
無端濾過布の継手構造
【課題】
長大な濾過布であっても、簡便に接合することができて、しかも接合部の目開きによるケーキの漏れが少ない無端濾過布の継手構造を提供することを目的とする。
【解決手段】
濾過布の両端の接合部21に設けたループ状の継手を交互に噛み合わせて形成した共通穴に、芯線13を挿し入れることにより濾過布の両端を接合して無端濾過布2を形成する継手構造において、継手構造は、3〜10mm幅の複数の小幅継手111を接合部21に連設してなる小ピッチ部11と、20〜100mm幅の複数の大幅継手121を接合部21に連設してなる大ピッチ部12とを有し、前記小ピッチ部11を、芯線13を挿し入れる始端側と終端側の接合部21に配し、前記大ピッチ部12を小ピッチ部11の間に配することを特徴とする無端濾過布の継手構造により上記の課題を解決する。
長大な濾過布であっても、簡便に接合することができて、しかも接合部の目開きによるケーキの漏れが少ない無端濾過布の継手構造を提供することを目的とする。
【解決手段】
濾過布の両端の接合部21に設けたループ状の継手を交互に噛み合わせて形成した共通穴に、芯線13を挿し入れることにより濾過布の両端を接合して無端濾過布2を形成する継手構造において、継手構造は、3〜10mm幅の複数の小幅継手111を接合部21に連設してなる小ピッチ部11と、20〜100mm幅の複数の大幅継手121を接合部21に連設してなる大ピッチ部12とを有し、前記小ピッチ部11を、芯線13を挿し入れる始端側と終端側の接合部21に配し、前記大ピッチ部12を小ピッチ部11の間に配することを特徴とする無端濾過布の継手構造により上記の課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無端濾過布の継手構造に関するものである。
【背景技術】
【0002】
水平ベルトフィルター、ベルトフィルター、ベルトプレス、ドラムフィルター等の濾過機又は脱水機には無端濾過布が使用される。従来、特許文献1や後述する図11に示したように、濾過布の両端の接合部に1mm程度の細幅の金属製のフックを連設し、それらを交互に噛み合わせて形成した共通穴に金属製又は合成樹脂製の芯線を挿し入れることにより両端部を接合して無端濾過布としていた。
【0003】
金属製のフックは、使用により塑性変形しフック同士が噛み合わなくなり、芯線が通しにくくなるという問題があった。また、変形が生じなくともその数の多さからフックの掛け違いが起こりやすく接合作業に時間を要していた。さらに、噛み合わせた後においては共通穴に芯線を挿し通す際にフックがずれたり、フックに芯線が引っかかったりして芯線をスムーズに挿し通すことができず、接合作業に時間を要するという問題があった。水平ベルトフィルター等の濾過機に使用する濾過布は長大であり、濾過布の接合に要する時間が濾過作業の効率を低下させていた。
【0004】
また、特許文献1のようなフック同士を噛み合わせて接合する継手構造では、接合部に隙間ができるため、特許文献1に記載されているように接合部に合成樹脂を塗布したり、接合部の上に濾過布の端切れ等からなるカバーを面ファスナー等で貼り付けて漏れを防止する必要があった。水平ベルトフィルター等に使用される無端濾過布には絶えず張力が掛かることから、面ファスナー等によるカバーの貼り付けは十分でなく、無端濾過布を回転させるとカバーが剥がれてしまうという問題があった。
【0005】
