
無端ベルトおよびその製造方法ならびに無端ベルト形成用金型

【課題】機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な無端ベルト、上記無端ベルトの製造に適した製造方法、上記無端ベルトの製造方法に適した金型を提供する。
【解決手段】無端ベルト1は、筒状に形成された樹脂製の基層10を有している。基層10は、繋ぎ目のない状態で形成されており、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を有している。基層10は、金属板材2を接合することによって筒状に形成された筒状金型3の外周面に、基層10を形成するための液状の基層形成材料を塗工する工程を経て形成することができる。突出部11表面の最大高さうねりWzは、1mm以下であることが好ましい。突出部11は、筒軸線方向と交差する方向に形成することができる。
【解決手段】無端ベルト1は、筒状に形成された樹脂製の基層10を有している。基層10は、繋ぎ目のない状態で形成されており、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を有している。基層10は、金属板材2を接合することによって筒状に形成された筒状金型3の外周面に、基層10を形成するための液状の基層形成材料を塗工する工程を経て形成することができる。突出部11表面の最大高さうねりWzは、1mm以下であることが好ましい。突出部11は、筒軸線方向と交差する方向に形成することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無端ベルトおよびその製造方法ならびに無端ベルト形成用金型に関する。
【背景技術】
【0002】
従来、様々な分野において、無端ベルトが使用されている。無端ベルトとしては、合成樹脂からなる筒状体が公知である。この筒状の無端ベルトは、一般に、所定距離だけ離間させて配置した複数のローラ間に張架されて使用される。電子写真方式を採用するプリンター、複写機、ファクシミリ等の画像形成装置の分野では、樹脂製の基層単体からなる無端ベルトが広く用いられている。
【0003】
具体的には、例えば、特許文献1には、樹脂フィルムシートの両端部をテーピングにより繋ぎ合わせることにより筒状に形成してなる繋ぎ目のある無端ベルトが開示されている。
【0004】
また例えば、特許文献2には、樹脂フィルムシートの両端部を互いに重ね合わせ、接着剤や熱溶着によって接合することにより筒状に形成してなる繋ぎ目のある無端ベルトが開示されている。同文献には、繋ぎ目を有する無端ベルトを画像形成装置の転写ベルトに適用するに当たり、無端ベルトの繋ぎ目を検知する検知手段を画像形成装置に設け、繋ぎ目の部分にトナーを転写させないように、ベルトタイミングを調整する技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2010−500628号公報
【特許文献2】特開平8−305112号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来知られる繋ぎ目を有する無端ベルトは以下の点で問題がある。
すなわち、テーピングによる繋ぎ目を有する無端ベルトは、ベルト材料の強度に比べ、テーピングによる接着部分の強度が不足しがちである。そのため、ベルト使用時に破断するおそれがある。また、テーピングにより電気抵抗が明らかに異なる部分がベルト表面に帯状に形成され、テーピング部分とそれ以外の部分との間に電気抵抗の差が生じやすい。そのため、この電気抵抗の差に起因して画像不具合が生じやすい。
【0007】
一方、接着剤や熱溶着による繋ぎ目を有する無端ベルトも、繋ぎ目の部分に接着剤やフィルムの重なり、熱溶着部が存在する。そのため、上記と同様に、繋ぎ目の部分とそれ以外の部分との間に電気抵抗の差が生じやすい。特に、熱溶着部が存在する場合には、樹脂が溶融することにより、基層に配合した導電剤の分散状態や配列が変化したり、ベルト表面に導電剤の存在割合が極端に少ない部分が形成されたりする。そのため、導電性が不均一となり、電気抵抗の差に起因して画像不具合が生じやすい。
【0008】
また、これら繋ぎ目のある無端ベルトを用いるにあたり、繋ぎ目を検知する検知手段を画像形成装置に設ける場合には、装置構成が複雑になる上、画像形成装置のコストも上昇してしまう。
【0009】
さらに、繋ぎ目のない無端ベルトを製造する方法としては、汎用の配管用パイプ鋼材を金型に用い、この金型の外周面に無端ベルトを形成することが考えられる。しかし、外径の大きな無端ベルトを製造することができる汎用の配管用パイプ鋼材は入手が困難である。したがって、より大きな外径(例えば、外径400mm以上)を有する無端ベルトを得ようとする場合には、上述のように、樹脂フィルムシートをテーピングや接着剤、熱溶着等によって繋ぎ合わせるほか方法がないのが現状である。このように、無端ベルトにおける繋ぎ目の問題は、無端ベルトが大口径化するほど顕著になりやすい。
【0010】
本発明は、このような背景に鑑みてなされたものであり、機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な無端ベルトを提供することにある。また、上記無端ベルトの製造に適した製造方法を提供することにある。また、上記無端ベルトの製造方法に適した金型を提供することにある。
【課題を解決するための手段】
【0011】
本発明の一態様は、筒状に形成された樹脂製の基層を有する無端ベルトであって、上記基層は、繋ぎ目のない状態で形成されており、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有することを特徴とする無端ベルトにある(請求項1)。
【0012】
本発明の他の態様は、繋ぎ目のない筒状に形成された基層を有する無端ベルトの製造方法であって、金属板材を接合することによって筒状に形成された筒状金型を準備する工程と、上記準備した筒状金型の外周面に、上記基層を形成するための液状の基層形成材料を塗工する工程とを有することを特徴とする無端ベルトの製造方法にある(請求項6)。
【0013】
本発明のさらに他の態様は、金属板材が接合されることによって筒状に形成されていることを特徴とする無端ベルト形成用金型にある(請求項7)。
【発明の効果】
【0014】
上記無端ベルトは、筒状に形成された樹脂製の基層を有しており、この基層は、繋ぎ目のない状態で形成されている。そのため、良好な機械的強度が得られる。また、基層は、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有している。この突出部と突出部の周辺とは同じ樹脂材料で一体化されている。そのため、テーピングや接着剤、熱溶着などを利用した従来の無端ベルトに比べ、突出部があっても筒周方向に比較的滑らかに連続しており、突出部において電気抵抗の不均一が生じ難い。そのため、画像形成装置に組み込んだ場合に良好な画像を得ることができる。また、上記無端ベルトを画像形成装置に組み込んだ場合に、繋ぎ目を検知する検知手段を余分に設ける必要がない。そのため、装置構成の簡略化、コスト抑制を図ることができる。
【0015】
上記無端ベルトの製造方法は、金属板材を接合することによって筒状に形成された筒状金型を準備する工程と、準備した筒状金型の外周面に、基層を形成するための液状の基層形成材料を塗工する工程とを有している。従来、無端ベルトを大口径化するための方法としては、ベルト材料を繋ぎ合わせる手法が通常であった。これに対し、上記無段ベルトの製造方法は、ベルト材料を繋ぎ合わせるのではなく、金属板材を筒状に繋ぎ合わせることにより金型を大口径化し、この金型の外周面に無端ベルトの基層を形成する。
【0016】
上記無端ベルトの製造方法では、筒状金型の外周面に形成された基層のうち、接合部に沿った部分に、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する上述の突出部が形成される。つまり、上記突出部を有するが繋ぎ目のない無端ベルトを形成することができる。このような突出部が形成されるのは、筒状にされた金属板材に作用する金属板材の剛性や自重等により、筒軸方向から筒状金型を見たときに、筒状金型がその外周上に接合部よりなる凸部を有する略円形状を呈することや、接合部の転写等の影響によるものと考えられる。
【0017】
上記無端ベルト形成用金型は、金属板材が接合されることによって筒状に形成されている。そのため、筒状にされた金属板材に作用する金属板材の剛性や自重等により、筒軸方向から見たときの形状が、外周上に接合部よりなる凸部を有する略円形状を呈する。したがって、この金型の外周面に、基層を形成するための液状の基層形成材料を塗工する工程を経れば、上記突出部を備えた繋ぎ目のない基層を有する無端ベルトを製造することができる。それ故、上記無端ベルトの製造方法に好適に用いることができる。
【0018】
以上、本発明によれば、機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な繋ぎ目のない無端ベルトを提供することができる。また、上記無端ベルトの製造に適した製造方法を提供することができる。また、上記無端ベルトの製造方法に適した金型を提供することができる。
【図面の簡単な説明】
【0019】
【図1】実施例1に係る無端ベルトを模式的に示した図である。
【図2】図1におけるA−A断面の一部を示す断面図である。
【図3】実施例1に係る無端ベルトの製造方法に用いる金属板材を模式的に示した図である。
【図4】実施例1に係る無端ベルトの製造方法において準備した筒状金型を模式的に示した図である。
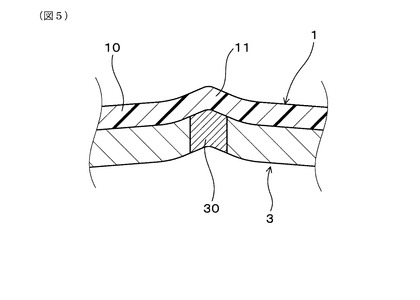
【図5】実施例1に係る無端ベルトの製造方法において、筒状金型の外周面に塗工により形成した基層の断面の一部(接合部の周辺)を模式的に示した図である。
【図6】実施例2に係る無端ベルトを模式的に示した図である。
【図7】実施例2に係る無端ベルトの製造方法において準備した筒状金型を模式的に示した図である。
【図8】実施例3に係る無端ベルトを模式的に示した図である。
【図9】実施例3に係る無端ベルトの製造方法において準備した筒状金型を模式的に示した図である。
【発明を実施するための形態】
【0020】
