
無溶剤型接着剤を使用した多層フィルム、その製造方法および包装容器
【課題】無溶剤型接着剤を用いて、高速塗布で製造しても濡れ不良にならず、かつ液体内容物充填後のラミネート強度と耐衝撃性に優れ、環境に優れた多層フィルム、その製造方法、及びそれを用いた包装容器を提供すること。
【解決手段】順に、少なくとも内層フィルム2;接着剤層3;外層フィルム5を積層してなる多層フィルム1であって、前記接着剤層がポリエステル系の主剤、及び、脂肪族イソシアネート及び脂環族イソシアネートの硬化剤を含む無溶剤型接着剤からなることを特徴とする多層フィルム。
【解決手段】順に、少なくとも内層フィルム2;接着剤層3;外層フィルム5を積層してなる多層フィルム1であって、前記接着剤層がポリエステル系の主剤、及び、脂肪族イソシアネート及び脂環族イソシアネートの硬化剤を含む無溶剤型接着剤からなることを特徴とする多層フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無溶剤型接着剤を使用した多層フィルムおよび該多層フィルムを使用した包装容器に関する。
【背景技術】
【0002】
食品包装、医療品包装、あるいは化粧品包装用のパウチやカップ蓋に使用される軟包装用容器は、従来より、プラスチックフィルムや金属箔などをラミネートした多層フィルムから成る。たとえば、特開2003−118778号公報、特開2004−160860号公報、特開2004−243523号公報等には、多層フィルムから構成されるパウチやラミネートチューブ等の包装容器が開示されている。
このような包装容器において、たとえばナイロンフィルムとポリエチレンフィルムのような異種フィルムをラミネートする場合には、両者に密着性が無いため接着剤が使用される。
【0003】
使用される接着剤としては一般的に、主剤と硬化剤が反応して初めて硬化が始まる二液硬化型接着剤が用いられている。その中には、(i)接着樹脂を溶剤に溶解させて塗布する溶剤型、(ii)水に溶解させる水性型、(iii)溶剤を使わない無溶剤型、等の接着剤がある。
【0004】
溶剤型接着剤は、主剤と硬化剤の樹脂を別々に溶剤に溶解させて液体状態にし、フィルムへの塗布直前に混合してから塗布するものであり、一般に、ポリエーテル系主剤やポリエステル系主剤と、イソシアネート系硬化剤が使用されている。
【0005】
しかしながら、溶剤型接着剤は、フィルムへの塗布時に溶剤を揮発させるので作業環境的に好ましくなく、地球環境汚染対策上も好ましいものではない。したがって、無溶剤化により、脱VOC(揮発性有機化合物、Volatile Organic Compounds)、脱CO2、脱トルエン等の環境への負荷の減少が望まれている。
【0006】
一方で、無溶剤型接着剤は、主剤と硬化剤を加温して液体状態にし、フィルムへの塗布直前に混合してから塗布するものである。無溶剤型接着剤としては、一般的に安価なポリエーテル系樹脂が使用されている。
しかし、包装容器用多層フィルムに使用する場合、ポリエーテル系樹脂は高速塗布性はよいものの、ラミネート強度・耐衝撃性が悪いという問題があった。そのため、ラミネート強度・耐衝撃性が低くても問題のないスナック菓子などの包装容器には使用されてきたが、上記特性が要求される液体内容物の包装容器に使用されることは少なかった。
【0007】
また、無溶剤型接着剤としては、ポリエーテル系以外に、ポリエステル系接着剤も挙げられる。従来の無溶剤型ポリエステル系接着剤は、塗布速度30m/min程度の低速度の場合には、製造された包装容器に液体内容物を充填・保管しても問題はない。ところが、例えば150m/minのような高速度で接着剤塗布をすると、基材への濡れ不良に起因する外観不良・ラミネート強度不足・耐衝撃性不良という問題があった。
【0008】
たとえば、特許文献1には、ポリオール成分(A)とポリイソシアネート成分(B)とを含み、(A)成分及び(B)成分を混合した直後の80℃での粘度が900mPa・s以上である無溶剤2液硬化型接着剤組成物が開示されている。成分(A)は、数平均分子量800以上のポリオール又はそれらの混合物であり、25℃での成分(B)の粘度は20000mPa・s以上である。
【0009】
さらに、特許文献2には、数平均分子量が500〜2000のポリエステルポリオール(A)30〜70重量%、数平均分子量が500〜2000のポリエステルポリオール(B)20〜50重量%、単官能アルコール(C)5〜30重量%(ポリエステルポリオール(A)、(B)及び単官能アルコール(C)の合計を100重量%とする)、脂環族ジイソシアネート化合物もしくは芳香族ジイソシアネート化合物から形成される3官能のイソシアネート化合物(D)、脂肪族ジイソシアネート化合物から形成される3官能のイソシアネート化合物(E)(但し、上記3官能のイソシアネート化合物(D)及び(E)中の合計のイソシアネート基と上記ポリエステルポリオール(A)、(B)及び単官能アルコール(C)中の合計の水酸基との比は、イソシアネート基/水酸基=0.5/1.0〜1.5/1.0)、
及び多塩基酸無水物(F)を含有する無溶剤型接着剤組成物が開示されている。
【特許文献1】特開2001−172602号公報
【特許文献2】特開2004−115681号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、これらの接着剤組成物は、いずれも前述した問題を解決するものではない。
本願発明者は、包装容器用多層フィルムおよび該多層フィルムを使用した包装容器に特有の上記の問題点を解消すべく、無溶剤型接着剤を用いて、フィルムへの高速塗布で製造しても濡れ不良にならず、かつ液体内容物充填後の耐衝撃性に優れ、環境に優れた多層フィルム、その製造方法、及びそれを用いた包装容器を開発した。
なお、本発明は、主として液体内容物のための包装容器を提供することを目的としているが、本発明において液体内容物とは、液体洗剤、柔軟剤、シャンプー、或いは飲料などである。
また、本発明の多層フィルムを用いた包装容器とは、洗剤やシャンプーなどの詰め替えパウチ、飲料・食品等のレトルトパウチ、多層フィルムをヒートシールして蓋とするプラスチックカップなどを指す。該プラスチックカップは、本願の多層フィルムをヒートシールして蓋とするものであり、電子レンジ用米飯容器などに好適に使用される。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明は次のような構成をとる。
(1)順に、少なくとも内層フィルム;接着剤層;外層フィルムを積層してなる多層フィルムであって、
前記接着剤層がポリエステル系の主剤、並びに脂肪族イソシアネート及び脂環族イソシアネートの硬化剤を含む無溶剤型接着剤からなることを特徴とする多層フィルム。
(2)前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする(1)に記載の多層フィルム。
(3)前記無溶剤型接着剤の主剤の粘度が、300〜1000mPa・s/70℃であることを特徴とする(1)又は(2)に記載の多層フィルム。
(4)前記無溶剤型接着剤の硬化剤が、1,6−ヘキサメチレンジイソシアネート(HDI)及び、3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含むことを特徴とする、(1)〜(3)のいずれかに記載の多層フィルム。
(5)前記接着剤層において、接着剤の塗布量が1.5〜3.5g/m2であることを特徴とする請求項(1)〜(4)のいずれかに記載の多層フィルム。
(6)前記外層フィルムが、ポリアミド系又はポリエステル系の二軸延伸フィルムであることを特徴とする(1)〜(5)のいずれかに記載の多層フィルム。
(7)前記内層フィルムがポリオレフィン系フィルムであることを特徴とする、(1)〜(6)のいずれかに記載の多層フィルム。
(8)前記内層フィルムと前記外層フィルムとの間に更に1以上の中間層を含み、各層間のうち少なくとも1カ所に接着剤層を設けることを特徴とする(1)〜(7)のいずれかに記載の多層フィルム。
(9)主剤及び硬化剤を加熱・混合し無溶剤型接着剤とする工程と、
内層フィルム又は外層フィルムのいずれかに100〜200m/minの塗布速度で無溶剤型接着剤を塗布する工程と、
前記接着剤を塗布したフィルムの接着剤面に、接着剤を塗布していない内層フィルム又は外層フィルムのいずれかを合わせながらラミネートする工程と、
を有する多層フィルムの製造方法。
(10)前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする(9)に記載の多層フィルムの製造方法。
(11)上記(1)〜(8)のいずれかに記載の多層フィルムを使用してなる包装容器。
【発明の効果】
【0012】
本発明の多層フィルムは上記のような構成を有するため、無溶剤型接着剤を使用して、フィルムへの高速塗布性と共に、ラミネート強度・耐衝撃性に優れた多層フィルムの提供を実現することができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施の形態について、図に基づいて詳細に説明する。
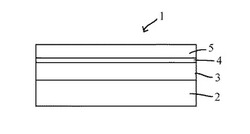
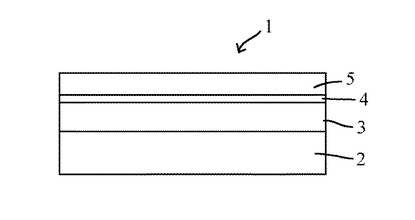
図1は、本発明の多層フィルムの実施形態を示す模式断面図である。
多層フィルム1は、内層から外層に向かって順に、内層フィルム2;接着剤層3;外層フィルム5、の構成を有している。図に示されるように、外層フィルム5と接着剤層3の間には、インキ層4が存在しても良い。
本発明において接着剤層3は、無溶剤型接着剤により構成されていることを特徴とする。
なお、本発明において多層フィルムの構成中、内層とは内容物が接触する側の層をいい、外層とは外気に接触する側の層をいう。
【0014】
本発明の多層フィルム1において、接着剤層3は無溶剤型接着剤からなり、当該無溶剤型接着剤は、主剤および硬化剤からなる二液型の反応硬化型接着剤であることを特徴としている。
主剤としては、内層フィルム2、外層フィルム5、及びインキ層4(グラビアインキ)との密着性がよく、且つラミネート強度及び耐衝撃性に優れたポリエステル系樹脂が使用される。その中でも、特にポリエステルポリオール樹脂が好ましく使用される。
【0015】
前記ポリエステルポリオール樹脂は、コハク酸、アジピン酸、アゼライン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸等の多塩基酸と;エチレングリコール、1,2−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、3,3−ビス(ヒドロキシメチル)ヘプタン、ジエチレングリコール、ジプロピレングリコール、グリセリン、トリメチロールプロパン等の多価アルコールと;のエステル化反応によって製造されるものであれば良い。
【0016】
