
無溶接杭継手およびその製造方法
【課題】 無溶接で、かつ簡単な作業で上下の杭を接続でき、また上下の杭間での軸力、曲げモーメント、剪断力の伝達が確実に行える無溶接杭継手を提供する。
【解決手段】 下杭2の上端外周に設けられた下杭ねじ筒4と、上杭3の下端外周に設けられた上杭ねじ筒5と、両ねじ筒4,5に渡って螺合するねじ筒からなるカプラ8とを有する。下杭2の上端面および上杭3の下端面に端板9,10を設ける。いずれか一方の端板9,10における円周方向の複数箇所に取付孔11を設け、他方の端板9,10に位置決め孔12を設ける。前記取付孔11に取付けられて位置決め孔に挿入される位置決め兼剪断力受けボルト13を設ける。
【解決手段】 下杭2の上端外周に設けられた下杭ねじ筒4と、上杭3の下端外周に設けられた上杭ねじ筒5と、両ねじ筒4,5に渡って螺合するねじ筒からなるカプラ8とを有する。下杭2の上端面および上杭3の下端面に端板9,10を設ける。いずれか一方の端板9,10における円周方向の複数箇所に取付孔11を設け、他方の端板9,10に位置決め孔12を設ける。前記取付孔11に取付けられて位置決め孔に挿入される位置決め兼剪断力受けボルト13を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、建物の杭基礎等される杭、例えば鋼管杭、コンクリート杭、鋼管コンクリート併用杭等の各種の杭における上下の杭を接続する無溶接杭継手およびその製造方法、並びにこの無溶接杭継手を用いた杭接続体構造に関する。
【背景技術】
【0002】
最近の杭は、上部構造から基礎を介して杭が地盤に確実に力を伝達できる性能が求められている。1本の杭は、単一、または複数本の杭材で構成され、複数本の杭材で構成される場合は、上杭は曲げモーメントも負担し、各種の異なる杭材が用いられるケースも増加している。
また、従来、杭の継手は現場溶接が多用されていたが、現在では無溶接継手工法も見られるようになった(例えば、特許文献1,2)
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−64273号公報
【特許文献2】特開平9−119132号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の無溶接杭継手工法は、複雑な納まりになっており、取付作業もノウハウが必要な状況にある。また、上部構造から基礎を介して杭が地盤に確実に力を伝達できる性能を得るにつき、継手における力の伝達が不十分となる恐れがある。
【0005】
これらの問題を解消するものとして、上下の杭にねじを設けてねじ筒で接続するものを試みた。しかし、ねじによる取付けは、上下の杭のねじ溝の位相を合わせなければ締め付けることができない。そのため、上側の杭の上下位置を変えながら、あるいは杭を回すことで、上下の杭のねじ溝の位相の合致点を見つけることが必要となる。このような作業が必要であるため、大型の重量物となる杭では、このねじ溝の位相の合致点を見つけるのは至難であり、実用化が難しい。
【0006】
また、従来、杭頭と基礎の鉄筋との接続構造において、一部で無溶接化が図られているが、接続が不十分という問題点がある。
【0007】
この発明の目的は、無溶接で、かつ簡単な作業で上下の杭を接続でき、また上下の杭間での軸力、曲げモーメント、剪断力の伝達が確実に行える無溶接杭継手を提供することである。
この発明の他の目的は、この発明の無溶接杭継手を簡単に、かつ各杭を互換性のあるものとして製造できる方法を提供することである。
この発明のさらに他の目的は、杭頭における基礎の鉄筋との接続を簡単な構造で堅固に行えるようにした杭接続体構造を提供することがある。
【課題を解決するための手段】
【0008】
この発明の無溶接杭継手は、1本に接続される下杭と上杭とを相互に無溶接で接続する無溶接杭継手であって、前記下杭の杭本体の上端外周に設けられて外周面が雄ねじとされた下杭ねじ筒と、前記上杭の杭本体の下端外周に設けられて外周面が雄ねじとされた上杭ねじ筒と、これら下杭ねじ筒と上杭ねじ筒とに渡って外周に螺合するねじ筒からなるカプラと、前記下杭の上端面および上杭の下端面にそれぞれ設けられて互いに重なり状態に接触する一対の端板と、これら一対の端板のいずれか一方の端板における円周方向の複数箇所に設けられた内周が雌ねじの取付孔、および他方の端板に前記取付孔と整合して設けられた位置決め孔と、雄ねじ部およびダボを有し前記雄ねじ部で前記一方の端板の前記各取付孔に螺合してダボが前記他方の端板の前記位置決め孔に挿入される複数本の位置決め兼剪断力受けボルトとを備えることを特徴とする。
【0009】
この構成によると、上下の杭は、重なり状態に接する端板があるため、軸方向には基準となる確固なる面が常に存在する。すなわち端板表面が基準面となる。また、一方の端板の取付孔に取付けられ位置決め兼剪断力受けボルトが、他方の端板の位置決め孔に挿入されるため、上下の杭の円周方向の位相の関係が常に一致する。このように軸方向位置および回転方向位置の関係が互いに常に一致するため、上下の杭の製造時にねじ筒のねじ溝の位相と、端板や位置決め孔との位置関係を正しく定めておけば、現場では、上下の杭を端板同士で接触させ、両端板の位置決め孔と取付孔を一致させることで、上下の杭のねじ筒におけるねじ溝の螺旋が連続する位置関係となる。したがってねじ筒からなるカプラによる接続が簡単に行える。
また、荷重伝達につき、軸力は杭本体から端板を通じて下部へ伝達され、曲げ力は、上下のねじ筒とカプラとを介して伝達される。剪断力は、両端板の接触面における摩擦力とカプラとで主に伝達され、剪断力による上下の杭間にある程度のずれが生じると、位置決め兼剪断力受けボルトを介しても伝達される。そのため、上下の杭間での軸力、曲げモーメント、剪断力の伝達も確実に行える。
【0010】
この発明において、前記下杭の上端と上杭の下端とに、互いに円周方向の位相を合わせるためのマークが施され、前記下杭と上杭の前記端板が重なり、かつ前記上下の杭の前記マークの位相が合致した状態で、前記下杭ねじ筒と上杭ねじ筒とは、互いに雄ねじ部のねじ溝中心となる螺旋を成す線が連続する位置関係となるものとしても良い。
上記マークは、必ずしも設けなくても良いが、上記マークが施されていると、上下のマークが合う位置で、端板にねじ込まれている位置決め兼剪断力受けボルトを端板の位置決め孔に挿入すれば良い、現場作業性がより向上する。
【0011】
この発明において、前記カプラを前記下杭ねじ筒と上杭ねじ筒に対して焼き嵌めしても良い。すなわち、カプラを加熱により一時的に拡径させた状態で、下杭ねじ筒と上杭ねじ筒にねじ込んで締結する。締結後、カプラが常温に冷却されて縮径すると、これらカプラの雌ねじと下杭ねじ筒および上杭ねじ筒の雄ねじの螺合部分における隙間が詰められ、カプラのガタツキが無くなる。なお、焼き嵌めする場合、カプラの内径は、常温で締結する場合より小さくし、上記のようにガタツキがなくなる結合状態となる寸法とする。
【0012】
