
無端ベルトの製造方法及び製造装置
【課題】 複数の円筒状芯体を用いてこれらの表面に皮膜形成用の樹脂溶液を塗布して無端ベルトを作製する際、円筒状芯体の直径が多少ばらついていても、得られる無端ベルトの周長が一定になるような無端ベルトの製造方法及び製造装置を提供することである。
【解決手段】 温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程とを有する無端ベルトの製造方法であって、前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法である。
L−πR0=πaR0(t−t0) ・・・ 式(1)
【解決手段】 温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程とを有する無端ベルトの製造方法であって、前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法である。
L−πR0=πaR0(t−t0) ・・・ 式(1)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒状芯体上に樹脂溶液を塗布して皮膜形成した後、皮膜を芯体から抜き取って無端ベルトを得る無端ベルトの製造方法及び製造装置に関する。該無端ベルトは、特に複写機、プリンター等の電子写真方式を利用した画像形成装置に好ましく用いられる。
【背景技術】
【0002】
電子写真プロセスを用いた画像形成装置において、感光体、帯電手段、転写手段、及び定着手段等の小型/高性能化のために、肉厚が薄いプラスチック製フィルムからなるベルトが用いられる場合がある。その場合、ベルトに継ぎ目(シーム)があると、出力画像に継ぎ目の跡が生じるので、継ぎ目がない無端ベルトであることが好ましい。また、その材料としては、強度や寸法安定性、耐熱性等の面でポリイミド樹脂やポリアミドイミド樹脂(以下、適宜ポリイミドは「PI」、ポリアミドイミドは「PAI」と略す)を用いることが好ましい。
【0003】
PI樹脂で無端ベルトを作製するには、円筒体の内面にPI前駆体溶液を塗布し、回転しながら乾燥させる遠心成形法(例えば、特許文献1参照)、円筒体内面にPI前駆体溶液を展開する内面塗布法(例えば、特許文献2参照)が知られているが、これら内面に成膜する方法では、PI前駆体の熱硬化の際に、硬化前の皮膜を円筒体から抜いて別の芯体に載せ換える必要があり、工数がかかる短所がある。
【0004】
また、他のPI樹脂無端ベルトの製造方法として、例えば円筒状芯体の表面に、浸漬塗布法によってPI前駆体溶液を塗布して乾燥し、加熱反応させた後、PI樹脂皮膜を円筒状芯体から剥離する方法もある(例えば、特許文献3参照)。この方法は、塗布による塗膜形成工程から、加熱反応させる皮膜形成工程まで、芯体は一貫して同じものが使用され、載せ換える工数が不要という利点を有している。
ところが、PI樹脂の前駆体溶液は常温では非常に粘度が高く、上記浸漬塗布法で円筒状芯体上に塗布しようとすると、膜厚が所望値より厚くなりすぎることがある。
【0005】
これに対して、環状体を用いて塗液の膜厚を制御する方法が提案されている(例えば、特許文献4参照)。
この方法に示されるように環状体を用いて塗布をする場合、円筒状芯体は長手方向を垂直にして塗布が行われ、塗膜の厚さは、円筒状芯体と環状体の円孔との間隙によって規制されて均一化される。そして塗布後、PI前駆体の塗膜を250〜450℃、好ましくは300〜350℃前後で、20〜60分間加熱して縮合反応させることで、硬化したPI樹脂皮膜が形成され無端ベルトが得られる。
【0006】
この場合、PI樹脂皮膜は円筒状芯体表面で硬化、形成されるため、無端ベルトの周長は、最終的に円筒状芯体の直径によって定まるが、円筒状芯体の直径は必ずしも一定ではないため、複数の円筒状芯体を用いて無端ベルトを製造する場合、無端ベルトの周長にばらつきが発生することがある。
このため、円筒状芯体の直径が多少ばらついていても、無端ベルトの周長が一定になるような製造方法が望まれていた。
【特許文献1】特開昭57−74131号公報
【特許文献2】特開昭62−19437号公報
【特許文献3】特開昭61−273919号公報
【特許文献4】特開2002−91027号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記従来技術の問題点を解決することを目的とする。
すなわち、本発明は、複数の円筒状芯体を用いてこれらの表面に皮膜形成用の樹脂溶液を塗布して無端ベルトを作製する際、円筒状芯体の直径が多少ばらついていても、得られる無端ベルトの周長が一定になるような無端ベルトの製造方法及び製造装置を提供することを目的する。
【課題を解決するための手段】
【0008】
上記課題は、以下の本発明により達成される。具体的には、円筒状芯体上に皮膜形成樹脂溶液を塗布して無端ベルトを作製する際、ある温度における円筒状芯体の外径から、熱膨張後の周長が最終的に所望の無端ベルトの周長となるように最高加熱温度をシミレートし、これにより加熱温度を制御することで円筒状芯体の周長を微調整して、円筒状芯体の外径によらず周長が一定になるようにしたものである。
【0009】
すなわち本発明は、
<1> 少なくとも、温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程と、を有する無端ベルトの製造方法であって、
前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法である。
L−πR0=πaR0(t−t0) ・・・ 式(1)
なお、上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。
【0010】
<2> 少なくとも、温度t0における円筒状芯体の外径R0を計測する手段、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成手段と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成手段と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離手段と、を有する無端ベルトの製造装置であって、
前記樹脂皮膜形成手段が、円筒状芯体の最高加熱温度tを、前記式(1)を満たすように温度制御する手段を含むことを特徴とする無端ベルトの製造装置である。
【発明の効果】
【0011】
本発明によれば、製造工程において円筒状芯体の外径が一定でなくても、該外径から加熱温度を制御して熱膨張量を変え円筒状芯体の直径を微調整することで、無端ベルトの周長を一定にすることができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明を詳細に説明する。なお、本発明の無端ベルトの製造方法と無端ベルトの製造装置とは共通する部分が多いため、これらを併せて説明する。
本発明の無端ベルトの製造方法は、少なくとも、温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程と、を有する無端ベルトの製造方法であって、前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御されることを特徴とする。
L−πR0=πaR0(t−t0) ・・・ 式(1)
なお、上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。
【0013】
また、本発明の無端ベルトの製造装置は、少なくとも、温度t0における円筒状芯体の外径R0を計測する手段、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成手段と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成手段と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離手段と、を有する無端ベルトの製造装置方法であって、前記樹脂皮膜形成手段が、円筒状芯体の最高加熱温度tを、前記式(1)を満たすように温度制御する手段を含むことを特徴とする。
【0014】
本発明においては、複数の円筒状芯体を用いて、樹脂溶液を円筒状芯体の表面に塗布し、加熱乾燥及び/または加熱反応させて樹脂皮膜を形成し、一度にあるいは連続的に無端ベルトを製造する場合に、個々の円筒状芯体の外径がばらついていても、最終的に得られる無端ベルトの周長を一定にできることが見出された。
【0015】
すなわち、本発明のように円筒状芯体の表面に樹脂皮膜を形成して無端ベルトを製造する場合には、前記のように無端ベルトの周長は用いる円筒状芯体の直径で決まってしまう。したがって、複数の無端ベルトを製造する場合には、各々の無端ベルトの周長を揃えるために各々の円筒状芯体の直径を一定としなければならない。
【0016】
しかし、実際には金属管を成形、加工して得られる円筒状芯体の直径を1mm以下のオーダーで揃えることは困難であり、これを行った場合には、製造の工数、手間が増えるだけでなく、相当のコストアップとなる。
【0017】
本発明においては、前記のように、皮膜形成に用いる各円筒状芯体の外径を検知し、これをもとに円筒状芯体表面に形成された皮膜の、加熱乾燥及び/または加熱反応時の円筒状芯体の温度をコントロールすることにより、円筒状芯体によるばらつきがなく一定周長の無端ベルトを得ることができることがわかった。
【0018】
本発明に用いることができる円筒状芯体の材料としては、アルミニウム、ステンレス、銅、鉄、真鍮、ニッケルなど、成形可能ないずれの材料も使用可能であるが、後述の温度による周長コントロールのしやすさを考慮すると、熱膨張率が15×10-6〜25×10-6/Kの範囲の材料を用いることが好ましい。
また、市場流通性の観点からは、アルミニウムやステンレスを用いることが好ましい。
【0019】
円筒状芯体の長さは、目的とする無端ベルトの幅以上の長さが必要であり、複数の無端ベルトを一本の円筒状芯体への塗布で同時に作製する場合には、無端ベルトの幅を所望の本数倍した以上の長さが必要である。また、塗布後の円筒状芯体端部に生じる無効領域に対する余裕幅を確保するため、目的の長さより、10〜40%程度長いことが望ましい。
【0020】
本発明においては、後述する樹脂皮膜形成工程での加熱による円筒状芯体の熱膨張を調節することにより、最終的な無端ベルトの周長をコントロールするため、円筒状芯体の周長は、少なくとも室温(20℃)において所望の無端ベルトの周長より小さいことが必要である。したがって、前記所望の無端ベルトの外径をL(mm)とした場合、本発明に用いる円筒状芯体の室温における外径は0.992L/π〜0.996L/πの範囲であることが好ましい。
【0021】
円筒状芯体の外径が0.992L/πに満たないと、前記樹脂皮膜形成工程で加熱しても円筒状芯体の周長が所望の無端ベルトの周長に達しない場合がある。また、外径が0.996L/πを超えると、前記加熱による熱膨張で円筒状芯体の周長が所望の無端ベルトの周長を超えてしまう場合がある。
【0022】
一方、円筒状芯体の肉厚は、芯体としての強度が保てる厚さにすることが好ましいが、あまり厚いと後述する円筒状芯体の温度コントロールがしにくくなり、円筒状芯体が重くなって移動が困難になるため、5〜20mmの範囲であることが好ましい。
【0023】
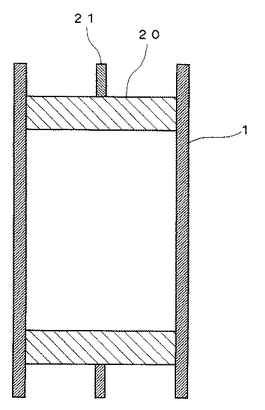
