
無機質硬化体の製造方法
【課題】 優れた外観と強度を有する無機質硬化体を製造する方法を提供する。
【解決手段】 SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び、水からなる無機質組成物を含む成形材料6、雄型4と雌型3からなる成形型の雌型3に注入し、気体透過性フィルムシート9と格子状物8が積層した状態にし、上記成形材料6の上面に載置し、該成形型の雄型と雌型の間に挟持し、加熱硬化させた後、脱型して該気体透過性フィルムシートと格子状物を離脱させる。
【解決手段】 SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び、水からなる無機質組成物を含む成形材料6、雄型4と雌型3からなる成形型の雌型3に注入し、気体透過性フィルムシート9と格子状物8が積層した状態にし、上記成形材料6の上面に載置し、該成形型の雄型と雌型の間に挟持し、加熱硬化させた後、脱型して該気体透過性フィルムシートと格子状物を離脱させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無機質硬化体の製造方法に関する。
【背景技術】
【0002】
SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含有する無機質組成物を加熱硬化させて得られる無機質硬化体は、不燃性であって、機械的強度、耐久性、外観などに優れている。
そのため、住宅、オフィスビルなどの壁、間仕切、床等の建築用部材として有用である。
この優れた建築用部材を得るために、SiO2 −Al2 O3 系無機質粉体を含む各種無機質組成物の提案がなされており、SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩水溶液と充填材とを混練後、成形型内に注入し、加熱硬化させた無機質硬化体が提案されている。
【0003】
しかしSiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、水を含有する無機質組成物を硬化成分とする成形材料を加熱硬化するには、水の蒸発を防止するために、上記無機質組成物を含む成形材料を成形型内に注入した後、密閉状態で加熱する必要がある。
上記無機質組成物を含む成形材料内で発生した気泡が、成形材料上面付近で破泡し、多数の凹凸を形成するため、透過性フイルムを使って成形することが特許文献1に示されている。
しかしながら、上記製造方法では以下のような問題があった。成形された無機質硬化体が大きい場合等は成形材料のレベリングが困難で雄型で密閉するとき上記成形材料と成形型内で生じる密閉空気等により大きなくぼみができる。また大きな凹凸模様を形成する場合や取り付け金具を埋没させて成形するとき、大きな凸部や金具のまわりの空気等を除去するには効果が不十分であり、外観や強度を低下させるという問題点があった。
【特許文献1】特開平11−114932号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記問題点を解決して、優れた外観と強度を有する無機質硬化体を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
請求項1に記載の発明の無機質硬化体の製造方法は、SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料を、雄型と雌型からなる成形型の雌型に注入し、気体透過性フイルムシートと格子状物を積層した状態にし、上記成形材料の上面に、気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に挟持し、成形材料を加熱硬化させた後、脱型することを特徴とする。
【0006】
請求項2に記載の発明の無機質硬化体の製造方法は、請求項1の製造方法において、補強材、取り付け用金具等の埋没部材を埋没させて一体成形する際、補強材、取り付け用金具等の埋没部材の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に狭持し、成形材料を加熱硬化させた後、脱型することを特徴とする。
【0007】
本発明に使用される気体透過性フイルムと格子状物とは別体でも良いし、積層されたものでもよい。気体透過性フイルムシートとは水が透過し難く、水蒸気などの気体が通過し易い微細な通気孔を無数に有する多孔性フイルムや多孔性シートであれば特に限定されるものではない。
【0008】
多孔性フイルムや多孔性シートとしては、無数の細孔があるフイルムやシートを意味し、例えば、炭酸カルシウム、タルクなどの無機充填材を含有させたポリエチレンや、ポリプロピレンのフイルムを一軸又は二軸延伸して、無数の微細な孔を形成させた多孔性フイルムや多孔性シート(例えば、積水化学工業社製、商品名セルポア、トクヤマ社製、商品名ポーラム);ポリプロピレンフイルムを融点近傍の低温で溶融押出し、高ドラフト比で引き取り、130℃前後でアニール処理して、2.5倍以下に延伸して熱セットし得られる微細孔フイルム(例えば、ヘキスト・セラニーズ社製、商品名ジュラガードなど);フッ素樹脂の微細孔フイルム(例えば、ジャパンゴアテックス社製、商品名ゴアテックス);機械的に孔開けしたフイルムやシート;中性子を照射して孔開けしたフイルム;可塑剤を分散した重合性モノマーを紫外線重合してフイルムを作成し可塑剤を溶剤で抽出し乾燥した孔開きフイルム;連続気泡発泡体のフイルムやシート等が挙げられる。
【0009】
気体透過性フイルムシートの通気孔の直径は、0.1〜200μmであることが好ましく、更に好ましくは、0.5〜50μmである。孔が小さいと水蒸気などの気体の透過速度が小さ過ぎて、成形型の脱気が不十分となり,大きいと無機質組成物の水、微細微粒子等までを過剰に透過させて、無機質硬化体の物性を低下させる。
気体透過性フイルムシートの肉厚は、0.05〜0.7mmであることが好ましい。この範囲を逸脱すると、柔らか過ぎたり、硬過ぎたりして、作業性が悪くなる。
【0010】
格子状物とは、天然又は合成繊維からなるもの、例えば、パルプ、綿花、リンタ、麻、ポリエチレン、ポリプロピレン、アクリル、レーヨン、ビニロン、ポリエチレンテレフタレートや紙、樹脂や鉄等を格子状にしたものであれば、特に限定されるものでない。
格子状物の厚みとしては、0.05〜2mmであることが好ましい。厚みが小さいと成形型の脱気が不十分で、大きいと厚み分が成形材料に入りこんでしまい該格子状物を無機質硬化体から離脱させるのに困難となり、離脱できてもその分無機質硬化体(成形体)に凹部ができる。
格子状物の格子間の距離としては、200mm以下であることが好ましく、大きいと成形型の脱気が不十分となる。
【0011】
本発明方法で無機質硬化体を得る時、気体透過性フイルムシートを置いた後、格子状物を置入ても、あるいはその逆に格子状物を置いた後、気体透過性フイルムシートを置いてもよいが、はじめから、気体透過性フイルムと格子状物が積層されている積層物(例えば、気体透過性フイルムと繊維状格子状物(例えば不織布)を積層させたもの;積水化学工業社製、商品名ツユガード、酒井化学社製、商品名ハウスコート)である方が、工業的に工数が少なくて済み、発明の効果が容易に得られ好ましい。
【0012】
請求項2において、埋没部材とは成形時に埋め込む物であり、それ自身の強度により成形体を補強するもので、補強材や取り付け用金具が挙げられる。補強材とは、無機質硬化体の耐衝撃性や機械的強度を向上させるものであり成形時に埋め込む物であれば、特に限定されるものではない。取り付け用金具とは、他の構造体、部材に接合するための物であって成形時に埋め込むものであれば、特に限定されるものではない。