この発明の無溶接杭継手の製造方法は、この発明の無溶接杭継手を製造する方法であって、下杭ねじ筒と上杭ねじ筒のうちのいずれか一方のねじ筒における接続側端のねじ溝開始位置となる円周方向位置にねじ溝開始マークを施し、このねじ筒に前記端板を仮固定する過程と、この端板に他方の端板を重ねて、前記取付孔と位置決め孔とに渡って挿通される製造過程用ボルトにより両端板を結合し、かつこれら端板の外周に位置して、前記一方のねじ筒の端面に、定められた厚さの環状スペーサを配置する過程と、このスペーサに端面を接してもう片方のねじ筒を配置すると共に、両ねじ筒に渡って前記カプラを螺合させ、前記他方のねじ筒と端板とを仮固定する過程と、両ねじ筒に互いの現場接続での位相合わせのための前記マークを付す過程と、前記製造過程用ボルトを外し、両ねじ筒とそのねじ筒側の端板とをそれぞれ溶接し、ねじ筒と端板とでなる継手部品とする過程と、各継手部品を杭本体に取付ける過程とを含む。
この製造方法によると、上下の端板を製造過程用ボルトで接続して位相関係を定め、かつ定められた厚さの環状スペーサを介在させた状態で上下のねじ筒間の軸方向位置の関係を保ち、カプラを上下のねじ筒に渡って螺合させる。そのため、一方のねじ筒に対して、軸方向位置および位相の関係を保った状態で、ねじ筒と端板とでなる継手部品が製造される。したがって、この製造方法で製造された下杭と上杭とを複数本準備し、任意の下杭と上杭とを組み合わせても、上下の杭を端板同士で接触させ、両端板の位置決め孔と取付孔を一致させることで、上下の杭のねじ筒におけるねじ溝の螺旋が連続する位置関係となる。このため、各杭が互換性のあるものとなり、上下の杭を1対1の関係で準備する必要がなく、杭の保管や管理が容易に行える。
【0013】
この発明の杭接続体構造は、この発明の上記いずれかの構成の無溶接杭継手を用いて複数本の杭を接続した杭接続体構造であって、上端の杭の上端面に端板を設け、この端板に複数のねじ孔を設け、杭上基礎の上下方向に延びる鉄筋の下端に雄ねじ部を設け、この雄ねじ部を前記上端の杭の端板のねじ孔に螺合させたものである。
この構成によると、杭頭と杭上基礎の鉄筋との接続について、ねじによる機械式定着工法を用いて、簡単な構造で堅固に行うことができる。
【0014】
この発明の杭接続体構造において、前記鉄筋の上端に拡径頭部を設けても良い。拡径頭部を設けた場合、定着長さの確保等のためのU字状やL字状の屈曲部を設ける必要がなく、基礎の鉄筋が簡素され、上記鉄筋と基礎内に埋め込まれる他の物との干渉を回避して作業の簡素化を図ることができる。
【発明の効果】
【0015】
この発明の無溶接杭継手は、1本に接続される下杭と上杭とを相互に無溶接で接続する無溶接杭継手であって、前記下杭の杭本体の上端外周に設けられて外周面が雄ねじとされた下杭ねじ筒と、前記上杭の杭本体の下端外周に設けられて外周面が雄ねじとされた上杭ねじ筒と、これら下杭ねじ筒と上杭ねじ筒とに渡って外周に螺合するねじ筒からなるカプラと、前記下杭の上端面および上杭の下端面にそれぞれ設けられて互いに重なり状態に接触する一対の端板と、これら一対の端板のいずれか一方の端板における円周方向の複数箇所に設けられたねじ孔、および他方の端板に前記ねじ孔と整合して設けられた位置決め孔と、雄ねじ部およびダボを有し前記雄ねじ部で前記一方の端板の前記各ねじ孔に螺合してダボが前記他方の端板の前記位置決め孔に挿入される複数本の位置決め兼剪断力受けボルトとを備えるため、無溶接で、かつ簡単な作業で上下の杭を接続でき、かつ上下の杭間での軸力、曲げモーメント、剪断力の伝達が確実に行われるという効果が得られる。
【0016】
この発明の無溶接杭継手の製造方法は、この発明の無溶接杭継手を製造する方法であって、下杭ねじ筒と上杭ねじ筒のうちのいずれか一方のねじ筒における接続側端のねじ溝開始位置となる円周方向位置にねじ溝開始マークを施し、このねじ筒に前記端板を仮固定する過程と、この端板に他方の端板を重ねて、前記ねじ孔と位置決め孔とに渡って挿通される製造過程用ボルトにより両端板を結合し、かつこれら端板の外周に位置して、前記一方のねじ筒の端面に、定められた厚さの環状スペーサを配置する過程と、このスペーサに端面を接してもう片方のねじ筒を配置すると共に、両ねじ筒に渡って前記カプラを螺合させ、前記他方のねじ筒と端板とを仮固定する過程と、両ねじ筒に互いの現場接続での位相合わせのための前記マークを付す過程と、前記製造過程用ボルトを外し、両ねじ筒とそのねじ筒側の端板とをそれぞれ溶接し、ねじ筒と端板とでなる継手部品とする過程と、各継手部品を杭本体に取付ける過程とを含むであるため、上記無溶接杭継手を容易に製造でき、また各杭が互換性のあるものとなり、上下の杭を1対1の関係で準備する必要がなく、杭の保管や管理が容易に行える。
【0017】
この発明の杭接続体構造は、この発明の無溶接杭継手を用いて複数本の杭を接続した杭接続体構造であって、上端の杭の上端面に端板を設け、この端板に複数のねじ孔を設け、杭上基礎の上下方向に延びる鉄筋の下端に雄ねじ部を設け、この雄ねじ部を前記上端の杭の端板のねじ孔に螺合させたものであるため、杭頭における杭上基礎の鉄筋との接続を簡単な構造で堅固に行うことができる。
【図面の簡単な説明】
【0018】
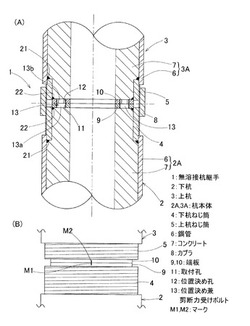
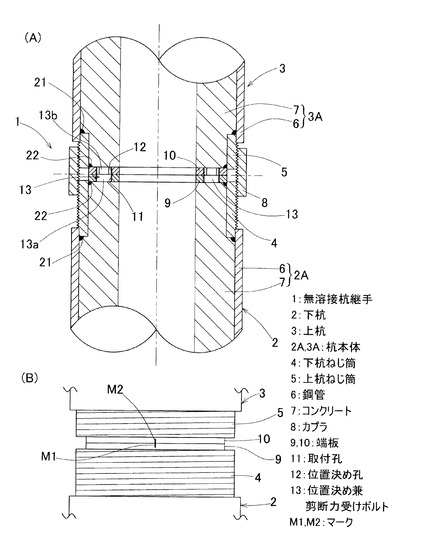
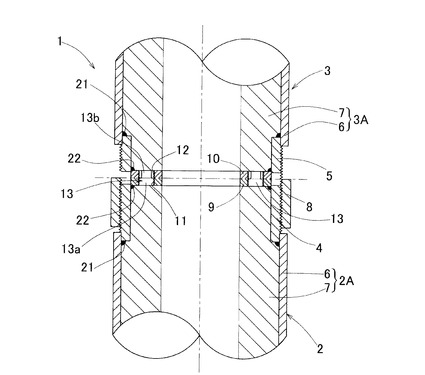
【図1】この発明の一実施形態に係る無溶接杭継手の破断正面図および部分正面図である。
【図2】同無溶接杭継手の接続作業途中の状態を示す破断正面図である。
【図3】同無溶接杭継手の下杭ねじ筒の一部省略正面図である。
【図4】同無溶接杭継手の製造過程の流れ図である。
【図5】同無溶接杭継手における位置決め兼剪断力受けボルトの周辺部の変形例を示す部分拡大断面図および部分分解斜視図である。
【図6】同無溶接杭継手を用いた杭接続体構造の部分省略分解斜視図である。
【発明を実施するための形態】
【0019】
この発明の一実施形態を図面と共に説明する。この無溶接杭継手1は、1本に接続される下杭2と上杭3とを相互に無溶接で接続する継手である。下杭2の杭本体2Aの上端外周に、外周面が雄ねじとされた下杭ねじ筒4が設けられ、上杭3の杭本体3Aの下端外周に、外周面が雄ねじとされた上杭ねじ筒5が設けられる。各ねじ筒4,5は鋼管からなる。各杭本体2A,3Aの構造は、図示の例では、鋼管6と、この鋼管6の内周に設けられたコンクリート7とでなる中空軸状の複合杭構造とされている。各杭本体2A,3Aは、この他に、鋼管のみからなるものであっても、コンクリートのみからなるものであっても良く、また上杭2の杭本体2Aと下杭3の杭本体3Aとが互いに異なる構造であっても良い。下杭ねじ筒4および上杭ねじ筒5は、それぞれ杭本体2A,3Aの鋼管6の内周に端部が嵌合し、その嵌合状態で隅肉溶接等の溶接部21で接合されている。
【0020】
下杭ねじ筒4と上杭ねじ筒5とに渡って、内周面が雌ねじとされたねじ筒からなるカプラ8が外周に螺合する。カプラ8は鋼管からなる。下杭2の上端面および上杭3の下端面には、一対の端板9,10が設けられ、これら端板9,10は、下杭2と上杭3の突き合わせ状態で、互いに重なり状態に接触する。これら端板9,10は、鋼板からなる環状の板であり、下杭ねじ筒4の内周面の上端、および上杭ねじ筒5の下端に、それぞれ端面から突出して嵌合し、これら下杭ねじ筒4および上杭ねじ筒5に、隅肉溶接等の溶接部22で接合されている。