上記無端ベルトは、例えば、電子写真方式を採用する複写機、プリンター、複合機、印刷機などの画像形成装置に適用することができる。より具体的には、例えば、静電潜像担体に担持されたトナー像を中間転写ベルトに一次転写した後、トナー像を中間転写ベルトから用紙等の転写材へ二次転写する画像形成装置における上記中間転写ベルトとして用いることができる。
【0021】
上記無端ベルトは、繋ぎ目のない筒状に形成された基層を有している。つまり、上記無端ベルトの基層は、従来の無端ベルトに存在するような、基層の端部どうしを重ね合わせて接着した繋ぎ目や熱溶着による繋ぎ目、テーピングによる繋ぎ目等を有していない。
【0022】
基層は、樹脂製である。基層を主に構成する樹脂としては、例えば、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエーテルスルホン樹脂、フッ素系樹脂、ポリカーボネート樹脂などを例示することができる。これらは1種または2種以上併用することができる。基層を主に構成する樹脂としては、高剛性、高耐久性の観点から、ポリアミドイミドおよびポリイミドから選択される1種または2種以上の樹脂を好適に用いることができる。
【0023】
基層は、導電性を有することができる。基層の導電性は、例えば、基層を構成する樹脂中に導電剤を含有させることにより付与することができる。導電剤としては、例えば、カーボンブラック、グラファイト、カーボンナノチューブ等の炭素系材料、アルミニウム粉末、ステンレス粉末等の金属粉末材料、導電性酸化亜鉛(c−ZnO)、導電性酸化チタン(c−TiO2)、導電性酸化鉄(c−Fe3O4)、導電性酸化錫(c−SnO2)等の導電性金属酸化物などといった電子導電剤を好適なものとして例示することができる。他にも、例えば、第四級アンモニウム塩、リン酸エステル、スルホン酸塩、脂肪族多価アルコール、脂肪族アルコールサルフェートなどのイオン導電剤を用いることもできる。これらは1種または2種以上併用することができる。導電剤としては、必要な体積抵抗率の調整がしやすい等の観点から、好ましくは、カーボンブラック、グラファイト、カーボンナノチューブ等の炭素系材料よりなる電子導電剤を好適に用いることができる。基層は、導電剤以外にも、必要に応じて、難燃剤(無機系難燃剤、有機系難燃剤)、充填剤(炭酸カルシウム等)、レべリング剤などの各種添加剤を1種または2種以上含有することができる。
【0024】
ここで、基層は、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する微小な突出部を有している。この突出部は、具体的には、例えば、基層の筒外側面が筒外方に線状に突出するとともに、それに沿って基層の筒内側面も筒外方に線状に突出する部位として構成することができる。このような構成は、上述した無端ベルトの製造方法によって好適に形成することができる。
【0025】
上記無端ベルトにおいて、筒外側面における突出部表面の最大高さうねりWzは1mm以下とすることができる(請求項2)。この場合には、上記無端ベルトを、電子写真方式を採用する画像形成装置の中間転写ベルト等に用いた場合に、突出部に起因する画像不具合が一層生じ難くなる。また、基層の外周面に沿ってゴム弾性層等の弾性層を設ける構成を採用した場合に、突出部表面のうねりに起因するうねりが弾性層の表面に生じ難く、弾性層表面の平滑化にも寄与することができる。
【0026】
上記突出部表面の最大高さうねりWzの上限値は、上記中間転写ベルトに用いた場合における突出部起因の濃度ムラ、クリーニング不良等の観点から、好ましくは、500μm、より好ましくは、350μm、さらに好ましくは、200μmとすることができる。一方、突出部表面の最大高さうねりWzの下限値は、特に限定されるものではない。突出部表面のうねりは、ほとんどないことが望ましいからである。もっとも、突出部表面のうねりを完全に無くすことは、製造上の難易度が高くなる上、ベルト製造コストを上昇させることにもつながる。そのため、突出部表面の最大高さうねりWzの下限値は、好ましくは、1μm、より好ましくは、10μm、さらに好ましくは、50μmとすることができる。なお、上記最大高さうねりWzは、張力をかけない状態で無端ベルトを台上に自然に載置し、JIS B0601:2001に準拠して、ベルト幅方向の中央部と両縁部の3箇所における突出部の頂点部分の表面の最大高さうねりを測定し、得られた測定値の平均値のことである。
【0027】
上記無端ベルトにおいて、突出部の高さは1mm以下とすることができる。この場合には、上記突出部表面の最大高さうねりWzを1mm以下とする場合の作用効果を大きくすることができる。
【0028】
上記突出部の高さの上限値は、上記中間転写ベルトに用いた場合における突出部起因の濃度ムラ、クリーニング不良等の観点から、好ましくは、500μm、より好ましくは、300μm、さらに好ましくは、200μmとすることができる。一方、突出部表面の高さの下限値は、特に限定されるものではない。突出部の高さは、低いほど好ましいからである。もっとも、突出部を完全に無くすことは、製造上の難易度が高くなる上、ベルト製造コストを上昇させることにもつながる。そのため、突出部の高さの下限値は、好ましくは、1μm、より好ましくは、10μm、さらに好ましくは、50μmとすることができる。なお、上記突出部の高さは、張力をかけない状態で無端ベルトを台上に自然に載置し、ベルト幅方向の中央部と両縁部の3箇所について、断面観察により突出部の頂点部と突出部周辺の平坦な基層表面との距離を測定し、得られた測定値の平均値のことである。
【0029】
上記無端ベルトにおいて、線状をなす突出部は、筒軸線方向とほぼ平行に形成されていてもよいし、筒軸線方向と交差する方向に形成されていてもよい(請求項3)。突出部が筒軸線方向と交差する方向に形成されている場合には、次の利点がある。すなわち、上記無端ベルトを、電子写真方式を採用する画像形成装置の中間転写ベルト等に用いる場合、感光体や二次転写部材やベルト表面をクリーニングするためのクリーニング部材等がベルト周囲に配設される。このような場合であっても上記構成を採用したときには、転写及びベルトクリーニング時に突出部の全部が各部材と軸方向で一度に干渉せず、一点で突出部と干渉し、各部材との当たりが緩和される。これにより、各部材とのギャップを最小限に抑制しやすくなる。
【0030】
上記において、線状の突出部と筒軸線方向とのなす角(交差角度)は、ベルト寸法精度、筒状金型の製造性、形成される画像の画質などの観点から、好ましくは、0°超〜60°以下、より好ましくは、0°超〜45°以下、さらに好ましくは、0°超〜20°以下とすることができる。
【0031】
上記無端ベルトにおいて、突出部は、基層に1本だけ形成されていてもよいし、2本以上形成されていてもよく、その本数は特に制限されるものではない。突出部は、ベルト寸法精度、形成される画像の画質、金型製造工程の削減等の観点から、好ましくは、基層に2本以下、より好ましくは、1本だけ形成されているとよい。
【0032】
上記無端ベルトにおいて、基層の外径は400mm以上とすることができる(請求項4)。従来、大口径の無端ベルトは繋ぎ目のあるものしか製造が困難であったため、繋ぎ目に起因する画像不具合が生じることを承知で使用するか、その対策のための機構を設けざるを得なかった。上記無端ベルトは、繋ぎ目がなく良好な機械的強度を有し、突出部に起因する画像不具合も生じ難く、上記対策のための機構も不要である。そのため、近年、需要が高まっており、基層の外径(直径)が400mm以上と大口径の無端ベルトが求められる商業用のデジタル印刷機(オンデマンド印刷機)等に特に好適に用いることができる。
【0033】
基層の外径の下限値は、好ましくは、450mm、より好ましくは、500mmである。なお、基層の外径の上限値は、特に限定されるものではないが、画像形成装置の大きさ等を考慮して、好ましくは、1500mm、より好ましくは、1000mmであるとよい。
【0034】
上記無端ベルトは、上述した基層の外周面に沿って、必要に応じて、ゴム弾性層等の弾性層を有していてもよい。近年、画像形成装置は、印刷品質のさらなる向上が求めらる中で、表面凹凸の大きなざらつきのある紙の使用や、凹凸模様のあるデザイン紙といった表面品質の異なる用紙への使用が増えており、これらへの対応力が求められている。そのため、これら画像形成装置に組み込まれる無端ベルトの構成を、基層の外周面に弾性層を有する構成とした場合には、ベルト表面の柔軟性が向上するため、トナーを各種用紙の表面凹凸に追従して転写しやすくなる。
【0035】
弾性層は、具体的には、例えば、導電剤を含有するゴム(エラストマーも含む)などのポリマーから構成することができる。弾性層を構成するポリマーとしては、例えば、アクリロニトリル−ブタジエンゴム(NBR)、アクリルゴム、ブタジエンゴム(BR)、スチレン−ブタジエンゴム(SBR)、ブチルゴム(IIR)、クロロプレンゴム(CR)、ポリウレタン、シリコーンゴム、フッ素ゴム、紫外線硬化ゴムなどを例示することができる。これらは1種または2種以上併用することができる。導電剤としては、例えば、第四級アンモニウム塩、リン酸エステル、スルホン酸塩、脂肪族多価アルコール、脂肪族アルコールサルフェートなどのイオン導電剤を例示することができる。他にも上述した電子導電剤を用いることもできる。弾性層は、導電剤以外にも、必要に応じて、難燃剤(無機系難燃剤、有機系難燃剤)、架橋剤、充填剤(炭酸カルシウム等)、レべリング剤などの各種添加剤を1種または2種以上含有することができる。なお、弾性層の表面は、紫外線照射等の光照射処理、塩素化合物および/またはフッ素化合物を含有する表面処理液などにより、表面処理されていてもよい。
【0036】
上記無端ベルトは、必要に応じて、上述した基層の外周面に沿って表層、あるいは、上述した弾性層の外周面に沿って表層を有していてもよい。表層を有する場合には、トナーの離型性を向上させることができ、クリーニング性などを向上させることができる。
【0037】
なお、基層の厚みは、50μm〜200μm程度とすることができる。弾性層の厚みは、10μm〜500μm程度とすることができる。表層の厚みは、0.1μm〜50μm程度とすることができる。
【0038】
上記無端ベルトにおいて、基層は、金属板材を接合することによって筒状に形成された筒状金型の外周面に、基層を形成するための液状の基層形成材料が塗工される工程を経て形成されたものであるとよい(請求項5)。このような工程を経て基層を形成することにより、基層に上記突出部を簡単に形成することができる。この点については、以下に説明する無端ベルトの製造方法にて詳述する。
