
無機質系化粧建築板およびその製造方法
【課題】着色基材層と装飾用粉粒状物から構成される化粧建築板において、オートクレーブの過程に発生する基材の着色ムラや着色基材層の色調の変化を低減して耐候性にも優れ、石材や陶磁器タイル等が有する自然な不均一感や素材感を十分に表現し、塗装には無い自然な雰囲気を醸し出す化粧建築板とその製造方法とを提供する。
【解決手段】着色表面層を持つ未硬化無機質マットの表面をエンボス型板で加圧圧締することによって未硬化無機質板を成型して、該未硬化無機質板を一次養生して得た半硬化無機質板の表面にインラインシーラーを塗布して、該インラインシーラーが塗布された半硬化無機質板をオートクレーブ養生によって硬化無機質板を得て、該硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、該装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されている。
【解決手段】着色表面層を持つ未硬化無機質マットの表面をエンボス型板で加圧圧締することによって未硬化無機質板を成型して、該未硬化無機質板を一次養生して得た半硬化無機質板の表面にインラインシーラーを塗布して、該インラインシーラーが塗布された半硬化無機質板をオートクレーブ養生によって硬化無機質板を得て、該硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、該装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無機質系化粧建築板に関して、着色基材層と装飾用粉粒状物によって自然な素材感が現出するように形成されて装飾性や耐久性に優れた無機質系化粧建築板、及びその無機質系化粧建築板を生産性良く製造できるようにした製造方法に関する。特に、本発明の無機質系化粧建築板は石柄調、陶磁器タイル柄調、煉瓦柄調等のエンボス凹凸模様部を表面に有する外壁材として好適である。
【背景技術】
【0002】
従来から、無機質系化粧建築板は、住宅等建築物の主に外壁材等として使用されており、セメント類を主原料とする原料を、湿式抄造法や半乾式成形法によりマット状に成形するとともに、このマット状の成形物をエンボス型板で加圧成形して石材柄、陶磁器タイル柄、レンガ柄、塗り壁柄等の模様が転刻された無機質系基板に形成した後、この無機質系基板の表面に、その基板色を完全に隠蔽するように着色エナメル塗料等の隠蔽性着色塗料を塗布することで、着色塗装やさらに模様印刷によって表面に所望の着色を施して製造されている。
【0003】
上記着色塗装や模様印刷を施すためには、一連の塗装設備や印刷設備を要するとともに、色替え、模様替え等にも手間を要し、生産性が悪かった。さらに、この種の無機質系化粧建築板は、上記隠蔽性着色塗料に着色顔料や艶消し顔料等の顔料類を多く含んでいるため、施工後に風雨や太陽光に長期間晒されると、経年変化によって上記隠蔽性着色塗料の塗料層に剥離や変退色等の劣化を生じ易く、その表面外観を著しく損なうことがあり、表面外観を低下させる等、耐久性も十分とは言えなかった。
【0004】
また、このような隠蔽性着色塗料を塗布した上記化粧板では、均一でのっぺりとした塗装仕上げの外観となるので、石材や陶磁器、レンガ等の持つ自然な風合いや素材感のある外観に形成することは上記塗装や印刷では困難であった。
【0005】
このため、例えば特許文献1〜3に示すように、無機質系基板に珪砂等の装飾用粉粒状物を固着させて模様付けを行い、この装飾用粉粒状物によって装飾性の向上を図ったり、或いは塗装工程を簡略化して生産性を向上させたりすることが知られている。
【0006】
さらに特開2001−207584号公報は、塗装という手段によらずに着色した建築板の発色を損なわない建築板及びその製造方法に関して、基板製造工程中の熱処理工程であるオートクレーブ養生処理において、顔料の発色効果を抑制して着色基材をダメにする原因であるエフロレッセンスの発生を抑制するために、着色表面層に樹脂または防水性添加物質を添加して、着色のために建築板材料に混入された顔料の発色を損なわない建築板及びその製造方法を提供している。
【0007】
特開2005−007334号公報は、化粧建築板表面に自然な不均一感を現出させるために、粉粒状物をコントロール性良く不均一に散布することのできる装飾用粉粒状物散布装置、およびこの散布装置を用いた化粧建築板の製造方法を提供するとともに、着色された凹凸模様を有する表層部にこれと異質感、異色感を発現する粉粒状物が不均一に固着した、装飾性に優れた化粧建築板を製造する方法を提供している。
【0008】
特開2005−088463号公報は、セメントと木質材料とを主原料とする半乾式組成物を半乾式成形した後、オートクレーブ養生して形成される無機質系化粧板を対象として、少なくとも表面部分を構成する半乾式組成物中に、着色顔料と木質材料としての漂白パルプとを混入することによって、オートクレーブ処理後に着色表面層に部分的に染みのように生ずる着色ムラを無くして、セメントに木質材料を混入するメリットである軽量化、補強、及び無機質マットの良好な成形性という効果は維持したまま、従来の着色塗装工程を省いた場合でも、表面外観を著しく低下させることをなくして、着色表面層に上記染み状の着色ムラが生じるのを防止することができる着色無機質系化粧板及びその製造方法を提供する。
【0009】
無機質系基板は、その表面に巣穴のような複雑で細かな凹部を有しており、このような凹部が、基板の仕上げ用透明性塗料層との密着性や防水性を低下させ、或いは施工後におけるエフロレッセンス発生の原因になることがあるが、従来は着色エナメル塗料のような顔料類を多く含む隠蔽性塗料を塗布して、隠蔽されて顕在化することがなかった。特開2005−238075号公報は、無機質系基板の表面に仕上げ用透明性塗料を塗布して、その基板表面色を表面に現出させる無機質系化粧建築板の製造方法において、セメント系基板の表面に存在する巣穴のような複雑な凹部を、その透明性を損なうことなく良好に充填して、基板の透明性塗料層との密着性、防水性、耐エフロレッセンス性等を改善できるようにするために、オートクレーブ養生後のセメント系基板の表面に、硬化後の硬化体が透明性を有する樹脂液中に、その硬化体の樹脂の透明性を維持する微細粒子が混合されている下塗り透明性塗料を塗布し、その下塗り透明性塗料層の上に仕上げ用透明性塗料を塗布することを提案している。
【特許文献1】特開平05−194059号公報
【特許文献2】特開平11−226491号公報
【特許文献3】特開平06−155424号公報
【特許文献4】特開2001−207584号公報
【特許文献5】特開2005−007334号公報
【特許文献6】特開2005−088463号公報
【特許文献7】特開2005−238075号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
セメントと木質材料と着色顔料とを混入した組成物を半乾式成形して無機質板を得て、この無機質板をオートクレーブで養生硬化させた場合、オートクレーブ処理後において、着色基材層の表面に部分的に染みのような着色ムラを生じることがあり、従来から実施されている表面層への着色塗装工程を省いた場合には、この着色基材層の着色ムラが表面に残存してしまうので、表面外観を著しく低下させる着色基材層の着色ムラをなくすことは困難を極めた。さらに基材着色された基板をオートクレーブで養生した場合には、セメントの色調、木質繊維の色調、珪砂の色調、製造時の外部環境条件、オートクレーブの制御条件等が組み合わさって着色基材層の色調が変化するが、この色調の変化を完全に制御することも困難であった。