【0021】
下杭2の端板9における円周方向の複数箇所には内周が雌ねじの取付孔11が設けられ、上杭3の端板10は、取付孔11と整合して位置決め孔12が設けられている。各取付孔11には、位置決め兼剪断力受けボルト13の雄ねじ部13aが螺合して取付けられ、位置決め兼剪断力受けボルト13のダボ13bが、上杭2側の端板10の位置決め孔12に嵌まり込んでいる。なお、上記とは逆に、取付孔11を上杭3の端板10に設け、位置決め孔12を下杭2の端板9に設けても良い。図示の例では、取付孔11と位置決め孔12は、いずれもねじ孔で互いに同径とされ、両端板9,10を互いに同じ構成で互換性のある部品としている。位置決め兼剪断力受けボルト13のダボ13bは、雄ねじ部13aの溝底径と同じかまたは若干小径の丸軸部とされている。取付孔11および位置決め孔12の個数は、3つ以上であることが好ましく、杭径に応じて、例えば6箇所ないし8箇所程度に設けられる。
【0022】
下杭2の外周面の上端と、上杭3の外周面の下端とには、図1(B)のように、互いに円周方向の位相を合わせるためのマークM1,M2が施される。マークM1,M2は、端板9,10の外周面に設けても良く、またねじ筒4,5または杭本体2A,3Aの外周面に設けても良い。この例では、端板9,10の外周面に設けている。マークM1,M2は、例えば軸方向に沿う線とされる。下杭2と上杭3の端板9,10が重なり、かつ両側の杭2,3の前記マークM1,M2の位相が合致した状態で、下杭ねじ筒4と上杭ねじ筒5とは、互いに雄ねじ部のねじ溝中心となる螺旋を成す線が連続する。
【0023】
この構成の無溶接杭継手1の現場接続作業においては、図2に示すように、下杭2の端板9の各取付孔11に、位置決め兼剪断力受けボルト13を雄ねじ部13aを螺合させて取付け、カプラ8はその全体を下杭ねじ筒4にねじ込んでおく。カプラ8はその全体を上杭ねじ筒5にねじ込んでおいてもよい。この状態で、下杭2に取付けられている各位置決め兼剪断力受けボルト13のダボ13bが上杭3の端板10の位置決め孔12に嵌まり込むようにして、上杭3を下杭2上に端板9,10が重なるように載置する。このとき、上記マークM1,M2が一致するダボ13bと位置決め孔12が嵌まり合うようにすることで、下杭ねじ筒4と上杭ねじ筒5のねじ溝の螺旋を成す線が繋がる位置関係になる。したがって、下杭ねじ筒4の外周にあるカプラ8は、ねじ戻すことで上杭ねじ筒5に螺合する。このようにして、カプラ8を、図1のように下杭ねじ筒4と上杭ねじ筒5の両者に渡って螺合する状態とすることで、下杭2と上杭3とが接続された状態となる。
【0024】
この場合に、上下の杭3,2は、重なり状態に接する端板9,10があるため、軸方向には基準となる確固なる面が常に存在する。すなわち端板9,10の表面が基準面となる。また、一方の端板9の取付孔11に取付けられ位置決め兼剪断力受けボルト13が、他方の端板10の位置決め孔12に挿入されるため、上下の杭3,2の円周方向の位相の関係が常に一致する。このように軸方向位置および回転方向位置の関係が互いに常に一致するため、上下の杭2,3の製造時にねじ筒4,5のねじ溝の位相と、端板9,10や取付孔11,位置決め孔12との位置関係を正しく定めておけば、現場では、上下の杭2,3を端板9,10同士で接触させ、両端板9,10の位置決め孔12と取付孔12を一致させることで、上下の杭9,10のねじ筒4,5におけるねじ溝の螺旋が連続する位置関係となる(ただし、位相の合う位置決め孔12と取付孔12を選ぶ必要はある)。したがってねじ筒からなるカプラ8による接続が簡単に行える。
【0025】
この接続状態で、上杭3に作用する上部構造体などによる軸力は、コンクリート6と鋼管6とでなる杭本体3Aから、端板10、9を通じて、下杭2の杭本体2Aに伝達される。曲げモーメントは、上杭ねじ筒5、下杭ねじ筒4、およびカプラ8を介して伝達される。剪断力は、両端板9,10の接触面における摩擦力と、カプラ8とで主に伝達され、剪断力による上下の杭3,2間にある程度のずれが生じると、位置決め兼剪断力受けボルト13のダボ13bが位置決め孔12の内周面に接するため、位置決め兼剪断力受けボルト13を介しても伝達される。
【0026】
上記の例では、カプラ8は常温で締結するようにしたが、カプラ8は、下杭ねじ筒5と上杭ねじ筒4に対して焼き嵌めしても良い。すなわち、カプラ8を加熱により一時的に拡径させた状態で、下杭ねじ筒4と上杭ねじ筒5にねじ込んで締結しても良い。この場合、締結後、カプラ8が常温に冷却されると、縮径してカプラ8の雌ねじと下杭ねじ筒および上杭ねじ筒の雄ねじの螺合部分における隙間が詰められ、カプラガタツキが無くなる。なお、焼き嵌めする場合、カプラ8の内径は、常温で締結する場合より小さくし、上記のようにガタツキがなくなる結合状態となる寸法とする。また、焼き嵌めする場合は、上下の杭2,3の保管時は、そのねじ筒4,5のいずれかにねじ込んでおくことができないため、杭2,3から外れた状態で保管し、杭接続時に、図2のようにねじ込み、図1のようにねじ戻す。
【0027】
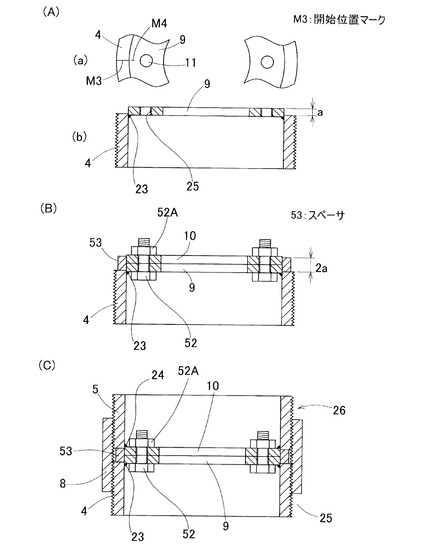
次に、図4と共に、この無溶接杭継手1の製造方法を説明する。まず、いずれか一方の端板9,10、例えば図4(A)のように、下側の端板9とこの端板に対応するねじ筒である下杭ねじ筒4とにつき、円周方向および軸方向の位置を定めて仮溶接部23で仮付けする。円周方向については、下杭ねじ筒4の接続側端のねじ溝の開始位置S(図3)となる円周方向位置に、ねじ溝の開始位置を示すマークとして、開始位置マークM3(図4(A)の(a))を下杭ねじ筒4の端面などに施す。この開始位置マークM3は、上記位相合わせ用のマークM1と兼用されるものであっても、また別に設けたものであっても良い。この開始位置マークM3と、端板9のいずれかの取付孔11の中心(端板9に位置決め孔を設ける場合は位置決め孔の中心)とが合うように、端板9と下杭ねじ筒4との円周方向の位置を定める。この場合に、端板9の外周縁に取付孔11の中心を示すマークM4を付しておいても良く、その場合、両マークM3,M4を合わせることで、より精度良く、簡単に円周方向の位置を定めることができる。軸方向については、下杭ねじ筒4の端面から端板9の上面が、定められた距離aだけ突出するようにする。この距離aは、次の過程で用いるスペーサ51の厚さ2aの1/2であるが、厚さ2aは、任意に定められた距離で良い。
【0028】
ついで、図4(B)のようにもう1枚の端板10を、端板9の上に重ね、これら端板9,10の取付孔11と位置決め孔12に渡って挿通させた製造過程用ボルト52とナット52Aとで、両端板9,10を結合する。これら端板9,10の外周に位置して、下杭ねじ筒4の端面上には、上記の定められた厚さ2aの環状のスペーサ53を置く。
【0029】