【0039】
上記無端ベルトの製造方法は、上述した構成の無端ベルトを好適に製造することが可能な方法である。上記無端ベルトの製造方法では、金属板材を接合することによって筒状に形成された筒状金型を準備する。具体的には、例えば、基層に突出部を1本有する無端ベルトを製造する場合には、1枚の四角形状の金属板材を準備し、この金属板材を筒状に丸めて対向する辺どうしを突き合わせる、あるいは、重ね合わせた後、辺どうしを接合し、全体として筒状に形成することができる。また例えば、基層に突出部を2本有する無端ベルトを製造する場合には、2枚の四角形状の金属板材を準備し、一方の金属板材の一辺と他方の金属板材の一辺とを突き合わせる、あるいは、重ね合わせた後、これら辺どうしを接合するとともに、さらに、一方の金属板材の接合した一辺と対向する辺と他方の金属板材の接合した一辺と対向する辺とを突き合わせる、あるいは、重ね合わせ後、これら辺どうしを接合することにより、全体として筒状に形成することができる。上記筒状金型は、作製する無端ベルトの突出部の本数を考慮して、その外周面に、一方の筒開口側から他方の開口側にわたって1本の線状の接合部を有していてもよいし、2本以上の線状の接合部を有していてもよく、特に制限されるものではない。
【0040】
また、線状をなす突出部を基層の筒軸方向と交差させてなる無端ベルトを作製する場合には、例えば、筒状に丸めたときに筒軸方向と交差可能な辺を有する四角形状の金属板材を準備すればよい。つまり、筒状金型において、接合部は、金型の筒軸線方向とほぼ平行に形成されていてもよいし、筒軸線方向と交差する方向に形成されていてもよく、特に制限されるものではない。
【0041】
なお、接合方法は、特に限定されるものではなく、例えば、TIG溶接、レーザー溶接、電子ビーム溶接、摩擦撹拌接合などを例示することができる。好ましくは、歪みが少なく精密な溶接に適するなどの観点から、TIG溶接を好適に用いることができる。
【0042】
筒状金型の準備に用いる金属板材の材質は、特に限定されるものではないが、好ましくは、例えば、ステンレス鋼、ばね鋼等の金属(合金含む)材料などを例示することができる。
【0043】
上記金属板材の厚みは、好ましくは、0.1mm〜5mmの範囲内とすることができる。金属板材の厚みが上記範囲内にある場合には、筒状金型の製造性、取扱い性、筒状金型の外周に形成した無端ベルトの脱型性に優れる利点がある。具体的には、金属板材の厚みが0.1mm未満になると、剛性が低下し、筒状金型の形状保持が難しくなり、取扱う上で金型が折れるなどの不都合が生じやすくなる傾向がある。一方、金属板材の厚みが5mmを上回ると、金型重量が増加し、取扱い性が低下する傾向がある。
【0044】
また、金型の表面性状をよくする、金型表面に耐傷付き性を付与する、基層材料の離型性をよくするなどのため、筒状金型の表面には、金属めっき処理などの表面処理を施すことができる。また、金型の表面性状をよくするなどのため、必要に応じて、金型表面を研磨することもできる。
【0045】
準備する筒状金型の外径は400mm以上とすることができる。このような大きさの汎用の配管用パイプ鋼材はめったになく、さらに450mmを超えるサイズのものは、パイプ鋼材を入手すること自体が困難である。また、無垢の金属材料からの削り出しにより外径400mm以上の円柱状中実体を形成することも材料費や製造コストが高くなり不利である。そのため、準備する筒状金型の外径が400mm以上である場合には、外径400mm以上を有する無端ベルトを簡易に得る成形金型として有用性が高い。なお、筒状金型の外径の下限値は、好ましくは、450mm、より好ましは、500mmである。また、筒状金型の外径の上限値は、特に限定されるものではないが、画像形成装置に用いた場合の画像形成、装置の大きさ等を考慮して、好ましくは、1500mm、より好ましは、1000mmであるとよい。
【0046】
このように金属板材が接合されることによって筒状に形成されている筒状金型は、一方の筒開口側から他方の筒開口側にわたって線状に延びる接合部を有している。そのため、この筒状金型において、接合部とそれ以外の非接合部とは全く同じ挙動をとるわけではない。つまり、この筒状金型は、筒状に曲げられた金属板材に作用する金属板材の剛性や自重等により、筒軸方向から見たときの形状(筒軸方向に垂直な断面形状でも可)が、外周上に接合部よりなる凸部を有する略円形状になっており、完全な円形状(真円)にはなっていない。
【0047】
それ故、この準備した筒状金型の外周面に、基層を形成するための液状の基層形成材料を塗工する工程を経れば、筒状金型の外周面に形成された基層のうち、接合部に沿った部分に、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する上述の突出部が形成される。これにより、突出部を備えた繋ぎ目のない基層を有する無端ベルトが得られる。
【0048】
上記基層形成材料の塗工法は、特に限定されるものではないが、例えば、ノズルコート法、ディッピング法などを例示することができる。好ましくは、上記筒状金型の筒軸方向を鉛直方向と略平行にし、この筒状金型の外周に液状の基層形成材料をノズルコート法により塗工する方法を採用するとよい。この場合には、塗工した後に基層形成材料が重力方向に適度に流れる。そのため、基層に形成される突出部表面の凹凸がならされ、突出部表面のうねりを小さくしやすいからである。なお、これにより、突出部表面の最大うねり高さを、基層の内側面における上記突条部の裏面の最大うねり高さよりも小さくすることができる。
【0049】
上記ノズルコート法による塗工は、例えば、次のようにして行うことができる。
【0050】
先ず、筒軸中心に回転可能に設けた筒状金型と、この筒状金型の外周面と近接する位置で、筒状金型の軸方向に沿って移動可能なノズルを準備する。その一方、無端ベルトの基層を形成するための液状の基層形成材料を調製し、この液状材料をエアー加圧タンクに収容する。
【0051】
次いで、筒状金型の筒軸方向を鉛直方向と略平行にした状態で筒軸中心に回転させる。回転数は、通常、10〜100rpm程度に設定することができる。筒状金型を回転させた状態で、基層形成材料が収容されたエアー加圧タンクに所定の圧力をかけ、内部の基層形成材料をノズルに圧送し、筒状金型の外周面に向けて、ノズルから基層形成材料を吐出させる。この基層形成材料の吐出と同時に、ノズルを、筒状金型の筒軸方向に沿って一定速度で筒状金型の一方端部から他方端部にかけて移動させる。これにより、筒状金型の外周面には、基層形成材料が一定幅のらせん状に塗工され、基層形成材料のらせん状塗膜の連続体からなる全体塗膜が形成される。この際、筒状金型が有する線状の接合部に沿って、突出部となる部分が形成される。その後、この全体塗膜を、必要に応じて乾燥、加熱処理し、有機溶媒を除去する。これにより、繋ぎ目がない筒状に形成されており、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有する基層を形成することができる。基層からなる無端ベルトとする場合には、この段階で筒状金型と基層とを分離し、脱型すればよい。また、基層の外周面に弾性層を有する無端ベルトとする場合には、筒状金型の外周面に形成した基層の外周面上に、さらに上記と同様にして、別のノズルから弾性層形成材料を吐出し、弾性層形成材料のらせん状塗膜の連続体からなる全体塗膜を形成後、必要に応じて乾燥、加熱処理し、筒状金型と基層とを分離し、脱型すればよい。
【0052】
なお、筒状金型と無端ベルトとの脱型方法は、特に限定されるものではない。上記脱型方法としては、例えば、筒状金型と基層との間に高圧エアを吹き込むことにより無端ベルトの脱型を行う方法などを例示することができる。
【実施例】
【0053】
実施例に係る無端ベルトおよびその製造方法ならびに無端ベルト形成用金型について、図面を用いて具体的に説明する。
(実施例1)
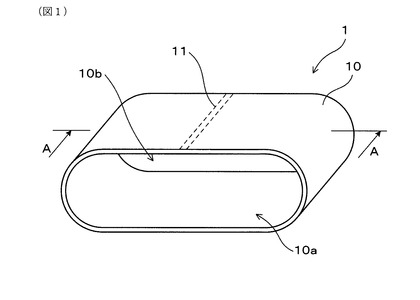
実施例1に係る無端ベルトの概略構成を図1、図2を用いて説明する。図1、図2に示すように、無端ベルト1は、筒状に形成された樹脂製の基層10を有している。この基層10は、繋ぎ目のない状態で形成されている。なお、本例では、無端ベルト1は、基層10単体からなっている。基層10は、電子導電剤であるカーボンブラックを含有するポリアミドイミド樹脂から構成されている。基層10の外径(直径)は510mmであり、基層の厚みは60μmである。
【0054】
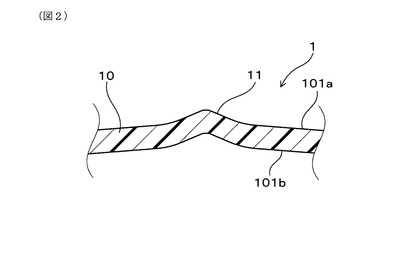
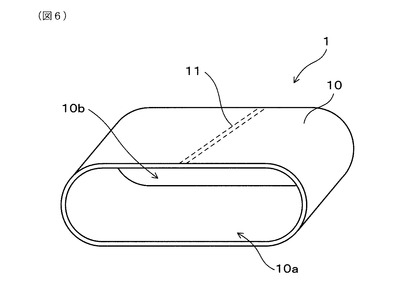
基層10は、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を1本有している。突出部11は、具体的には、基層10の筒外側面101aが筒外方に線状に突出するとともに、それに沿って基層10の筒内側面101bも筒外方に線状に突出する部位として構成されている。上述したJIS B0601:2001に準拠して測定される突出部11表面の最大高さうねりWzは、100μmである。突出部11は、筒軸線方向と略平行な方向に形成されている。この無端ベルト1は、以下に説明する実施例1に係る無端ベルトの製造方法によって製造されている。
【0055】
次に、実施例1に係る無端ベルトの製造方法についてその概略を図3〜図5を用いて説明する。実施例1に係る無端ベルトの製造方法は、金属板材を接合することによって筒状に形成された筒状金型を準備する工程を有している。本例では、具体的には、次のようにして筒状金型3(つまり、実施例1に係る無端ベルト形成用金型)を準備した。
【0056】
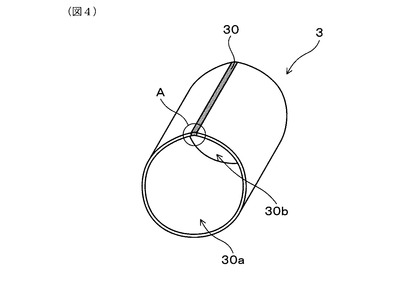
すなわち、図3に示すような矩形状の金属板材2を用意し、図4に示すように金属板材2を筒状に丸めて対向する辺2a、2bどうしを突き合わせた後、溶接により辺2a、2bどうしを接合し、全体として筒状(外径510mm)に形成した。なお、本例で用いた金属板材2は、縦500mm×横(筒状にしたときの筒周方向に相当)1600mm×板厚2mmの大きさを有するSK5製の金属板材である。
【0057】
