
無機質板
【課題】耐火性を有する無機質板をその物理的性能の低下、厚さや密度の増大を招くことなく低コストで得られるようにする。
【解決手段】鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットを表層1及び裏層2とし、その表裏層1,2間に、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる芯層3を配置し、表裏層1,2と芯層3と有機結合剤の硬化により複合一体化する無機質板Aに対し、その芯層3に、200〜250℃の膨張開始温度を有する膨張黒鉛を添加する。
【解決手段】鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットを表層1及び裏層2とし、その表裏層1,2間に、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる芯層3を配置し、表裏層1,2と芯層3と有機結合剤の硬化により複合一体化する無機質板Aに対し、その芯層3に、200〜250℃の膨張開始温度を有する膨張黒鉛を添加する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐火性を有する無機質板に関する。
【背景技術】
【0002】
従来、ビルや集合住宅、一般住宅等においては、火災が起きた際の延焼を遅らせるために耐火機能を持たせた建材が使用されており、外壁、軒、室内間仕切り壁部分についても耐火性能の評価基準に沿って性能ランク別に耐火建材がある。
【0003】
耐火性能を担保する技術では、従来、基材を不燃材料で製板した上で、その厚さや密度を増大させることで、高温の気体の透過を防ぎ、基材の非加熱面及び室内側や軒内部の温度の上昇を抑えるようにしている。
【0004】
また、特許文献1〜3に示されるように、同じ目的で、不燃材料で製板された基材の内部に自由水や結晶水を放出させる材料を添加する方法も知られている。特許文献1には、水酸化アルミニウムを20〜70重量%の添加率で、また特許文献2には、同様に水酸化アルミニウムを70〜90重量%の添加率で、さらに特許文献3には、水酸化アルミニウムを25〜40重量%の添加率でそれぞれ添加することが提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−142952号公報
【特許文献2】特開平11−79859号公報
【特許文献3】特開2010−126389号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記従来のように、耐火性能を上げるために基材の厚さや密度を増大させると、その分、基材の大きさや重量が増大するので、運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の点で多くのデメリットが生じる。
【0007】
一方、基材内に水酸化アルミニウムのような水和物を添加する場合、その水和物は本来の基材の組成に余分な物質として混在することになり、その添加量が増すと、基材の曲げ強度、硬度、耐水性、基材剥離強度等の物理的性能が低下する。
【0008】
また、いずれの方法でも、コストアップするのは避けられない。
【0009】
本発明は斯かる諸点に鑑みてなされたものであり、その目的は、無機質板の組成に工夫を加えることにより、耐火性を有する無機質板をその物理的性能の低下、厚さや密度の増大を招くことなく低コストで得られるようにすることにある。
【課題を解決するための手段】
【0010】
上記の目的の達成のため、この発明では、無機質板を、強度確保のための表層及び裏層と、軽量化のための芯層との3層構造として、その芯層に、加熱されて膨張する膨張黒鉛を添加し、この膨張黒鉛の膨張により芯層の厚さを増大させて断熱するようにした。
【0011】
具体的には、請求項1の発明は、鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットを表層及び裏層とし、該表層及び裏層間に、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる芯層が配置され、表層及び裏層と芯層とが上記有機結合剤の硬化により複合一体化された無機質板であって、上記芯層に、200〜250℃の膨張開始温度を有しかつ膨張により芯層の厚さを増大させる膨張黒鉛が添加されていることを特徴とする。
【0012】
上記膨張黒鉛は、層間にゲストと呼ばれる化合物が挿入されている層状構造の黒鉛で、急加熱によりゲストが気化して層間から抜け出し膨張するものであり、本発明では膨張前のものを指している。
【0013】
この請求項1の発明では、表層及び裏層間に芯層が積層された3層構造の無機質板に対し、その芯層に膨張黒鉛が添加されている。この膨張黒鉛は200〜250℃の温度で膨張するので、火災時に無機質板が表裏面の一方(加熱面)から加熱されて、板内部の芯層の温度が膨張黒鉛の膨張温度まで上昇すると、それに伴い芯層の膨張黒鉛が膨張して該芯層も膨張し、その厚さが増大する。この厚さの増大した芯層により表裏層間の距離が増大して断熱効果が得られ、熱が無機質板の加熱面から表裏面の他方(非加熱面)に伝導されるのが妨げられる。しかも、膨張黒鉛の膨張により芯層内に空洞(気体層)が生成されるので、この空洞によっても無機質板の断熱効果が得られる。これらにより、無機質板の耐火性能を得ることができる。
【0014】
また、無機質板は、火災時に加熱されて初めて、膨張黒鉛の膨張による芯層の厚さの増大により全体の板厚が増大して断熱し耐火性能が発揮されるので、通常時に無機質板の厚さや密度を増大させる必要がなく、板厚を薄くして軽量にすることができ、施工も容易となる。すなわち、無機質板について厚さや重量の増大により運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の問題が生じることはない。
【0015】
さらに、3層構造の無機質板において、軽量骨材や有機繊維を主成分とする芯層のみに膨張黒鉛が添加され、芯層に比べて比重及び強度の高い表層及び裏層には添加されていないので、膨張黒鉛の膨張によって芯層が容易に膨張して無機質板の板厚が増大するとともに、その膨張する芯層が表層及び裏層によって支えられることとなり、芯層の膨張があっても無機質板全体の強度を確保することができる。すなわち、無機質板の曲げ強度、硬度、耐水性、基材剥離強度等の物理的性能が低下することはないとともに、無機質板のコストが増大することもない。
【0016】