この後、図4(C)のように、スペーサ53に他方のねじ筒である上杭ねじ筒5を配置し、カプラ8を両ねじ筒4,5に渡って螺合させる。カプラ8は、製品として用いられるものを用いても、また製造過程専用のものであっても良い。この状態で、上杭ねじ筒5と上側の端板10とを仮溶接部24で仮付けする。この状態で、両ねじ筒4,5はカプラ8で接続されているため、互いに分離させた後も、この軸方向および円周方向の位置が再現できれば、両ねじ筒4,5のねじ溝はその螺旋形状が連続した関係にあって、カプラ8で接続可能となる。この再現の容易のために、両ねじ筒4,5には、互いの現場接続での位相合わせのための前記マークM1,M2(図1(B))を施す。なお、軸方向位置は、端板9,10で接すれば、自然に両ねじ筒4,5の位置関係が再現されるため、特にマークは不要である。
ついで、製造過程用ボルト52を外し、両ねじ筒4,5とそのねじ筒4,5側の端板9,10とをそれぞれ本溶接の溶接部22(図1)で溶接し、下杭ねじ筒4と端板9とでなる継手部品25、および上杭ねじ筒5と端板10とでなる継手部品26とする。このように製造された継手部品25,26を杭本体2A,3Aに取付けることで、下杭2および上杭3となる。
【0030】
この製造方法で下杭2および上杭3を製造することにより、無溶接杭継手1を容易に製造することができる。また、複数本の下杭2および上杭3を製造する場合、上記の工程でを製造し、同じ厚さ2aのスペーサを用いて製造することにより、複数本製造しても、その複数本間で、下杭2と上杭3の組み合わせにつき、自由に組み合わせても接続可能となる互換性のあるものとして製造できる。したがって、下の杭3,2を1対1の関係で準備して保管する必要がなく、杭2,3の保管や管理が容易に行える。
【0031】
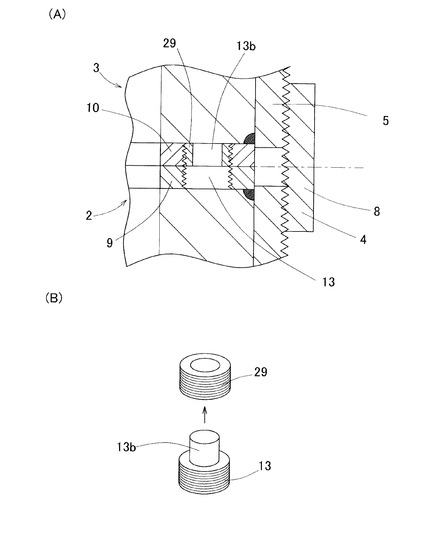
なお、上記実施形態では、図1のように位置決め兼剪断力受けボルト13のダボ13bが、上杭2側の端板10の位置決め孔12に直接に嵌まり込むようにしたが、図5に示すように、上杭2側の端板10のねじ孔からなる位置決め孔12に、外周が雄ねじとなった円筒形の隙間埋め筒29をねじ込み、この隙間埋め筒29に位置決め兼剪断力受けボルト13のダボ13bを嵌まり込ませても良い。施工順は、隙間埋め筒29を位置決め孔12にねじ込んだ後にダボ13bを嵌まり込ませても、また置決め孔12にダボ13bを嵌まり込ませた後、隙間埋め筒29がダボ13bに嵌まるように、隙間埋め筒29を位置決め孔12にねじ込んでも良い。このように隙間埋め筒29を設けることで、ダボ13bの周囲の遊びが詰められ、そのためせん断力を伝達をより確実に行うことができる。図5におけるその他の構成は、図1の例と同じである。
【0032】
図6は、杭接続体構造の実施形態を示す。この杭接続体構造は、図1の実施形態の無溶接杭継手1を用いて、複数本の杭30を接続した杭接続体構造であって、次に述べるように、杭上基礎(図示せず)との接続構造を備える。各杭30は、上記の下杭2または上杭3となる。3本以上の杭30を接続した杭接続体では、中間の杭30は、その中間の杭30の上側の無溶接杭継手1においては下杭2となり、下側の無溶接杭継手1においては上杭3となる。無溶接杭継手1については、同図においては簡略して図示している。
【0033】
この杭接続体からなる杭基礎において、この杭基礎の上に設けられる杭上基礎(図示せず)との鉄筋の接続のために、上端の杭30Aの上端面に端板31を設ける。この端板31に複数のねじ孔32を設け、杭上基礎の上下方向に延びる主筋となる各鉄筋34の下端には雄ねじ部34aを設ける。この雄ねじ部34aを上端の杭30Aの端板31のねじ孔32に螺合させる。図では1本の鉄筋34のみを図示し、他の鉄筋の図示を省略している。雄ねじ部34aは、例えば、鉄筋34の鉄筋本体34bよりも大径の丸棒に雄ねじを切り、鉄筋本体34bの端面に摩擦圧接等により接合したものである。鉄筋34の他端には、定着用の拡径頭部34cが設けられている。上記杭上基礎は、杭基礎と併用される基礎であれば特に問わず、独立基礎であっても、基礎梁が接続される柱状基礎であっても、また布基礎であっても良い。
【0034】
この構成の杭接続体構造によると、杭頭と杭上基礎の鉄筋34と接続について、ねじによる機械式定着工法を用いて、簡単な構造で堅固に行うことができる。また、鉄筋34の上端に拡径頭部34cを設けたため、定着長さの確保等のためのU字状やL字状の屈曲部を設ける必要がなく、杭上基礎の配筋が簡素され、上記鉄筋34と杭上基礎内に埋め込まれる他の物との干渉を回避して作業の簡素化を図ることができる。
【符号の説明】
【0035】
1…無溶接杭継手
2…下杭
3…上杭
2A,3A…杭本体
4…下杭ねじ筒
5…上杭ねじ筒
6…鋼管
7…コンクリート
8…カプラ
9,10…端板
11…取付孔
12…位置決め孔
13…位置決め兼剪断力受けボルト
31…端板
34…鉄筋
34a…雄ねじ部
32…ねじ孔
53…スペーサ
M1,M2…マーク
M3…開始位置マーク
【技術分野】
【0001】
この発明は、建物の杭基礎等される杭、例えば鋼管杭、コンクリート杭、鋼管コンクリート併用杭等の各種の杭における上下の杭を接続する無溶接杭継手およびその製造方法、並びにこの無溶接杭継手を用いた杭接続体構造に関する。
【背景技術】
【0002】
最近の杭は、上部構造から基礎を介して杭が地盤に確実に力を伝達できる性能が求められている。1本の杭は、単一、または複数本の杭材で構成され、複数本の杭材で構成される場合は、上杭は曲げモーメントも負担し、各種の異なる杭材が用いられるケースも増加している。
また、従来、杭の継手は現場溶接が多用されていたが、現在では無溶接継手工法も見られるようになった(例えば、特許文献1,2)
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−64273号公報
【特許文献2】特開平9−119132号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の無溶接杭継手工法は、複雑な納まりになっており、取付作業もノウハウが必要な状況にある。また、上部構造から基礎を介して杭が地盤に確実に力を伝達できる性能を得るにつき、継手における力の伝達が不十分となる恐れがある。
【0005】
これらの問題を解消するものとして、上下の杭にねじを設けてねじ筒で接続するものを試みた。しかし、ねじによる取付けは、上下の杭のねじ溝の位相を合わせなければ締め付けることができない。そのため、上側の杭の上下位置を変えながら、あるいは杭を回すことで、上下の杭のねじ溝の位相の合致点を見つけることが必要となる。このような作業が必要であるため、大型の重量物となる杭では、このねじ溝の位相の合致点を見つけるのは至難であり、実用化が難しい。
【0006】
また、従来、杭頭と基礎の鉄筋との接続構造において、一部で無溶接化が図られているが、接続が不十分という問題点がある。
【0007】
この発明の目的は、無溶接で、かつ簡単な作業で上下の杭を接続でき、また上下の杭間での軸力、曲げモーメント、剪断力の伝達が確実に行える無溶接杭継手を提供することである。
この発明の他の目的は、この発明の無溶接杭継手を簡単に、かつ各杭を互換性のあるものとして製造できる方法を提供することである。