筒状金型3の接合部30は、一方の筒開口側30aから他方の筒開口側30bにわたって筒軸方向と略平行に線状に延びている。筒状金型3は、筒状に曲げられた金属板材2に作用する金属板材2の剛性や自重等により、筒軸方向から見たときの形状が、外周上に接合部30よりなる凸部を一つ有する略円形状、つまり、接合部30を頂点とする略雫形状になっており、完全な円形状(真円)にはなっていない。
【0058】
実施例1に係る無端ベルトの製造方法は、上記準備した筒状金型3の外周面に、上記基層10を形成するための液状の基層形成材料を塗工する工程を有している。本例では、ポリアミドイミド樹脂(PAI)[東洋紡績(株)製「バイロマックスHR−16NN」]100質量部と、カーボンブラック[電気化学工業(株)製「デンカブラック」]10質量部と、N−メチル−2−ピロリドン(NMP)800質量部とを混合することにより基層形成用材料(25℃における粘度は10000mPa・s)を調製し、これを以下のようにして実施例1に係る筒状金型3の外周面に塗工し、基層10を形成した。
【0059】
すなわち、内径φ=1mmのニードルノズルを有するディスペンサ(液体定量吐出装置)を準備した。次いで、上記基層形成材料をエアー加圧タンクに収容し、筒状金型3の外周面とノズルとのクリアランスを1mmとして、筒状金型3およびノズルをセットした。次いで、筒状金型3の筒軸方向を鉛直方向と略平行にした状態で、回転数40rpmで軸中心に回転させながら、基層形成材料を吐出するノズルを1mm/secの移動速度で軸方向下方に移動させるとともに、エアー加圧タンクに0.4MPaの圧力をかけて基層形成材料をノズルに圧送し、ノズルから基層形成材料を吐出させ、筒状金型3の外周面上にらせん状に塗工し、らせん状塗膜の連続体からなる全体塗膜(厚み60μm)を形成した。なお、筒状金型3は、両筒開口部をチャックすることにより、筒軸方向に回転可能とした。
【0060】
次いで、形成された全体塗膜に対して、2時間で250℃まで昇温し、250℃で1時間保持するという条件にて加熱処理を施し、筒状金型3の外周面上に繋ぎ目のない筒状の基層10を形成した。これにより、図5に示すように、筒状金型3の外周面に形成された基層10のうち、接合部30に沿った部分に、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を形成することができる。
【0061】
次いで、筒状金型30と基層10との間に高圧エアを吹き込むことにより、筒状金型30から基層10を脱型した。以上のようにして、上述した構成を有する実施例1に係る無端ベルト1を作製した。
【0062】
(実施例2)
実施例2に係る無端ベルトの概略構成を図6を用いて説明する。図6に示すように、実施例2に係る無端ベルト1は、実施例1に係る無端ベルト1と比較して、基層10に形成した線状の突出部11が筒軸線方向と交差する方向に形成されており、線状の突出部11と筒軸線方向とのなす角が約10°とされている点で大きく異なっている。また、突出部11表面の最大高さうねりWzは、200μmである。
【0063】
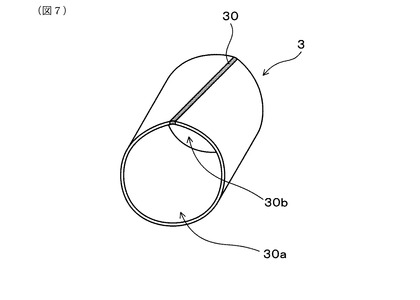
実施例2に係る無端ベルト1は、実施例1に係る無端ベルトの製造方法にて準備した図4の筒状金型3に代えて、図7に示した筒状金型3(実施例2に係る無端ベルト形成用金型)を準備し、この筒状金型3の外周面に基層形成材料を塗工して基層を形成した点、金型の接合仕様を変更した点以外は実施例1と同様にして作製したものである。
【0064】
図7に示した筒状金型3は、1枚の平行四角形状の金属板材(不図示)を用意し、この金属板材を筒状に丸めて対向する斜辺どうしを突き合わせた後、溶接により斜辺どうしを接合することにより、全体として筒状(外径510mm)に形成したものである。なお、本例で用いた金属板材は、斜辺508mm×横(筒状にしたときの筒周方向に相当)1600mm×板厚2mmの大きさを有するSK5製の金属板材である。
【0065】
図7に示した筒状金型3の接合部30は、一方の筒開口側30aから他方の筒開口側30bにわたって筒軸方向に対して約10°傾斜した状態で線状に延びている。この筒状金型3も、実施例1と同様に、筒軸方向から見たときの形状が、外周上に接合部30よりなる凸部を一つ有する略円形状、つまり、接合部30を頂点とする略雫形状になっている。
【0066】
(実施例3)
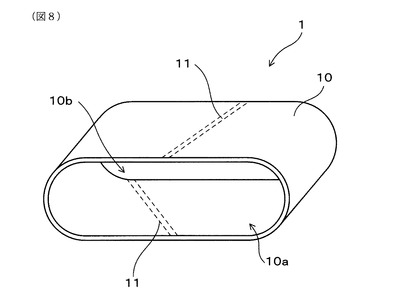
実施例3に係る無端ベルトの概略構成を図8を用いて説明する。図8に示すように、実施例3に係る無端ベルト1は、実施例1に係る無端ベルト1と比較して、基層10に形成した線状の突出部11が筒軸線方向と交差する方向に2本形成されており、それぞれの線状の突出部11と筒軸線方向とのなす角が約20°とされている点で大きく異なっている。また、一方の突出部11表面の最大高さうねりWzは、200μmであり、他方の突出部11表面の最大高さうねりWzは、200μmである。
【0067】
実施例3に係る無端ベルト1は、実施例1に係る無端ベルトの製造方法にて準備した図4の筒状金型3に代えて、図9に示した筒状金型3(実施例3に係る無端ベルト形成用金型)を準備し、この筒状金型3の外周面に基層形成材料を塗工して基層を形成した点、金型の接合仕様を変更した点以外は実施例1と同様にして作製したものである。
【0068】
図9に示した筒状金型3は、2枚の同形状の平行四角形状の金属板材(不図示)を用意し、これら金属板材を半割の筒状に丸めて対向する斜辺どうしを突き合わせた後、溶接により斜辺どうしを接合することにより、全体として筒状(外径510mm)に形成したものである。本例で用いた金属板材は、斜辺532mm×横(筒状にしたときの筒周方向に相当)1600mm×板厚2mmの大きさを有するSK5製の金属板材である。
【0069】
図9に示した筒状金型3の2本の接合部30は、ともに、一方の筒開口側30aから他方の筒開口側30bにわたって筒軸方向に対して約20°傾斜した状態で線状に延びている。この筒状金型3は、筒軸方向から見たときの形状が、外周上に接合部30よりなる凸部を2つ有する略円形状になっている。
【0070】
(実施例4)
上述した実施例1〜実施例3の作製において、筒状金型30に基層10を形成した後に脱型を行わず、さらに、上記ディスペンサ(液体定量吐出装置)の別のエアー加圧タンクに収容した弾性層形成材料を、同様にして、基層の外周面上にらせん状に塗工して全体塗膜を形成し、加熱処理を施した後、筒状金型と基層とを分離した。これにより、突出部を有する各基層の外周面に弾性層が形成されてなる実施例4〜実施例6に係る無端ベルト(不図示)を作製した。
【0071】
なお、弾性層形成材料は、アクリロニトリル−ブタジエンゴム(NBR)[日本ゼオン(株)製、「ニポールDN101」]100質量部と、架橋剤(フェノール樹脂系)[住友ベークライト(株)製、「スミライトレジンPR−11078」]50質量部と、イオン導電剤(TBAHS)[和光純薬工業(株)製]と、有機系難燃剤(フォスファゼン誘導体)[(株)伏見製薬所、「ラビトルFP−110」]50質量部と、無機系難燃剤(水酸化アルミニウム)[ナバルテック社製、「APYRAL」]100質量部とを配合し、混合することにより調製した。なお、弾性層形成材料の調製に際しては、溶媒としてシクロヘキサノンを用い、弾性層形成材料に含まれるシクロヘキサノンの質量割合(溶媒比率)は、75%とした。
【0072】
また、弾性層形成材料の塗工は、基層が形成された筒状金型の回転数:40rpm、エアー加圧タンクの圧力:0.5MPa、形成した全体塗膜の厚さ:200μm、全体塗膜に対する加熱処理条件:0.5時間で170℃まで昇温し、170℃で0.5時間保持する、という条件にて行った。
【0073】
(画像形成)
複写機(富士ゼロックス(株)製「DocuCenter−IV C2260」)の中間転写ベルトに幅方向300mm×周方向200mm四方の切り抜き部を形成した。次いで、実施例1〜6に係る無端ベルトから、線状突出部を含んで上記切り抜き部と同形状に形成した部位をそれぞれ採取し、これらを上記切り抜き部にそれぞれ貼り付け、各画像評価用ベルトとした。次いで、各画像評価用ベルトを上記複写機に組み込み、23.5℃×53%RHの環境下で、黒ベタ画像の画像出力を行った。そして、得られた画像を目視にて観察した。基層に形成された線状の突出部に起因する画像不具合が認められない場合を、良好な画像が得られると判断とした。基層に形成された線状の突出部に起因する画像不具合が認められた場合を、画像不良と判断とした。
【0074】
作製した実施例1〜6に係る無端ベルトは、いずれも、従来の無端ベルトに存在するような、基層の端部どうしを重ね合わせて接着した繋ぎ目や熱溶着による繋ぎ目、テーピングによる繋ぎ目を有していない。そのため、ベルト使用時にこのような繋ぎ目にて破断することがなく、機械的強度に優れているといえる。
【0075】
また、従来の無端ベルトは、テーピングや接着剤、熱溶着などを利用するため、その部分において電気抵抗の不均一が生じやすいが、実施例1〜6に係る無端ベルトは、基層の突出部と突出部周辺とが同じ材料から一体に形成されている。そのため、突出部があっても筒周方向に比較的滑らかに連続しており、突出部において電気抵抗の不均一が生じ難い。それ故、上記のように画像形成装置に組み込んだ場合に、基層に形成された線状の突出部に起因する画像不具合がいずれの実施例についても認められず、良好な画像が得られた。また、実施例1〜6に係る無端ベルトによれば、繋ぎ目を検知する検知手段を余分に設ける必要がないため、装置構成の簡略化、コスト抑制を図ることができるといえる。
【0076】
以上、本発明の実施例について詳細に説明したが、本発明は上記実施例に限定されるものではなく、本発明の趣旨を損なわない範囲内で種々の変更が可能である。
【符号の説明】
【0077】
1 無端ベルト
10 基層
10a 一方の筒開口側
10b 他方の筒開口側
11 突出部
2 金属板材
3 筒状金型
30a 一方の筒開口側
30b 他方の筒開口側
【技術分野】
【0001】
本発明は、無端ベルトおよびその製造方法ならびに無端ベルト形成用金型に関する。
【背景技術】
【0002】
従来、様々な分野において、無端ベルトが使用されている。無端ベルトとしては、合成樹脂からなる筒状体が公知である。この筒状の無端ベルトは、一般に、所定距離だけ離間させて配置した複数のローラ間に張架されて使用される。電子写真方式を採用するプリンター、複写機、ファクシミリ等の画像形成装置の分野では、樹脂製の基層単体からなる無端ベルトが広く用いられている。
【0003】