図5に、本発明に用いる円筒状芯体の一例の断面図を示す。円筒状芯体1の両端(長手方向両開口端)には、円筒状芯体1を保持する保持板20を取り付けるのが好ましい。保持板20は、ねじで固定しても良いし、円筒状芯体1と溶接してもよい。保持板20には、必要に応じて、円形や扇形など任意形状である通風孔や、中央に心棒を通す穴、または軸21があってもよい。また、吊り下げや載置のための接続部品を取り付けてもよい。
【0024】
さらに、形成される樹脂皮膜が円筒状芯体表面に接着するのを防ぐため、円筒状芯体1の表面には離型性を付与する。それには、円筒状芯体表面をクロムやニッケルでメッキしたり、円筒状芯体表面をフッ素樹脂やシリコーン樹脂で被覆したり、表面に離型剤を塗布したりする方法がある。
【0025】
皮膜形成樹脂の種類によっては、加熱時に溶剤の揮発物や、反応時に発生する気体があり、加熱後の樹脂皮膜は、その気体のために、部分的に膨れを生じることがある。これは特に、PI樹脂皮膜において膜厚が50μmを越えるような場合に顕著である。
【0026】
上記膨れを防止するために、特開2002−160239号公報開示の如く、円筒状芯体1の表面は算術平均粗さRaで0.2〜2μm程度の範囲に粗面化することが好ましい。粗面化の方法には、ブラスト、切削、サンドペーパーがけ等の方法がある。これにより、PI樹脂から生じる気体は、円筒状芯体1とPI樹脂皮膜の間に形成されるわずかな隙間を通って外部に出ることができるため、膨れの発生を防ぐことができる。
【0027】
本発明に用いることができる樹脂皮膜用の樹脂としては、特に制限されないが、ポリイミド、エポキシ樹脂、アクリル樹脂、シリコーン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリアミドイミド樹脂などの熱可塑性樹脂、熱硬化性樹脂等から選択することができる。
これらの中では特に、ポリイミド、ポリアミドイミドが無端ベルトとしての強度や柔軟性等を確保できる点で好ましい。
【0028】
なお、本発明においては、前記各種樹脂を溶剤に溶解した樹脂溶液を円筒状芯体の表面に塗布し、樹脂皮膜を形成するが、該樹脂溶液としては、高分子量化した樹脂を溶解した溶液だけでなく、後述するポリイミド前駆体溶液のように、反応して樹脂になる樹脂前駆体の溶液も含まれる。
【0029】
PI前駆体またはPAI樹脂としては、種々の公知のものを用いることができる。それらの溶剤は、N−メチルピロリドン、N,N−ジメチルアセトアミド、アセトアミド、等の非プロトン系極性溶剤であり、常温での揮発性は低い。なお、溶液の濃度、粘度等は、適宜選択されるが、この塗布方法に好ましい溶液の固形分濃度は10〜40質量%の範囲、粘度は1〜100Pa・s範囲である。
【0030】
以下、本発明の無端ベルトの製造方法が好ましく用いられる一例として、ポリイミド樹脂製無端ベルト(樹脂製無端ベルト)の製造方法を工程毎に詳細説明する。なお、これらの中で、各工程に用いられる製造装置についても併せて説明する。
【0031】
−円筒状芯体の外径を計測する工程−
本工程においては、後述する最終的な無端ベルトの周長制御の基となる、加熱前の円筒状芯体の外径を計測する。この工程で計測された温度t0における円筒状芯体の外径R0と、所望の無端ベルトの周長から、前記式(1)により樹脂皮膜形成工程における最高加熱温度tを決定することができる。
【0032】
本工程で計測される円筒状芯体の外径R0は、円筒状芯体の温度t0と共に正確に測定される必要がある。したがって測定方法としては、例えば、一定温度t0の環境に12時間以上円筒状芯体を放置した後にその外径を測定する方法や、円筒状芯体の外径測定と同時に接触式温度計等によりその温度t0を測定する方法が好ましい。
【0033】
なお、本工程は通常円筒状芯体への樹脂溶液塗布の前に行なわれるが、基本的には円筒状芯体が室温(通常20℃前後)中にあればよい。
【0034】
円筒状芯体の外径を計測する手段としては、例えば円筒状芯体を一定温度で放置する恒温室の中で、レーザー光等を用いて外径を測定する非接触寸法測定機や、これらと共に円筒状芯体に温度センサーを接触させて外径と温度とを同時に測定する温度−寸法測定機などが挙げられる。具体的には、株式会社キーエンス製レーザ寸法測定器LS−5000シリーズなどがある。
【0035】
−PI前駆体塗膜形成工程(樹脂塗膜形成工程)−
本工程では、樹脂塗膜を形成するための塗膜として、PI前駆体塗膜が形成されるため、本発明における樹脂塗膜形成工程がPI前駆体塗膜形成工程となる。
【0036】
PI前駆体塗膜形成工程では、まず、PI前駆体が非プロトン系極性溶剤に溶解したPI前駆体溶液を調製する。
PI前駆体としては、例えば、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(以下、適宜「BPDA」と略す)とp−フェニレンジアミン(以下、適宜「PDA」と略す)とからなるポリイミド前駆体、BPDAと4,4’−ジアミノジフェニルエーテルとからなるポリイミド前駆体、ピロメリット酸二無水物(以下、適宜「PMDA」と略す)と4,4’−ジアミノジフェニルエーテルとからなるポリイミド前駆体、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物と4,4’−ジアミノジフェニルメタンとからなるポリイミド前駆体、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物と4,4’−ジアミノベンゾフェノンとからなるポリイミド前駆体、などを挙げることができる。
また、PI前駆体は、2種以上を混合して用いてもよいし、酸またはアミンのモノマーを混合して共重合されたものを用いてもよい。
【0037】
特に、BPDAとPDAとからなるポリイミド前駆体と、BPDA以外の酸無水物と任意のジアミンからなるポリイミド前駆体と、を混合してなるポリイミド前駆体溶液を用いることが好ましい。かかるポリイミド前駆体を用いることにより、製造されるポリイミド樹脂の熱膨張率を低く保ちつつも、要求物性を変化させることや材料価格を低減させることができる。これは、BPDAとPDAとからなるポリイミド前駆体を用いて製造されたポリイミド樹脂(以下、適宜「S型」と称する)の熱膨張率が、アルミニウム製の円筒状芯体と比較して小さく、その差に余裕があるので、熱膨張率がアルミニウム製の円筒状芯体より小さい範囲で、他のポリイミド前駆体を混合してもよいためである。
【0038】
BPDAとPDAとからなるポリイミド前駆体と、他の組成からなるポリイミド前駆体の混合比は、他の組成からなるポリイミド前駆体が多いほど価格の点で好ましいが、多すぎると熱膨張率が大きくなり、円筒状芯体から剥離しにくくなるため、(BPDAとPDAからなるポリイミド前駆体):(他の組成からなるポリイミド前駆体)=5:5〜0:10程度の範囲から、適宜、調整される。円筒状芯体の外径が大きいほど、その表面に形成されたポリイミド樹脂皮膜との寸法差が大きくなって外れやすくなる傾向があるので、他の組成からなるポリイミド前駆体の混合比を多くすることができる。
【0039】
また、S型PI樹脂皮膜は、機械的強度がポリイミド樹脂の中では最も強いことが知られており、定着ベルトや転写ベルトとして使用した際には、変形しにくい利点がある。反面、転写ベルトのように、感光体の表面に直に接する部材においては、感光体表面を傷付けたり、磨耗させたりすることもあるので、機械的強度はある程度低い方が好ましい場合がある。このような場合、S型となるポリイミド前駆体と、他の組成からなるポリイミド前駆体とを混合して強度を調整することは有効である。
【0040】
上記のポリイミド前駆体は、N−メチルピロリドン、N,N−ジメチルアセトアミド、アセトアミド、N,N−ジメチルホルムアミド等の非プロトン系極性溶剤に溶解することで、ポリイミド前駆体溶液として調製される。なお、この調製の際におけるポリイミド前駆体の混合比、濃度、粘度等の選択は、適宜調整して行われる。
【0041】
PI前駆体塗膜形成工程おいて、前記PI前駆体溶液(樹脂溶液)を円筒状芯体表面に塗布してPI前駆体塗膜を形成するが、PI前駆体溶液の塗布方法としては、円筒状芯体をPI前駆体溶液に浸漬して上昇させる(引き上げる)浸漬塗布法、円筒状芯体を回転させながら表面にPI前駆体溶液を吐出する流し塗り法、その際にブレードで皮膜をメタリングするブレード塗布法など、公知の方法が採用できる。上記流し塗り法やブレード塗布法では塗布部を水平移動させるので、皮膜はらせん状に形成されるが、PI前駆体溶液は乾燥が遅いために、継ぎ目は自然に平滑化される。
【0042】
なお、上記「円筒状芯体表面に塗布する」とは、円柱も含まれる円筒状芯体の側面の表面、及び該表面に層を有する場合は、その層の表面に塗布することをいう。また、「円筒状芯体を上昇」とは、塗布時の液面との相対関係であり、「円筒状芯体を停止し、塗布液面を下降」させる場合を含む。
【0043】
PI前駆体塗膜形成工程おいて、PI前駆体溶液の塗布を浸漬塗布法で行う場合、PI前駆体溶液は粘度が非常に高いので、膜厚が所望値より厚くなりすぎることがある。その際は、以下に示す環状体により膜厚を制御する浸漬塗布法が適用できる。
【0044】
以下、環状体により円筒状芯体上への溶液を塗布する方法を説明する。
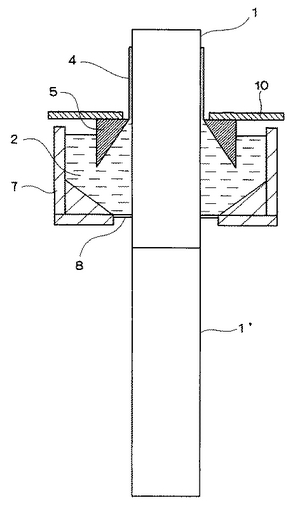
図1は、環状体により膜厚を制御する塗布装置(樹脂塗膜形成手段)の一例を示す概略断面図であり、図は停止時の状態を示している。但し、図は主要部のみを示し、円筒状芯体の保持機構や、他の装置は省略する(以下の図においても同様である)。
【0045】
図1の塗布装においては、塗布槽として環状塗布槽7が設けられ、環状塗布槽7の底部には、円筒状芯体の外径より若干小さい穴を有する環状シール材8を設ける。
まず、円筒状芯体1を環状シール材8の中心に挿通させ、環状塗布槽7に溶液(樹脂溶液)2を収容する。これにより、溶液2は漏れることがない。塗布するには、図2に示すように、円筒状芯体1の下に他の芯体1’をつなぎ、環状塗布槽7の下部から上部に押し上げて、芯体1の表面に塗膜4を形成する。他の芯体1’は、ベルトを作製しない中間体(長さが短い芯体)であってもよい。
【0046】
環状塗布槽7の底面には傾斜面9を形成するのがよい。傾斜面9により、溶液2は、中央の円筒状芯体1の方へ流れやすくなり、底部に溜まることがなくなるのである。傾斜面9の角度は、小さければ溶液2の流れが滞り、大きければ溶液2を貯められる量が少なくなるので、水平に対して5〜30°程度の範囲が好ましい。
【0047】
溶液2上には円筒状芯体1の外径よりも大きな円孔6を設けた環状体5を設置する。環状体5の材質は、溶液の溶剤によって侵されない金属やプラスチック等から選ばれ、浮上しやすいように中空構造でもよい。沈没防止のために、環状体5の外周面または塗布槽に、環状体5を支える足や腕を設けても良い。該腕は、環状体5の上縁に設けるが、環状塗布槽7を覆うような円板である覆い10であってもよい。覆いである場合、塗布しない時は環状塗布槽7の上端に載って塗布槽を覆い、溶液2から溶剤が蒸発するのを防止する。
【0048】
塗布時、円筒状芯体1の外径と円孔6の内径との間隙により、塗膜の膜厚が決まるので、円孔6の内径は、所望の膜厚により調整する。円筒状芯体1の外径と、円孔6の径との間隙は、所望の濡れ膜厚の1倍〜2倍の範囲であるのが好ましい。1倍〜2倍の範囲とするのは、PI前駆体溶液2の粘度及び/または表面張力などにより、間隙が濡れ膜厚になるとは限らないからである。このように、所望の乾燥膜厚及び所望の濡れ膜厚から、所望の孔6の径が定められる。
【0049】
また、円孔6の真円度が低いと膜厚均一性が低下するので、真円度は20μm以下であることが好ましく、10μm以下であることはさらに好ましい。もちろん、真円度が0μmであることが最適なのであるが、加工上は困難である。
【0050】