上記膨張黒鉛の膨張開始温度を200℃以上としたのは、無機質板の製造時に、湿潤マットから形成される表層及び裏層を乾燥させ、かつ乾式マットからなる芯層と複合一体化させるために有機結合剤を硬化させる工程での温度が200℃未満であり、この工程で膨張黒鉛が膨張しないようにするためである。一方、膨張黒鉛の膨張開始温度を250℃以下としたのは、例えば無機質板を耐火パネルとして建築構造物を施工する場合に、木質下地材として使用される木材の着火温度が概ね260℃であり、その温度に達する前に膨張黒鉛を膨張させるためである。このことで、無機質板の製造工程で膨張黒鉛が膨張してしまうことがなく、火災時に無機質板の厚さを増大させて木質下地材等の木材が着火するのを防止することができる。
【0017】
請求項2の発明では、上記芯層の比重が表層及び裏層の比重よりも小さいことを特徴とする。
【0018】
このことで、膨張黒鉛の膨張によって芯層内に生じたガスが該芯層よりも比重の大きい表裏層によって芯層内に閉じ込められ、芯層から一気に抜け出すのを抑制することができ、芯層を容易に膨張させて無機質板の耐火性能を確保することができる。
【発明の効果】
【0019】
以上説明したように、請求項1の発明によると、表層及び裏層と芯層との3層構造の無機質板の芯層に膨張黒鉛を添加したことにより、無機質板が火災等で加熱されたときに膨張黒鉛の膨張により芯層の厚さを増大させて断熱効果を発揮させ、熱が無機質板の加熱面から非加熱面に伝導されるのを抑制でき、よって、無機質板の厚さや重量の増大により運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の問題が生じることなく、かつ無機質板の物理的性能の低下やコストアップを招くことなく、無機質板の耐火性能を得ることができる。
【0020】
請求項2の発明によると、芯層の比重を表層及び裏層よりも小さくしたことにより、膨張黒鉛の膨張によって芯層内に生じたガスが芯層から一気に抜け出すのを抑制でき、芯層を容易に膨張させて無機質板の耐火性能を確保することができる。
【図面の簡単な説明】
【0021】
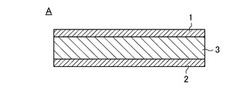
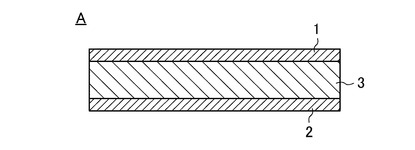
【図1】図1は本発明の実施形態に係る無機質板の断面図である。
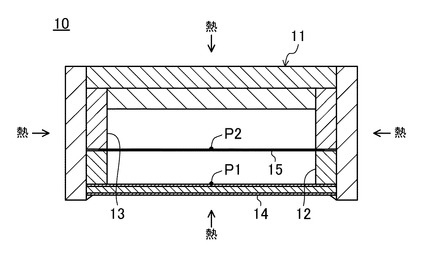
【図2】図2は無機質板の耐火試験のための試験装置を示す断面図である。
【図3】図3は無機質板の試験体の膨張状態を示す図である。
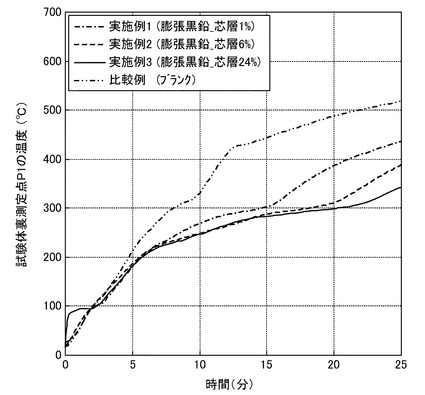
【図4】図4は無機質板の試験体の裏面での温度変化を示す図である。
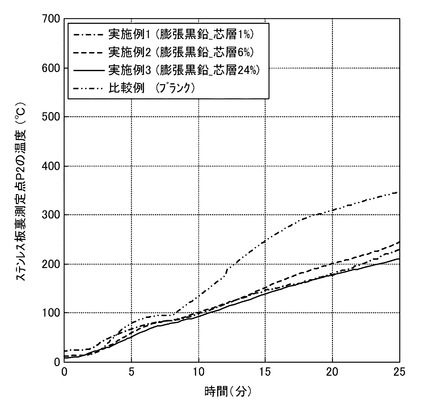
【図5】図5は、無機質板の試験体裏面から40mm離れたステンレス板裏面での温度変化を示す図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものでは全くない。
【0023】
図1は本発明の実施形態に係る無機質板Aを示し、この無機質板Aは、例えばビルや集合住宅、一般住宅等において、火災が起きた際の延焼を遅らせるために耐火機能を持たせた建材等として使用されるもので、表層1及び裏層2と、該表裏層1,2間に配置された芯層3との3層構造とされている。
【0024】
上記表層1及び裏層2は互いに同じもので、鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットからなる。
【0025】
一方、芯層3は、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる。
【0026】
そして、無機質板Aは、上記表層1及び裏層2と芯層3とが上記有機結合剤の硬化により複合一体化されたものである。
【0027】
さらに、上記芯層3に膨張黒鉛が添加されている。
【0028】
上記芯層3の比重が表層1及び裏層2の比重よりも小さいことが望ましい。例えば、芯層3の比重は0.4〜0.6であり、表層1及び裏層2の比重は、芯層3よりも大きい0.8〜1.2であることが望ましい。この芯層3の比重が0.4未満であると、膨張黒鉛が膨張しても所望の厚みが得られず、一方、0.6を超えると、重量が増加するからである。また、表層1及び裏層2の比重が0.8未満であると、強度が不足し、膨張時に発生する気体が表裏層1,2より透過して芯層3が十分に膨張できない一方、1.2を越えると、重量が増加するからである。
【0029】
(鉱物質繊維)
上記表裏層1,2の鉱物質繊維としては、ロックウール、スラグウール、ミネラルウール、グラスウール等を挙げることができ、これらは単独で又は複数組み合わせて使用できる。鉱物質繊維は、表裏層用のスラリー中の固形成分に対して20〜70重量%加えられる。添加量が20重量%未満になると、鉱物質繊維同士の絡み合いが少なくなって曲げ強度が弱くなり、また70重量%を超えると無機質粉状体の添加割合が少なくなって、表面の緻密性が低くなり化粧性が損なわれるので好ましくない。
【0030】
(無機質粉状体)
無機質粉状体としては、炭酸カルシウム、マイクロシリカ、水酸化アルミニウム、スラグ粉等を単独で又は複数組み合わせて用いることができ、表裏層用のスラリー中の固形成分として20〜60重量%加えられる。添加量が20重量%未満になると、形成される無機質板A表面の緻密性が低くなって化粧性が損なわれ、また60重量%を超えると鉱物質繊維の添加割合が少なくなって曲げ強度が弱くなるので好ましくない。
【0031】
(軽量骨材)
芯層3の軽量骨材は、圧縮強度を確保しつつ、嵩を持たせるために添加されるものであり、例えばパーライト、シラス発泡体、シリカフラワー、ガラス発泡体が挙げられる。この軽量骨材の使用される大きさは2000μm以下が望ましく、これよりも大きくなると、表面性が悪くなる。
【0032】
軽量骨材は、固形成分全体の67〜90重量%加えられるのが好ましい。67重量%未満であると、嵩が低くなり、製造時の散布の際に均一に撒くことが難しくなり、90重量%を超えると、圧締時の圧力が高くなり過ぎ、生産性が低下するためである。
【0033】
(有機繊維)
有機繊維は、鉱物質繊維と同様に曲げ強さを得るために加えられる。
【0034】
有機繊維は、1〜10重量%加えられる。1重量%未満であると、補強効果が低い一方、10重量%を超えると、抄造時に凹凸が生じ、良好な湿潤マットを得ることができない。
【0035】
有機繊維としては、ポリエステル、ポリプロピレン、ビニロン等の合成繊維、木質繊維、パルプ等が挙げられ、これらを単独で又は複数組み合わせて使用できる。