一方で、特許文献2には濾過布の端部に袋部を形成し、この袋部を互い違いに切り欠いて継手構造とすることが記載されている。この切り欠いた袋部を噛み合わせて形成した共通穴に支持バー6を挿し通して2枚の濾過布を接合する。
【0006】
特許文献2の濾過布はフィルタープレス用の濾過布であって、濾過時には濾板を濾過布面に強く押し付けて濾過室を形成する(特許文献2の図1及び図2参照)。濾過布の接合部は濾過に直接に関係しないことから、引用文献2では引張時の接合部分の目開きまでは考慮されていない。また、フィルタープレス用の濾過布のサイズはそれほど大きくなく、特許文献2では接合作業の効率化までは考慮されていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9‐294906号公報
【特許文献2】特開2007‐44641号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、長大な濾過布であっても、簡便に接合することができて、しかも接合部の目開きによるケーキの漏れが少ない無端濾過布の継手構造を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明では、濾過布の両端の接合部に設けたループ状の継手を交互に噛み合わせて形成した共通穴に、芯線を挿し入れることにより濾過布の両端を接合して無端濾過布を形成する継手構造において、継手構造は、3〜10mm幅の複数の小幅継手を接合部に連設してなる小ピッチ部と、20〜100mm幅の複数の大幅継手を接合部に連設してなる大ピッチ部とを有し、前記小ピッチ部を、芯線を挿し入れる始端側と終端側の接合部に配し、前記大ピッチ部を小ピッチ部の間に配することを特徴とする無端濾過布の継手構造により上記の課題を解決する。
【0010】
また、本発明においては、接合部の内側に第2接合部を設けて、両接合部を上述の小ピッチ部と大ピッチ部とからなる継手構造として構成してもよい。すなわち、濾過布の両端の接合部の内側にさらに第2接合部を設け、前記接合部及び第2接合部は、前記接合部及び第2接合部の始端側と終端側に配され3〜10mm幅の複数の小幅継手を連設してなる小ピッチ部と、該小ピッチ部の間に配され20〜100mm幅の複数の大幅継手を連設してなる大ピッチ部とを有する無端濾過布の継手構造である。
【0011】
上述の通り無端濾過布は、水平ベルトフィルター等に使用される。水平ベルトフィルター等においては、長大な濾過布を複数の回転軸に軸支して回転させながら、濾過を行うため、濾過布には常に張力がかかることになる。本発明では、芯線を挿し入れる始端側と終端側の接合部に小幅継手を連設して小ピッチ部とする。これにより、濾過布の接合始端側と末端側(いわゆる濾過布の耳部分)での目開きを効果的に防ぐことが可能となる。一方で、始端側と終端側の濾過布に挟まれる中ほどの接合部分には、複数の大幅継手を連設して大ピッチ部とする。これにより、芯線が複数のフックに引っかかることがなくなりスムーズに芯線を挿し通すことが可能になる。
【0012】
小幅継手は、1個当たりの幅を3〜10mmの範囲とすることが好ましく、4〜8mmとするとより好ましい。この範囲を下回ると、芯線を挿し通す際に芯線が小幅継手に引っ掛かりやすくなり好ましくない。一方、この範囲を上回ると、濾過の際に濾過布の耳に目開きや反りが生じやすくなるので好ましくない。
【0013】
