
無機質成形体の製造方法

【課題】炉材として用いたときに熱容量および熱伝導率が十分に低いとともに、十分な強度を有しアルカリガスに対する耐性が高い無機質成形体を安価にかつ簡便に製造する方法を提供する。
【解決手段】無機質成形体を製造する方法であって、アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、該湿潤成形体を乾燥する工程とを含む。
【解決手段】無機質成形体を製造する方法であって、アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、該湿潤成形体を乾燥する工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無機質成形体の製造方法に関する。
【背景技術】
【0002】
従来より、電子部品や電池用電極材などを熱処理するために、工業炉による焼成が行われている。
【0003】
また、工業炉の内部に設けられる炉材(断熱材)としては、熱容量および熱伝導率が低いものが求められ、このような炉材を用いることにより、加熱時の熱エネルギーを効率的に利用するとともに、タクトタイムを短縮して生産効率を向上させている。
【0004】
しかしながら、近年においては、焼成する部材によっては、被焼成物からリチウムガスやナトリウムガスなどのアルカリガスが発生する場合があり、このアルカリガスが工業炉内部に設けられた炉材を侵食して、剥離、クラック、脱落等の現象を生じ得るため、炉材が損耗し易くなってきている。
【0005】
上記炉材の損耗を抑制するために、炉材として、耐食性に優れたアルミナの含有比率が高いものが提案されている(例えば、特許文献1参照)が、十分な耐アルカリ性を有するものは報告されていなかった。
【特許文献1】特開2007−70769号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
アルカリガスに対する耐食性が高い炉材としては、結晶性の高い高純度アルミナを高密度化することにより、アルカリガスの浸透を抑制してなるものが考えられる。
【0007】
しかしながら、本発明者等が検討したところ、上記高純度で高密度化したアルミナからなる炉材は、非常に高価であるとともに、アルカリガスと反応すると、炉材が剥離してしまうことが判明した。
【0008】
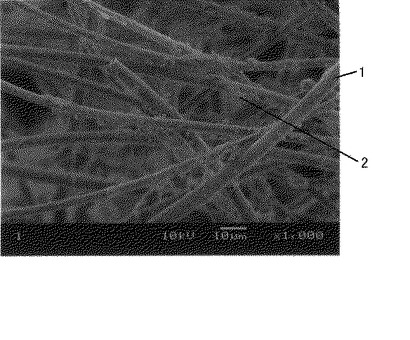
また、本発明者等が検討したところ、アルミナ質繊維を無機バインダーで結着してなる従前の無機質成形体は、図1に示すように、アルミナ質繊維からなる骨格部の表面に無機バインダーが凝集して粒子状ないしはひげ状に付着してなる内部構造を有しており、上記無機バインダー成分がアルカリガスによる侵食を受け易いため、耐食性の高いアルミナ質繊維を用いても凝集した無機バインダーを通じて侵食され易いことが判明した。
【0009】
このような状況下、本発明は、炉材として用いたときに、熱容量および熱伝導率が低く、十分な強度を有するとともに、アルカリガスに対する耐性が高い無機質成形体を安価にかつ簡便に製造する方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
上記技術課題を解決すべく、本発明者等が鋭意検討を行ったところ、無機質成形体を製造する方法として、アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、該湿潤成形体を乾燥する工程とを含む方法により、前記課題を解決し得ることを見出し、本発明を完成するに至った。
【0011】
すなわち、本発明は、
(1)無機質成形体を製造する方法であって、
アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、
該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、
該湿潤成形体を乾燥する工程と
を含むことを特徴とする無機質成形体の製造方法、
(2)前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、澱粉1〜8質量部と高分子凝集剤0.2〜4質量部とを含む上記(1)に記載の無機質成形体の製造方法、
(3)前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、アルミナ含有割合量が80質量%以上であるアルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部と、無機バインダー3〜15質量部とを含む上記(1)または(2)に記載の無機質成形体の製造方法、
(4)前記アルミナ粒子の平均粒径が5〜100μmである上記(1)〜(3)のいずれかに記載の無機質成形体の製造方法、
(5)得られる無機質成形体の嵩密度が100〜200kg/m3である上記(1)〜(4)のいずれかに記載の無機質成形体の製造方法、
(6)得られる無機質成形体のASTM C522による通気抵抗率が6×105Pa・S/m2以下である上記(1)〜(5)のいずれかに記載の無機質成形体の製造方法、および
(7)得られる無機質成形体におけるアルミナ含有割合が80質量%以上である上記(1)〜(6)のいずれかに記載の無機質成形体の製造方法
を提供するものである。
【発明の効果】
【0012】
本発明によれば、無機質成形体の原料として、耐アルカリガス成分であるアルミナ粒子を所定量用いるとともに骨格形成成分であるアルミナ質繊維を用い、これらの原料を溶媒中に添加してスラリー化するときに、無機バインダーに加えて有機バインダーである澱粉および高分子凝集剤を用いることにより、ウェットボリュームが300mL/20g以上と嵩高なスラリーを得、このスラリーから得られる湿潤成形体を乾燥することによって、嵩密度が低く、通気抵抗率が低いばかりか、耐食性の低い無機バインダーが耐食性の高いアルミナ質繊維からなる骨格部から独立して膜状部を形成してなる無機質成形体を得ることができる。
【0013】
このため、本発明によれば、熱容量および熱伝導率が十分に低いとともに、その構造が、内部にアルカリガスを拡散し易く、アルカリガスに対する耐性の高い骨格部を有するものであるために、表面部分や内部においてアルカリガスの侵食が低減され、剥離やクラックの発生を抑制し得るとともに、十分な強度を有する無機質成形体を、安価にかつ簡便に製造する方法を提供することができる。
【発明を実施するための最良の形態】
【0014】
本発明の無機質成形体の製造方法は、アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、該湿潤成形体を乾燥する工程とを含むことを特徴とするものである。
【0015】
本出願において、アルミナ質繊維とは、アルミナを主成分とする金属酸化物繊維を意味し、アルミナを主成分とする限り、アルミナの他に、シリカ、ジルコニア等の成分を含んでもよい。
【0016】
アルミナ質繊維中のアルミナ含有量は80質量%以上であることが好ましく、90質量%以上であることがより好ましい。アルミナの含有量が80質量%以上であると、耐アルカリ性が向上してアルカリガスに侵食され難くなる。
【0017】
また、アルミナ質繊維に含まれるαアルミナの結晶化度が50%以上であると耐アルカリ性が向上するが、結晶化度が高い繊維ほど脆くなり、スラリー形成時に混合攪拌すると繊維が折れ易く、スラリーのウェットボリュームが小さくなるため、得られる成形体が高密度化し易くなる。一方、アルミナ質繊維に含まれるαアルミナの結晶化度が10%以下であると耐アルカリ性が僅かに低くなり、1300℃以上の温度まで加熱すると得られる成形体が僅かに収縮するが、繊維が折れにくくなるため、スラリーのウェットボリュームが大きくなり、得られる成形体が低密度化し易くなる。このため、アルミナ繊維の結晶化度に関しては、得ようとする成形体の特性に応じて、適宜選定することが好ましい。具体的には、アルミナ質繊維は、結晶化度が50%以上の高結晶質アルミナ繊維30〜70質量%と、結晶化度が10%以下の低結晶質アルミナ繊維70〜30質量%から構成されていてもよく、結晶化度が50%以上の高結晶質アルミナ繊維40〜60質量%と、結晶化度が10%以下の低結晶質アルミナ繊維60〜40質量%から構成されていてもよい。
【0018】
アルミナ質繊維は、平均長さが100〜100,000μmであるものが好ましく、1,000〜80,000μmであるものがより好ましく、3,000〜50,000μmであるものがさらに好ましい。
【0019】
なお、本出願において、アルミナ質繊維とは、アスペクト比(縦横比)が25以上であるものをいう。
【0020】
アルミナ質繊維は、得られる無機質成形体において、骨格形成成分として機能すると考えられる。
【0021】
また、アルミナ粒子は、結晶性の高いαアルミナからなるものであることが好ましく、αアルミナからなるアルミナ粒子を用いることにより、耐アルカリ性を向上させることができる。
【0022】
アルミナ粒子の平均粒径は、5〜100μmであることが好ましく、10〜90μmであることがより好ましく、30〜80μmであることがさらに好ましい。ここで、アルミナ粒子は、例えば平均粒径が2〜10μmの1次粒子が凝集して平均粒径40〜80μm程度の2次粒子を形成していてもよい。こうしたアルミナ粒子は比表面積が大きく、アルミナ粒子自体が嵩高いので、得られる無機質成形体の嵩密度を低くし易く、耐アルカリ性をさらに向上させることができる。
【0023】
アルミナ粒子の平均粒径が5μm未満であるとアルミナ粒子の比表面積が大きくなり、アルカリ成分と反応し易くなって耐アルカリ性が低下し易くなるとともに、得られる成形体の密度が高くなる。また、上記平均粒径が大きいほど得られる無機質成形体の密度や通気抵抗率が低減して、耐アルカリ性が向上し易くなり、平均粒径が100μmを超えると、得られる無機質成形体にざらつき感を生じ、粒子が脱落し易くなる。
【0024】
なお、本出願において、平均粒径とは、レーザー回折式粒度分布測定装置により測定した値を意味する。
【0025】
本発明の方法においては、スラリー形成時に、上記アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるようにアルミナ粒子を溶媒中に添加する。上記質量割合は35〜65質量%であることが好ましく、40〜60質量%であることがさらに好ましい。このように、本発明の方法においては、添加するアルミナ質繊維量が増加するとアルミナ粒子量が減少する関係にあり、このような意味においてアルミナ質繊維とアルミナ粒子は相補的な関係にある。上記アルミナ粒子の質量割合が30質量%未満であると、得られる無機質成形体の骨格形成成分であるアルミナ繊維がアルカリガスによる侵食を受けた際に成形体の変形が大きくなり易く、クラックが発生し易くなる。また、上記アルミナ粒子の質量割合が70質量%を超えると、骨格形成成分であるアルミナ繊維の含有割合が小さくなって、得られる無機質成形体がアルカリガスによる侵食を受けた際に剥離が生じ易くなる。