【0036】
(有機結合剤)
上記表層1及び裏層2(湿潤マット)と芯層3(乾式マット)とに含まれている有機結合剤は熱硬化性樹脂結合剤であり、フェノール樹脂、メラミン樹脂、尿素メラミン樹脂等の粉末状、或いは水性結合剤を用いることができる。この他に結合剤として、ポリビニルアルコール、スターチ類、ポリアクリルアミド、SBRラテックス、アクリル樹脂エマルジョン等の水溶性又は水分散性の結合剤を、熱硬化性樹脂と併用して用いることもできる。
【0037】
このような結合剤は、その総量が表裏層用のスラリー中の固形成分、又は芯層用の成分に対して5〜20重量%、好ましくは7〜15重量%程度加えられる。結合剤の添加量が5重量%未満となると曲げ強度等の強度的性質が低くなり、20重量%を超えると防火性が悪くなるので好ましくない。
【0038】
この他に、必要に応じて、ポリプロピレン、ポリエステル、ビニロン等の合成樹脂繊維、麻や木質繊維等の植物質繊維、凝集剤、サイズ剤、消泡剤等を添加することができる。
【0039】
(膨張黒鉛)
上記芯層3に添加される膨張黒鉛は層状構造のもので、その層間にゲストと呼ばれる化合物が挿入されており、急加熱によりゲストが気化して層間から抜け出し膨張する。そして、この実施形態では、膨張黒鉛は、上記表層1、裏層2及び芯層3に含まれている有機結合剤の硬化温度よりも高くかつ木材の着火温度(約260℃)よりも低い、200〜250℃の膨張開始温度を有しており、この膨張黒鉛の加熱に伴う膨張により芯層3を膨張させて、その厚さを増大させるようになっている。
【0040】
すなわち、上記膨張黒鉛の膨張開始温度を200℃以上としたのは、後述する無機質板Aの製造時に、湿潤マットから形成される表層1及び裏層2を乾燥させ、かつ乾式マットからなる芯層3と複合一体化させるために有機結合剤を硬化させる工程での温度が200℃未満であり、この工程で膨張黒鉛が膨張しないようにするためである。一方、膨張黒鉛の膨張開始温度を250℃以下としたのは、例えば無機質板Aを耐火パネルとして建築構造物を施工する場合に、木質下地材として使用される木材の着火温度が概ね260℃であり、その温度に達する前に膨張黒鉛を膨張させるためである。
【0041】
この膨張黒鉛は芯層3に対し例えば0.2〜24重量%添加されている。この膨張黒鉛の添加分だけ軽量骨材が置き換わってその量が減少する。この膨張黒鉛の添加量が0.2重量%未満であると、芯層3の厚さを増大できない一方、24重量%を越えると、これ以上の効果が期待できず、コストアップになるからである。
【0042】
(無機質板の製造方法)
このような無機質板Aは以下のように製造される。上記湿潤マットを形成する場合、まず、鉱物質繊維と、有機繊維と、無機質粉状体と、有機結合剤とを必須成分とするスラリーを生成する。これら鉱物質繊維、有機繊維、無機質粉状体、有機結合剤を水中に投下して撹拌し、さらにサイズ剤、凝集剤等の補助添加剤を加えてスラリーを得る。そして、上記生成されたスラリーを長網式又は丸網式の抄造機で湿式抄造して湿潤マットを形成する。
【0043】
そして、上記湿潤マットを表層用又は裏層用の湿潤マットとし、その上に、軽量骨材と有機結合剤と有機繊維とを必須成分として含みかつ膨張黒鉛が添加された芯層用組成物を散布堆積して乾式マットを形成し、その上に裏層用又は表層用のもう1つの湿潤マットを積層して、表裏層用湿潤マットの間に芯層用の乾式マットが積層配置された3層構造のウェットマットに形成する。表裏層用湿潤マットと芯層用乾式マットとの界面には、両層の接着力を向上させるため、結合剤水溶液を塗布しておくこともできる。
【0044】
このようにして得られた3層構造のウェットマットを熱風循環式ドライヤーに搬入して乾燥しドライボードに形成する。
【0045】
尚、前記3層構造のウェットマットは、予め加熱ロール、連続プレス、平板プレス等で加熱圧縮してから上記熱風循環式ドライヤーで乾燥し、ドライボードに形成しておくこともできる。このように、乾燥前に予備的な加熱圧縮を行うことにより、さらに取り扱い強度に優れたドライボードに形成することができる。
【0046】
次に、上記ドライボードを、多段式ホットプレス等の加熱圧縮装置の加熱板間に挿入し、有機結合剤(熱硬化性樹脂)の硬化温度で加熱圧縮し、熱硬化性樹脂を十分に硬化させて所定の厚さの無機質板Aに形成する。
【0047】
尚、上記多段式ホットプレス等による加熱圧縮の前に、ドライボードの表面又は表裏面に、水又は樹脂水溶液を塗布しておくことができる。このような水分の塗布により、水分が塗布された表層1及び裏層2は柔軟化し、加熱圧縮による成形性を向上させることができる。特に表層1及び裏層2に熱硬化性樹脂とともにスターチ類やポリビニルアルコール等の水溶性結合剤を併用した場合には、乾燥により一旦発現した上記スターチ類やポリビニルアルコール等の水溶性結合剤の結合力を塗布された水分により軟弱化させることができ、その後の加熱圧縮によって成形性よく、表面性の良い無機質板Aを形成することができる。
【0048】
したがって、この実施形態においては、例えば壁材等として施工された無機質板Aが火災時に表裏面の一方の加熱面から加熱されたとき、その無機質板Aは表裏層1,2間に芯層3が積層された3層構造であるので、加熱面からの加熱に伴って無機質板A内部の芯層3の温度が上昇する。この芯層3には膨張黒鉛が添加されているので、その膨張黒鉛の膨張開始温度200〜250℃まで芯層3の温度が上昇すると、膨張黒鉛のゲストが気化して膨張黒鉛が膨張し、この膨張黒鉛を含む芯層3も膨張して、その厚さが増大する(無機質板A全体の板厚も増大する)。この厚さの増大した芯層3により表裏層1,2間の距離が大きくなって断熱効果が得られることとなり、火災の熱が無機質板Aの加熱面から表裏面の他方(非加熱面)に伝導されるのが妨げられる。
【0049】
その際、無機質板Aの芯層3の比重が0.4〜0.6であり、表裏層1,2の比重が0.8〜1.2で芯層3の比重よりも大きいので、膨張黒鉛の膨張によって芯層3内に生じたガスは該芯層3よりも大きい比重の表裏層1,2によって芯層3内に閉じ込められ、そのガスが芯層3から一気に抜け出すのを抑制することができ、芯層3を容易に膨張させて無機質板Aの耐火性能を確保することができる。
【0050】
しかも、膨張黒鉛のゲストの気化に伴う膨張により芯層3内に空洞(気体層)が生成されるので、この空洞によっても無機質板Aの断熱効果が得られる。これらの結果、無機質板Aの耐火性能を得ることができ、耐火建材として有効となる。
【0051】