一方、意匠面を形成する前に着色基材層に装飾用粉粒状物を散布する方法では、意匠面を形成するためのプレス成形によって装飾用粉粒状物が基材の表層に半埋設されてしまい、さらに意匠面の平坦部と傾斜部とでは装飾用粉粒状物の散布密度がプレス成形によって変化するため、石材や陶磁器タイル等が有する自然な不均一感や素材感を十分に表現できる装飾性を得るためには、装飾用粉粒状物の柄への追従性の改善や意匠ピース毎に微妙な風合いを醸し出す技術等のさらなる改善が望まれていた。
【0011】
本発明は、かかる従来の問題点に鑑みなされたもので、着色基材層と装飾用粉粒状物から構成される化粧建築板において、石材や陶磁器タイル等が有する自然な不均一感や素材感を十分に表現できる装飾性と、オートクレーブの過程に発生する基材の着色ムラや着色基材層の色調の変化を低減して耐候性にも優れる化粧建築板と生産性が向上した製造方法とを提供して、塗装には無い自然な雰囲気を醸し出す着色基材による建築板を、安定した品質で工業製品として製造することを目的としている。
【課題を解決するための手段】
【0012】
上記目的を達成するために、この発明では、オートクレーブ養生の前の段階で、インラインシーラーを塗布し、オートクレーブ養生の後に、粉粒状物固着シーラーを塗布して装飾用粉粒状物を固着させるようにした。
【0013】
具体的には、請求項1の発明の無機質系化粧建築板は、表面に着色基材層が形成されていて、上記着色基材層の表面にインラインシーラーからなる塗膜が形成されていて、上記インラインシーラーからなる塗膜の表面に装飾用粉粒状物を固着するための粉粒状物固着シーラーからなる塗膜が形成されていて、上記粉粒状物固着シーラーからなる塗膜の表面に上記装飾用粉粒状物が固着されていて、上記装飾用粉粒状物と上記粉粒状物固着シーラーと上記インラインシーラーと上記着色基材層を覆うように透明性の塗料が塗布されていることを特徴とする。
【0014】
上記の構成によると、着色された基板の上に装飾用粉粒状物が散布されるので、従来の着色エナメル塗料に比べて自然観や素材感にすぐれている。さらに、装飾用粉粒状物がエンボス模様等の意匠面を形成する前に散布されていた従来の着色化粧板に比べて装飾用粉粒状物がエンボス模様等の意匠面の形成後に散布されるので、装飾用粉粒状物によって、石材、陶磁器タイル、煉瓦等の有する自然な不均一感や素材感が表面に現出した、本物感のある装飾性に優れた化粧建築板が得られる。さらに、インラインシーラーがエフロレッセンスの発生を抑制し、上記装飾用粉粒状物が着色基材層の表面を覆うことによって着色基材層の着色ムラと着色基材層の色調の変化を抑制する。本発明では、エンボス模様等の意匠面を形成した後に装飾用粉粒状物が散布されるので、エンボス模様を形成するためのプレス成形によって、装飾用粉粒状物が基材層に圧入されて装飾用粉粒状物の間から基材層が表面に浮き上がるという現象は発生しない。
【0015】
請求項2の発明の無機質系化粧建築板では、装飾用粉粒状物は複数種類の色、粒径、材質からなる装飾用粉粒状物の混合物であることを特徴とする。
【0016】
この構成によれば、上記請求項1の発明の効果に加えて、セメント基板の表面にぼかし模様や細かな粒状感を与えて、その自然観や素材感をさらに高めた意匠になるように最適な配合、散布状態が選択を可能にする化粧建築板が得られる。
【0017】
請求項3の発明の無機質系化粧建築板では、装飾用粉粒状物は釉薬で表面が処理された無機質の装飾用粉粒状物であることを特徴とする。
【0018】
この構成によれば、上記請求項1または2の発明の効果に加えて、経年による色抜けが少なくそして高い耐候性能を発揮する装飾用粉粒状物からなる化粧建築板が得られる。
【0019】
請求項4の発明の無機質系化粧建築板では、インラインシーラーと粉粒状物固着シーラーが透明であることを特徴とする。
【0020】
この構成によれば、上記請求項1から3の発明の効果に加えて、着色基材層の基板色が表面に現出して、自然観や素材感に優れた表面層を形成する化粧建築板が得られる。
【0021】
請求項5から7の発明は、無機質系化粧建築板の製造方法に係るものであり、請求項5の発明では、自硬性無機質材料と木質材料を主成分として、該主成分に着色顔料が混入された組成物をフォーミングして形成された着色表面層を持つ未硬化無機質マットの表面をエンボス型板で加圧圧締することによって未硬化無機質板を成型して、上記未硬化無機質板を一次養生して得た半硬化無機質板の表面にインラインシーラーを塗布して、上記インラインシーラーが塗布された半硬化無機質板をオートクレーブ養生によって硬化無機質板を得て、上記硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、上記装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されていることを特徴とする。
【0022】
この発明によれば、オートクレーブ養生後に上記硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、上記装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されているので、上記請求項1の発明の構成及び効果を有する化粧建築板を、生産性、コントロール性良く製造することができる。
【0023】
請求項6の発明では、上記請求項5に記載の化粧建築板の製造方法において、装飾用粉粒状物は複数種類の色、粒径、材質からなる装飾用粉粒状物の混合物であることを特徴とする。
【0024】
このことで、請求項5の発明の効果に加えて、上記請求項2の発明の構成及び効果を有する化粧建築板を、生産性良く製造することが出来る。
【0025】
請求項7の発明では、上記請求項5または6に記載の化粧建築板の製造方法において、装飾用粉粒状物は釉薬で表面が処理された無機質の装飾用粉粒状物であることを特徴とする。
【0026】
このことで、請求項5〜6の効果に加えて、上記請求項3の発明の構成及び効果を有する化粧建築板を、生産性良く製造することが出来る。
【発明の効果】
【0027】
通常の塗装建築板では、その塗膜の厚みは薄いものであるから、引っ掻き傷ができたような場合には、灰色の無機質系基板自体の色が露見することとなって、大変見苦しく、補修塗装を行わない限りは、どうにも耐えられない外観となるのが必至であるが、本発明にかかる着色建築板では、ある厚みを持つ着色表面層を持っているので、少々の引っ掻き傷ぐらいでは、無機質系基板の本来の色である灰色は露見せず、遠目には不具合を目立ちにくくできるという効果を奏する。
【0028】
オートクレーブ養生後の無機質系基板の表面に、硬化後の硬化体が透明性を有する粉粒状物固着シーラーが塗布されて、その上に装飾用粉粒状物が散布されて、さらにその上に仕上げ用の透明性を有する塗料が塗布されることにより、無機質系基板の基板色が表面に現出して、さらにエンボス凹凸模様部を有する無機質系基板の表面に、装飾用粉粒状物が固着されて、石材、陶磁器タイル、煉瓦等の有する自然な不均一感や素材感が表面に現出した、本物感のある装飾性に優れた化粧建築板が得られる。
【0029】
そして、オートクレーブ養生処理の前工程でエフロレッセンス防止塗料であるインラインシーラーが無機質系基板の表面に存在する巣のような凹部内に透明性を損なうことなく塗布されて、塗膜の密着性や防水性或いは施工後における耐エフロレッセンス性を向上させて、よって耐久性及び装飾性に優れた無機質系化粧建築板を製造することができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の最良の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
【0031】
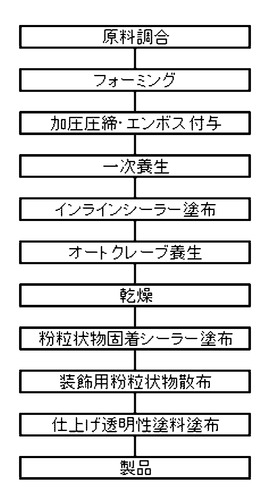
図4は、本発明の実施形態において半乾式成形法によって成形される3層構成の木質セメント板を基板とする無機質系化粧建築板の製造方法の工程を示す。
【0032】
(原料調合)