具体的には、例えば、特許文献1には、樹脂フィルムシートの両端部をテーピングにより繋ぎ合わせることにより筒状に形成してなる繋ぎ目のある無端ベルトが開示されている。
【0004】
また例えば、特許文献2には、樹脂フィルムシートの両端部を互いに重ね合わせ、接着剤や熱溶着によって接合することにより筒状に形成してなる繋ぎ目のある無端ベルトが開示されている。同文献には、繋ぎ目を有する無端ベルトを画像形成装置の転写ベルトに適用するに当たり、無端ベルトの繋ぎ目を検知する検知手段を画像形成装置に設け、繋ぎ目の部分にトナーを転写させないように、ベルトタイミングを調整する技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2010−500628号公報
【特許文献2】特開平8−305112号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来知られる繋ぎ目を有する無端ベルトは以下の点で問題がある。
すなわち、テーピングによる繋ぎ目を有する無端ベルトは、ベルト材料の強度に比べ、テーピングによる接着部分の強度が不足しがちである。そのため、ベルト使用時に破断するおそれがある。また、テーピングにより電気抵抗が明らかに異なる部分がベルト表面に帯状に形成され、テーピング部分とそれ以外の部分との間に電気抵抗の差が生じやすい。そのため、この電気抵抗の差に起因して画像不具合が生じやすい。
【0007】
一方、接着剤や熱溶着による繋ぎ目を有する無端ベルトも、繋ぎ目の部分に接着剤やフィルムの重なり、熱溶着部が存在する。そのため、上記と同様に、繋ぎ目の部分とそれ以外の部分との間に電気抵抗の差が生じやすい。特に、熱溶着部が存在する場合には、樹脂が溶融することにより、基層に配合した導電剤の分散状態や配列が変化したり、ベルト表面に導電剤の存在割合が極端に少ない部分が形成されたりする。そのため、導電性が不均一となり、電気抵抗の差に起因して画像不具合が生じやすい。
【0008】
また、これら繋ぎ目のある無端ベルトを用いるにあたり、繋ぎ目を検知する検知手段を画像形成装置に設ける場合には、装置構成が複雑になる上、画像形成装置のコストも上昇してしまう。
【0009】
さらに、繋ぎ目のない無端ベルトを製造する方法としては、汎用の配管用パイプ鋼材を金型に用い、この金型の外周面に無端ベルトを形成することが考えられる。しかし、外径の大きな無端ベルトを製造することができる汎用の配管用パイプ鋼材は入手が困難である。したがって、より大きな外径(例えば、外径400mm以上)を有する無端ベルトを得ようとする場合には、上述のように、樹脂フィルムシートをテーピングや接着剤、熱溶着等によって繋ぎ合わせるほか方法がないのが現状である。このように、無端ベルトにおける繋ぎ目の問題は、無端ベルトが大口径化するほど顕著になりやすい。
【0010】
本発明は、このような背景に鑑みてなされたものであり、機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な無端ベルトを提供することにある。また、上記無端ベルトの製造に適した製造方法を提供することにある。また、上記無端ベルトの製造方法に適した金型を提供することにある。
【課題を解決するための手段】
【0011】
本発明の一態様は、筒状に形成された樹脂製の基層を有する無端ベルトであって、上記基層は、繋ぎ目のない状態で形成されており、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有することを特徴とする無端ベルトにある(請求項1)。
【0012】
本発明の他の態様は、繋ぎ目のない筒状に形成された基層を有する無端ベルトの製造方法であって、金属板材を接合することによって筒状に形成された筒状金型を準備する工程と、上記準備した筒状金型の外周面に、上記基層を形成するための液状の基層形成材料を塗工する工程とを有することを特徴とする無端ベルトの製造方法にある(請求項6)。
【0013】
本発明のさらに他の態様は、金属板材が接合されることによって筒状に形成されていることを特徴とする無端ベルト形成用金型にある(請求項7)。
【発明の効果】
【0014】
上記無端ベルトは、筒状に形成された樹脂製の基層を有しており、この基層は、繋ぎ目のない状態で形成されている。そのため、良好な機械的強度が得られる。また、基層は、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有している。この突出部と突出部の周辺とは同じ樹脂材料で一体化されている。そのため、テーピングや接着剤、熱溶着などを利用した従来の無端ベルトに比べ、突出部があっても筒周方向に比較的滑らかに連続しており、突出部において電気抵抗の不均一が生じ難い。そのため、画像形成装置に組み込んだ場合に良好な画像を得ることができる。また、上記無端ベルトを画像形成装置に組み込んだ場合に、繋ぎ目を検知する検知手段を余分に設ける必要がない。そのため、装置構成の簡略化、コスト抑制を図ることができる。
【0015】
上記無端ベルトの製造方法は、金属板材を接合することによって筒状に形成された筒状金型を準備する工程と、準備した筒状金型の外周面に、基層を形成するための液状の基層形成材料を塗工する工程とを有している。従来、無端ベルトを大口径化するための方法としては、ベルト材料を繋ぎ合わせる手法が通常であった。これに対し、上記無段ベルトの製造方法は、ベルト材料を繋ぎ合わせるのではなく、金属板材を筒状に繋ぎ合わせることにより金型を大口径化し、この金型の外周面に無端ベルトの基層を形成する。
【0016】
上記無端ベルトの製造方法では、筒状金型の外周面に形成された基層のうち、接合部に沿った部分に、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する上述の突出部が形成される。つまり、上記突出部を有するが繋ぎ目のない無端ベルトを形成することができる。このような突出部が形成されるのは、筒状にされた金属板材に作用する金属板材の剛性や自重等により、筒軸方向から筒状金型を見たときに、筒状金型がその外周上に接合部よりなる凸部を有する略円形状を呈することや、接合部の転写等の影響によるものと考えられる。
【0017】
上記無端ベルト形成用金型は、金属板材が接合されることによって筒状に形成されている。そのため、筒状にされた金属板材に作用する金属板材の剛性や自重等により、筒軸方向から見たときの形状が、外周上に接合部よりなる凸部を有する略円形状を呈する。したがって、この金型の外周面に、基層を形成するための液状の基層形成材料を塗工する工程を経れば、上記突出部を備えた繋ぎ目のない基層を有する無端ベルトを製造することができる。それ故、上記無端ベルトの製造方法に好適に用いることができる。
【0018】
以上、本発明によれば、機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な繋ぎ目のない無端ベルトを提供することができる。また、上記無端ベルトの製造に適した製造方法を提供することができる。また、上記無端ベルトの製造方法に適した金型を提供することができる。
【図面の簡単な説明】
【0019】
【図1】実施例1に係る無端ベルトを模式的に示した図である。
【図2】図1におけるA−A断面の一部を示す断面図である。
【図3】実施例1に係る無端ベルトの製造方法に用いる金属板材を模式的に示した図である。
【図4】実施例1に係る無端ベルトの製造方法において準備した筒状金型を模式的に示した図である。
【図5】実施例1に係る無端ベルトの製造方法において、筒状金型の外周面に塗工により形成した基層の断面の一部(接合部の周辺)を模式的に示した図である。
【図6】実施例2に係る無端ベルトを模式的に示した図である。
【図7】実施例2に係る無端ベルトの製造方法において準備した筒状金型を模式的に示した図である。
【図8】実施例3に係る無端ベルトを模式的に示した図である。
【図9】実施例3に係る無端ベルトの製造方法において準備した筒状金型を模式的に示した図である。
【発明を実施するための形態】
【0020】
上記無端ベルトは、例えば、電子写真方式を採用する複写機、プリンター、複合機、印刷機などの画像形成装置に適用することができる。より具体的には、例えば、静電潜像担体に担持されたトナー像を中間転写ベルトに一次転写した後、トナー像を中間転写ベルトから用紙等の転写材へ二次転写する画像形成装置における上記中間転写ベルトとして用いることができる。
【0021】
上記無端ベルトは、繋ぎ目のない筒状に形成された基層を有している。つまり、上記無端ベルトの基層は、従来の無端ベルトに存在するような、基層の端部どうしを重ね合わせて接着した繋ぎ目や熱溶着による繋ぎ目、テーピングによる繋ぎ目等を有していない。
【0022】
基層は、樹脂製である。基層を主に構成する樹脂としては、例えば、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエーテルスルホン樹脂、フッ素系樹脂、ポリカーボネート樹脂などを例示することができる。これらは1種または2種以上併用することができる。基層を主に構成する樹脂としては、高剛性、高耐久性の観点から、ポリアミドイミドおよびポリイミドから選択される1種または2種以上の樹脂を好適に用いることができる。
【0023】
基層は、導電性を有することができる。基層の導電性は、例えば、基層を構成する樹脂中に導電剤を含有させることにより付与することができる。導電剤としては、例えば、カーボンブラック、グラファイト、カーボンナノチューブ等の炭素系材料、アルミニウム粉末、ステンレス粉末等の金属粉末材料、導電性酸化亜鉛(c−ZnO)、導電性酸化チタン(c−TiO2)、導電性酸化鉄(c−Fe3O4)、導電性酸化錫(c−SnO2)等の導電性金属酸化物などといった電子導電剤を好適なものとして例示することができる。他にも、例えば、第四級アンモニウム塩、リン酸エステル、スルホン酸塩、脂肪族多価アルコール、脂肪族アルコールサルフェートなどのイオン導電剤を用いることもできる。これらは1種または2種以上併用することができる。導電剤としては、必要な体積抵抗率の調整がしやすい等の観点から、好ましくは、カーボンブラック、グラファイト、カーボンナノチューブ等の炭素系材料よりなる電子導電剤を好適に用いることができる。基層は、導電剤以外にも、必要に応じて、難燃剤(無機系難燃剤、有機系難燃剤)、充填剤(炭酸カルシウム等)、レべリング剤などの各種添加剤を1種または2種以上含有することができる。
【0024】