この発明のさらに他の目的は、杭頭における基礎の鉄筋との接続を簡単な構造で堅固に行えるようにした杭接続体構造を提供することがある。
【課題を解決するための手段】
【0008】
この発明の無溶接杭継手は、1本に接続される下杭と上杭とを相互に無溶接で接続する無溶接杭継手であって、前記下杭の杭本体の上端外周に設けられて外周面が雄ねじとされた下杭ねじ筒と、前記上杭の杭本体の下端外周に設けられて外周面が雄ねじとされた上杭ねじ筒と、これら下杭ねじ筒と上杭ねじ筒とに渡って外周に螺合するねじ筒からなるカプラと、前記下杭の上端面および上杭の下端面にそれぞれ設けられて互いに重なり状態に接触する一対の端板と、これら一対の端板のいずれか一方の端板における円周方向の複数箇所に設けられた内周が雌ねじの取付孔、および他方の端板に前記取付孔と整合して設けられた位置決め孔と、雄ねじ部およびダボを有し前記雄ねじ部で前記一方の端板の前記各取付孔に螺合してダボが前記他方の端板の前記位置決め孔に挿入される複数本の位置決め兼剪断力受けボルトとを備えることを特徴とする。
【0009】
この構成によると、上下の杭は、重なり状態に接する端板があるため、軸方向には基準となる確固なる面が常に存在する。すなわち端板表面が基準面となる。また、一方の端板の取付孔に取付けられ位置決め兼剪断力受けボルトが、他方の端板の位置決め孔に挿入されるため、上下の杭の円周方向の位相の関係が常に一致する。このように軸方向位置および回転方向位置の関係が互いに常に一致するため、上下の杭の製造時にねじ筒のねじ溝の位相と、端板や位置決め孔との位置関係を正しく定めておけば、現場では、上下の杭を端板同士で接触させ、両端板の位置決め孔と取付孔を一致させることで、上下の杭のねじ筒におけるねじ溝の螺旋が連続する位置関係となる。したがってねじ筒からなるカプラによる接続が簡単に行える。
また、荷重伝達につき、軸力は杭本体から端板を通じて下部へ伝達され、曲げ力は、上下のねじ筒とカプラとを介して伝達される。剪断力は、両端板の接触面における摩擦力とカプラとで主に伝達され、剪断力による上下の杭間にある程度のずれが生じると、位置決め兼剪断力受けボルトを介しても伝達される。そのため、上下の杭間での軸力、曲げモーメント、剪断力の伝達も確実に行える。
【0010】
この発明において、前記下杭の上端と上杭の下端とに、互いに円周方向の位相を合わせるためのマークが施され、前記下杭と上杭の前記端板が重なり、かつ前記上下の杭の前記マークの位相が合致した状態で、前記下杭ねじ筒と上杭ねじ筒とは、互いに雄ねじ部のねじ溝中心となる螺旋を成す線が連続する位置関係となるものとしても良い。
上記マークは、必ずしも設けなくても良いが、上記マークが施されていると、上下のマークが合う位置で、端板にねじ込まれている位置決め兼剪断力受けボルトを端板の位置決め孔に挿入すれば良い、現場作業性がより向上する。
【0011】
この発明において、前記カプラを前記下杭ねじ筒と上杭ねじ筒に対して焼き嵌めしても良い。すなわち、カプラを加熱により一時的に拡径させた状態で、下杭ねじ筒と上杭ねじ筒にねじ込んで締結する。締結後、カプラが常温に冷却されて縮径すると、これらカプラの雌ねじと下杭ねじ筒および上杭ねじ筒の雄ねじの螺合部分における隙間が詰められ、カプラのガタツキが無くなる。なお、焼き嵌めする場合、カプラの内径は、常温で締結する場合より小さくし、上記のようにガタツキがなくなる結合状態となる寸法とする。
【0012】
この発明の無溶接杭継手の製造方法は、この発明の無溶接杭継手を製造する方法であって、下杭ねじ筒と上杭ねじ筒のうちのいずれか一方のねじ筒における接続側端のねじ溝開始位置となる円周方向位置にねじ溝開始マークを施し、このねじ筒に前記端板を仮固定する過程と、この端板に他方の端板を重ねて、前記取付孔と位置決め孔とに渡って挿通される製造過程用ボルトにより両端板を結合し、かつこれら端板の外周に位置して、前記一方のねじ筒の端面に、定められた厚さの環状スペーサを配置する過程と、このスペーサに端面を接してもう片方のねじ筒を配置すると共に、両ねじ筒に渡って前記カプラを螺合させ、前記他方のねじ筒と端板とを仮固定する過程と、両ねじ筒に互いの現場接続での位相合わせのための前記マークを付す過程と、前記製造過程用ボルトを外し、両ねじ筒とそのねじ筒側の端板とをそれぞれ溶接し、ねじ筒と端板とでなる継手部品とする過程と、各継手部品を杭本体に取付ける過程とを含む。
この製造方法によると、上下の端板を製造過程用ボルトで接続して位相関係を定め、かつ定められた厚さの環状スペーサを介在させた状態で上下のねじ筒間の軸方向位置の関係を保ち、カプラを上下のねじ筒に渡って螺合させる。そのため、一方のねじ筒に対して、軸方向位置および位相の関係を保った状態で、ねじ筒と端板とでなる継手部品が製造される。したがって、この製造方法で製造された下杭と上杭とを複数本準備し、任意の下杭と上杭とを組み合わせても、上下の杭を端板同士で接触させ、両端板の位置決め孔と取付孔を一致させることで、上下の杭のねじ筒におけるねじ溝の螺旋が連続する位置関係となる。このため、各杭が互換性のあるものとなり、上下の杭を1対1の関係で準備する必要がなく、杭の保管や管理が容易に行える。
【0013】
この発明の杭接続体構造は、この発明の上記いずれかの構成の無溶接杭継手を用いて複数本の杭を接続した杭接続体構造であって、上端の杭の上端面に端板を設け、この端板に複数のねじ孔を設け、杭上基礎の上下方向に延びる鉄筋の下端に雄ねじ部を設け、この雄ねじ部を前記上端の杭の端板のねじ孔に螺合させたものである。
この構成によると、杭頭と杭上基礎の鉄筋との接続について、ねじによる機械式定着工法を用いて、簡単な構造で堅固に行うことができる。
【0014】
この発明の杭接続体構造において、前記鉄筋の上端に拡径頭部を設けても良い。拡径頭部を設けた場合、定着長さの確保等のためのU字状やL字状の屈曲部を設ける必要がなく、基礎の鉄筋が簡素され、上記鉄筋と基礎内に埋め込まれる他の物との干渉を回避して作業の簡素化を図ることができる。
【発明の効果】
【0015】
この発明の無溶接杭継手は、1本に接続される下杭と上杭とを相互に無溶接で接続する無溶接杭継手であって、前記下杭の杭本体の上端外周に設けられて外周面が雄ねじとされた下杭ねじ筒と、前記上杭の杭本体の下端外周に設けられて外周面が雄ねじとされた上杭ねじ筒と、これら下杭ねじ筒と上杭ねじ筒とに渡って外周に螺合するねじ筒からなるカプラと、前記下杭の上端面および上杭の下端面にそれぞれ設けられて互いに重なり状態に接触する一対の端板と、これら一対の端板のいずれか一方の端板における円周方向の複数箇所に設けられたねじ孔、および他方の端板に前記ねじ孔と整合して設けられた位置決め孔と、雄ねじ部およびダボを有し前記雄ねじ部で前記一方の端板の前記各ねじ孔に螺合してダボが前記他方の端板の前記位置決め孔に挿入される複数本の位置決め兼剪断力受けボルトとを備えるため、無溶接で、かつ簡単な作業で上下の杭を接続でき、かつ上下の杭間での軸力、曲げモーメント、剪断力の伝達が確実に行われるという効果が得られる。
【0016】
