
無端ベルト及び画像形成装置
【課題】高品質の画像を長期間にわたって形成することのできる無端ベルト及びこの無端ベルトを備えた画像形成装置を提供すること。
【解決手段】十点平均粗さRzが1.20μm以下であり、かつ、凹凸の平均間隔Smが10.0μm以下である側面2を有する無端ベルト1、及び、この無端ベルト1を備えた画像形成装置。この無端ベルト1は、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を特に備えていない場合でも、その側面が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。
【解決手段】十点平均粗さRzが1.20μm以下であり、かつ、凹凸の平均間隔Smが10.0μm以下である側面2を有する無端ベルト1、及び、この無端ベルト1を備えた画像形成装置。この無端ベルト1は、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を特に備えていない場合でも、その側面が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無端ベルト及び画像形成装置に関し、さらに詳しくは、長期間にわたって高品質の画像を形成することのできる無端ベルト及びこの無端ベルトを備えた画像形成装置に関する。
【背景技術】
【0002】
電子写真方式の画像形成装置には、金属製ドラム体又は弾性ローラに代えて、又は、これらに加えて、熱可塑性樹脂等によって形成された無端ベルトが用いられる。このような無端ベルトとしては、例えば、転写ベルト、中間転写ベルト、転写搬送ベルト、搬送ベルト、定着ベルト及び現像ベルト等が挙げられる。
【0003】
このような無端ベルトとして、例えば、「導電性カーボンを配合したポリカーボネートの継目のないチューブ状フィルムを軸方向と直角の方向に所定長さに切断して得られ、フィルム各部の表面電気抵抗が105〜1013Ω/□の範囲にあり且つ表面電気抵抗の最大値に対する最小値の比が0.01以上の範囲にあることを特徴とする、継目のない半導電性ベルト」が挙げられる(特許文献1参照。)。
【0004】
しかし、画像形成装置に装着された無端ベルトは、通常、複数の支持ローラに張架され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行する。そのため、無端ベルトは、その幅方向の両端部(この発明において、無端ベルトにおける周方向の端部(実際には周方向の端部は存在しないが)と明確に区別するため、無端ベルトの側面と称する。)が特に破損しやすく、高画質の画像を形成することができないことがある。
【0005】
側面の破損をある程度防止可能な無端ベルトとして、例えば、「ベルト本体の両端部に移動方向に沿ってホットメルト型結着樹脂により形成された蛇行防止ガイドを具えていることを特徴とする蛇行防止ガイド付無端ベルト」が挙げられる(特許文献2参照。)。この無端ベルトは、無用の蛇行運動をある程度防止することが可能であるが、細長く切り抜いたテフロン(登録商標)シートを使用して、ベルト本体の移動方向に沿って形成された線状の蛇行防止ガイド(なお、ガイド部材と称することもある。)が無端ベルトの両端部、すなわち、両側面に形成されているから、両側面の破損をある程度抑えることも可能である。
【0006】
しかし、このガイド部材である蛇行防止ガイドはホットメルト型結着樹脂によりベルト本体の両端部に形成されているから、画像形成装置に装着されて無限軌道上を高速走行し、又は、画像形成装置内の環境が変化すると、特に近年の高速化及び/又は長寿命化された画像形成装置に装着されると、蛇行防止ガイドが変形し、又は、無端ベルトから剥離することがある。このような状態で無端ベルトを走行させると、種々の走行トラブルを発生させ、又は、蛇行走行となってしまい、やはり、高画質の画像を形成することができないことがある。また、無端ベルトにおける無用の蛇行運動を防止可能に正確に蛇行防止ガイドを無端ベルトの両端部に形成するのは難しく、したがって、無端ベルトの製造性が低く、生産コストが上昇し、また、この無端ベルトはその両端部に蛇行防止ガイドが形成されているから、メンテナンス作業性が低下する等の問題が生じることもある。
【0007】
なお、薄膜金属製の無端ベルトとして、「電気鋳造法で形成された膜厚20〜40μmのニッケル製シームレスベルトを基体として形成される画像形成装置用感光体の両端部を上下対向ローラ刃縁で所望の幅に切断し、その切断面の外周各部を800〜1500番の柔軟な研摩ペーパーディスクで面取りし、面取り形状を全て失うことなく切断面に生じた段差を研削加工して取り除き、端面の粗さを5μm以下としたことを特徴とする画像形成装置用シームレスベルト感光体」が特許文献3に記載されている。
【0008】
この画像形成装置用シームレスベルト感光体は、薄膜ニッケル製であるから、本来強度が強く、そのため、端面切断段差からの亀裂を防止するには、端面の粗さは5μm以下とされている。しかし、「ある面の粗さ」と一口にいっても、粗さの測定方法には様々な方法があるにもかかわらず、特許文献3では、端面の粗さを測定する方法は記載されてなく、また、実施例においても具体的な端面の粗さは記載されていない。
【0009】
【特許文献1】特開平3−89357号公報
【特許文献2】特開昭59−230950号公報
【特許文献3】特開2004−86083号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
この発明は、高品質の画像を長期間にわたって形成することのできる無端ベルト及びこの無端ベルトを備えた画像形成装置を提供することを、目的とする。
【課題を解決するための手段】
【0011】
前記課題を解決するための手段として、
請求項1は、十点平均粗さRzが1.20μm以下であり、かつ、凹凸の平均間隔Smが10.0μm以下である側面を有する無端ベルトであり、
請求項2は、前記側面は、算術平均粗さRaが0.25μm以下である請求項1に記載の無端ベルトであり、
請求項3は、前記無端ベルトは、溶媒残留量が0.04〜0.30質量%である無端ベルト基体を切断して成る請求項1又は2に記載の無端ベルトであり、
請求項4は、請求項1〜3のいずれか1項に記載の無端ベルトを備えた画像形成装置である。
【発明の効果】
【0012】
この発明に係る無端ベルトは、その側面が1.20μm以下の十点平均粗さRzと10.0μm以下の凹凸の平均間隔Smとを有する表面とされているから、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、その側面が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。したがって、この発明によれば、高品質の画像を長期間にわたって形成することのできる無端ベルトを提供することができる。
【0013】
また、この発明によれば、この発明に係る無端ベルトを備えているから、高品質の画像を長期間にわたって形成することのできる画像形成装置を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、この発明の一例である無端ベルトを図面に基づいて説明する。無端ベルト1は、図1に示されるように、後述する樹脂組成物によって、環状に形成されて成り、後述する特性を有する側面2を有する。無端ベルト1は、図1に示されるように、単層構造とされているが、二以上の層を積層した多層構造とされてもよい。無端ベルト1の厚さは、特に限定されないが、通常、例えば、0.03〜1mmであるのが好ましく、0.05〜0.2mmであるのがより好ましく、0.07〜0.14mm程度であるのが特に好ましい。無端ベルト1の厚さが0.03mm未満であると、無端ベルト1の機械的強度が低下することがあり、一方、1mmを超えると、無端ベルト1の可撓性が低下し、耐久性に劣ることがある。無端ベルト1の幅及び内周径は、無端ベルト1の用途等、すなわち、画像形成装置に配設される位置(構成部分)、張架される複数のローラ間隔等に応じて、所望の幅及び内周径となるように、任意に設定される。その一例を挙げると、例えば、無端ベルト1の幅は200〜350mmであり、内周径は200〜2,500mmである。
【0015】
無端ベルト1は、その側面2における十点平均粗さRzが1.20μm以下である。無端ベルト1の側面2が1.20μm以下の十点平均粗さRzを有していると、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面2に特に備えていない場合でも、無端ベルト1の側面2が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。より一層高い耐久性を発揮する点で、前記十点平均粗さRzは、0.80μm以下であるのがより好ましく、0.30μm以下であるのが特に好ましい。前記十点平均粗さRzの下限値は、小さければ小さいほどよいが、無端ベルト1においては、通常、例えば、0.01μmであるのが好ましい。
【0016】
前記十点平均粗さRzは、無端ベルト1における側面2の任意の複数個所(例えば、3箇所)を試験体として切り出し、切り出した試験体それぞれの側面を、顕微鏡(例えば、超深度カラー3D形状測定顕微鏡、商品名「VK−9500GII」、株式会社KEYENCE製)によって倍率1000倍で観察し、観察面における300μm2の面積を有する任意の領域において、JIS B 0601−1994に従って、基準長さ250μm、評価長さ1250μmの条件で、十点平均粗さを測定し、これらを算術平均することにより、求めることができる。
【0017】
無端ベルト1における側面2の亀裂又は破損は、後述する無端ベルト基体を所望の大きさを有する無端ベルトに切断する際に、切断面に形成される、切断開始点と切断終了点との段差に加えて、それ以外の切断面からも起こる。したがって、この発明においては、無端ベルト1における側面2の複数箇所を被測定点とする。これによって、前記段差による側面からの亀裂及び破損だけでなく、前記段差が存在しない側面2からの亀裂及び破損も効果的に防止することができる。
【0018】
無端ベルト1は、その側面2における凹凸の平均間隔Smが10.0μm以下である。無端ベルト1の側面2が10.0μm以下の凹凸の平均間隔Smを有していると、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、無端ベルト1の側面2が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。より一層高い耐久性を発揮する点で、前記凹凸の平均間隔Smは、7.0μm以下であるのがより好ましく、3.0μm以下であるのが特に好ましい。前記凹凸の平均間隔Smの下限値は、小さければ小さいほどよいが、無端ベルト1においては、通常、例えば、1.0μmであるのが好ましい。
【0019】
前記凹凸の平均間隔Smは、前記十点平均粗さRzと同様にして、300μm2の面積を有する任意の領域において、JIS B 0601−1994に従って、基準長さ250μm、評価長さ1250μmの条件で、凹凸の平均間隔を測定し、これらを算術平均することにより、求めることができる。
【0020】