【0013】
請求項1,2に記載の発明の無機質硬化体の製造方法に使用されるSiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料について説明する。
【0014】
SiO2 −Al2 O3 系無機質粉体とは、SiO2 とAl2 O3 との総成分が、50重量%以上である無機質粉体を意味し、両者の組成比は、SiO2 /Al2 O3 =1/9〜9/1(重量比)のものが好適に使用される。
上記成分の含有量が50重量%未満であると、アルカリ金属珪酸塩と水との混合物(アルカリ金属珪酸塩水溶液)の反応性が低下し、得られる無機質硬化体の機械的強度が低下する。
【0015】
SiO2 −Al2 O3 系無機質粉体を具体的に例示すると、例えば、(1)粒径が10μm以下の粒子を80重量%以上含有するフライアッシュ、(2)400〜1000℃で焼成された粒径が10μm以下の粒子を80重量%以上含有するフライアッシュ、(3)フライアッシュ、粘土、又は、それらの混合物を熔融し、気体中に噴霧することによって得られる無機質粉体、(4)粘土に0.1〜30kwh/kgの機械的エネルギーを作用させて得られる無機質粉体、(5)(4)で得られた無機質粉体を、更に、100〜750℃の温度に加熱することによって得られる無機質粉体、(6)メタカオリンに0.1〜30kwh/kgの機械的エネルギーを作用させて得られる無機質粉体、(7)コランダム或いはムライトを製造する時に発生する電気集塵機の灰、(8)粉砕仮焼ボーキサイト、(9)メタカオリンなどが挙げられ、これらの少なくとも1種が使用できる。
【0016】
上記フライアッシュとは、JIS A 6201に規定される微粉炭燃焼ボイラーから集塵機で採取される微小粒子径の灰で、SiO2 40%以上、湿分1%以下、比重1.95以上、比表面積2700cm2 /g以上、44μm標準ふるいを75%以上通過するものである。
【0017】
上記(1)、(2)のフライアッシュの粒径を調製する方法は、特に限定されるものでなく、例えば、湿式沈降分級、風力分級、その他の比重を利用した分級、ジェットミル、ロールミル、ボールミル等の微粉砕機と分級機を用いたシステム等が挙げられる。
粒径10μm以下の粒子が80重量%以下であるフライアッシュは、アルカリ金属珪酸塩水溶液との反応性が低下し、得られる無機質硬化体の機械的強度が低下したり、硬化不良を生じさせるので好ましくない。
【0018】
(2)に於いて、フライアッシュは一般に黒色であるが、黒色以外の着色を要望される場合には焼成によって脱色される。
焼成温度は400℃未満では脱色が充分でなく、1000℃を超えるとアルカリ金属珪酸塩水溶液との反応性が低下するので、400〜1000℃で焼成されたフライアッシュであることが好ましい。
【0019】
(3)の無機質粉体は、フライアッシュ、粘土、又は、それらの混合物を溶融し、気中に噴霧することにより得られる。
上記技術は、セラミックに適用される溶射技術と同様であり、好ましくは、2000〜16000℃の温度で溶融され、30〜80m/sの速度で噴霧されるものであり、具体的には、プラズマ溶射法、高エネルギーガス溶射法、アーク溶射法等が挙げられる。
溶射技術によって得られる無機質粉体は、一般に、その表面積が0.1〜60m2 /gにコントロールされる。
【0020】
(3)、(4)の無機質粉体に使用される粘土は、化学組成として、SiO2 が5〜85重量%、Al2 O3 が90〜10重量%を含有する粘土が使用され、例えば、カオリナイト、ディッカイト、ナクライト、ハロイサイト等のカオリン鉱物、白雲母、イライト、フェンジャイト、海緑石、セラドナイト、パラゴナイト、ブランマライト等の雲母粘土鉱物、モンモリロナイト、バイデライト、ノントロナイト、サボナイト、ソーコナイト等のスクメタイト、緑泥岩、パイロフィライト、タルク、ばん土頁岩等が挙げられる。
【0021】
上記(3)〜(6)の無機質粉体に使用される粘土、及び、メタカオリンの粒径は、特に限定されるものではないが、機械的エネルギーを有効に作用させる観点から、平均粒径が0.01〜500μmが好ましく、更に好ましくは、0.1〜100μmである。
【0022】
上記機械的エネルギーとしては、特に限定されず、例えば、圧縮力、せん断力、衝撃力等によるエネルギーが挙げられる。
機械的エネルギーを作用させる方法としては、特に限定されず、粉砕を目的として一般的に使用されている粉砕装置を用いて行うことができる。
このような粉砕機としては、例えば、衝撃、摩擦、圧縮、せん断等が複合したボールミル、振動ミル、遊星ミル、媒体攪拌型ミル等のボール媒体ミル;ローラーミル;乳鉢等が挙げられる。また、衝撃、摩砕が主であるジェット粉砕機を使用することも可能である。これらのうち、機構的に無機質粉体に有効に機械的エネルギーを付与することが可能であるので、ボール媒体ミルが好ましい。
【0023】
機械的エネルギーを作用させるに際しては、セメントクリンカー、珪砂、石灰石等の粉砕時に通常使用される粉砕助剤を使用することが好ましい。
上記粉砕助剤としては、特に限定されず、例えば、メチルアルコール等のアルコール類;トリエタノールアミン等のエタノールアミン類等の液体系のもの;ステアリン酸ナトリウム、ステアリン酸カルシウム等の固体系のもの;アセトン蒸気等の気体系のもの等が挙げられる。
【0024】
機械的エネルギーは、0.5〜30kwh/kgが必要で、好ましくは、1.0〜10kwh/kgである。
0.5kwh/kg未満であると、得られる無機質粉体の溶解性が低くなり、硬化速度が不充分となる。
又、30kwh/kgを超えると、粉砕装置へ過大な負荷を与え、媒体としてのボールや容器の激しい磨耗によって、無機質粉体を汚染し、更に、これが凝集して粒子を粗大化するので、コスト、生産性の面で不利益を招く。
【0025】
機械的エネルギーは、無機質粉体を粉砕装置中に投入して実際に運転したときに粉砕装置が消費する全電力量から、粉砕装置やボール媒体自体の運動や回転によって消費される電力量を差し引いた電力量であって、無機質粉体のみ供給されたと考えられる電力量を示したものである。
ここで、上記粉砕装置やボール媒体自体の運転や回転によって消費される電力量は、無機質粉体を投入しないこと以外は投入する場合と同一の条件で粉砕装置を運転した場合の消費電力量に等しい。
【0026】
(5)の無機質粉体を作製するに際し、粘土に機械的エネルギーを作用させた後、更に、100〜750℃の温度に加熱処理されるが、この理由は、加熱により、得られる無機質硬化体の機械的強度の向上が認められるからである。
加熱温度が100℃未満の場合には、得られる無機質硬化体の機械的強度の向上が認められず、又、加熱温度が750℃を超えると、無機質粉体に結晶化が起こり、アルカリ金属珪酸塩水溶液との反応性が低下する。
又、上記の加熱時間は、1分〜5時間が好ましい。1分未満の場合は、無機質硬化体の機械的強度の向上が小さく、5分を超えると、エネルギーコストが増大して、意味がない。
【0027】
(7)の電気集塵機の灰、及び、(8)の粉砕仮焼ボーキサイトは、特公平3−9060号公報や特公平4−45471号公報に記載されているような粉体を意味する。
又、(9)のメタカオリンは、特に限定されるものではなく、例えば、市販のメタカオリンが好適に使用される。
【0028】
アルカリ金属珪酸塩とは、一般式M2 O・nSiO2 (式中、Mは、Li、K又はNaを表す)で表される。