この発明の無溶接杭継手の製造方法は、この発明の無溶接杭継手を製造する方法であって、下杭ねじ筒と上杭ねじ筒のうちのいずれか一方のねじ筒における接続側端のねじ溝開始位置となる円周方向位置にねじ溝開始マークを施し、このねじ筒に前記端板を仮固定する過程と、この端板に他方の端板を重ねて、前記ねじ孔と位置決め孔とに渡って挿通される製造過程用ボルトにより両端板を結合し、かつこれら端板の外周に位置して、前記一方のねじ筒の端面に、定められた厚さの環状スペーサを配置する過程と、このスペーサに端面を接してもう片方のねじ筒を配置すると共に、両ねじ筒に渡って前記カプラを螺合させ、前記他方のねじ筒と端板とを仮固定する過程と、両ねじ筒に互いの現場接続での位相合わせのための前記マークを付す過程と、前記製造過程用ボルトを外し、両ねじ筒とそのねじ筒側の端板とをそれぞれ溶接し、ねじ筒と端板とでなる継手部品とする過程と、各継手部品を杭本体に取付ける過程とを含むであるため、上記無溶接杭継手を容易に製造でき、また各杭が互換性のあるものとなり、上下の杭を1対1の関係で準備する必要がなく、杭の保管や管理が容易に行える。
【0017】
この発明の杭接続体構造は、この発明の無溶接杭継手を用いて複数本の杭を接続した杭接続体構造であって、上端の杭の上端面に端板を設け、この端板に複数のねじ孔を設け、杭上基礎の上下方向に延びる鉄筋の下端に雄ねじ部を設け、この雄ねじ部を前記上端の杭の端板のねじ孔に螺合させたものであるため、杭頭における杭上基礎の鉄筋との接続を簡単な構造で堅固に行うことができる。
【図面の簡単な説明】
【0018】
【図1】この発明の一実施形態に係る無溶接杭継手の破断正面図および部分正面図である。
【図2】同無溶接杭継手の接続作業途中の状態を示す破断正面図である。
【図3】同無溶接杭継手の下杭ねじ筒の一部省略正面図である。
【図4】同無溶接杭継手の製造過程の流れ図である。
【図5】同無溶接杭継手における位置決め兼剪断力受けボルトの周辺部の変形例を示す部分拡大断面図および部分分解斜視図である。
【図6】同無溶接杭継手を用いた杭接続体構造の部分省略分解斜視図である。
【発明を実施するための形態】
【0019】
この発明の一実施形態を図面と共に説明する。この無溶接杭継手1は、1本に接続される下杭2と上杭3とを相互に無溶接で接続する継手である。下杭2の杭本体2Aの上端外周に、外周面が雄ねじとされた下杭ねじ筒4が設けられ、上杭3の杭本体3Aの下端外周に、外周面が雄ねじとされた上杭ねじ筒5が設けられる。各ねじ筒4,5は鋼管からなる。各杭本体2A,3Aの構造は、図示の例では、鋼管6と、この鋼管6の内周に設けられたコンクリート7とでなる中空軸状の複合杭構造とされている。各杭本体2A,3Aは、この他に、鋼管のみからなるものであっても、コンクリートのみからなるものであっても良く、また上杭2の杭本体2Aと下杭3の杭本体3Aとが互いに異なる構造であっても良い。下杭ねじ筒4および上杭ねじ筒5は、それぞれ杭本体2A,3Aの鋼管6の内周に端部が嵌合し、その嵌合状態で隅肉溶接等の溶接部21で接合されている。
【0020】
下杭ねじ筒4と上杭ねじ筒5とに渡って、内周面が雌ねじとされたねじ筒からなるカプラ8が外周に螺合する。カプラ8は鋼管からなる。下杭2の上端面および上杭3の下端面には、一対の端板9,10が設けられ、これら端板9,10は、下杭2と上杭3の突き合わせ状態で、互いに重なり状態に接触する。これら端板9,10は、鋼板からなる環状の板であり、下杭ねじ筒4の内周面の上端、および上杭ねじ筒5の下端に、それぞれ端面から突出して嵌合し、これら下杭ねじ筒4および上杭ねじ筒5に、隅肉溶接等の溶接部22で接合されている。
【0021】
下杭2の端板9における円周方向の複数箇所には内周が雌ねじの取付孔11が設けられ、上杭3の端板10は、取付孔11と整合して位置決め孔12が設けられている。各取付孔11には、位置決め兼剪断力受けボルト13の雄ねじ部13aが螺合して取付けられ、位置決め兼剪断力受けボルト13のダボ13bが、上杭2側の端板10の位置決め孔12に嵌まり込んでいる。なお、上記とは逆に、取付孔11を上杭3の端板10に設け、位置決め孔12を下杭2の端板9に設けても良い。図示の例では、取付孔11と位置決め孔12は、いずれもねじ孔で互いに同径とされ、両端板9,10を互いに同じ構成で互換性のある部品としている。位置決め兼剪断力受けボルト13のダボ13bは、雄ねじ部13aの溝底径と同じかまたは若干小径の丸軸部とされている。取付孔11および位置決め孔12の個数は、3つ以上であることが好ましく、杭径に応じて、例えば6箇所ないし8箇所程度に設けられる。
【0022】
下杭2の外周面の上端と、上杭3の外周面の下端とには、図1(B)のように、互いに円周方向の位相を合わせるためのマークM1,M2が施される。マークM1,M2は、端板9,10の外周面に設けても良く、またねじ筒4,5または杭本体2A,3Aの外周面に設けても良い。この例では、端板9,10の外周面に設けている。マークM1,M2は、例えば軸方向に沿う線とされる。下杭2と上杭3の端板9,10が重なり、かつ両側の杭2,3の前記マークM1,M2の位相が合致した状態で、下杭ねじ筒4と上杭ねじ筒5とは、互いに雄ねじ部のねじ溝中心となる螺旋を成す線が連続する。
【0023】
この構成の無溶接杭継手1の現場接続作業においては、図2に示すように、下杭2の端板9の各取付孔11に、位置決め兼剪断力受けボルト13を雄ねじ部13aを螺合させて取付け、カプラ8はその全体を下杭ねじ筒4にねじ込んでおく。カプラ8はその全体を上杭ねじ筒5にねじ込んでおいてもよい。この状態で、下杭2に取付けられている各位置決め兼剪断力受けボルト13のダボ13bが上杭3の端板10の位置決め孔12に嵌まり込むようにして、上杭3を下杭2上に端板9,10が重なるように載置する。このとき、上記マークM1,M2が一致するダボ13bと位置決め孔12が嵌まり合うようにすることで、下杭ねじ筒4と上杭ねじ筒5のねじ溝の螺旋を成す線が繋がる位置関係になる。したがって、下杭ねじ筒4の外周にあるカプラ8は、ねじ戻すことで上杭ねじ筒5に螺合する。このようにして、カプラ8を、図1のように下杭ねじ筒4と上杭ねじ筒5の両者に渡って螺合する状態とすることで、下杭2と上杭3とが接続された状態となる。
【0024】
この場合に、上下の杭3,2は、重なり状態に接する端板9,10があるため、軸方向には基準となる確固なる面が常に存在する。すなわち端板9,10の表面が基準面となる。また、一方の端板9の取付孔11に取付けられ位置決め兼剪断力受けボルト13が、他方の端板10の位置決め孔12に挿入されるため、上下の杭3,2の円周方向の位相の関係が常に一致する。このように軸方向位置および回転方向位置の関係が互いに常に一致するため、上下の杭2,3の製造時にねじ筒4,5のねじ溝の位相と、端板9,10や取付孔11,位置決め孔12との位置関係を正しく定めておけば、現場では、上下の杭2,3を端板9,10同士で接触させ、両端板9,10の位置決め孔12と取付孔12を一致させることで、上下の杭9,10のねじ筒4,5におけるねじ溝の螺旋が連続する位置関係となる(ただし、位相の合う位置決め孔12と取付孔12を選ぶ必要はある)。したがってねじ筒からなるカプラ8による接続が簡単に行える。
【0025】