無端ベルト1は、その側面2における算術平均粗さRaが0.25μm以下であるのが好ましい。無端ベルト1の側面2が0.25μm以下の算術平均粗さRaを有していると、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、無端ベルト1の側面2が亀裂し又は破損することを長期間にわたってより一層効果的に防止することができ、より一層高い耐久性を発揮する。特に高い耐久性を発揮する点で、前記算術平均粗さRaは、0.15μm以下であるのがより好ましく、0.05μm以下であるのが特に好ましい。前記算術平均粗さRaの下限値は、小さければ小さいほどよいが、無端ベルト1においては、通常、例えば、0.01μmであるのが好ましい。
【0021】
前記算術平均粗さRaは、前記十点平均粗さRzと同様にして、300μm2の面積を有する任意の領域において、JIS B 0601−1994に従って、カットオフ値0.08mm、評価長さ0.4mmの条件で、算術平均粗さを測定し、これらを算術平均することにより、求めることができる。
【0022】
無端ベルト1は、導電性が要求される場合には、通常、1×109〜1×1013Ω・cmの体積抵抗値を有するのが好ましく、1×1010〜1×1012Ω・cmであるのが特に好ましい。体積抵抗値が前記範囲内にあると、無端ベルト1を画像形成装置に使用した場合に、高品質の画像を形成することができる。前記体積抵抗値は、体積抵抗測定装置(三菱化学株式会社製、商品名:Hiresta−UP、使用プローブ:URS)により測定することができる。
【0023】
無端ベルト1は、樹脂組成物を成形して成る。樹脂組成物は、ある程度の強度を有し、繰返し変形に耐える可撓性に富む樹脂単体又は複数種類の樹脂を含有してなる樹脂組成物であるのがよく、このような樹脂組成物に含有される樹脂としては、例えば、ポリアミドイミド樹脂、ポリイミド樹脂、ポリアミド樹脂、アラミド樹脂、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、架橋型ポリエステル樹脂等のポリエステル系樹脂、ポリサルフォン樹脂、ポリエーテルサルフォン樹脂、ポリエーテルエーテルケトン樹脂(PEEK)、エポキシ樹脂、メラミン樹脂等が挙げられる。これらの中でも、ポリアミドイミド樹脂、ポリイミド樹脂、ポリアミド樹脂が好ましく、ポリアミドイミド樹脂がより好ましく、特に、芳香族ポリアミドイミド樹脂が、強度、可撓性、寸法安定性及び耐熱性等の機械的特性がバランスよく優れている点で、好ましい。
【0024】
前記芳香族ポリアミドイミド樹脂は、トリカルボン酸無水物とジイソシアネート化合物とを反応させるジイソシアネート法により製造することができ、原料の入手、反応性及び副生成物が少ない等の点で優れている。ジイソシアネート法で製造される芳香族ポリアミドイミド樹脂の他にも、重縮合反応を好適に進めることができるのであれば、ジイソシアネート化合物に代えてジアミン化合物を用いて製造される芳香族ポリアミドイミド樹脂も、好ましい。ジアミン化合物を用いて得られる芳香族ポリアミドイミド樹脂は、ヤング率が高く、無端ベルト1を形成する樹脂組成物に含まれる樹脂として好適である。また、トリカルボン酸無水物の一部をテトラカルボン酸二無水物に代えてイミド結合を増加させた芳香族ポリアミドイミド樹脂は、耐湿性に優れている。芳香族ポリアミドイミド樹脂は、適宜の溶媒中で、常圧下、及び、常温下又は加熱下で反応させることにより、容易に合成することができる。
【0025】
前記トリカルボン酸無水物としては、芳香族トリカルボン酸無水物が好ましく、例えば、トリメリット酸無水物、3,4,4’−ジフェニルエーテルトリカルボン酸無水物、3,4,4’−ベンゾフェノントリカルボン酸無水物、2,3,5−ピリジントリカルボン酸無水物、ナフタレントリカルボン酸無水物、及びこれらの誘導体等が挙げられる。これらの酸無水物は1種単独で又は2種以上を混合して用いることができる。
【0026】
トリカルボン酸無水物の一部に代えて用いられるテトラカルボン酸二無水物としては、例えば、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、1,4,5,8−ナフタレンテトラカルボン酸二無水物、2,2’−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、ビス(3,4−ジカルボキシフェニル)スルホン酸二無水物、ペリレン−3,4,9,10−テトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、エチレンテトラカルボン酸二無水物、及びこれらの誘導体等が挙げられる。これらのテトラカルボン酸二無水物は1種単独で又は2種以上を混合して用いることができる。
【0027】
前記ジイソシアネート化合物としては、芳香族ジイソシアネート化合物を好ましく挙げることができる。また、ジイソシアネート化合物として、芳香族ジイソシアネート化合物と共に、又は芳香族ジイソシアネート化合物に代えて、脂肪族ジイソシアネート化合物及び/又は脂環式ジイソシアネート化合物を、又はこれらの誘導体であるアミン類を使用することもできる。
【0028】
芳香族ジイソシアネート化合物として、例えば、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、ジフェニルメタン−4,4’−ジイソシアネート、4,4’−ジイソシアネートジフェニルエーテル、4,4’−ジイソシアネートジフェニルスルホン、4,4’−ジイソシアネートビフェニル、3,3’−ジメチル−4,4’−ジイソシアネートビフェニル、2,4−トルエンジイソシアネート、キシリレンジイソシアネート等が挙げられる。また、これらの芳香族ジイソシアネート化合物の誘導体であるジアミン類も原料として利用できる。脂肪族ジイソシアネート化合物としては、例えば、エチレンジイソシアネート、プロピレンジイソシアネート、ヘキサメチレンジイソシアネート等が挙げられる。脂環式ジイソシアネート化合物としては、例えば、1,4−シクロヘキサンジイソシアネート、1,3−シクロヘキサンジイソシアネート、イソホロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート等が挙げられる。これらのジイソシアネート化合物の中でも、無端ベルト1の耐熱性、機械的特性及び溶解性等を考慮すると、使用する全ジイソシアネート化合物中の60質量%以上、好ましくは70質量%以上を、ジフェニルメタン−4,4’−ジイソシアネート、2,4−トルエンジイソシアネート、3,3’−ジメチル−4,4’−ジイソシアネートビフェニル、イソホロンジイソシアネート又はこれらの誘導体であるジアミン類とすることが好ましい。さらに、無端ベルト1の寸法安定性を考慮すると、使用する全ジイソシアネート化合物中の70質量%以上をジフェニルメタン−4,4’−ジイソシアネート又はこの誘導体である4,4′−ジアミノジフェニルメタンとすることがより好ましい。
【0029】
芳香族ポリアミドイミド樹脂を合成する重縮合反応に使用される溶媒としては、溶解性の点で極性溶媒が好ましく、反応性を考慮すると非プロトン性極性溶媒が特に好ましい。非プロトン性極性溶媒として、例えば、N,N−ジアルキルアミド類が挙げられ、N,N−ジアルキルアミド類としては、例えば、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N,N−ジエチルホルムアミド、N,N−ジエチルアセトアミド、及び、N,N−ジメチルメトキシアセトアミド等が挙げられる。また、極性溶媒として、N−メチル−2−ピロリドン、ピリジン、ジメチルスルホキシド、テトラメチレンスルホン、ジメチルテトラメチレンスルホン等も好ましい。これらの溶媒は、1種単独で又は2種以上を混合して用いることができる。
【0030】
樹脂組成物は、例えば、転写搬送ベルト等のように、ある程度の導電性が要求される場合には、導電性付与剤が添加され、導電性樹脂組成物とされる。導電性樹脂組成物に含有される導電性付与剤としては、ファーネスブラック、アセチレンブラック、ケッチェンブラック等の各種カーボンブラック、天然黒鉛、人造黒鉛、膨張黒鉛等の黒鉛粉末、金属又は合金等からなる針状、球状、板状及び不定形等の粉末、セラミックス粉末、表面が金属メッキされた各種粒子等が挙げられる。これらの中でも、カーボンブラックが、粒径、導電性及び樹脂との親和性等がバランスよく優れている点で、好ましい。また、カーボンブラックは、樹脂との親和性が向上する点で、酸化処理により、カルボキシ基、ヒドロキシ基等を付加した酸化処理カーボンブラックがより好ましく、pH6以下の酸化処理カーボンブラックも好ましい。この導電性付与剤は、球状又は不定形であるのが好ましく、そのサイズは0.01〜10μm程度であるのが好ましい。
【0031】
導電性付与剤の添加量は、導電性付与剤の導電性及び粒径、並びに、無端ベルト1に要求される導電性等により、適宜調整すればよいが、通常、導電性樹脂組成物と溶媒との全質量100%に対して、1〜25質量%であるのが好ましく、5〜20質量%であるのがより好ましい。導電性付与剤の添加量が1質量%より少ないと、発現する導電性が小さいことがあり、一方、導電性付与剤の添加量が25質量%を超えると、無端ベルト1の機械的強度が低下することがある。導電性付与剤を樹脂に分散させるには、公知の方法を適宜選択することができ、公知の方法として、例えば、ミキシングロール、加圧式ニーダー、押出機、三本ロール、ホモジナイザー、ボールミル、ポットミル及びビーズミル等を用いた混合方法が挙げられる。
【0032】
樹脂組成物及び導電性樹脂組成物は、この発明の目的を阻害しない限り、前記樹脂又は前記樹脂及び導電性付与剤に加えて、他の成分を含有してもよい。他の成分としては、例えば、シリコーン系化合物、フッ素系有機化合物、カップリング剤、滑剤、酸化防止剤、可塑剤、着色剤、帯電防止剤、老化防止剤、補強性充填材、反応助剤、反応抑制剤等の各種添加剤、他の樹脂及び溶媒等が挙げられる。
【0033】
次に、本発明に係る無端ベルト1の製造方法を説明する。無端ベルト1を製造するには、まず、前記樹脂組成物を、公知の成形方法によって、環状に成形する。例えば、無端ベルト1を形成する樹脂組成物に含有される樹脂として熱可塑性樹脂を選択した場合には、遠心成形、押出成形、射出成形等により、一方、樹脂として熱硬化性樹脂を選択した場合には、遠心成形、RIM成形等により、無端ベルト1を成形することができる。これらの成形方法の中でも、材料を問わずに適用可能であり、かつ厚さ精度に優れる等の点で、遠心成形が好ましい。
【0034】
無端ベルト1を遠心成形によって成形する場合には、無端ベルト1を形成する樹脂組成物は、その成形時の粘度を50,000mPa・s以下に調整するのが好ましい。粘度が50,000mPa・sを超えると、厚さの均一な無端ベルト1を製造するのが困難になることがある。樹脂組成物の粘度の下限については、特に限定されるものではないが、10mPa・s以上であるのが好ましい。樹脂組成物の粘度が上記範囲を外れる場合は、前記溶媒の添加量等を調節することにより、樹脂組成物の粘度を前記範囲内に調整することができる。溶媒としては、前記芳香族ポリアミドイミド樹脂を合成する重縮合反応に使用される溶媒が挙げられる。
【0035】
遠心成形によると、溶媒を含有することにより流動性を発現した樹脂組成物を円筒形の金型に注入し、金型を回転させて遠心力で金型内周面に樹脂組成物の層を均一に展開し、樹脂組成物の層から溶媒を乾燥除去して、無端ベルト基体が製造される。金型は各種金属管を用いることができる。好適な金型としては、金型の内周面は鏡面研磨されており、鏡面となった内周面はフッ素樹脂やシリコーン樹脂等の離型剤により離型処理され、形成した無端ベルト基体が内周面から容易に脱型できるようにされた金属管を挙げることができる。
【0036】