上式に於いて、nは、0.05〜8が好ましく、更に好ましくは0.5〜2.5である。0.05未満の場合は、SiO2 成分に対するアルカリ金属の含有量が多くなり、得られる無機質硬化体の耐水性が低下する。又、8を超えると、水と混合してアルカリ金属珪酸塩水溶液とした場合にゲル化を起こし易く、粘度が急激に上昇して、SiO2 −Al2 O3 系無機質粉体との混合が困難になる。
【0029】
アルカリ金属珪酸塩の配合量は、SiO2 −Al2 O3 系無機質粉体100重量部に対して、1〜300重量部が好ましく、より好ましくは、10〜250重量部である。
1重量部未満の場合は、硬化が充分に行われず、250重量部を超えると、無機質硬化体の耐水性が低下する。
【0030】
水の配合量は、SiO2 −Al2 O3 系無機質粉体100重量部に対して、10〜750重量部が好ましく、より好ましくは、50〜500重量部である。
10重量部未満であると、充分な硬化が得られず、750重量部を超えると、得られる無機質硬化体の強度が低下する。
【0031】
無機質組成物を調製するに際しては、アルカリ金属珪酸塩の分散性の観点から、予めアルカリ金属珪酸塩を水と混合し、アルカリ金属珪酸塩水溶液としてから添加することが好ましい。
この場合に於いて、アルカリ金属珪酸塩水溶液の濃度は、10〜60重量%が好ましく、より好ましくは、30〜60重量%である。
10重量%未満であると、得られる無機質組成物が硬化しないことがあり、60重量%を超えると、得られる無機質組成物の粘度が高くなり、成形が困難となる場合がある。
【0032】
無機質組成物には、必要に応じて、無機質充填材、補強繊維、軽量骨材、着色剤、発泡剤、発泡助剤、起泡剤等が添加されてもよい。
【0033】
無機質充填材としては、アルカリ金属珪酸塩水溶液に対して活性の低いものが好適に使用され、例えば、珪砂、岩石粉末、シラスや抗火石等の火山灰、珪灰石、炭酸カルシウム、珪石粉、けいそう土、雲母、シリカフューム等が挙げられる。
無機質充填材の添加量は、SiO2 −Al2 O3 系無機質粉体100重量部に対し900重量部以下が好ましい。900重量部を超えると、得られる無機質硬化体の機械的強度が低下する。
【0034】
補強繊維としては、通常のセメント製品用に使用される補強繊維が使用でき、例えば、ポリプロピレン、ビニロン、レーヨン、耐アルカリガラス、炭素繊維、アクリル、アラミド、アクリロニトリル等の繊維を単独又は混合して使用できる。
【0035】
補強繊維の形状としては、繊維径1〜500μm、繊維長1〜15mmが好ましい。繊維径が1μm未満の場合は、無機質組成物への添加時に、ファイバーボールが形成され、得られる無機質硬化体の機械的強度を低下させる。繊維径が500μmを超えたり、繊維長が1mm未満であると、得られる無機質硬化体の引張強度向上等の補強効果が得られない。又、繊維長が15mmを超えると、無機質組成物への分散性が低下し、得られる無機質硬化体の機械的強度のバラツキが大きくなる。
補強繊維の添加量は、SiO2 −Al2 O3 系無機質粉体100重量部に対し10重量部以下が好ましい。
添加量が10重量部を超えると、無機質組成物への分散性が低下する。
【0036】
軽量骨材としては、例えば、パーライト、ガラスバルーン、シリカバルーン、フライアッシュバルーン、シラス発泡体等の無機質発泡体、フェノール樹脂、ウレタン樹脂、ポリエチレン発泡体、ポリスチレン発泡体等の有機質発泡体等が使用される。
【0037】
着色剤としては、例えば、酸化鉄、酸化チタン、酸化コバルト等の金属酸化物系顔料やカーボンブラック等が好適に使用される。
【0038】
発泡剤としては、例えば、Mg、Ca、Cr、Mn、Fe、Co、Ni、Cu、Zn、Al、Ga、Sn、Si、フェロシリコン等の金属系粉末、過酸化水素水、過酸化ソーダ、過酸化カリ、過硼酸ソーダ等の過酸化物の水溶液や粉末が使用され、これらの中で、Al粉末及び過酸化水素水が、コスト、安全性、入手の容易さ、混合作業の容易さ等から好適に使用される。
【0039】
発泡助剤としては、例えば、シリカゲル、ゼオライト、活性炭、アルミナゲル等の多孔質粉体やステアリン酸金属塩、パルミチン酸金属塩等の金属石鹸等が好適に使用される。
【0040】
起泡剤としては、例えば、高級アルコール硫酸エステル塩系、アルキルエーテル硫酸エステル塩系、芳香族誘導体スルホン酸塩系、イミダゾリン誘導体系、脂肪酸アミド系、動物性蛋白質系の各種起泡剤が好適に使用される。
【0041】
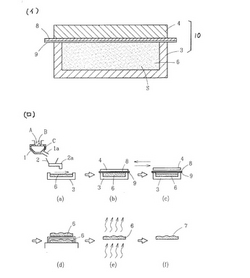
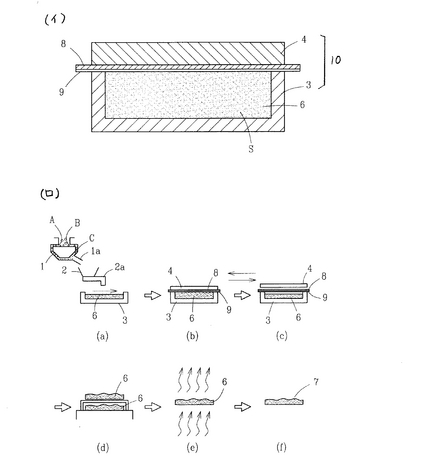
図1(イ)は本発明の一実施例を説明する成形型を示す断面図である。
(ロ)は本発明の無機質硬化体を製造するシステムの説明図である。
以下、本発明を図面に基づいて説明する。
【0042】
本発明に使用される成形型10は図1(イ)に一例として示される。成形型10は雄型4と雌型3より構成され、雌型3は、無機質硬化体を製造するキャビティSを有する。又雄型4は、単に、蓋型として機能する平面板であっても構わない。無機質組成物は、雌型3に注入されて、発泡する等して、キャビティSが無機質組成物で満杯にされる。
気体透過性フイルムと格子状物とは図1(イ)に示すように積層した状態で無機質組成物の上面に載置密着され、雄型2と雌型3の間に狭持される。気体透過性フイルムと格子状物は、どちらが上でもよい。
雄型・雌型の材質は、成形型の内圧で容易に変形しない単一層の鋼鉄などから通常構成されているが、無機質組成物の膨張が押さえられれば、特に限定されるものでなく、例えば、アルミニウム、FRP、プラスチック、ゴム等が挙げられる。鋼鉄等は単体では、離型が困難となるので、ラミネートなど、離型容易となるようにするのが好ましい。
成形時のキャビティSに充填された無機質組成物は型締めされた後、加熱するなどして硬化される。加熱硬化が終了した後に無機質硬化体は脱型されて成形体とされる。気体透過性フイルムと格子状物又は該積層物は無機質硬化体に入りこむ場合があるが、取り除くかどうかは、場合によって使い分ければよい。
【発明の効果】
【0043】
以上説明したように、請求項1に記載の発明によれば、SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料を、雄型と雌型からなる成形型の雌型に注入し、気体透過性フイルムシートと格子状物を積層した状態にし、上記成形材料の上面に、気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に挟持し、成形材料を加熱硬化させた後、脱型するので無機質組成物を含む成形材料内で発生した気泡が、成形材料上面付近で破泡しても型表面にあった空気と共に、透過性フイルムと格子状物が積層された物の中を通り成形したい材料空間外に放出され、表面に滞留することがないので、成形体の表面外観が良好であり、強度も良好である。
【0044】
又、請求項2に記載の発明によれば、請求項1記載の製造方法において、補強材、取り付け用金具等の埋没部材を埋没させて一体成形する際、補強材、取り付け用金具等の埋没部材の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に狭持し、成形材料を加熱硬化させた後、脱型するので無機質組成を含む成形材料内で発生した気泡だけでなく、補強材や取り付け金具等の埋没部材のまわりの空気も成形型上面付近で破泡しても気体透過性フイルムと格子状物が積層された物の中を通り成形したい空間外に放出され表面に滞留することがないので表面外観が良好であり、強度も良い。