表面層用半乾式成形材料の例を挙げると、自硬性無機材料を主原料とし、これに木質材料、そしてパーライトやシラスバルーン等の無機質発泡体、着色顔料、これにセメントの硬化促進剤、エフロレッセンス防止剤、耐水化剤等を加えたもの等がある。
【0033】
上記自硬性無機質材料としては、ポルトランドセメント、スラグセメント、アルミナセメント、シリカセメント、フライアッシュセメント、高炉セメント等のセメント類、そして上記セメント類に珪砂、シラス、珪石粉、シリカヒューム等のケイ酸含有物質を混合したセメント−ケイ酸含有物質との混合物、さらに石膏、炭酸マグネシウム等が例示される。上記組成には更に塩化マグネシウム、硫酸マグネシウム、塩化カルシウム、硫酸カルシウム、アルミン酸ソーダ、アルミン酸カリウム、硫酸アルミニウム、水ガラス等の硬化促進剤、ベントナイト、パーライト等の鉱物粉末が添加されてもよい。
【0034】
上記木質材料としては、木片、木質フレーク、木質パルプ、木繊維、古紙繊維、漂白パルプ、鋸屑、木粉、或いは木質セメント板廃材の粉砕物等を用いることができる。芯層に用いる木質材料は、木片、木質フレーク等の比較的粗いものを用いて軽量化を図るのが望ましい。また、表裏面層に用いる木質材料は、細か目の木質フレークや木質パルプ、木繊維等のように、芯層に用いるものよりも細かな木質材料を用いて、表裏面層を緻密にし、表面の平滑性や強度的性質を向上させるのが望ましい。
【0035】
本実施形態では、表面層又は表裏面層に着色顔料を混入している。上記着色顔料としては、天然のベンガラ、人工のベンガラ、合成酸化鉄、酸化チタン、酸化クロム、カーボンブラック等の無機質顔料、セラミック顔料、そしてフタロシアニンブルー等の有機質顔料を混入した無機質顔料を用いることができる。
【0036】
その他、表裏面層や芯層に用いる原料としては、パーライト・シラスバルーン等の無機発泡体、硬化促進剤・エフロレッセンス防止剤・耐水性付与剤等のケミカル類を混入することができる。そして、これらの原料には、セメント類等の硬化に必要な水が添加されて、各自硬性半乾式組成物が調合される。
【0037】
裏面層用半乾式成形材料は、無機質系基板の裏面層を形成するもので、上記表面層用半乾式成形材料と同一か又はそれから着色顔料を除いたものを用いるが、これには限定されない。
【0038】
さらに、芯層用半乾式成形材料は、セメント系基板の芯層を形成するもので、上記表面層用半乾式成形材料又は裏面層用半乾式成形材料と同じものを用いることもできるが、通常は軽量或いは安価な材料をセメントに混合して形成される。例えば、セメントを主原料とし、これに珪石粉や珪砂粉等の珪酸質材料、木質フレーク等の木質材料、パーライトやシラスバルーン等の無機質発泡体、これに、セメントの硬化促進剤、エフロレッセンス防止剤、耐水化剤等を加えたもの等が好適である。
【0039】
尚、未硬化無機質マットの成形手段は、上記半乾式成形に限らず、湿式成形により成形することもでき、また、湿式成形と半乾式成形とを組み合わせて成形することもできる。また、未硬化無機質マットの層の構成は、上記の如き3層構成に限らず、単層や2層にすることもできる。
【0040】
(フォーミング)
オートクレーブ養生前の工程を説明すると、まず、図4に示すように、木質セメント系マットのフォーミングを行う。この工程では、コンベアに支持プレートを載置して搬送し、この移動する支持プレートの表面上に裏面層用半乾式成形材料、芯層用半乾式成形材料及び表面層用半乾式成形材料をそれぞれ順に各々のフォーミングヘッドから落下させて堆積させ、裏面層、芯層、表面層を有する3層構成の木質セメント系マットを形成する。尚、マットの成形は湿式抄造法によって行ってもよく、またマットの構成は単層や2層であってもよい。無機質系化粧板の表面意匠を形成する型板は、上記支持プレートの表面上に戴置されても良いし、木質セメント系マットが形成された後に表面層の上に戴置されてもよく、生産工程の特性に合わせて選択される。型板が支持プレートの表面上に戴置される場合のフォーミング工程は、移動する支持プレートの上に戴置された型板の上に、表面層用半乾式成形材料、芯層用半乾式成形材料及び裏面層用半乾式成形材料の順に各々のフォーミングヘッドから落下して堆積させられ、表面層、芯層、裏面層を有する3層構成の木質セメント系マットを形成する。
【0041】
(加圧圧締・エンボス付与)
次に、上記木質セメント系マットの表面に、石肌状等の表面形成用凹部と目地溝凹部形成用凸部とを有するエンボス型板を、該凹部及び凸部がマット表面側になるように載置して加圧圧締する。このことで、図2に示すように、裏面層用半乾式成形材料からなる裏面層と、芯層用半乾式成形材料からなる芯層と、表面層用半乾式成形材料からなる着色表面層との3層構成で、石肌状等の表面部と目地溝凹部とを有する未硬化セメント系基板を形成する。なお、エンボス型板は石肌状等の表面形成用凹部と目地溝凹部形成用凸部の意匠面を有する上記型板が好適であるが、表面形成用凹部のみでも、あるいは平滑面である型板でも良く、凹凸面を有する型板に限定されるものではない。
【0042】
(一次養生)
次いで、上記加圧圧締により形成された表面にエンボス凹凸模様部を有する未硬化無機質板を段積み状態に積層して、例えば一次加熱設備に入れ、その内部で通常50℃〜80℃の温度で、数時間〜10数時間、一次養生する。この一次養生によって、未硬化無機質板は半硬化状態となり、適度な強度が付与されるので取り扱い易くなる。そして、この一次養生後、一次加熱設備から取り出して段積み状態を解体することで半硬化無機質板が得られる。尚、この解体後に無機質板から分離された支持プレートやエンボス型板は再利用される。
【0043】
(インラインシーラー塗布)
この後、上記一次養生後の半硬化無機質基板をコンベア上で移動させながら、エンボス型板が脱型された後の半硬化無機質基板の表面にスプレーコーターにより半硬化無機質基板へインラインシーラーを塗布する。塗布する装置はスプレーコーター以外のスポンジロールコーターであってもよい。インラインシーラーは基板の表面に樹脂皮膜を生成させて、生成した樹脂皮膜によって基材表面からの水の出入りが抑制させられて、半硬化無機質基板の表面の防水性等を強化し、特に、次工程のオートクレーブ養生時において、無機質系基板にエフロレッセンスが生じるのを防止して、良好な顔料発色効果を得ることができる。
【0044】
また、上記インラインシーラーは、その硬化後に透明性を示すことが必要であり、例えばアクリル樹脂系エマルジョン、アクリルスチレン樹脂系エマルジョン、無機系エマルジョン、フッ素樹脂系エマルジョン等よりなるクリアー塗料、或いはカラークリアー塗料を用いることができる。その塗布量は、固形分換算で6〜20g/m2程度が望ましい。このようなインラインシーラーの塗布によって、上記半硬化状態の無機質系基板の着色表面層の表面に透明性を有するインラインシーラー浸透層が形成される。今回使用された、インラインシーラーは、シリコンアクリルエマルジョンシーラーで、不揮発分は約30%程度である。塗装条件は、基材予熱板温度は50〜60℃、インラインシーラー塗布後の乾燥温度は60〜70℃とした。
【0045】
上記インラインシーラーとして使用可能な樹脂としては、セメント混和用の樹脂が適当であり、例えば、ポリ酢酸ビニル(PVAc)、ポリメタクリル酸メチル(PMMA)、ポリメタクリル酸エチル(PEMA)、ポリスチレン(PSt)、ポリアクリロニトリル(PAN)、ポリメタクリロニトリル(PMAN)、ポリ塩化ビニル(PVC)、ポリアクリル酸(PAA)、ポリビニルアルコール(PVA)、ポリエチレン(PE)、ポリブタジエン(PBut)、ポリバーサチック酸ビニル(PVV)、ポリアクリル酸エチル(PEA)、ポリアクリル酸ブチル(PBA)、ポリアクリル酸2エチルヘキシル(P2EHA)、ポリビニリデンクロライド(PVdC)、ポリクロロプレン(PCR)、及び、これらの共重合体のエマルジョンなどである。また、添加物としては、ステアリン酸塩、アクリル酸カルシウム、オレイン酸アンモニウム、アスファルトエマルジョン、パラフィンエマルジョン、ヒドロキシエチルセルロース、マレイン酸などである。エフロレッセンスの防止策としては、上記インラインシーラー処理の他にも、原料中にエフロレッセンスの防止剤や添加物を内添する方法、あるいは成形用の型板にインラインシーラーを塗布する方法を併用しても良い。