円孔6の内壁面は、溶液2に浸る下部が広く、上部が狭い形状であれば、図に示すような直線的傾斜面のほか、階段状や曲線的でもよい。真円度を高く加工するために、円孔内壁面の上部には、円筒状芯体1と平行になる部分があってもよい。
【0051】
溶液2を塗布するには、図2に示すように、円孔6を通して円筒状芯体1を引き上げる。引き上げ速度は、0.1〜1.5m/min程度の範囲が好ましい。
円筒状芯体1を引き上げると、環状体5は浮遊状態で設置されているので、溶液2の粘性による摩擦抵抗により持ち上げられる。環状体5は自由移動可能なので、円筒状芯体1と環状体5との摩擦抵抗が周方向で一定になるように、すなわち間隙が均一になるように環状体5は動き、円筒状芯体上には均一な膜厚の塗膜4が形成される。このように、環状体5により膜厚を規制するので、膜厚を均一にして高粘度の溶液2を塗布することができる。
【0052】
更に前記塗布装置は、円筒状芯体1を保持する円筒状芯体保持手段、並びに、該保持手段を上下方向に移動する第1の移動手段、及び/または、環状塗布槽7を上下方向に移動する第2の移動手段を有してもよい。
【0053】
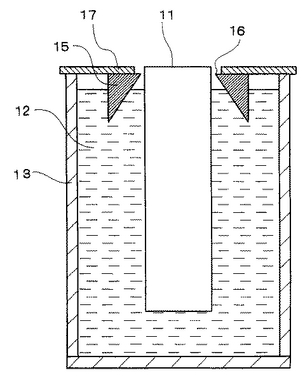
なお、PI前駆体塗膜形成工程おいて、上記の環状塗布法を用いるほかにも、図3に示す浸漬塗布法も適用できる。ここで、図3は、浸漬塗布法に用いる装置の一例を示す概略構成図である。
【0054】
図3に示す塗布装置は、通常の浸漬塗布に用いる塗布槽13の液面開口部に、前記と同様の環状体15を備えたものである。また、環状体15には、塗液12を塗布する円筒状芯体11の外径よりも大きな内径の孔16が設けられている。一方、環状体15上縁には、環状体15の外周部から塗布槽13上縁までの領域を覆う、覆い17を更に具備している。
【0055】
上記塗布装置を用いた場合の塗布は、円筒状芯体11を図面における上側から前記孔16を通してPI前駆体溶液12に浸漬し、次いで、円筒状芯体11を引き上げることによって行なう。その他の条件、塗布における作用等は、前記図1、2に示した塗布装置の場合と同様である。
【0056】
−PI樹脂皮膜形成工程(樹脂皮膜形成工程)−
本工程においては、樹脂皮膜としてPI樹脂皮膜が形成されるため、本発明における樹脂皮膜形成工程がPI樹脂皮膜形成工程となる。
【0057】
PI樹脂皮膜形成工程においては、前記PI前駆体塗膜を加熱乾燥させてから、加熱反応させてPI樹脂皮膜を形成する。なお、樹脂溶液がPAI樹脂溶液である場合には、溶剤の乾燥だけで皮膜を得ることができる。
【0058】
まず、PI樹脂皮膜形成工程においては、PI前駆体塗膜中に過度に残留する溶剤を除去する目的で、静置しても塗膜が変形しない程度の加熱乾燥を行いPI前駆体皮膜とする。
加熱条件は、90〜170℃の温度範囲で20〜60分間の範囲であることが好ましい。その際、温度が高いほど、加熱時間は短くてよい。また、加熱することに加え、風を当てることも有効である。乾燥時に塗膜が垂れる場合には、円筒状芯体を水平にして、回転させながら乾燥すると良い。回転速度は1〜60rpm程度が好ましい。さらに、加熱は、時間内において、段階的に上昇させたり、一定速度で上昇させてもよい。
【0059】
なお、PI前駆体塗膜から溶剤を除去させすぎると、塗膜はまだベルトとしての強度を保持していないので、割れを生じるおそれがある。そこで、ある程度(具体的には、乾燥後のPI前駆体皮膜中に残留する溶媒量が、前記前駆体溶液に含まれていた溶媒量の10〜30質量%)、溶剤を残留させておく方がよい。
【0060】
また、本発明者等の検討では、後述する加熱反応時の無端ベルトの周長を制御する際にも、前記のように塗膜中に一定量の溶剤が残留していることによって、残留溶剤量を前記範囲以下にしてから加熱反応を行なった場合より、安定した周長の制御を行なえることがわかった。
【0061】
PI前駆体塗膜を加熱乾燥させてから加熱反応までは、連続的に行えばよいが、途中で一旦、温度を低下させてもよい。ここで、「温度を低下させる」とは、加熱乾燥により高温状態となっているPI前駆体皮膜を、円筒状芯体ごと冷却し、温度を低下させることをいう。低下させる温度は、常温でもよい。温度を低下させることは、加熱乾燥装置と加熱反応装置とが異なっている場合に有効である。
【0062】
その際、PI前駆体皮膜は、温度の低下により収縮する。その収縮率は軸方向で0.5〜2%と小さい範囲であるが、この収縮により、PI前駆体皮膜は、円筒状芯体の表面でズレを生じ、円筒状芯体との間により広い隙間が生じる。一度、このような隙間が発生すると、加熱反応の際に、残留溶剤等が抜けやすくなる。
加熱乾燥装置と加熱反応装置とが同じである場合、一旦、温度を低下させることは不要である。
【0063】
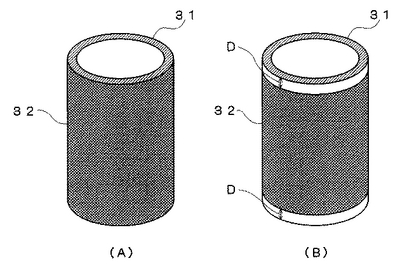
図4に、乾燥後の円筒状芯体に硬化前のPI前駆体皮膜が形成された状態を示す。
図4(A)に示すように、乾燥後は円筒状芯体31の外周面前面にPI樹脂皮膜32が形成されている。このまま次の加熱反応工程に供してもよいが、本発明においては、図4(B)に示すように、PI樹脂皮膜32の上下両端部を除去することが好ましい。
【0064】
皮膜端部の除去幅Dは、円筒状芯体31の端部から5〜20mm程度の範囲が好ましい。除去の方法は、円筒状芯体31を回転させながら刃物を押し当てたり、レーザー光で切断したりする方法がある。皮膜端部の除去は、後述する加熱反応後であってもよいが、皮膜端部の除去により、皮膜端部が円筒状芯体端部に固着するのを防止することができるほか、円筒状芯体31と樹脂皮膜32との間に隙間を形成しやすくすることができる。隙間が存在することにより、樹脂皮膜32から発生するガスが外部に抜けやすくなるので、樹脂皮膜32に膨れが生じるのを低減することもできる。
【0065】
PI樹脂皮膜形成工程において、上述の乾燥の後、好ましくは250〜450℃の範囲、より好ましくは300〜350℃の範囲で、20〜60分間、PI前駆体塗膜を加熱反応(縮合反応)させることで、硬化したPI樹脂皮膜を形成することができる。
【0066】
本発明においては、前述の予め計測した円筒状芯体の外径を基に、上記加熱温度の制御により無端ベルト(PI樹脂皮膜)の周長を調節する。具体的には、樹脂皮膜の目標の周長に対し、円筒状芯体の直径が大きめの場合には加熱温度を低めにして熱膨張量を小さくし、円筒状芯体の直径が小さめ場合には加熱温度を高めにして熱膨張量を大きくし、無端ベルトの周長が一定になるようにする。
【0067】
例えば、円筒状芯体がアルミニウムの場合、熱膨張率は23×10-6/Kであることから、円筒状芯体の直径が20℃で363.0mmであれば、円筒状芯体の直径(外径)は300℃では365.3mm、350℃では365.8mmとなり、無端ベルトの周長はそれにしたがって形成されるので、上記の場合には約0.5mm(約0.05%)調整することができる。
【0068】
本発明においては、上記原理を応用して外径のばらついている複数の円筒状芯体を用いた場合でも、常に同一の周長の無端ベルトを得ることができることを見出した。すなわち、この樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御する。
L−πR0=πaR0(t−t0) ・・・ 式(1)
上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。また、t0、R0は各々前記計測を行った加熱前の円筒状芯体の温度、直径である。
【0069】
本発明において、前記円筒状芯体の最高加熱温度とは、前記加熱反応における最高温度であり(ただし、PAI樹脂皮膜の場合には、乾燥時における最高温度である)、前記計測したt0、R0から式(1)により加熱反応時の温度を決定し、加熱反応時に実際に円筒状芯体が当該温度となるように加熱装置の温度設定を行う(温度制御手段)。
【0070】
なお、実際の温度制御においては、式(1)から導き出される温度に正確に温度設定することは困難であるため、算出された温度tについて、1の位は四捨五入して10℃単位で温度設定を行った。また、加熱反応時の最高加熱温度が式(1)で算出される温度±10℃以上(以下)となるときには、本発明における温度制御の範囲外となる。
【0071】
上記温度制御手段としては、例えば、前記計測されたt0、R0に基づき複数の円筒状芯体を同一の外径群に分類し、これらを同一の群として前記樹脂溶液塗布を行い、群ごとに別々の加熱オーブンに収納して加熱温度の制御を行なってもよい。また、計測された1本ずつのt0、R0に基づき、連続工程の中で塗布後の1本ずつの円筒状芯体の加熱温度を制御する手段であってもよい。
【0072】
上記連続工程の中で1本ずつの加熱を行う場合には、例えば、塗布後の工程に区間ごとに温度制御できる加熱ゾーンを設けてもよいし、円筒状芯体ごとの加熱できる接触式または非接触式のヒーターを個々に設けて1本ずつ温度制御してもよい。
なお、上記温度制御は、計測されたt0、R0のデータをコンピュータに自動的に取り込み、演算後の出力信号によって自動的に制御されることが望ましい。
【0073】
加熱反応においては、加熱の最終温度に達する前に温度を段階的に上昇させてもよい。例えば、加熱前に200〜250℃の温度で、10〜30分間加熱し、続けて、温度を段階的、または一定速度で徐々に上昇させて加熱し、ポリイミド樹脂皮膜を形成することができる。また、この工程では樹脂皮膜は固定されているので、円筒状芯体の向きはどちらでもよいし、加熱中に回転を行なっても行なわなくてもよい。
【0074】
本発明においては、前記温度制御により樹脂皮膜の周長を精密にコントロールするため、円筒状芯体が前記制御された最高温度tに達してから、当該温度で0.1〜2時間加熱を続けることが好ましい。また、PI樹脂皮膜の場合は、イミド化率の指標の一つとして、加熱反応後の皮膜のFT−IR分析で得られるイミド環(イミド化によって発生する官能基)の1712cm-1の吸収ピークを、ポリアミック酸のベンゼン環(イミド化が進んでも量に変化がない官能基)の1498cm-1の吸収ピークで割った値が、1.1以上となるようにすることが好ましい。
上記のように加熱、官能基量制御を行なうことで、冷却後さらには剥離後の無端ベルトの周長変化を抑制することができる。
【0075】
以上のようにして、加熱反応における最高温度(PAIの場合は乾燥における最高温度)を制御することにより、本発明においては、例えば100本の円筒状芯体を用いて樹脂皮膜形成を行った場合、最終的に所望の無端ベルトの周長に対して±0.05%の範囲で周長をコントロールすることが可能である。
【0076】
−PI樹脂皮膜剥離工程(樹脂皮膜剥離工程)−
本工程では、樹脂皮膜としてPI樹脂皮膜が円筒状芯体から剥離されるため、本発明における樹脂皮膜剥離工程がPI樹脂皮膜剥離工程となる。
【0077】
前記加熱反応後、形成されたPI樹脂皮膜を円筒状芯体から剥離する本工程を経ることで、PI樹脂製無端ベルト(無端ベルト)が得られる。剥離の方法としては、円筒状芯体とPI樹脂皮膜との隙間に加圧エアを注入して、隙間を拡大する方法などが有効である。
【0078】
抜き取られた無端ベルトは、その両端は膜厚の均一性が劣っていたり、皮膜の破片が付着していたりするが、その部分は不要箇所部分として切断される。該不要箇所部分は、前記のように端部から20〜100mmの範囲であることが好ましい。
端部の不要箇所部分が切断されてPI樹脂製無端ベルトが得られるが、必要に応じて、穴あけ(パンチング)加工、リブ付け加工、等が施されることがある。
【0079】
上記無端ベルトを、転写ベルトや接触帯電ベルトとして使用する場合には、樹脂材料の中に必要に応じて導電性物質を分散させる。導電性物質としては、例えば、カーボンブラック、カーボンブラックを造粒したカーボンビーズ、カーボンファイバー、グラファイト等の炭素系物質、銅、銀、アルミニウム等の金属または合金、酸化錫、酸化インジウム、酸化アンチモン、SnO2−In2O3複合酸化物等の導電性金属酸化物、チタン酸カリウム等の導電性ウィスカー等が挙げられる。