大幅継手は、1個当たりの幅を10〜150mmの範囲とすることが好ましく、20〜100mmとするとより好ましい。この範囲を下回ると、芯線を挿し通す際に芯線が大幅継手に引っ掛かりやすくなり芯線を挿し通す作業の効率が低下して好ましくない。一方この範囲を上回ると濾過の際に濾過布の接合部の中ほどに目開きが生じやすくなり好ましくない。
【0014】
大幅継手及び小幅継手は、濾過布の端部を折り返して袋部を形成し、それを上記の幅となるように切り欠いて小幅継手と大幅継手とすればよい。もしくは、濾過布の端部に織編布を断面U字形状となるように被せて袋部を形成し、それを上記の幅となるように切り欠いて小幅継手と大幅継手とすればよい。後者の場合、継手が損傷した場合に織編布を取り換えることで簡便に継手を交換することができるので好ましい。また、濾過布の種類とは独立に素材を選択することができるため継手の素材に最適の素材を選択することが可能となるので好ましい。継手形成用の織編布を使用する場合は、濾過布の端部に取り付ける前にレーザー加工により切り欠くと、効率よく継手を形成することができる。
【0015】
小幅継手と大幅継手を切り欠く際には、レーザー光を照射することで、精度よく切り欠くことができる。これにより、接合部に形成される隙間を小さくして接合部からのケーキの漏れを最小限とすることができる。
【0016】
小ピッチ部に設ける小幅継手の個数は、濾過布両端部を接合した状態を基準とし、始端側又は終端側の何れか一方の小ピッチ部一つ当たりにつき2〜20個とすることが好ましく、より好ましくは4〜10個である。ここでいう小幅継手の個数は、濾過布の始端側又は終端側の何れかにおける個数である。したがって、小ピッチ部を始端側と終端側で左右均等に配置した場合、濾過布全体で小幅継手は4〜40個(より好ましくは8〜20個)となる。この範囲を下回ると、濾過布の端部に目開きが生じやすくなり好ましくない。この範囲を上回ると、目開きが生じない点では申し分ないが、接合作業の作業性が低下して好ましくない。大ピッチ部に設ける大幅継手の個数は濾過布サイズに応じて適宜決定すればよい。
【発明の効果】
【0017】
濾過布の耳に配した小ピッチ部により、濾過布末端の目開きを防ぎつつ、小ピッチ部の間に配した大ピッチ部により、芯線を継手に引っ掛けることなく接合作業を行うことが可能となる。
【0018】
接合部の内側に少しずらして第2接合部を設けて、両接合部に大ピッチ部と小ピッチ部を有する上記継手構造を適用することで、ケーキの漏れと接合部の目開きをより効果的に防ぐことができる。接合作業を簡便に行うことができるので、接合箇所が増えることによる作業負担を軽減することができる。
【図面の簡単な説明】
【0019】
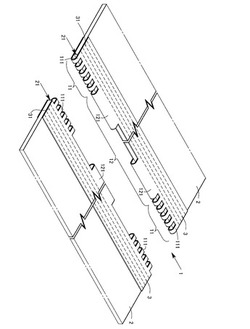
【図1】本発明の無端濾過布の継手構造を適用した無端濾過布の端部を示した斜視図である。無端濾過布は本来筒形状であるが、無端濾過布の端部以外の部分及び大ピッチ部の一部は一点鎖線で示したように省略して示した。
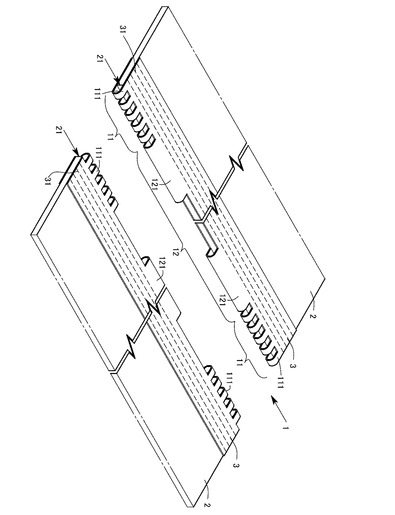
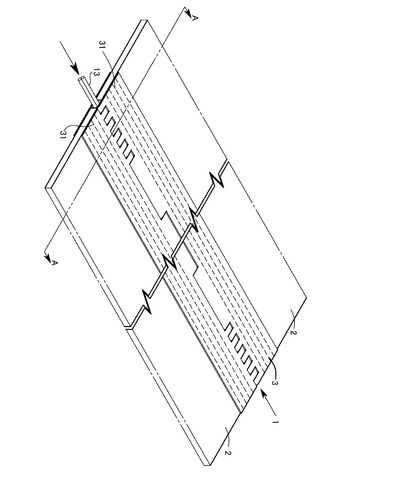
【図2】図1の無端濾過布を噛み合わせて芯線を挿し入れる様子を示した斜視図である。
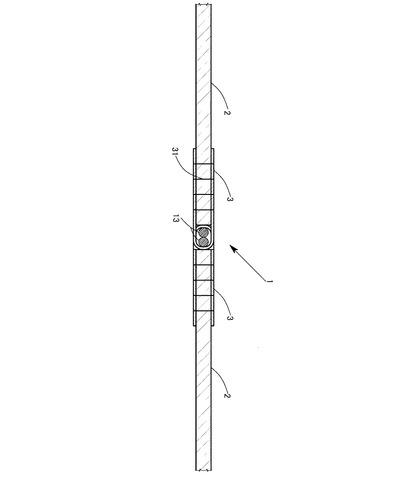
【図3】図2のA‐A断面図である。