なお、樹脂組成物に含まれる樹脂としてポリアミドイミド樹脂を選択する場合には、上述した遠心成形による他に、ポリアミドイミド樹脂の原料であるトリカルボン酸無水物とジイソシアネート化合物とが一部重合したポリアミド酸の溶液を、金型の内周面や外周面に浸漬方式、遠心方式、塗布方式等によってコートし、又は前記ポリアミド酸の溶液を注形型に充填する等の適宜な方式で筒状に展開し、その展開層を乾燥製膜してベルト形に成形し、その成形物を加熱処理してポリアミド酸をイミドに転化して型より回収する公知の方法(特開昭61−95361号公報、特開昭64−22514号公報、特開平3−180309号公報等)等により、無端ベルト1を製造することもできる。
【0037】
金型内周面に展開された樹脂組成物の層から溶媒を除去して、無端ベルト基体が製造される。ここで、除去される溶媒は、金型内周面に展開された樹脂組成物の層に含有された溶媒であり、例えば、樹脂組成物の粘度を調整する際に使用される溶媒の他に、前記芳香族ポリアミドイミド樹脂を合成する際に使用される溶媒等が挙げられる。金型内周面に展開された樹脂組成物の層から溶媒を除去する処理として、加熱処理を挙げることができるが、溶媒を除去するには、以下の一次溶媒除去工程及び二次溶媒除去工程からなる溶媒除去処理を行うのが好ましい。
【0038】
前記一次溶媒除去工程は、金型を回転して金型内周面に展開された樹脂組成物の層から溶媒を除去しつつ成形して、樹脂組成物の層をフィルム状成形体とする。一次溶媒除去工程は、金型を回転したまま5〜60分間、40〜150℃の熱風を金型内に通過させることにより、溶媒が除去される。熱風温度が150℃を超えると、及び/又は、加熱時間が60分を超えると、成形されるフィルム状成形体が酸化されることがある。
【0039】
二次溶媒除去工程は、一次溶媒除去工程で成形されたフィルム状成形体を金型ごと遠心成形機から取り出し、金型ごと加熱して、フィルム状成形体から溶媒を除去し、無端ベルト基体とする。例えば、熱風乾燥器、オーブン等の加熱器を用いる場合には、フィルム状成形体を金型ごと、200〜300℃で1〜3時間加熱すればよく、また、過熱水蒸気炉を用いる場合には、フィルム状成形体を金型ごと、200〜260℃の過熱水蒸気で、30〜60分間加熱すればよい。
【0040】
このようにして溶媒が除去された無端ベルト基体は、溶媒残留量が0.04〜0.30質量%であるのが好ましい。無端ベルト基体が0.04〜0.30質量%の溶媒残留量を有していると、無端ベルト基体をカット装置により単に切断することにより、無端ベルト1の側面における、前記十点平均粗さRz及び前記凹凸の平均間隔Sm、好ましくは前記算術平均粗さRaを前記範囲内に調整することができる。前記十点平均粗さRz、凹凸の平均間隔Sm及び前記算術平均粗さRaを前記範囲に確実に調整することができる点で、無端ベルト基体の溶媒残留量は、0.10〜0.30質量%であるのがより好ましく、0.15〜0.25質量%であるのが特に好ましい。無端ベルト基体の溶媒残留量は、無端ベルト基体から切り出した試料を、エタノール等に所定時間浸漬して、無端ベルト基体内の残留溶媒を抽出し、ガスクロマトグラフィー−質量分析法(GC−MS)により測定することができる。
【0041】
このようにして所望の溶媒残留量を有する無端ベルト基体とした後、無端ベルト基体を金型から取り出し、放冷する。なお、金型ごと無端ベルト基体を放冷すると、金型と無端ベルト基体との熱膨張率の差により、無端ベルト基体を脱型することができる。脱型した円筒状の無端ベルト基体における両側端部を除去し、所定幅に裁断して、無端ベルト1が製造される。無端ベルト基体を切断する切断機は、無端ベルト基体の切断開始点と切断終了点とが略一致するように、切断することができる装置であればよい。
【0042】
このように、二次溶媒除去工程において、除去条件を前記条件に調節すれば、単に無端ベルト基体を切断するだけで、切断面(無端ベルト1の側面2)を、所望の十点平均粗さRz、凹凸の平均間隔Sm、必要により算術平均粗さRaを有する側面にすることができるが、所望により、切断面に、さらに、研磨、研削及び切削等の表面加工手段を施すことによって、十点平均粗さRz及び凹凸の平均間隔Sm、好ましくは算術平均粗さRaを前記範囲内に調整して、側面2とすることもできる。このとき使用する表面加工手段は、特に限定されないが、例えば、研磨フィルム(商品名「ラッピングフィルムシート」、住友3M株式会社製)等が挙げられる。
【0043】
このようにして製造される無端ベルト1は、その側面2が1.20μm以下の十点平均粗さRzと、10.0μm以下の凹凸の平均間隔Smと、好ましくは0.25μm以下の算術平均粗さRaとを有する表面とされているから、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、その側面2が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。したがって、この無端ベルト1は、高品質の画像を長期間にわたって形成することに十分貢献することができる。
【0044】
また、無端ベルト1は、その側面2近傍にガイド部材等の蛇行防止手段が形成されていないから、前記のように、その製造性は高く、生産コストを低減することができるうえ、また、画像形成装置に装着された無端ベルト1のメンテナンス作業性も高い。
【0045】
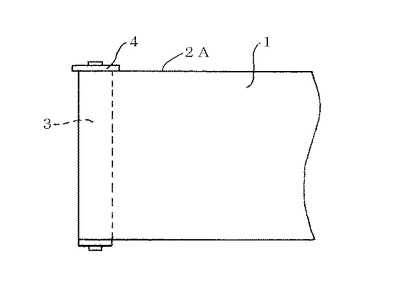
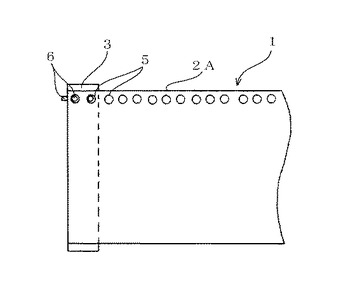
無端ベルト1は、この発明の目的を達成できる限り、種々の変形を施してもよく、例えば、無端ベルト1は、その端面2からの亀裂及び/又は破損を防止することができるガイド部材以外の蛇行防止手段を備えていてもよい。このような蛇行防止手段としては、例えば、(1)図2に示されるように、無端ベルト1の一側面2Aを、支持ローラ3等に形成された案内面に当接させる手段、より具体的には、支持ローラ3に設けた環状の位置決めフランジ4に無端ベルト1の側面2Aを当接させた状態を維持しつつ、無端ベルト1を走行させる手段、(2)図3に示されるように、無端ベルト1の一側面2A近傍に、無端ベルト1の周方向に配置された複数の孔5を設け、支持ローラ3にこの孔5に挿入可能な凸状体6を設けて、前記凸状体6に前記孔5を係止させて、無端ベルト1を走行させる手段等が挙げられる。無端ベルト1がこのような蛇行防止手段を備えていると、無端ベルト1の蛇行走行及び/又は波打走行を効果的に防止することができ、その結果、長期間にわたって、より高品質かつ高解像度の画像を形成することができる。
【0046】
なお、前記蛇行防止手段(1)及び(2)において、位置決めフランジ4、並びに、孔5及び凸状体6は、支持ローラ3の一端部及び無端ベルト1の一側面2Aに形成されるが、蛇行防止手段において、位置決めフランジ、並びに、孔及び凸状体は、支持ローラの両端部及び無端ベルトの両側面に形成されてもよい。
【0047】
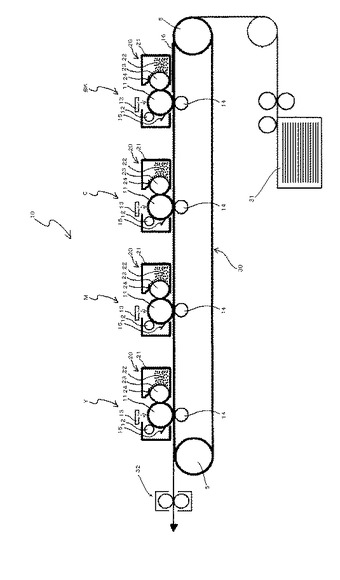
次に、この発明に係る無端ベルト1を備えた画像形成装置(以下、この発明に係る画像形成装置と称することがある。)の一例を、図4を参照して、説明する。なお、この無端ベルト1は、転写搬送ベルト30として、複数の支持ローラ5に張架されている。
【0048】
画像形成装置10は、図4に示されるように、各色の現像ユニットに装備された複数の像担持体11を転写搬送ベルト30上に直列に配置したタンデム型カラー画像形成装置であり、したがって、現像ユニットBK、C、M及びYが転写搬送ベルト30上に直列に配置されている。これらの現像ユニットはそれぞれ、静電潜像が形成される回転可能な像担持体11と、像担持体11に当接して又は所定の間隔を置いて設けられ、像担持体11を帯電させる帯電手段12と、像担持体11の上方に設けられ、像担持体11に静電潜像を形成する露光手段13と、像担持体11に当接して又は所定の間隔を置いて設けられ、像担持体11に一定の層厚で現像剤22を供給し、静電潜像を現像する現像手段20と、像担持体11の下方に転写搬送ベルト30を介して圧接するように設けられ、像担持体11から転写搬送ベルト30で搬送される記録体16上に現像された静電潜像を転写する転写手段14と、記録体16に転写されず像担持体11に残留した現像剤22等を除去するクリーニング手段15とを備えている。
【0049】
前記像担持体11、前記帯電手段12、前記露光手段13、前記転写手段14及び前記クリーニング手段15は、従来公知のものを適宜選択して使用することができる。例えば、像担持体11としては、例えば、有機系、アモルファスシリコン、Se系合金等で形成された感光層が表面に設けられた、円筒体又はベルト体等が挙げられ、前記帯電手段12及び前記転写手段14としては、接触型帯電器、スコロトロン帯電器及びコロトロン帯電器等が挙げられ、前記露光手段13としては、半導体レーザ光、発光ダイオード光等の光源又は光源とポリゴンミラーとを備えた光学系機器等が挙げられ、前記クリーニング手段17としては、ブレード、ローラ等が挙げられる。
【0050】
前記現像手段20は、図4に示されるように、像担持体11に対向する位置に開口部を有し、現像剤22を収納する筐体21と、筐体21の開口部に、像担持体11に当接して又は所定の間隔を置いて設けられ、像担持体11に現像剤22を一定の層厚で現像剤22を供給する回転可能な現像剤担持体23と、現像剤担持体23の上方に設けられ、現像剤担持体23に当接して現像剤22の層厚を規制すると共に、摩擦帯電により現像剤22を帯電させる現像剤規制部材24とを備えている。
【0051】
前記現像剤22は、摩擦により帯電可能で、記録体16に定着可能な現像剤であれば、乾式現像剤でも湿式現像剤でもよく、また、非磁性現像剤でも磁性現像剤でもよい。現像ユニットBK、C、M及びYはそれぞれ、筐体21内に、黒色現像剤、シアン現像剤、マゼンタ現像剤及び黄色現像剤が収納されている。前記現像剤担持体23及び前記現像剤規制部材24は、従来公知の現像剤担持体及び現像剤規制部材であればよく、例えば、前記現像剤担持体23としては、導電性又は半導電性の樹脂層を有するローラ等が挙げられ、前記現像剤規制部材24としては、樹脂製ブレード又は金属製ブレード等を用いることができる。
【0052】
図4に示されるように、現像ユニットBK、C、M及びYにおける像担持体11と転写手段14とは、二本の支持ローラ5に張架された転写搬送ベルト30を介して、当接している。そして、記録体16は、転写搬送ベルト30により、像担持体11と転写手段14との当接部を通過するように、搬送される。この転写搬送ベルト30は記録体16を搬送すると共に、転写手段14と協働して像担持体11に現像された静電潜像を転写する。
【0053】
図4に示されるように、画像形成装置10の底部には、記録体16として複数枚の転写紙を積層収容してなるカセット31が設置されており、カセット31内の転写紙は給紙ローラ等によって1枚ずつ送り出されて、転写搬送ベルト30上に搬送される。
【0054】
図4に示されるように、画像形成装置10における記録体16の搬送方向下流には、記録体16に転写された現像剤22(静電潜像)を定着させる定着手段32が配置されている。前記定着手段32は、従来公知の定着手段であればよく、例えば、熱ローラ定着器、オーブン定着器等の加熱定着器、圧力定着器、及び、定着ベルトを備えた定着器等を用いることができる。
【0055】