これらポリエステル樹脂としては具体的に、(1)アジペート系ポリエステルグリコール、例えば、ポリ(エチレンアジペート)、ポリ(ジエチレンアジペート)、ポリ(プロピレンアジペート)、ポリ(テトラメチレンアジペート)、ポリ(ヘキサメチレンアジペート)、ポリ(ネオペンチレンアジペート);(2)ポリカプロラクトン系ポリエステルグリコール、例えば、ポリ‐ε‐カプロラクトン;(3)その他、例えば、ポリ(ヘキサメチレンセバケート)、ポリ(ヘキサメチレンカーボネート)、などが挙げられる。
【0017】
これら主剤となる化合物は単独で使用しても良いし、2種以上の化合物を混合して使用しても良いし、共重合にしてもよい。また、主剤にポリウレタン系化合物を含有させることにより、外層フィルムの内側に設けられるインキ層に通常ウレタン成分が含まれているためインキ層への密着性が確保でき好ましい。
【0018】
主剤を構成する樹脂の分子量は、数平均分子量において約300〜1000であることが好ましい。更には、350〜800であることがより好ましい。
主剤分子量がこの範囲を超えた場合、接着剤層3の耐衝撃性は向上するが、接着剤(主剤)の粘度が上昇するため、接着剤塗布時に濡れ不良が生じ、結果的に多層フィルムのラミネート強度と耐衝撃性が低下する。
一方で、主剤分子量が上記範囲より小さい場合には、粘度が低下するため塗布ムラは生じないが、末端反応基数が増加するため硬化剤の量を多くする必要があり、その結果、接着剤層中の架橋量が多くなる。そのため、接着剤層の硬度が上昇し、耐衝撃性が低下するという問題がある。また、ロールの転移ムラが発生し、接着剤層が部分的に塗布されなくなるという問題もある。
【0019】
上記主剤化合物の樹脂の粘度としては、300〜1000mPa・s/70℃の範囲であることが好ましい。更には、300〜700mPa・s/70℃であることがより好ましい。なお、本明細書において、「mPa・s/70℃」は70℃での測定における粘度を表すものとする。
この範囲よりも大きいと、フィルムへの接着剤高速塗布時に濡れ不良が発生しやすく、結果的にラミネート強度と耐衝撃性が低下する。
一方でこの範囲よりも小さいと、ロールの転移ムラが発生し接着剤層が形成されず、ラミネート強度・耐衝撃性が極度に低下する。
なお、主剤化合物の粘度の調整は、分子量を変化させて行うことが好ましい。
【0020】
次に、接着剤の硬化剤について説明する。
硬化剤としては、イソシアネート化合物、特に、脂肪族イソシアネート、及び脂環族イソシアネートが使用される。
例えば、脂肪族イソシアネートとしては、ブタン−1,4−ジイソシアネート、ヘキサメチレンジイソシアネ−ト、イソプロピレンジイソシアネート、メチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、m−テトラメチルキシリレンジイソシアネート、リジンジイソシアネート、ダイマー酸のカルボキシル基をイソシアネート基に転化したダイマージイソシアネート等が挙げられる。
【0021】
また、脂環族イソシアネートとしては、シクロヘキサン−1,4−ジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタン−4、4’−ジイソシアネート、1,3ービス(イソシアネートメチル)シクロヘキサン、メチルシクロヘキサンジイソシアネート、ノルボルナンジイソシアネート等が挙げられる。
【0022】
これらは脂肪族イソシアネートの中において1種で用いても、2種以上を混合しても差し支えない。また、これらは脂環族イソシアネートの中において1種で用いても、2種以上を混合しても差し支えない。
さらに、上記イソシアネート化合物のビュレット体やイソシアヌレート体、さらにはこれらのイソシアネート類とポリオールとのアダクト化合物などのイソシアネート基含有化合物、も好ましく使用される。
【0023】
このうち、本発明の硬化剤は脂肪族イソシアネートと脂環族イソシアネートを併用することが特徴である。特に、1,6−ヘキサメチレンジイソシアネート(HDI)及び、3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含むことが好ましい。
【0024】
このように、複数種類の化合物を混合して混合硬化剤とすることによって、次のような課題を解決することができる。
すなわち、本発明の特徴である、上記混合硬化剤と上述の主剤を混合した無溶剤型接着剤からなる接着剤層3によって、フィルムへの接着剤の高速塗布性、及びフィルム成形後の耐衝撃性の両効果を併せ持つことができる。
【0025】
大ロットの製品(包装容器用多層フィルム)を製造するためには、150m/min程度の高速度で接着剤塗布を行うことが好ましい。
本発明における多層フィルムは、接着剤層を無溶剤とすることを特徴としているため、溶剤型接着剤のように溶剤で粘度を調整することができない。よって、主剤の粘度を上述の範囲に設定し、かつ硬化剤を混合硬化剤とすることで、接着剤の粘度を適切化し高速塗布性を確保したものである。
また、硬化剤粘度についても、後述するように、適切な粘度範囲を設定した。
すなわち、硬化剤粘度と主剤粘度との差が大きい場合、接着剤の高速塗布時に、接着剤の混合組成にばらつきが生じ、その結果、フィルムのラミネート強度が低下することがある。
本発明のように、硬化剤粘度と主剤粘度との差を小さくすることによって、接着剤の高速塗布時においても、接着剤の混合組成にばらつきが生じることなく、ラミネート強度の低下を防止することが可能となる。
本発明においては、100〜200m/minの塗布速度、より好適には120〜180m/minの塗布速度であっても、上記のような問題を起こすことなく高速で接着剤を塗布することができる。
【0026】
本発明において使用する硬化剤としては、上述のとおり、1,6−ヘキサメチレンジイソシアネート(HDI)及び3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含む混合物が好ましい。
これらの両者の混合が好ましい理由は厳密には不明であるが、主に両者の分子構造に起因するものと推測される。
HDIは、直鎖状構造であり、フレキシブルで柔軟性がある構造であり、ラミネート強度が弱いが、耐衝撃性に優れるという特徴がある。
一方で、IPDIは、環状構造があるため、固くて脆い構造であり、ラミネート強度は強いが、耐衝撃性が弱いという特徴がある。
また、本発明のような低分子量・低粘度の主剤ではラミネート強度が比較的に弱いため、IPDIを添加することによってラミネート強度を上昇できるという効果もある。
そこで、これら二種を混合することにより、硬化剤と主剤の粘度差を小さくするとともに、ラミネート強度、耐衝撃性を確保した。
【0027】
また、上記混合硬化剤の粘度は、300〜900mPa・s/70℃の粘度範囲が好ましく、600mPa・s/70℃近傍にすることが特に好ましい。上述のとおり、主剤と硬化剤の粘度差を小さくする必要があるためである。
硬化剤の粘度は、HDI及びIPDIの混合比によって調整することができ、例えば、IPDIの配合比が増えると硬化剤粘度が上昇し、反応後の接着剤層3は硬質となるため、ラミネート強度には優れるが、耐衝撃性が悪化することとなる。
一方で、IPDIの配合比を少なくすると、硬化剤粘度が小さくなり、接着剤層3は軟質となるため、ラミネート強度が低くなるが、耐衝撃性に優れた接着剤層となる。
これらの両物質の特性を勘案し、HDI及びIPDIの混合比を選定して、300〜900mPa・s/70℃の粘度の混合硬化剤とすることが好ましい。
【0028】
なお、混合硬化剤の粘度がこの範囲よりも大きいと、接着剤の塗布時に濡れ不良が発生する場合がある。
一方で、硬化剤粘度が上記範囲よりも小さい場合、ロールの転移ムラが発生し、接着剤層が部分的になくなるため、ラミネート強度も耐衝撃性も低下する場合がある。
【0029】
本発明の接着剤層3は、上記の主剤と硬化剤を混合した反応硬化物である。
上述のとおり、主剤と硬化剤の粘度差は、できるだけ小さいほうが好ましい。
主剤と硬化剤の粘度差が大きいと、高速度での塗布時に、接着剤組成にばらつきが生じることがあり、その結果、架橋不足部分や架橋過多部分が混在するために、多層フィルムのラミネート強度も耐衝撃性も劣る危険性があるためである。
これらの主剤と硬化剤の粘度差は、0〜400mPa・s/70℃であることが好ましい。更には、0〜300mPa・s/70℃であることがより好ましい。
【0030】
接着剤層3に使用する主剤と硬化剤の混合比は、それぞれの反応官能基の量により決定されるものであるが、重量比で主剤1に対して硬化剤が0.5〜1.2の範囲にあることが好ましい。
硬化剤の混合比がこの範囲を上回ると、両者の混練不足となり、架橋不足部分や架橋過多部分が混在するために、多層フィルムのラミネート強度や耐衝撃性が劣る危険性がある。
一方、硬化剤の混合比がこの範囲を下回ると、架橋不足となりラミネート強度が低下する危険性がある。
本発明においては、硬化剤中にIPDIを含有させることにより、混合比を上記範囲とすることが可能となった。
結果として、主剤及び硬化剤両樹脂の混合不均一化を防止することが可能となった。
【0031】
上述のとおり、本発明においては、接着剤層3を構成する接着剤を無溶剤型とすることに特徴を有するため、接着剤の主剤および硬化剤の種類・分子量・粘度の選択が非常に重要となる。
これは、接着剤高速塗布時の濡れ不良を防止し、完成多層フィルムのラミネート強度と耐衝撃性を確保するためである。
【0032】
なお、接着剤塗布時の「濡れ不良」の発生機構については、現段階では未だ明らかとなっていないが、以下に推定機構について説明する。
接着剤の塗布速度が高速で、特に塗布量が多い場合には、接着剤粘度が高すぎると、外層フィルム、内層フィルム、インキ層などへの接着剤転移がムラになりやすく、部分的な「はじき」となり、「はじき」部では膜厚が薄くなる。
濡れ不良部は、その後のエージングで程度はやや回復するものの、膜厚差により、内容物充填後のラミネート強度低下を引き起こしやすい。
【0033】
また、「内容物充填後におけるラミネート強度低下」発生の推定機構についても説明する。
多層フィルムのラミネート強度は、洗剤や漂白剤などの内容物によっては、充填・保管中に低下する場合がある。これは、内容物中の成分が内層フィルム側から透過し、接着剤層をアタック(攻撃)することによるものと考えられる。接着剤層はアタックにより、「膨潤」したり、「分解」したりするものと推測される。その程度は、透過成分による。
接着剤層の成分や膜厚に不均一な部分があった場合、例えば膜厚が薄い部分や、架橋硬化が不足な部分は、内容物中の成分のアタックにより、保管中のラミネート強度の低下が発生しやすい。
【0034】
本発明において、上記主剤および硬化剤を混合して作成した無溶剤型接着剤の粘度は、300〜900mPa・s/70℃であることが好ましく、特に300〜700mPa・s/70℃であることがより好ましい。