また、無機質板Aは、火災時に加熱されて初めて、芯層3に添加された膨張黒鉛の膨張により芯層3の厚さが増大して無機質板A全体の板厚が増大し、その断熱効果により耐火性能が発揮される。そのため、通常時には無機質板Aの厚さは薄くて済み、その密度を増大させる必要もなく、板厚を薄くして軽量にすることができ、施工も容易となる。よって、無機質板Aについて厚さや重量の増大により運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の問題が生じることはない。
【0052】
さらに、3層構造の無機質板Aにおいて、軽量骨材や有機繊維を主成分とする芯層3のみに膨張黒鉛が添加され、この芯層3に比べて比重及び強度の高い表裏層1,2に膨張黒鉛は添加されていない。このことから、膨張黒鉛の膨張によって芯層3が容易に膨張して無機質板Aの板厚が増大する一方、その膨張する芯層3が表裏層1,2によって支持されることとなり、芯層3が膨張するにも拘わらず無機質板A全体の強度を確保することができる。よって、無機質板Aの曲げ強度、硬度、耐水性、基材剥離強度等の物理的性能が低下することはなく、無機質板Aのコストが増大することもない。
【0053】
上記膨張黒鉛の膨張開始温度が200℃未満であるので、無機質板Aの製造時に、湿潤マットから形成される表裏層1,2を乾燥させ、かつ乾式マットからなる芯層3と複合一体化させるために有機結合剤を硬化させる工程で、膨張黒鉛が膨張することはない。また、膨張黒鉛の膨張開始温度が250℃以下であるので、例えば無機質板Aを耐火パネルとして建築構造物を施工する場合に、木質下地材として使用される木材の着火温度(概ね260℃)よりも低く、その温度に達して木材が着火する前に膨張黒鉛を膨張させることができる。よって、無機質板Aの製造工程で膨張黒鉛が不用意に膨張してしまうことはなく、火災時には無機質板Aの厚さを増大させて木質下地材等の木材が着火するのを防止することができる。
【実施例】
【0054】
次に、具体的に実施した実施例について説明する。
【0055】
(実施例1)
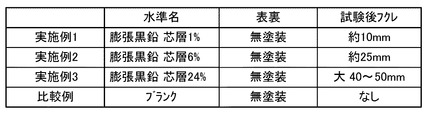
鉱物質繊維としてのロックウール粒状綿を50重量%と、無機質紛状体としての炭酸カルシウムを40.5重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2.5重量%とを成分とするスラリーを湿式抄造して湿潤マットを形成し、表層及び裏層とした。一方、軽量骨材としての火山性ガラス質発泡体を90重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%と、膨張黒鉛を1重量%とを成分とする乾式マットからなる芯層を形成し、この芯層を表層及び裏層間に積層して表層及び裏層と芯層とを各々の有機結合剤の硬化により複合一体化し無機質板を得た。
【0056】
この3層構造の無機質板の製造は実施形態に記載した製造方法により行った。得られた無機質板の試験体は、表層及び裏層の厚さが共に2.5mm、芯層の厚さが7.5mmで、全体の厚さが12.5mmであり、一片が300mmの正方形状のものである。無機質板の表裏面は無塗装状態とした。尚、この試験体は、住宅の軒裏において木質下地材上に施工されて耐火構造をなす建材(45分耐火性能)を構成している。
【0057】
また、膨張黒鉛は平均粒径100μmで10倍の発泡倍率を有するものであり、その膨張開始温度は230℃である。
【0058】
(実施例2)
軽量骨材としての火山性ガラス質発泡体を85重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%と、膨張黒鉛を6重量%とを成分とする乾式マットからなる芯層を形成した。その他は実施例1と同じである。
【0059】
(実施例3)
軽量骨材としての火山性ガラス質発泡体を67重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%と、膨張黒鉛を24重量%とを成分とする乾式マットからなる芯層を形成した。その他は実施例1と同じである。
【0060】
(比較例)
軽量骨材としての火山性ガラス質発泡体を91重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%とを成分とする乾式マットからなる芯層を形成した。すなわち、芯層内に膨張黒鉛が添加されていないブランクである。その他は実施例1と同じである。
【0061】
(耐火試験装置)
図2は上記実施例1〜3及び比較例の耐火性能を簡易的に試験するための耐火試験装置10を示す。この耐火試験装置10は、厚さ25mmの複数の断熱用ケイカル板を用いて有底の矩形箱状に組み立てられた耐熱ケース11を有し、そのケース11の開口内に実施例1〜3及び比較例の各試験体14が開口を塞ぐように嵌め込まれて装着される。この試験体14中央の裏面に試験体裏測定点P1が設定され、その温度がセンサ(図示せず)により測定される。
【0062】
また、ケース11の内部には試験体14の裏面から40mm離れた位置に、厚さ1mmで一片が270mmの正方形状のステンレス板15が配置され、このステンレス板15中央の裏面にステンレス板裏測定点P2が設定され、その温度がセンサ(図示せず)により測定される。このように、試験体14の裏側に空間を空けてステンレス板15を配置して、その裏面の温度を評価するのが、実際の施工状態に対応した実大試験である。
【0063】
尚、試験体14及びステンレス板15は試験装置10内に嵌挿した矩形枠状の支持体12,13によってケース11底部から離間した状態で支持されている。
【0064】
この試験装置10の全体を750℃に加熱された電気炉(図示せず)中に放置し、その試験体14を表面から加熱して膨張状態を判定した。その結果を図3に示す。また、試験体裏測定点P1及びステンレス板裏測定点P2の各温度変化を測定した。その結果をそれぞれ図4及び図5に示す。
【0065】
図3の結果を見ると、膨張黒鉛が添加されていない比較例(ブランク)では、試験体14の膨張が全くないのに対し、実施例1〜3ではいずれも試験体14が膨張しており、膨張黒鉛の添加量の増加に伴って膨張量が増大している。
【0066】
また、図4及び図5に示される温度変化について見ると、膨張黒鉛が添加されている実施例1〜3はいずれも、添加のない比較例に比べて温度の上昇が低くなっている。
【0067】
以上のことから、本発明のように膨張黒鉛の添加により無機質板を膨張させて耐火性能が得られることは明確である。
【産業上の利用可能性】
【0068】
本発明は、軽量で低コストの耐火用の無機質板が得られるので、極めて有用で産業上の利用可能性が高い。
【符号の説明】
【0069】
A 無機質板
1 表層
2 裏層
3 芯層