なお、無端ベルトを転写ベルトや帯電ベルトとして使用する場合、その厚さとしては、30〜150μmの範囲であることが好ましい。
【0080】
また、無端ベルトを定着体として使用する場合には、表面に付着するトナーの剥離性の向上のため、ベルト表面に非粘着性の樹脂皮膜を形成することが有効である。その非粘着性の樹脂皮膜の材料としては、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)等のフッ素系樹脂が好ましい。また、非粘着性の樹脂皮膜には、耐久性や静電オフセットの向上のためにカーボン粉末が分散されていてもよい。
【0081】
これらフッ素系樹脂皮膜を形成するには、その水分散液を無端ベルトの表面に塗布して焼き付け処理する方法が好ましい。また、フッ素系樹脂皮膜の密着性が不足する場合には、必要に応じて、ベルト表面にプライマー層をあらかじめ塗布形成する方法がある。プライマー層の材料としては、ポリフェニレンサルファイド、ポリエーテルスルホン、ポリスルホン、ポリアミドイミド、ポリイミド及びこれらの誘導体等が挙げられ、更にフッ素系樹脂から選ばれる少なくとも一つの化合物を含むことが好ましい。
【0082】
このように、ベルト表面にプライマー層、及びフッ素系樹脂皮膜を形成するには、加熱硬化してポリイミド樹脂皮膜(ベルト)を円筒状芯体の表面に形成してから、これらを塗布してもよいが、PI前駆体溶液を塗布して溶剤を乾燥させてから、または、特定溶剤に接触させた後、プライマー層、及びフッ素系樹脂分散液を塗布し、その後に加熱してイミド転化完結反応とフッ素系樹脂皮膜の焼成処理を同時に行ってもよい。この場合、プライマー層がなくてもフッ素系樹脂皮膜の密着性が強固になることもある。
【0083】
無端ベルトを定着体として使用する場合、その厚さとしては25〜500μmの範囲であることが好ましい。必要に応じて設けられるプライマー層の厚さは0.5〜10μmの範囲が好ましい。また、フッ素系樹脂皮膜の厚さは4〜40μmの範囲が好ましい。
なお、プライマー層とフッ素系樹脂皮膜は、ある程度の柔軟性を有しており、膨張や収縮はポリイミド樹脂皮膜に追従することができるので、積層体としての熱膨張率は、ポリイミド樹脂だけの値と同じと見なすことができる。
【実施例】
【0084】
以下、本発明を実施例により具体的に説明する。ただし、各実施例は、本発明を制限するものではない。
【0085】
<実施例1>
(PI前駆体塗膜の形成(樹脂塗膜形成工程))
PI前駆体溶液(UワニスA、宇部興産製、濃度:18質量%)に、カーボンブラック(スペシャルブラック4、デグザヒュルス社製)を固形分質量比で23%混合し、次いで対向衝突型分散機により分散した。更に、シリコーンレベリング剤(DC3PA、ダウコーニングトーレシリコーン社製)を、濃度が500ppmになるよう添加し、塗液(樹脂溶液)とした。
【0086】
別途、肉厚10mm、長さ450mmのアルミニウム製円筒状芯体A(熱膨張率:23×10-6/K)を用意し、球形アルミナ粒子によるブラスト処理により、表面を算術平均粗さRaで1.0μmに粗面化した。上記円筒状芯体Aの外径は363.0mm、真円度は20μm以下であった。
【0087】
なお、上記円筒状芯体の外径、真円度の測定は、円筒状芯体を20℃の環境に12時間放置した後、レーザ式寸法測定器((株)キーエンス社製、LS−5120)を用いて行なった。測定した外径値は温度データと共に後述する加熱オーブンの温度を制御するコンピュータに取り込んだ。
【0088】
次いで、厚さが15mm、直径が前記円筒状芯体の内側に嵌まるように343.0mmであり、100mm径の通風孔を4つ、中央に20mm径の穴を設けた円形の保持板を、同じアルミニウム材で作製し、前記円筒状芯体Aに嵌め、TIG溶接により溶接した。
【0089】
次に、前記円筒状芯体Aの表面に、シリコーン系離型剤(セパコート、信越化学工業社製)を塗布した。また、円筒状芯体Aの端部には、塗膜が円筒状芯体の端面に回り込まないようにするため、幅10mmのポリエステル粘着テープを巻き付けた。
【0090】
次いで、前記PI前駆体溶液を用い、図1に示すような塗布装置により、上記円筒状芯体Aの表面にPI前駆体塗膜を形成した。
環状体5として、外径420mm、円孔6の最小部の内径364.3mm、高さ50mmのアルミニウム製のものを使用した。環状塗布槽7の内壁は直線傾斜状であり、鉛直線との傾斜角は7°とした。上端には円筒状芯体1と平行になる部分を2mm形成したが、その内径の真円度は8μmであった。また、厚さ1mm、直径460mmのアルミニウム製円板の中央に、直径が380mmの穴をあけ、上記環状体5の上面に取り付けて、覆い10とした。
【0091】
一方、内径450mm、高さ100mmの環状塗布槽7の底面には、内径386mmの穴をあけた。また、底面には角度10°の傾斜面9を形成した。また、底面の裏面には、内径364.5mmの穴を有する厚さ0.5mmの硬質ポリエチレン樹脂製の環状シール材8を取り付けた。
【0092】
この環状塗布槽7に、前記円筒状芯体1を図1における下側から通した。そして、環状塗布槽7に前記PI前駆体溶液を入れ、環状体5を円筒状芯体1が円孔6の中心となるように配置して、覆い10を環状塗布槽7の上端に載せ、待機時間中の溶剤蒸発を防止した。次いで、図2に示すように円筒状芯体1の下に同一形状、大きさの円筒状芯体1’を配置し、0.8m/分の速度で押し上げて塗布を行った。その際、環状体5は約20mm持ち上げられた。これにより、円筒状芯体1の表面には、濡れ膜厚が約500μmのPI前駆体塗膜4が形成された。
【0093】
(PI樹脂皮膜の形成(樹脂皮膜形成工程))
塗膜4が形成された円筒状芯体1の保持板の中央穴に、直径20mmのステンレス製シャフトを通し、回転台に載せて水平にし、6rpmで回転させながら、80℃で20分間、130℃で30分間、加熱してPI前駆体塗膜を乾燥させた。これにより、厚さ約150μmのPI前駆体皮膜(残留溶剤量:約20質量%)を得た。この時点で、前記円筒状芯体端部の粘着テープは除去した。
【0094】
次いで、円筒状芯体1を垂直にし、前記シャフトを外して台に載せ、加熱オーブンに入れて200℃で30分間、320℃で30分間加熱反応させ、PI樹脂皮膜を形成した。上記加熱反応時、接触式温度計で円筒状芯体1の温度をモニターしたところ、最終的に温度は320℃に到達しその状態で30分間保持された。また、加熱反応後のPI樹脂皮膜をFT−IR分析したところ、イミド環(イミド化によって発生する官能基)1712cm-1の吸収ピークを、ポリアミック酸のベンゼン環(イミド化が進んでも量に変化がない官能基)1498cm-1の吸収ピークで割った値は1.2であった。
【0095】
なお、本実施例における最終的な所望の無端ベルトの周長は1148.2mmであり、上記最高加熱温度である320℃は、前記20℃の環境で測定された円筒状芯体の外径と、前記無端ベルトの所望の周長とから、前記式(1)にしたがって求められた最高加熱温度となるように加熱オーブンの温度を制御するコンピュータにより設定されたものである。
【0096】
(PI樹脂皮膜の剥離(樹脂皮膜剥離工程))
円筒状芯体1とPI樹脂皮膜とが室温に冷えた後、エアガンを使って円筒状芯体1とPI樹脂皮膜との間にエアを吹き込み、両者の間に隙間を開けて円筒状芯体1から皮膜を抜き取り、無端ベルトを得た。
上記無端ベルトの膜厚は75μmで均一であった。この無端ベルトについて両端から約35mmずつ切断し、幅が360mmの無端ベルトを得た。得られた無端ベルトの周長は1148.2mmであった。
【0097】
<実施例2>
実施例1において、円筒状芯体Aの代わりに、肉厚10mm、長さ450mmのアルミニウム製円筒状芯体Bを用いた以外は同様にして無端ベルトを作製した。
なお、同様にして計測された円筒状芯体Bの外径は363.1mmであり、この計測値から、加熱反応時の加熱オーブンの温度条件を200℃で30分間、300℃で30分間と設定してPI樹脂皮膜を形成した。得られた無端ベルトの周長は1148.2mmであった。
【0098】
<実施例3>
実施例1において、円筒状芯体Aの代わりに、肉厚10mm、長さ450mmのアルミニウム製円筒状芯体Cを用いた以外は同様にして無端ベルトを作製した。
なお、同様にして計測された円筒状芯体Cの外径は362.8mmであり、この計測値から、加熱反応時の加熱オーブンの温度条件を200℃で30分間、340℃で30分間と設定してPI樹脂皮膜を形成した。得られた無端ベルトの周長は1148.2mmであった。
【0099】
<比較例1>
中心値を363.0mmとして成形・加工された2本の円筒状芯体D、Eを用い、実施例1と同様にしてPI前駆体溶液の塗布、乾燥を行い、各々PI前駆体皮膜を形成した。次いで、これらを同一の加熱オーブンに入れ、200℃で30分間、320℃で30分間加熱反応させ、PI樹脂皮膜を形成した。
【0100】
冷却後、円筒状芯体D、Eを用いて作製した無端ベルトの周長を測定したところ、各々1147.3mm、1148.9mmであり、所望の無端ベルトの周長1148.2mmからはかなりずれ(各々−0.078%、+0.061%)を生じてしまった。なお、20℃となった円筒状芯体D、Eの外径を測定したところ、各々362.7mm、363.2mmであった。
【0101】
前記実施例に示したように、円筒状芯体の外径にばらつきがあっても、計測した外径に基づいて加熱温度を制御し熱膨張量を変えて円筒状芯体の外径を微調整することで、無端ベルトの周長を一定にすることができる。一方、比較例のように、円筒状芯体の外径に基づいて加熱温度を制御せず一定温度の加熱を行った場合には、用いる複数の円筒状芯体の外径のばらつきにより製造される無端ベルトの周長にもばらつきが出てしまう。
【図面の簡単な説明】
【0102】
【図1】本発明に用いられる塗布装置(停止時)の一例を示す概略断面図である。
【図2】本発明に用いられる塗布装置(塗布時)の一例を示す概略断面図である。
【図3】本発明に用いられる塗布装置(停止時)の他の一例を示す概略断面図である。
【図4】樹脂塗膜形成後の円筒状芯体を示す斜視図であり、(A)は端部剥離前、(B)は端部剥離後の状態を示す。
【図5】本発明に用いられる円筒状芯体の一例を示す概略断面図である。
【符号の説明】
【0103】
1、11、31 円筒状芯体
2、12 ポリイミド前駆体溶液
3、13 塗布槽
4 ポリイミド前駆体塗膜(樹脂塗膜)
5、15 環状体
6、16 円孔
7 環状塗布槽
8 環状シール材
9 傾斜面
10、17 覆い
20 保持板
21 軸
32 樹脂塗膜
【技術分野】
【0001】
本発明は、円筒状芯体上に樹脂溶液を塗布して皮膜形成した後、皮膜を芯体から抜き取って無端ベルトを得る無端ベルトの製造方法及び製造装置に関する。該無端ベルトは、特に複写機、プリンター等の電子写真方式を利用した画像形成装置に好ましく用いられる。
【背景技術】
【0002】
電子写真プロセスを用いた画像形成装置において、感光体、帯電手段、転写手段、及び定着手段等の小型/高性能化のために、肉厚が薄いプラスチック製フィルムからなるベルトが用いられる場合がある。その場合、ベルトに継ぎ目(シーム)があると、出力画像に継ぎ目の跡が生じるので、継ぎ目がない無端ベルトであることが好ましい。また、その材料としては、強度や寸法安定性、耐熱性等の面でポリイミド樹脂やポリアミドイミド樹脂(以下、適宜ポリイミドは「PI」、ポリアミドイミドは「PAI」と略す)を用いることが好ましい。
【0003】