【0026】
本発明の方法において、スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、アルミナ含有割合が80質量%以上であるアルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部とを含むものであることが好ましい。
【0027】
アルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記アルミナ質繊維の含有量は30〜70質量部が好ましく、35〜65質量部がより好ましく、40〜60質量部がさらに好ましい。また、アルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記アルミナ粒子の含有量は30〜70質量部が好ましく、 35〜65質量部がより好ましく、40〜60質量部がさらに好ましい。
【0028】
本発明の方法においては、スラリーを形成するために、上記アルミナ質繊維とアルミナ粒子とを溶媒中に添加するとともに、さらに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加する。
【0029】
無機バインダーとしては、特に制限されず、例えば、アニオン性のコロイダルシリカ、カチオン性のコロイダルシリカ等のコロイダルシリカ、ヒュームドシリカ、ジルコニアゾル、チタニアゾル、アルミナゾル、ベントナイト等を挙げることができるが、これらの無機バインダーのうち、コロイダルシリカが好ましい。
【0030】
無機バインダーは、固形物の形態で溶媒中に添加してもよいし、懸濁液又は溶液等の形態で添加してもよい。
【0031】
本発明の方法において、スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、無機バインダーを3〜15質量部含むものであることが好ましく、4〜12質量部含むものであることがより好ましく、5〜11質量部含むものであることがさらに好ましい。スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記無機バインダーの含有量が3質量部未満であると、バインダーとしての結合力が低下し易くなり、15質量部を超えると得られる無機質成形体の耐アルカリ性が低下し易くなる。
【0032】
また、有機バインダーである澱粉としては、特に制限されず、例えば、通常の原料澱粉の他、カチオン澱粉、アニオン澱粉、両性澱粉等を挙げることができる。
【0033】
原料澱粉としては、例えば、バレイショ澱粉、タピオカ澱粉、トウモロコシ澱粉といった天然の多糖類やそれらの加水分解物を挙げることができる。
【0034】
カチオン澱粉は、原料澱粉にカチオン基を導入してなるものであり、原料澱粉の分子中に、1級、2級もしくは3級アルキルアミン又は4級アンモニウム塩を導入し、陽性に荷電させた澱粉を挙げることができる。
【0035】
アニオン澱粉は、原料澱粉にアニオン基を導入してなるものであり、原料澱粉の分子中に、リン酸基、スルホン酸基、カルボキシル基等を導入したものを挙げることができる。
【0036】
両性澱粉は、原料澱粉にカチオン基およびアニオン基を導入して、澱粉分子中に両官能基を含有させてなるものであり、カチオン基およびアニオン基としては、上述したものと同様のものを挙げることができる。
【0037】
また、有機バインダーである高分子凝集剤としては、ポリアクリルアミド系高分子、アマイド系高分子、ポリアクリルエステル系高分子、ポリアクリルエーテル系高分子などの高分子からなるものが挙げられ、これらの高分子凝集剤のうちポリアクリルアミド系高分子からなるものが好適である。
【0038】
また、有機バインダーとしては、上記澱粉および高分子凝集剤とともに、必要に応じて、パルプや適当なエマルジョンなどを用いてもよい。
【0039】
本発明の方法において、所望の大きさのフロックを形成するために溶媒中に添加する有機バインダー種類および添加量は、無機バインダーの電荷量、電荷の性質、使用するアルミナ粒子のサイズ等に合わせて最適化すればよい。
【0040】
有機バインダーは、固形物の形態で溶媒中に添加してもよいし、懸濁液又は溶液等の形態で添加してもよい。
本発明の方法においては、無機バインダーとともに、有機バインダーとして澱粉および高分子凝集体を用いることにより、フロックの形成を促進して、後述するようにウェットボリュームが300mL/20g以上という嵩高なスラリーを得ることを可能ならしめている。
【0041】
本発明の方法において、上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、上記スラリーは、澱粉1〜8質量部と高分子凝集剤0.2〜4質量部とを含むことが好ましい。上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、澱粉を2〜7質量部含むことがより好ましく、3〜6質量部含むことがさらに好ましい。また、上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、高分子凝集剤を0.5〜3質量部含むことがより好ましく、1〜2.5質量部含むことがよりさらに好ましい。
【0042】
アルミナ質繊維とアルミナ粒子との合計量を100質量部としたときのスラリー中の澱粉含有量が1〜8質量部であることにより、アルミナ質繊維とアルミナ粒子に無機バインダーを効果的に定着することが可能となる。また、アルミナ質繊維とアルミナ粒子との合計量を100質量部としたときのスラリー中の高分子凝集剤含有量が0.2〜4質量部であることにより、スラリー中で材料を効果的に凝集させフロックを形成することが可能になる。
【0043】
また、上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、有機バインダーを総量で3〜12質量部含むことが好ましく、4〜10質量部含むことがより好ましく、5〜8質量部含むことがさらに好ましい。アルミナ質繊維とアルミナ粒子との合計量を100質量部としたときのスラリー中の有機バインダー含有量が3質量部未満であると、無機バインダーの定着作用、凝集作用、成形体の曲げ強度の何れかが不足し、同含有量が12重量部を超えると得られる無機質成形体を加熱した際の有機物の分解ガスが多量に発生するため好ましくない。
【0044】
有機バインダーとして澱粉を単独で使用した場合には、無機バインダーを定着させ易くなり、得られる無機質成形体に曲げ強度を付与し易くなるが、スラリーの凝集作用が小さいためにフロック形成作用が小さくなり易く、このため、得られる無機質成形体に積層方向の配向性を生じて、十分な通気抵抗率を付与できず耐アルカリ性を低減させてしまう。また、有機バインダーとして高分子凝集剤を単独で使用した場合には、スラリーのフロック形成作用が大きく、得られる成形体の配向性を低減して十分な通気抵抗率を付与し易くなるが、成形体の焼成後における強度を十分に確保できず、このため、澱粉使用時と同等の焼成後強度を発現しようとすると多量の無機バインダーを必要とし、やはり耐アルカリ性を低減させてしまう。
【0045】
これに対し、本発明の方法においては、有機バインダーとして、上記澱粉および高分子凝集剤の両者を用いることにより、無機バインダーをアルミナ質繊維およびアルミナ粒子と結合させる際に定着材として機能させて得られる無機質成形体に十分な曲げ強度を付与しつつ、スラリー中で材料を凝集させフロックを形成させるように機能して、ウェットボリュームが300mL/20g以上という嵩高なスラリーを形成し、得られる無機質成形体を低密度で嵩高な構造にして十分な通気抵抗率を付与し得る。
【0046】
また、本発明の方法において、無機バインダーとしてコロイダルシリカを用いるとともに、有機バインダーとして澱粉を用いることにより、後述するように、無機質成形体として、アルミナ質繊維と、アルミナ粒子と、無機バインダーとを含み、その内部構造が、アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなるものを得ることができる。
【0047】
上記骨格部と膜状部が形成されてなる無機質成形体を作製するためには、無機バインダーであるコロイダルシリカと澱粉が反対の電荷を有していることが好ましい。例えば、澱粉がカチオン性の電荷を有するものである場合には、アニオン性の電荷を有するコロイダルシリカを組み合わせることが好ましく、澱粉がアニオン性の電荷を有するものである場合には、カチオン性の電荷を有するコロイダルシリカを組み合わせることが好ましい。コロイダルシリカと澱粉の最適な添加量は、ゼータ電位が等電点になるように組み合わせることで求めることができる。
【0048】
本発明の方法において、スラリー形成時に使用される溶媒としては、特に制限されないが、水や極性有機溶媒等が挙げられる。
【0049】
水としては、蒸留水、イオン交換水、水道水、地下水、工業用水等を挙げることができ、また、極性有機溶媒としては、エタノール、プロパノール等の1価のアルコール類、エチレングリコール等の2価のアルコール類を挙げることができる。これらのうち、上記溶媒としては、作業環境の悪化がなく環境への負荷がない点で水が好ましい。
【0050】
スラリー中に含まれる全固形分濃度は、0.1〜10質量%であることが好ましく、0.3〜8質量%であることがより好ましく、0.5〜3質量%であることがさらに好ましい。スラリー中に含まれる全添加成分濃度が0.1質量%未満であると脱水成形工程で除去する水の量が多くなり過ぎるので製造効率が低下し易くなり、また、10質量%を超えると、スラリーに固形分が均一に分散し難くなる。
【0051】
本発明の方法においては、溶媒中に上記各成分を順次添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得ることができる。上記ウェットボリュームは300〜800mL/20gであることが適当であり、300〜700mL/20gであることがより適当である。
【0052】
スラリーのウェットボリュームが300mL/20g以上であることにより、嵩密度が十分に低く、内部までアルカリガスを拡散し得る嵩高な構造を有する無機質成形体を得ることができる。
ウェットボリュームが300mL/20g以上であるスラリーは、上述したように、スラリーの形成時、溶媒中に、無機バインダーとともに有機バインダーとして澱粉および高分子凝集体を添加することにより、得ることができる。
【0053】
なお、本出願において、ウェットボリュームは、以下の(1)〜(10)の手順により算出される値を意味する。