【技術分野】
【0001】
本発明は、耐火性を有する無機質板に関する。
【背景技術】
【0002】
従来、ビルや集合住宅、一般住宅等においては、火災が起きた際の延焼を遅らせるために耐火機能を持たせた建材が使用されており、外壁、軒、室内間仕切り壁部分についても耐火性能の評価基準に沿って性能ランク別に耐火建材がある。
【0003】
耐火性能を担保する技術では、従来、基材を不燃材料で製板した上で、その厚さや密度を増大させることで、高温の気体の透過を防ぎ、基材の非加熱面及び室内側や軒内部の温度の上昇を抑えるようにしている。
【0004】
また、特許文献1〜3に示されるように、同じ目的で、不燃材料で製板された基材の内部に自由水や結晶水を放出させる材料を添加する方法も知られている。特許文献1には、水酸化アルミニウムを20〜70重量%の添加率で、また特許文献2には、同様に水酸化アルミニウムを70〜90重量%の添加率で、さらに特許文献3には、水酸化アルミニウムを25〜40重量%の添加率でそれぞれ添加することが提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−142952号公報
【特許文献2】特開平11−79859号公報
【特許文献3】特開2010−126389号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記従来のように、耐火性能を上げるために基材の厚さや密度を増大させると、その分、基材の大きさや重量が増大するので、運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の点で多くのデメリットが生じる。
【0007】
一方、基材内に水酸化アルミニウムのような水和物を添加する場合、その水和物は本来の基材の組成に余分な物質として混在することになり、その添加量が増すと、基材の曲げ強度、硬度、耐水性、基材剥離強度等の物理的性能が低下する。
【0008】
また、いずれの方法でも、コストアップするのは避けられない。
【0009】
本発明は斯かる諸点に鑑みてなされたものであり、その目的は、無機質板の組成に工夫を加えることにより、耐火性を有する無機質板をその物理的性能の低下、厚さや密度の増大を招くことなく低コストで得られるようにすることにある。
【課題を解決するための手段】
【0010】
上記の目的の達成のため、この発明では、無機質板を、強度確保のための表層及び裏層と、軽量化のための芯層との3層構造として、その芯層に、加熱されて膨張する膨張黒鉛を添加し、この膨張黒鉛の膨張により芯層の厚さを増大させて断熱するようにした。
【0011】
具体的には、請求項1の発明は、鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットを表層及び裏層とし、該表層及び裏層間に、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる芯層が配置され、表層及び裏層と芯層とが上記有機結合剤の硬化により複合一体化された無機質板であって、上記芯層に、200〜250℃の膨張開始温度を有しかつ膨張により芯層の厚さを増大させる膨張黒鉛が添加されていることを特徴とする。
【0012】
上記膨張黒鉛は、層間にゲストと呼ばれる化合物が挿入されている層状構造の黒鉛で、急加熱によりゲストが気化して層間から抜け出し膨張するものであり、本発明では膨張前のものを指している。
【0013】
この請求項1の発明では、表層及び裏層間に芯層が積層された3層構造の無機質板に対し、その芯層に膨張黒鉛が添加されている。この膨張黒鉛は200〜250℃の温度で膨張するので、火災時に無機質板が表裏面の一方(加熱面)から加熱されて、板内部の芯層の温度が膨張黒鉛の膨張温度まで上昇すると、それに伴い芯層の膨張黒鉛が膨張して該芯層も膨張し、その厚さが増大する。この厚さの増大した芯層により表裏層間の距離が増大して断熱効果が得られ、熱が無機質板の加熱面から表裏面の他方(非加熱面)に伝導されるのが妨げられる。しかも、膨張黒鉛の膨張により芯層内に空洞(気体層)が生成されるので、この空洞によっても無機質板の断熱効果が得られる。これらにより、無機質板の耐火性能を得ることができる。
【0014】
また、無機質板は、火災時に加熱されて初めて、膨張黒鉛の膨張による芯層の厚さの増大により全体の板厚が増大して断熱し耐火性能が発揮されるので、通常時に無機質板の厚さや密度を増大させる必要がなく、板厚を薄くして軽量にすることができ、施工も容易となる。すなわち、無機質板について厚さや重量の増大により運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の問題が生じることはない。
【0015】
さらに、3層構造の無機質板において、軽量骨材や有機繊維を主成分とする芯層のみに膨張黒鉛が添加され、芯層に比べて比重及び強度の高い表層及び裏層には添加されていないので、膨張黒鉛の膨張によって芯層が容易に膨張して無機質板の板厚が増大するとともに、その膨張する芯層が表層及び裏層によって支えられることとなり、芯層の膨張があっても無機質板全体の強度を確保することができる。すなわち、無機質板の曲げ強度、硬度、耐水性、基材剥離強度等の物理的性能が低下することはないとともに、無機質板のコストが増大することもない。
【0016】
上記膨張黒鉛の膨張開始温度を200℃以上としたのは、無機質板の製造時に、湿潤マットから形成される表層及び裏層を乾燥させ、かつ乾式マットからなる芯層と複合一体化させるために有機結合剤を硬化させる工程での温度が200℃未満であり、この工程で膨張黒鉛が膨張しないようにするためである。一方、膨張黒鉛の膨張開始温度を250℃以下としたのは、例えば無機質板を耐火パネルとして建築構造物を施工する場合に、木質下地材として使用される木材の着火温度が概ね260℃であり、その温度に達する前に膨張黒鉛を膨張させるためである。このことで、無機質板の製造工程で膨張黒鉛が膨張してしまうことがなく、火災時に無機質板の厚さを増大させて木質下地材等の木材が着火するのを防止することができる。
【0017】
請求項2の発明では、上記芯層の比重が表層及び裏層の比重よりも小さいことを特徴とする。
【0018】
このことで、膨張黒鉛の膨張によって芯層内に生じたガスが該芯層よりも比重の大きい表裏層によって芯層内に閉じ込められ、芯層から一気に抜け出すのを抑制することができ、芯層を容易に膨張させて無機質板の耐火性能を確保することができる。
【発明の効果】
【0019】