画像形成装置10は、次にように作用する。まず、現像ユニットBKの像担持体11が、帯電手段12により一様に帯電され、露光手段13により画像が露光されて、像担持体11の表面に静電潜像が形成される。一方、現像手段20において、現像剤担持体23及び現像剤規制部材24により、黒色現像剤22が所望の層厚に規制され、所望のように帯電される。そして、この黒色現像剤22が現像剤担持体23から像担持体11に供給され、像担持体11に形成された静電潜像が現像されて、現像剤像として可視化される。次いで、この現像剤像が、像担持体11と転写手段14との間に転写搬送ベルト30により搬送される記録体16上に、転写される。このようにして、現像剤像が記録紙16上に黒像に顕像化される。
【0056】
次いで、現像ユニットBKと同様にして、現像ユニットC、M及びYによって、現像剤像が黒像に顕像化された記録紙16に、それぞれシアン像、マゼンタ像及び黄色像が重畳され、カラー像が顕像化される。このとき、特に無端ベルト1が前記蛇行防止手段を備えていると、記録紙16上に顕像化された黒像に、シアン像、マゼンタ像及び黄色像が正確な位置に重畳される。その結果、色ムラ及び画像ズレ等を長期間にわたって効果的に防止することができ、より一層高品質の画像を形成することができる。
【0057】
次いで、カラー像が顕像化された記録体16は、定着手段32に搬送され、定着手段32によりカラー像が永久画像として記録体16に定着される。このようにして、記録体16にカラー画像を形成することができる。
【0058】
画像形成装置10によれば、転写搬送ベルト30として無端ベルト1を使用しているから、この画像形成装置10が近年の高速化及び/又は長寿命化された画像形成装置であった場合でも、無端ベルト1が、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、さらに、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、画像形成装置10は高品質の画像を長期間にわたって形成することができる。
【0059】
なお、この発明に係る無端ベルト1を、前記像担持体11と同様の役割を担う転写ベルト(感光ベルトとも称することがある。)、像担持体11で顕像化された現像剤像が一旦転写(一次転写)され、次いで、記録体16に転写(二次転写)されて、記録体に画像を転写する際に、一次記録体として使用される中間転写ベルト、記録体16を搬送する搬送ベルト、定着器に使用される定着ベルト及び前記現像剤担持体と同様の役割を担う現像ベルトとして、画像形成装置10に組み込んでも、転写搬送ベルトの場合と同様に、画像形成装置10によって、高品質の画像を長期間にわたって形成することができる。
【0060】
画像形成装置10は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置10は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。また、画像形成装置10は、各色の現像ユニットを備えた複数の像担持体を転写搬送ベルト30上に直列に配置したタンデム型カラー画像形成装置とされているが、画像形成装置は、単一の現像ユニットを備えたモノクロ画像形成装置であっても、像担持体上に担持された現像剤像を無端ベルトに順次一次転写を繰り返す4サイクル型カラー画像形成装置等であってもよい。画像形成装置10は、例えば、複写機、ファクシミリ、プリンタ等の画像形成装置とされる。
【実施例】
【0061】
(実施例1)
反応容器中に、N−メチル−2−ピロリドンと、トリメリット酸無水物と、これと当量のジフェニルメタン−4,4’−ジイソシアネートと、反応原料(トリメリット酸無水及びジフェニルメタン−4,4’−ジイソシアネート)の合計モル数に対して2mol%のフッ化カリウム(触媒)とを加え、撹拌しながら30分間かけて室温から150℃に昇温後、同温度を5時間保持して、反応物濃度(実質的全閉環のポリアミドイミド)20質量%の芳香族ポリアミドイミド溶液を得た。この溶液に、N−メチル−2−ピロリドンをさらに加え、反応物濃度15質量%のポリアミドイミド溶液を調製した。得られたポリアミドイミド溶液に、酸化処理カーボンブラック(商品名「プリンテックス150T」、Degussa社製、pH5.8、揮発分10.0%)をポリアミドイミド溶液と酸化処理カーボンブラックとの合計100質量%に対して16質量%の割合で加え、ポットミルで24時間混合分散して、導電性樹脂組成物を調製した。成形に使用する金型は、内径226mm、外径246mm、長さ400mmの大きさを有し、金型内面はポリッシングにより鏡面研磨されている。次いで、金型両端の開口部に、リング状の蓋(内径170mm、外径250mm)をそれぞれ嵌合して、金型を閉塞し、導電性樹脂組成物を1,000rpmの速度で回転する金型内周に190g注入した。次いで、金型を同速度で30分間回転させて金型内周面に導電性樹脂組成物の層を均一に展開した。次いで、金型を同速度で回転させつつ、熱風乾燥機により金型周囲の温度を80℃に保ち、この状態を30分間保持し、フィルム状成形体を成形した。その後、金型の回転を停止し、フィルム状成形体を金型ごと遠心成形機から取り出し、250℃に調節された過熱水蒸気炉で50分間過熱水蒸気処理した後、室温で放冷して、無端ベルト基体とした。金型ごと無端ベルト基体を冷却すると、金型と無端ベルト基体との熱膨張率の差により、無端ベルト基体が剥離する。剥離した無端ベルト基体から1片が50mgの試験片を3験体切り出し、これらの試験片をそれぞれ、エタノール20mL中に60℃24時間浸漬させた。エタノール溶液中のN−メチル−2−ピロリドン残留量をガスクロマトグラフィー−質量分析法(GC−MS)により測定した。測定に際しては、事前にエタノール中にN−メチル−2−ピロリドン100ppm及び1000ppmを含有させた標準液中のN−メチル−2−ピロリドン量をあらかじめ測定し検量線を作製しておいた。測定された残留量の算術平均値を無端ベルト基体の溶媒残留量とした。その結果、無端ベルト基体の溶媒残留量は0.20質量%であった。
【0062】
また、作製したベルト基体の両端部をそれぞれ切断し、周長約226mm、幅240mm、厚さ100μmの大きさに切り出し、無端ベルト1Aを作製した。
【0063】
(実施例2)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、250℃に調節された過熱水蒸気炉で55分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Bを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.14質量%であった。
(実施例3)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、250℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Cを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.05質量%であった。
(実施例4)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、250℃に調節された過熱水蒸気炉で45分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Dを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.28質量%であった。
(実施例5)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、255℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Eを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.04質量%であった。
(実施例6)
実施例1と同様にして作製したベルト基体の両端部をそれぞれ切断し、周長約226mm、幅245mm、厚さ100μmの大きさに切り出し、さらに、その各側面2.5mmを研磨フィルム(商品名「ラッピングフィルムシート0.3MIC A0」、住友3M株式会社製、研磨体粒度0.3μm)を用いて研磨加工し、無端ベルト1Fを作製した。
【0064】
(比較例1)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、280℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Gを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.01質量%であった。
(比較例2)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、270℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Hを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.02質量%であった。
(比較例3)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、260℃に調節された過熱水蒸気炉で70分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Iを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.03質量%であった。
【0065】
作製した無端ベルト1A〜1Iにおける側面の3箇所を任意に選択して切り出し、超深度カラー3D形状測定顕微鏡(商品名「VK−9500GII」、株式会社KEYENCE製)を用いて、前記方法に従い、十点平均粗さRz、凹凸の平均間隔Sm及び算術平均粗さRaを測定した。その結果を表1に示す。
【0066】
また、作製した無端ベルト1A〜1Iをそれぞれ図4に示される画像形成装置に装着し(張力100〜3,000gf)、無端ベルトを、A4用紙を横21枚/分印刷する速度で無限軌道上を、150,000回転走行させ、無端ベルトの側面に亀裂及び/又は破損等の有無を確認した。無端ベルトを200,000回転走行させても亀裂及び破損等が生じなかった場合を「◎」とし、無端ベルトを150,000回転走行させても亀裂及び破損等が生じなかった場合を「○」とし、無端ベルトが100,000回転走行する前に、その側面に亀裂及び/又は破損等が生じた場合を「×」として、評価した。その結果を表1に示す。
【0067】
【表1】

【図面の簡単な説明】
【0068】
【図1】図1は、この発明の一実施例である無端ベルトを示す概略斜視図である。
【図2】図2は、この発明の一実施例である蛇行防止手段を備えた無端ベルトを支持ローラに張架した状態を示す概略上面斜視図である。
【図3】図3は、この発明の別の一実施例である蛇行防止手段を備えた無端ベルトを支持ローラに張架した状態を示す概略上面斜視図である。
【図4】図4は、この発明の一実施例であるタンデム型カラー画像形成装置を示す概略図である。
【符号の説明】
【0069】
1 無端ベルト
2 側面
3 支持ローラ
4 フランジ
5 孔
6 凸状体
10 画像形成装置
11 像担持体
12 帯電手段
13 露光手段
14 転写手段
15 クリーニング手段
16 記録体
20 現像手段
21 筐体
22 現像剤
23 現像剤担持体
24 現像剤規制部材
30 転写搬送ベルト
31 カセット
32 定着手段
BK、C、M、Y 現像ユニット
【技術分野】
【0001】
本発明は、無端ベルト及び画像形成装置に関し、さらに詳しくは、長期間にわたって高品質の画像を形成することのできる無端ベルト及びこの無端ベルトを備えた画像形成装置に関する。