(1)アルミナ質繊維とアルミナ粒子の合計20gを少数点2桁以上の精度を有する秤で計量する。
(2)(1)で計量した材料を2Lのビーカーに投入する。
(3)全体量が1Lとなるように調整したイオン交換水をビーカーに投入する。ここで、全体量とは、上記アルミナ質繊維、アルミナ粒子およびイオン交換水の合計量に、下記(5)で添加する無機バインダーおよび有機バインダーの合計量を加えた量である。
(4)イオン交換水とアルミナ質繊維とアルミナ粒子が均一になるように2分間攪拌する。攪拌はプロペラ型の攪拌羽を使用し、回転数は1100rpmとする。
(5)続いて、無機バインダーと、有機バインダーとして澱粉および高分子凝集剤をそれぞれ投入しつつ攪拌する。材料を投入する順序は特に制限されないが、投入する材料は一種類づつとし、一種類投入する毎に1分間攪拌する。
(6)全ての材料を投入、攪拌することで原料添加液を得る。
(7)攪拌停止後、1Lのメスシリンダーに(6)で得た原料添加液を移す。
(8)メスシリンダーの口を手等で塞ぎ、水が漏れないように注意しながら上下逆さまにして攪拌する。これを計10回繰り返す。
(9)室温下で静置し、15分経過後の沈降体積を目視で計測する。
(10)15分静置することにより得られるスラリー20gあたりの体積(mL/20g)をウェットボリュームとする。
【0054】
本発明の方法においては、上記スラリーを脱水成形または抄造して湿潤成形体を得る。
【0055】
脱水成形方法としては、公知の方法を採用することができ、特に制限されないが、底部に網が設置された成形型中にスラリーを流し込み、溶媒を吸引する吸引脱水成形法や、加圧脱水成形法を挙げることができる。
【0056】
なお、本出願においては、スラリー形成時に用いる溶媒として水以外のものを用いる場合もあるが、水以外の溶媒を脱溶媒して成形する場合も含めて、脱水成形と呼ぶものとする。
【0057】
抄造法としては、公知の方法を採用することができ、特に制限されないが、帯状の多孔質担体上にフローボックスからスラリーを流し出すフローオン法や、ハチェック式抄造法や長網式抄造法などスラリーを連続的に抄造し得る方法を挙げることができる。
【0058】
本発明の方法において、攪拌槽等で作製したスラリーを、上記脱水成形または抄造するために成形型や貯留槽等に搬送する際には、上記攪拌槽の下部に成形型や貯留槽等を配置する等して、スラリーの自重により移送することが好ましい。スラリーを自重により移送することにより、スラリーのウェットボリュームを低減することなく、移送することができる。従来、こうしたスラリーの搬送には、一般的にはポンプなどが使用されてきたが、ポンプの攪拌力により無機繊維がせん断されてしまいウェットボリュームが低減する場合がある。
【0059】
湿潤成形体は、得ようとする無機質成形体に相似する形状を有するものが適当であり、例えば、ボード状、シート状、ブロック状のものを挙げることができる。ここで、製造工程において、品質としての嵩密度を一定の範囲に保つために、湿潤成形体を必要に応じてプレスしても良いが、本発明においては、低い嵩密度を実現するためにできるだけプレスしないほうが好ましい。
【0060】
このようにして得られた湿潤成形体は、次いで、乾燥処理される。
【0061】
乾燥処理は、公知の乾燥機により行うことができ、乾燥温度は、40〜180℃が好ましく、60〜150℃がより好ましく、80〜120℃がさらに好ましい。また、乾燥時間は、6〜48時間が好ましく、8〜40時間がより好ましく、10〜36時間がさらに好ましい。
【0062】
本発明の方法においては、上記湿潤成形体の乾燥処理物をさらに焼成処理してもよい。
【0063】
焼成処理は、公知の加熱炉により行うことができ、焼成温度は、特に制限されないが、800℃以上が好ましく、800〜1600℃がより好ましい。また、上記湿潤成形体の乾燥処理物を断熱材や耐火材として使用する場合、使用時に加熱炉を所定温度に加熱することによって焼成処理してもよい。
【0064】
本発明の方法においては、このようにして簡便かつ低コストに無機質成形体を得ることができる。
【0065】
得られた無機質成形体は、例えば、ボード状、シート状、ブロック状の形状を有するものであることが好ましい。
【0066】
本発明の方法により得られる無機質成形体は、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の含有割合が30〜70質量%であるものである。本発明の方法により得られる無機質成形体としては、上記アルミナ粒子の含有割合が35〜65質量%であるものがより適当であり、40〜60質量%であるものがより適当である。
【0067】
また、本発明の方法で得られる無機質成形体は、アルミナ含有量が80質量%以上であるアルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合に、アルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部と、無機バインダー3〜15質量部とを含むものであることが好ましい。アルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合、上記アルミナ質繊維の含有量は35〜65質量部であることがより好ましく、40〜60質量部であることがさらに好ましい。また、アルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合、上記アルミナ粒子の含有量は35〜65質量部であることがより好ましく、40〜60質量部であることがさらに好ましい。さらに、アルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合、上記無機バインダーの含有量は4〜12質量部であることがより好ましく、5〜11質量部であることがさらに好ましい。
【0068】
アルミナ質繊維、アルミナ粒子、無機バインダーとしては、上述したものと同様のものを挙げることができる。
【0069】
本発明の方法によれば、嵩密度が100〜200kg/m3である無機質成形体を得ることができるが、上記嵩密度が100〜195kg/m3である無機質成形体がより適当であり、100〜190kg/m3である無機質成形体がさらに適当である。
【0070】
嵩密度が200kg/m3を超えると得られる無機質成形体の強度は高くなるが、通気抵抗が増加して、表面部分が浸食され易くなり、成形体表面部分の剥離を生じさせ易くなる。また、嵩密度が100kg/m3未満であると通気抵抗率が低下して、アルカリガスの拡散性は向上するが、成形体の強度が低下して、炉材として使用した場合に成形体の変形等を生じ得る。
【0071】
また、本発明の方法によれば、ASTM C522による通気抵抗率が6×105Pa・S/m2以下である無機質成形体を得ることができるが、上記通気抵抗率は1×103〜6×105Pa・S/m2である無機質成形体がより適当であり、1×103〜1×105Pa・S/m2である無機質成形体がさらに適当である。
【0072】
上記通気抵抗率が6×105Pa・S/m2以下であると、成形体の内部へアルカリガスが拡散し易くなって、成形体表面部分への侵食が低減されるために無機質成形体の耐アルカリ性が向上するが、通気抵抗率が6×105Pa・S/m2を超えると、無機質成形体表面にアルカリガスが滞留し易くなって、成形体表面に剥離やクラックが生じ易くなる。また、無機質成形体の熱伝導率を低減させつつ強度等の断熱材としての性能を維持するためには、上記通気抵抗率が1×103Pa・S/m2以上であることが好ましい。
【0073】
さらに、本発明の方法によれば、アルミナ含有割合が80質量%以上の無機質成形体を得ることができるが、上記アルミナ含有割合が81質量%以上である無機質成形体がより適当であり、83質量%以上である無機質成形体がさらに適当である。
【0074】
アルミナ含有割合が80質量%以上であることにより、得られる無機質成形体の耐アルカリ性を向上させることができる。
【0075】
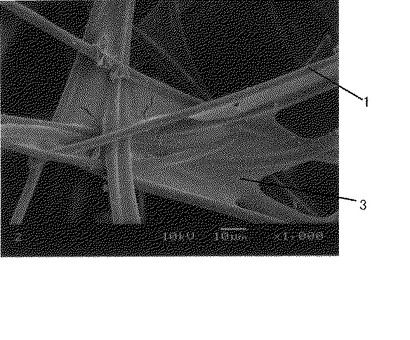
また、本発明の方法によれば、無機質成形体として、アルミナ質繊維と、アルミナ粒子と、無機バインダーとを含み、その内部構造が、前記アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなるものを得ることができる。
【0076】
アルミナ質繊維を無機バインダーで結着してなる従前の無機質成形体は、図1に示すように、アルミナ質繊維からなる骨格部1の表面に無機バインダーが凝集してなる粒子状部ないしはひげ状部2を成す内部構造を有するが、本発明の方法で得られた無機質成形体は、図2に示すように、アルミナ質繊維の交点近傍において、アルミナ質繊維からなる骨格部1を繋ぐように無機バインダーが膜状部3を形成してなる内部構造を有している。
本出願において、骨格部とは、図2に示すように、アルミナ質繊維からなる繊維状部分を意味し、膜状部とは、同図に示すように、2本のアルミナ質繊維の成す交点を基点として、アルミナ質繊維間に、両者を繋ぐように拡幅形成されてなる薄膜状部分を意味する。図2に示すように、膜状部は、水かき状等の形状を有するものであるが、3本以上のアルミナ質繊維が複雑に交差し、アルミナ質繊維間に複数の膜状部が形成され、連結することにより、多角形状等多様な形状をなす場合もある。
【0077】
上記骨格部および膜状部全体に占めるアルミナの存在割合は60質量%以上90質量%未満であることが好ましく、70〜88質量%であることがより好ましく、75〜85質量%であることがさらに好ましい。また、上記膜状部が形成されていない部分の骨格部におけるアルミナの存在割合は90〜99質量%であることが好ましく、90〜98質量%であることがより好ましく、90〜97質量%であることがさらに好ましい。
【0078】
なお、本出願においては、上記骨格部および膜状部全体に占めるアルミナの存在割合および骨格部におけるアルミナの存在割合は、エネルギー分散形X線分析装置付走査型電子顕微鏡により測定した値を意味する。
【0079】
図1に示す従前の無機質成形体は、アルカリガスと反応し易い無機バインダー成分がアルミナ質繊維からなる骨格部全体に付着している。このため、図1に示す従前の無機質成形体は、耐食性が高いアルミナ質繊維を使用した場合でも無機バインダーを通じて劣化を生じ易く、耐アルカリガス特性を低下させている。これに対し、本発明の方法で得られた骨格部と膜状部を有する無機質成形体は、アルミナ質繊維の交点近傍にバインダー成分が集合して、アルミナ繊維からなる骨格部を繋ぐように水かき状等の形状を有する膜状部が形成されているため、耐食性の高いアルミナ質繊維の特性を活かしつつ、耐アルカリガス特性を向上させ得ると考えられる。
【0080】