PI樹脂で無端ベルトを作製するには、円筒体の内面にPI前駆体溶液を塗布し、回転しながら乾燥させる遠心成形法(例えば、特許文献1参照)、円筒体内面にPI前駆体溶液を展開する内面塗布法(例えば、特許文献2参照)が知られているが、これら内面に成膜する方法では、PI前駆体の熱硬化の際に、硬化前の皮膜を円筒体から抜いて別の芯体に載せ換える必要があり、工数がかかる短所がある。
【0004】
また、他のPI樹脂無端ベルトの製造方法として、例えば円筒状芯体の表面に、浸漬塗布法によってPI前駆体溶液を塗布して乾燥し、加熱反応させた後、PI樹脂皮膜を円筒状芯体から剥離する方法もある(例えば、特許文献3参照)。この方法は、塗布による塗膜形成工程から、加熱反応させる皮膜形成工程まで、芯体は一貫して同じものが使用され、載せ換える工数が不要という利点を有している。
ところが、PI樹脂の前駆体溶液は常温では非常に粘度が高く、上記浸漬塗布法で円筒状芯体上に塗布しようとすると、膜厚が所望値より厚くなりすぎることがある。
【0005】
これに対して、環状体を用いて塗液の膜厚を制御する方法が提案されている(例えば、特許文献4参照)。
この方法に示されるように環状体を用いて塗布をする場合、円筒状芯体は長手方向を垂直にして塗布が行われ、塗膜の厚さは、円筒状芯体と環状体の円孔との間隙によって規制されて均一化される。そして塗布後、PI前駆体の塗膜を250〜450℃、好ましくは300〜350℃前後で、20〜60分間加熱して縮合反応させることで、硬化したPI樹脂皮膜が形成され無端ベルトが得られる。
【0006】
この場合、PI樹脂皮膜は円筒状芯体表面で硬化、形成されるため、無端ベルトの周長は、最終的に円筒状芯体の直径によって定まるが、円筒状芯体の直径は必ずしも一定ではないため、複数の円筒状芯体を用いて無端ベルトを製造する場合、無端ベルトの周長にばらつきが発生することがある。
このため、円筒状芯体の直径が多少ばらついていても、無端ベルトの周長が一定になるような製造方法が望まれていた。
【特許文献1】特開昭57−74131号公報
【特許文献2】特開昭62−19437号公報
【特許文献3】特開昭61−273919号公報
【特許文献4】特開2002−91027号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記従来技術の問題点を解決することを目的とする。
すなわち、本発明は、複数の円筒状芯体を用いてこれらの表面に皮膜形成用の樹脂溶液を塗布して無端ベルトを作製する際、円筒状芯体の直径が多少ばらついていても、得られる無端ベルトの周長が一定になるような無端ベルトの製造方法及び製造装置を提供することを目的する。
【課題を解決するための手段】
【0008】
上記課題は、以下の本発明により達成される。具体的には、円筒状芯体上に皮膜形成樹脂溶液を塗布して無端ベルトを作製する際、ある温度における円筒状芯体の外径から、熱膨張後の周長が最終的に所望の無端ベルトの周長となるように最高加熱温度をシミレートし、これにより加熱温度を制御することで円筒状芯体の周長を微調整して、円筒状芯体の外径によらず周長が一定になるようにしたものである。
【0009】
すなわち本発明は、
<1> 少なくとも、温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程と、を有する無端ベルトの製造方法であって、
前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法である。
L−πR0=πaR0(t−t0) ・・・ 式(1)
なお、上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。
【0010】
<2> 少なくとも、温度t0における円筒状芯体の外径R0を計測する手段、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成手段と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成手段と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離手段と、を有する無端ベルトの製造装置であって、
前記樹脂皮膜形成手段が、円筒状芯体の最高加熱温度tを、前記式(1)を満たすように温度制御する手段を含むことを特徴とする無端ベルトの製造装置である。
【発明の効果】
【0011】
本発明によれば、製造工程において円筒状芯体の外径が一定でなくても、該外径から加熱温度を制御して熱膨張量を変え円筒状芯体の直径を微調整することで、無端ベルトの周長を一定にすることができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明を詳細に説明する。なお、本発明の無端ベルトの製造方法と無端ベルトの製造装置とは共通する部分が多いため、これらを併せて説明する。
本発明の無端ベルトの製造方法は、少なくとも、温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程と、を有する無端ベルトの製造方法であって、前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御されることを特徴とする。
L−πR0=πaR0(t−t0) ・・・ 式(1)
なお、上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。
【0013】
また、本発明の無端ベルトの製造装置は、少なくとも、温度t0における円筒状芯体の外径R0を計測する手段、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成手段と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成手段と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離手段と、を有する無端ベルトの製造装置方法であって、前記樹脂皮膜形成手段が、円筒状芯体の最高加熱温度tを、前記式(1)を満たすように温度制御する手段を含むことを特徴とする。
【0014】
本発明においては、複数の円筒状芯体を用いて、樹脂溶液を円筒状芯体の表面に塗布し、加熱乾燥及び/または加熱反応させて樹脂皮膜を形成し、一度にあるいは連続的に無端ベルトを製造する場合に、個々の円筒状芯体の外径がばらついていても、最終的に得られる無端ベルトの周長を一定にできることが見出された。
【0015】
すなわち、本発明のように円筒状芯体の表面に樹脂皮膜を形成して無端ベルトを製造する場合には、前記のように無端ベルトの周長は用いる円筒状芯体の直径で決まってしまう。したがって、複数の無端ベルトを製造する場合には、各々の無端ベルトの周長を揃えるために各々の円筒状芯体の直径を一定としなければならない。
【0016】
しかし、実際には金属管を成形、加工して得られる円筒状芯体の直径を1mm以下のオーダーで揃えることは困難であり、これを行った場合には、製造の工数、手間が増えるだけでなく、相当のコストアップとなる。
【0017】
本発明においては、前記のように、皮膜形成に用いる各円筒状芯体の外径を検知し、これをもとに円筒状芯体表面に形成された皮膜の、加熱乾燥及び/または加熱反応時の円筒状芯体の温度をコントロールすることにより、円筒状芯体によるばらつきがなく一定周長の無端ベルトを得ることができることがわかった。
【0018】
本発明に用いることができる円筒状芯体の材料としては、アルミニウム、ステンレス、銅、鉄、真鍮、ニッケルなど、成形可能ないずれの材料も使用可能であるが、後述の温度による周長コントロールのしやすさを考慮すると、熱膨張率が15×10-6〜25×10-6/Kの範囲の材料を用いることが好ましい。
また、市場流通性の観点からは、アルミニウムやステンレスを用いることが好ましい。
【0019】
円筒状芯体の長さは、目的とする無端ベルトの幅以上の長さが必要であり、複数の無端ベルトを一本の円筒状芯体への塗布で同時に作製する場合には、無端ベルトの幅を所望の本数倍した以上の長さが必要である。また、塗布後の円筒状芯体端部に生じる無効領域に対する余裕幅を確保するため、目的の長さより、10〜40%程度長いことが望ましい。
【0020】
本発明においては、後述する樹脂皮膜形成工程での加熱による円筒状芯体の熱膨張を調節することにより、最終的な無端ベルトの周長をコントロールするため、円筒状芯体の周長は、少なくとも室温(20℃)において所望の無端ベルトの周長より小さいことが必要である。したがって、前記所望の無端ベルトの外径をL(mm)とした場合、本発明に用いる円筒状芯体の室温における外径は0.992L/π〜0.996L/πの範囲であることが好ましい。
【0021】
円筒状芯体の外径が0.992L/πに満たないと、前記樹脂皮膜形成工程で加熱しても円筒状芯体の周長が所望の無端ベルトの周長に達しない場合がある。また、外径が0.996L/πを超えると、前記加熱による熱膨張で円筒状芯体の周長が所望の無端ベルトの周長を超えてしまう場合がある。
【0022】
一方、円筒状芯体の肉厚は、芯体としての強度が保てる厚さにすることが好ましいが、あまり厚いと後述する円筒状芯体の温度コントロールがしにくくなり、円筒状芯体が重くなって移動が困難になるため、5〜20mmの範囲であることが好ましい。
【0023】
図5に、本発明に用いる円筒状芯体の一例の断面図を示す。円筒状芯体1の両端(長手方向両開口端)には、円筒状芯体1を保持する保持板20を取り付けるのが好ましい。保持板20は、ねじで固定しても良いし、円筒状芯体1と溶接してもよい。保持板20には、必要に応じて、円形や扇形など任意形状である通風孔や、中央に心棒を通す穴、または軸21があってもよい。また、吊り下げや載置のための接続部品を取り付けてもよい。
【0024】
さらに、形成される樹脂皮膜が円筒状芯体表面に接着するのを防ぐため、円筒状芯体1の表面には離型性を付与する。それには、円筒状芯体表面をクロムやニッケルでメッキしたり、円筒状芯体表面をフッ素樹脂やシリコーン樹脂で被覆したり、表面に離型剤を塗布したりする方法がある。
【0025】
皮膜形成樹脂の種類によっては、加熱時に溶剤の揮発物や、反応時に発生する気体があり、加熱後の樹脂皮膜は、その気体のために、部分的に膨れを生じることがある。これは特に、PI樹脂皮膜において膜厚が50μmを越えるような場合に顕著である。
【0026】
上記膨れを防止するために、特開2002−160239号公報開示の如く、円筒状芯体1の表面は算術平均粗さRaで0.2〜2μm程度の範囲に粗面化することが好ましい。粗面化の方法には、ブラスト、切削、サンドペーパーがけ等の方法がある。これにより、PI樹脂から生じる気体は、円筒状芯体1とPI樹脂皮膜の間に形成されるわずかな隙間を通って外部に出ることができるため、膨れの発生を防ぐことができる。
【0027】
本発明に用いることができる樹脂皮膜用の樹脂としては、特に制限されないが、ポリイミド、エポキシ樹脂、アクリル樹脂、シリコーン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリアミドイミド樹脂などの熱可塑性樹脂、熱硬化性樹脂等から選択することができる。
これらの中では特に、ポリイミド、ポリアミドイミドが無端ベルトとしての強度や柔軟性等を確保できる点で好ましい。
【0028】
なお、本発明においては、前記各種樹脂を溶剤に溶解した樹脂溶液を円筒状芯体の表面に塗布し、樹脂皮膜を形成するが、該樹脂溶液としては、高分子量化した樹脂を溶解した溶液だけでなく、後述するポリイミド前駆体溶液のように、反応して樹脂になる樹脂前駆体の溶液も含まれる。
【0029】