【発明を実施するための最良の形態】
【0045】
以下に実施例を挙げて、本発明を更に詳しく説明する。
<基本的製造方法1>
この図1(ロ)において、1は無機質組成物の原料を混合するミキサー、1aはミキサー1の下部の材料排出口、2は材料排出口1aの下方に配設されたホッパー、2aはホッパー2からの成形材料を定位置に供給する成形材料出口、3は上方に開口する雌型、4は雌型3の開口端を閉成する雄型、5は加熱乾燥装置である。6は無機質組成物を含む成形材料、8は格子状物、9は気体透過性フイルムシートである。
また、Aは反応性無機質粉体(SiO2 −Al2 O3 系無機質粉体)、Bはアルカリ金属珪酸塩、Cは水である。
【0046】
本発明では、基本的には、図1(ロ)(a)において、SiO2 −Al2 O3 系無機質粉体(A)100重量部、アルカリ金属珪酸塩(B)0.2〜450重量部、水(C)35〜1500重量部をミキサー1で20℃以下の状態で混合してペースト状の無機質硬化性組成物を組成させる。
この際、発泡剤や発泡助剤を必要に応じて添加してもよいし、又無機質充填材や補強繊維、無機質発泡体、合成樹脂の発泡体、塩化ビニリデン、アクリルバルーンなどが必要に応じて添加されてもよい。これらは単独で添加されてもよいし、2種類以上併用されてもよい。
【0047】
この後、連続混合された無機質組成物を含む成形材料6をホッパー2を介して成形材料出口2aから雌型3内に供給し、図1(ロ)(b)の如く、気体透過性フイルムシート9と格子状物の積層物8等、又は気体透過性フイルムシート9と格子状物8を積層した状態にし、無機質組成物を含む成形材料6の上面に置き、気体透過性フイルムシート9と格子状物8又はこれらの積層物を雌型3と雄型4の間に挟持し、該雌型3の開放端を雄型4で密閉する。次に、レベリング,脱泡の目的で雌型3に振動を与え、型内成形を行う。
【0048】
そして、図1(ロ)(c)において、雌型3内の無機質組成物を含む成形材料6を昇温加熱(プリキュア)する。この昇温加熱は、無機質組成物を含む成形材料6を混合後1時間以内の間に開始させる。この際、無機質組成物を含む成形材料6の加熱温度は好ましくは60℃以上で、昇温開始後20分以下の時間で無機質組成物を含む成形材料6の温度が60℃以上になるようにする。その加熱時間は10分以上保持する。
【0049】
この加熱により無機質組成物を含む成形材料6が硬化して無機質硬化体となった後、雌型3から取り出す脱型を行い、積層物等格子状物8、気体透過性フイルムシート9も取り除く。
脱型された無機質硬化体(成形体)7を図1(ロ)(d)において、加熱(アフターキュア)して硬化度を高め、(e)において乾燥装置により乾燥させて、(f)の建築物の壁パネル等の素板にする。
次に、本発明の実施例を以下に詳しく説明する。
【実施例1】
【0050】
(1)SiO2−Al2O3系無機質粉体の作製
メタカオリン100重量部と、トリエタノールアミン25重量%とエタノール75重量%との混合液0.5重量部とを、ウルトラファインミル(三菱重工社製、ジルコニアボール100mm使用、ボール充填率85体積%)を用い、10kwh/kgの機械的エネルギーを作用させてSiO2−Al2O3系無機質粉体を作製した。
(2)無機組成物の作製
上記(1)で作製したSiO2−Al2O3系無機質粉体100重量部、ワラスナイト(巴工業社製NYAD−G)100重量部、アルカリ金属珪酸塩水溶液(日本化学工業社製、組成:SiO220重量%、K2O25重量%、水55重量%)80重量部をオムニミキサー(千代田技研社製)を用いて、2分間混合し、無機質組成物を作成した。
(3)無機質硬化体の作製
得られた無機質組成物を雌型(3000×3000×25mm)に注入した後、該無機質組成物の上面と成形型の雄型(蓋型)の間に、気体透過性フイルムシートと格子状物との積層物のハウスコート(酒井化学社製)を該無機質組成物上面の上に置き、上蓋をのせて、90℃のプレスを60分行い、硬化させた後、無機質硬化体からハウスコートを取り除き、脱型して成形体を得た。無機質硬化体を評価し結果を表1に示した。
【実施例2】
【0051】
実施例1(2)までと同様にして無機質組成物を作成した。得られた無機質組成物を成形型(3000×1000×25mm)に注入した後、埋没部材として補強用ネット(ビニロンネット VK1101(株)クラレ)と取り付け金具(ギャングネイル:ソニテック(株)社製)を順に置いた(不図示)。その上からハウスコート(酒井化学社製)を置き、上蓋を載せて90℃のプレスを60分行い、硬化させた後、ハウスコートを取り除き、脱型して無機質硬化体7を得た。無機質硬化体7を評価し結果を表1に示した。
【実施例3】
【0052】
実施例2でハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシートと格子状物との積層物のツユガード(積水化学工業社製)を用いた以外は同様にして評価し、その結果を表1に示した。
【実施例4】
【0053】
実施例2でハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシート(ポーラム PM100 (株)トクヤマ社製)の上に不織布(三井化学社製、シンテックス、PS116、肉厚0.47mm)を用いたこと以外は、同様にして、評価してその結果を表1に示した。
〔比較例1〕
【0054】
実施例2で積層物のハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシート(ポーラム PM100(株)トクヤマ社製)を用いて格子状物は用いなかったこと以外は、同様にして評価し、その結果を表1に示した。
〔比較例2〕
【0055】
実施例2で積層物のハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシートのツユガード(積水化学工業社製)を用いて格子状物は用いなかったこと以外は、同様に評価しその結果を表1に示した。
【0056】
【表1】

(結果のまとめ)
表1の評価の記号は目視による外観評価を示し、○は外観良好、△は外観やや問題あり、×は外観不良を示す。
表1に示す通り実施例1、2は外観、強度が良好であり、比較例1、2は外観、強度とも良くない結果であった。
【産業上の利用可能性】
【0057】
本発明で製造される無機質硬化体は、不燃性であって、機械的強度、耐久性、外観などに優れており、住宅、オフィスビルなどの壁、間仕切、床等の建築用部材として利用される。本発明はこの様な無機質硬化体を優れた外観と強度を有するように製造する。
【図面の簡単な説明】
【0058】
【図1】(イ) 本発明の一実施例を説明する成形型を示す断面図である。 (ロ) 本発明の無機硬化体を製造するシステムの説明図である。
【符号の説明】
【0059】
3 雌型
4 雄型
6 成形材料
8 格子状物
9 気体透過性フイルムシート
10 成形型
【技術分野】
【0001】
本発明は、無機質硬化体の製造方法に関する。
【背景技術】
【0002】
SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含有する無機質組成物を加熱硬化させて得られる無機質硬化体は、不燃性であって、機械的強度、耐久性、外観などに優れている。
そのため、住宅、オフィスビルなどの壁、間仕切、床等の建築用部材として有用である。