本発明の方法において、上記骨格部と膜状部を有する無機質成形体は、上述したように、有機バインダーとして澱粉を用いつつ、無機バインダーとしてコロイダルシリカを用いることにより好適に作製することができる。水溶液中で膨潤した澱粉は、スラリーを脱水成形して得た湿潤成形体を乾燥する過程において、澱粉に定着している無機バインダーとともに、毛細管現象によりアルミナ質繊維の交点近傍に集合し、その際、澱粉と無機バインダーから水分が蒸発することで膜状部が形成されると考えられる。
【0081】
本発明の方法により得られる無機質成形体の耐アルカリ性評価方法としては、例えば、得られた無機質成形体からなる厚さ25mmの平板状試験片を形成し、リチウムとコバルトのモル比が1:1であるコバルト酸リチウム10gを収納した直径42mm、高さ35mmのアルミナ製のるつぼ上に蓋をするように上記試験片を配置した状態で、1100℃で8時間加熱する処理を1サイクルとして、上記処理を複数サイクル繰り返し行ったときに、上記試験片におけるクラック、剥離または侵食の有無を視認することにより行うことができる。
【0082】
本発明の方法により、上記処理を2回繰り返し行っても試験片にクラック、剥離または侵食が視認されない無機質成形体を得ることができるが、上記処理を3回繰り返し行っても試験片にクラック、剥離または侵食が視認されない無機質成形体がより適当であり、上記処理を4回以上繰り返し行っても試験片にクラック、剥離または侵食が視認されない無機質成形体がさらに適当である。
【実施例】
【0083】
以下、本発明を実施例および比較例によりさらに詳細に説明するが、本発明は以下の例により何ら限定されるものではない。
(実施例1)
以下に示す方法により、実施例1に係る無機質成形体を作製した。
(1)スラリー作製工程
水に、アルミナ繊維(電気化学工業社製「B97N5」、アルミナ含有割合97質量%、シリカ含有割合3質量%、アルミナ中に占めるαアルミナ含有割合50〜59%であるもの)70質量部、アルミナ粒子(日本軽金属社製「A11」、平均粒径50μmであるもの)30質量部、無機バインダーであるコロイダルシリカ(日本化学工業社製「シリカドール30」、固形分30質量%の懸濁液、固形分の平均粒径15nm、pH10.0)を固形分換算で8質量部、澱粉(日澱化学社製、「ペトロサイズJ」)3質量部及び高分子凝集剤であるポリアクリルアミド(荒川化学工業社製「ポリストロン311」、カチオン性、不揮発分10質量%、pH4.2〜4.8、粘度500〜1500cps)3質量部を加え、更に、スラリー濃度が2質量%となるように、水を加えて攪拌し、スラリーを作製した。
得られたスラリーのウェットボリュームを測定したところ、700mL/20gであった。
【0084】
(2)湿潤成形体作製工程
上述のようにして得たスラリーを、底部に網が設置された成形型中にスラリーを流し込み、溶媒を吸引する吸引脱水成形法により脱水成形して、得ようとする無機質成形体に相似するボード形状を有する湿潤成形体を得た。
【0085】
(3)乾燥工程
(2)で得た湿潤成形体を乾燥機により110℃で36時間乾燥処理することにより、嵩密度が100kg/m3で、アルミナ含有割合が89質量%で、厚さ25mmのボード形状の無機質成形体を得た。
【0086】
得られた無機質成形体をエネルギー分散形X線分析装置付走査電子顕微鏡(日本電子社製JED−2300)を用いて測定したところ、図2に示すように、アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなる微小構造を有するものであることが分かった。
【0087】
また、得られた無機質成形体について、以下の方法にて、通気抵抗率、曲げ強度および耐アルカリ性を測定した。結果を表1に示す。
<通気抵抗率測定>
通気抵抗率は、ASTM C522に準拠した方法により測定した。
<曲げ強度>
上記無機質成形体からなる縦150mm、横50mm、厚さ 25mmの平板状試験片の曲げ強度を、3点曲げ強度試験機を用いて、ヘッドスピード10mm/分の速度で荷重を加え、破断荷重を測定し、次式により算出した。
曲げ強度(MPa)={3×最大荷重(N)×下部支点間距離(mm)}/{2×の幅(mm)×(の厚さ(mm))2}
また、上記試験片を1300℃で24時間焼成して得られた焼成後試験片についても同様に曲げ強度を測定した。
<耐アルカリ性測定>
上記無機質成形体からなる縦80mm、横80mm、厚さ25mmの平板状試験片を形成した。
リチウムとコバルトのモル比が1:1であるコバルト酸リチウム10gを収納した直径42mm、高さ35mmのアルミナ製のるつぼ上に蓋をするように前記試験片を配置した状態で、1100℃で8時間加熱する処理を1サイクルとして、上記処理を繰り返し複数サイクル行い、試験片表面におけるクラック、剥離または侵食の有無を目視にて確認した。
なお、本試験においては、上記加熱処理を1回行う毎にコバルト酸リチウムを新品に入れ替えている。
【0088】
(実施例2〜実施例33)
表1〜表5に示すように、各成分の添加量を変化させたり、アルミナ質繊維として適宜ムライト繊維(三菱樹脂社製「マフテック」、アルミナ含有割合72質量%、シリカ含有割合28質量%、アルミナ中に占めるαアルミナ含有割合0〜59%であるもの)を用いたり、平均粒径が異なるアルミナ粒子(平均粒径が、それぞれ、120μm、100μm、60μm、30μm、15μm、5μm、3μmであるもの)を用いたりした以外は、実施例1と同様にして無機質成形体を作製した。
【0089】
得られた各無機質成形体をエネルギー分散形X線分析装置付走査電子顕微鏡(日本電子社製JED−2300)を用いて測定したところ、図2に示すように、アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなる微小構造を有するものであることが分かった。
【0090】
得られた各無機質成形体における、無機質成形体製造時におけるスラリーのウェットボリュームを表1〜表5に示す。また、表1〜表5に、得られた無機質成形体における嵩密度やアルミナ含有割合とともに、実施例1と同様の方法で、通気抵抗率、曲げ強度および耐アルカリ性を測定した結果を示す。
【0091】
なお、実施例3の結果については、表1に記載するとともに、表2、表3、表4においても、それぞれ、コロイダルシリカ添加量、澱粉添加量、高分子凝集剤添加量の相違による物性等の相違を比較するために同内容を重ねて記載している。また、実施例16の結果については、表3に記載するとともに、高分子凝集剤添加量の相違による物性等の相違を比較するために表4においても同内容を重ねて記載している。さらに、実施例25の結果については、表4に記載するとともに、アルミナ粒子の平均粒径の相違による物性等の相違を比較するために表5においても重ねて記載している。
【0092】
(比較例1〜比較例7)
表1〜表5に示すように、各成分の添加量を変化させたり、アルミナ質繊維として適宜ムライト繊維(三菱樹脂社製「マフテック」、アルミナ含有割合72質量%、シリカ含有割合28質量%、アルミナ中に占めるαアルミナ含有割合0〜59%であるもの)や、アルミナ粒子に代えてシリカ粒子(キンセイマテック社製「溶融シリカ」、平均粒径60μmであるもの)を用いたり、澱粉や高分子凝集剤を用いなかった以外は、実施例1と同様にして比較無機質成形体を作製した。
【0093】
得られた各比較無機質成形体における、製造時におけるスラリーのウェットボリュームを表1、表3、表4に示す。また、表1、表3、表4に、得られた比較無機質成形体における嵩密度やアルミナ含有割合とともに、実施例1と同様の方法で、通気抵抗率、曲げ強度および耐アルカリ性を測定した結果を示す。
【0094】
【表1】

【0095】
【表2】
【0096】
【表3】
【0097】
【表4】
【0098】
【表5】
【0099】
実施例1〜実施例33と比較例1〜比較例7を対比することにより、本発明の方法で得られた無機質成形体は、嵩密度や通気抵抗率が低いために内部にアルカリガスを拡散し易く、アルカリガスにより浸食されやすい無機バインダーを含む膜状部がアルカリ質繊維からなる骨格部とは別に形成されてなり、耐アルカリ性を有するアルミナを含むものであるために、表面部分においてアルカリガスの侵食が低減され、剥離やクラックの発生を抑制し得るとともに、十分な曲げ強度を有する無機質成形体を安価にかつ簡便に製造し得ることが分かる。
【0100】
また、実施例1〜実施例33で得られた結果より、本発明の方法で得られた無機質成形体は、アルカリガスによる侵食を受け易い無機バインダーがアルミナ質繊維からなる骨格部とは独立して膜状部を形成してなることにより表面ばかりか内部においてもアルカリガスによるアルミナ質繊維の侵食が低減されてなるものであることが分かる。
【産業上の利用可能性】
【0101】
本発明によれば、炉材として用いたときに熱容量および熱伝導率が十分に低いとともに、十分な強度を有しアルカリガスに対する耐性が高い無機質成形体を安価にかつ簡便に製造することができる。
【図面の簡単な説明】
【0102】
【図1】従前の無機質成形体の内部構造を示す図である。
【図2】本発明の方法により得られた無機質構造体の内部構造を示す図である。
【符号の説明】
【0103】
1 骨格部
2 粒子状ないしはひげ状部
3 膜状部
【技術分野】
【0001】
本発明は、無機質成形体の製造方法に関する。
【背景技術】
【0002】
従来より、電子部品や電池用電極材などを熱処理するために、工業炉による焼成が行われている。
【0003】
また、工業炉の内部に設けられる炉材(断熱材)としては、熱容量および熱伝導率が低いものが求められ、このような炉材を用いることにより、加熱時の熱エネルギーを効率的に利用するとともに、タクトタイムを短縮して生産効率を向上させている。
【0004】
しかしながら、近年においては、焼成する部材によっては、被焼成物からリチウムガスやナトリウムガスなどのアルカリガスが発生する場合があり、このアルカリガスが工業炉内部に設けられた炉材を侵食して、剥離、クラック、脱落等の現象を生じ得るため、炉材が損耗し易くなってきている。
【0005】
上記炉材の損耗を抑制するために、炉材として、耐食性に優れたアルミナの含有比率が高いものが提案されている(例えば、特許文献1参照)が、十分な耐アルカリ性を有するものは報告されていなかった。
【特許文献1】特開2007−70769号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
アルカリガスに対する耐食性が高い炉材としては、結晶性の高い高純度アルミナを高密度化することにより、アルカリガスの浸透を抑制してなるものが考えられる。
【0007】
しかしながら、本発明者等が検討したところ、上記高純度で高密度化したアルミナからなる炉材は、非常に高価であるとともに、アルカリガスと反応すると、炉材が剥離してしまうことが判明した。
【0008】