【0046】
(オートクレーブ養生)
その後、上記インラインシーラーの皮膜を形成した半硬化状態の無機質系基板を複数枚に段積みしてオートクレーブ養生する。オートクレーブ養生では、無機質系基板を例えば10枚ごとに鉄製の蒸気貫通孔を多数設けたスペーサーを介在させて数段積み重ねて養生する。このオートクレーブ養生は、例えば最高到達温度が180℃未満の加熱蒸気雰囲気下で10時間程度の条件で行う。無機質系基板の昇温、降温の時間などを含めると、全体で約15時間程度の処理になる。斯かるオートクレーブ養生によって半硬化無機質基板は十分に硬化し、硬化無機質基板となる。
【0047】
(乾燥)
オートクレーブ養生の処理の後、上記硬化無機質基板を乾燥機で乾燥させ、続いて、トリミングソーで所定の大きさに切断し、更にサネ加工機で実部を形成した後、パレット積込でパレットに積み込んで、次なる塗装工程へと供給する。
【0048】
(粉粒状物固着シーラー塗布)
次に、上記オートクレーブ養生後の無機質系基板をコンベア上で移動させながら、その表面に、スポンジロールコーターにより粉粒状物固着シーラーを塗布して、該粉粒状物固着シーラー層を形成する。そして、この粉粒状物固着シーラーにより無機質系基板の着色表面層の表面を覆う。なお、粉粒状物固着シーラーの塗布方法は、凹凸模様を形成する基板の表面に粉粒状物固着シーラーを均一に塗布できる方法であればスポンジロールコーターに限らず、ロールコーター、スプレーコーター等の他の塗布方法を使用することができる。
【0049】
上記粉粒状物固着シーラーはクリアー塗料又はカラークリアー塗料からなる。この粉粒状物固着シーラーに用いる樹脂液は、硬化後に透明性を示し、セメント系基板の着色表面層の表面を強靭にし、防水性を高めるものであって装飾用粉粒状物を強固に固着させることができて耐候性にすぐれた塗料であれば良く、その樹脂の種類は限定されない。
【0050】
(装飾用粉粒状物散布)
次に、このようにして得られた無機質系基板をコンベア上で移動させながら、その表面に装飾用粉粒状物を散布ヘッドから散布する。このような装飾用粉粒状物としては、天然色或いは着色された粉粒状物を用いることができる。例えば、粒径3mm未満の珪砂、人工着色砂、雲母、樹脂粒、石材・ガラス・レンガ・陶磁器等の粉砕物を用いることができる。粉粒状物の着色にはベンガラ・酸化チタン・酸化クロム・カーボンブラック等の無機質顔料あるいはセラミック顔料さらには釉薬による表面処理を用いることができる。上記着色された装飾用粉粒状物においては、釉薬で表面が処理された無機質の粉粒状物は経年による色抜けが少なくそして高い耐候性能を発揮する。なお粒径が3mm以上となると、大きくなり過ぎて装飾性が悪くなるので好ましくない。また、装飾用粉粒状物はそれぞれ複数種の色、粒径、材質のものの混合物であってもよく、無機質系基板の着色表面層とは異なる色でも同じ色でもよく、セメント基板の表面にぼかし模様や細かな粒状感を与えて、その自然感や素材感をさらに高めた意匠になるように最適な配合、散布状態が選択される。
【0051】
装飾用粉粒状物に使用される釉薬としては、灰釉、含鉄釉、土石基礎釉、マット釉、乳濁釉、結晶釉、青磁釉、天目釉、銅釉、低火度釉、中火度釉等の釉薬を用いることができる。
【0052】
(仕上げ用透明性塗料塗布)
しかる後に、無機質系基板をコンベア上で移動させながら、上記粉粒状物固着シーラーの上に散布された装飾用粉粒状物の表層上に仕上げ用透明性塗料を塗布して仕上げ用透明性塗料層を形成する。この仕上げ用透明性塗料としては、アクリルシリコン樹脂系、フッソ樹脂系、アクリル樹脂系エマルジョン、無機系を用いることができ、スプレーコーターによって塗布することができる。この他、スポンジロール等のロールコーター等でも良い。尚、このような仕上げ用透明性塗料は複数回塗り重ねると耐候性がさらに向上する。その塗布量の合計は固形分換算で10〜100g/m2程度とする。この仕上げ用透明性塗料もクリアー塗料やカラークリアー塗料を用いることができる。
【0053】
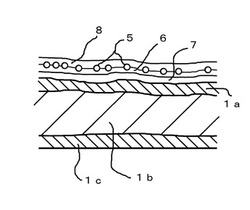
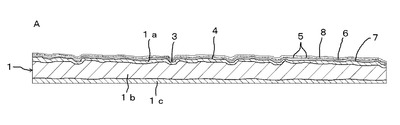
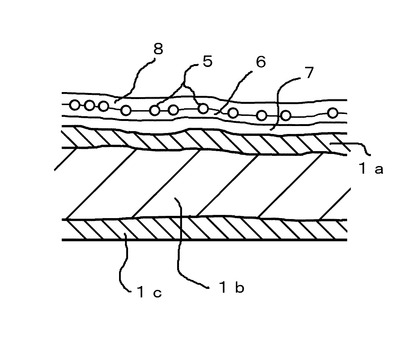
以上により、図2及び図3に示す如き無機質系化粧建築板Aが得られる。このようにして得られた無機質系化粧建築板Aは、インラインシーラー層、粉粒状物固着シーラー層、粉粒状物の固着層、仕上げ用透明性塗料層を介して着色表面層の色調と装飾用粉粒状物との色調が調和した装飾性の良い外観を呈する。
【0054】
本発明者は、上記実施形態の構成を有する無機質系化粧建築板に対しサンシャイン型UV試験機で促進耐候性試験を行うとともに、凍結融解試験を行った。これら試験の結果、無機質系化粧建築板は、塗膜密着性、防水性、耐エフロレッセンス性に問題がなく、また塗膜剥離や変退色も生じることはなく、耐久性に優れたものであった。
【産業上の利用可能性】
【0055】
本発明によれば、複数の装飾用粉粒状物が基材の着色表面層の色調と自然に混じり合って、微妙な色調を醸し出すと共に、装飾用粉粒状物が意匠表面の凹凸に追従して、意匠表面の凹凸に微妙な風合いを演出することによって、従来の塗装では表現が困難であった自然な質感を表現する装飾性に優れた無機質系化粧建築板を製造できるので、極めて有用で産業上の利用可能性が高い。
【図面の簡単な説明】
【0056】
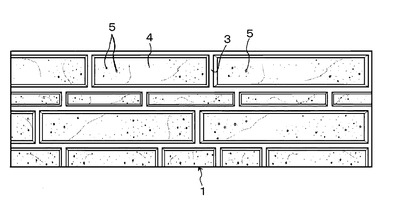
【図1】本発明の実施形態に係る無機質系化粧建築板の部分平面図である。
【図2】本発明の無機質系化粧建築板の部分断面図。
【図3】本発明の無機質系化粧建築板の要部拡大断面図。
【図4】本発明の無機質系化粧建築板の製造方法の基本構成を示す図。
【符号の説明】
【0057】
A 無機質系化粧建築板
1 無機質系基板
1a 着色表面層
1b 芯層
1c 裏面層
3 目地溝凹部
4 石肌状の表面部
5 装飾用粉粒状物
6 粉粒状物固着シーラー
7 インラインシーラー
8 仕上げ用透明性塗料
【技術分野】
【0001】
本発明は、無機質系化粧建築板に関して、着色基材層と装飾用粉粒状物によって自然な素材感が現出するように形成されて装飾性や耐久性に優れた無機質系化粧建築板、及びその無機質系化粧建築板を生産性良く製造できるようにした製造方法に関する。特に、本発明の無機質系化粧建築板は石柄調、陶磁器タイル柄調、煉瓦柄調等のエンボス凹凸模様部を表面に有する外壁材として好適である。
【背景技術】
【0002】
従来から、無機質系化粧建築板は、住宅等建築物の主に外壁材等として使用されており、セメント類を主原料とする原料を、湿式抄造法や半乾式成形法によりマット状に成形するとともに、このマット状の成形物をエンボス型板で加圧成形して石材柄、陶磁器タイル柄、レンガ柄、塗り壁柄等の模様が転刻された無機質系基板に形成した後、この無機質系基板の表面に、その基板色を完全に隠蔽するように着色エナメル塗料等の隠蔽性着色塗料を塗布することで、着色塗装やさらに模様印刷によって表面に所望の着色を施して製造されている。
【0003】
上記着色塗装や模様印刷を施すためには、一連の塗装設備や印刷設備を要するとともに、色替え、模様替え等にも手間を要し、生産性が悪かった。さらに、この種の無機質系化粧建築板は、上記隠蔽性着色塗料に着色顔料や艶消し顔料等の顔料類を多く含んでいるため、施工後に風雨や太陽光に長期間晒されると、経年変化によって上記隠蔽性着色塗料の塗料層に剥離や変退色等の劣化を生じ易く、その表面外観を著しく損なうことがあり、表面外観を低下させる等、耐久性も十分とは言えなかった。