この優れた建築用部材を得るために、SiO2 −Al2 O3 系無機質粉体を含む各種無機質組成物の提案がなされており、SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩水溶液と充填材とを混練後、成形型内に注入し、加熱硬化させた無機質硬化体が提案されている。
【0003】
しかしSiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、水を含有する無機質組成物を硬化成分とする成形材料を加熱硬化するには、水の蒸発を防止するために、上記無機質組成物を含む成形材料を成形型内に注入した後、密閉状態で加熱する必要がある。
上記無機質組成物を含む成形材料内で発生した気泡が、成形材料上面付近で破泡し、多数の凹凸を形成するため、透過性フイルムを使って成形することが特許文献1に示されている。
しかしながら、上記製造方法では以下のような問題があった。成形された無機質硬化体が大きい場合等は成形材料のレベリングが困難で雄型で密閉するとき上記成形材料と成形型内で生じる密閉空気等により大きなくぼみができる。また大きな凹凸模様を形成する場合や取り付け金具を埋没させて成形するとき、大きな凸部や金具のまわりの空気等を除去するには効果が不十分であり、外観や強度を低下させるという問題点があった。
【特許文献1】特開平11−114932号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記問題点を解決して、優れた外観と強度を有する無機質硬化体を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
請求項1に記載の発明の無機質硬化体の製造方法は、SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料を、雄型と雌型からなる成形型の雌型に注入し、気体透過性フイルムシートと格子状物を積層した状態にし、上記成形材料の上面に、気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に挟持し、成形材料を加熱硬化させた後、脱型することを特徴とする。
【0006】
請求項2に記載の発明の無機質硬化体の製造方法は、請求項1の製造方法において、補強材、取り付け用金具等の埋没部材を埋没させて一体成形する際、補強材、取り付け用金具等の埋没部材の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に狭持し、成形材料を加熱硬化させた後、脱型することを特徴とする。
【0007】
本発明に使用される気体透過性フイルムと格子状物とは別体でも良いし、積層されたものでもよい。気体透過性フイルムシートとは水が透過し難く、水蒸気などの気体が通過し易い微細な通気孔を無数に有する多孔性フイルムや多孔性シートであれば特に限定されるものではない。
【0008】
多孔性フイルムや多孔性シートとしては、無数の細孔があるフイルムやシートを意味し、例えば、炭酸カルシウム、タルクなどの無機充填材を含有させたポリエチレンや、ポリプロピレンのフイルムを一軸又は二軸延伸して、無数の微細な孔を形成させた多孔性フイルムや多孔性シート(例えば、積水化学工業社製、商品名セルポア、トクヤマ社製、商品名ポーラム);ポリプロピレンフイルムを融点近傍の低温で溶融押出し、高ドラフト比で引き取り、130℃前後でアニール処理して、2.5倍以下に延伸して熱セットし得られる微細孔フイルム(例えば、ヘキスト・セラニーズ社製、商品名ジュラガードなど);フッ素樹脂の微細孔フイルム(例えば、ジャパンゴアテックス社製、商品名ゴアテックス);機械的に孔開けしたフイルムやシート;中性子を照射して孔開けしたフイルム;可塑剤を分散した重合性モノマーを紫外線重合してフイルムを作成し可塑剤を溶剤で抽出し乾燥した孔開きフイルム;連続気泡発泡体のフイルムやシート等が挙げられる。
【0009】
気体透過性フイルムシートの通気孔の直径は、0.1〜200μmであることが好ましく、更に好ましくは、0.5〜50μmである。孔が小さいと水蒸気などの気体の透過速度が小さ過ぎて、成形型の脱気が不十分となり,大きいと無機質組成物の水、微細微粒子等までを過剰に透過させて、無機質硬化体の物性を低下させる。
気体透過性フイルムシートの肉厚は、0.05〜0.7mmであることが好ましい。この範囲を逸脱すると、柔らか過ぎたり、硬過ぎたりして、作業性が悪くなる。
【0010】
格子状物とは、天然又は合成繊維からなるもの、例えば、パルプ、綿花、リンタ、麻、ポリエチレン、ポリプロピレン、アクリル、レーヨン、ビニロン、ポリエチレンテレフタレートや紙、樹脂や鉄等を格子状にしたものであれば、特に限定されるものでない。
格子状物の厚みとしては、0.05〜2mmであることが好ましい。厚みが小さいと成形型の脱気が不十分で、大きいと厚み分が成形材料に入りこんでしまい該格子状物を無機質硬化体から離脱させるのに困難となり、離脱できてもその分無機質硬化体(成形体)に凹部ができる。
格子状物の格子間の距離としては、200mm以下であることが好ましく、大きいと成形型の脱気が不十分となる。
【0011】
本発明方法で無機質硬化体を得る時、気体透過性フイルムシートを置いた後、格子状物を置入ても、あるいはその逆に格子状物を置いた後、気体透過性フイルムシートを置いてもよいが、はじめから、気体透過性フイルムと格子状物が積層されている積層物(例えば、気体透過性フイルムと繊維状格子状物(例えば不織布)を積層させたもの;積水化学工業社製、商品名ツユガード、酒井化学社製、商品名ハウスコート)である方が、工業的に工数が少なくて済み、発明の効果が容易に得られ好ましい。
【0012】
請求項2において、埋没部材とは成形時に埋め込む物であり、それ自身の強度により成形体を補強するもので、補強材や取り付け用金具が挙げられる。補強材とは、無機質硬化体の耐衝撃性や機械的強度を向上させるものであり成形時に埋め込む物であれば、特に限定されるものではない。取り付け用金具とは、他の構造体、部材に接合するための物であって成形時に埋め込むものであれば、特に限定されるものではない。
【0013】
請求項1,2に記載の発明の無機質硬化体の製造方法に使用されるSiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料について説明する。
【0014】
SiO2 −Al2 O3 系無機質粉体とは、SiO2 とAl2 O3 との総成分が、50重量%以上である無機質粉体を意味し、両者の組成比は、SiO2 /Al2 O3 =1/9〜9/1(重量比)のものが好適に使用される。
上記成分の含有量が50重量%未満であると、アルカリ金属珪酸塩と水との混合物(アルカリ金属珪酸塩水溶液)の反応性が低下し、得られる無機質硬化体の機械的強度が低下する。
【0015】
SiO2 −Al2 O3 系無機質粉体を具体的に例示すると、例えば、(1)粒径が10μm以下の粒子を80重量%以上含有するフライアッシュ、(2)400〜1000℃で焼成された粒径が10μm以下の粒子を80重量%以上含有するフライアッシュ、(3)フライアッシュ、粘土、又は、それらの混合物を熔融し、気体中に噴霧することによって得られる無機質粉体、(4)粘土に0.1〜30kwh/kgの機械的エネルギーを作用させて得られる無機質粉体、(5)(4)で得られた無機質粉体を、更に、100〜750℃の温度に加熱することによって得られる無機質粉体、(6)メタカオリンに0.1〜30kwh/kgの機械的エネルギーを作用させて得られる無機質粉体、(7)コランダム或いはムライトを製造する時に発生する電気集塵機の灰、(8)粉砕仮焼ボーキサイト、(9)メタカオリンなどが挙げられ、これらの少なくとも1種が使用できる。