また、本発明者等が検討したところ、アルミナ質繊維を無機バインダーで結着してなる従前の無機質成形体は、図1に示すように、アルミナ質繊維からなる骨格部の表面に無機バインダーが凝集して粒子状ないしはひげ状に付着してなる内部構造を有しており、上記無機バインダー成分がアルカリガスによる侵食を受け易いため、耐食性の高いアルミナ質繊維を用いても凝集した無機バインダーを通じて侵食され易いことが判明した。
【0009】
このような状況下、本発明は、炉材として用いたときに、熱容量および熱伝導率が低く、十分な強度を有するとともに、アルカリガスに対する耐性が高い無機質成形体を安価にかつ簡便に製造する方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
上記技術課題を解決すべく、本発明者等が鋭意検討を行ったところ、無機質成形体を製造する方法として、アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、該湿潤成形体を乾燥する工程とを含む方法により、前記課題を解決し得ることを見出し、本発明を完成するに至った。
【0011】
すなわち、本発明は、
(1)無機質成形体を製造する方法であって、
アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、
該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、
該湿潤成形体を乾燥する工程と
を含むことを特徴とする無機質成形体の製造方法、
(2)前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、澱粉1〜8質量部と高分子凝集剤0.2〜4質量部とを含む上記(1)に記載の無機質成形体の製造方法、
(3)前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、アルミナ含有割合量が80質量%以上であるアルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部と、無機バインダー3〜15質量部とを含む上記(1)または(2)に記載の無機質成形体の製造方法、
(4)前記アルミナ粒子の平均粒径が5〜100μmである上記(1)〜(3)のいずれかに記載の無機質成形体の製造方法、
(5)得られる無機質成形体の嵩密度が100〜200kg/m3である上記(1)〜(4)のいずれかに記載の無機質成形体の製造方法、
(6)得られる無機質成形体のASTM C522による通気抵抗率が6×105Pa・S/m2以下である上記(1)〜(5)のいずれかに記載の無機質成形体の製造方法、および
(7)得られる無機質成形体におけるアルミナ含有割合が80質量%以上である上記(1)〜(6)のいずれかに記載の無機質成形体の製造方法
を提供するものである。
【発明の効果】
【0012】
本発明によれば、無機質成形体の原料として、耐アルカリガス成分であるアルミナ粒子を所定量用いるとともに骨格形成成分であるアルミナ質繊維を用い、これらの原料を溶媒中に添加してスラリー化するときに、無機バインダーに加えて有機バインダーである澱粉および高分子凝集剤を用いることにより、ウェットボリュームが300mL/20g以上と嵩高なスラリーを得、このスラリーから得られる湿潤成形体を乾燥することによって、嵩密度が低く、通気抵抗率が低いばかりか、耐食性の低い無機バインダーが耐食性の高いアルミナ質繊維からなる骨格部から独立して膜状部を形成してなる無機質成形体を得ることができる。
【0013】
このため、本発明によれば、熱容量および熱伝導率が十分に低いとともに、その構造が、内部にアルカリガスを拡散し易く、アルカリガスに対する耐性の高い骨格部を有するものであるために、表面部分や内部においてアルカリガスの侵食が低減され、剥離やクラックの発生を抑制し得るとともに、十分な強度を有する無機質成形体を、安価にかつ簡便に製造する方法を提供することができる。
【発明を実施するための最良の形態】
【0014】
本発明の無機質成形体の製造方法は、アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、該湿潤成形体を乾燥する工程とを含むことを特徴とするものである。
【0015】
本出願において、アルミナ質繊維とは、アルミナを主成分とする金属酸化物繊維を意味し、アルミナを主成分とする限り、アルミナの他に、シリカ、ジルコニア等の成分を含んでもよい。
【0016】
アルミナ質繊維中のアルミナ含有量は80質量%以上であることが好ましく、90質量%以上であることがより好ましい。アルミナの含有量が80質量%以上であると、耐アルカリ性が向上してアルカリガスに侵食され難くなる。
【0017】
また、アルミナ質繊維に含まれるαアルミナの結晶化度が50%以上であると耐アルカリ性が向上するが、結晶化度が高い繊維ほど脆くなり、スラリー形成時に混合攪拌すると繊維が折れ易く、スラリーのウェットボリュームが小さくなるため、得られる成形体が高密度化し易くなる。一方、アルミナ質繊維に含まれるαアルミナの結晶化度が10%以下であると耐アルカリ性が僅かに低くなり、1300℃以上の温度まで加熱すると得られる成形体が僅かに収縮するが、繊維が折れにくくなるため、スラリーのウェットボリュームが大きくなり、得られる成形体が低密度化し易くなる。このため、アルミナ繊維の結晶化度に関しては、得ようとする成形体の特性に応じて、適宜選定することが好ましい。具体的には、アルミナ質繊維は、結晶化度が50%以上の高結晶質アルミナ繊維30〜70質量%と、結晶化度が10%以下の低結晶質アルミナ繊維70〜30質量%から構成されていてもよく、結晶化度が50%以上の高結晶質アルミナ繊維40〜60質量%と、結晶化度が10%以下の低結晶質アルミナ繊維60〜40質量%から構成されていてもよい。
【0018】
アルミナ質繊維は、平均長さが100〜100,000μmであるものが好ましく、1,000〜80,000μmであるものがより好ましく、3,000〜50,000μmであるものがさらに好ましい。
【0019】
なお、本出願において、アルミナ質繊維とは、アスペクト比(縦横比)が25以上であるものをいう。
【0020】
アルミナ質繊維は、得られる無機質成形体において、骨格形成成分として機能すると考えられる。
【0021】
また、アルミナ粒子は、結晶性の高いαアルミナからなるものであることが好ましく、αアルミナからなるアルミナ粒子を用いることにより、耐アルカリ性を向上させることができる。
【0022】
アルミナ粒子の平均粒径は、5〜100μmであることが好ましく、10〜90μmであることがより好ましく、30〜80μmであることがさらに好ましい。ここで、アルミナ粒子は、例えば平均粒径が2〜10μmの1次粒子が凝集して平均粒径40〜80μm程度の2次粒子を形成していてもよい。こうしたアルミナ粒子は比表面積が大きく、アルミナ粒子自体が嵩高いので、得られる無機質成形体の嵩密度を低くし易く、耐アルカリ性をさらに向上させることができる。
【0023】
アルミナ粒子の平均粒径が5μm未満であるとアルミナ粒子の比表面積が大きくなり、アルカリ成分と反応し易くなって耐アルカリ性が低下し易くなるとともに、得られる成形体の密度が高くなる。また、上記平均粒径が大きいほど得られる無機質成形体の密度や通気抵抗率が低減して、耐アルカリ性が向上し易くなり、平均粒径が100μmを超えると、得られる無機質成形体にざらつき感を生じ、粒子が脱落し易くなる。
【0024】
なお、本出願において、平均粒径とは、レーザー回折式粒度分布測定装置により測定した値を意味する。
【0025】
本発明の方法においては、スラリー形成時に、上記アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるようにアルミナ粒子を溶媒中に添加する。上記質量割合は35〜65質量%であることが好ましく、40〜60質量%であることがさらに好ましい。このように、本発明の方法においては、添加するアルミナ質繊維量が増加するとアルミナ粒子量が減少する関係にあり、このような意味においてアルミナ質繊維とアルミナ粒子は相補的な関係にある。上記アルミナ粒子の質量割合が30質量%未満であると、得られる無機質成形体の骨格形成成分であるアルミナ繊維がアルカリガスによる侵食を受けた際に成形体の変形が大きくなり易く、クラックが発生し易くなる。また、上記アルミナ粒子の質量割合が70質量%を超えると、骨格形成成分であるアルミナ繊維の含有割合が小さくなって、得られる無機質成形体がアルカリガスによる侵食を受けた際に剥離が生じ易くなる。
【0026】
本発明の方法において、スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、アルミナ含有割合が80質量%以上であるアルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部とを含むものであることが好ましい。
【0027】
アルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記アルミナ質繊維の含有量は30〜70質量部が好ましく、35〜65質量部がより好ましく、40〜60質量部がさらに好ましい。また、アルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記アルミナ粒子の含有量は30〜70質量部が好ましく、 35〜65質量部がより好ましく、40〜60質量部がさらに好ましい。
【0028】
本発明の方法においては、スラリーを形成するために、上記アルミナ質繊維とアルミナ粒子とを溶媒中に添加するとともに、さらに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加する。
【0029】
無機バインダーとしては、特に制限されず、例えば、アニオン性のコロイダルシリカ、カチオン性のコロイダルシリカ等のコロイダルシリカ、ヒュームドシリカ、ジルコニアゾル、チタニアゾル、アルミナゾル、ベントナイト等を挙げることができるが、これらの無機バインダーのうち、コロイダルシリカが好ましい。
【0030】
無機バインダーは、固形物の形態で溶媒中に添加してもよいし、懸濁液又は溶液等の形態で添加してもよい。
【0031】
本発明の方法において、スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、無機バインダーを3〜15質量部含むものであることが好ましく、4〜12質量部含むものであることがより好ましく、5〜11質量部含むものであることがさらに好ましい。スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記無機バインダーの含有量が3質量部未満であると、バインダーとしての結合力が低下し易くなり、15質量部を超えると得られる無機質成形体の耐アルカリ性が低下し易くなる。