この接続状態で、上杭3に作用する上部構造体などによる軸力は、コンクリート6と鋼管6とでなる杭本体3Aから、端板10、9を通じて、下杭2の杭本体2Aに伝達される。曲げモーメントは、上杭ねじ筒5、下杭ねじ筒4、およびカプラ8を介して伝達される。剪断力は、両端板9,10の接触面における摩擦力と、カプラ8とで主に伝達され、剪断力による上下の杭3,2間にある程度のずれが生じると、位置決め兼剪断力受けボルト13のダボ13bが位置決め孔12の内周面に接するため、位置決め兼剪断力受けボルト13を介しても伝達される。
【0026】
上記の例では、カプラ8は常温で締結するようにしたが、カプラ8は、下杭ねじ筒5と上杭ねじ筒4に対して焼き嵌めしても良い。すなわち、カプラ8を加熱により一時的に拡径させた状態で、下杭ねじ筒4と上杭ねじ筒5にねじ込んで締結しても良い。この場合、締結後、カプラ8が常温に冷却されると、縮径してカプラ8の雌ねじと下杭ねじ筒および上杭ねじ筒の雄ねじの螺合部分における隙間が詰められ、カプラガタツキが無くなる。なお、焼き嵌めする場合、カプラ8の内径は、常温で締結する場合より小さくし、上記のようにガタツキがなくなる結合状態となる寸法とする。また、焼き嵌めする場合は、上下の杭2,3の保管時は、そのねじ筒4,5のいずれかにねじ込んでおくことができないため、杭2,3から外れた状態で保管し、杭接続時に、図2のようにねじ込み、図1のようにねじ戻す。
【0027】
次に、図4と共に、この無溶接杭継手1の製造方法を説明する。まず、いずれか一方の端板9,10、例えば図4(A)のように、下側の端板9とこの端板に対応するねじ筒である下杭ねじ筒4とにつき、円周方向および軸方向の位置を定めて仮溶接部23で仮付けする。円周方向については、下杭ねじ筒4の接続側端のねじ溝の開始位置S(図3)となる円周方向位置に、ねじ溝の開始位置を示すマークとして、開始位置マークM3(図4(A)の(a))を下杭ねじ筒4の端面などに施す。この開始位置マークM3は、上記位相合わせ用のマークM1と兼用されるものであっても、また別に設けたものであっても良い。この開始位置マークM3と、端板9のいずれかの取付孔11の中心(端板9に位置決め孔を設ける場合は位置決め孔の中心)とが合うように、端板9と下杭ねじ筒4との円周方向の位置を定める。この場合に、端板9の外周縁に取付孔11の中心を示すマークM4を付しておいても良く、その場合、両マークM3,M4を合わせることで、より精度良く、簡単に円周方向の位置を定めることができる。軸方向については、下杭ねじ筒4の端面から端板9の上面が、定められた距離aだけ突出するようにする。この距離aは、次の過程で用いるスペーサ51の厚さ2aの1/2であるが、厚さ2aは、任意に定められた距離で良い。
【0028】
ついで、図4(B)のようにもう1枚の端板10を、端板9の上に重ね、これら端板9,10の取付孔11と位置決め孔12に渡って挿通させた製造過程用ボルト52とナット52Aとで、両端板9,10を結合する。これら端板9,10の外周に位置して、下杭ねじ筒4の端面上には、上記の定められた厚さ2aの環状のスペーサ53を置く。
【0029】
この後、図4(C)のように、スペーサ53に他方のねじ筒である上杭ねじ筒5を配置し、カプラ8を両ねじ筒4,5に渡って螺合させる。カプラ8は、製品として用いられるものを用いても、また製造過程専用のものであっても良い。この状態で、上杭ねじ筒5と上側の端板10とを仮溶接部24で仮付けする。この状態で、両ねじ筒4,5はカプラ8で接続されているため、互いに分離させた後も、この軸方向および円周方向の位置が再現できれば、両ねじ筒4,5のねじ溝はその螺旋形状が連続した関係にあって、カプラ8で接続可能となる。この再現の容易のために、両ねじ筒4,5には、互いの現場接続での位相合わせのための前記マークM1,M2(図1(B))を施す。なお、軸方向位置は、端板9,10で接すれば、自然に両ねじ筒4,5の位置関係が再現されるため、特にマークは不要である。
ついで、製造過程用ボルト52を外し、両ねじ筒4,5とそのねじ筒4,5側の端板9,10とをそれぞれ本溶接の溶接部22(図1)で溶接し、下杭ねじ筒4と端板9とでなる継手部品25、および上杭ねじ筒5と端板10とでなる継手部品26とする。このように製造された継手部品25,26を杭本体2A,3Aに取付けることで、下杭2および上杭3となる。
【0030】
この製造方法で下杭2および上杭3を製造することにより、無溶接杭継手1を容易に製造することができる。また、複数本の下杭2および上杭3を製造する場合、上記の工程でを製造し、同じ厚さ2aのスペーサを用いて製造することにより、複数本製造しても、その複数本間で、下杭2と上杭3の組み合わせにつき、自由に組み合わせても接続可能となる互換性のあるものとして製造できる。したがって、下の杭3,2を1対1の関係で準備して保管する必要がなく、杭2,3の保管や管理が容易に行える。
【0031】
なお、上記実施形態では、図1のように位置決め兼剪断力受けボルト13のダボ13bが、上杭2側の端板10の位置決め孔12に直接に嵌まり込むようにしたが、図5に示すように、上杭2側の端板10のねじ孔からなる位置決め孔12に、外周が雄ねじとなった円筒形の隙間埋め筒29をねじ込み、この隙間埋め筒29に位置決め兼剪断力受けボルト13のダボ13bを嵌まり込ませても良い。施工順は、隙間埋め筒29を位置決め孔12にねじ込んだ後にダボ13bを嵌まり込ませても、また置決め孔12にダボ13bを嵌まり込ませた後、隙間埋め筒29がダボ13bに嵌まるように、隙間埋め筒29を位置決め孔12にねじ込んでも良い。このように隙間埋め筒29を設けることで、ダボ13bの周囲の遊びが詰められ、そのためせん断力を伝達をより確実に行うことができる。図5におけるその他の構成は、図1の例と同じである。
【0032】
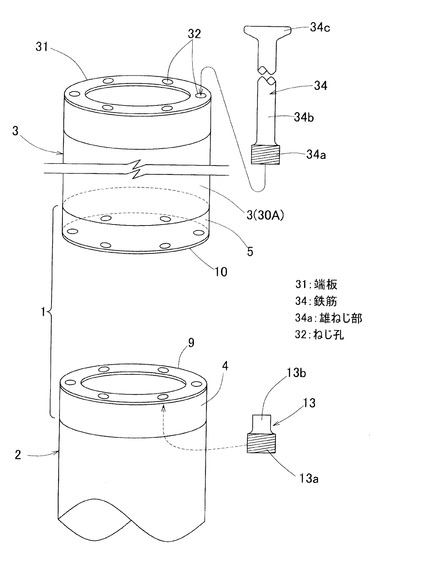
図6は、杭接続体構造の実施形態を示す。この杭接続体構造は、図1の実施形態の無溶接杭継手1を用いて、複数本の杭30を接続した杭接続体構造であって、次に述べるように、杭上基礎(図示せず)との接続構造を備える。各杭30は、上記の下杭2または上杭3となる。3本以上の杭30を接続した杭接続体では、中間の杭30は、その中間の杭30の上側の無溶接杭継手1においては下杭2となり、下側の無溶接杭継手1においては上杭3となる。無溶接杭継手1については、同図においては簡略して図示している。
【0033】
この杭接続体からなる杭基礎において、この杭基礎の上に設けられる杭上基礎(図示せず)との鉄筋の接続のために、上端の杭30Aの上端面に端板31を設ける。この端板31に複数のねじ孔32を設け、杭上基礎の上下方向に延びる主筋となる各鉄筋34の下端には雄ねじ部34aを設ける。この雄ねじ部34aを上端の杭30Aの端板31のねじ孔32に螺合させる。図では1本の鉄筋34のみを図示し、他の鉄筋の図示を省略している。雄ねじ部34aは、例えば、鉄筋34の鉄筋本体34bよりも大径の丸棒に雄ねじを切り、鉄筋本体34bの端面に摩擦圧接等により接合したものである。鉄筋34の他端には、定着用の拡径頭部34cが設けられている。上記杭上基礎は、杭基礎と併用される基礎であれば特に問わず、独立基礎であっても、基礎梁が接続される柱状基礎であっても、また布基礎であっても良い。