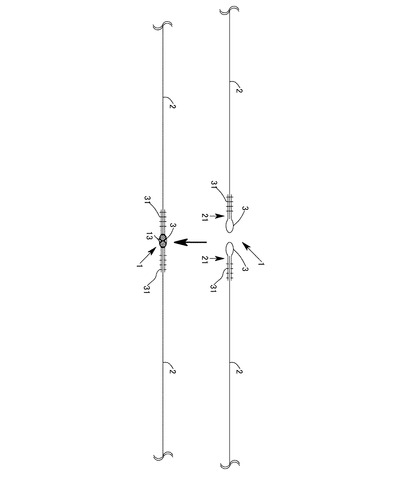
【図4】本発明の無端濾過布の継手構造の接合の手順を示した模式図である。
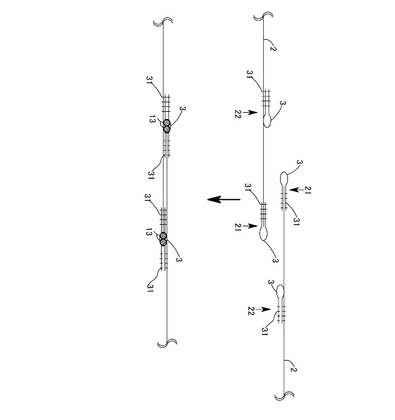
【図5】接合部の内側に第2接合部を設けてなる無端濾過布の継手構造の接合の手順を示した模式図である。
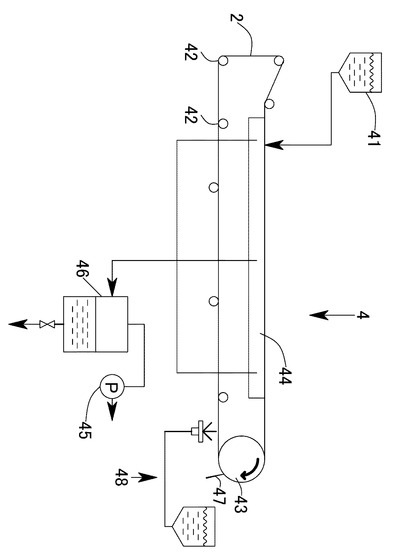
【図6】実施例で使用した水平ベルトフィルターの概略図である。
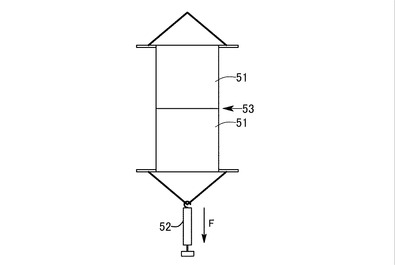
【図7】各実験例の目開き量の測定方法を示した概略図である。
【図8】10kgの荷重を掛けた状態の実験例3の濾過布の写真である。
【図9】10kgの荷重を掛けた状態の実験例4の濾過布の写真である。
【図10】10kgの荷重を掛けた状態の実験例2の濾過布の写真である。
【図11】従来の継手構造を平面視で撮影した写真である。
【発明を実施するための形態】
【0020】
以下、添付の図面を参照して具体的に説明する。
【0021】
図1は、本発明の無端濾過布の継手構造1(以下、単に継手構造と称することがある)を適用した無端濾過布2の端部を示した斜視図である。無端濾過布2は長大であるため、作図の都合上端部のみを示したが、端部同士を接続すると筒状の無端濾過布となる。本発明の継手構造は接合部21に3〜10mm幅の複数(図1では小ピッチ部1つ当たり5個、無端濾過布全体で20個)の小幅継手111を連設してなる小ピッチ部11と、20〜100mm幅の複数の大幅継手121を接合部21に連設してなる大ピッチ部12とを有する。小ピッチ部11は、芯線13を挿し入れる始端側と終端側(図2)の接合部21に配する。大ピッチ部12は小ピッチ部11の間に設ける。大ピッチ部12は数十個ないし数百個程度連設するが作図の都合上図1及び図2では途中を一点鎖線で破断して省略した。無端濾過布2の一端の小幅継手111と大幅継手121が噛み合うようにするために、他端の小幅継手111と大幅継手121は互い違いとなるように切り欠いてある。小幅継手111と大幅継手121を噛み合わせると、図2〜4に示したように継手による共通穴が形成される。その共通穴に芯線13(図2〜4の例では2本)を挿し入れることにより、無端濾過布2の端部を相互に接合する。
【0022】
小幅継手111及び大幅継手121は、無端濾過布2の端部を折り返してループ状の袋部を接合部21に沿って形成してもよいが、図1〜図3に示したように、無端濾過布2の端部にレーザー加工で切り欠きを形成した織編布3を断面U字状となるように被せて形成することが好ましい。織編布は、接着剤や縫合糸31により、無端濾過布2に固定する(図4)。これにより、図2に示したように接合部間の隙間を小さくして接合部からのケーキの漏れを最小限とすることができる。
【0023】
接合部からのケーキの漏れをより効果的に防ぐには、図5に示したように、接合部21の内側に第2接合部22を設ける。接合部21及び第2接合部22には、図1に示した小幅継手111を始端側と終端側の接合部21に連設してなる小ピッチ部11と、小ピッチ部11に挟まれ大幅継手112を連設してなる大ピッチ部12と、を有する継手構造を適用する(図5)。図5の例では、継手形成用の織編布3をレーザー加工で切り欠いて小ピッチ部11と大ピッチ部12を形成し、その後、接合部21の内側の濾過布2に縫合糸31により縫着することにより第2接合部の継手構造を形成した。第2接合部22を形成した無端濾過布2の接合は、一端の接合部21の継手と他端の第2接合部22の継手を噛み合わせて形成された2つの共通穴にそれぞれ芯線13(図5の例では2本)を挿し入れて接合を行う。