この数値範囲を超えた場合、接着剤塗布時に「濡れ不良」が発生し、「はじき」的に接着剤の塗布量が薄くなる。当該部分は、ラミネート強度及び耐衝撃性の低下を引き起こすという問題がある。
また、上記数値範囲未満の場合、接着剤塗布時にロール間の転移が不良になり、「転移ムラ」が発生する。すなわち、接着剤層が部分的になくなり、当該部分はラミネート強度及び耐衝撃性が極度に低下する。
【0035】
本発明において、接着剤層3を構成する無溶剤型接着剤組成物には、上記主剤と硬化剤の他にも、ポリウレタン系化合物を含有させた場合、外層フィルムの内側に設けられるインキ層に通常ウレタン成分が含まれているためインキ層への密着性が確保できる点で好ましい。
また、充填剤、軟化剤、老化防止剤、安定剤、接着促進剤、レベリング剤、消泡剤、可塑剤、無機フィラー、粘着付与性樹脂、繊維類、顔料等の着色剤、可使用時間延長剤等を使用することは可能である。
【0036】
さらにまた、本発明における接着剤組成物には、接着促進剤を用いることもできる。接着促進剤としてはシランカップリング剤、チタネート系カップリング剤、アルミニウム系等のカップリング剤、エポキシ樹脂が挙げられる。
シランカップリング剤としては、例えば、γ−アミノプロピルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン等のアミノシラン;β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン等のエポキシシラン;ビニルトリス(β−メトキシエトキシ)シラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン等のビニルシラン;ヘキサメチルジシラザン、γ−メルカプトプロピルトリメトキシシラン等を挙げることが出来る。
【0037】
チタネート系カップリング剤としては、例えば、テトライソプロポキシチタン、テトラ−n−ブトキシチタン、ブチルチタネートダイマー、テトラステアリルチタネート、チタンアセチルアセトネート、チタンラクテート、テトラオクチレングリコールチタネート、チタンラクテート、テトラステアロキシチタン等を挙げることが出来る。
【0038】
また、アルミニウム系カップリング剤としては、例えば、アセトアルコキシアルミニウムジイソプロピレート等が挙げることが出来る。
【0039】
エポキシ樹脂としては、一般的に市販されているエピービス型、ノボラック型、βーメチルエピクロ型、環状オキシラン型、グリシジルエーテル型、グリシジルエステル型、ポリグリコールエーテル型、グリコールエーテル型、エポキシ化脂肪酸エステル型、多価カルボン酸エステル型、アミノグリシジル型、レゾルシン型等の各種エポキシ樹脂が挙げられる。
【0040】
上記説明した接着剤組成物は、後述する外層フィルム5に塗布され接着剤層3を構成するが、液体内容物充填用としての接着剤塗布量としては1.5〜3.5g/m2の範囲内であることが好ましい。更には、2.0〜3.0g/m2の範囲内がより好ましい。
また、接着剤層3の厚さは、1〜3μmであることが好ましい。
接着剤塗布量が上限を超えた場合は濡れ不良が出やすくなり、下限を下回った場合は内容物成分により劣化しやすくなるため、充填後におけるラミネート強度低下や耐衝撃性が劣る可能性がある。
接着剤組成物の塗布は、必ずしも外層フィルムに塗布する必要はなく、内層フィルムや中間層フィルムに塗布してもよいが、塗布時に70℃前後の高温がかかることと、フィルム搬送の張力がかかることから、引張り強度の高い二軸延伸フィルムに塗布することが好ましい。
【0041】
次に、本発明における外層フィルム5について説明する。外層フィルム5としては、熱的な寸法安定性に優れたフィルムが良好に使用される。これは、外層フィルムの内面側にグラビア印刷後、80℃近傍の焼付温度がかかるため、これに耐えうる必要があるためである。外層フィルム5としては、耐熱性及び引っ張り強度が大きいという理由で、二軸延伸フィルムがより好ましい。
【0042】
このような外層フィルムとしては例えば、ポリアミド系フィルムやポリエステル系フィルムが用いられる。
使用されるフィルムとしては具体的に、ポリアミド系フィルムの材料樹脂としては特に制限はなく、例えばナイロン6、ナイロン8、ナイロン6,6、ナイロン6/6,6共重合体、ナイロン6,10、メタキシリレンアジパミド(MXD6)、ナイロン11、ナイロン12等を使用することができる。
【0043】
ポリエステル系フィルムの樹脂材料としては具体的には、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)等が挙げられる。あるいは、これらの性質を損なわない範囲で、他のポリエステル単位を含むコポリエステルを使用してもよい。このようなコポリエステル形成用の共重合成分としては、イソフタル酸、p−β−オキシエトキシ安息香酸、ナフタレン2,6−ジカルボン酸、ジフエノキシエタン−4,4′−ジカルボン酸、5−ナトリウムスルホイソフタル酸、アジピン酸、セバシン酸またはこれらのアルキルエステル誘導体などのジカルボン酸成分;プロピレングリコール、1,4−ブタンジオール、ネオペンチルグリコール、1,6−ヘキシレングリコール、シクロヘキサンジメタノール、ビスフエノールAのエチレンオキサイド付加物、ジエチレングリコール、トリエチレングリコールなどのグリコール成分を挙げることができる。
【0044】
なお、外層フィルムの厚みとしては、多層フィルムの用途等により適宜選択されるものであるが、例えばナイロンの場合は10〜30μmが好ましい。また、PETフィルムの場合は6〜28μmであることが好ましい。
なお、外層フィルム5の内容物側の面には、密着性確保のため、コロナ処理を行うことが好ましい。
また、外層フィルム5の内側(内容物側)には一般的に、印刷が施されインキ層4が設けられるが、当該インキ層の厚さとしては、2〜8μmであることが好ましい。
【0045】
続いて、本発明における多層フィルム1の内層フィルム2について説明する。
内層フィルム2としては、パウチやヒートシール蓋にするためにヒートシール性に優れたポリエチレン(PE)フィルムやポリプロピレン(PP)フィルムなどのポリオレフィン系フィルムが好適に使用される。
【0046】
内層フィルムの厚みとしては特に制限はないが、たとえばポリエチレンフィルムの場合50〜200μm、ポリプロピレンフィルムの場合30〜150μmであることが好ましい。また、内層フィルムは無延伸フィルムが好ましい。
【0047】
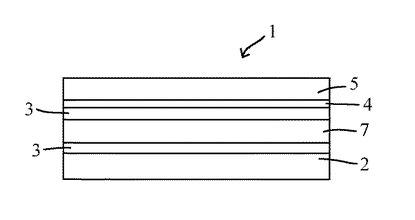
なお、本発明において、前記内層フィルムと前記外層フィルムとの間に更に1以上の中間層を含んでいても良く、その場合、各層間のうち少なくとも1カ所に接着剤層を設ける構成としても良い。
例えば、図2に示す多層フィルムのように、内層フィルム2と外層フィルム5の間に中間層7を設けても良い。図2の例においては、内層側から、内層フィルム;接着剤層(1);中間層;接着剤層(2);外層フィルム、の5層構成となっているが、接着剤層(1)・(2)はどちらか一方だけでも良い。また、各層間にさらにインキ層を設けても良い。
前記中間層は複数設けてもよく、全体として7層構成、或いはそれ以上としても良い。
【0048】
中間層としては、ガスバリアー性を有する樹脂が挙げられ、たとえば、ナイロン樹脂、特にナイロン6、ナイロン8、ナイロン11、ナイロン12、ナイロン6,6、ナイロン6,10、ナイロン10,6、ナイロン6/6,6共重合体等の脂肪族ナイロン、ポリメタキシリレンアジパミド等の部分芳香族ナイロン、さらにはポリグリコール酸樹脂、アルミニウム箔が挙げられる。
また、上記材料からなるフィルムには、酸化ケイ素蒸着膜や有機ケイ素金属膜、ダイヤモンドライクカーボン蒸着膜、炭化水素系蒸着膜などの蒸着層を設けても良い。
【0049】
また、中間層としてはさらに、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、直鎖状低密度ポリエチレン(LLDPE)、直鎖状超低密度ポリエチレン(LVLDPE)等のポリエチレン(PE)、ポリプロピレン(PP)、エチレン−プロピレン共重合体、ポリブテン−1、エチレン−ブテン−1共重合体、プロピレン−ブテン−1共重合体、エチレン−プロピレン−ブテン−1共重合体、エチレン−酢酸ビニル共重合体(EVA)、イオン架橋オレフィン共重合体(アイオノマー)或いはこれらのブレンド物等を使用することもできる。
また、上記オレフィン系樹脂の表面に、無機化合物を蒸着し、或いはポリビニルアルコール等のガスバリアー性を有する樹脂をコーティングすることも可能である。
これら中間層の厚みは、5〜100μmが好ましい。
【0050】
続いて、本発明における多層フィルムの製造方法を説明する。本発明における多層フィルムの製造方法は、
主剤及び硬化剤を加熱・混合し無溶剤接着剤とする工程と、外層フィルムに100〜200m/minの塗布速度で無溶剤接着剤を塗布する工程と、
前記接着剤を塗布した外層フィルムの接着剤面に、接着剤を塗布していない内層フィルムを合わせながらラミネートする工程と、を有する。
あるいは、主剤及び硬化剤を加熱・混合し無溶剤接着剤とする工程と、内層フィルムに100〜200m/minの塗布速度で無溶剤接着剤を塗布する工程と、前記接着剤を塗布した内層フィルムの接着剤面に接着剤を塗布していない外層フィルムを合わせながらラミネートする工程と、を有する方法であっても良い。
ここで、前記無溶剤型接着剤の粘度は、300〜900mPa・s/70℃であることが好ましい。
多層フィルムが中間層を有する場合には、接着剤を塗布したフィルムに接着剤を塗布していないフィルムを合わせながらラミネートする行程を複数回繰り返して多層フィルムを製造することができる。
【0051】
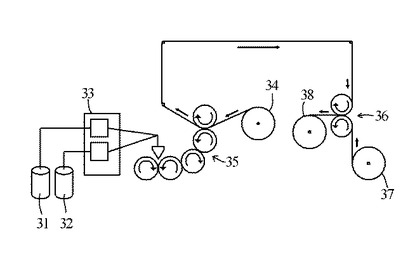
図3は、本発明においてラミネートに用いるラミネータである。
図3において、31は主剤タンク、32は硬化剤タンク、33は接着剤供給装置、34は外層フィルム、35は接着剤塗布部、36はラミネート部、37は内層フィルム、38は多層フィルムを示すものである。
【0052】
本発明のラミネーション行程の一例を図3に沿って説明すると、主剤タンク31及び硬化剤タンク32において、主剤及び硬化剤を加熱し、接着剤供給装置33において主剤と硬化剤それぞれを所定量供給する。それぞれ供給された主剤と硬化剤は、コーティング部35の最初のロール直前で混合されてコーティング部35に供給される。外層フィルム34をコーティング部35を通して、外層フィルム34に接着剤を約150m/minの速度で塗布した後、当該外層フィルム34の接着剤面に内層フィルム37を合わせながら約150m/minのラミネート速度でゴムロールと金属ロールでニップすることによって40〜80℃で加熱圧着して巻き取る。なお、巻き取ったラミネートフィルムは接着剤の硬化促進のため、30〜70℃の温度にてエージングを行う。