以上説明したように、請求項1の発明によると、表層及び裏層と芯層との3層構造の無機質板の芯層に膨張黒鉛を添加したことにより、無機質板が火災等で加熱されたときに膨張黒鉛の膨張により芯層の厚さを増大させて断熱効果を発揮させ、熱が無機質板の加熱面から非加熱面に伝導されるのを抑制でき、よって、無機質板の厚さや重量の増大により運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の問題が生じることなく、かつ無機質板の物理的性能の低下やコストアップを招くことなく、無機質板の耐火性能を得ることができる。
【0020】
請求項2の発明によると、芯層の比重を表層及び裏層よりも小さくしたことにより、膨張黒鉛の膨張によって芯層内に生じたガスが芯層から一気に抜け出すのを抑制でき、芯層を容易に膨張させて無機質板の耐火性能を確保することができる。
【図面の簡単な説明】
【0021】
【図1】図1は本発明の実施形態に係る無機質板の断面図である。
【図2】図2は無機質板の耐火試験のための試験装置を示す断面図である。
【図3】図3は無機質板の試験体の膨張状態を示す図である。
【図4】図4は無機質板の試験体の裏面での温度変化を示す図である。
【図5】図5は、無機質板の試験体裏面から40mm離れたステンレス板裏面での温度変化を示す図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものでは全くない。
【0023】
図1は本発明の実施形態に係る無機質板Aを示し、この無機質板Aは、例えばビルや集合住宅、一般住宅等において、火災が起きた際の延焼を遅らせるために耐火機能を持たせた建材等として使用されるもので、表層1及び裏層2と、該表裏層1,2間に配置された芯層3との3層構造とされている。
【0024】
上記表層1及び裏層2は互いに同じもので、鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットからなる。
【0025】
一方、芯層3は、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる。
【0026】
そして、無機質板Aは、上記表層1及び裏層2と芯層3とが上記有機結合剤の硬化により複合一体化されたものである。
【0027】
さらに、上記芯層3に膨張黒鉛が添加されている。
【0028】
上記芯層3の比重が表層1及び裏層2の比重よりも小さいことが望ましい。例えば、芯層3の比重は0.4〜0.6であり、表層1及び裏層2の比重は、芯層3よりも大きい0.8〜1.2であることが望ましい。この芯層3の比重が0.4未満であると、膨張黒鉛が膨張しても所望の厚みが得られず、一方、0.6を超えると、重量が増加するからである。また、表層1及び裏層2の比重が0.8未満であると、強度が不足し、膨張時に発生する気体が表裏層1,2より透過して芯層3が十分に膨張できない一方、1.2を越えると、重量が増加するからである。
【0029】
(鉱物質繊維)
上記表裏層1,2の鉱物質繊維としては、ロックウール、スラグウール、ミネラルウール、グラスウール等を挙げることができ、これらは単独で又は複数組み合わせて使用できる。鉱物質繊維は、表裏層用のスラリー中の固形成分に対して20〜70重量%加えられる。添加量が20重量%未満になると、鉱物質繊維同士の絡み合いが少なくなって曲げ強度が弱くなり、また70重量%を超えると無機質粉状体の添加割合が少なくなって、表面の緻密性が低くなり化粧性が損なわれるので好ましくない。
【0030】
(無機質粉状体)
無機質粉状体としては、炭酸カルシウム、マイクロシリカ、水酸化アルミニウム、スラグ粉等を単独で又は複数組み合わせて用いることができ、表裏層用のスラリー中の固形成分として20〜60重量%加えられる。添加量が20重量%未満になると、形成される無機質板A表面の緻密性が低くなって化粧性が損なわれ、また60重量%を超えると鉱物質繊維の添加割合が少なくなって曲げ強度が弱くなるので好ましくない。
【0031】
(軽量骨材)
芯層3の軽量骨材は、圧縮強度を確保しつつ、嵩を持たせるために添加されるものであり、例えばパーライト、シラス発泡体、シリカフラワー、ガラス発泡体が挙げられる。この軽量骨材の使用される大きさは2000μm以下が望ましく、これよりも大きくなると、表面性が悪くなる。
【0032】
軽量骨材は、固形成分全体の67〜90重量%加えられるのが好ましい。67重量%未満であると、嵩が低くなり、製造時の散布の際に均一に撒くことが難しくなり、90重量%を超えると、圧締時の圧力が高くなり過ぎ、生産性が低下するためである。
【0033】
(有機繊維)
有機繊維は、鉱物質繊維と同様に曲げ強さを得るために加えられる。
【0034】
有機繊維は、1〜10重量%加えられる。1重量%未満であると、補強効果が低い一方、10重量%を超えると、抄造時に凹凸が生じ、良好な湿潤マットを得ることができない。
【0035】
有機繊維としては、ポリエステル、ポリプロピレン、ビニロン等の合成繊維、木質繊維、パルプ等が挙げられ、これらを単独で又は複数組み合わせて使用できる。
【0036】
(有機結合剤)
上記表層1及び裏層2(湿潤マット)と芯層3(乾式マット)とに含まれている有機結合剤は熱硬化性樹脂結合剤であり、フェノール樹脂、メラミン樹脂、尿素メラミン樹脂等の粉末状、或いは水性結合剤を用いることができる。この他に結合剤として、ポリビニルアルコール、スターチ類、ポリアクリルアミド、SBRラテックス、アクリル樹脂エマルジョン等の水溶性又は水分散性の結合剤を、熱硬化性樹脂と併用して用いることもできる。
【0037】
このような結合剤は、その総量が表裏層用のスラリー中の固形成分、又は芯層用の成分に対して5〜20重量%、好ましくは7〜15重量%程度加えられる。結合剤の添加量が5重量%未満となると曲げ強度等の強度的性質が低くなり、20重量%を超えると防火性が悪くなるので好ましくない。
【0038】
この他に、必要に応じて、ポリプロピレン、ポリエステル、ビニロン等の合成樹脂繊維、麻や木質繊維等の植物質繊維、凝集剤、サイズ剤、消泡剤等を添加することができる。
【0039】
(膨張黒鉛)
上記芯層3に添加される膨張黒鉛は層状構造のもので、その層間にゲストと呼ばれる化合物が挿入されており、急加熱によりゲストが気化して層間から抜け出し膨張する。そして、この実施形態では、膨張黒鉛は、上記表層1、裏層2及び芯層3に含まれている有機結合剤の硬化温度よりも高くかつ木材の着火温度(約260℃)よりも低い、200〜250℃の膨張開始温度を有しており、この膨張黒鉛の加熱に伴う膨張により芯層3を膨張させて、その厚さを増大させるようになっている。
【0040】