【0016】
上記フライアッシュとは、JIS A 6201に規定される微粉炭燃焼ボイラーから集塵機で採取される微小粒子径の灰で、SiO2 40%以上、湿分1%以下、比重1.95以上、比表面積2700cm2 /g以上、44μm標準ふるいを75%以上通過するものである。
【0017】
上記(1)、(2)のフライアッシュの粒径を調製する方法は、特に限定されるものでなく、例えば、湿式沈降分級、風力分級、その他の比重を利用した分級、ジェットミル、ロールミル、ボールミル等の微粉砕機と分級機を用いたシステム等が挙げられる。
粒径10μm以下の粒子が80重量%以下であるフライアッシュは、アルカリ金属珪酸塩水溶液との反応性が低下し、得られる無機質硬化体の機械的強度が低下したり、硬化不良を生じさせるので好ましくない。
【0018】
(2)に於いて、フライアッシュは一般に黒色であるが、黒色以外の着色を要望される場合には焼成によって脱色される。
焼成温度は400℃未満では脱色が充分でなく、1000℃を超えるとアルカリ金属珪酸塩水溶液との反応性が低下するので、400〜1000℃で焼成されたフライアッシュであることが好ましい。
【0019】
(3)の無機質粉体は、フライアッシュ、粘土、又は、それらの混合物を溶融し、気中に噴霧することにより得られる。
上記技術は、セラミックに適用される溶射技術と同様であり、好ましくは、2000〜16000℃の温度で溶融され、30〜80m/sの速度で噴霧されるものであり、具体的には、プラズマ溶射法、高エネルギーガス溶射法、アーク溶射法等が挙げられる。
溶射技術によって得られる無機質粉体は、一般に、その表面積が0.1〜60m2 /gにコントロールされる。
【0020】
(3)、(4)の無機質粉体に使用される粘土は、化学組成として、SiO2 が5〜85重量%、Al2 O3 が90〜10重量%を含有する粘土が使用され、例えば、カオリナイト、ディッカイト、ナクライト、ハロイサイト等のカオリン鉱物、白雲母、イライト、フェンジャイト、海緑石、セラドナイト、パラゴナイト、ブランマライト等の雲母粘土鉱物、モンモリロナイト、バイデライト、ノントロナイト、サボナイト、ソーコナイト等のスクメタイト、緑泥岩、パイロフィライト、タルク、ばん土頁岩等が挙げられる。
【0021】
上記(3)〜(6)の無機質粉体に使用される粘土、及び、メタカオリンの粒径は、特に限定されるものではないが、機械的エネルギーを有効に作用させる観点から、平均粒径が0.01〜500μmが好ましく、更に好ましくは、0.1〜100μmである。
【0022】
上記機械的エネルギーとしては、特に限定されず、例えば、圧縮力、せん断力、衝撃力等によるエネルギーが挙げられる。
機械的エネルギーを作用させる方法としては、特に限定されず、粉砕を目的として一般的に使用されている粉砕装置を用いて行うことができる。
このような粉砕機としては、例えば、衝撃、摩擦、圧縮、せん断等が複合したボールミル、振動ミル、遊星ミル、媒体攪拌型ミル等のボール媒体ミル;ローラーミル;乳鉢等が挙げられる。また、衝撃、摩砕が主であるジェット粉砕機を使用することも可能である。これらのうち、機構的に無機質粉体に有効に機械的エネルギーを付与することが可能であるので、ボール媒体ミルが好ましい。
【0023】
機械的エネルギーを作用させるに際しては、セメントクリンカー、珪砂、石灰石等の粉砕時に通常使用される粉砕助剤を使用することが好ましい。
上記粉砕助剤としては、特に限定されず、例えば、メチルアルコール等のアルコール類;トリエタノールアミン等のエタノールアミン類等の液体系のもの;ステアリン酸ナトリウム、ステアリン酸カルシウム等の固体系のもの;アセトン蒸気等の気体系のもの等が挙げられる。
【0024】
機械的エネルギーは、0.5〜30kwh/kgが必要で、好ましくは、1.0〜10kwh/kgである。
0.5kwh/kg未満であると、得られる無機質粉体の溶解性が低くなり、硬化速度が不充分となる。
又、30kwh/kgを超えると、粉砕装置へ過大な負荷を与え、媒体としてのボールや容器の激しい磨耗によって、無機質粉体を汚染し、更に、これが凝集して粒子を粗大化するので、コスト、生産性の面で不利益を招く。
【0025】
機械的エネルギーは、無機質粉体を粉砕装置中に投入して実際に運転したときに粉砕装置が消費する全電力量から、粉砕装置やボール媒体自体の運動や回転によって消費される電力量を差し引いた電力量であって、無機質粉体のみ供給されたと考えられる電力量を示したものである。
ここで、上記粉砕装置やボール媒体自体の運転や回転によって消費される電力量は、無機質粉体を投入しないこと以外は投入する場合と同一の条件で粉砕装置を運転した場合の消費電力量に等しい。
【0026】
(5)の無機質粉体を作製するに際し、粘土に機械的エネルギーを作用させた後、更に、100〜750℃の温度に加熱処理されるが、この理由は、加熱により、得られる無機質硬化体の機械的強度の向上が認められるからである。
加熱温度が100℃未満の場合には、得られる無機質硬化体の機械的強度の向上が認められず、又、加熱温度が750℃を超えると、無機質粉体に結晶化が起こり、アルカリ金属珪酸塩水溶液との反応性が低下する。
又、上記の加熱時間は、1分〜5時間が好ましい。1分未満の場合は、無機質硬化体の機械的強度の向上が小さく、5分を超えると、エネルギーコストが増大して、意味がない。
【0027】
(7)の電気集塵機の灰、及び、(8)の粉砕仮焼ボーキサイトは、特公平3−9060号公報や特公平4−45471号公報に記載されているような粉体を意味する。
又、(9)のメタカオリンは、特に限定されるものではなく、例えば、市販のメタカオリンが好適に使用される。
【0028】
アルカリ金属珪酸塩とは、一般式M2 O・nSiO2 (式中、Mは、Li、K又はNaを表す)で表される。
上式に於いて、nは、0.05〜8が好ましく、更に好ましくは0.5〜2.5である。0.05未満の場合は、SiO2 成分に対するアルカリ金属の含有量が多くなり、得られる無機質硬化体の耐水性が低下する。又、8を超えると、水と混合してアルカリ金属珪酸塩水溶液とした場合にゲル化を起こし易く、粘度が急激に上昇して、SiO2 −Al2 O3 系無機質粉体との混合が困難になる。
【0029】
アルカリ金属珪酸塩の配合量は、SiO2 −Al2 O3 系無機質粉体100重量部に対して、1〜300重量部が好ましく、より好ましくは、10〜250重量部である。
1重量部未満の場合は、硬化が充分に行われず、250重量部を超えると、無機質硬化体の耐水性が低下する。
【0030】
水の配合量は、SiO2 −Al2 O3 系無機質粉体100重量部に対して、10〜750重量部が好ましく、より好ましくは、50〜500重量部である。
10重量部未満であると、充分な硬化が得られず、750重量部を超えると、得られる無機質硬化体の強度が低下する。
【0031】
無機質組成物を調製するに際しては、アルカリ金属珪酸塩の分散性の観点から、予めアルカリ金属珪酸塩を水と混合し、アルカリ金属珪酸塩水溶液としてから添加することが好ましい。
この場合に於いて、アルカリ金属珪酸塩水溶液の濃度は、10〜60重量%が好ましく、より好ましくは、30〜60重量%である。
10重量%未満であると、得られる無機質組成物が硬化しないことがあり、60重量%を超えると、得られる無機質組成物の粘度が高くなり、成形が困難となる場合がある。
【0032】