なお、エージングに関しては、接着剤の硬化速度を促進するため、また高い接着力を得るために、ラミネートフィルムを恒温でエージングする。エージングの時間、温度は、接着剤の種類、フィルム構成、ラミネート条件、等によって異なるが、30〜70℃で数日間行うことが好ましい。
なお、上記製造方法は一例であり、この他の方法で製造しても良い。
【実施例】
【0053】
次に、実施例により本発明をさらに説明するが、以下の具体例は本発明を限定するものではない。
【0054】
(実施例1〜4、比較例1)
表1に実施例及び比較例に使用した接着剤の組成を示す。
【0055】
(外層フィルム・内層フィルム)
外層フィルムとして、膜厚15μmの二軸延伸ナイロンフィルムの片面に、グラビア印刷で、酸化チタン顔料を含んだ白インキを厚さ5μmに印刷した。内層フィルムとして膜厚150μmの無延伸の直鎖状低密度ポリエチレン(LLDPE)フィルムを使用した。
【0056】
(多層フィルムの作成)
表1に示す接着剤主剤及び硬化剤を、それぞれ別々にタンク中で80℃に加熱し、接着剤供給装置で表1に示す重量配合比になるように主剤と硬化剤をコーター部に配管で供給し、接着剤塗布装置のロールの直前で混合した。コーターのロールを通過させて、外層フィルムの印刷面に接着剤を70℃で塗布して、接着剤塗布フィルムを作成した。塗布量は2.5g/m2で、塗布速度は150m/min.であった。
この接着剤塗布フィルムをラミネート部に搬送し、接着剤層を介して内層フィルムと加圧下60℃でラミネートし、多層フィルムを作成した。ラミネート速度は150m/min.で行った。この多層フィルムを40℃で3日間保持して、接着剤を硬化させた。
【0057】
(分析・測定方法)
接着剤の粘度は、TOKIMEC社製B8L型粘度計を使用し、JIS K 7117-2に規定された方法によって測定した。
分子量はGPC(ゲルパーミエーションクロマトグラフィ)法で測定した。
接着剤の塗布量は、外層フィルムとして二軸延伸ポリプロピレン(OPP)フィルムを使用し、実験例と同じ条件で接着剤を塗布し、内層フィルムとして二軸延伸ポリプロピレン(OPP)フィルムを使用して多層フィルムを作製した。その多層フィルムを100mm×100mmに切り出し、重量を測定したのち、接着層から剥離し、接着層を酢酸エチルで溶解したのち、内外層フィルムのみの重量を測定して減算することによって接着剤層の重量とした。
【0058】
(パウチの作成)
このようにして作成した多層フィルムから、幅130mm・折り込み幅36mmになるように底部材を切り出し、内面層を合わせた2枚の多層フィルムに、底部材の内面層を合わせた状態で挟み込み、200℃でヒートシールして底部をシールした後、2枚の多層フィルムの内層側をあわせて200℃でヒートシールしてサイド部2辺をシールして、幅130mm、高さ260mmの容量540ml用の詰め替えパウチを作成した。
【0059】
次に、実施例及び比較例で得た多層フィルム及びパウチを以下の方法で評価した。
(濡れ性)
「濡れ不良」の評価方法は、ラミネート直後の多層フィルムを、幅1m、長さ3mについて視覚で検査し、はじき部の程度を評価した。はじきなしを「○」、はじきの最大直径が2mm以下の場合を「△」、はじきの最大直径が2mmを超える場合を「×」とした。「○」と「△」を許容範囲内とした。
【0060】
(ラミネート強度)
作成した詰め替えパウチにアタック(花王社商品名)を540g充填し、密封して、55℃にて1ヶ月間保管後、気相部分のパウチ側壁多層フィルム部を15mm×100mmに切り出し、内層と外層を定速引張り試験機のチャックに挟んで、引張り速度300mm/minで、引き剥がし荷重を測定した。引き剥がし荷重の平均値を試験片の個別ラミネート強度とし、試験片の長さ方向が詰め替えパウチの高さ方向n=5と幅方向n=5の個別ラミネート強度の平均値をラミネート強度とし、N/15mmで表した。
ラミネート強度が、3.0N/15mm以上の場合を「良」、3.0N/15mm未満の場合を「不良」とした。
【0061】
(耐衝撃性評価)
作成したパウチ内に5℃のイオン交換水540gを充填した後、ヒートシールして密封してサンプルパウチ20袋を作成した。サンプルパウチを1.2mの高さから底部からの落下を10回したのち、水平での落下を10回した。その後、破袋したパウチの数を調べた。
n=20袋で評価を行い、破袋が0の場合を「良」、破袋が1袋以上の場合を「不良」とした。
【0062】
(総合評価)
次の基準で総合評価を行った。
○:濡れ性「○」、かつラミネート強度「良」、かつ耐衝撃性評価「良」
△:濡れ性「△」、かつラミネート強度「良」、かつ耐衝撃性評価「良」
×:濡れ性「×」・ラミネート強度「不良」・耐衝撃性評価「不良」のいずれかが該当するもの
【0063】
(結果)
試験用多層フィルム及びパウチとして先に示したフィルムを用い、表1に示す接着剤条件を採用して前述した方法に従って接着剤塗布を行い、多層フィルム及びそれを用いたパウチを作製した。
得られた多層フィルム及びパウチについて、前述した各種特性の評価等を行い、その結果を表1に示した。
【0064】
表1から次のことが明らかである。
実施例1は、主剤として粘度500mPa・s/70℃で数平均分子量750のポリエステル樹脂を用いた。硬化剤としてHDIとIPDIを混合して、粘度が600mPa・s/70℃で分子量が500の混合硬化剤を作製した。主剤と混合硬化剤を重量で30:20の割合で配合して、粘度540mPa・s/70℃の接着剤にして、外層フィルム印刷面側に塗布した。
得られた多層フィルムの濡れ性は○、パウチのラミネート強度は3.7N/15mm、耐衝撃試験破袋数は0であり、総合評価は○であった。
【0065】
実施例2は、主剤粘度が300mPa・s/70℃で数平均分子量が390のポリエステル樹脂を用い、硬化剤がHDIとIPDIを混合して粘度が300mPa・s/70℃で分子量が460の混合硬化剤を作製し、接着剤粘度が300mPa・s/70℃である以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は○、パウチのラミネート強度は3.8N/15mm、耐衝撃試験破袋数は0であり、総合評価は○であった。
【0066】
実施例3は、主剤粘度が700mPa・s/70℃で数平均分子量が790のポリエステル樹脂を用い、硬化剤がHDIとIPDIを混合して粘度が900mPa・s/70℃で分子量が550の混合硬化剤を作製し、接着剤粘度が780mPa・s/70℃である以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は○、パウチのラミネート強度は3.5N/15mm、耐衝撃試験破袋数は0であり、総合評価は○であった。
【0067】
実施例4は、主剤粘度が980mPa・s/70℃で数平均分子量が850のポリエステル樹脂を用い、硬化剤がHDIとIPDIを混合して粘度が600mPa・s/70℃で分子量が500の混合硬化剤を作製し、主剤と混合硬化剤を重量での配合比が20:10であり、接着剤粘度が860mPa・s/70℃である以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は△、パウチのラミネート強度は3.3N/15mm、耐衝撃試験破袋数は0であり、総合評価は△であった。
【0068】
比較例1は、主剤粘度が6600mPa・s/70℃で数平均分子量が1400のポリエステル樹脂を用い、硬化剤が粘度160mPa・s/70℃で分子量が400のHDIを使用し、主剤と硬化剤を重量で25:10の割合で配合して粘度4760mPa・s/70℃の接着剤にした以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は×、パウチのラミネート強度は2.8N/15mm、耐衝撃試験破袋数は1であった。
濡れ性、ラミネート強度、耐衝撃試験が目標に達せず、総合評価は×であった。
【0069】
【表1】

【産業上の利用可能性】
【0070】
本発明の多層フィルムは無溶剤型接着剤を使用した接着剤層を有し、洗剤、柔軟剤、漂白剤、シャンプー、コンディショナー、あるいは飲料などの液体を内容物とした詰め替えパウチ、レトルトパウチ等の包装容器の製造に適している。
本発明の多層フィルムは接着剤の高速塗布性に適しており、且つ、耐衝撃性・ラミネート強度に優れている。
【図面の簡単な説明】
【0071】
【図1】本発明の多層フィルムの一例を示す図である。
【図2】本発明の多層フィルムの一例を示す図である。
【図3】本発明に使用するラミネータを示す図である。
【符号の説明】
【0072】
1 多層フィルム
2 内層フィルム
3 接着剤層
4 インキ層
5 外層フィルム
7 中間層
31 主剤タンク
32 硬化剤タンク
33 接着剤供給装置
34 外層フィルム
35 接着剤塗布部
36 ラミネート部
37 内層フィルム
38 多層フィルム
【技術分野】
【0001】
本発明は、無溶剤型接着剤を使用した多層フィルムおよび該多層フィルムを使用した包装容器に関する。
【背景技術】
【0002】
食品包装、医療品包装、あるいは化粧品包装用のパウチやカップ蓋に使用される軟包装用容器は、従来より、プラスチックフィルムや金属箔などをラミネートした多層フィルムから成る。たとえば、特開2003−118778号公報、特開2004−160860号公報、特開2004−243523号公報等には、多層フィルムから構成されるパウチやラミネートチューブ等の包装容器が開示されている。
このような包装容器において、たとえばナイロンフィルムとポリエチレンフィルムのような異種フィルムをラミネートする場合には、両者に密着性が無いため接着剤が使用される。
【0003】
使用される接着剤としては一般的に、主剤と硬化剤が反応して初めて硬化が始まる二液硬化型接着剤が用いられている。その中には、(i)接着樹脂を溶剤に溶解させて塗布する溶剤型、(ii)水に溶解させる水性型、(iii)溶剤を使わない無溶剤型、等の接着剤がある。
【0004】
溶剤型接着剤は、主剤と硬化剤の樹脂を別々に溶剤に溶解させて液体状態にし、フィルムへの塗布直前に混合してから塗布するものであり、一般に、ポリエーテル系主剤やポリエステル系主剤と、イソシアネート系硬化剤が使用されている。
【0005】
しかしながら、溶剤型接着剤は、フィルムへの塗布時に溶剤を揮発させるので作業環境的に好ましくなく、地球環境汚染対策上も好ましいものではない。したがって、無溶剤化により、脱VOC(揮発性有機化合物、Volatile Organic Compounds)、脱CO2、脱トルエン等の環境への負荷の減少が望まれている。
【0006】
一方で、無溶剤型接着剤は、主剤と硬化剤を加温して液体状態にし、フィルムへの塗布直前に混合してから塗布するものである。無溶剤型接着剤としては、一般的に安価なポリエーテル系樹脂が使用されている。