【背景技術】
【0002】
電子写真方式の画像形成装置には、金属製ドラム体又は弾性ローラに代えて、又は、これらに加えて、熱可塑性樹脂等によって形成された無端ベルトが用いられる。このような無端ベルトとしては、例えば、転写ベルト、中間転写ベルト、転写搬送ベルト、搬送ベルト、定着ベルト及び現像ベルト等が挙げられる。
【0003】
このような無端ベルトとして、例えば、「導電性カーボンを配合したポリカーボネートの継目のないチューブ状フィルムを軸方向と直角の方向に所定長さに切断して得られ、フィルム各部の表面電気抵抗が105〜1013Ω/□の範囲にあり且つ表面電気抵抗の最大値に対する最小値の比が0.01以上の範囲にあることを特徴とする、継目のない半導電性ベルト」が挙げられる(特許文献1参照。)。
【0004】
しかし、画像形成装置に装着された無端ベルトは、通常、複数の支持ローラに張架され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行する。そのため、無端ベルトは、その幅方向の両端部(この発明において、無端ベルトにおける周方向の端部(実際には周方向の端部は存在しないが)と明確に区別するため、無端ベルトの側面と称する。)が特に破損しやすく、高画質の画像を形成することができないことがある。
【0005】
側面の破損をある程度防止可能な無端ベルトとして、例えば、「ベルト本体の両端部に移動方向に沿ってホットメルト型結着樹脂により形成された蛇行防止ガイドを具えていることを特徴とする蛇行防止ガイド付無端ベルト」が挙げられる(特許文献2参照。)。この無端ベルトは、無用の蛇行運動をある程度防止することが可能であるが、細長く切り抜いたテフロン(登録商標)シートを使用して、ベルト本体の移動方向に沿って形成された線状の蛇行防止ガイド(なお、ガイド部材と称することもある。)が無端ベルトの両端部、すなわち、両側面に形成されているから、両側面の破損をある程度抑えることも可能である。
【0006】
しかし、このガイド部材である蛇行防止ガイドはホットメルト型結着樹脂によりベルト本体の両端部に形成されているから、画像形成装置に装着されて無限軌道上を高速走行し、又は、画像形成装置内の環境が変化すると、特に近年の高速化及び/又は長寿命化された画像形成装置に装着されると、蛇行防止ガイドが変形し、又は、無端ベルトから剥離することがある。このような状態で無端ベルトを走行させると、種々の走行トラブルを発生させ、又は、蛇行走行となってしまい、やはり、高画質の画像を形成することができないことがある。また、無端ベルトにおける無用の蛇行運動を防止可能に正確に蛇行防止ガイドを無端ベルトの両端部に形成するのは難しく、したがって、無端ベルトの製造性が低く、生産コストが上昇し、また、この無端ベルトはその両端部に蛇行防止ガイドが形成されているから、メンテナンス作業性が低下する等の問題が生じることもある。
【0007】
なお、薄膜金属製の無端ベルトとして、「電気鋳造法で形成された膜厚20〜40μmのニッケル製シームレスベルトを基体として形成される画像形成装置用感光体の両端部を上下対向ローラ刃縁で所望の幅に切断し、その切断面の外周各部を800〜1500番の柔軟な研摩ペーパーディスクで面取りし、面取り形状を全て失うことなく切断面に生じた段差を研削加工して取り除き、端面の粗さを5μm以下としたことを特徴とする画像形成装置用シームレスベルト感光体」が特許文献3に記載されている。
【0008】
この画像形成装置用シームレスベルト感光体は、薄膜ニッケル製であるから、本来強度が強く、そのため、端面切断段差からの亀裂を防止するには、端面の粗さは5μm以下とされている。しかし、「ある面の粗さ」と一口にいっても、粗さの測定方法には様々な方法があるにもかかわらず、特許文献3では、端面の粗さを測定する方法は記載されてなく、また、実施例においても具体的な端面の粗さは記載されていない。
【0009】
【特許文献1】特開平3−89357号公報
【特許文献2】特開昭59−230950号公報
【特許文献3】特開2004−86083号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
この発明は、高品質の画像を長期間にわたって形成することのできる無端ベルト及びこの無端ベルトを備えた画像形成装置を提供することを、目的とする。
【課題を解決するための手段】
【0011】
前記課題を解決するための手段として、
請求項1は、十点平均粗さRzが1.20μm以下であり、かつ、凹凸の平均間隔Smが10.0μm以下である側面を有する無端ベルトであり、
請求項2は、前記側面は、算術平均粗さRaが0.25μm以下である請求項1に記載の無端ベルトであり、
請求項3は、前記無端ベルトは、溶媒残留量が0.04〜0.30質量%である無端ベルト基体を切断して成る請求項1又は2に記載の無端ベルトであり、
請求項4は、請求項1〜3のいずれか1項に記載の無端ベルトを備えた画像形成装置である。
【発明の効果】
【0012】
この発明に係る無端ベルトは、その側面が1.20μm以下の十点平均粗さRzと10.0μm以下の凹凸の平均間隔Smとを有する表面とされているから、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、その側面が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。したがって、この発明によれば、高品質の画像を長期間にわたって形成することのできる無端ベルトを提供することができる。
【0013】
また、この発明によれば、この発明に係る無端ベルトを備えているから、高品質の画像を長期間にわたって形成することのできる画像形成装置を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、この発明の一例である無端ベルトを図面に基づいて説明する。無端ベルト1は、図1に示されるように、後述する樹脂組成物によって、環状に形成されて成り、後述する特性を有する側面2を有する。無端ベルト1は、図1に示されるように、単層構造とされているが、二以上の層を積層した多層構造とされてもよい。無端ベルト1の厚さは、特に限定されないが、通常、例えば、0.03〜1mmであるのが好ましく、0.05〜0.2mmであるのがより好ましく、0.07〜0.14mm程度であるのが特に好ましい。無端ベルト1の厚さが0.03mm未満であると、無端ベルト1の機械的強度が低下することがあり、一方、1mmを超えると、無端ベルト1の可撓性が低下し、耐久性に劣ることがある。無端ベルト1の幅及び内周径は、無端ベルト1の用途等、すなわち、画像形成装置に配設される位置(構成部分)、張架される複数のローラ間隔等に応じて、所望の幅及び内周径となるように、任意に設定される。その一例を挙げると、例えば、無端ベルト1の幅は200〜350mmであり、内周径は200〜2,500mmである。
【0015】
無端ベルト1は、その側面2における十点平均粗さRzが1.20μm以下である。無端ベルト1の側面2が1.20μm以下の十点平均粗さRzを有していると、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面2に特に備えていない場合でも、無端ベルト1の側面2が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。より一層高い耐久性を発揮する点で、前記十点平均粗さRzは、0.80μm以下であるのがより好ましく、0.30μm以下であるのが特に好ましい。前記十点平均粗さRzの下限値は、小さければ小さいほどよいが、無端ベルト1においては、通常、例えば、0.01μmであるのが好ましい。
【0016】
前記十点平均粗さRzは、無端ベルト1における側面2の任意の複数個所(例えば、3箇所)を試験体として切り出し、切り出した試験体それぞれの側面を、顕微鏡(例えば、超深度カラー3D形状測定顕微鏡、商品名「VK−9500GII」、株式会社KEYENCE製)によって倍率1000倍で観察し、観察面における300μm2の面積を有する任意の領域において、JIS B 0601−1994に従って、基準長さ250μm、評価長さ1250μmの条件で、十点平均粗さを測定し、これらを算術平均することにより、求めることができる。
【0017】
無端ベルト1における側面2の亀裂又は破損は、後述する無端ベルト基体を所望の大きさを有する無端ベルトに切断する際に、切断面に形成される、切断開始点と切断終了点との段差に加えて、それ以外の切断面からも起こる。したがって、この発明においては、無端ベルト1における側面2の複数箇所を被測定点とする。これによって、前記段差による側面からの亀裂及び破損だけでなく、前記段差が存在しない側面2からの亀裂及び破損も効果的に防止することができる。
【0018】
無端ベルト1は、その側面2における凹凸の平均間隔Smが10.0μm以下である。無端ベルト1の側面2が10.0μm以下の凹凸の平均間隔Smを有していると、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、無端ベルト1の側面2が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。より一層高い耐久性を発揮する点で、前記凹凸の平均間隔Smは、7.0μm以下であるのがより好ましく、3.0μm以下であるのが特に好ましい。前記凹凸の平均間隔Smの下限値は、小さければ小さいほどよいが、無端ベルト1においては、通常、例えば、1.0μmであるのが好ましい。
【0019】
前記凹凸の平均間隔Smは、前記十点平均粗さRzと同様にして、300μm2の面積を有する任意の領域において、JIS B 0601−1994に従って、基準長さ250μm、評価長さ1250μmの条件で、凹凸の平均間隔を測定し、これらを算術平均することにより、求めることができる。
【0020】
無端ベルト1は、その側面2における算術平均粗さRaが0.25μm以下であるのが好ましい。無端ベルト1の側面2が0.25μm以下の算術平均粗さRaを有していると、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、無端ベルト1の側面2が亀裂し又は破損することを長期間にわたってより一層効果的に防止することができ、より一層高い耐久性を発揮する。特に高い耐久性を発揮する点で、前記算術平均粗さRaは、0.15μm以下であるのがより好ましく、0.05μm以下であるのが特に好ましい。前記算術平均粗さRaの下限値は、小さければ小さいほどよいが、無端ベルト1においては、通常、例えば、0.01μmであるのが好ましい。
【0021】
前記算術平均粗さRaは、前記十点平均粗さRzと同様にして、300μm2の面積を有する任意の領域において、JIS B 0601−1994に従って、カットオフ値0.08mm、評価長さ0.4mmの条件で、算術平均粗さを測定し、これらを算術平均することにより、求めることができる。
【0022】
無端ベルト1は、導電性が要求される場合には、通常、1×109〜1×1013Ω・cmの体積抵抗値を有するのが好ましく、1×1010〜1×1012Ω・cmであるのが特に好ましい。体積抵抗値が前記範囲内にあると、無端ベルト1を画像形成装置に使用した場合に、高品質の画像を形成することができる。前記体積抵抗値は、体積抵抗測定装置(三菱化学株式会社製、商品名:Hiresta−UP、使用プローブ:URS)により測定することができる。
【0023】