【実施例】
【0024】
以下、本発明の実施例を挙げて具体的に説明する。
【0025】
[実施例1]
図1〜図4の構成の継手構造を以下の条件で作製した。
1.継手形成用の織編布3
直径0.24mmのポリプロピレン製モノフィラメントを使用した2/2綾織りとした織編布を使用した。密度は、1インチ当たり経糸を100本、1インチ当たり緯糸を39本とした。
【0026】
2.無端濾過布2
経緯糸共に110dtexのポリエチレンテレフタレート製マルチフィラメントを使用した1/3変化斜文織の織布を使用した。密度については、1インチ当たり経糸を210本、1インチ当たり緯糸を98.5本とした。無端濾過布2の幅は500cm、長さは1,475cmである。濾過布は幅方向に接合部を設けるため、接合部の長さは500cmである。
【0027】
上記の継手形成用の織編布3を幅100cm、長さ500cmに裁断し、芯線31を挿し通す始端側と終端側に幅5mmの小幅継手をレーザー加工によりそれぞれ10個ずつ形成して小ピッチ部11とした(無端濾過布全体としては小幅継手が20個)。また、小ピッチ部11の間には、幅50mmの大幅継手をレーザー加工により98個形成して大ピッチ部12とした。この織編布3を断面U字形状になるように折り曲げて、上記の無端濾過布2の両端部に縫合糸31で縫着した。
【0028】
実施例1の無端濾過布の継手構造1を噛み合わせて形成された共通穴に、ポリエチレンテレフタレート製の直径1.5mmの芯線を2本挿し通して、無端濾過布2の両端部を接合した。実施例1の継手構造では大ピッチ部12を備えるため、芯線13を簡単に挿し込むことが可能になり、10分間で芯線13の装着を完了することができた。無端濾過布の接合部21を目視で確認したところ、ほとんど隙間が無い状態で接合されていた。
【0029】
[実施例2]
次に、実施例1の継手構造において、図5のように接合部21の内側にさらに第2接合部22を設けて、両接合部21、22に実施例1と同じ構成の継手構造(5mm幅の小幅継手111を10個ずつ始端側と終端側に連設してなる小ピッチ部11と、50mm幅の大幅継手112を98個連設してなる大ピッチ部12とを有する継手構造)を適用した。図5のように、無端濾過布2の一端の接合部21及び第2接合部22の継手構造を、他端の第2接合部22及び接合部21の継手に噛み合わせて共通穴を2つ形成した。それぞれの共通穴に実施例1と同じ2本の芯線13を挿し通して、無端濾過布2を接合した。
【0030】
実施例2の継手構造では、20分間で芯線13の装着を完了することができた。無端濾過布の接合部21を目視で確認したところ、ほとんど隙間が無い状態で接合されていた。
【0031】
次に、実施例2の継手構造で接合した無端濾過布2を、図6の水平ベルトフィルターに装着して使用した。図6は公知のベルトフィルター4であって、タンク41からスラリーを無端濾過布2の上に供給する。無端濾過布2は複数のロール42に回転可能に巻き付けられる。ロールの内の一つは駆動ロール43とし、無端濾過布2を回転させる。無端濾過布2の内側には真空トレイ44が配置され、ポンプ45により水分(濾液)を吸引してタンク46に貯留する。一方、水分を吸収された無端濾過布2上のケーキはスクレーパー47により無端濾過布2から剥がされる。その後、無端濾過布2は洗浄装置48により洗浄される。実施例2の継手構造では、面ファスナーで接合部の上にカバーを被せた場合に問題となる運転中のカバーの剥離が運転中に生じることは無く、接合部からケーキが漏れることがなかった。