すなわち、上記膨張黒鉛の膨張開始温度を200℃以上としたのは、後述する無機質板Aの製造時に、湿潤マットから形成される表層1及び裏層2を乾燥させ、かつ乾式マットからなる芯層3と複合一体化させるために有機結合剤を硬化させる工程での温度が200℃未満であり、この工程で膨張黒鉛が膨張しないようにするためである。一方、膨張黒鉛の膨張開始温度を250℃以下としたのは、例えば無機質板Aを耐火パネルとして建築構造物を施工する場合に、木質下地材として使用される木材の着火温度が概ね260℃であり、その温度に達する前に膨張黒鉛を膨張させるためである。
【0041】
この膨張黒鉛は芯層3に対し例えば0.2〜24重量%添加されている。この膨張黒鉛の添加分だけ軽量骨材が置き換わってその量が減少する。この膨張黒鉛の添加量が0.2重量%未満であると、芯層3の厚さを増大できない一方、24重量%を越えると、これ以上の効果が期待できず、コストアップになるからである。
【0042】
(無機質板の製造方法)
このような無機質板Aは以下のように製造される。上記湿潤マットを形成する場合、まず、鉱物質繊維と、有機繊維と、無機質粉状体と、有機結合剤とを必須成分とするスラリーを生成する。これら鉱物質繊維、有機繊維、無機質粉状体、有機結合剤を水中に投下して撹拌し、さらにサイズ剤、凝集剤等の補助添加剤を加えてスラリーを得る。そして、上記生成されたスラリーを長網式又は丸網式の抄造機で湿式抄造して湿潤マットを形成する。
【0043】
そして、上記湿潤マットを表層用又は裏層用の湿潤マットとし、その上に、軽量骨材と有機結合剤と有機繊維とを必須成分として含みかつ膨張黒鉛が添加された芯層用組成物を散布堆積して乾式マットを形成し、その上に裏層用又は表層用のもう1つの湿潤マットを積層して、表裏層用湿潤マットの間に芯層用の乾式マットが積層配置された3層構造のウェットマットに形成する。表裏層用湿潤マットと芯層用乾式マットとの界面には、両層の接着力を向上させるため、結合剤水溶液を塗布しておくこともできる。
【0044】
このようにして得られた3層構造のウェットマットを熱風循環式ドライヤーに搬入して乾燥しドライボードに形成する。
【0045】
尚、前記3層構造のウェットマットは、予め加熱ロール、連続プレス、平板プレス等で加熱圧縮してから上記熱風循環式ドライヤーで乾燥し、ドライボードに形成しておくこともできる。このように、乾燥前に予備的な加熱圧縮を行うことにより、さらに取り扱い強度に優れたドライボードに形成することができる。
【0046】
次に、上記ドライボードを、多段式ホットプレス等の加熱圧縮装置の加熱板間に挿入し、有機結合剤(熱硬化性樹脂)の硬化温度で加熱圧縮し、熱硬化性樹脂を十分に硬化させて所定の厚さの無機質板Aに形成する。
【0047】
尚、上記多段式ホットプレス等による加熱圧縮の前に、ドライボードの表面又は表裏面に、水又は樹脂水溶液を塗布しておくことができる。このような水分の塗布により、水分が塗布された表層1及び裏層2は柔軟化し、加熱圧縮による成形性を向上させることができる。特に表層1及び裏層2に熱硬化性樹脂とともにスターチ類やポリビニルアルコール等の水溶性結合剤を併用した場合には、乾燥により一旦発現した上記スターチ類やポリビニルアルコール等の水溶性結合剤の結合力を塗布された水分により軟弱化させることができ、その後の加熱圧縮によって成形性よく、表面性の良い無機質板Aを形成することができる。
【0048】
したがって、この実施形態においては、例えば壁材等として施工された無機質板Aが火災時に表裏面の一方の加熱面から加熱されたとき、その無機質板Aは表裏層1,2間に芯層3が積層された3層構造であるので、加熱面からの加熱に伴って無機質板A内部の芯層3の温度が上昇する。この芯層3には膨張黒鉛が添加されているので、その膨張黒鉛の膨張開始温度200〜250℃まで芯層3の温度が上昇すると、膨張黒鉛のゲストが気化して膨張黒鉛が膨張し、この膨張黒鉛を含む芯層3も膨張して、その厚さが増大する(無機質板A全体の板厚も増大する)。この厚さの増大した芯層3により表裏層1,2間の距離が大きくなって断熱効果が得られることとなり、火災の熱が無機質板Aの加熱面から表裏面の他方(非加熱面)に伝導されるのが妨げられる。
【0049】
その際、無機質板Aの芯層3の比重が0.4〜0.6であり、表裏層1,2の比重が0.8〜1.2で芯層3の比重よりも大きいので、膨張黒鉛の膨張によって芯層3内に生じたガスは該芯層3よりも大きい比重の表裏層1,2によって芯層3内に閉じ込められ、そのガスが芯層3から一気に抜け出すのを抑制することができ、芯層3を容易に膨張させて無機質板Aの耐火性能を確保することができる。
【0050】
しかも、膨張黒鉛のゲストの気化に伴う膨張により芯層3内に空洞(気体層)が生成されるので、この空洞によっても無機質板Aの断熱効果が得られる。これらの結果、無機質板Aの耐火性能を得ることができ、耐火建材として有効となる。
【0051】
また、無機質板Aは、火災時に加熱されて初めて、芯層3に添加された膨張黒鉛の膨張により芯層3の厚さが増大して無機質板A全体の板厚が増大し、その断熱効果により耐火性能が発揮される。そのため、通常時には無機質板Aの厚さは薄くて済み、その密度を増大させる必要もなく、板厚を薄くして軽量にすることができ、施工も容易となる。よって、無機質板Aについて厚さや重量の増大により運搬効率、保管場所、施工時の取扱性、切断加工性、釘打ち作業性等の問題が生じることはない。
【0052】
さらに、3層構造の無機質板Aにおいて、軽量骨材や有機繊維を主成分とする芯層3のみに膨張黒鉛が添加され、この芯層3に比べて比重及び強度の高い表裏層1,2に膨張黒鉛は添加されていない。このことから、膨張黒鉛の膨張によって芯層3が容易に膨張して無機質板Aの板厚が増大する一方、その膨張する芯層3が表裏層1,2によって支持されることとなり、芯層3が膨張するにも拘わらず無機質板A全体の強度を確保することができる。よって、無機質板Aの曲げ強度、硬度、耐水性、基材剥離強度等の物理的性能が低下することはなく、無機質板Aのコストが増大することもない。
【0053】
上記膨張黒鉛の膨張開始温度が200℃未満であるので、無機質板Aの製造時に、湿潤マットから形成される表裏層1,2を乾燥させ、かつ乾式マットからなる芯層3と複合一体化させるために有機結合剤を硬化させる工程で、膨張黒鉛が膨張することはない。また、膨張黒鉛の膨張開始温度が250℃以下であるので、例えば無機質板Aを耐火パネルとして建築構造物を施工する場合に、木質下地材として使用される木材の着火温度(概ね260℃)よりも低く、その温度に達して木材が着火する前に膨張黒鉛を膨張させることができる。よって、無機質板Aの製造工程で膨張黒鉛が不用意に膨張してしまうことはなく、火災時には無機質板Aの厚さを増大させて木質下地材等の木材が着火するのを防止することができる。