【0004】
また、このような隠蔽性着色塗料を塗布した上記化粧板では、均一でのっぺりとした塗装仕上げの外観となるので、石材や陶磁器、レンガ等の持つ自然な風合いや素材感のある外観に形成することは上記塗装や印刷では困難であった。
【0005】
このため、例えば特許文献1〜3に示すように、無機質系基板に珪砂等の装飾用粉粒状物を固着させて模様付けを行い、この装飾用粉粒状物によって装飾性の向上を図ったり、或いは塗装工程を簡略化して生産性を向上させたりすることが知られている。
【0006】
さらに特開2001−207584号公報は、塗装という手段によらずに着色した建築板の発色を損なわない建築板及びその製造方法に関して、基板製造工程中の熱処理工程であるオートクレーブ養生処理において、顔料の発色効果を抑制して着色基材をダメにする原因であるエフロレッセンスの発生を抑制するために、着色表面層に樹脂または防水性添加物質を添加して、着色のために建築板材料に混入された顔料の発色を損なわない建築板及びその製造方法を提供している。
【0007】
特開2005−007334号公報は、化粧建築板表面に自然な不均一感を現出させるために、粉粒状物をコントロール性良く不均一に散布することのできる装飾用粉粒状物散布装置、およびこの散布装置を用いた化粧建築板の製造方法を提供するとともに、着色された凹凸模様を有する表層部にこれと異質感、異色感を発現する粉粒状物が不均一に固着した、装飾性に優れた化粧建築板を製造する方法を提供している。
【0008】
特開2005−088463号公報は、セメントと木質材料とを主原料とする半乾式組成物を半乾式成形した後、オートクレーブ養生して形成される無機質系化粧板を対象として、少なくとも表面部分を構成する半乾式組成物中に、着色顔料と木質材料としての漂白パルプとを混入することによって、オートクレーブ処理後に着色表面層に部分的に染みのように生ずる着色ムラを無くして、セメントに木質材料を混入するメリットである軽量化、補強、及び無機質マットの良好な成形性という効果は維持したまま、従来の着色塗装工程を省いた場合でも、表面外観を著しく低下させることをなくして、着色表面層に上記染み状の着色ムラが生じるのを防止することができる着色無機質系化粧板及びその製造方法を提供する。
【0009】
無機質系基板は、その表面に巣穴のような複雑で細かな凹部を有しており、このような凹部が、基板の仕上げ用透明性塗料層との密着性や防水性を低下させ、或いは施工後におけるエフロレッセンス発生の原因になることがあるが、従来は着色エナメル塗料のような顔料類を多く含む隠蔽性塗料を塗布して、隠蔽されて顕在化することがなかった。特開2005−238075号公報は、無機質系基板の表面に仕上げ用透明性塗料を塗布して、その基板表面色を表面に現出させる無機質系化粧建築板の製造方法において、セメント系基板の表面に存在する巣穴のような複雑な凹部を、その透明性を損なうことなく良好に充填して、基板の透明性塗料層との密着性、防水性、耐エフロレッセンス性等を改善できるようにするために、オートクレーブ養生後のセメント系基板の表面に、硬化後の硬化体が透明性を有する樹脂液中に、その硬化体の樹脂の透明性を維持する微細粒子が混合されている下塗り透明性塗料を塗布し、その下塗り透明性塗料層の上に仕上げ用透明性塗料を塗布することを提案している。
【特許文献1】特開平05−194059号公報
【特許文献2】特開平11−226491号公報
【特許文献3】特開平06−155424号公報
【特許文献4】特開2001−207584号公報
【特許文献5】特開2005−007334号公報
【特許文献6】特開2005−088463号公報
【特許文献7】特開2005−238075号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
セメントと木質材料と着色顔料とを混入した組成物を半乾式成形して無機質板を得て、この無機質板をオートクレーブで養生硬化させた場合、オートクレーブ処理後において、着色基材層の表面に部分的に染みのような着色ムラを生じることがあり、従来から実施されている表面層への着色塗装工程を省いた場合には、この着色基材層の着色ムラが表面に残存してしまうので、表面外観を著しく低下させる着色基材層の着色ムラをなくすことは困難を極めた。さらに基材着色された基板をオートクレーブで養生した場合には、セメントの色調、木質繊維の色調、珪砂の色調、製造時の外部環境条件、オートクレーブの制御条件等が組み合わさって着色基材層の色調が変化するが、この色調の変化を完全に制御することも困難であった。
一方、意匠面を形成する前に着色基材層に装飾用粉粒状物を散布する方法では、意匠面を形成するためのプレス成形によって装飾用粉粒状物が基材の表層に半埋設されてしまい、さらに意匠面の平坦部と傾斜部とでは装飾用粉粒状物の散布密度がプレス成形によって変化するため、石材や陶磁器タイル等が有する自然な不均一感や素材感を十分に表現できる装飾性を得るためには、装飾用粉粒状物の柄への追従性の改善や意匠ピース毎に微妙な風合いを醸し出す技術等のさらなる改善が望まれていた。
【0011】
本発明は、かかる従来の問題点に鑑みなされたもので、着色基材層と装飾用粉粒状物から構成される化粧建築板において、石材や陶磁器タイル等が有する自然な不均一感や素材感を十分に表現できる装飾性と、オートクレーブの過程に発生する基材の着色ムラや着色基材層の色調の変化を低減して耐候性にも優れる化粧建築板と生産性が向上した製造方法とを提供して、塗装には無い自然な雰囲気を醸し出す着色基材による建築板を、安定した品質で工業製品として製造することを目的としている。
【課題を解決するための手段】
【0012】
上記目的を達成するために、この発明では、オートクレーブ養生の前の段階で、インラインシーラーを塗布し、オートクレーブ養生の後に、粉粒状物固着シーラーを塗布して装飾用粉粒状物を固着させるようにした。
【0013】
具体的には、請求項1の発明の無機質系化粧建築板は、表面に着色基材層が形成されていて、上記着色基材層の表面にインラインシーラーからなる塗膜が形成されていて、上記インラインシーラーからなる塗膜の表面に装飾用粉粒状物を固着するための粉粒状物固着シーラーからなる塗膜が形成されていて、上記粉粒状物固着シーラーからなる塗膜の表面に上記装飾用粉粒状物が固着されていて、上記装飾用粉粒状物と上記粉粒状物固着シーラーと上記インラインシーラーと上記着色基材層を覆うように透明性の塗料が塗布されていることを特徴とする。
【0014】
上記の構成によると、着色された基板の上に装飾用粉粒状物が散布されるので、従来の着色エナメル塗料に比べて自然観や素材感にすぐれている。さらに、装飾用粉粒状物がエンボス模様等の意匠面を形成する前に散布されていた従来の着色化粧板に比べて装飾用粉粒状物がエンボス模様等の意匠面の形成後に散布されるので、装飾用粉粒状物によって、石材、陶磁器タイル、煉瓦等の有する自然な不均一感や素材感が表面に現出した、本物感のある装飾性に優れた化粧建築板が得られる。さらに、インラインシーラーがエフロレッセンスの発生を抑制し、上記装飾用粉粒状物が着色基材層の表面を覆うことによって着色基材層の着色ムラと着色基材層の色調の変化を抑制する。本発明では、エンボス模様等の意匠面を形成した後に装飾用粉粒状物が散布されるので、エンボス模様を形成するためのプレス成形によって、装飾用粉粒状物が基材層に圧入されて装飾用粉粒状物の間から基材層が表面に浮き上がるという現象は発生しない。
【0015】
請求項2の発明の無機質系化粧建築板では、装飾用粉粒状物は複数種類の色、粒径、材質からなる装飾用粉粒状物の混合物であることを特徴とする。
【0016】
この構成によれば、上記請求項1の発明の効果に加えて、セメント基板の表面にぼかし模様や細かな粒状感を与えて、その自然観や素材感をさらに高めた意匠になるように最適な配合、散布状態が選択を可能にする化粧建築板が得られる。
