して得られる無機材料−高分子樹脂複合材料成型体。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−255195(P2008−255195A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−97771(P2007−97771)
【出願日】平成19年4月3日(2007.4.3)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月3日(2007.4.3)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【Fターム(参考)】
[ Back to top ]