ここで、基層は、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する微小な突出部を有している。この突出部は、具体的には、例えば、基層の筒外側面が筒外方に線状に突出するとともに、それに沿って基層の筒内側面も筒外方に線状に突出する部位として構成することができる。このような構成は、上述した無端ベルトの製造方法によって好適に形成することができる。
【0025】
上記無端ベルトにおいて、筒外側面における突出部表面の最大高さうねりWzは1mm以下とすることができる(請求項2)。この場合には、上記無端ベルトを、電子写真方式を採用する画像形成装置の中間転写ベルト等に用いた場合に、突出部に起因する画像不具合が一層生じ難くなる。また、基層の外周面に沿ってゴム弾性層等の弾性層を設ける構成を採用した場合に、突出部表面のうねりに起因するうねりが弾性層の表面に生じ難く、弾性層表面の平滑化にも寄与することができる。
【0026】
上記突出部表面の最大高さうねりWzの上限値は、上記中間転写ベルトに用いた場合における突出部起因の濃度ムラ、クリーニング不良等の観点から、好ましくは、500μm、より好ましくは、350μm、さらに好ましくは、200μmとすることができる。一方、突出部表面の最大高さうねりWzの下限値は、特に限定されるものではない。突出部表面のうねりは、ほとんどないことが望ましいからである。もっとも、突出部表面のうねりを完全に無くすことは、製造上の難易度が高くなる上、ベルト製造コストを上昇させることにもつながる。そのため、突出部表面の最大高さうねりWzの下限値は、好ましくは、1μm、より好ましくは、10μm、さらに好ましくは、50μmとすることができる。なお、上記最大高さうねりWzは、張力をかけない状態で無端ベルトを台上に自然に載置し、JIS B0601:2001に準拠して、ベルト幅方向の中央部と両縁部の3箇所における突出部の頂点部分の表面の最大高さうねりを測定し、得られた測定値の平均値のことである。
【0027】
上記無端ベルトにおいて、突出部の高さは1mm以下とすることができる。この場合には、上記突出部表面の最大高さうねりWzを1mm以下とする場合の作用効果を大きくすることができる。
【0028】
上記突出部の高さの上限値は、上記中間転写ベルトに用いた場合における突出部起因の濃度ムラ、クリーニング不良等の観点から、好ましくは、500μm、より好ましくは、300μm、さらに好ましくは、200μmとすることができる。一方、突出部表面の高さの下限値は、特に限定されるものではない。突出部の高さは、低いほど好ましいからである。もっとも、突出部を完全に無くすことは、製造上の難易度が高くなる上、ベルト製造コストを上昇させることにもつながる。そのため、突出部の高さの下限値は、好ましくは、1μm、より好ましくは、10μm、さらに好ましくは、50μmとすることができる。なお、上記突出部の高さは、張力をかけない状態で無端ベルトを台上に自然に載置し、ベルト幅方向の中央部と両縁部の3箇所について、断面観察により突出部の頂点部と突出部周辺の平坦な基層表面との距離を測定し、得られた測定値の平均値のことである。
【0029】
上記無端ベルトにおいて、線状をなす突出部は、筒軸線方向とほぼ平行に形成されていてもよいし、筒軸線方向と交差する方向に形成されていてもよい(請求項3)。突出部が筒軸線方向と交差する方向に形成されている場合には、次の利点がある。すなわち、上記無端ベルトを、電子写真方式を採用する画像形成装置の中間転写ベルト等に用いる場合、感光体や二次転写部材やベルト表面をクリーニングするためのクリーニング部材等がベルト周囲に配設される。このような場合であっても上記構成を採用したときには、転写及びベルトクリーニング時に突出部の全部が各部材と軸方向で一度に干渉せず、一点で突出部と干渉し、各部材との当たりが緩和される。これにより、各部材とのギャップを最小限に抑制しやすくなる。
【0030】
上記において、線状の突出部と筒軸線方向とのなす角(交差角度)は、ベルト寸法精度、筒状金型の製造性、形成される画像の画質などの観点から、好ましくは、0°超〜60°以下、より好ましくは、0°超〜45°以下、さらに好ましくは、0°超〜20°以下とすることができる。
【0031】
上記無端ベルトにおいて、突出部は、基層に1本だけ形成されていてもよいし、2本以上形成されていてもよく、その本数は特に制限されるものではない。突出部は、ベルト寸法精度、形成される画像の画質、金型製造工程の削減等の観点から、好ましくは、基層に2本以下、より好ましくは、1本だけ形成されているとよい。
【0032】
上記無端ベルトにおいて、基層の外径は400mm以上とすることができる(請求項4)。従来、大口径の無端ベルトは繋ぎ目のあるものしか製造が困難であったため、繋ぎ目に起因する画像不具合が生じることを承知で使用するか、その対策のための機構を設けざるを得なかった。上記無端ベルトは、繋ぎ目がなく良好な機械的強度を有し、突出部に起因する画像不具合も生じ難く、上記対策のための機構も不要である。そのため、近年、需要が高まっており、基層の外径(直径)が400mm以上と大口径の無端ベルトが求められる商業用のデジタル印刷機(オンデマンド印刷機)等に特に好適に用いることができる。
【0033】
基層の外径の下限値は、好ましくは、450mm、より好ましくは、500mmである。なお、基層の外径の上限値は、特に限定されるものではないが、画像形成装置の大きさ等を考慮して、好ましくは、1500mm、より好ましくは、1000mmであるとよい。
【0034】
上記無端ベルトは、上述した基層の外周面に沿って、必要に応じて、ゴム弾性層等の弾性層を有していてもよい。近年、画像形成装置は、印刷品質のさらなる向上が求めらる中で、表面凹凸の大きなざらつきのある紙の使用や、凹凸模様のあるデザイン紙といった表面品質の異なる用紙への使用が増えており、これらへの対応力が求められている。そのため、これら画像形成装置に組み込まれる無端ベルトの構成を、基層の外周面に弾性層を有する構成とした場合には、ベルト表面の柔軟性が向上するため、トナーを各種用紙の表面凹凸に追従して転写しやすくなる。
【0035】
弾性層は、具体的には、例えば、導電剤を含有するゴム(エラストマーも含む)などのポリマーから構成することができる。弾性層を構成するポリマーとしては、例えば、アクリロニトリル−ブタジエンゴム(NBR)、アクリルゴム、ブタジエンゴム(BR)、スチレン−ブタジエンゴム(SBR)、ブチルゴム(IIR)、クロロプレンゴム(CR)、ポリウレタン、シリコーンゴム、フッ素ゴム、紫外線硬化ゴムなどを例示することができる。これらは1種または2種以上併用することができる。導電剤としては、例えば、第四級アンモニウム塩、リン酸エステル、スルホン酸塩、脂肪族多価アルコール、脂肪族アルコールサルフェートなどのイオン導電剤を例示することができる。他にも上述した電子導電剤を用いることもできる。弾性層は、導電剤以外にも、必要に応じて、難燃剤(無機系難燃剤、有機系難燃剤)、架橋剤、充填剤(炭酸カルシウム等)、レべリング剤などの各種添加剤を1種または2種以上含有することができる。なお、弾性層の表面は、紫外線照射等の光照射処理、塩素化合物および/またはフッ素化合物を含有する表面処理液などにより、表面処理されていてもよい。
【0036】
上記無端ベルトは、必要に応じて、上述した基層の外周面に沿って表層、あるいは、上述した弾性層の外周面に沿って表層を有していてもよい。表層を有する場合には、トナーの離型性を向上させることができ、クリーニング性などを向上させることができる。
【0037】
なお、基層の厚みは、50μm〜200μm程度とすることができる。弾性層の厚みは、10μm〜500μm程度とすることができる。表層の厚みは、0.1μm〜50μm程度とすることができる。
【0038】
上記無端ベルトにおいて、基層は、金属板材を接合することによって筒状に形成された筒状金型の外周面に、基層を形成するための液状の基層形成材料が塗工される工程を経て形成されたものであるとよい(請求項5)。このような工程を経て基層を形成することにより、基層に上記突出部を簡単に形成することができる。この点については、以下に説明する無端ベルトの製造方法にて詳述する。
【0039】
上記無端ベルトの製造方法は、上述した構成の無端ベルトを好適に製造することが可能な方法である。上記無端ベルトの製造方法では、金属板材を接合することによって筒状に形成された筒状金型を準備する。具体的には、例えば、基層に突出部を1本有する無端ベルトを製造する場合には、1枚の四角形状の金属板材を準備し、この金属板材を筒状に丸めて対向する辺どうしを突き合わせる、あるいは、重ね合わせた後、辺どうしを接合し、全体として筒状に形成することができる。また例えば、基層に突出部を2本有する無端ベルトを製造する場合には、2枚の四角形状の金属板材を準備し、一方の金属板材の一辺と他方の金属板材の一辺とを突き合わせる、あるいは、重ね合わせた後、これら辺どうしを接合するとともに、さらに、一方の金属板材の接合した一辺と対向する辺と他方の金属板材の接合した一辺と対向する辺とを突き合わせる、あるいは、重ね合わせ後、これら辺どうしを接合することにより、全体として筒状に形成することができる。上記筒状金型は、作製する無端ベルトの突出部の本数を考慮して、その外周面に、一方の筒開口側から他方の開口側にわたって1本の線状の接合部を有していてもよいし、2本以上の線状の接合部を有していてもよく、特に制限されるものではない。
【0040】
また、線状をなす突出部を基層の筒軸方向と交差させてなる無端ベルトを作製する場合には、例えば、筒状に丸めたときに筒軸方向と交差可能な辺を有する四角形状の金属板材を準備すればよい。つまり、筒状金型において、接合部は、金型の筒軸線方向とほぼ平行に形成されていてもよいし、筒軸線方向と交差する方向に形成されていてもよく、特に制限されるものではない。
【0041】
なお、接合方法は、特に限定されるものではなく、例えば、TIG溶接、レーザー溶接、電子ビーム溶接、摩擦撹拌接合などを例示することができる。好ましくは、歪みが少なく精密な溶接に適するなどの観点から、TIG溶接を好適に用いることができる。
【0042】
筒状金型の準備に用いる金属板材の材質は、特に限定されるものではないが、好ましくは、例えば、ステンレス鋼、ばね鋼等の金属(合金含む)材料などを例示することができる。
【0043】