PI前駆体またはPAI樹脂としては、種々の公知のものを用いることができる。それらの溶剤は、N−メチルピロリドン、N,N−ジメチルアセトアミド、アセトアミド、等の非プロトン系極性溶剤であり、常温での揮発性は低い。なお、溶液の濃度、粘度等は、適宜選択されるが、この塗布方法に好ましい溶液の固形分濃度は10〜40質量%の範囲、粘度は1〜100Pa・s範囲である。
【0030】
以下、本発明の無端ベルトの製造方法が好ましく用いられる一例として、ポリイミド樹脂製無端ベルト(樹脂製無端ベルト)の製造方法を工程毎に詳細説明する。なお、これらの中で、各工程に用いられる製造装置についても併せて説明する。
【0031】
−円筒状芯体の外径を計測する工程−
本工程においては、後述する最終的な無端ベルトの周長制御の基となる、加熱前の円筒状芯体の外径を計測する。この工程で計測された温度t0における円筒状芯体の外径R0と、所望の無端ベルトの周長から、前記式(1)により樹脂皮膜形成工程における最高加熱温度tを決定することができる。
【0032】
本工程で計測される円筒状芯体の外径R0は、円筒状芯体の温度t0と共に正確に測定される必要がある。したがって測定方法としては、例えば、一定温度t0の環境に12時間以上円筒状芯体を放置した後にその外径を測定する方法や、円筒状芯体の外径測定と同時に接触式温度計等によりその温度t0を測定する方法が好ましい。
【0033】
なお、本工程は通常円筒状芯体への樹脂溶液塗布の前に行なわれるが、基本的には円筒状芯体が室温(通常20℃前後)中にあればよい。
【0034】
円筒状芯体の外径を計測する手段としては、例えば円筒状芯体を一定温度で放置する恒温室の中で、レーザー光等を用いて外径を測定する非接触寸法測定機や、これらと共に円筒状芯体に温度センサーを接触させて外径と温度とを同時に測定する温度−寸法測定機などが挙げられる。具体的には、株式会社キーエンス製レーザ寸法測定器LS−5000シリーズなどがある。
【0035】
−PI前駆体塗膜形成工程(樹脂塗膜形成工程)−
本工程では、樹脂塗膜を形成するための塗膜として、PI前駆体塗膜が形成されるため、本発明における樹脂塗膜形成工程がPI前駆体塗膜形成工程となる。
【0036】
PI前駆体塗膜形成工程では、まず、PI前駆体が非プロトン系極性溶剤に溶解したPI前駆体溶液を調製する。
PI前駆体としては、例えば、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(以下、適宜「BPDA」と略す)とp−フェニレンジアミン(以下、適宜「PDA」と略す)とからなるポリイミド前駆体、BPDAと4,4’−ジアミノジフェニルエーテルとからなるポリイミド前駆体、ピロメリット酸二無水物(以下、適宜「PMDA」と略す)と4,4’−ジアミノジフェニルエーテルとからなるポリイミド前駆体、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物と4,4’−ジアミノジフェニルメタンとからなるポリイミド前駆体、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物と4,4’−ジアミノベンゾフェノンとからなるポリイミド前駆体、などを挙げることができる。
また、PI前駆体は、2種以上を混合して用いてもよいし、酸またはアミンのモノマーを混合して共重合されたものを用いてもよい。
【0037】
特に、BPDAとPDAとからなるポリイミド前駆体と、BPDA以外の酸無水物と任意のジアミンからなるポリイミド前駆体と、を混合してなるポリイミド前駆体溶液を用いることが好ましい。かかるポリイミド前駆体を用いることにより、製造されるポリイミド樹脂の熱膨張率を低く保ちつつも、要求物性を変化させることや材料価格を低減させることができる。これは、BPDAとPDAとからなるポリイミド前駆体を用いて製造されたポリイミド樹脂(以下、適宜「S型」と称する)の熱膨張率が、アルミニウム製の円筒状芯体と比較して小さく、その差に余裕があるので、熱膨張率がアルミニウム製の円筒状芯体より小さい範囲で、他のポリイミド前駆体を混合してもよいためである。
【0038】
BPDAとPDAとからなるポリイミド前駆体と、他の組成からなるポリイミド前駆体の混合比は、他の組成からなるポリイミド前駆体が多いほど価格の点で好ましいが、多すぎると熱膨張率が大きくなり、円筒状芯体から剥離しにくくなるため、(BPDAとPDAからなるポリイミド前駆体):(他の組成からなるポリイミド前駆体)=5:5〜0:10程度の範囲から、適宜、調整される。円筒状芯体の外径が大きいほど、その表面に形成されたポリイミド樹脂皮膜との寸法差が大きくなって外れやすくなる傾向があるので、他の組成からなるポリイミド前駆体の混合比を多くすることができる。
【0039】
また、S型PI樹脂皮膜は、機械的強度がポリイミド樹脂の中では最も強いことが知られており、定着ベルトや転写ベルトとして使用した際には、変形しにくい利点がある。反面、転写ベルトのように、感光体の表面に直に接する部材においては、感光体表面を傷付けたり、磨耗させたりすることもあるので、機械的強度はある程度低い方が好ましい場合がある。このような場合、S型となるポリイミド前駆体と、他の組成からなるポリイミド前駆体とを混合して強度を調整することは有効である。
【0040】
上記のポリイミド前駆体は、N−メチルピロリドン、N,N−ジメチルアセトアミド、アセトアミド、N,N−ジメチルホルムアミド等の非プロトン系極性溶剤に溶解することで、ポリイミド前駆体溶液として調製される。なお、この調製の際におけるポリイミド前駆体の混合比、濃度、粘度等の選択は、適宜調整して行われる。
【0041】
PI前駆体塗膜形成工程おいて、前記PI前駆体溶液(樹脂溶液)を円筒状芯体表面に塗布してPI前駆体塗膜を形成するが、PI前駆体溶液の塗布方法としては、円筒状芯体をPI前駆体溶液に浸漬して上昇させる(引き上げる)浸漬塗布法、円筒状芯体を回転させながら表面にPI前駆体溶液を吐出する流し塗り法、その際にブレードで皮膜をメタリングするブレード塗布法など、公知の方法が採用できる。上記流し塗り法やブレード塗布法では塗布部を水平移動させるので、皮膜はらせん状に形成されるが、PI前駆体溶液は乾燥が遅いために、継ぎ目は自然に平滑化される。
【0042】
なお、上記「円筒状芯体表面に塗布する」とは、円柱も含まれる円筒状芯体の側面の表面、及び該表面に層を有する場合は、その層の表面に塗布することをいう。また、「円筒状芯体を上昇」とは、塗布時の液面との相対関係であり、「円筒状芯体を停止し、塗布液面を下降」させる場合を含む。
【0043】
PI前駆体塗膜形成工程おいて、PI前駆体溶液の塗布を浸漬塗布法で行う場合、PI前駆体溶液は粘度が非常に高いので、膜厚が所望値より厚くなりすぎることがある。その際は、以下に示す環状体により膜厚を制御する浸漬塗布法が適用できる。
【0044】
以下、環状体により円筒状芯体上への溶液を塗布する方法を説明する。
図1は、環状体により膜厚を制御する塗布装置(樹脂塗膜形成手段)の一例を示す概略断面図であり、図は停止時の状態を示している。但し、図は主要部のみを示し、円筒状芯体の保持機構や、他の装置は省略する(以下の図においても同様である)。
【0045】
図1の塗布装においては、塗布槽として環状塗布槽7が設けられ、環状塗布槽7の底部には、円筒状芯体の外径より若干小さい穴を有する環状シール材8を設ける。
まず、円筒状芯体1を環状シール材8の中心に挿通させ、環状塗布槽7に溶液(樹脂溶液)2を収容する。これにより、溶液2は漏れることがない。塗布するには、図2に示すように、円筒状芯体1の下に他の芯体1’をつなぎ、環状塗布槽7の下部から上部に押し上げて、芯体1の表面に塗膜4を形成する。他の芯体1’は、ベルトを作製しない中間体(長さが短い芯体)であってもよい。
【0046】
環状塗布槽7の底面には傾斜面9を形成するのがよい。傾斜面9により、溶液2は、中央の円筒状芯体1の方へ流れやすくなり、底部に溜まることがなくなるのである。傾斜面9の角度は、小さければ溶液2の流れが滞り、大きければ溶液2を貯められる量が少なくなるので、水平に対して5〜30°程度の範囲が好ましい。
【0047】
溶液2上には円筒状芯体1の外径よりも大きな円孔6を設けた環状体5を設置する。環状体5の材質は、溶液の溶剤によって侵されない金属やプラスチック等から選ばれ、浮上しやすいように中空構造でもよい。沈没防止のために、環状体5の外周面または塗布槽に、環状体5を支える足や腕を設けても良い。該腕は、環状体5の上縁に設けるが、環状塗布槽7を覆うような円板である覆い10であってもよい。覆いである場合、塗布しない時は環状塗布槽7の上端に載って塗布槽を覆い、溶液2から溶剤が蒸発するのを防止する。
【0048】
塗布時、円筒状芯体1の外径と円孔6の内径との間隙により、塗膜の膜厚が決まるので、円孔6の内径は、所望の膜厚により調整する。円筒状芯体1の外径と、円孔6の径との間隙は、所望の濡れ膜厚の1倍〜2倍の範囲であるのが好ましい。1倍〜2倍の範囲とするのは、PI前駆体溶液2の粘度及び/または表面張力などにより、間隙が濡れ膜厚になるとは限らないからである。このように、所望の乾燥膜厚及び所望の濡れ膜厚から、所望の孔6の径が定められる。
【0049】
また、円孔6の真円度が低いと膜厚均一性が低下するので、真円度は20μm以下であることが好ましく、10μm以下であることはさらに好ましい。もちろん、真円度が0μmであることが最適なのであるが、加工上は困難である。
【0050】
円孔6の内壁面は、溶液2に浸る下部が広く、上部が狭い形状であれば、図に示すような直線的傾斜面のほか、階段状や曲線的でもよい。真円度を高く加工するために、円孔内壁面の上部には、円筒状芯体1と平行になる部分があってもよい。
【0051】
溶液2を塗布するには、図2に示すように、円孔6を通して円筒状芯体1を引き上げる。引き上げ速度は、0.1〜1.5m/min程度の範囲が好ましい。
円筒状芯体1を引き上げると、環状体5は浮遊状態で設置されているので、溶液2の粘性による摩擦抵抗により持ち上げられる。環状体5は自由移動可能なので、円筒状芯体1と環状体5との摩擦抵抗が周方向で一定になるように、すなわち間隙が均一になるように環状体5は動き、円筒状芯体上には均一な膜厚の塗膜4が形成される。このように、環状体5により膜厚を規制するので、膜厚を均一にして高粘度の溶液2を塗布することができる。
【0052】
更に前記塗布装置は、円筒状芯体1を保持する円筒状芯体保持手段、並びに、該保持手段を上下方向に移動する第1の移動手段、及び/または、環状塗布槽7を上下方向に移動する第2の移動手段を有してもよい。
【0053】
なお、PI前駆体塗膜形成工程おいて、上記の環状塗布法を用いるほかにも、図3に示す浸漬塗布法も適用できる。ここで、図3は、浸漬塗布法に用いる装置の一例を示す概略構成図である。
【0054】
図3に示す塗布装置は、通常の浸漬塗布に用いる塗布槽13の液面開口部に、前記と同様の環状体15を備えたものである。また、環状体15には、塗液12を塗布する円筒状芯体11の外径よりも大きな内径の孔16が設けられている。一方、環状体15上縁には、環状体15の外周部から塗布槽13上縁までの領域を覆う、覆い17を更に具備している。
【0055】
上記塗布装置を用いた場合の塗布は、円筒状芯体11を図面における上側から前記孔16を通してPI前駆体溶液12に浸漬し、次いで、円筒状芯体11を引き上げることによって行なう。その他の条件、塗布における作用等は、前記図1、2に示した塗布装置の場合と同様である。
【0056】
−PI樹脂皮膜形成工程(樹脂皮膜形成工程)−
本工程においては、樹脂皮膜としてPI樹脂皮膜が形成されるため、本発明における樹脂皮膜形成工程がPI樹脂皮膜形成工程となる。
【0057】
PI樹脂皮膜形成工程においては、前記PI前駆体塗膜を加熱乾燥させてから、加熱反応させてPI樹脂皮膜を形成する。なお、樹脂溶液がPAI樹脂溶液である場合には、溶剤の乾燥だけで皮膜を得ることができる。