【0017】
請求項3の発明の無機質系化粧建築板では、装飾用粉粒状物は釉薬で表面が処理された無機質の装飾用粉粒状物であることを特徴とする。
【0018】
この構成によれば、上記請求項1または2の発明の効果に加えて、経年による色抜けが少なくそして高い耐候性能を発揮する装飾用粉粒状物からなる化粧建築板が得られる。
【0019】
請求項4の発明の無機質系化粧建築板では、インラインシーラーと粉粒状物固着シーラーが透明であることを特徴とする。
【0020】
この構成によれば、上記請求項1から3の発明の効果に加えて、着色基材層の基板色が表面に現出して、自然観や素材感に優れた表面層を形成する化粧建築板が得られる。
【0021】
請求項5から7の発明は、無機質系化粧建築板の製造方法に係るものであり、請求項5の発明では、自硬性無機質材料と木質材料を主成分として、該主成分に着色顔料が混入された組成物をフォーミングして形成された着色表面層を持つ未硬化無機質マットの表面をエンボス型板で加圧圧締することによって未硬化無機質板を成型して、上記未硬化無機質板を一次養生して得た半硬化無機質板の表面にインラインシーラーを塗布して、上記インラインシーラーが塗布された半硬化無機質板をオートクレーブ養生によって硬化無機質板を得て、上記硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、上記装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されていることを特徴とする。
【0022】
この発明によれば、オートクレーブ養生後に上記硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、上記装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されているので、上記請求項1の発明の構成及び効果を有する化粧建築板を、生産性、コントロール性良く製造することができる。
【0023】
請求項6の発明では、上記請求項5に記載の化粧建築板の製造方法において、装飾用粉粒状物は複数種類の色、粒径、材質からなる装飾用粉粒状物の混合物であることを特徴とする。
【0024】
このことで、請求項5の発明の効果に加えて、上記請求項2の発明の構成及び効果を有する化粧建築板を、生産性良く製造することが出来る。
【0025】
請求項7の発明では、上記請求項5または6に記載の化粧建築板の製造方法において、装飾用粉粒状物は釉薬で表面が処理された無機質の装飾用粉粒状物であることを特徴とする。
【0026】
このことで、請求項5〜6の効果に加えて、上記請求項3の発明の構成及び効果を有する化粧建築板を、生産性良く製造することが出来る。
【発明の効果】
【0027】
通常の塗装建築板では、その塗膜の厚みは薄いものであるから、引っ掻き傷ができたような場合には、灰色の無機質系基板自体の色が露見することとなって、大変見苦しく、補修塗装を行わない限りは、どうにも耐えられない外観となるのが必至であるが、本発明にかかる着色建築板では、ある厚みを持つ着色表面層を持っているので、少々の引っ掻き傷ぐらいでは、無機質系基板の本来の色である灰色は露見せず、遠目には不具合を目立ちにくくできるという効果を奏する。
【0028】
オートクレーブ養生後の無機質系基板の表面に、硬化後の硬化体が透明性を有する粉粒状物固着シーラーが塗布されて、その上に装飾用粉粒状物が散布されて、さらにその上に仕上げ用の透明性を有する塗料が塗布されることにより、無機質系基板の基板色が表面に現出して、さらにエンボス凹凸模様部を有する無機質系基板の表面に、装飾用粉粒状物が固着されて、石材、陶磁器タイル、煉瓦等の有する自然な不均一感や素材感が表面に現出した、本物感のある装飾性に優れた化粧建築板が得られる。
【0029】
そして、オートクレーブ養生処理の前工程でエフロレッセンス防止塗料であるインラインシーラーが無機質系基板の表面に存在する巣のような凹部内に透明性を損なうことなく塗布されて、塗膜の密着性や防水性或いは施工後における耐エフロレッセンス性を向上させて、よって耐久性及び装飾性に優れた無機質系化粧建築板を製造することができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の最良の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
【0031】
図4は、本発明の実施形態において半乾式成形法によって成形される3層構成の木質セメント板を基板とする無機質系化粧建築板の製造方法の工程を示す。
【0032】
(原料調合)
表面層用半乾式成形材料の例を挙げると、自硬性無機材料を主原料とし、これに木質材料、そしてパーライトやシラスバルーン等の無機質発泡体、着色顔料、これにセメントの硬化促進剤、エフロレッセンス防止剤、耐水化剤等を加えたもの等がある。
【0033】
上記自硬性無機質材料としては、ポルトランドセメント、スラグセメント、アルミナセメント、シリカセメント、フライアッシュセメント、高炉セメント等のセメント類、そして上記セメント類に珪砂、シラス、珪石粉、シリカヒューム等のケイ酸含有物質を混合したセメント−ケイ酸含有物質との混合物、さらに石膏、炭酸マグネシウム等が例示される。上記組成には更に塩化マグネシウム、硫酸マグネシウム、塩化カルシウム、硫酸カルシウム、アルミン酸ソーダ、アルミン酸カリウム、硫酸アルミニウム、水ガラス等の硬化促進剤、ベントナイト、パーライト等の鉱物粉末が添加されてもよい。
【0034】
上記木質材料としては、木片、木質フレーク、木質パルプ、木繊維、古紙繊維、漂白パルプ、鋸屑、木粉、或いは木質セメント板廃材の粉砕物等を用いることができる。芯層に用いる木質材料は、木片、木質フレーク等の比較的粗いものを用いて軽量化を図るのが望ましい。また、表裏面層に用いる木質材料は、細か目の木質フレークや木質パルプ、木繊維等のように、芯層に用いるものよりも細かな木質材料を用いて、表裏面層を緻密にし、表面の平滑性や強度的性質を向上させるのが望ましい。
【0035】
本実施形態では、表面層又は表裏面層に着色顔料を混入している。上記着色顔料としては、天然のベンガラ、人工のベンガラ、合成酸化鉄、酸化チタン、酸化クロム、カーボンブラック等の無機質顔料、セラミック顔料、そしてフタロシアニンブルー等の有機質顔料を混入した無機質顔料を用いることができる。
【0036】
その他、表裏面層や芯層に用いる原料としては、パーライト・シラスバルーン等の無機発泡体、硬化促進剤・エフロレッセンス防止剤・耐水性付与剤等のケミカル類を混入することができる。そして、これらの原料には、セメント類等の硬化に必要な水が添加されて、各自硬性半乾式組成物が調合される。
【0037】
裏面層用半乾式成形材料は、無機質系基板の裏面層を形成するもので、上記表面層用半乾式成形材料と同一か又はそれから着色顔料を除いたものを用いるが、これには限定されない。
【0038】
さらに、芯層用半乾式成形材料は、セメント系基板の芯層を形成するもので、上記表面層用半乾式成形材料又は裏面層用半乾式成形材料と同じものを用いることもできるが、通常は軽量或いは安価な材料をセメントに混合して形成される。例えば、セメントを主原料とし、これに珪石粉や珪砂粉等の珪酸質材料、木質フレーク等の木質材料、パーライトやシラスバルーン等の無機質発泡体、これに、セメントの硬化促進剤、エフロレッセンス防止剤、耐水化剤等を加えたもの等が好適である。
【0039】
尚、未硬化無機質マットの成形手段は、上記半乾式成形に限らず、湿式成形により成形することもでき、また、湿式成形と半乾式成形とを組み合わせて成形することもできる。また、未硬化無機質マットの層の構成は、上記の如き3層構成に限らず、単層や2層にすることもできる。
【0040】
(フォーミング)