無端ベルト1は、樹脂組成物を成形して成る。樹脂組成物は、ある程度の強度を有し、繰返し変形に耐える可撓性に富む樹脂単体又は複数種類の樹脂を含有してなる樹脂組成物であるのがよく、このような樹脂組成物に含有される樹脂としては、例えば、ポリアミドイミド樹脂、ポリイミド樹脂、ポリアミド樹脂、アラミド樹脂、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、架橋型ポリエステル樹脂等のポリエステル系樹脂、ポリサルフォン樹脂、ポリエーテルサルフォン樹脂、ポリエーテルエーテルケトン樹脂(PEEK)、エポキシ樹脂、メラミン樹脂等が挙げられる。これらの中でも、ポリアミドイミド樹脂、ポリイミド樹脂、ポリアミド樹脂が好ましく、ポリアミドイミド樹脂がより好ましく、特に、芳香族ポリアミドイミド樹脂が、強度、可撓性、寸法安定性及び耐熱性等の機械的特性がバランスよく優れている点で、好ましい。
【0024】
前記芳香族ポリアミドイミド樹脂は、トリカルボン酸無水物とジイソシアネート化合物とを反応させるジイソシアネート法により製造することができ、原料の入手、反応性及び副生成物が少ない等の点で優れている。ジイソシアネート法で製造される芳香族ポリアミドイミド樹脂の他にも、重縮合反応を好適に進めることができるのであれば、ジイソシアネート化合物に代えてジアミン化合物を用いて製造される芳香族ポリアミドイミド樹脂も、好ましい。ジアミン化合物を用いて得られる芳香族ポリアミドイミド樹脂は、ヤング率が高く、無端ベルト1を形成する樹脂組成物に含まれる樹脂として好適である。また、トリカルボン酸無水物の一部をテトラカルボン酸二無水物に代えてイミド結合を増加させた芳香族ポリアミドイミド樹脂は、耐湿性に優れている。芳香族ポリアミドイミド樹脂は、適宜の溶媒中で、常圧下、及び、常温下又は加熱下で反応させることにより、容易に合成することができる。
【0025】
前記トリカルボン酸無水物としては、芳香族トリカルボン酸無水物が好ましく、例えば、トリメリット酸無水物、3,4,4’−ジフェニルエーテルトリカルボン酸無水物、3,4,4’−ベンゾフェノントリカルボン酸無水物、2,3,5−ピリジントリカルボン酸無水物、ナフタレントリカルボン酸無水物、及びこれらの誘導体等が挙げられる。これらの酸無水物は1種単独で又は2種以上を混合して用いることができる。
【0026】
トリカルボン酸無水物の一部に代えて用いられるテトラカルボン酸二無水物としては、例えば、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、1,4,5,8−ナフタレンテトラカルボン酸二無水物、2,2’−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、ビス(3,4−ジカルボキシフェニル)スルホン酸二無水物、ペリレン−3,4,9,10−テトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、エチレンテトラカルボン酸二無水物、及びこれらの誘導体等が挙げられる。これらのテトラカルボン酸二無水物は1種単独で又は2種以上を混合して用いることができる。
【0027】
前記ジイソシアネート化合物としては、芳香族ジイソシアネート化合物を好ましく挙げることができる。また、ジイソシアネート化合物として、芳香族ジイソシアネート化合物と共に、又は芳香族ジイソシアネート化合物に代えて、脂肪族ジイソシアネート化合物及び/又は脂環式ジイソシアネート化合物を、又はこれらの誘導体であるアミン類を使用することもできる。
【0028】
芳香族ジイソシアネート化合物として、例えば、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、ジフェニルメタン−4,4’−ジイソシアネート、4,4’−ジイソシアネートジフェニルエーテル、4,4’−ジイソシアネートジフェニルスルホン、4,4’−ジイソシアネートビフェニル、3,3’−ジメチル−4,4’−ジイソシアネートビフェニル、2,4−トルエンジイソシアネート、キシリレンジイソシアネート等が挙げられる。また、これらの芳香族ジイソシアネート化合物の誘導体であるジアミン類も原料として利用できる。脂肪族ジイソシアネート化合物としては、例えば、エチレンジイソシアネート、プロピレンジイソシアネート、ヘキサメチレンジイソシアネート等が挙げられる。脂環式ジイソシアネート化合物としては、例えば、1,4−シクロヘキサンジイソシアネート、1,3−シクロヘキサンジイソシアネート、イソホロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート等が挙げられる。これらのジイソシアネート化合物の中でも、無端ベルト1の耐熱性、機械的特性及び溶解性等を考慮すると、使用する全ジイソシアネート化合物中の60質量%以上、好ましくは70質量%以上を、ジフェニルメタン−4,4’−ジイソシアネート、2,4−トルエンジイソシアネート、3,3’−ジメチル−4,4’−ジイソシアネートビフェニル、イソホロンジイソシアネート又はこれらの誘導体であるジアミン類とすることが好ましい。さらに、無端ベルト1の寸法安定性を考慮すると、使用する全ジイソシアネート化合物中の70質量%以上をジフェニルメタン−4,4’−ジイソシアネート又はこの誘導体である4,4′−ジアミノジフェニルメタンとすることがより好ましい。
【0029】
芳香族ポリアミドイミド樹脂を合成する重縮合反応に使用される溶媒としては、溶解性の点で極性溶媒が好ましく、反応性を考慮すると非プロトン性極性溶媒が特に好ましい。非プロトン性極性溶媒として、例えば、N,N−ジアルキルアミド類が挙げられ、N,N−ジアルキルアミド類としては、例えば、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N,N−ジエチルホルムアミド、N,N−ジエチルアセトアミド、及び、N,N−ジメチルメトキシアセトアミド等が挙げられる。また、極性溶媒として、N−メチル−2−ピロリドン、ピリジン、ジメチルスルホキシド、テトラメチレンスルホン、ジメチルテトラメチレンスルホン等も好ましい。これらの溶媒は、1種単独で又は2種以上を混合して用いることができる。
【0030】
樹脂組成物は、例えば、転写搬送ベルト等のように、ある程度の導電性が要求される場合には、導電性付与剤が添加され、導電性樹脂組成物とされる。導電性樹脂組成物に含有される導電性付与剤としては、ファーネスブラック、アセチレンブラック、ケッチェンブラック等の各種カーボンブラック、天然黒鉛、人造黒鉛、膨張黒鉛等の黒鉛粉末、金属又は合金等からなる針状、球状、板状及び不定形等の粉末、セラミックス粉末、表面が金属メッキされた各種粒子等が挙げられる。これらの中でも、カーボンブラックが、粒径、導電性及び樹脂との親和性等がバランスよく優れている点で、好ましい。また、カーボンブラックは、樹脂との親和性が向上する点で、酸化処理により、カルボキシ基、ヒドロキシ基等を付加した酸化処理カーボンブラックがより好ましく、pH6以下の酸化処理カーボンブラックも好ましい。この導電性付与剤は、球状又は不定形であるのが好ましく、そのサイズは0.01〜10μm程度であるのが好ましい。
【0031】
導電性付与剤の添加量は、導電性付与剤の導電性及び粒径、並びに、無端ベルト1に要求される導電性等により、適宜調整すればよいが、通常、導電性樹脂組成物と溶媒との全質量100%に対して、1〜25質量%であるのが好ましく、5〜20質量%であるのがより好ましい。導電性付与剤の添加量が1質量%より少ないと、発現する導電性が小さいことがあり、一方、導電性付与剤の添加量が25質量%を超えると、無端ベルト1の機械的強度が低下することがある。導電性付与剤を樹脂に分散させるには、公知の方法を適宜選択することができ、公知の方法として、例えば、ミキシングロール、加圧式ニーダー、押出機、三本ロール、ホモジナイザー、ボールミル、ポットミル及びビーズミル等を用いた混合方法が挙げられる。
【0032】
樹脂組成物及び導電性樹脂組成物は、この発明の目的を阻害しない限り、前記樹脂又は前記樹脂及び導電性付与剤に加えて、他の成分を含有してもよい。他の成分としては、例えば、シリコーン系化合物、フッ素系有機化合物、カップリング剤、滑剤、酸化防止剤、可塑剤、着色剤、帯電防止剤、老化防止剤、補強性充填材、反応助剤、反応抑制剤等の各種添加剤、他の樹脂及び溶媒等が挙げられる。
【0033】
次に、本発明に係る無端ベルト1の製造方法を説明する。無端ベルト1を製造するには、まず、前記樹脂組成物を、公知の成形方法によって、環状に成形する。例えば、無端ベルト1を形成する樹脂組成物に含有される樹脂として熱可塑性樹脂を選択した場合には、遠心成形、押出成形、射出成形等により、一方、樹脂として熱硬化性樹脂を選択した場合には、遠心成形、RIM成形等により、無端ベルト1を成形することができる。これらの成形方法の中でも、材料を問わずに適用可能であり、かつ厚さ精度に優れる等の点で、遠心成形が好ましい。
【0034】
無端ベルト1を遠心成形によって成形する場合には、無端ベルト1を形成する樹脂組成物は、その成形時の粘度を50,000mPa・s以下に調整するのが好ましい。粘度が50,000mPa・sを超えると、厚さの均一な無端ベルト1を製造するのが困難になることがある。樹脂組成物の粘度の下限については、特に限定されるものではないが、10mPa・s以上であるのが好ましい。樹脂組成物の粘度が上記範囲を外れる場合は、前記溶媒の添加量等を調節することにより、樹脂組成物の粘度を前記範囲内に調整することができる。溶媒としては、前記芳香族ポリアミドイミド樹脂を合成する重縮合反応に使用される溶媒が挙げられる。
【0035】
遠心成形によると、溶媒を含有することにより流動性を発現した樹脂組成物を円筒形の金型に注入し、金型を回転させて遠心力で金型内周面に樹脂組成物の層を均一に展開し、樹脂組成物の層から溶媒を乾燥除去して、無端ベルト基体が製造される。金型は各種金属管を用いることができる。好適な金型としては、金型の内周面は鏡面研磨されており、鏡面となった内周面はフッ素樹脂やシリコーン樹脂等の離型剤により離型処理され、形成した無端ベルト基体が内周面から容易に脱型できるようにされた金属管を挙げることができる。
【0036】
なお、樹脂組成物に含まれる樹脂としてポリアミドイミド樹脂を選択する場合には、上述した遠心成形による他に、ポリアミドイミド樹脂の原料であるトリカルボン酸無水物とジイソシアネート化合物とが一部重合したポリアミド酸の溶液を、金型の内周面や外周面に浸漬方式、遠心方式、塗布方式等によってコートし、又は前記ポリアミド酸の溶液を注形型に充填する等の適宜な方式で筒状に展開し、その展開層を乾燥製膜してベルト形に成形し、その成形物を加熱処理してポリアミド酸をイミドに転化して型より回収する公知の方法(特開昭61−95361号公報、特開昭64−22514号公報、特開平3−180309号公報等)等により、無端ベルト1を製造することもできる。
【0037】
金型内周面に展開された樹脂組成物の層から溶媒を除去して、無端ベルト基体が製造される。ここで、除去される溶媒は、金型内周面に展開された樹脂組成物の層に含有された溶媒であり、例えば、樹脂組成物の粘度を調整する際に使用される溶媒の他に、前記芳香族ポリアミドイミド樹脂を合成する際に使用される溶媒等が挙げられる。金型内周面に展開された樹脂組成物の層から溶媒を除去する処理として、加熱処理を挙げることができるが、溶媒を除去するには、以下の一次溶媒除去工程及び二次溶媒除去工程からなる溶媒除去処理を行うのが好ましい。
【0038】