上記金属板材の厚みは、好ましくは、0.1mm〜5mmの範囲内とすることができる。金属板材の厚みが上記範囲内にある場合には、筒状金型の製造性、取扱い性、筒状金型の外周に形成した無端ベルトの脱型性に優れる利点がある。具体的には、金属板材の厚みが0.1mm未満になると、剛性が低下し、筒状金型の形状保持が難しくなり、取扱う上で金型が折れるなどの不都合が生じやすくなる傾向がある。一方、金属板材の厚みが5mmを上回ると、金型重量が増加し、取扱い性が低下する傾向がある。
【0044】
また、金型の表面性状をよくする、金型表面に耐傷付き性を付与する、基層材料の離型性をよくするなどのため、筒状金型の表面には、金属めっき処理などの表面処理を施すことができる。また、金型の表面性状をよくするなどのため、必要に応じて、金型表面を研磨することもできる。
【0045】
準備する筒状金型の外径は400mm以上とすることができる。このような大きさの汎用の配管用パイプ鋼材はめったになく、さらに450mmを超えるサイズのものは、パイプ鋼材を入手すること自体が困難である。また、無垢の金属材料からの削り出しにより外径400mm以上の円柱状中実体を形成することも材料費や製造コストが高くなり不利である。そのため、準備する筒状金型の外径が400mm以上である場合には、外径400mm以上を有する無端ベルトを簡易に得る成形金型として有用性が高い。なお、筒状金型の外径の下限値は、好ましくは、450mm、より好ましは、500mmである。また、筒状金型の外径の上限値は、特に限定されるものではないが、画像形成装置に用いた場合の画像形成、装置の大きさ等を考慮して、好ましくは、1500mm、より好ましは、1000mmであるとよい。
【0046】
このように金属板材が接合されることによって筒状に形成されている筒状金型は、一方の筒開口側から他方の筒開口側にわたって線状に延びる接合部を有している。そのため、この筒状金型において、接合部とそれ以外の非接合部とは全く同じ挙動をとるわけではない。つまり、この筒状金型は、筒状に曲げられた金属板材に作用する金属板材の剛性や自重等により、筒軸方向から見たときの形状(筒軸方向に垂直な断面形状でも可)が、外周上に接合部よりなる凸部を有する略円形状になっており、完全な円形状(真円)にはなっていない。
【0047】
それ故、この準備した筒状金型の外周面に、基層を形成するための液状の基層形成材料を塗工する工程を経れば、筒状金型の外周面に形成された基層のうち、接合部に沿った部分に、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する上述の突出部が形成される。これにより、突出部を備えた繋ぎ目のない基層を有する無端ベルトが得られる。
【0048】
上記基層形成材料の塗工法は、特に限定されるものではないが、例えば、ノズルコート法、ディッピング法などを例示することができる。好ましくは、上記筒状金型の筒軸方向を鉛直方向と略平行にし、この筒状金型の外周に液状の基層形成材料をノズルコート法により塗工する方法を採用するとよい。この場合には、塗工した後に基層形成材料が重力方向に適度に流れる。そのため、基層に形成される突出部表面の凹凸がならされ、突出部表面のうねりを小さくしやすいからである。なお、これにより、突出部表面の最大うねり高さを、基層の内側面における上記突条部の裏面の最大うねり高さよりも小さくすることができる。
【0049】
上記ノズルコート法による塗工は、例えば、次のようにして行うことができる。
【0050】
先ず、筒軸中心に回転可能に設けた筒状金型と、この筒状金型の外周面と近接する位置で、筒状金型の軸方向に沿って移動可能なノズルを準備する。その一方、無端ベルトの基層を形成するための液状の基層形成材料を調製し、この液状材料をエアー加圧タンクに収容する。
【0051】
次いで、筒状金型の筒軸方向を鉛直方向と略平行にした状態で筒軸中心に回転させる。回転数は、通常、10〜100rpm程度に設定することができる。筒状金型を回転させた状態で、基層形成材料が収容されたエアー加圧タンクに所定の圧力をかけ、内部の基層形成材料をノズルに圧送し、筒状金型の外周面に向けて、ノズルから基層形成材料を吐出させる。この基層形成材料の吐出と同時に、ノズルを、筒状金型の筒軸方向に沿って一定速度で筒状金型の一方端部から他方端部にかけて移動させる。これにより、筒状金型の外周面には、基層形成材料が一定幅のらせん状に塗工され、基層形成材料のらせん状塗膜の連続体からなる全体塗膜が形成される。この際、筒状金型が有する線状の接合部に沿って、突出部となる部分が形成される。その後、この全体塗膜を、必要に応じて乾燥、加熱処理し、有機溶媒を除去する。これにより、繋ぎ目がない筒状に形成されており、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有する基層を形成することができる。基層からなる無端ベルトとする場合には、この段階で筒状金型と基層とを分離し、脱型すればよい。また、基層の外周面に弾性層を有する無端ベルトとする場合には、筒状金型の外周面に形成した基層の外周面上に、さらに上記と同様にして、別のノズルから弾性層形成材料を吐出し、弾性層形成材料のらせん状塗膜の連続体からなる全体塗膜を形成後、必要に応じて乾燥、加熱処理し、筒状金型と基層とを分離し、脱型すればよい。
【0052】
なお、筒状金型と無端ベルトとの脱型方法は、特に限定されるものではない。上記脱型方法としては、例えば、筒状金型と基層との間に高圧エアを吹き込むことにより無端ベルトの脱型を行う方法などを例示することができる。
【実施例】
【0053】
実施例に係る無端ベルトおよびその製造方法ならびに無端ベルト形成用金型について、図面を用いて具体的に説明する。
(実施例1)
実施例1に係る無端ベルトの概略構成を図1、図2を用いて説明する。図1、図2に示すように、無端ベルト1は、筒状に形成された樹脂製の基層10を有している。この基層10は、繋ぎ目のない状態で形成されている。なお、本例では、無端ベルト1は、基層10単体からなっている。基層10は、電子導電剤であるカーボンブラックを含有するポリアミドイミド樹脂から構成されている。基層10の外径(直径)は510mmであり、基層の厚みは60μmである。
【0054】
基層10は、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を1本有している。突出部11は、具体的には、基層10の筒外側面101aが筒外方に線状に突出するとともに、それに沿って基層10の筒内側面101bも筒外方に線状に突出する部位として構成されている。上述したJIS B0601:2001に準拠して測定される突出部11表面の最大高さうねりWzは、100μmである。突出部11は、筒軸線方向と略平行な方向に形成されている。この無端ベルト1は、以下に説明する実施例1に係る無端ベルトの製造方法によって製造されている。
【0055】
次に、実施例1に係る無端ベルトの製造方法についてその概略を図3〜図5を用いて説明する。実施例1に係る無端ベルトの製造方法は、金属板材を接合することによって筒状に形成された筒状金型を準備する工程を有している。本例では、具体的には、次のようにして筒状金型3(つまり、実施例1に係る無端ベルト形成用金型)を準備した。
【0056】
すなわち、図3に示すような矩形状の金属板材2を用意し、図4に示すように金属板材2を筒状に丸めて対向する辺2a、2bどうしを突き合わせた後、溶接により辺2a、2bどうしを接合し、全体として筒状(外径510mm)に形成した。なお、本例で用いた金属板材2は、縦500mm×横(筒状にしたときの筒周方向に相当)1600mm×板厚2mmの大きさを有するSK5製の金属板材である。
【0057】
筒状金型3の接合部30は、一方の筒開口側30aから他方の筒開口側30bにわたって筒軸方向と略平行に線状に延びている。筒状金型3は、筒状に曲げられた金属板材2に作用する金属板材2の剛性や自重等により、筒軸方向から見たときの形状が、外周上に接合部30よりなる凸部を一つ有する略円形状、つまり、接合部30を頂点とする略雫形状になっており、完全な円形状(真円)にはなっていない。
【0058】
実施例1に係る無端ベルトの製造方法は、上記準備した筒状金型3の外周面に、上記基層10を形成するための液状の基層形成材料を塗工する工程を有している。本例では、ポリアミドイミド樹脂(PAI)[東洋紡績(株)製「バイロマックスHR−16NN」]100質量部と、カーボンブラック[電気化学工業(株)製「デンカブラック」]10質量部と、N−メチル−2−ピロリドン(NMP)800質量部とを混合することにより基層形成用材料(25℃における粘度は10000mPa・s)を調製し、これを以下のようにして実施例1に係る筒状金型3の外周面に塗工し、基層10を形成した。
【0059】
すなわち、内径φ=1mmのニードルノズルを有するディスペンサ(液体定量吐出装置)を準備した。次いで、上記基層形成材料をエアー加圧タンクに収容し、筒状金型3の外周面とノズルとのクリアランスを1mmとして、筒状金型3およびノズルをセットした。次いで、筒状金型3の筒軸方向を鉛直方向と略平行にした状態で、回転数40rpmで軸中心に回転させながら、基層形成材料を吐出するノズルを1mm/secの移動速度で軸方向下方に移動させるとともに、エアー加圧タンクに0.4MPaの圧力をかけて基層形成材料をノズルに圧送し、ノズルから基層形成材料を吐出させ、筒状金型3の外周面上にらせん状に塗工し、らせん状塗膜の連続体からなる全体塗膜(厚み60μm)を形成した。なお、筒状金型3は、両筒開口部をチャックすることにより、筒軸方向に回転可能とした。
【0060】
次いで、形成された全体塗膜に対して、2時間で250℃まで昇温し、250℃で1時間保持するという条件にて加熱処理を施し、筒状金型3の外周面上に繋ぎ目のない筒状の基層10を形成した。これにより、図5に示すように、筒状金型3の外周面に形成された基層10のうち、接合部30に沿った部分に、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を形成することができる。
【0061】
次いで、筒状金型30と基層10との間に高圧エアを吹き込むことにより、筒状金型30から基層10を脱型した。以上のようにして、上述した構成を有する実施例1に係る無端ベルト1を作製した。
【0062】
(実施例2)
実施例2に係る無端ベルトの概略構成を図6を用いて説明する。図6に示すように、実施例2に係る無端ベルト1は、実施例1に係る無端ベルト1と比較して、基層10に形成した線状の突出部11が筒軸線方向と交差する方向に形成されており、線状の突出部11と筒軸線方向とのなす角が約10°とされている点で大きく異なっている。また、突出部11表面の最大高さうねりWzは、200μmである。