【0058】
まず、PI樹脂皮膜形成工程においては、PI前駆体塗膜中に過度に残留する溶剤を除去する目的で、静置しても塗膜が変形しない程度の加熱乾燥を行いPI前駆体皮膜とする。
加熱条件は、90〜170℃の温度範囲で20〜60分間の範囲であることが好ましい。その際、温度が高いほど、加熱時間は短くてよい。また、加熱することに加え、風を当てることも有効である。乾燥時に塗膜が垂れる場合には、円筒状芯体を水平にして、回転させながら乾燥すると良い。回転速度は1〜60rpm程度が好ましい。さらに、加熱は、時間内において、段階的に上昇させたり、一定速度で上昇させてもよい。
【0059】
なお、PI前駆体塗膜から溶剤を除去させすぎると、塗膜はまだベルトとしての強度を保持していないので、割れを生じるおそれがある。そこで、ある程度(具体的には、乾燥後のPI前駆体皮膜中に残留する溶媒量が、前記前駆体溶液に含まれていた溶媒量の10〜30質量%)、溶剤を残留させておく方がよい。
【0060】
また、本発明者等の検討では、後述する加熱反応時の無端ベルトの周長を制御する際にも、前記のように塗膜中に一定量の溶剤が残留していることによって、残留溶剤量を前記範囲以下にしてから加熱反応を行なった場合より、安定した周長の制御を行なえることがわかった。
【0061】
PI前駆体塗膜を加熱乾燥させてから加熱反応までは、連続的に行えばよいが、途中で一旦、温度を低下させてもよい。ここで、「温度を低下させる」とは、加熱乾燥により高温状態となっているPI前駆体皮膜を、円筒状芯体ごと冷却し、温度を低下させることをいう。低下させる温度は、常温でもよい。温度を低下させることは、加熱乾燥装置と加熱反応装置とが異なっている場合に有効である。
【0062】
その際、PI前駆体皮膜は、温度の低下により収縮する。その収縮率は軸方向で0.5〜2%と小さい範囲であるが、この収縮により、PI前駆体皮膜は、円筒状芯体の表面でズレを生じ、円筒状芯体との間により広い隙間が生じる。一度、このような隙間が発生すると、加熱反応の際に、残留溶剤等が抜けやすくなる。
加熱乾燥装置と加熱反応装置とが同じである場合、一旦、温度を低下させることは不要である。
【0063】
図4に、乾燥後の円筒状芯体に硬化前のPI前駆体皮膜が形成された状態を示す。
図4(A)に示すように、乾燥後は円筒状芯体31の外周面前面にPI樹脂皮膜32が形成されている。このまま次の加熱反応工程に供してもよいが、本発明においては、図4(B)に示すように、PI樹脂皮膜32の上下両端部を除去することが好ましい。
【0064】
皮膜端部の除去幅Dは、円筒状芯体31の端部から5〜20mm程度の範囲が好ましい。除去の方法は、円筒状芯体31を回転させながら刃物を押し当てたり、レーザー光で切断したりする方法がある。皮膜端部の除去は、後述する加熱反応後であってもよいが、皮膜端部の除去により、皮膜端部が円筒状芯体端部に固着するのを防止することができるほか、円筒状芯体31と樹脂皮膜32との間に隙間を形成しやすくすることができる。隙間が存在することにより、樹脂皮膜32から発生するガスが外部に抜けやすくなるので、樹脂皮膜32に膨れが生じるのを低減することもできる。
【0065】
PI樹脂皮膜形成工程において、上述の乾燥の後、好ましくは250〜450℃の範囲、より好ましくは300〜350℃の範囲で、20〜60分間、PI前駆体塗膜を加熱反応(縮合反応)させることで、硬化したPI樹脂皮膜を形成することができる。
【0066】
本発明においては、前述の予め計測した円筒状芯体の外径を基に、上記加熱温度の制御により無端ベルト(PI樹脂皮膜)の周長を調節する。具体的には、樹脂皮膜の目標の周長に対し、円筒状芯体の直径が大きめの場合には加熱温度を低めにして熱膨張量を小さくし、円筒状芯体の直径が小さめ場合には加熱温度を高めにして熱膨張量を大きくし、無端ベルトの周長が一定になるようにする。
【0067】
例えば、円筒状芯体がアルミニウムの場合、熱膨張率は23×10-6/Kであることから、円筒状芯体の直径が20℃で363.0mmであれば、円筒状芯体の直径(外径)は300℃では365.3mm、350℃では365.8mmとなり、無端ベルトの周長はそれにしたがって形成されるので、上記の場合には約0.5mm(約0.05%)調整することができる。
【0068】
本発明においては、上記原理を応用して外径のばらついている複数の円筒状芯体を用いた場合でも、常に同一の周長の無端ベルトを得ることができることを見出した。すなわち、この樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御する。
L−πR0=πaR0(t−t0) ・・・ 式(1)
上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。また、t0、R0は各々前記計測を行った加熱前の円筒状芯体の温度、直径である。
【0069】
本発明において、前記円筒状芯体の最高加熱温度とは、前記加熱反応における最高温度であり(ただし、PAI樹脂皮膜の場合には、乾燥時における最高温度である)、前記計測したt0、R0から式(1)により加熱反応時の温度を決定し、加熱反応時に実際に円筒状芯体が当該温度となるように加熱装置の温度設定を行う(温度制御手段)。
【0070】
なお、実際の温度制御においては、式(1)から導き出される温度に正確に温度設定することは困難であるため、算出された温度tについて、1の位は四捨五入して10℃単位で温度設定を行った。また、加熱反応時の最高加熱温度が式(1)で算出される温度±10℃以上(以下)となるときには、本発明における温度制御の範囲外となる。
【0071】
上記温度制御手段としては、例えば、前記計測されたt0、R0に基づき複数の円筒状芯体を同一の外径群に分類し、これらを同一の群として前記樹脂溶液塗布を行い、群ごとに別々の加熱オーブンに収納して加熱温度の制御を行なってもよい。また、計測された1本ずつのt0、R0に基づき、連続工程の中で塗布後の1本ずつの円筒状芯体の加熱温度を制御する手段であってもよい。
【0072】
上記連続工程の中で1本ずつの加熱を行う場合には、例えば、塗布後の工程に区間ごとに温度制御できる加熱ゾーンを設けてもよいし、円筒状芯体ごとの加熱できる接触式または非接触式のヒーターを個々に設けて1本ずつ温度制御してもよい。
なお、上記温度制御は、計測されたt0、R0のデータをコンピュータに自動的に取り込み、演算後の出力信号によって自動的に制御されることが望ましい。
【0073】
加熱反応においては、加熱の最終温度に達する前に温度を段階的に上昇させてもよい。例えば、加熱前に200〜250℃の温度で、10〜30分間加熱し、続けて、温度を段階的、または一定速度で徐々に上昇させて加熱し、ポリイミド樹脂皮膜を形成することができる。また、この工程では樹脂皮膜は固定されているので、円筒状芯体の向きはどちらでもよいし、加熱中に回転を行なっても行なわなくてもよい。
【0074】
本発明においては、前記温度制御により樹脂皮膜の周長を精密にコントロールするため、円筒状芯体が前記制御された最高温度tに達してから、当該温度で0.1〜2時間加熱を続けることが好ましい。また、PI樹脂皮膜の場合は、イミド化率の指標の一つとして、加熱反応後の皮膜のFT−IR分析で得られるイミド環(イミド化によって発生する官能基)の1712cm-1の吸収ピークを、ポリアミック酸のベンゼン環(イミド化が進んでも量に変化がない官能基)の1498cm-1の吸収ピークで割った値が、1.1以上となるようにすることが好ましい。
上記のように加熱、官能基量制御を行なうことで、冷却後さらには剥離後の無端ベルトの周長変化を抑制することができる。
【0075】
以上のようにして、加熱反応における最高温度(PAIの場合は乾燥における最高温度)を制御することにより、本発明においては、例えば100本の円筒状芯体を用いて樹脂皮膜形成を行った場合、最終的に所望の無端ベルトの周長に対して±0.05%の範囲で周長をコントロールすることが可能である。
【0076】
−PI樹脂皮膜剥離工程(樹脂皮膜剥離工程)−
本工程では、樹脂皮膜としてPI樹脂皮膜が円筒状芯体から剥離されるため、本発明における樹脂皮膜剥離工程がPI樹脂皮膜剥離工程となる。
【0077】
前記加熱反応後、形成されたPI樹脂皮膜を円筒状芯体から剥離する本工程を経ることで、PI樹脂製無端ベルト(無端ベルト)が得られる。剥離の方法としては、円筒状芯体とPI樹脂皮膜との隙間に加圧エアを注入して、隙間を拡大する方法などが有効である。
【0078】
抜き取られた無端ベルトは、その両端は膜厚の均一性が劣っていたり、皮膜の破片が付着していたりするが、その部分は不要箇所部分として切断される。該不要箇所部分は、前記のように端部から20〜100mmの範囲であることが好ましい。
端部の不要箇所部分が切断されてPI樹脂製無端ベルトが得られるが、必要に応じて、穴あけ(パンチング)加工、リブ付け加工、等が施されることがある。
【0079】
上記無端ベルトを、転写ベルトや接触帯電ベルトとして使用する場合には、樹脂材料の中に必要に応じて導電性物質を分散させる。導電性物質としては、例えば、カーボンブラック、カーボンブラックを造粒したカーボンビーズ、カーボンファイバー、グラファイト等の炭素系物質、銅、銀、アルミニウム等の金属または合金、酸化錫、酸化インジウム、酸化アンチモン、SnO2−In2O3複合酸化物等の導電性金属酸化物、チタン酸カリウム等の導電性ウィスカー等が挙げられる。
なお、無端ベルトを転写ベルトや帯電ベルトとして使用する場合、その厚さとしては、30〜150μmの範囲であることが好ましい。
【0080】
また、無端ベルトを定着体として使用する場合には、表面に付着するトナーの剥離性の向上のため、ベルト表面に非粘着性の樹脂皮膜を形成することが有効である。その非粘着性の樹脂皮膜の材料としては、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)等のフッ素系樹脂が好ましい。また、非粘着性の樹脂皮膜には、耐久性や静電オフセットの向上のためにカーボン粉末が分散されていてもよい。
【0081】
これらフッ素系樹脂皮膜を形成するには、その水分散液を無端ベルトの表面に塗布して焼き付け処理する方法が好ましい。また、フッ素系樹脂皮膜の密着性が不足する場合には、必要に応じて、ベルト表面にプライマー層をあらかじめ塗布形成する方法がある。プライマー層の材料としては、ポリフェニレンサルファイド、ポリエーテルスルホン、ポリスルホン、ポリアミドイミド、ポリイミド及びこれらの誘導体等が挙げられ、更にフッ素系樹脂から選ばれる少なくとも一つの化合物を含むことが好ましい。
【0082】
このように、ベルト表面にプライマー層、及びフッ素系樹脂皮膜を形成するには、加熱硬化してポリイミド樹脂皮膜(ベルト)を円筒状芯体の表面に形成してから、これらを塗布してもよいが、PI前駆体溶液を塗布して溶剤を乾燥させてから、または、特定溶剤に接触させた後、プライマー層、及びフッ素系樹脂分散液を塗布し、その後に加熱してイミド転化完結反応とフッ素系樹脂皮膜の焼成処理を同時に行ってもよい。この場合、プライマー層がなくてもフッ素系樹脂皮膜の密着性が強固になることもある。
【0083】
無端ベルトを定着体として使用する場合、その厚さとしては25〜500μmの範囲であることが好ましい。必要に応じて設けられるプライマー層の厚さは0.5〜10μmの範囲が好ましい。また、フッ素系樹脂皮膜の厚さは4〜40μmの範囲が好ましい。
なお、プライマー層とフッ素系樹脂皮膜は、ある程度の柔軟性を有しており、膨張や収縮はポリイミド樹脂皮膜に追従することができるので、積層体としての熱膨張率は、ポリイミド樹脂だけの値と同じと見なすことができる。
【実施例】
【0084】
以下、本発明を実施例により具体的に説明する。ただし、各実施例は、本発明を制限するものではない。