オートクレーブ養生前の工程を説明すると、まず、図4に示すように、木質セメント系マットのフォーミングを行う。この工程では、コンベアに支持プレートを載置して搬送し、この移動する支持プレートの表面上に裏面層用半乾式成形材料、芯層用半乾式成形材料及び表面層用半乾式成形材料をそれぞれ順に各々のフォーミングヘッドから落下させて堆積させ、裏面層、芯層、表面層を有する3層構成の木質セメント系マットを形成する。尚、マットの成形は湿式抄造法によって行ってもよく、またマットの構成は単層や2層であってもよい。無機質系化粧板の表面意匠を形成する型板は、上記支持プレートの表面上に戴置されても良いし、木質セメント系マットが形成された後に表面層の上に戴置されてもよく、生産工程の特性に合わせて選択される。型板が支持プレートの表面上に戴置される場合のフォーミング工程は、移動する支持プレートの上に戴置された型板の上に、表面層用半乾式成形材料、芯層用半乾式成形材料及び裏面層用半乾式成形材料の順に各々のフォーミングヘッドから落下して堆積させられ、表面層、芯層、裏面層を有する3層構成の木質セメント系マットを形成する。
【0041】
(加圧圧締・エンボス付与)
次に、上記木質セメント系マットの表面に、石肌状等の表面形成用凹部と目地溝凹部形成用凸部とを有するエンボス型板を、該凹部及び凸部がマット表面側になるように載置して加圧圧締する。このことで、図2に示すように、裏面層用半乾式成形材料からなる裏面層と、芯層用半乾式成形材料からなる芯層と、表面層用半乾式成形材料からなる着色表面層との3層構成で、石肌状等の表面部と目地溝凹部とを有する未硬化セメント系基板を形成する。なお、エンボス型板は石肌状等の表面形成用凹部と目地溝凹部形成用凸部の意匠面を有する上記型板が好適であるが、表面形成用凹部のみでも、あるいは平滑面である型板でも良く、凹凸面を有する型板に限定されるものではない。
【0042】
(一次養生)
次いで、上記加圧圧締により形成された表面にエンボス凹凸模様部を有する未硬化無機質板を段積み状態に積層して、例えば一次加熱設備に入れ、その内部で通常50℃〜80℃の温度で、数時間〜10数時間、一次養生する。この一次養生によって、未硬化無機質板は半硬化状態となり、適度な強度が付与されるので取り扱い易くなる。そして、この一次養生後、一次加熱設備から取り出して段積み状態を解体することで半硬化無機質板が得られる。尚、この解体後に無機質板から分離された支持プレートやエンボス型板は再利用される。
【0043】
(インラインシーラー塗布)
この後、上記一次養生後の半硬化無機質基板をコンベア上で移動させながら、エンボス型板が脱型された後の半硬化無機質基板の表面にスプレーコーターにより半硬化無機質基板へインラインシーラーを塗布する。塗布する装置はスプレーコーター以外のスポンジロールコーターであってもよい。インラインシーラーは基板の表面に樹脂皮膜を生成させて、生成した樹脂皮膜によって基材表面からの水の出入りが抑制させられて、半硬化無機質基板の表面の防水性等を強化し、特に、次工程のオートクレーブ養生時において、無機質系基板にエフロレッセンスが生じるのを防止して、良好な顔料発色効果を得ることができる。
【0044】
また、上記インラインシーラーは、その硬化後に透明性を示すことが必要であり、例えばアクリル樹脂系エマルジョン、アクリルスチレン樹脂系エマルジョン、無機系エマルジョン、フッ素樹脂系エマルジョン等よりなるクリアー塗料、或いはカラークリアー塗料を用いることができる。その塗布量は、固形分換算で6〜20g/m2程度が望ましい。このようなインラインシーラーの塗布によって、上記半硬化状態の無機質系基板の着色表面層の表面に透明性を有するインラインシーラー浸透層が形成される。今回使用された、インラインシーラーは、シリコンアクリルエマルジョンシーラーで、不揮発分は約30%程度である。塗装条件は、基材予熱板温度は50〜60℃、インラインシーラー塗布後の乾燥温度は60〜70℃とした。
【0045】
上記インラインシーラーとして使用可能な樹脂としては、セメント混和用の樹脂が適当であり、例えば、ポリ酢酸ビニル(PVAc)、ポリメタクリル酸メチル(PMMA)、ポリメタクリル酸エチル(PEMA)、ポリスチレン(PSt)、ポリアクリロニトリル(PAN)、ポリメタクリロニトリル(PMAN)、ポリ塩化ビニル(PVC)、ポリアクリル酸(PAA)、ポリビニルアルコール(PVA)、ポリエチレン(PE)、ポリブタジエン(PBut)、ポリバーサチック酸ビニル(PVV)、ポリアクリル酸エチル(PEA)、ポリアクリル酸ブチル(PBA)、ポリアクリル酸2エチルヘキシル(P2EHA)、ポリビニリデンクロライド(PVdC)、ポリクロロプレン(PCR)、及び、これらの共重合体のエマルジョンなどである。また、添加物としては、ステアリン酸塩、アクリル酸カルシウム、オレイン酸アンモニウム、アスファルトエマルジョン、パラフィンエマルジョン、ヒドロキシエチルセルロース、マレイン酸などである。エフロレッセンスの防止策としては、上記インラインシーラー処理の他にも、原料中にエフロレッセンスの防止剤や添加物を内添する方法、あるいは成形用の型板にインラインシーラーを塗布する方法を併用しても良い。
【0046】
(オートクレーブ養生)
その後、上記インラインシーラーの皮膜を形成した半硬化状態の無機質系基板を複数枚に段積みしてオートクレーブ養生する。オートクレーブ養生では、無機質系基板を例えば10枚ごとに鉄製の蒸気貫通孔を多数設けたスペーサーを介在させて数段積み重ねて養生する。このオートクレーブ養生は、例えば最高到達温度が180℃未満の加熱蒸気雰囲気下で10時間程度の条件で行う。無機質系基板の昇温、降温の時間などを含めると、全体で約15時間程度の処理になる。斯かるオートクレーブ養生によって半硬化無機質基板は十分に硬化し、硬化無機質基板となる。
【0047】
(乾燥)
オートクレーブ養生の処理の後、上記硬化無機質基板を乾燥機で乾燥させ、続いて、トリミングソーで所定の大きさに切断し、更にサネ加工機で実部を形成した後、パレット積込でパレットに積み込んで、次なる塗装工程へと供給する。
【0048】
(粉粒状物固着シーラー塗布)
次に、上記オートクレーブ養生後の無機質系基板をコンベア上で移動させながら、その表面に、スポンジロールコーターにより粉粒状物固着シーラーを塗布して、該粉粒状物固着シーラー層を形成する。そして、この粉粒状物固着シーラーにより無機質系基板の着色表面層の表面を覆う。なお、粉粒状物固着シーラーの塗布方法は、凹凸模様を形成する基板の表面に粉粒状物固着シーラーを均一に塗布できる方法であればスポンジロールコーターに限らず、ロールコーター、スプレーコーター等の他の塗布方法を使用することができる。
【0049】
上記粉粒状物固着シーラーはクリアー塗料又はカラークリアー塗料からなる。この粉粒状物固着シーラーに用いる樹脂液は、硬化後に透明性を示し、セメント系基板の着色表面層の表面を強靭にし、防水性を高めるものであって装飾用粉粒状物を強固に固着させることができて耐候性にすぐれた塗料であれば良く、その樹脂の種類は限定されない。
【0050】
(装飾用粉粒状物散布)
次に、このようにして得られた無機質系基板をコンベア上で移動させながら、その表面に装飾用粉粒状物を散布ヘッドから散布する。このような装飾用粉粒状物としては、天然色或いは着色された粉粒状物を用いることができる。例えば、粒径3mm未満の珪砂、人工着色砂、雲母、樹脂粒、石材・ガラス・レンガ・陶磁器等の粉砕物を用いることができる。粉粒状物の着色にはベンガラ・酸化チタン・酸化クロム・カーボンブラック等の無機質顔料あるいはセラミック顔料さらには釉薬による表面処理を用いることができる。上記着色された装飾用粉粒状物においては、釉薬で表面が処理された無機質の粉粒状物は経年による色抜けが少なくそして高い耐候性能を発揮する。なお粒径が3mm以上となると、大きくなり過ぎて装飾性が悪くなるので好ましくない。また、装飾用粉粒状物はそれぞれ複数種の色、粒径、材質のものの混合物であってもよく、無機質系基板の着色表面層とは異なる色でも同じ色でもよく、セメント基板の表面にぼかし模様や細かな粒状感を与えて、その自然感や素材感をさらに高めた意匠になるように最適な配合、散布状態が選択される。