無機質組成物には、必要に応じて、無機質充填材、補強繊維、軽量骨材、着色剤、発泡剤、発泡助剤、起泡剤等が添加されてもよい。
【0033】
無機質充填材としては、アルカリ金属珪酸塩水溶液に対して活性の低いものが好適に使用され、例えば、珪砂、岩石粉末、シラスや抗火石等の火山灰、珪灰石、炭酸カルシウム、珪石粉、けいそう土、雲母、シリカフューム等が挙げられる。
無機質充填材の添加量は、SiO2 −Al2 O3 系無機質粉体100重量部に対し900重量部以下が好ましい。900重量部を超えると、得られる無機質硬化体の機械的強度が低下する。
【0034】
補強繊維としては、通常のセメント製品用に使用される補強繊維が使用でき、例えば、ポリプロピレン、ビニロン、レーヨン、耐アルカリガラス、炭素繊維、アクリル、アラミド、アクリロニトリル等の繊維を単独又は混合して使用できる。
【0035】
補強繊維の形状としては、繊維径1〜500μm、繊維長1〜15mmが好ましい。繊維径が1μm未満の場合は、無機質組成物への添加時に、ファイバーボールが形成され、得られる無機質硬化体の機械的強度を低下させる。繊維径が500μmを超えたり、繊維長が1mm未満であると、得られる無機質硬化体の引張強度向上等の補強効果が得られない。又、繊維長が15mmを超えると、無機質組成物への分散性が低下し、得られる無機質硬化体の機械的強度のバラツキが大きくなる。
補強繊維の添加量は、SiO2 −Al2 O3 系無機質粉体100重量部に対し10重量部以下が好ましい。
添加量が10重量部を超えると、無機質組成物への分散性が低下する。
【0036】
軽量骨材としては、例えば、パーライト、ガラスバルーン、シリカバルーン、フライアッシュバルーン、シラス発泡体等の無機質発泡体、フェノール樹脂、ウレタン樹脂、ポリエチレン発泡体、ポリスチレン発泡体等の有機質発泡体等が使用される。
【0037】
着色剤としては、例えば、酸化鉄、酸化チタン、酸化コバルト等の金属酸化物系顔料やカーボンブラック等が好適に使用される。
【0038】
発泡剤としては、例えば、Mg、Ca、Cr、Mn、Fe、Co、Ni、Cu、Zn、Al、Ga、Sn、Si、フェロシリコン等の金属系粉末、過酸化水素水、過酸化ソーダ、過酸化カリ、過硼酸ソーダ等の過酸化物の水溶液や粉末が使用され、これらの中で、Al粉末及び過酸化水素水が、コスト、安全性、入手の容易さ、混合作業の容易さ等から好適に使用される。
【0039】
発泡助剤としては、例えば、シリカゲル、ゼオライト、活性炭、アルミナゲル等の多孔質粉体やステアリン酸金属塩、パルミチン酸金属塩等の金属石鹸等が好適に使用される。
【0040】
起泡剤としては、例えば、高級アルコール硫酸エステル塩系、アルキルエーテル硫酸エステル塩系、芳香族誘導体スルホン酸塩系、イミダゾリン誘導体系、脂肪酸アミド系、動物性蛋白質系の各種起泡剤が好適に使用される。
【0041】
図1(イ)は本発明の一実施例を説明する成形型を示す断面図である。
(ロ)は本発明の無機質硬化体を製造するシステムの説明図である。
以下、本発明を図面に基づいて説明する。
【0042】
本発明に使用される成形型10は図1(イ)に一例として示される。成形型10は雄型4と雌型3より構成され、雌型3は、無機質硬化体を製造するキャビティSを有する。又雄型4は、単に、蓋型として機能する平面板であっても構わない。無機質組成物は、雌型3に注入されて、発泡する等して、キャビティSが無機質組成物で満杯にされる。
気体透過性フイルムと格子状物とは図1(イ)に示すように積層した状態で無機質組成物の上面に載置密着され、雄型2と雌型3の間に狭持される。気体透過性フイルムと格子状物は、どちらが上でもよい。
雄型・雌型の材質は、成形型の内圧で容易に変形しない単一層の鋼鉄などから通常構成されているが、無機質組成物の膨張が押さえられれば、特に限定されるものでなく、例えば、アルミニウム、FRP、プラスチック、ゴム等が挙げられる。鋼鉄等は単体では、離型が困難となるので、ラミネートなど、離型容易となるようにするのが好ましい。
成形時のキャビティSに充填された無機質組成物は型締めされた後、加熱するなどして硬化される。加熱硬化が終了した後に無機質硬化体は脱型されて成形体とされる。気体透過性フイルムと格子状物又は該積層物は無機質硬化体に入りこむ場合があるが、取り除くかどうかは、場合によって使い分ければよい。
【発明の効果】
【0043】
以上説明したように、請求項1に記載の発明によれば、SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料を、雄型と雌型からなる成形型の雌型に注入し、気体透過性フイルムシートと格子状物を積層した状態にし、上記成形材料の上面に、気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に挟持し、成形材料を加熱硬化させた後、脱型するので無機質組成物を含む成形材料内で発生した気泡が、成形材料上面付近で破泡しても型表面にあった空気と共に、透過性フイルムと格子状物が積層された物の中を通り成形したい材料空間外に放出され、表面に滞留することがないので、成形体の表面外観が良好であり、強度も良好である。
【0044】
又、請求項2に記載の発明によれば、請求項1記載の製造方法において、補強材、取り付け用金具等の埋没部材を埋没させて一体成形する際、補強材、取り付け用金具等の埋没部材の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に狭持し、成形材料を加熱硬化させた後、脱型するので無機質組成を含む成形材料内で発生した気泡だけでなく、補強材や取り付け金具等の埋没部材のまわりの空気も成形型上面付近で破泡しても気体透過性フイルムと格子状物が積層された物の中を通り成形したい空間外に放出され表面に滞留することがないので表面外観が良好であり、強度も良い。
【発明を実施するための最良の形態】
【0045】
以下に実施例を挙げて、本発明を更に詳しく説明する。
<基本的製造方法1>
この図1(ロ)において、1は無機質組成物の原料を混合するミキサー、1aはミキサー1の下部の材料排出口、2は材料排出口1aの下方に配設されたホッパー、2aはホッパー2からの成形材料を定位置に供給する成形材料出口、3は上方に開口する雌型、4は雌型3の開口端を閉成する雄型、5は加熱乾燥装置である。6は無機質組成物を含む成形材料、8は格子状物、9は気体透過性フイルムシートである。
また、Aは反応性無機質粉体(SiO2 −Al2 O3 系無機質粉体)、Bはアルカリ金属珪酸塩、Cは水である。
【0046】
本発明では、基本的には、図1(ロ)(a)において、SiO2 −Al2 O3 系無機質粉体(A)100重量部、アルカリ金属珪酸塩(B)0.2〜450重量部、水(C)35〜1500重量部をミキサー1で20℃以下の状態で混合してペースト状の無機質硬化性組成物を組成させる。
この際、発泡剤や発泡助剤を必要に応じて添加してもよいし、又無機質充填材や補強繊維、無機質発泡体、合成樹脂の発泡体、塩化ビニリデン、アクリルバルーンなどが必要に応じて添加されてもよい。これらは単独で添加されてもよいし、2種類以上併用されてもよい。
【0047】
この後、連続混合された無機質組成物を含む成形材料6をホッパー2を介して成形材料出口2aから雌型3内に供給し、図1(ロ)(b)の如く、気体透過性フイルムシート9と格子状物の積層物8等、又は気体透過性フイルムシート9と格子状物8を積層した状態にし、無機質組成物を含む成形材料6の上面に置き、気体透過性フイルムシート9と格子状物8又はこれらの積層物を雌型3と雄型4の間に挟持し、該雌型3の開放端を雄型4で密閉する。次に、レベリング,脱泡の目的で雌型3に振動を与え、型内成形を行う。