【0085】
<実施例1>
(PI前駆体塗膜の形成(樹脂塗膜形成工程))
PI前駆体溶液(UワニスA、宇部興産製、濃度:18質量%)に、カーボンブラック(スペシャルブラック4、デグザヒュルス社製)を固形分質量比で23%混合し、次いで対向衝突型分散機により分散した。更に、シリコーンレベリング剤(DC3PA、ダウコーニングトーレシリコーン社製)を、濃度が500ppmになるよう添加し、塗液(樹脂溶液)とした。
【0086】
別途、肉厚10mm、長さ450mmのアルミニウム製円筒状芯体A(熱膨張率:23×10-6/K)を用意し、球形アルミナ粒子によるブラスト処理により、表面を算術平均粗さRaで1.0μmに粗面化した。上記円筒状芯体Aの外径は363.0mm、真円度は20μm以下であった。
【0087】
なお、上記円筒状芯体の外径、真円度の測定は、円筒状芯体を20℃の環境に12時間放置した後、レーザ式寸法測定器((株)キーエンス社製、LS−5120)を用いて行なった。測定した外径値は温度データと共に後述する加熱オーブンの温度を制御するコンピュータに取り込んだ。
【0088】
次いで、厚さが15mm、直径が前記円筒状芯体の内側に嵌まるように343.0mmであり、100mm径の通風孔を4つ、中央に20mm径の穴を設けた円形の保持板を、同じアルミニウム材で作製し、前記円筒状芯体Aに嵌め、TIG溶接により溶接した。
【0089】
次に、前記円筒状芯体Aの表面に、シリコーン系離型剤(セパコート、信越化学工業社製)を塗布した。また、円筒状芯体Aの端部には、塗膜が円筒状芯体の端面に回り込まないようにするため、幅10mmのポリエステル粘着テープを巻き付けた。
【0090】
次いで、前記PI前駆体溶液を用い、図1に示すような塗布装置により、上記円筒状芯体Aの表面にPI前駆体塗膜を形成した。
環状体5として、外径420mm、円孔6の最小部の内径364.3mm、高さ50mmのアルミニウム製のものを使用した。環状塗布槽7の内壁は直線傾斜状であり、鉛直線との傾斜角は7°とした。上端には円筒状芯体1と平行になる部分を2mm形成したが、その内径の真円度は8μmであった。また、厚さ1mm、直径460mmのアルミニウム製円板の中央に、直径が380mmの穴をあけ、上記環状体5の上面に取り付けて、覆い10とした。
【0091】
一方、内径450mm、高さ100mmの環状塗布槽7の底面には、内径386mmの穴をあけた。また、底面には角度10°の傾斜面9を形成した。また、底面の裏面には、内径364.5mmの穴を有する厚さ0.5mmの硬質ポリエチレン樹脂製の環状シール材8を取り付けた。
【0092】
この環状塗布槽7に、前記円筒状芯体1を図1における下側から通した。そして、環状塗布槽7に前記PI前駆体溶液を入れ、環状体5を円筒状芯体1が円孔6の中心となるように配置して、覆い10を環状塗布槽7の上端に載せ、待機時間中の溶剤蒸発を防止した。次いで、図2に示すように円筒状芯体1の下に同一形状、大きさの円筒状芯体1’を配置し、0.8m/分の速度で押し上げて塗布を行った。その際、環状体5は約20mm持ち上げられた。これにより、円筒状芯体1の表面には、濡れ膜厚が約500μmのPI前駆体塗膜4が形成された。
【0093】
(PI樹脂皮膜の形成(樹脂皮膜形成工程))
塗膜4が形成された円筒状芯体1の保持板の中央穴に、直径20mmのステンレス製シャフトを通し、回転台に載せて水平にし、6rpmで回転させながら、80℃で20分間、130℃で30分間、加熱してPI前駆体塗膜を乾燥させた。これにより、厚さ約150μmのPI前駆体皮膜(残留溶剤量:約20質量%)を得た。この時点で、前記円筒状芯体端部の粘着テープは除去した。
【0094】
次いで、円筒状芯体1を垂直にし、前記シャフトを外して台に載せ、加熱オーブンに入れて200℃で30分間、320℃で30分間加熱反応させ、PI樹脂皮膜を形成した。上記加熱反応時、接触式温度計で円筒状芯体1の温度をモニターしたところ、最終的に温度は320℃に到達しその状態で30分間保持された。また、加熱反応後のPI樹脂皮膜をFT−IR分析したところ、イミド環(イミド化によって発生する官能基)1712cm-1の吸収ピークを、ポリアミック酸のベンゼン環(イミド化が進んでも量に変化がない官能基)1498cm-1の吸収ピークで割った値は1.2であった。
【0095】
なお、本実施例における最終的な所望の無端ベルトの周長は1148.2mmであり、上記最高加熱温度である320℃は、前記20℃の環境で測定された円筒状芯体の外径と、前記無端ベルトの所望の周長とから、前記式(1)にしたがって求められた最高加熱温度となるように加熱オーブンの温度を制御するコンピュータにより設定されたものである。
【0096】
(PI樹脂皮膜の剥離(樹脂皮膜剥離工程))
円筒状芯体1とPI樹脂皮膜とが室温に冷えた後、エアガンを使って円筒状芯体1とPI樹脂皮膜との間にエアを吹き込み、両者の間に隙間を開けて円筒状芯体1から皮膜を抜き取り、無端ベルトを得た。
上記無端ベルトの膜厚は75μmで均一であった。この無端ベルトについて両端から約35mmずつ切断し、幅が360mmの無端ベルトを得た。得られた無端ベルトの周長は1148.2mmであった。
【0097】
<実施例2>
実施例1において、円筒状芯体Aの代わりに、肉厚10mm、長さ450mmのアルミニウム製円筒状芯体Bを用いた以外は同様にして無端ベルトを作製した。
なお、同様にして計測された円筒状芯体Bの外径は363.1mmであり、この計測値から、加熱反応時の加熱オーブンの温度条件を200℃で30分間、300℃で30分間と設定してPI樹脂皮膜を形成した。得られた無端ベルトの周長は1148.2mmであった。
【0098】
<実施例3>
実施例1において、円筒状芯体Aの代わりに、肉厚10mm、長さ450mmのアルミニウム製円筒状芯体Cを用いた以外は同様にして無端ベルトを作製した。
なお、同様にして計測された円筒状芯体Cの外径は362.8mmであり、この計測値から、加熱反応時の加熱オーブンの温度条件を200℃で30分間、340℃で30分間と設定してPI樹脂皮膜を形成した。得られた無端ベルトの周長は1148.2mmであった。
【0099】
<比較例1>
中心値を363.0mmとして成形・加工された2本の円筒状芯体D、Eを用い、実施例1と同様にしてPI前駆体溶液の塗布、乾燥を行い、各々PI前駆体皮膜を形成した。次いで、これらを同一の加熱オーブンに入れ、200℃で30分間、320℃で30分間加熱反応させ、PI樹脂皮膜を形成した。
【0100】
冷却後、円筒状芯体D、Eを用いて作製した無端ベルトの周長を測定したところ、各々1147.3mm、1148.9mmであり、所望の無端ベルトの周長1148.2mmからはかなりずれ(各々−0.078%、+0.061%)を生じてしまった。なお、20℃となった円筒状芯体D、Eの外径を測定したところ、各々362.7mm、363.2mmであった。
【0101】
前記実施例に示したように、円筒状芯体の外径にばらつきがあっても、計測した外径に基づいて加熱温度を制御し熱膨張量を変えて円筒状芯体の外径を微調整することで、無端ベルトの周長を一定にすることができる。一方、比較例のように、円筒状芯体の外径に基づいて加熱温度を制御せず一定温度の加熱を行った場合には、用いる複数の円筒状芯体の外径のばらつきにより製造される無端ベルトの周長にもばらつきが出てしまう。
【図面の簡単な説明】
【0102】
【図1】本発明に用いられる塗布装置(停止時)の一例を示す概略断面図である。
【図2】本発明に用いられる塗布装置(塗布時)の一例を示す概略断面図である。
【図3】本発明に用いられる塗布装置(停止時)の他の一例を示す概略断面図である。
【図4】樹脂塗膜形成後の円筒状芯体を示す斜視図であり、(A)は端部剥離前、(B)は端部剥離後の状態を示す。
【図5】本発明に用いられる円筒状芯体の一例を示す概略断面図である。
【符号の説明】
【0103】
1、11、31 円筒状芯体
2、12 ポリイミド前駆体溶液
3、13 塗布槽
4 ポリイミド前駆体塗膜(樹脂塗膜)
5、15 環状体
6、16 円孔
7 環状塗布槽
8 環状シール材
9 傾斜面
10、17 覆い
20 保持板
21 軸
32 樹脂塗膜
【特許請求の範囲】
【請求項1】
少なくとも、温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程と、を有する無端ベルトの製造方法であって、
前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法。
L−πR0=πaR0(t−t0) ・・・ 式(1)
上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。
【請求項2】
少なくとも、温度t0における円筒状芯体の外径R0を計測する手段、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成手段と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成手段と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離手段と、を有する無端ベルトの製造装置であって、
前記樹脂皮膜形成手段が、円筒状芯体の最高加熱温度tを、下記式(1)を満たすように温度制御する手段を含むことを特徴とする無端ベルトの製造装置。
L−πR0=πaR0(t−t0) ・・・ 式(1)
上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張係数である。
【請求項1】
少なくとも、温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程と、を有する無端ベルトの製造方法であって、
前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが、下記式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法。
L−πR0=πaR0(t−t0) ・・・ 式(1)
上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張率である。
【請求項2】
少なくとも、温度t0における円筒状芯体の外径R0を計測する手段、樹脂溶液を円筒状芯体表面に塗布し、樹脂塗膜を形成する樹脂塗膜形成手段と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成手段と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離手段と、を有する無端ベルトの製造装置であって、
前記樹脂皮膜形成手段が、円筒状芯体の最高加熱温度tを、下記式(1)を満たすように温度制御する手段を含むことを特徴とする無端ベルトの製造装置。
L−πR0=πaR0(t−t0) ・・・ 式(1)
上記式において、Lは所望の無端ベルト周長、aは円筒状芯体の熱膨張係数である。
【図1】



【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−239898(P2006−239898A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−55043(P2005−55043)
【出願日】平成17年2月28日(2005.2.28)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年2月28日(2005.2.28)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
[ Back to top ]