【0034】
この構成の杭接続体構造によると、杭頭と杭上基礎の鉄筋34と接続について、ねじによる機械式定着工法を用いて、簡単な構造で堅固に行うことができる。また、鉄筋34の上端に拡径頭部34cを設けたため、定着長さの確保等のためのU字状やL字状の屈曲部を設ける必要がなく、杭上基礎の配筋が簡素され、上記鉄筋34と杭上基礎内に埋め込まれる他の物との干渉を回避して作業の簡素化を図ることができる。
【符号の説明】
【0035】
1…無溶接杭継手
2…下杭
3…上杭
2A,3A…杭本体
4…下杭ねじ筒
5…上杭ねじ筒
6…鋼管
7…コンクリート
8…カプラ
9,10…端板
11…取付孔
12…位置決め孔
13…位置決め兼剪断力受けボルト
31…端板
34…鉄筋
34a…雄ねじ部
32…ねじ孔
53…スペーサ
M1,M2…マーク
M3…開始位置マーク
【特許請求の範囲】
【請求項1】
1本に接続される下杭と上杭とを相互に無溶接で接続する無溶接杭継手であって、
前記下杭の杭本体の上端外周に設けられて外周面が雄ねじとされた下杭ねじ筒と、前記上杭の杭本体の下端外周に設けられて外周面が雄ねじとされた上杭ねじ筒と、これら下杭ねじ筒と上杭ねじ筒とに渡って外周に螺合するねじ筒からなるカプラと、前記下杭の上端面および上杭の下端面にそれぞれ設けられて互いに重なり状態に接触する一対の端板と、これら一対の端板のいずれか一方の端板における円周方向の複数箇所に設けられた内面が雌ねじの取付孔、および他方の端板に前記取付孔と整合して設けられた位置決め孔と、雄ねじ部およびダボを有し前記雄ねじ部で前記一方の端板の前記各取付孔に螺合してダボが前記他方の端板の前記位置決め孔に挿入される複数本の位置決め兼剪断力受けボルトとを備えることを特徴とする無溶接杭継手。
【請求項2】
請求項1において、前記下杭の上端と上杭の下端とに、互いに円周方向の位相を合わせるためのマークが施され、前記下杭と上杭の前記端板が重なり、かつ前記上下の杭の前記マークの位相が合致した状態で、前記下杭ねじ筒と上杭ねじ筒とは、互いに雄ねじ部のねじ溝中心となる螺旋を成す線が連続する位置関係となる無溶接杭継手。
【請求項3】
請求項1または請求項2において、前記カプラは、前記下杭ねじ筒と上杭ねじ筒に対して焼き嵌めした無溶接杭継手。
【請求項4】
請求項1ないし請求項3のいずれか1項に記載の無溶接杭継手の製造方法であって、下杭ねじ筒と上杭ねじ筒のうちのいずれか一方のねじ筒における接続側端のねじ溝開始位置となる円周方向位置にねじ溝開始マークを施し、このねじ筒に前記端板を仮固定する過程と、この端板に他方の端板を重ねて、前記取付孔と位置決め孔とに渡って挿通される製造過程用ボルトにより両端板を結合し、かつこれら端板の外周に位置して、前記一方のねじ筒の端面に、定められた厚さの環状スペーサを配置する過程と、このスペーサに端面を接してもう片方のねじ筒を配置すると共に、両ねじ筒に渡って前記カプラを螺合させ、前記他方のねじ筒と端板とを仮固定する過程と、両ねじ筒に互いの現場接続での位相合わせのための前記マークを付す過程と、前記製造過程用ボルトを外し、両ねじ筒とそのねじ筒側の端板とをそれぞれ溶接し、ねじ筒と端板とでなる継手部品とする過程と、各継手部品を杭本体に取付ける過程とを含む無溶接杭継手の製造方法。
【請求項5】
請求項1ないし請求項3のいずれか1項に記載の無溶接杭継手を用いて複数本の杭を接続した杭接続体構造であって、上端の杭の上端面に端板を設け、この端板に複数のねじ孔を設け、杭上基礎の上下方向に延びる鉄筋の下端に雄ねじ部を設け、この雄ねじ部を前記上端の杭の端板のねじ孔に螺合させた杭接続体構造。
【請求項1】
1本に接続される下杭と上杭とを相互に無溶接で接続する無溶接杭継手であって、
前記下杭の杭本体の上端外周に設けられて外周面が雄ねじとされた下杭ねじ筒と、前記上杭の杭本体の下端外周に設けられて外周面が雄ねじとされた上杭ねじ筒と、これら下杭ねじ筒と上杭ねじ筒とに渡って外周に螺合するねじ筒からなるカプラと、前記下杭の上端面および上杭の下端面にそれぞれ設けられて互いに重なり状態に接触する一対の端板と、これら一対の端板のいずれか一方の端板における円周方向の複数箇所に設けられた内面が雌ねじの取付孔、および他方の端板に前記取付孔と整合して設けられた位置決め孔と、雄ねじ部およびダボを有し前記雄ねじ部で前記一方の端板の前記各取付孔に螺合してダボが前記他方の端板の前記位置決め孔に挿入される複数本の位置決め兼剪断力受けボルトとを備えることを特徴とする無溶接杭継手。
【請求項2】
請求項1において、前記下杭の上端と上杭の下端とに、互いに円周方向の位相を合わせるためのマークが施され、前記下杭と上杭の前記端板が重なり、かつ前記上下の杭の前記マークの位相が合致した状態で、前記下杭ねじ筒と上杭ねじ筒とは、互いに雄ねじ部のねじ溝中心となる螺旋を成す線が連続する位置関係となる無溶接杭継手。
【請求項3】
請求項1または請求項2において、前記カプラは、前記下杭ねじ筒と上杭ねじ筒に対して焼き嵌めした無溶接杭継手。
【請求項4】
請求項1ないし請求項3のいずれか1項に記載の無溶接杭継手の製造方法であって、下杭ねじ筒と上杭ねじ筒のうちのいずれか一方のねじ筒における接続側端のねじ溝開始位置となる円周方向位置にねじ溝開始マークを施し、このねじ筒に前記端板を仮固定する過程と、この端板に他方の端板を重ねて、前記取付孔と位置決め孔とに渡って挿通される製造過程用ボルトにより両端板を結合し、かつこれら端板の外周に位置して、前記一方のねじ筒の端面に、定められた厚さの環状スペーサを配置する過程と、このスペーサに端面を接してもう片方のねじ筒を配置すると共に、両ねじ筒に渡って前記カプラを螺合させ、前記他方のねじ筒と端板とを仮固定する過程と、両ねじ筒に互いの現場接続での位相合わせのための前記マークを付す過程と、前記製造過程用ボルトを外し、両ねじ筒とそのねじ筒側の端板とをそれぞれ溶接し、ねじ筒と端板とでなる継手部品とする過程と、各継手部品を杭本体に取付ける過程とを含む無溶接杭継手の製造方法。
【請求項5】
請求項1ないし請求項3のいずれか1項に記載の無溶接杭継手を用いて複数本の杭を接続した杭接続体構造であって、上端の杭の上端面に端板を設け、この端板に複数のねじ孔を設け、杭上基礎の上下方向に延びる鉄筋の下端に雄ねじ部を設け、この雄ねじ部を前記上端の杭の端板のねじ孔に螺合させた杭接続体構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−87470(P2012−87470A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2010−232582(P2010−232582)
【出願日】平成22年10月15日(2010.10.15)
【出願人】(510121488)
【出願人】(508007020)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成22年10月15日(2010.10.15)
【出願人】(510121488)
【出願人】(508007020)
【Fターム(参考)】
[ Back to top ]