【0032】
また、有機バインダーである澱粉としては、特に制限されず、例えば、通常の原料澱粉の他、カチオン澱粉、アニオン澱粉、両性澱粉等を挙げることができる。
【0033】
原料澱粉としては、例えば、バレイショ澱粉、タピオカ澱粉、トウモロコシ澱粉といった天然の多糖類やそれらの加水分解物を挙げることができる。
【0034】
カチオン澱粉は、原料澱粉にカチオン基を導入してなるものであり、原料澱粉の分子中に、1級、2級もしくは3級アルキルアミン又は4級アンモニウム塩を導入し、陽性に荷電させた澱粉を挙げることができる。
【0035】
アニオン澱粉は、原料澱粉にアニオン基を導入してなるものであり、原料澱粉の分子中に、リン酸基、スルホン酸基、カルボキシル基等を導入したものを挙げることができる。
【0036】
両性澱粉は、原料澱粉にカチオン基およびアニオン基を導入して、澱粉分子中に両官能基を含有させてなるものであり、カチオン基およびアニオン基としては、上述したものと同様のものを挙げることができる。
【0037】
また、有機バインダーである高分子凝集剤としては、ポリアクリルアミド系高分子、アマイド系高分子、ポリアクリルエステル系高分子、ポリアクリルエーテル系高分子などの高分子からなるものが挙げられ、これらの高分子凝集剤のうちポリアクリルアミド系高分子からなるものが好適である。
【0038】
また、有機バインダーとしては、上記澱粉および高分子凝集剤とともに、必要に応じて、パルプや適当なエマルジョンなどを用いてもよい。
【0039】
本発明の方法において、所望の大きさのフロックを形成するために溶媒中に添加する有機バインダー種類および添加量は、無機バインダーの電荷量、電荷の性質、使用するアルミナ粒子のサイズ等に合わせて最適化すればよい。
【0040】
有機バインダーは、固形物の形態で溶媒中に添加してもよいし、懸濁液又は溶液等の形態で添加してもよい。
本発明の方法においては、無機バインダーとともに、有機バインダーとして澱粉および高分子凝集体を用いることにより、フロックの形成を促進して、後述するようにウェットボリュームが300mL/20g以上という嵩高なスラリーを得ることを可能ならしめている。
【0041】
本発明の方法において、上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、上記スラリーは、澱粉1〜8質量部と高分子凝集剤0.2〜4質量部とを含むことが好ましい。上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、澱粉を2〜7質量部含むことがより好ましく、3〜6質量部含むことがさらに好ましい。また、上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、高分子凝集剤を0.5〜3質量部含むことがより好ましく、1〜2.5質量部含むことがよりさらに好ましい。
【0042】
アルミナ質繊維とアルミナ粒子との合計量を100質量部としたときのスラリー中の澱粉含有量が1〜8質量部であることにより、アルミナ質繊維とアルミナ粒子に無機バインダーを効果的に定着することが可能となる。また、アルミナ質繊維とアルミナ粒子との合計量を100質量部としたときのスラリー中の高分子凝集剤含有量が0.2〜4質量部であることにより、スラリー中で材料を効果的に凝集させフロックを形成することが可能になる。
【0043】
また、上記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合、上記スラリーは、有機バインダーを総量で3〜12質量部含むことが好ましく、4〜10質量部含むことがより好ましく、5〜8質量部含むことがさらに好ましい。アルミナ質繊維とアルミナ粒子との合計量を100質量部としたときのスラリー中の有機バインダー含有量が3質量部未満であると、無機バインダーの定着作用、凝集作用、成形体の曲げ強度の何れかが不足し、同含有量が12重量部を超えると得られる無機質成形体を加熱した際の有機物の分解ガスが多量に発生するため好ましくない。
【0044】
有機バインダーとして澱粉を単独で使用した場合には、無機バインダーを定着させ易くなり、得られる無機質成形体に曲げ強度を付与し易くなるが、スラリーの凝集作用が小さいためにフロック形成作用が小さくなり易く、このため、得られる無機質成形体に積層方向の配向性を生じて、十分な通気抵抗率を付与できず耐アルカリ性を低減させてしまう。また、有機バインダーとして高分子凝集剤を単独で使用した場合には、スラリーのフロック形成作用が大きく、得られる成形体の配向性を低減して十分な通気抵抗率を付与し易くなるが、成形体の焼成後における強度を十分に確保できず、このため、澱粉使用時と同等の焼成後強度を発現しようとすると多量の無機バインダーを必要とし、やはり耐アルカリ性を低減させてしまう。
【0045】
これに対し、本発明の方法においては、有機バインダーとして、上記澱粉および高分子凝集剤の両者を用いることにより、無機バインダーをアルミナ質繊維およびアルミナ粒子と結合させる際に定着材として機能させて得られる無機質成形体に十分な曲げ強度を付与しつつ、スラリー中で材料を凝集させフロックを形成させるように機能して、ウェットボリュームが300mL/20g以上という嵩高なスラリーを形成し、得られる無機質成形体を低密度で嵩高な構造にして十分な通気抵抗率を付与し得る。
【0046】
また、本発明の方法において、無機バインダーとしてコロイダルシリカを用いるとともに、有機バインダーとして澱粉を用いることにより、後述するように、無機質成形体として、アルミナ質繊維と、アルミナ粒子と、無機バインダーとを含み、その内部構造が、アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなるものを得ることができる。
【0047】
上記骨格部と膜状部が形成されてなる無機質成形体を作製するためには、無機バインダーであるコロイダルシリカと澱粉が反対の電荷を有していることが好ましい。例えば、澱粉がカチオン性の電荷を有するものである場合には、アニオン性の電荷を有するコロイダルシリカを組み合わせることが好ましく、澱粉がアニオン性の電荷を有するものである場合には、カチオン性の電荷を有するコロイダルシリカを組み合わせることが好ましい。コロイダルシリカと澱粉の最適な添加量は、ゼータ電位が等電点になるように組み合わせることで求めることができる。
【0048】
本発明の方法において、スラリー形成時に使用される溶媒としては、特に制限されないが、水や極性有機溶媒等が挙げられる。
【0049】
水としては、蒸留水、イオン交換水、水道水、地下水、工業用水等を挙げることができ、また、極性有機溶媒としては、エタノール、プロパノール等の1価のアルコール類、エチレングリコール等の2価のアルコール類を挙げることができる。これらのうち、上記溶媒としては、作業環境の悪化がなく環境への負荷がない点で水が好ましい。
【0050】
スラリー中に含まれる全固形分濃度は、0.1〜10質量%であることが好ましく、0.3〜8質量%であることがより好ましく、0.5〜3質量%であることがさらに好ましい。スラリー中に含まれる全添加成分濃度が0.1質量%未満であると脱水成形工程で除去する水の量が多くなり過ぎるので製造効率が低下し易くなり、また、10質量%を超えると、スラリーに固形分が均一に分散し難くなる。
【0051】
本発明の方法においては、溶媒中に上記各成分を順次添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得ることができる。上記ウェットボリュームは300〜800mL/20gであることが適当であり、300〜700mL/20gであることがより適当である。
【0052】
スラリーのウェットボリュームが300mL/20g以上であることにより、嵩密度が十分に低く、内部までアルカリガスを拡散し得る嵩高な構造を有する無機質成形体を得ることができる。
ウェットボリュームが300mL/20g以上であるスラリーは、上述したように、スラリーの形成時、溶媒中に、無機バインダーとともに有機バインダーとして澱粉および高分子凝集体を添加することにより、得ることができる。
【0053】
なお、本出願において、ウェットボリュームは、以下の(1)〜(10)の手順により算出される値を意味する。
(1)アルミナ質繊維とアルミナ粒子の合計20gを少数点2桁以上の精度を有する秤で計量する。
(2)(1)で計量した材料を2Lのビーカーに投入する。
(3)全体量が1Lとなるように調整したイオン交換水をビーカーに投入する。ここで、全体量とは、上記アルミナ質繊維、アルミナ粒子およびイオン交換水の合計量に、下記(5)で添加する無機バインダーおよび有機バインダーの合計量を加えた量である。
(4)イオン交換水とアルミナ質繊維とアルミナ粒子が均一になるように2分間攪拌する。攪拌はプロペラ型の攪拌羽を使用し、回転数は1100rpmとする。
(5)続いて、無機バインダーと、有機バインダーとして澱粉および高分子凝集剤をそれぞれ投入しつつ攪拌する。材料を投入する順序は特に制限されないが、投入する材料は一種類づつとし、一種類投入する毎に1分間攪拌する。
(6)全ての材料を投入、攪拌することで原料添加液を得る。
(7)攪拌停止後、1Lのメスシリンダーに(6)で得た原料添加液を移す。
(8)メスシリンダーの口を手等で塞ぎ、水が漏れないように注意しながら上下逆さまにして攪拌する。これを計10回繰り返す。
(9)室温下で静置し、15分経過後の沈降体積を目視で計測する。
(10)15分静置することにより得られるスラリー20gあたりの体積(mL/20g)をウェットボリュームとする。
【0054】
本発明の方法においては、上記スラリーを脱水成形または抄造して湿潤成形体を得る。
【0055】
脱水成形方法としては、公知の方法を採用することができ、特に制限されないが、底部に網が設置された成形型中にスラリーを流し込み、溶媒を吸引する吸引脱水成形法や、加圧脱水成形法を挙げることができる。
【0056】
なお、本出願においては、スラリー形成時に用いる溶媒として水以外のものを用いる場合もあるが、水以外の溶媒を脱溶媒して成形する場合も含めて、脱水成形と呼ぶものとする。
【0057】
抄造法としては、公知の方法を採用することができ、特に制限されないが、帯状の多孔質担体上にフローボックスからスラリーを流し出すフローオン法や、ハチェック式抄造法や長網式抄造法などスラリーを連続的に抄造し得る方法を挙げることができる。
【0058】