【0063】
実施例2に係る無端ベルト1は、実施例1に係る無端ベルトの製造方法にて準備した図4の筒状金型3に代えて、図7に示した筒状金型3(実施例2に係る無端ベルト形成用金型)を準備し、この筒状金型3の外周面に基層形成材料を塗工して基層を形成した点、金型の接合仕様を変更した点以外は実施例1と同様にして作製したものである。
【0064】
図7に示した筒状金型3は、1枚の平行四角形状の金属板材(不図示)を用意し、この金属板材を筒状に丸めて対向する斜辺どうしを突き合わせた後、溶接により斜辺どうしを接合することにより、全体として筒状(外径510mm)に形成したものである。なお、本例で用いた金属板材は、斜辺508mm×横(筒状にしたときの筒周方向に相当)1600mm×板厚2mmの大きさを有するSK5製の金属板材である。
【0065】
図7に示した筒状金型3の接合部30は、一方の筒開口側30aから他方の筒開口側30bにわたって筒軸方向に対して約10°傾斜した状態で線状に延びている。この筒状金型3も、実施例1と同様に、筒軸方向から見たときの形状が、外周上に接合部30よりなる凸部を一つ有する略円形状、つまり、接合部30を頂点とする略雫形状になっている。
【0066】
(実施例3)
実施例3に係る無端ベルトの概略構成を図8を用いて説明する。図8に示すように、実施例3に係る無端ベルト1は、実施例1に係る無端ベルト1と比較して、基層10に形成した線状の突出部11が筒軸線方向と交差する方向に2本形成されており、それぞれの線状の突出部11と筒軸線方向とのなす角が約20°とされている点で大きく異なっている。また、一方の突出部11表面の最大高さうねりWzは、200μmであり、他方の突出部11表面の最大高さうねりWzは、200μmである。
【0067】
実施例3に係る無端ベルト1は、実施例1に係る無端ベルトの製造方法にて準備した図4の筒状金型3に代えて、図9に示した筒状金型3(実施例3に係る無端ベルト形成用金型)を準備し、この筒状金型3の外周面に基層形成材料を塗工して基層を形成した点、金型の接合仕様を変更した点以外は実施例1と同様にして作製したものである。
【0068】
図9に示した筒状金型3は、2枚の同形状の平行四角形状の金属板材(不図示)を用意し、これら金属板材を半割の筒状に丸めて対向する斜辺どうしを突き合わせた後、溶接により斜辺どうしを接合することにより、全体として筒状(外径510mm)に形成したものである。本例で用いた金属板材は、斜辺532mm×横(筒状にしたときの筒周方向に相当)1600mm×板厚2mmの大きさを有するSK5製の金属板材である。
【0069】
図9に示した筒状金型3の2本の接合部30は、ともに、一方の筒開口側30aから他方の筒開口側30bにわたって筒軸方向に対して約20°傾斜した状態で線状に延びている。この筒状金型3は、筒軸方向から見たときの形状が、外周上に接合部30よりなる凸部を2つ有する略円形状になっている。
【0070】
(実施例4)
上述した実施例1〜実施例3の作製において、筒状金型30に基層10を形成した後に脱型を行わず、さらに、上記ディスペンサ(液体定量吐出装置)の別のエアー加圧タンクに収容した弾性層形成材料を、同様にして、基層の外周面上にらせん状に塗工して全体塗膜を形成し、加熱処理を施した後、筒状金型と基層とを分離した。これにより、突出部を有する各基層の外周面に弾性層が形成されてなる実施例4〜実施例6に係る無端ベルト(不図示)を作製した。
【0071】
なお、弾性層形成材料は、アクリロニトリル−ブタジエンゴム(NBR)[日本ゼオン(株)製、「ニポールDN101」]100質量部と、架橋剤(フェノール樹脂系)[住友ベークライト(株)製、「スミライトレジンPR−11078」]50質量部と、イオン導電剤(TBAHS)[和光純薬工業(株)製]と、有機系難燃剤(フォスファゼン誘導体)[(株)伏見製薬所、「ラビトルFP−110」]50質量部と、無機系難燃剤(水酸化アルミニウム)[ナバルテック社製、「APYRAL」]100質量部とを配合し、混合することにより調製した。なお、弾性層形成材料の調製に際しては、溶媒としてシクロヘキサノンを用い、弾性層形成材料に含まれるシクロヘキサノンの質量割合(溶媒比率)は、75%とした。
【0072】
また、弾性層形成材料の塗工は、基層が形成された筒状金型の回転数:40rpm、エアー加圧タンクの圧力:0.5MPa、形成した全体塗膜の厚さ:200μm、全体塗膜に対する加熱処理条件:0.5時間で170℃まで昇温し、170℃で0.5時間保持する、という条件にて行った。
【0073】
(画像形成)
複写機(富士ゼロックス(株)製「DocuCenter−IV C2260」)の中間転写ベルトに幅方向300mm×周方向200mm四方の切り抜き部を形成した。次いで、実施例1〜6に係る無端ベルトから、線状突出部を含んで上記切り抜き部と同形状に形成した部位をそれぞれ採取し、これらを上記切り抜き部にそれぞれ貼り付け、各画像評価用ベルトとした。次いで、各画像評価用ベルトを上記複写機に組み込み、23.5℃×53%RHの環境下で、黒ベタ画像の画像出力を行った。そして、得られた画像を目視にて観察した。基層に形成された線状の突出部に起因する画像不具合が認められない場合を、良好な画像が得られると判断とした。基層に形成された線状の突出部に起因する画像不具合が認められた場合を、画像不良と判断とした。
【0074】
作製した実施例1〜6に係る無端ベルトは、いずれも、従来の無端ベルトに存在するような、基層の端部どうしを重ね合わせて接着した繋ぎ目や熱溶着による繋ぎ目、テーピングによる繋ぎ目を有していない。そのため、ベルト使用時にこのような繋ぎ目にて破断することがなく、機械的強度に優れているといえる。
【0075】
また、従来の無端ベルトは、テーピングや接着剤、熱溶着などを利用するため、その部分において電気抵抗の不均一が生じやすいが、実施例1〜6に係る無端ベルトは、基層の突出部と突出部周辺とが同じ材料から一体に形成されている。そのため、突出部があっても筒周方向に比較的滑らかに連続しており、突出部において電気抵抗の不均一が生じ難い。それ故、上記のように画像形成装置に組み込んだ場合に、基層に形成された線状の突出部に起因する画像不具合がいずれの実施例についても認められず、良好な画像が得られた。また、実施例1〜6に係る無端ベルトによれば、繋ぎ目を検知する検知手段を余分に設ける必要がないため、装置構成の簡略化、コスト抑制を図ることができるといえる。
【0076】
以上、本発明の実施例について詳細に説明したが、本発明は上記実施例に限定されるものではなく、本発明の趣旨を損なわない範囲内で種々の変更が可能である。
【符号の説明】
【0077】
1 無端ベルト
10 基層
10a 一方の筒開口側
10b 他方の筒開口側
11 突出部
2 金属板材
3 筒状金型
30a 一方の筒開口側
30b 他方の筒開口側
【特許請求の範囲】
【請求項1】
筒状に形成された樹脂製の基層を有する無端ベルトであって、
上記基層は、繋ぎ目のない状態で形成されており、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有することを特徴とする無端ベルト。
【請求項2】
請求項1に記載の無端ベルトにおいて、
上記突出部表面の最大高さうねりWzが、1mm以下であることを特徴とする無端ベルト。
【請求項3】
請求項1または2に記載の無端ベルトにおいて、
上記突出部は、筒軸線方向と交差する方向に形成されていることを特徴とする無端ベルト。
【請求項4】
請求項1〜3のいずれか1項に記載の無端ベルトにおいて、
上記基層の外径が400mm以上であることを特徴とする無端ベルト。
【請求項5】
請求項1〜4のいずれか1項に記載の無端ベルトにおいて、
上記基層は、金属板材を接合することによって筒状に形成された筒状金型の外周面に、上記基層を形成するための液状の基層形成材料が塗工される工程を経て形成されたものであることを特徴とする無端ベルト。
【請求項6】
繋ぎ目のない筒状に形成された基層を有する無端ベルトの製造方法であって、
金属板材を接合することによって筒状に形成された筒状金型を準備する工程と、
上記準備した筒状金型の外周面に、上記基層を形成するための液状の基層形成材料を塗工する工程とを有することを特徴とする無端ベルトの製造方法。
【請求項7】
金属板材が接合されることによって筒状に形成されていることを特徴とする無端ベルト形成用金型。
【請求項1】
筒状に形成された樹脂製の基層を有する無端ベルトであって、
上記基層は、繋ぎ目のない状態で形成されており、一方の筒開口側から他方の筒開口側にわたって筒外方に線状に突出する突出部を有することを特徴とする無端ベルト。
【請求項2】
請求項1に記載の無端ベルトにおいて、
上記突出部表面の最大高さうねりWzが、1mm以下であることを特徴とする無端ベルト。
【請求項3】
請求項1または2に記載の無端ベルトにおいて、
上記突出部は、筒軸線方向と交差する方向に形成されていることを特徴とする無端ベルト。
【請求項4】
請求項1〜3のいずれか1項に記載の無端ベルトにおいて、
上記基層の外径が400mm以上であることを特徴とする無端ベルト。
【請求項5】
請求項1〜4のいずれか1項に記載の無端ベルトにおいて、
上記基層は、金属板材を接合することによって筒状に形成された筒状金型の外周面に、上記基層を形成するための液状の基層形成材料が塗工される工程を経て形成されたものであることを特徴とする無端ベルト。
【請求項6】
繋ぎ目のない筒状に形成された基層を有する無端ベルトの製造方法であって、
金属板材を接合することによって筒状に形成された筒状金型を準備する工程と、
上記準備した筒状金型の外周面に、上記基層を形成するための液状の基層形成材料を塗工する工程とを有することを特徴とする無端ベルトの製造方法。
【請求項7】
金属板材が接合されることによって筒状に形成されていることを特徴とする無端ベルト形成用金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−97353(P2013−97353A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−243182(P2011−243182)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]