【実施例】
【0054】
次に、具体的に実施した実施例について説明する。
【0055】
(実施例1)
鉱物質繊維としてのロックウール粒状綿を50重量%と、無機質紛状体としての炭酸カルシウムを40.5重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2.5重量%とを成分とするスラリーを湿式抄造して湿潤マットを形成し、表層及び裏層とした。一方、軽量骨材としての火山性ガラス質発泡体を90重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%と、膨張黒鉛を1重量%とを成分とする乾式マットからなる芯層を形成し、この芯層を表層及び裏層間に積層して表層及び裏層と芯層とを各々の有機結合剤の硬化により複合一体化し無機質板を得た。
【0056】
この3層構造の無機質板の製造は実施形態に記載した製造方法により行った。得られた無機質板の試験体は、表層及び裏層の厚さが共に2.5mm、芯層の厚さが7.5mmで、全体の厚さが12.5mmであり、一片が300mmの正方形状のものである。無機質板の表裏面は無塗装状態とした。尚、この試験体は、住宅の軒裏において木質下地材上に施工されて耐火構造をなす建材(45分耐火性能)を構成している。
【0057】
また、膨張黒鉛は平均粒径100μmで10倍の発泡倍率を有するものであり、その膨張開始温度は230℃である。
【0058】
(実施例2)
軽量骨材としての火山性ガラス質発泡体を85重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%と、膨張黒鉛を6重量%とを成分とする乾式マットからなる芯層を形成した。その他は実施例1と同じである。
【0059】
(実施例3)
軽量骨材としての火山性ガラス質発泡体を67重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%と、膨張黒鉛を24重量%とを成分とする乾式マットからなる芯層を形成した。その他は実施例1と同じである。
【0060】
(比較例)
軽量骨材としての火山性ガラス質発泡体を91重量%と、有機結合剤としての澱粉、フェノール樹脂及びワックス系サイズ剤を7重量%と、有機繊維としてのパルプを2重量%とを成分とする乾式マットからなる芯層を形成した。すなわち、芯層内に膨張黒鉛が添加されていないブランクである。その他は実施例1と同じである。
【0061】
(耐火試験装置)
図2は上記実施例1〜3及び比較例の耐火性能を簡易的に試験するための耐火試験装置10を示す。この耐火試験装置10は、厚さ25mmの複数の断熱用ケイカル板を用いて有底の矩形箱状に組み立てられた耐熱ケース11を有し、そのケース11の開口内に実施例1〜3及び比較例の各試験体14が開口を塞ぐように嵌め込まれて装着される。この試験体14中央の裏面に試験体裏測定点P1が設定され、その温度がセンサ(図示せず)により測定される。
【0062】
また、ケース11の内部には試験体14の裏面から40mm離れた位置に、厚さ1mmで一片が270mmの正方形状のステンレス板15が配置され、このステンレス板15中央の裏面にステンレス板裏測定点P2が設定され、その温度がセンサ(図示せず)により測定される。このように、試験体14の裏側に空間を空けてステンレス板15を配置して、その裏面の温度を評価するのが、実際の施工状態に対応した実大試験である。
【0063】
尚、試験体14及びステンレス板15は試験装置10内に嵌挿した矩形枠状の支持体12,13によってケース11底部から離間した状態で支持されている。
【0064】
この試験装置10の全体を750℃に加熱された電気炉(図示せず)中に放置し、その試験体14を表面から加熱して膨張状態を判定した。その結果を図3に示す。また、試験体裏測定点P1及びステンレス板裏測定点P2の各温度変化を測定した。その結果をそれぞれ図4及び図5に示す。
【0065】
図3の結果を見ると、膨張黒鉛が添加されていない比較例(ブランク)では、試験体14の膨張が全くないのに対し、実施例1〜3ではいずれも試験体14が膨張しており、膨張黒鉛の添加量の増加に伴って膨張量が増大している。
【0066】
また、図4及び図5に示される温度変化について見ると、膨張黒鉛が添加されている実施例1〜3はいずれも、添加のない比較例に比べて温度の上昇が低くなっている。
【0067】
以上のことから、本発明のように膨張黒鉛の添加により無機質板を膨張させて耐火性能が得られることは明確である。
【産業上の利用可能性】
【0068】
本発明は、軽量で低コストの耐火用の無機質板が得られるので、極めて有用で産業上の利用可能性が高い。
【符号の説明】
【0069】
A 無機質板
1 表層
2 裏層
3 芯層
【特許請求の範囲】
【請求項1】
鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットを表層及び裏層とし、該表層及び裏層間に、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる芯層が配置され、表層及び裏層と芯層とが上記有機結合剤の硬化により複合一体化された無機質板であって、
上記芯層に、200〜250℃の膨張開始温度を有しかつ膨張により芯層の厚さを増大させる膨張黒鉛が添加されていることを特徴とする無機質板。
【請求項2】
請求項1において、
芯層の比重が表層及び裏層の比重よりも小さいことを特徴とする無機質板。
【請求項1】
鉱物質繊維と無機質紛状体と有機結合剤とを必須成分とするスラリーから湿式抄造により形成された湿潤マットを表層及び裏層とし、該表層及び裏層間に、軽量骨材と有機結合剤と有機繊維とを必須成分とする乾式マットからなる芯層が配置され、表層及び裏層と芯層とが上記有機結合剤の硬化により複合一体化された無機質板であって、
上記芯層に、200〜250℃の膨張開始温度を有しかつ膨張により芯層の厚さを増大させる膨張黒鉛が添加されていることを特徴とする無機質板。
【請求項2】
請求項1において、
芯層の比重が表層及び裏層の比重よりも小さいことを特徴とする無機質板。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−67949(P2013−67949A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−205219(P2011−205219)
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
[ Back to top ]