しかし、包装容器用多層フィルムに使用する場合、ポリエーテル系樹脂は高速塗布性はよいものの、ラミネート強度・耐衝撃性が悪いという問題があった。そのため、ラミネート強度・耐衝撃性が低くても問題のないスナック菓子などの包装容器には使用されてきたが、上記特性が要求される液体内容物の包装容器に使用されることは少なかった。
【0007】
また、無溶剤型接着剤としては、ポリエーテル系以外に、ポリエステル系接着剤も挙げられる。従来の無溶剤型ポリエステル系接着剤は、塗布速度30m/min程度の低速度の場合には、製造された包装容器に液体内容物を充填・保管しても問題はない。ところが、例えば150m/minのような高速度で接着剤塗布をすると、基材への濡れ不良に起因する外観不良・ラミネート強度不足・耐衝撃性不良という問題があった。
【0008】
たとえば、特許文献1には、ポリオール成分(A)とポリイソシアネート成分(B)とを含み、(A)成分及び(B)成分を混合した直後の80℃での粘度が900mPa・s以上である無溶剤2液硬化型接着剤組成物が開示されている。成分(A)は、数平均分子量800以上のポリオール又はそれらの混合物であり、25℃での成分(B)の粘度は20000mPa・s以上である。
【0009】
さらに、特許文献2には、数平均分子量が500〜2000のポリエステルポリオール(A)30〜70重量%、数平均分子量が500〜2000のポリエステルポリオール(B)20〜50重量%、単官能アルコール(C)5〜30重量%(ポリエステルポリオール(A)、(B)及び単官能アルコール(C)の合計を100重量%とする)、脂環族ジイソシアネート化合物もしくは芳香族ジイソシアネート化合物から形成される3官能のイソシアネート化合物(D)、脂肪族ジイソシアネート化合物から形成される3官能のイソシアネート化合物(E)(但し、上記3官能のイソシアネート化合物(D)及び(E)中の合計のイソシアネート基と上記ポリエステルポリオール(A)、(B)及び単官能アルコール(C)中の合計の水酸基との比は、イソシアネート基/水酸基=0.5/1.0〜1.5/1.0)、
及び多塩基酸無水物(F)を含有する無溶剤型接着剤組成物が開示されている。
【特許文献1】特開2001−172602号公報
【特許文献2】特開2004−115681号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、これらの接着剤組成物は、いずれも前述した問題を解決するものではない。
本願発明者は、包装容器用多層フィルムおよび該多層フィルムを使用した包装容器に特有の上記の問題点を解消すべく、無溶剤型接着剤を用いて、フィルムへの高速塗布で製造しても濡れ不良にならず、かつ液体内容物充填後の耐衝撃性に優れ、環境に優れた多層フィルム、その製造方法、及びそれを用いた包装容器を開発した。
なお、本発明は、主として液体内容物のための包装容器を提供することを目的としているが、本発明において液体内容物とは、液体洗剤、柔軟剤、シャンプー、或いは飲料などである。
また、本発明の多層フィルムを用いた包装容器とは、洗剤やシャンプーなどの詰め替えパウチ、飲料・食品等のレトルトパウチ、多層フィルムをヒートシールして蓋とするプラスチックカップなどを指す。該プラスチックカップは、本願の多層フィルムをヒートシールして蓋とするものであり、電子レンジ用米飯容器などに好適に使用される。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明は次のような構成をとる。
(1)順に、少なくとも内層フィルム;接着剤層;外層フィルムを積層してなる多層フィルムであって、
前記接着剤層がポリエステル系の主剤、並びに脂肪族イソシアネート及び脂環族イソシアネートの硬化剤を含む無溶剤型接着剤からなることを特徴とする多層フィルム。
(2)前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする(1)に記載の多層フィルム。
(3)前記無溶剤型接着剤の主剤の粘度が、300〜1000mPa・s/70℃であることを特徴とする(1)又は(2)に記載の多層フィルム。
(4)前記無溶剤型接着剤の硬化剤が、1,6−ヘキサメチレンジイソシアネート(HDI)及び、3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含むことを特徴とする、(1)〜(3)のいずれかに記載の多層フィルム。
(5)前記接着剤層において、接着剤の塗布量が1.5〜3.5g/m2であることを特徴とする請求項(1)〜(4)のいずれかに記載の多層フィルム。
(6)前記外層フィルムが、ポリアミド系又はポリエステル系の二軸延伸フィルムであることを特徴とする(1)〜(5)のいずれかに記載の多層フィルム。
(7)前記内層フィルムがポリオレフィン系フィルムであることを特徴とする、(1)〜(6)のいずれかに記載の多層フィルム。
(8)前記内層フィルムと前記外層フィルムとの間に更に1以上の中間層を含み、各層間のうち少なくとも1カ所に接着剤層を設けることを特徴とする(1)〜(7)のいずれかに記載の多層フィルム。
(9)主剤及び硬化剤を加熱・混合し無溶剤型接着剤とする工程と、
内層フィルム又は外層フィルムのいずれかに100〜200m/minの塗布速度で無溶剤型接着剤を塗布する工程と、
前記接着剤を塗布したフィルムの接着剤面に、接着剤を塗布していない内層フィルム又は外層フィルムのいずれかを合わせながらラミネートする工程と、
を有する多層フィルムの製造方法。
(10)前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする(9)に記載の多層フィルムの製造方法。
(11)上記(1)〜(8)のいずれかに記載の多層フィルムを使用してなる包装容器。
【発明の効果】
【0012】
本発明の多層フィルムは上記のような構成を有するため、無溶剤型接着剤を使用して、フィルムへの高速塗布性と共に、ラミネート強度・耐衝撃性に優れた多層フィルムの提供を実現することができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施の形態について、図に基づいて詳細に説明する。
図1は、本発明の多層フィルムの実施形態を示す模式断面図である。
多層フィルム1は、内層から外層に向かって順に、内層フィルム2;接着剤層3;外層フィルム5、の構成を有している。図に示されるように、外層フィルム5と接着剤層3の間には、インキ層4が存在しても良い。
本発明において接着剤層3は、無溶剤型接着剤により構成されていることを特徴とする。
なお、本発明において多層フィルムの構成中、内層とは内容物が接触する側の層をいい、外層とは外気に接触する側の層をいう。
【0014】
本発明の多層フィルム1において、接着剤層3は無溶剤型接着剤からなり、当該無溶剤型接着剤は、主剤および硬化剤からなる二液型の反応硬化型接着剤であることを特徴としている。
主剤としては、内層フィルム2、外層フィルム5、及びインキ層4(グラビアインキ)との密着性がよく、且つラミネート強度及び耐衝撃性に優れたポリエステル系樹脂が使用される。その中でも、特にポリエステルポリオール樹脂が好ましく使用される。
【0015】
前記ポリエステルポリオール樹脂は、コハク酸、アジピン酸、アゼライン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸等の多塩基酸と;エチレングリコール、1,2−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、3,3−ビス(ヒドロキシメチル)ヘプタン、ジエチレングリコール、ジプロピレングリコール、グリセリン、トリメチロールプロパン等の多価アルコールと;のエステル化反応によって製造されるものであれば良い。
【0016】
これらポリエステル樹脂としては具体的に、(1)アジペート系ポリエステルグリコール、例えば、ポリ(エチレンアジペート)、ポリ(ジエチレンアジペート)、ポリ(プロピレンアジペート)、ポリ(テトラメチレンアジペート)、ポリ(ヘキサメチレンアジペート)、ポリ(ネオペンチレンアジペート);(2)ポリカプロラクトン系ポリエステルグリコール、例えば、ポリ‐ε‐カプロラクトン;(3)その他、例えば、ポリ(ヘキサメチレンセバケート)、ポリ(ヘキサメチレンカーボネート)、などが挙げられる。
【0017】
これら主剤となる化合物は単独で使用しても良いし、2種以上の化合物を混合して使用しても良いし、共重合にしてもよい。また、主剤にポリウレタン系化合物を含有させることにより、外層フィルムの内側に設けられるインキ層に通常ウレタン成分が含まれているためインキ層への密着性が確保でき好ましい。
【0018】
主剤を構成する樹脂の分子量は、数平均分子量において約300〜1000であることが好ましい。更には、350〜800であることがより好ましい。
主剤分子量がこの範囲を超えた場合、接着剤層3の耐衝撃性は向上するが、接着剤(主剤)の粘度が上昇するため、接着剤塗布時に濡れ不良が生じ、結果的に多層フィルムのラミネート強度と耐衝撃性が低下する。
一方で、主剤分子量が上記範囲より小さい場合には、粘度が低下するため塗布ムラは生じないが、末端反応基数が増加するため硬化剤の量を多くする必要があり、その結果、接着剤層中の架橋量が多くなる。そのため、接着剤層の硬度が上昇し、耐衝撃性が低下するという問題がある。また、ロールの転移ムラが発生し、接着剤層が部分的に塗布されなくなるという問題もある。
【0019】
上記主剤化合物の樹脂の粘度としては、300〜1000mPa・s/70℃の範囲であることが好ましい。更には、300〜700mPa・s/70℃であることがより好ましい。なお、本明細書において、「mPa・s/70℃」は70℃での測定における粘度を表すものとする。
この範囲よりも大きいと、フィルムへの接着剤高速塗布時に濡れ不良が発生しやすく、結果的にラミネート強度と耐衝撃性が低下する。
一方でこの範囲よりも小さいと、ロールの転移ムラが発生し接着剤層が形成されず、ラミネート強度・耐衝撃性が極度に低下する。
なお、主剤化合物の粘度の調整は、分子量を変化させて行うことが好ましい。
【0020】
次に、接着剤の硬化剤について説明する。
硬化剤としては、イソシアネート化合物、特に、脂肪族イソシアネート、及び脂環族イソシアネートが使用される。
例えば、脂肪族イソシアネートとしては、ブタン−1,4−ジイソシアネート、ヘキサメチレンジイソシアネ−ト、イソプロピレンジイソシアネート、メチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、m−テトラメチルキシリレンジイソシアネート、リジンジイソシアネート、ダイマー酸のカルボキシル基をイソシアネート基に転化したダイマージイソシアネート等が挙げられる。
【0021】