本発明の方法において、攪拌槽等で作製したスラリーを、上記脱水成形または抄造するために成形型や貯留槽等に搬送する際には、上記攪拌槽の下部に成形型や貯留槽等を配置する等して、スラリーの自重により移送することが好ましい。スラリーを自重により移送することにより、スラリーのウェットボリュームを低減することなく、移送することができる。従来、こうしたスラリーの搬送には、一般的にはポンプなどが使用されてきたが、ポンプの攪拌力により無機繊維がせん断されてしまいウェットボリュームが低減する場合がある。
【0059】
湿潤成形体は、得ようとする無機質成形体に相似する形状を有するものが適当であり、例えば、ボード状、シート状、ブロック状のものを挙げることができる。ここで、製造工程において、品質としての嵩密度を一定の範囲に保つために、湿潤成形体を必要に応じてプレスしても良いが、本発明においては、低い嵩密度を実現するためにできるだけプレスしないほうが好ましい。
【0060】
このようにして得られた湿潤成形体は、次いで、乾燥処理される。
【0061】
乾燥処理は、公知の乾燥機により行うことができ、乾燥温度は、40〜180℃が好ましく、60〜150℃がより好ましく、80〜120℃がさらに好ましい。また、乾燥時間は、6〜48時間が好ましく、8〜40時間がより好ましく、10〜36時間がさらに好ましい。
【0062】
本発明の方法においては、上記湿潤成形体の乾燥処理物をさらに焼成処理してもよい。
【0063】
焼成処理は、公知の加熱炉により行うことができ、焼成温度は、特に制限されないが、800℃以上が好ましく、800〜1600℃がより好ましい。また、上記湿潤成形体の乾燥処理物を断熱材や耐火材として使用する場合、使用時に加熱炉を所定温度に加熱することによって焼成処理してもよい。
【0064】
本発明の方法においては、このようにして簡便かつ低コストに無機質成形体を得ることができる。
【0065】
得られた無機質成形体は、例えば、ボード状、シート状、ブロック状の形状を有するものであることが好ましい。
【0066】
本発明の方法により得られる無機質成形体は、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の含有割合が30〜70質量%であるものである。本発明の方法により得られる無機質成形体としては、上記アルミナ粒子の含有割合が35〜65質量%であるものがより適当であり、40〜60質量%であるものがより適当である。
【0067】
また、本発明の方法で得られる無機質成形体は、アルミナ含有量が80質量%以上であるアルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合に、アルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部と、無機バインダー3〜15質量部とを含むものであることが好ましい。アルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合、上記アルミナ質繊維の含有量は35〜65質量部であることがより好ましく、40〜60質量部であることがさらに好ましい。また、アルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合、上記アルミナ粒子の含有量は35〜65質量部であることがより好ましく、40〜60質量部であることがさらに好ましい。さらに、アルミナ質繊維とアルミナ粒子の合計量を100質量部とした場合、上記無機バインダーの含有量は4〜12質量部であることがより好ましく、5〜11質量部であることがさらに好ましい。
【0068】
アルミナ質繊維、アルミナ粒子、無機バインダーとしては、上述したものと同様のものを挙げることができる。
【0069】
本発明の方法によれば、嵩密度が100〜200kg/m3である無機質成形体を得ることができるが、上記嵩密度が100〜195kg/m3である無機質成形体がより適当であり、100〜190kg/m3である無機質成形体がさらに適当である。
【0070】
嵩密度が200kg/m3を超えると得られる無機質成形体の強度は高くなるが、通気抵抗が増加して、表面部分が浸食され易くなり、成形体表面部分の剥離を生じさせ易くなる。また、嵩密度が100kg/m3未満であると通気抵抗率が低下して、アルカリガスの拡散性は向上するが、成形体の強度が低下して、炉材として使用した場合に成形体の変形等を生じ得る。
【0071】
また、本発明の方法によれば、ASTM C522による通気抵抗率が6×105Pa・S/m2以下である無機質成形体を得ることができるが、上記通気抵抗率は1×103〜6×105Pa・S/m2である無機質成形体がより適当であり、1×103〜1×105Pa・S/m2である無機質成形体がさらに適当である。
【0072】
上記通気抵抗率が6×105Pa・S/m2以下であると、成形体の内部へアルカリガスが拡散し易くなって、成形体表面部分への侵食が低減されるために無機質成形体の耐アルカリ性が向上するが、通気抵抗率が6×105Pa・S/m2を超えると、無機質成形体表面にアルカリガスが滞留し易くなって、成形体表面に剥離やクラックが生じ易くなる。また、無機質成形体の熱伝導率を低減させつつ強度等の断熱材としての性能を維持するためには、上記通気抵抗率が1×103Pa・S/m2以上であることが好ましい。
【0073】
さらに、本発明の方法によれば、アルミナ含有割合が80質量%以上の無機質成形体を得ることができるが、上記アルミナ含有割合が81質量%以上である無機質成形体がより適当であり、83質量%以上である無機質成形体がさらに適当である。
【0074】
アルミナ含有割合が80質量%以上であることにより、得られる無機質成形体の耐アルカリ性を向上させることができる。
【0075】
また、本発明の方法によれば、無機質成形体として、アルミナ質繊維と、アルミナ粒子と、無機バインダーとを含み、その内部構造が、前記アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなるものを得ることができる。
【0076】
アルミナ質繊維を無機バインダーで結着してなる従前の無機質成形体は、図1に示すように、アルミナ質繊維からなる骨格部1の表面に無機バインダーが凝集してなる粒子状部ないしはひげ状部2を成す内部構造を有するが、本発明の方法で得られた無機質成形体は、図2に示すように、アルミナ質繊維の交点近傍において、アルミナ質繊維からなる骨格部1を繋ぐように無機バインダーが膜状部3を形成してなる内部構造を有している。
本出願において、骨格部とは、図2に示すように、アルミナ質繊維からなる繊維状部分を意味し、膜状部とは、同図に示すように、2本のアルミナ質繊維の成す交点を基点として、アルミナ質繊維間に、両者を繋ぐように拡幅形成されてなる薄膜状部分を意味する。図2に示すように、膜状部は、水かき状等の形状を有するものであるが、3本以上のアルミナ質繊維が複雑に交差し、アルミナ質繊維間に複数の膜状部が形成され、連結することにより、多角形状等多様な形状をなす場合もある。
【0077】
上記骨格部および膜状部全体に占めるアルミナの存在割合は60質量%以上90質量%未満であることが好ましく、70〜88質量%であることがより好ましく、75〜85質量%であることがさらに好ましい。また、上記膜状部が形成されていない部分の骨格部におけるアルミナの存在割合は90〜99質量%であることが好ましく、90〜98質量%であることがより好ましく、90〜97質量%であることがさらに好ましい。
【0078】
なお、本出願においては、上記骨格部および膜状部全体に占めるアルミナの存在割合および骨格部におけるアルミナの存在割合は、エネルギー分散形X線分析装置付走査型電子顕微鏡により測定した値を意味する。
【0079】
図1に示す従前の無機質成形体は、アルカリガスと反応し易い無機バインダー成分がアルミナ質繊維からなる骨格部全体に付着している。このため、図1に示す従前の無機質成形体は、耐食性が高いアルミナ質繊維を使用した場合でも無機バインダーを通じて劣化を生じ易く、耐アルカリガス特性を低下させている。これに対し、本発明の方法で得られた骨格部と膜状部を有する無機質成形体は、アルミナ質繊維の交点近傍にバインダー成分が集合して、アルミナ繊維からなる骨格部を繋ぐように水かき状等の形状を有する膜状部が形成されているため、耐食性の高いアルミナ質繊維の特性を活かしつつ、耐アルカリガス特性を向上させ得ると考えられる。
【0080】
本発明の方法において、上記骨格部と膜状部を有する無機質成形体は、上述したように、有機バインダーとして澱粉を用いつつ、無機バインダーとしてコロイダルシリカを用いることにより好適に作製することができる。水溶液中で膨潤した澱粉は、スラリーを脱水成形して得た湿潤成形体を乾燥する過程において、澱粉に定着している無機バインダーとともに、毛細管現象によりアルミナ質繊維の交点近傍に集合し、その際、澱粉と無機バインダーから水分が蒸発することで膜状部が形成されると考えられる。
【0081】
本発明の方法により得られる無機質成形体の耐アルカリ性評価方法としては、例えば、得られた無機質成形体からなる厚さ25mmの平板状試験片を形成し、リチウムとコバルトのモル比が1:1であるコバルト酸リチウム10gを収納した直径42mm、高さ35mmのアルミナ製のるつぼ上に蓋をするように上記試験片を配置した状態で、1100℃で8時間加熱する処理を1サイクルとして、上記処理を複数サイクル繰り返し行ったときに、上記試験片におけるクラック、剥離または侵食の有無を視認することにより行うことができる。
【0082】
本発明の方法により、上記処理を2回繰り返し行っても試験片にクラック、剥離または侵食が視認されない無機質成形体を得ることができるが、上記処理を3回繰り返し行っても試験片にクラック、剥離または侵食が視認されない無機質成形体がより適当であり、上記処理を4回以上繰り返し行っても試験片にクラック、剥離または侵食が視認されない無機質成形体がさらに適当である。
【実施例】
【0083】
以下、本発明を実施例および比較例によりさらに詳細に説明するが、本発明は以下の例により何ら限定されるものではない。
(実施例1)
以下に示す方法により、実施例1に係る無機質成形体を作製した。
(1)スラリー作製工程
水に、アルミナ繊維(電気化学工業社製「B97N5」、アルミナ含有割合97質量%、シリカ含有割合3質量%、アルミナ中に占めるαアルミナ含有割合50〜59%であるもの)70質量部、アルミナ粒子(日本軽金属社製「A11」、平均粒径50μmであるもの)30質量部、無機バインダーであるコロイダルシリカ(日本化学工業社製「シリカドール30」、固形分30質量%の懸濁液、固形分の平均粒径15nm、pH10.0)を固形分換算で8質量部、澱粉(日澱化学社製、「ペトロサイズJ」)3質量部及び高分子凝集剤であるポリアクリルアミド(荒川化学工業社製「ポリストロン311」、カチオン性、不揮発分10質量%、pH4.2〜4.8、粘度500〜1500cps)3質量部を加え、更に、スラリー濃度が2質量%となるように、水を加えて攪拌し、スラリーを作製した。