前記一次溶媒除去工程は、金型を回転して金型内周面に展開された樹脂組成物の層から溶媒を除去しつつ成形して、樹脂組成物の層をフィルム状成形体とする。一次溶媒除去工程は、金型を回転したまま5〜60分間、40〜150℃の熱風を金型内に通過させることにより、溶媒が除去される。熱風温度が150℃を超えると、及び/又は、加熱時間が60分を超えると、成形されるフィルム状成形体が酸化されることがある。
【0039】
二次溶媒除去工程は、一次溶媒除去工程で成形されたフィルム状成形体を金型ごと遠心成形機から取り出し、金型ごと加熱して、フィルム状成形体から溶媒を除去し、無端ベルト基体とする。例えば、熱風乾燥器、オーブン等の加熱器を用いる場合には、フィルム状成形体を金型ごと、200〜300℃で1〜3時間加熱すればよく、また、過熱水蒸気炉を用いる場合には、フィルム状成形体を金型ごと、200〜260℃の過熱水蒸気で、30〜60分間加熱すればよい。
【0040】
このようにして溶媒が除去された無端ベルト基体は、溶媒残留量が0.04〜0.30質量%であるのが好ましい。無端ベルト基体が0.04〜0.30質量%の溶媒残留量を有していると、無端ベルト基体をカット装置により単に切断することにより、無端ベルト1の側面における、前記十点平均粗さRz及び前記凹凸の平均間隔Sm、好ましくは前記算術平均粗さRaを前記範囲内に調整することができる。前記十点平均粗さRz、凹凸の平均間隔Sm及び前記算術平均粗さRaを前記範囲に確実に調整することができる点で、無端ベルト基体の溶媒残留量は、0.10〜0.30質量%であるのがより好ましく、0.15〜0.25質量%であるのが特に好ましい。無端ベルト基体の溶媒残留量は、無端ベルト基体から切り出した試料を、エタノール等に所定時間浸漬して、無端ベルト基体内の残留溶媒を抽出し、ガスクロマトグラフィー−質量分析法(GC−MS)により測定することができる。
【0041】
このようにして所望の溶媒残留量を有する無端ベルト基体とした後、無端ベルト基体を金型から取り出し、放冷する。なお、金型ごと無端ベルト基体を放冷すると、金型と無端ベルト基体との熱膨張率の差により、無端ベルト基体を脱型することができる。脱型した円筒状の無端ベルト基体における両側端部を除去し、所定幅に裁断して、無端ベルト1が製造される。無端ベルト基体を切断する切断機は、無端ベルト基体の切断開始点と切断終了点とが略一致するように、切断することができる装置であればよい。
【0042】
このように、二次溶媒除去工程において、除去条件を前記条件に調節すれば、単に無端ベルト基体を切断するだけで、切断面(無端ベルト1の側面2)を、所望の十点平均粗さRz、凹凸の平均間隔Sm、必要により算術平均粗さRaを有する側面にすることができるが、所望により、切断面に、さらに、研磨、研削及び切削等の表面加工手段を施すことによって、十点平均粗さRz及び凹凸の平均間隔Sm、好ましくは算術平均粗さRaを前記範囲内に調整して、側面2とすることもできる。このとき使用する表面加工手段は、特に限定されないが、例えば、研磨フィルム(商品名「ラッピングフィルムシート」、住友3M株式会社製)等が挙げられる。
【0043】
このようにして製造される無端ベルト1は、その側面2が1.20μm以下の十点平均粗さRzと、10.0μm以下の凹凸の平均間隔Smと、好ましくは0.25μm以下の算術平均粗さRaとを有する表面とされているから、近年の高速化及び/又は長寿命化された画像形成装置に装着され、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、また、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、その側面2が亀裂し又は破損することを長期間にわたって効果的に防止することができ、高い耐久性を発揮する。したがって、この無端ベルト1は、高品質の画像を長期間にわたって形成することに十分貢献することができる。
【0044】
また、無端ベルト1は、その側面2近傍にガイド部材等の蛇行防止手段が形成されていないから、前記のように、その製造性は高く、生産コストを低減することができるうえ、また、画像形成装置に装着された無端ベルト1のメンテナンス作業性も高い。
【0045】
無端ベルト1は、この発明の目的を達成できる限り、種々の変形を施してもよく、例えば、無端ベルト1は、その端面2からの亀裂及び/又は破損を防止することができるガイド部材以外の蛇行防止手段を備えていてもよい。このような蛇行防止手段としては、例えば、(1)図2に示されるように、無端ベルト1の一側面2Aを、支持ローラ3等に形成された案内面に当接させる手段、より具体的には、支持ローラ3に設けた環状の位置決めフランジ4に無端ベルト1の側面2Aを当接させた状態を維持しつつ、無端ベルト1を走行させる手段、(2)図3に示されるように、無端ベルト1の一側面2A近傍に、無端ベルト1の周方向に配置された複数の孔5を設け、支持ローラ3にこの孔5に挿入可能な凸状体6を設けて、前記凸状体6に前記孔5を係止させて、無端ベルト1を走行させる手段等が挙げられる。無端ベルト1がこのような蛇行防止手段を備えていると、無端ベルト1の蛇行走行及び/又は波打走行を効果的に防止することができ、その結果、長期間にわたって、より高品質かつ高解像度の画像を形成することができる。
【0046】
なお、前記蛇行防止手段(1)及び(2)において、位置決めフランジ4、並びに、孔5及び凸状体6は、支持ローラ3の一端部及び無端ベルト1の一側面2Aに形成されるが、蛇行防止手段において、位置決めフランジ、並びに、孔及び凸状体は、支持ローラの両端部及び無端ベルトの両側面に形成されてもよい。
【0047】
次に、この発明に係る無端ベルト1を備えた画像形成装置(以下、この発明に係る画像形成装置と称することがある。)の一例を、図4を参照して、説明する。なお、この無端ベルト1は、転写搬送ベルト30として、複数の支持ローラ5に張架されている。
【0048】
画像形成装置10は、図4に示されるように、各色の現像ユニットに装備された複数の像担持体11を転写搬送ベルト30上に直列に配置したタンデム型カラー画像形成装置であり、したがって、現像ユニットBK、C、M及びYが転写搬送ベルト30上に直列に配置されている。これらの現像ユニットはそれぞれ、静電潜像が形成される回転可能な像担持体11と、像担持体11に当接して又は所定の間隔を置いて設けられ、像担持体11を帯電させる帯電手段12と、像担持体11の上方に設けられ、像担持体11に静電潜像を形成する露光手段13と、像担持体11に当接して又は所定の間隔を置いて設けられ、像担持体11に一定の層厚で現像剤22を供給し、静電潜像を現像する現像手段20と、像担持体11の下方に転写搬送ベルト30を介して圧接するように設けられ、像担持体11から転写搬送ベルト30で搬送される記録体16上に現像された静電潜像を転写する転写手段14と、記録体16に転写されず像担持体11に残留した現像剤22等を除去するクリーニング手段15とを備えている。
【0049】
前記像担持体11、前記帯電手段12、前記露光手段13、前記転写手段14及び前記クリーニング手段15は、従来公知のものを適宜選択して使用することができる。例えば、像担持体11としては、例えば、有機系、アモルファスシリコン、Se系合金等で形成された感光層が表面に設けられた、円筒体又はベルト体等が挙げられ、前記帯電手段12及び前記転写手段14としては、接触型帯電器、スコロトロン帯電器及びコロトロン帯電器等が挙げられ、前記露光手段13としては、半導体レーザ光、発光ダイオード光等の光源又は光源とポリゴンミラーとを備えた光学系機器等が挙げられ、前記クリーニング手段17としては、ブレード、ローラ等が挙げられる。
【0050】
前記現像手段20は、図4に示されるように、像担持体11に対向する位置に開口部を有し、現像剤22を収納する筐体21と、筐体21の開口部に、像担持体11に当接して又は所定の間隔を置いて設けられ、像担持体11に現像剤22を一定の層厚で現像剤22を供給する回転可能な現像剤担持体23と、現像剤担持体23の上方に設けられ、現像剤担持体23に当接して現像剤22の層厚を規制すると共に、摩擦帯電により現像剤22を帯電させる現像剤規制部材24とを備えている。
【0051】
前記現像剤22は、摩擦により帯電可能で、記録体16に定着可能な現像剤であれば、乾式現像剤でも湿式現像剤でもよく、また、非磁性現像剤でも磁性現像剤でもよい。現像ユニットBK、C、M及びYはそれぞれ、筐体21内に、黒色現像剤、シアン現像剤、マゼンタ現像剤及び黄色現像剤が収納されている。前記現像剤担持体23及び前記現像剤規制部材24は、従来公知の現像剤担持体及び現像剤規制部材であればよく、例えば、前記現像剤担持体23としては、導電性又は半導電性の樹脂層を有するローラ等が挙げられ、前記現像剤規制部材24としては、樹脂製ブレード又は金属製ブレード等を用いることができる。
【0052】
図4に示されるように、現像ユニットBK、C、M及びYにおける像担持体11と転写手段14とは、二本の支持ローラ5に張架された転写搬送ベルト30を介して、当接している。そして、記録体16は、転写搬送ベルト30により、像担持体11と転写手段14との当接部を通過するように、搬送される。この転写搬送ベルト30は記録体16を搬送すると共に、転写手段14と協働して像担持体11に現像された静電潜像を転写する。
【0053】
図4に示されるように、画像形成装置10の底部には、記録体16として複数枚の転写紙を積層収容してなるカセット31が設置されており、カセット31内の転写紙は給紙ローラ等によって1枚ずつ送り出されて、転写搬送ベルト30上に搬送される。
【0054】
図4に示されるように、画像形成装置10における記録体16の搬送方向下流には、記録体16に転写された現像剤22(静電潜像)を定着させる定着手段32が配置されている。前記定着手段32は、従来公知の定着手段であればよく、例えば、熱ローラ定着器、オーブン定着器等の加熱定着器、圧力定着器、及び、定着ベルトを備えた定着器等を用いることができる。
【0055】
画像形成装置10は、次にように作用する。まず、現像ユニットBKの像担持体11が、帯電手段12により一様に帯電され、露光手段13により画像が露光されて、像担持体11の表面に静電潜像が形成される。一方、現像手段20において、現像剤担持体23及び現像剤規制部材24により、黒色現像剤22が所望の層厚に規制され、所望のように帯電される。そして、この黒色現像剤22が現像剤担持体23から像担持体11に供給され、像担持体11に形成された静電潜像が現像されて、現像剤像として可視化される。次いで、この現像剤像が、像担持体11と転写手段14との間に転写搬送ベルト30により搬送される記録体16上に、転写される。このようにして、現像剤像が記録紙16上に黒像に顕像化される。
【0056】
次いで、現像ユニットBKと同様にして、現像ユニットC、M及びYによって、現像剤像が黒像に顕像化された記録紙16に、それぞれシアン像、マゼンタ像及び黄色像が重畳され、カラー像が顕像化される。このとき、特に無端ベルト1が前記蛇行防止手段を備えていると、記録紙16上に顕像化された黒像に、シアン像、マゼンタ像及び黄色像が正確な位置に重畳される。その結果、色ムラ及び画像ズレ等を長期間にわたって効果的に防止することができ、より一層高品質の画像を形成することができる。
【0057】
次いで、カラー像が顕像化された記録体16は、定着手段32に搬送され、定着手段32によりカラー像が永久画像として記録体16に定着される。このようにして、記録体16にカラー画像を形成することができる。
【0058】
画像形成装置10によれば、転写搬送ベルト30として無端ベルト1を使用しているから、この画像形成装置10が近年の高速化及び/又は長寿命化された画像形成装置であった場合でも、無端ベルト1が、常に、張力がかけられた状態で、無限軌道上を走行及び停止が繰り返されながら高速で走行させられた場合でも、さらに、ガイド部材等に代表される側面亀裂防止手段を側面に特に備えていない場合でも、画像形成装置10は高品質の画像を長期間にわたって形成することができる。