また、脂環族イソシアネートとしては、シクロヘキサン−1,4−ジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタン−4、4’−ジイソシアネート、1,3ービス(イソシアネートメチル)シクロヘキサン、メチルシクロヘキサンジイソシアネート、ノルボルナンジイソシアネート等が挙げられる。
【0022】
これらは脂肪族イソシアネートの中において1種で用いても、2種以上を混合しても差し支えない。また、これらは脂環族イソシアネートの中において1種で用いても、2種以上を混合しても差し支えない。
さらに、上記イソシアネート化合物のビュレット体やイソシアヌレート体、さらにはこれらのイソシアネート類とポリオールとのアダクト化合物などのイソシアネート基含有化合物、も好ましく使用される。
【0023】
このうち、本発明の硬化剤は脂肪族イソシアネートと脂環族イソシアネートを併用することが特徴である。特に、1,6−ヘキサメチレンジイソシアネート(HDI)及び、3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含むことが好ましい。
【0024】
このように、複数種類の化合物を混合して混合硬化剤とすることによって、次のような課題を解決することができる。
すなわち、本発明の特徴である、上記混合硬化剤と上述の主剤を混合した無溶剤型接着剤からなる接着剤層3によって、フィルムへの接着剤の高速塗布性、及びフィルム成形後の耐衝撃性の両効果を併せ持つことができる。
【0025】
大ロットの製品(包装容器用多層フィルム)を製造するためには、150m/min程度の高速度で接着剤塗布を行うことが好ましい。
本発明における多層フィルムは、接着剤層を無溶剤とすることを特徴としているため、溶剤型接着剤のように溶剤で粘度を調整することができない。よって、主剤の粘度を上述の範囲に設定し、かつ硬化剤を混合硬化剤とすることで、接着剤の粘度を適切化し高速塗布性を確保したものである。
また、硬化剤粘度についても、後述するように、適切な粘度範囲を設定した。
すなわち、硬化剤粘度と主剤粘度との差が大きい場合、接着剤の高速塗布時に、接着剤の混合組成にばらつきが生じ、その結果、フィルムのラミネート強度が低下することがある。
本発明のように、硬化剤粘度と主剤粘度との差を小さくすることによって、接着剤の高速塗布時においても、接着剤の混合組成にばらつきが生じることなく、ラミネート強度の低下を防止することが可能となる。
本発明においては、100〜200m/minの塗布速度、より好適には120〜180m/minの塗布速度であっても、上記のような問題を起こすことなく高速で接着剤を塗布することができる。
【0026】
本発明において使用する硬化剤としては、上述のとおり、1,6−ヘキサメチレンジイソシアネート(HDI)及び3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含む混合物が好ましい。
これらの両者の混合が好ましい理由は厳密には不明であるが、主に両者の分子構造に起因するものと推測される。
HDIは、直鎖状構造であり、フレキシブルで柔軟性がある構造であり、ラミネート強度が弱いが、耐衝撃性に優れるという特徴がある。
一方で、IPDIは、環状構造があるため、固くて脆い構造であり、ラミネート強度は強いが、耐衝撃性が弱いという特徴がある。
また、本発明のような低分子量・低粘度の主剤ではラミネート強度が比較的に弱いため、IPDIを添加することによってラミネート強度を上昇できるという効果もある。
そこで、これら二種を混合することにより、硬化剤と主剤の粘度差を小さくするとともに、ラミネート強度、耐衝撃性を確保した。
【0027】
また、上記混合硬化剤の粘度は、300〜900mPa・s/70℃の粘度範囲が好ましく、600mPa・s/70℃近傍にすることが特に好ましい。上述のとおり、主剤と硬化剤の粘度差を小さくする必要があるためである。
硬化剤の粘度は、HDI及びIPDIの混合比によって調整することができ、例えば、IPDIの配合比が増えると硬化剤粘度が上昇し、反応後の接着剤層3は硬質となるため、ラミネート強度には優れるが、耐衝撃性が悪化することとなる。
一方で、IPDIの配合比を少なくすると、硬化剤粘度が小さくなり、接着剤層3は軟質となるため、ラミネート強度が低くなるが、耐衝撃性に優れた接着剤層となる。
これらの両物質の特性を勘案し、HDI及びIPDIの混合比を選定して、300〜900mPa・s/70℃の粘度の混合硬化剤とすることが好ましい。
【0028】
なお、混合硬化剤の粘度がこの範囲よりも大きいと、接着剤の塗布時に濡れ不良が発生する場合がある。
一方で、硬化剤粘度が上記範囲よりも小さい場合、ロールの転移ムラが発生し、接着剤層が部分的になくなるため、ラミネート強度も耐衝撃性も低下する場合がある。
【0029】
本発明の接着剤層3は、上記の主剤と硬化剤を混合した反応硬化物である。
上述のとおり、主剤と硬化剤の粘度差は、できるだけ小さいほうが好ましい。
主剤と硬化剤の粘度差が大きいと、高速度での塗布時に、接着剤組成にばらつきが生じることがあり、その結果、架橋不足部分や架橋過多部分が混在するために、多層フィルムのラミネート強度も耐衝撃性も劣る危険性があるためである。
これらの主剤と硬化剤の粘度差は、0〜400mPa・s/70℃であることが好ましい。更には、0〜300mPa・s/70℃であることがより好ましい。
【0030】
接着剤層3に使用する主剤と硬化剤の混合比は、それぞれの反応官能基の量により決定されるものであるが、重量比で主剤1に対して硬化剤が0.5〜1.2の範囲にあることが好ましい。
硬化剤の混合比がこの範囲を上回ると、両者の混練不足となり、架橋不足部分や架橋過多部分が混在するために、多層フィルムのラミネート強度や耐衝撃性が劣る危険性がある。
一方、硬化剤の混合比がこの範囲を下回ると、架橋不足となりラミネート強度が低下する危険性がある。
本発明においては、硬化剤中にIPDIを含有させることにより、混合比を上記範囲とすることが可能となった。
結果として、主剤及び硬化剤両樹脂の混合不均一化を防止することが可能となった。
【0031】
上述のとおり、本発明においては、接着剤層3を構成する接着剤を無溶剤型とすることに特徴を有するため、接着剤の主剤および硬化剤の種類・分子量・粘度の選択が非常に重要となる。
これは、接着剤高速塗布時の濡れ不良を防止し、完成多層フィルムのラミネート強度と耐衝撃性を確保するためである。
【0032】
なお、接着剤塗布時の「濡れ不良」の発生機構については、現段階では未だ明らかとなっていないが、以下に推定機構について説明する。
接着剤の塗布速度が高速で、特に塗布量が多い場合には、接着剤粘度が高すぎると、外層フィルム、内層フィルム、インキ層などへの接着剤転移がムラになりやすく、部分的な「はじき」となり、「はじき」部では膜厚が薄くなる。
濡れ不良部は、その後のエージングで程度はやや回復するものの、膜厚差により、内容物充填後のラミネート強度低下を引き起こしやすい。
【0033】
また、「内容物充填後におけるラミネート強度低下」発生の推定機構についても説明する。
多層フィルムのラミネート強度は、洗剤や漂白剤などの内容物によっては、充填・保管中に低下する場合がある。これは、内容物中の成分が内層フィルム側から透過し、接着剤層をアタック(攻撃)することによるものと考えられる。接着剤層はアタックにより、「膨潤」したり、「分解」したりするものと推測される。その程度は、透過成分による。
接着剤層の成分や膜厚に不均一な部分があった場合、例えば膜厚が薄い部分や、架橋硬化が不足な部分は、内容物中の成分のアタックにより、保管中のラミネート強度の低下が発生しやすい。
【0034】
本発明において、上記主剤および硬化剤を混合して作成した無溶剤型接着剤の粘度は、300〜900mPa・s/70℃であることが好ましく、特に300〜700mPa・s/70℃であることがより好ましい。
この数値範囲を超えた場合、接着剤塗布時に「濡れ不良」が発生し、「はじき」的に接着剤の塗布量が薄くなる。当該部分は、ラミネート強度及び耐衝撃性の低下を引き起こすという問題がある。
また、上記数値範囲未満の場合、接着剤塗布時にロール間の転移が不良になり、「転移ムラ」が発生する。すなわち、接着剤層が部分的になくなり、当該部分はラミネート強度及び耐衝撃性が極度に低下する。
【0035】
本発明において、接着剤層3を構成する無溶剤型接着剤組成物には、上記主剤と硬化剤の他にも、ポリウレタン系化合物を含有させた場合、外層フィルムの内側に設けられるインキ層に通常ウレタン成分が含まれているためインキ層への密着性が確保できる点で好ましい。
また、充填剤、軟化剤、老化防止剤、安定剤、接着促進剤、レベリング剤、消泡剤、可塑剤、無機フィラー、粘着付与性樹脂、繊維類、顔料等の着色剤、可使用時間延長剤等を使用することは可能である。
【0036】
さらにまた、本発明における接着剤組成物には、接着促進剤を用いることもできる。接着促進剤としてはシランカップリング剤、チタネート系カップリング剤、アルミニウム系等のカップリング剤、エポキシ樹脂が挙げられる。
シランカップリング剤としては、例えば、γ−アミノプロピルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン等のアミノシラン;β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン等のエポキシシラン;ビニルトリス(β−メトキシエトキシ)シラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン等のビニルシラン;ヘキサメチルジシラザン、γ−メルカプトプロピルトリメトキシシラン等を挙げることが出来る。
【0037】
チタネート系カップリング剤としては、例えば、テトライソプロポキシチタン、テトラ−n−ブトキシチタン、ブチルチタネートダイマー、テトラステアリルチタネート、チタンアセチルアセトネート、チタンラクテート、テトラオクチレングリコールチタネート、チタンラクテート、テトラステアロキシチタン等を挙げることが出来る。
【0038】
また、アルミニウム系カップリング剤としては、例えば、アセトアルコキシアルミニウムジイソプロピレート等が挙げることが出来る。
【0039】
エポキシ樹脂としては、一般的に市販されているエピービス型、ノボラック型、βーメチルエピクロ型、環状オキシラン型、グリシジルエーテル型、グリシジルエステル型、ポリグリコールエーテル型、グリコールエーテル型、エポキシ化脂肪酸エステル型、多価カルボン酸エステル型、アミノグリシジル型、レゾルシン型等の各種エポキシ樹脂が挙げられる。
【0040】
上記説明した接着剤組成物は、後述する外層フィルム5に塗布され接着剤層3を構成するが、液体内容物充填用としての接着剤塗布量としては1.5〜3.5g/m2の範囲内であることが好ましい。更には、2.0〜3.0g/m2の範囲内がより好ましい。
また、接着剤層3の厚さは、1〜3μmであることが好ましい。