得られたスラリーのウェットボリュームを測定したところ、700mL/20gであった。
【0084】
(2)湿潤成形体作製工程
上述のようにして得たスラリーを、底部に網が設置された成形型中にスラリーを流し込み、溶媒を吸引する吸引脱水成形法により脱水成形して、得ようとする無機質成形体に相似するボード形状を有する湿潤成形体を得た。
【0085】
(3)乾燥工程
(2)で得た湿潤成形体を乾燥機により110℃で36時間乾燥処理することにより、嵩密度が100kg/m3で、アルミナ含有割合が89質量%で、厚さ25mmのボード形状の無機質成形体を得た。
【0086】
得られた無機質成形体をエネルギー分散形X線分析装置付走査電子顕微鏡(日本電子社製JED−2300)を用いて測定したところ、図2に示すように、アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなる微小構造を有するものであることが分かった。
【0087】
また、得られた無機質成形体について、以下の方法にて、通気抵抗率、曲げ強度および耐アルカリ性を測定した。結果を表1に示す。
<通気抵抗率測定>
通気抵抗率は、ASTM C522に準拠した方法により測定した。
<曲げ強度>
上記無機質成形体からなる縦150mm、横50mm、厚さ 25mmの平板状試験片の曲げ強度を、3点曲げ強度試験機を用いて、ヘッドスピード10mm/分の速度で荷重を加え、破断荷重を測定し、次式により算出した。
曲げ強度(MPa)={3×最大荷重(N)×下部支点間距離(mm)}/{2×の幅(mm)×(の厚さ(mm))2}
また、上記試験片を1300℃で24時間焼成して得られた焼成後試験片についても同様に曲げ強度を測定した。
<耐アルカリ性測定>
上記無機質成形体からなる縦80mm、横80mm、厚さ25mmの平板状試験片を形成した。
リチウムとコバルトのモル比が1:1であるコバルト酸リチウム10gを収納した直径42mm、高さ35mmのアルミナ製のるつぼ上に蓋をするように前記試験片を配置した状態で、1100℃で8時間加熱する処理を1サイクルとして、上記処理を繰り返し複数サイクル行い、試験片表面におけるクラック、剥離または侵食の有無を目視にて確認した。
なお、本試験においては、上記加熱処理を1回行う毎にコバルト酸リチウムを新品に入れ替えている。
【0088】
(実施例2〜実施例33)
表1〜表5に示すように、各成分の添加量を変化させたり、アルミナ質繊維として適宜ムライト繊維(三菱樹脂社製「マフテック」、アルミナ含有割合72質量%、シリカ含有割合28質量%、アルミナ中に占めるαアルミナ含有割合0〜59%であるもの)を用いたり、平均粒径が異なるアルミナ粒子(平均粒径が、それぞれ、120μm、100μm、60μm、30μm、15μm、5μm、3μmであるもの)を用いたりした以外は、実施例1と同様にして無機質成形体を作製した。
【0089】
得られた各無機質成形体をエネルギー分散形X線分析装置付走査電子顕微鏡(日本電子社製JED−2300)を用いて測定したところ、図2に示すように、アルミナ質繊維が不規則方向に分散することにより形成されてなる骨格部と、アルミナ質繊維同士の交点近傍において、アルミナ質繊維同士を繋ぐように形成されてなる、無機バインダーを含む膜状部により構成されてなる微小構造を有するものであることが分かった。
【0090】
得られた各無機質成形体における、無機質成形体製造時におけるスラリーのウェットボリュームを表1〜表5に示す。また、表1〜表5に、得られた無機質成形体における嵩密度やアルミナ含有割合とともに、実施例1と同様の方法で、通気抵抗率、曲げ強度および耐アルカリ性を測定した結果を示す。
【0091】
なお、実施例3の結果については、表1に記載するとともに、表2、表3、表4においても、それぞれ、コロイダルシリカ添加量、澱粉添加量、高分子凝集剤添加量の相違による物性等の相違を比較するために同内容を重ねて記載している。また、実施例16の結果については、表3に記載するとともに、高分子凝集剤添加量の相違による物性等の相違を比較するために表4においても同内容を重ねて記載している。さらに、実施例25の結果については、表4に記載するとともに、アルミナ粒子の平均粒径の相違による物性等の相違を比較するために表5においても重ねて記載している。
【0092】
(比較例1〜比較例7)
表1〜表5に示すように、各成分の添加量を変化させたり、アルミナ質繊維として適宜ムライト繊維(三菱樹脂社製「マフテック」、アルミナ含有割合72質量%、シリカ含有割合28質量%、アルミナ中に占めるαアルミナ含有割合0〜59%であるもの)や、アルミナ粒子に代えてシリカ粒子(キンセイマテック社製「溶融シリカ」、平均粒径60μmであるもの)を用いたり、澱粉や高分子凝集剤を用いなかった以外は、実施例1と同様にして比較無機質成形体を作製した。
【0093】
得られた各比較無機質成形体における、製造時におけるスラリーのウェットボリュームを表1、表3、表4に示す。また、表1、表3、表4に、得られた比較無機質成形体における嵩密度やアルミナ含有割合とともに、実施例1と同様の方法で、通気抵抗率、曲げ強度および耐アルカリ性を測定した結果を示す。
【0094】
【表1】
【0095】
【表2】
【0096】
【表3】
【0097】
【表4】
【0098】
【表5】
【0099】
実施例1〜実施例33と比較例1〜比較例7を対比することにより、本発明の方法で得られた無機質成形体は、嵩密度や通気抵抗率が低いために内部にアルカリガスを拡散し易く、アルカリガスにより浸食されやすい無機バインダーを含む膜状部がアルカリ質繊維からなる骨格部とは別に形成されてなり、耐アルカリ性を有するアルミナを含むものであるために、表面部分においてアルカリガスの侵食が低減され、剥離やクラックの発生を抑制し得るとともに、十分な曲げ強度を有する無機質成形体を安価にかつ簡便に製造し得ることが分かる。
【0100】
また、実施例1〜実施例33で得られた結果より、本発明の方法で得られた無機質成形体は、アルカリガスによる侵食を受け易い無機バインダーがアルミナ質繊維からなる骨格部とは独立して膜状部を形成してなることにより表面ばかりか内部においてもアルカリガスによるアルミナ質繊維の侵食が低減されてなるものであることが分かる。
【産業上の利用可能性】
【0101】
本発明によれば、炉材として用いたときに熱容量および熱伝導率が十分に低いとともに、十分な強度を有しアルカリガスに対する耐性が高い無機質成形体を安価にかつ簡便に製造することができる。
【図面の簡単な説明】
【0102】
【図1】従前の無機質成形体の内部構造を示す図である。
【図2】本発明の方法により得られた無機質構造体の内部構造を示す図である。
【符号の説明】
【0103】
1 骨格部
2 粒子状ないしはひげ状部
3 膜状部
【特許請求の範囲】
【請求項1】
無機質成形体を製造する方法であって、
アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、
該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、
該湿潤成形体を乾燥する工程と
を含むことを特徴とする無機質成形体の製造方法。
【請求項2】
前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、澱粉1〜8質量部と高分子凝集剤0.2〜4質量部とを含む請求項1に記載の無機質成形体の製造方法。
【請求項3】
前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、アルミナ含有割合が80質量%以上であるアルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部と、無機バインダー3〜15質量部とを含む請求項1または請求項2に記載の無機質成形体の製造方法。
【請求項4】
前記アルミナ粒子の平均粒径が5〜100μmである請求項1〜請求項3のいずれかに記載の無機質成形体の製造方法。
【請求項5】
得られる無機質成形体の嵩密度が100〜200kg/m3である請求項1〜請求項4のいずれかに記載の無機質成形体の製造方法。
【請求項6】
得られる無機質成形体のASTM C522による通気抵抗率が6×105Pa・S/m2以下である請求項1〜請求項5のいずれかに記載の無機質成形体の製造方法。
【請求項7】
得られる無機質成形体におけるアルミナ含有割合が80質量%以上である請求項1〜請求項6のいずれかに記載の無機質成形体の製造方法。
【請求項1】
無機質成形体を製造する方法であって、
アルミナ質繊維と、アルミナ粒子とを、アルミナ質繊維とアルミナ粒子の合計量に対するアルミナ粒子の質量割合が30〜70質量%になるように溶媒中に添加するとともに、該溶媒中に、無機バインダーと、有機バインダーとしての澱粉および高分子凝集剤とを添加して、混合、攪拌することにより、ウェットボリュームが300mL/20g以上のスラリーを得る工程と、
該スラリーを脱水成形又は抄造して湿潤成形体を得る工程と、
該湿潤成形体を乾燥する工程と
を含むことを特徴とする無機質成形体の製造方法。
【請求項2】
前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、澱粉1〜8質量部と高分子凝集剤0.2〜4質量部とを含む請求項1に記載の無機質成形体の製造方法。
【請求項3】
前記スラリー中に含まれるアルミナ質繊維とアルミナ粒子との合計量を100質量部とした場合に、前記スラリーが、アルミナ含有割合が80質量%以上であるアルミナ質繊維30〜70質量部と、アルミナ粒子30〜70質量部と、無機バインダー3〜15質量部とを含む請求項1または請求項2に記載の無機質成形体の製造方法。
【請求項4】
前記アルミナ粒子の平均粒径が5〜100μmである請求項1〜請求項3のいずれかに記載の無機質成形体の製造方法。
【請求項5】
得られる無機質成形体の嵩密度が100〜200kg/m3である請求項1〜請求項4のいずれかに記載の無機質成形体の製造方法。
【請求項6】
得られる無機質成形体のASTM C522による通気抵抗率が6×105Pa・S/m2以下である請求項1〜請求項5のいずれかに記載の無機質成形体の製造方法。
【請求項7】
得られる無機質成形体におけるアルミナ含有割合が80質量%以上である請求項1〜請求項6のいずれかに記載の無機質成形体の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2010−156065(P2010−156065A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2008−333827(P2008−333827)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
[ Back to top ]