【0059】
なお、この発明に係る無端ベルト1を、前記像担持体11と同様の役割を担う転写ベルト(感光ベルトとも称することがある。)、像担持体11で顕像化された現像剤像が一旦転写(一次転写)され、次いで、記録体16に転写(二次転写)されて、記録体に画像を転写する際に、一次記録体として使用される中間転写ベルト、記録体16を搬送する搬送ベルト、定着器に使用される定着ベルト及び前記現像剤担持体と同様の役割を担う現像ベルトとして、画像形成装置10に組み込んでも、転写搬送ベルトの場合と同様に、画像形成装置10によって、高品質の画像を長期間にわたって形成することができる。
【0060】
画像形成装置10は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置10は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。また、画像形成装置10は、各色の現像ユニットを備えた複数の像担持体を転写搬送ベルト30上に直列に配置したタンデム型カラー画像形成装置とされているが、画像形成装置は、単一の現像ユニットを備えたモノクロ画像形成装置であっても、像担持体上に担持された現像剤像を無端ベルトに順次一次転写を繰り返す4サイクル型カラー画像形成装置等であってもよい。画像形成装置10は、例えば、複写機、ファクシミリ、プリンタ等の画像形成装置とされる。
【実施例】
【0061】
(実施例1)
反応容器中に、N−メチル−2−ピロリドンと、トリメリット酸無水物と、これと当量のジフェニルメタン−4,4’−ジイソシアネートと、反応原料(トリメリット酸無水及びジフェニルメタン−4,4’−ジイソシアネート)の合計モル数に対して2mol%のフッ化カリウム(触媒)とを加え、撹拌しながら30分間かけて室温から150℃に昇温後、同温度を5時間保持して、反応物濃度(実質的全閉環のポリアミドイミド)20質量%の芳香族ポリアミドイミド溶液を得た。この溶液に、N−メチル−2−ピロリドンをさらに加え、反応物濃度15質量%のポリアミドイミド溶液を調製した。得られたポリアミドイミド溶液に、酸化処理カーボンブラック(商品名「プリンテックス150T」、Degussa社製、pH5.8、揮発分10.0%)をポリアミドイミド溶液と酸化処理カーボンブラックとの合計100質量%に対して16質量%の割合で加え、ポットミルで24時間混合分散して、導電性樹脂組成物を調製した。成形に使用する金型は、内径226mm、外径246mm、長さ400mmの大きさを有し、金型内面はポリッシングにより鏡面研磨されている。次いで、金型両端の開口部に、リング状の蓋(内径170mm、外径250mm)をそれぞれ嵌合して、金型を閉塞し、導電性樹脂組成物を1,000rpmの速度で回転する金型内周に190g注入した。次いで、金型を同速度で30分間回転させて金型内周面に導電性樹脂組成物の層を均一に展開した。次いで、金型を同速度で回転させつつ、熱風乾燥機により金型周囲の温度を80℃に保ち、この状態を30分間保持し、フィルム状成形体を成形した。その後、金型の回転を停止し、フィルム状成形体を金型ごと遠心成形機から取り出し、250℃に調節された過熱水蒸気炉で50分間過熱水蒸気処理した後、室温で放冷して、無端ベルト基体とした。金型ごと無端ベルト基体を冷却すると、金型と無端ベルト基体との熱膨張率の差により、無端ベルト基体が剥離する。剥離した無端ベルト基体から1片が50mgの試験片を3験体切り出し、これらの試験片をそれぞれ、エタノール20mL中に60℃24時間浸漬させた。エタノール溶液中のN−メチル−2−ピロリドン残留量をガスクロマトグラフィー−質量分析法(GC−MS)により測定した。測定に際しては、事前にエタノール中にN−メチル−2−ピロリドン100ppm及び1000ppmを含有させた標準液中のN−メチル−2−ピロリドン量をあらかじめ測定し検量線を作製しておいた。測定された残留量の算術平均値を無端ベルト基体の溶媒残留量とした。その結果、無端ベルト基体の溶媒残留量は0.20質量%であった。
【0062】
また、作製したベルト基体の両端部をそれぞれ切断し、周長約226mm、幅240mm、厚さ100μmの大きさに切り出し、無端ベルト1Aを作製した。
【0063】
(実施例2)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、250℃に調節された過熱水蒸気炉で55分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Bを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.14質量%であった。
(実施例3)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、250℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Cを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.05質量%であった。
(実施例4)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、250℃に調節された過熱水蒸気炉で45分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Dを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.28質量%であった。
(実施例5)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、255℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Eを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.04質量%であった。
(実施例6)
実施例1と同様にして作製したベルト基体の両端部をそれぞれ切断し、周長約226mm、幅245mm、厚さ100μmの大きさに切り出し、さらに、その各側面2.5mmを研磨フィルム(商品名「ラッピングフィルムシート0.3MIC A0」、住友3M株式会社製、研磨体粒度0.3μm)を用いて研磨加工し、無端ベルト1Fを作製した。
【0064】
(比較例1)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、280℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Gを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.01質量%であった。
(比較例2)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、270℃に調節された過熱水蒸気炉で60分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Hを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.02質量%であった。
(比較例3)
実施例1と同様にして作製したフィルム状成形体を、金型ごと、250℃に調節された過熱水蒸気炉で50分間の過熱水蒸気処理に代えて、260℃に調節された過熱水蒸気炉で70分間の過熱水蒸気処理を行った以外は、実施例1と同様にして、無端ベルト1Iを作製した。前記過熱水蒸気処理を行った後の無端ベルト基体の溶媒残留量は0.03質量%であった。
【0065】
作製した無端ベルト1A〜1Iにおける側面の3箇所を任意に選択して切り出し、超深度カラー3D形状測定顕微鏡(商品名「VK−9500GII」、株式会社KEYENCE製)を用いて、前記方法に従い、十点平均粗さRz、凹凸の平均間隔Sm及び算術平均粗さRaを測定した。その結果を表1に示す。
【0066】
また、作製した無端ベルト1A〜1Iをそれぞれ図4に示される画像形成装置に装着し(張力100〜3,000gf)、無端ベルトを、A4用紙を横21枚/分印刷する速度で無限軌道上を、150,000回転走行させ、無端ベルトの側面に亀裂及び/又は破損等の有無を確認した。無端ベルトを200,000回転走行させても亀裂及び破損等が生じなかった場合を「◎」とし、無端ベルトを150,000回転走行させても亀裂及び破損等が生じなかった場合を「○」とし、無端ベルトが100,000回転走行する前に、その側面に亀裂及び/又は破損等が生じた場合を「×」として、評価した。その結果を表1に示す。
【0067】
【表1】
【図面の簡単な説明】
【0068】
【図1】図1は、この発明の一実施例である無端ベルトを示す概略斜視図である。
【図2】図2は、この発明の一実施例である蛇行防止手段を備えた無端ベルトを支持ローラに張架した状態を示す概略上面斜視図である。
【図3】図3は、この発明の別の一実施例である蛇行防止手段を備えた無端ベルトを支持ローラに張架した状態を示す概略上面斜視図である。
【図4】図4は、この発明の一実施例であるタンデム型カラー画像形成装置を示す概略図である。
【符号の説明】
【0069】
1 無端ベルト
2 側面
3 支持ローラ
4 フランジ
5 孔
6 凸状体
10 画像形成装置
11 像担持体
12 帯電手段
13 露光手段
14 転写手段
15 クリーニング手段
16 記録体
20 現像手段
21 筐体
22 現像剤
23 現像剤担持体
24 現像剤規制部材
30 転写搬送ベルト
31 カセット
32 定着手段
BK、C、M、Y 現像ユニット
【特許請求の範囲】
【請求項1】
十点平均粗さRzが1.20μm以下であり、かつ、凹凸の平均間隔Smが10.0μm以下である側面を有する無端ベルト。
【請求項2】
前記側面は、算術平均粗さRaが0.25μm以下である請求項1に記載の無端ベルト。
【請求項3】
前記無端ベルトは、溶媒残留量が0.04〜0.30質量%である無端ベルト基体を切断して成る請求項1又は2に記載の無端ベルト。
【請求項4】
請求項1〜3のいずれか1項に記載の無端ベルトを備えた画像形成装置。
【請求項1】
十点平均粗さRzが1.20μm以下であり、かつ、凹凸の平均間隔Smが10.0μm以下である側面を有する無端ベルト。
【請求項2】
前記側面は、算術平均粗さRaが0.25μm以下である請求項1に記載の無端ベルト。
【請求項3】
前記無端ベルトは、溶媒残留量が0.04〜0.30質量%である無端ベルト基体を切断して成る請求項1又は2に記載の無端ベルト。
【請求項4】
請求項1〜3のいずれか1項に記載の無端ベルトを備えた画像形成装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−3459(P2008−3459A)
【公開日】平成20年1月10日(2008.1.10)
【国際特許分類】
【出願番号】特願2006−174965(P2006−174965)
【出願日】平成18年6月26日(2006.6.26)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年1月10日(2008.1.10)
【国際特許分類】
【出願日】平成18年6月26日(2006.6.26)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]