接着剤塗布量が上限を超えた場合は濡れ不良が出やすくなり、下限を下回った場合は内容物成分により劣化しやすくなるため、充填後におけるラミネート強度低下や耐衝撃性が劣る可能性がある。
接着剤組成物の塗布は、必ずしも外層フィルムに塗布する必要はなく、内層フィルムや中間層フィルムに塗布してもよいが、塗布時に70℃前後の高温がかかることと、フィルム搬送の張力がかかることから、引張り強度の高い二軸延伸フィルムに塗布することが好ましい。
【0041】
次に、本発明における外層フィルム5について説明する。外層フィルム5としては、熱的な寸法安定性に優れたフィルムが良好に使用される。これは、外層フィルムの内面側にグラビア印刷後、80℃近傍の焼付温度がかかるため、これに耐えうる必要があるためである。外層フィルム5としては、耐熱性及び引っ張り強度が大きいという理由で、二軸延伸フィルムがより好ましい。
【0042】
このような外層フィルムとしては例えば、ポリアミド系フィルムやポリエステル系フィルムが用いられる。
使用されるフィルムとしては具体的に、ポリアミド系フィルムの材料樹脂としては特に制限はなく、例えばナイロン6、ナイロン8、ナイロン6,6、ナイロン6/6,6共重合体、ナイロン6,10、メタキシリレンアジパミド(MXD6)、ナイロン11、ナイロン12等を使用することができる。
【0043】
ポリエステル系フィルムの樹脂材料としては具体的には、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)等が挙げられる。あるいは、これらの性質を損なわない範囲で、他のポリエステル単位を含むコポリエステルを使用してもよい。このようなコポリエステル形成用の共重合成分としては、イソフタル酸、p−β−オキシエトキシ安息香酸、ナフタレン2,6−ジカルボン酸、ジフエノキシエタン−4,4′−ジカルボン酸、5−ナトリウムスルホイソフタル酸、アジピン酸、セバシン酸またはこれらのアルキルエステル誘導体などのジカルボン酸成分;プロピレングリコール、1,4−ブタンジオール、ネオペンチルグリコール、1,6−ヘキシレングリコール、シクロヘキサンジメタノール、ビスフエノールAのエチレンオキサイド付加物、ジエチレングリコール、トリエチレングリコールなどのグリコール成分を挙げることができる。
【0044】
なお、外層フィルムの厚みとしては、多層フィルムの用途等により適宜選択されるものであるが、例えばナイロンの場合は10〜30μmが好ましい。また、PETフィルムの場合は6〜28μmであることが好ましい。
なお、外層フィルム5の内容物側の面には、密着性確保のため、コロナ処理を行うことが好ましい。
また、外層フィルム5の内側(内容物側)には一般的に、印刷が施されインキ層4が設けられるが、当該インキ層の厚さとしては、2〜8μmであることが好ましい。
【0045】
続いて、本発明における多層フィルム1の内層フィルム2について説明する。
内層フィルム2としては、パウチやヒートシール蓋にするためにヒートシール性に優れたポリエチレン(PE)フィルムやポリプロピレン(PP)フィルムなどのポリオレフィン系フィルムが好適に使用される。
【0046】
内層フィルムの厚みとしては特に制限はないが、たとえばポリエチレンフィルムの場合50〜200μm、ポリプロピレンフィルムの場合30〜150μmであることが好ましい。また、内層フィルムは無延伸フィルムが好ましい。
【0047】
なお、本発明において、前記内層フィルムと前記外層フィルムとの間に更に1以上の中間層を含んでいても良く、その場合、各層間のうち少なくとも1カ所に接着剤層を設ける構成としても良い。
例えば、図2に示す多層フィルムのように、内層フィルム2と外層フィルム5の間に中間層7を設けても良い。図2の例においては、内層側から、内層フィルム;接着剤層(1);中間層;接着剤層(2);外層フィルム、の5層構成となっているが、接着剤層(1)・(2)はどちらか一方だけでも良い。また、各層間にさらにインキ層を設けても良い。
前記中間層は複数設けてもよく、全体として7層構成、或いはそれ以上としても良い。
【0048】
中間層としては、ガスバリアー性を有する樹脂が挙げられ、たとえば、ナイロン樹脂、特にナイロン6、ナイロン8、ナイロン11、ナイロン12、ナイロン6,6、ナイロン6,10、ナイロン10,6、ナイロン6/6,6共重合体等の脂肪族ナイロン、ポリメタキシリレンアジパミド等の部分芳香族ナイロン、さらにはポリグリコール酸樹脂、アルミニウム箔が挙げられる。
また、上記材料からなるフィルムには、酸化ケイ素蒸着膜や有機ケイ素金属膜、ダイヤモンドライクカーボン蒸着膜、炭化水素系蒸着膜などの蒸着層を設けても良い。
【0049】
また、中間層としてはさらに、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、直鎖状低密度ポリエチレン(LLDPE)、直鎖状超低密度ポリエチレン(LVLDPE)等のポリエチレン(PE)、ポリプロピレン(PP)、エチレン−プロピレン共重合体、ポリブテン−1、エチレン−ブテン−1共重合体、プロピレン−ブテン−1共重合体、エチレン−プロピレン−ブテン−1共重合体、エチレン−酢酸ビニル共重合体(EVA)、イオン架橋オレフィン共重合体(アイオノマー)或いはこれらのブレンド物等を使用することもできる。
また、上記オレフィン系樹脂の表面に、無機化合物を蒸着し、或いはポリビニルアルコール等のガスバリアー性を有する樹脂をコーティングすることも可能である。
これら中間層の厚みは、5〜100μmが好ましい。
【0050】
続いて、本発明における多層フィルムの製造方法を説明する。本発明における多層フィルムの製造方法は、
主剤及び硬化剤を加熱・混合し無溶剤接着剤とする工程と、外層フィルムに100〜200m/minの塗布速度で無溶剤接着剤を塗布する工程と、
前記接着剤を塗布した外層フィルムの接着剤面に、接着剤を塗布していない内層フィルムを合わせながらラミネートする工程と、を有する。
あるいは、主剤及び硬化剤を加熱・混合し無溶剤接着剤とする工程と、内層フィルムに100〜200m/minの塗布速度で無溶剤接着剤を塗布する工程と、前記接着剤を塗布した内層フィルムの接着剤面に接着剤を塗布していない外層フィルムを合わせながらラミネートする工程と、を有する方法であっても良い。
ここで、前記無溶剤型接着剤の粘度は、300〜900mPa・s/70℃であることが好ましい。
多層フィルムが中間層を有する場合には、接着剤を塗布したフィルムに接着剤を塗布していないフィルムを合わせながらラミネートする行程を複数回繰り返して多層フィルムを製造することができる。
【0051】
図3は、本発明においてラミネートに用いるラミネータである。
図3において、31は主剤タンク、32は硬化剤タンク、33は接着剤供給装置、34は外層フィルム、35は接着剤塗布部、36はラミネート部、37は内層フィルム、38は多層フィルムを示すものである。
【0052】
本発明のラミネーション行程の一例を図3に沿って説明すると、主剤タンク31及び硬化剤タンク32において、主剤及び硬化剤を加熱し、接着剤供給装置33において主剤と硬化剤それぞれを所定量供給する。それぞれ供給された主剤と硬化剤は、コーティング部35の最初のロール直前で混合されてコーティング部35に供給される。外層フィルム34をコーティング部35を通して、外層フィルム34に接着剤を約150m/minの速度で塗布した後、当該外層フィルム34の接着剤面に内層フィルム37を合わせながら約150m/minのラミネート速度でゴムロールと金属ロールでニップすることによって40〜80℃で加熱圧着して巻き取る。なお、巻き取ったラミネートフィルムは接着剤の硬化促進のため、30〜70℃の温度にてエージングを行う。
なお、エージングに関しては、接着剤の硬化速度を促進するため、また高い接着力を得るために、ラミネートフィルムを恒温でエージングする。エージングの時間、温度は、接着剤の種類、フィルム構成、ラミネート条件、等によって異なるが、30〜70℃で数日間行うことが好ましい。
なお、上記製造方法は一例であり、この他の方法で製造しても良い。
【実施例】
【0053】
次に、実施例により本発明をさらに説明するが、以下の具体例は本発明を限定するものではない。
【0054】
(実施例1〜4、比較例1)
表1に実施例及び比較例に使用した接着剤の組成を示す。
【0055】
(外層フィルム・内層フィルム)
外層フィルムとして、膜厚15μmの二軸延伸ナイロンフィルムの片面に、グラビア印刷で、酸化チタン顔料を含んだ白インキを厚さ5μmに印刷した。内層フィルムとして膜厚150μmの無延伸の直鎖状低密度ポリエチレン(LLDPE)フィルムを使用した。
【0056】
(多層フィルムの作成)
表1に示す接着剤主剤及び硬化剤を、それぞれ別々にタンク中で80℃に加熱し、接着剤供給装置で表1に示す重量配合比になるように主剤と硬化剤をコーター部に配管で供給し、接着剤塗布装置のロールの直前で混合した。コーターのロールを通過させて、外層フィルムの印刷面に接着剤を70℃で塗布して、接着剤塗布フィルムを作成した。塗布量は2.5g/m2で、塗布速度は150m/min.であった。
この接着剤塗布フィルムをラミネート部に搬送し、接着剤層を介して内層フィルムと加圧下60℃でラミネートし、多層フィルムを作成した。ラミネート速度は150m/min.で行った。この多層フィルムを40℃で3日間保持して、接着剤を硬化させた。
【0057】
(分析・測定方法)
接着剤の粘度は、TOKIMEC社製B8L型粘度計を使用し、JIS K 7117-2に規定された方法によって測定した。
分子量はGPC(ゲルパーミエーションクロマトグラフィ)法で測定した。
接着剤の塗布量は、外層フィルムとして二軸延伸ポリプロピレン(OPP)フィルムを使用し、実験例と同じ条件で接着剤を塗布し、内層フィルムとして二軸延伸ポリプロピレン(OPP)フィルムを使用して多層フィルムを作製した。その多層フィルムを100mm×100mmに切り出し、重量を測定したのち、接着層から剥離し、接着層を酢酸エチルで溶解したのち、内外層フィルムのみの重量を測定して減算することによって接着剤層の重量とした。
【0058】
(パウチの作成)
このようにして作成した多層フィルムから、幅130mm・折り込み幅36mmになるように底部材を切り出し、内面層を合わせた2枚の多層フィルムに、底部材の内面層を合わせた状態で挟み込み、200℃でヒートシールして底部をシールした後、2枚の多層フィルムの内層側をあわせて200℃でヒートシールしてサイド部2辺をシールして、幅130mm、高さ260mmの容量540ml用の詰め替えパウチを作成した。
【0059】
次に、実施例及び比較例で得た多層フィルム及びパウチを以下の方法で評価した。
(濡れ性)
「濡れ不良」の評価方法は、ラミネート直後の多層フィルムを、幅1m、長さ3mについて視覚で検査し、はじき部の程度を評価した。はじきなしを「○」、はじきの最大直径が2mm以下の場合を「△」、はじきの最大直径が2mmを超える場合を「×」とした。「○」と「△」を許容範囲内とした。