【0048】
そして、図1(ロ)(c)において、雌型3内の無機質組成物を含む成形材料6を昇温加熱(プリキュア)する。この昇温加熱は、無機質組成物を含む成形材料6を混合後1時間以内の間に開始させる。この際、無機質組成物を含む成形材料6の加熱温度は好ましくは60℃以上で、昇温開始後20分以下の時間で無機質組成物を含む成形材料6の温度が60℃以上になるようにする。その加熱時間は10分以上保持する。
【0049】
この加熱により無機質組成物を含む成形材料6が硬化して無機質硬化体となった後、雌型3から取り出す脱型を行い、積層物等格子状物8、気体透過性フイルムシート9も取り除く。
脱型された無機質硬化体(成形体)7を図1(ロ)(d)において、加熱(アフターキュア)して硬化度を高め、(e)において乾燥装置により乾燥させて、(f)の建築物の壁パネル等の素板にする。
次に、本発明の実施例を以下に詳しく説明する。
【実施例1】
【0050】
(1)SiO2−Al2O3系無機質粉体の作製
メタカオリン100重量部と、トリエタノールアミン25重量%とエタノール75重量%との混合液0.5重量部とを、ウルトラファインミル(三菱重工社製、ジルコニアボール100mm使用、ボール充填率85体積%)を用い、10kwh/kgの機械的エネルギーを作用させてSiO2−Al2O3系無機質粉体を作製した。
(2)無機組成物の作製
上記(1)で作製したSiO2−Al2O3系無機質粉体100重量部、ワラスナイト(巴工業社製NYAD−G)100重量部、アルカリ金属珪酸塩水溶液(日本化学工業社製、組成:SiO220重量%、K2O25重量%、水55重量%)80重量部をオムニミキサー(千代田技研社製)を用いて、2分間混合し、無機質組成物を作成した。
(3)無機質硬化体の作製
得られた無機質組成物を雌型(3000×3000×25mm)に注入した後、該無機質組成物の上面と成形型の雄型(蓋型)の間に、気体透過性フイルムシートと格子状物との積層物のハウスコート(酒井化学社製)を該無機質組成物上面の上に置き、上蓋をのせて、90℃のプレスを60分行い、硬化させた後、無機質硬化体からハウスコートを取り除き、脱型して成形体を得た。無機質硬化体を評価し結果を表1に示した。
【実施例2】
【0051】
実施例1(2)までと同様にして無機質組成物を作成した。得られた無機質組成物を成形型(3000×1000×25mm)に注入した後、埋没部材として補強用ネット(ビニロンネット VK1101(株)クラレ)と取り付け金具(ギャングネイル:ソニテック(株)社製)を順に置いた(不図示)。その上からハウスコート(酒井化学社製)を置き、上蓋を載せて90℃のプレスを60分行い、硬化させた後、ハウスコートを取り除き、脱型して無機質硬化体7を得た。無機質硬化体7を評価し結果を表1に示した。
【実施例3】
【0052】
実施例2でハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシートと格子状物との積層物のツユガード(積水化学工業社製)を用いた以外は同様にして評価し、その結果を表1に示した。
【実施例4】
【0053】
実施例2でハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシート(ポーラム PM100 (株)トクヤマ社製)の上に不織布(三井化学社製、シンテックス、PS116、肉厚0.47mm)を用いたこと以外は、同様にして、評価してその結果を表1に示した。
〔比較例1〕
【0054】
実施例2で積層物のハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシート(ポーラム PM100(株)トクヤマ社製)を用いて格子状物は用いなかったこと以外は、同様にして評価し、その結果を表1に示した。
〔比較例2〕
【0055】
実施例2で積層物のハウスコート(酒井化学社製)の代わりに、気体透過性フイルムシートのツユガード(積水化学工業社製)を用いて格子状物は用いなかったこと以外は、同様に評価しその結果を表1に示した。
【0056】
【表1】
(結果のまとめ)
表1の評価の記号は目視による外観評価を示し、○は外観良好、△は外観やや問題あり、×は外観不良を示す。
表1に示す通り実施例1、2は外観、強度が良好であり、比較例1、2は外観、強度とも良くない結果であった。
【産業上の利用可能性】
【0057】
本発明で製造される無機質硬化体は、不燃性であって、機械的強度、耐久性、外観などに優れており、住宅、オフィスビルなどの壁、間仕切、床等の建築用部材として利用される。本発明はこの様な無機質硬化体を優れた外観と強度を有するように製造する。
【図面の簡単な説明】
【0058】
【図1】(イ) 本発明の一実施例を説明する成形型を示す断面図である。 (ロ) 本発明の無機硬化体を製造するシステムの説明図である。
【符号の説明】
【0059】
3 雌型
4 雄型
6 成形材料
8 格子状物
9 気体透過性フイルムシート
10 成形型
【特許請求の範囲】
【請求項1】
SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料を、雄型と雌型からなる成形型の雌型に注入し、気体透過性フイルムシートと格子状物を積層した状態にし、上記成形材料の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に挟持し、成形材料を加熱硬化させた後、脱型することを特徴とする無機質硬化体の製造方法。
【請求項2】
請求項1記載の無機質硬化体の製造方法において、補強材、取り付け用金具等の埋没部材を埋没させて一体成形する際、補強材、取り付け用金具等の埋没部材の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に狭持し、成形材料を加熱硬化させた後、脱型することを特徴とする無機質硬化体の製造方法。
【請求項1】
SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む無機質組成物を硬化成分とする成形材料を、雄型と雌型からなる成形型の雌型に注入し、気体透過性フイルムシートと格子状物を積層した状態にし、上記成形材料の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に挟持し、成形材料を加熱硬化させた後、脱型することを特徴とする無機質硬化体の製造方法。
【請求項2】
請求項1記載の無機質硬化体の製造方法において、補強材、取り付け用金具等の埋没部材を埋没させて一体成形する際、補強材、取り付け用金具等の埋没部材の上面に気体透過性フイルムシートと格子状物を載置し、前記気体透過性フイルムシートと格子状物を該成形型の雄型と雌型の間に狭持し、成形材料を加熱硬化させた後、脱型することを特徴とする無機質硬化体の製造方法。
【図1】

【公開番号】特開2006−35678(P2006−35678A)
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願番号】特願2004−219955(P2004−219955)
【出願日】平成16年7月28日(2004.7.28)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願日】平成16年7月28日(2004.7.28)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]