【0051】
装飾用粉粒状物に使用される釉薬としては、灰釉、含鉄釉、土石基礎釉、マット釉、乳濁釉、結晶釉、青磁釉、天目釉、銅釉、低火度釉、中火度釉等の釉薬を用いることができる。
【0052】
(仕上げ用透明性塗料塗布)
しかる後に、無機質系基板をコンベア上で移動させながら、上記粉粒状物固着シーラーの上に散布された装飾用粉粒状物の表層上に仕上げ用透明性塗料を塗布して仕上げ用透明性塗料層を形成する。この仕上げ用透明性塗料としては、アクリルシリコン樹脂系、フッソ樹脂系、アクリル樹脂系エマルジョン、無機系を用いることができ、スプレーコーターによって塗布することができる。この他、スポンジロール等のロールコーター等でも良い。尚、このような仕上げ用透明性塗料は複数回塗り重ねると耐候性がさらに向上する。その塗布量の合計は固形分換算で10〜100g/m2程度とする。この仕上げ用透明性塗料もクリアー塗料やカラークリアー塗料を用いることができる。
【0053】
以上により、図2及び図3に示す如き無機質系化粧建築板Aが得られる。このようにして得られた無機質系化粧建築板Aは、インラインシーラー層、粉粒状物固着シーラー層、粉粒状物の固着層、仕上げ用透明性塗料層を介して着色表面層の色調と装飾用粉粒状物との色調が調和した装飾性の良い外観を呈する。
【0054】
本発明者は、上記実施形態の構成を有する無機質系化粧建築板に対しサンシャイン型UV試験機で促進耐候性試験を行うとともに、凍結融解試験を行った。これら試験の結果、無機質系化粧建築板は、塗膜密着性、防水性、耐エフロレッセンス性に問題がなく、また塗膜剥離や変退色も生じることはなく、耐久性に優れたものであった。
【産業上の利用可能性】
【0055】
本発明によれば、複数の装飾用粉粒状物が基材の着色表面層の色調と自然に混じり合って、微妙な色調を醸し出すと共に、装飾用粉粒状物が意匠表面の凹凸に追従して、意匠表面の凹凸に微妙な風合いを演出することによって、従来の塗装では表現が困難であった自然な質感を表現する装飾性に優れた無機質系化粧建築板を製造できるので、極めて有用で産業上の利用可能性が高い。
【図面の簡単な説明】
【0056】
【図1】本発明の実施形態に係る無機質系化粧建築板の部分平面図である。
【図2】本発明の無機質系化粧建築板の部分断面図。
【図3】本発明の無機質系化粧建築板の要部拡大断面図。
【図4】本発明の無機質系化粧建築板の製造方法の基本構成を示す図。
【符号の説明】
【0057】
A 無機質系化粧建築板
1 無機質系基板
1a 着色表面層
1b 芯層
1c 裏面層
3 目地溝凹部
4 石肌状の表面部
5 装飾用粉粒状物
6 粉粒状物固着シーラー
7 インラインシーラー
8 仕上げ用透明性塗料
【特許請求の範囲】
【請求項1】
表面に着色基材層が形成されていて、
上記着色基材層の表面にインラインシーラーからなる塗膜が形成されていて、
上記インラインシーラーからなる塗膜の表面に装飾用粉粒状物を固着するための粉粒状物固着シーラーからなる塗膜が形成されていて、
上記粉粒状物固着シーラーからなる塗膜の表面に上記装飾用粉粒状物が固着されていて、
上記装飾用粉粒状物と上記粉粒状物固着シーラーと上記インラインシーラーと上記着色基材層を覆うように透明性の塗料が塗布されていることを特徴とする無機質系化粧建築板。
【請求項2】
装飾用粉粒状物は複数種類の色、粒径、材質からなる粉粒状物の混合物であることを特徴とする請求項1に記載の無機質系化粧建築板。
【請求項3】
装飾用粉粒状物は釉薬で表面が処理された無機質の粉粒状物であることを特徴とする請求項1または2に記載の無機質系化粧建築板。
【請求項4】
インラインシーラーと粉粒状物固着シーラーが透明であることを特徴とする請求項1から3に記載の無機質系化粧建築板。
【請求項5】
自硬性無機質材料と木質材料を主成分として、該主成分に着色顔料が混入された組成物をフォーミングして形成された着色表面層を持つ未硬化無機質マットの表面をエンボス型板で加圧圧締することによって未硬化無機質板を成型して、
上記未硬化無機質板を一次養生して得た半硬化無機質板の表面にインラインシーラーを塗布して、
上記インラインシーラーが塗布された半硬化無機質板をオートクレーブ養生によって硬化無機質板を得て、
上記硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、
上記装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されていることを特徴とする無機質系化粧建築板の製造方法。
【請求項6】
装飾用粉粒状物は複数種類の色、粒径、材質からなる粉粒状物の混合物であることを特徴とする請求項5に記載の無機質系化粧建築板の製造方法。
【請求項7】
装飾用粉粒状物は釉薬で表面が処理された無機質の粉粒状物であることを特徴とする請求項5または6に記載の無機質系化粧建築板の製造方法。
【請求項1】
表面に着色基材層が形成されていて、
上記着色基材層の表面にインラインシーラーからなる塗膜が形成されていて、
上記インラインシーラーからなる塗膜の表面に装飾用粉粒状物を固着するための粉粒状物固着シーラーからなる塗膜が形成されていて、
上記粉粒状物固着シーラーからなる塗膜の表面に上記装飾用粉粒状物が固着されていて、
上記装飾用粉粒状物と上記粉粒状物固着シーラーと上記インラインシーラーと上記着色基材層を覆うように透明性の塗料が塗布されていることを特徴とする無機質系化粧建築板。
【請求項2】
装飾用粉粒状物は複数種類の色、粒径、材質からなる粉粒状物の混合物であることを特徴とする請求項1に記載の無機質系化粧建築板。
【請求項3】
装飾用粉粒状物は釉薬で表面が処理された無機質の粉粒状物であることを特徴とする請求項1または2に記載の無機質系化粧建築板。
【請求項4】
インラインシーラーと粉粒状物固着シーラーが透明であることを特徴とする請求項1から3に記載の無機質系化粧建築板。
【請求項5】
自硬性無機質材料と木質材料を主成分として、該主成分に着色顔料が混入された組成物をフォーミングして形成された着色表面層を持つ未硬化無機質マットの表面をエンボス型板で加圧圧締することによって未硬化無機質板を成型して、
上記未硬化無機質板を一次養生して得た半硬化無機質板の表面にインラインシーラーを塗布して、
上記インラインシーラーが塗布された半硬化無機質板をオートクレーブ養生によって硬化無機質板を得て、
上記硬化無機質板の表面に粉粒状物固着シーラーを塗布したのち装飾用粉粒状物を散布して、
上記装飾用粉粒状物が散布された硬化無機質板の表面に仕上げ用透明性塗料が塗布されていることを特徴とする無機質系化粧建築板の製造方法。
【請求項6】
装飾用粉粒状物は複数種類の色、粒径、材質からなる粉粒状物の混合物であることを特徴とする請求項5に記載の無機質系化粧建築板の製造方法。
【請求項7】
装飾用粉粒状物は釉薬で表面が処理された無機質の粉粒状物であることを特徴とする請求項5または6に記載の無機質系化粧建築板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−64939(P2010−64939A)
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願番号】特願2008−234783(P2008−234783)
【出願日】平成20年9月12日(2008.9.12)
【出願人】(000110860)ニチハ株式会社 (182)
【Fターム(参考)】
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願日】平成20年9月12日(2008.9.12)
【出願人】(000110860)ニチハ株式会社 (182)
【Fターム(参考)】
[ Back to top ]