【0060】
(ラミネート強度)
作成した詰め替えパウチにアタック(花王社商品名)を540g充填し、密封して、55℃にて1ヶ月間保管後、気相部分のパウチ側壁多層フィルム部を15mm×100mmに切り出し、内層と外層を定速引張り試験機のチャックに挟んで、引張り速度300mm/minで、引き剥がし荷重を測定した。引き剥がし荷重の平均値を試験片の個別ラミネート強度とし、試験片の長さ方向が詰め替えパウチの高さ方向n=5と幅方向n=5の個別ラミネート強度の平均値をラミネート強度とし、N/15mmで表した。
ラミネート強度が、3.0N/15mm以上の場合を「良」、3.0N/15mm未満の場合を「不良」とした。
【0061】
(耐衝撃性評価)
作成したパウチ内に5℃のイオン交換水540gを充填した後、ヒートシールして密封してサンプルパウチ20袋を作成した。サンプルパウチを1.2mの高さから底部からの落下を10回したのち、水平での落下を10回した。その後、破袋したパウチの数を調べた。
n=20袋で評価を行い、破袋が0の場合を「良」、破袋が1袋以上の場合を「不良」とした。
【0062】
(総合評価)
次の基準で総合評価を行った。
○:濡れ性「○」、かつラミネート強度「良」、かつ耐衝撃性評価「良」
△:濡れ性「△」、かつラミネート強度「良」、かつ耐衝撃性評価「良」
×:濡れ性「×」・ラミネート強度「不良」・耐衝撃性評価「不良」のいずれかが該当するもの
【0063】
(結果)
試験用多層フィルム及びパウチとして先に示したフィルムを用い、表1に示す接着剤条件を採用して前述した方法に従って接着剤塗布を行い、多層フィルム及びそれを用いたパウチを作製した。
得られた多層フィルム及びパウチについて、前述した各種特性の評価等を行い、その結果を表1に示した。
【0064】
表1から次のことが明らかである。
実施例1は、主剤として粘度500mPa・s/70℃で数平均分子量750のポリエステル樹脂を用いた。硬化剤としてHDIとIPDIを混合して、粘度が600mPa・s/70℃で分子量が500の混合硬化剤を作製した。主剤と混合硬化剤を重量で30:20の割合で配合して、粘度540mPa・s/70℃の接着剤にして、外層フィルム印刷面側に塗布した。
得られた多層フィルムの濡れ性は○、パウチのラミネート強度は3.7N/15mm、耐衝撃試験破袋数は0であり、総合評価は○であった。
【0065】
実施例2は、主剤粘度が300mPa・s/70℃で数平均分子量が390のポリエステル樹脂を用い、硬化剤がHDIとIPDIを混合して粘度が300mPa・s/70℃で分子量が460の混合硬化剤を作製し、接着剤粘度が300mPa・s/70℃である以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は○、パウチのラミネート強度は3.8N/15mm、耐衝撃試験破袋数は0であり、総合評価は○であった。
【0066】
実施例3は、主剤粘度が700mPa・s/70℃で数平均分子量が790のポリエステル樹脂を用い、硬化剤がHDIとIPDIを混合して粘度が900mPa・s/70℃で分子量が550の混合硬化剤を作製し、接着剤粘度が780mPa・s/70℃である以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は○、パウチのラミネート強度は3.5N/15mm、耐衝撃試験破袋数は0であり、総合評価は○であった。
【0067】
実施例4は、主剤粘度が980mPa・s/70℃で数平均分子量が850のポリエステル樹脂を用い、硬化剤がHDIとIPDIを混合して粘度が600mPa・s/70℃で分子量が500の混合硬化剤を作製し、主剤と混合硬化剤を重量での配合比が20:10であり、接着剤粘度が860mPa・s/70℃である以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は△、パウチのラミネート強度は3.3N/15mm、耐衝撃試験破袋数は0であり、総合評価は△であった。
【0068】
比較例1は、主剤粘度が6600mPa・s/70℃で数平均分子量が1400のポリエステル樹脂を用い、硬化剤が粘度160mPa・s/70℃で分子量が400のHDIを使用し、主剤と硬化剤を重量で25:10の割合で配合して粘度4760mPa・s/70℃の接着剤にした以外は実施例1と同様にして試験した。
得られた多層フィルムの濡れ性は×、パウチのラミネート強度は2.8N/15mm、耐衝撃試験破袋数は1であった。
濡れ性、ラミネート強度、耐衝撃試験が目標に達せず、総合評価は×であった。
【0069】
【表1】
【産業上の利用可能性】
【0070】
本発明の多層フィルムは無溶剤型接着剤を使用した接着剤層を有し、洗剤、柔軟剤、漂白剤、シャンプー、コンディショナー、あるいは飲料などの液体を内容物とした詰め替えパウチ、レトルトパウチ等の包装容器の製造に適している。
本発明の多層フィルムは接着剤の高速塗布性に適しており、且つ、耐衝撃性・ラミネート強度に優れている。
【図面の簡単な説明】
【0071】
【図1】本発明の多層フィルムの一例を示す図である。
【図2】本発明の多層フィルムの一例を示す図である。
【図3】本発明に使用するラミネータを示す図である。
【符号の説明】
【0072】
1 多層フィルム
2 内層フィルム
3 接着剤層
4 インキ層
5 外層フィルム
7 中間層
31 主剤タンク
32 硬化剤タンク
33 接着剤供給装置
34 外層フィルム
35 接着剤塗布部
36 ラミネート部
37 内層フィルム
38 多層フィルム
【特許請求の範囲】
【請求項1】
順に、少なくとも内層フィルム;接着剤層;外層フィルムを積層してなる多層フィルムであって、
前記接着剤層がポリエステル系の主剤、並びに脂肪族イソシアネート及び脂環族イソシアネートの硬化剤を含む無溶剤型接着剤からなることを特徴とする多層フィルム。
【請求項2】
前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする請求項1に記載の多層フィルム。
【請求項3】
前記無溶剤型接着剤の主剤の粘度が、300〜1000mPa・s/70℃であることを特徴とする請求項1又は2に記載の多層フィルム。
【請求項4】
前記無溶剤型接着剤の硬化剤が、1,6−ヘキサメチレンジイソシアネート(HDI)及び、3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含むことを特徴とする、請求項1〜3のいずれかに記載の多層フィルム。
【請求項5】
前記接着剤層において、接着剤の塗布量が1.5〜3.5g/m2であることを特徴とする請求項1〜4のいずれかに記載の多層フィルム。
【請求項6】
前記外層フィルムが、ポリアミド系又はポリエステル系の二軸延伸フィルムであることを特徴とする請求項1〜5のいずれかに記載の多層フィルム。
【請求項7】
前記内層フィルムがポリオレフィン系フィルムであることを特徴とする、請求項1〜6のいずれかに記載の多層フィルム。
【請求項8】
前記内層フィルムと前記外層フィルムとの間に更に1以上の中間層を含み、各層間のうち少なくとも1カ所に接着剤層を設けることを特徴とする請求項1〜7のいずれかに記載の多層フィルム。
【請求項9】
主剤及び硬化剤を加熱・混合し無溶剤型接着剤とする工程と、
内層フィルム又は外層フィルムのいずれかに100〜200m/minの塗布速度で無溶剤型接着剤を塗布する工程と、
前記接着剤を塗布したフィルムの接着剤面に、接着剤を塗布していない内層フィルム又は外層フィルムのいずれかを合わせながらラミネートする工程と、
を有する多層フィルムの製造方法。
【請求項10】
前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする請求項9に記載の多層フィルムの製造方法。
【請求項11】
請求項1〜8のいずれかに記載の多層フィルムを使用してなる包装容器。
【請求項1】
順に、少なくとも内層フィルム;接着剤層;外層フィルムを積層してなる多層フィルムであって、
前記接着剤層がポリエステル系の主剤、並びに脂肪族イソシアネート及び脂環族イソシアネートの硬化剤を含む無溶剤型接着剤からなることを特徴とする多層フィルム。
【請求項2】
前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする請求項1に記載の多層フィルム。
【請求項3】
前記無溶剤型接着剤の主剤の粘度が、300〜1000mPa・s/70℃であることを特徴とする請求項1又は2に記載の多層フィルム。
【請求項4】
前記無溶剤型接着剤の硬化剤が、1,6−ヘキサメチレンジイソシアネート(HDI)及び、3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI)を含むことを特徴とする、請求項1〜3のいずれかに記載の多層フィルム。
【請求項5】
前記接着剤層において、接着剤の塗布量が1.5〜3.5g/m2であることを特徴とする請求項1〜4のいずれかに記載の多層フィルム。
【請求項6】
前記外層フィルムが、ポリアミド系又はポリエステル系の二軸延伸フィルムであることを特徴とする請求項1〜5のいずれかに記載の多層フィルム。
【請求項7】
前記内層フィルムがポリオレフィン系フィルムであることを特徴とする、請求項1〜6のいずれかに記載の多層フィルム。
【請求項8】
前記内層フィルムと前記外層フィルムとの間に更に1以上の中間層を含み、各層間のうち少なくとも1カ所に接着剤層を設けることを特徴とする請求項1〜7のいずれかに記載の多層フィルム。
【請求項9】
主剤及び硬化剤を加熱・混合し無溶剤型接着剤とする工程と、
内層フィルム又は外層フィルムのいずれかに100〜200m/minの塗布速度で無溶剤型接着剤を塗布する工程と、
前記接着剤を塗布したフィルムの接着剤面に、接着剤を塗布していない内層フィルム又は外層フィルムのいずれかを合わせながらラミネートする工程と、
を有する多層フィルムの製造方法。
【請求項10】
前記無溶剤型接着剤の粘度が、300〜900mPa・s/70℃であることを特徴とする請求項9に記載の多層フィルムの製造方法。
【請求項11】
請求項1〜8のいずれかに記載の多層フィルムを使用してなる包装容器。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−23379(P2010−23379A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−189219(P2008−189219)
【出願日】平成20年7月22日(2008.7.22)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月22日(2008.7.22)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]