【0032】
[比較例1]
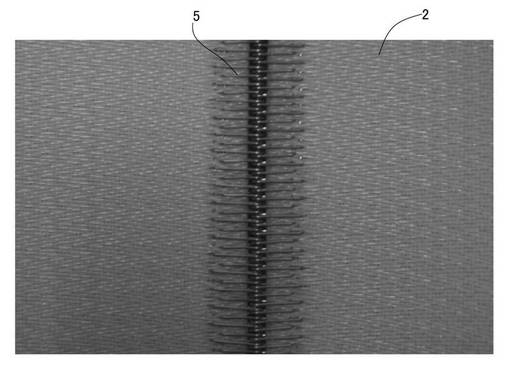
実施例1で使用したのと同じサイズの無端濾過布の接合部に幅0.5mmの金属製継手5を片側当たり7480個連設して、両端に連設した金属製継手5を噛み合わせて共通穴を形成し、そこに実施例1と同じ芯材を2本挿し通して、無端濾過布の両端部を接合した(図11参照)。比較例1の継手構造は、継手の間隔が小さいために、金属製継手5の掛け違いや、芯線13が共通穴に引っかかったりして芯線13を装着するのに60分もの時間を要した。接合部を確認したところ、無端濾過布の接合部の長手方向に沿って幅6mm程度の隙間が形成されていた。
【0033】
比較例1の継手構造で接合した無端濾過布を、図6の水平ベルトフィルターに装着して使用したところ、比較例1継手構造では、面ファスナーで接合部の上に固定したカバーが運転中に剥離し作業中に固定しなおす必要があった。また、接合部の隙間からケーキが漏れ出し濾過液に多少の混入が見られた。
【0034】
[目開き量の試験]
次に、小幅継手111と大幅継手121の幅(単位:mm)を変化させた表1に記載の継手構造(濾過布及び継手形成用の織布の素材は実施例1の物と同じ)を用いた濾過布に所定の荷重を掛けて接合部の目開き量を確認した。試験方法は以下に記載した通りである(併せて、図7の模式図参照)。なお、表1中の「継手列数」は継手構造の数を示し、例えば、実施例1(図1の構成)では、継手列数は「1列」であり、実施例2(図5の構成)では、継手列数は「2列」である。表1中の小幅継手の個数は左右均等であり、「計10個」の場合は、濾過布両端部を接合した状態で、小幅継手が左耳に5個、右耳に5個あることを意味する(図8及び図9の右耳と左耳を参照)。
1.幅30cm、長さ35cmに裁断した実施例1で使用した濾過布と同じ材質の試験濾過布51に表1の各実験例の継手構造を縫合する。
2.継手構造を噛み合わせて形成した共通穴にポリエステル製の1.5mmの芯線を2本挿し通して濾過布を接合する。
3.吊り下げた濾過布に、濾過布の下部に10kgまでの荷重Fをバネ秤52によって掛けて試験用濾過布51の接合部53の各部(左耳部分、中央部分及び右耳部分)の隙間(単位:mm)を測定するとともに変形状況を観察した。
測定結果を表2にまとめた。
【0035】
さらに、表1に記載の実験例1〜4の継手構造を用いて接合した同じ構成の濾過布に10kgの荷重Fを掛けて7日間に亘って試験用濾過布51の接合部53の各部(左耳部分、中央部分及び右耳部分)の隙間(単位:mm)を測定するとともに変形状況を観察した。測定結果を表3にまとめた。
【0036】
【表1】

【表2】
【表3】
【0037】
図8に10kgの荷重を掛けた直後の実験例3の濾過布を、図9に10kgの荷重を掛けた直後の実験例4の濾過布を示した。そして図10には、10kgの荷重を掛けた直後の実験例2の濾過布を示した。図8〜10、表1〜表3から明らかなように、本発明に係る実験例3及び4の継手構造により接合した濾過布では、荷重が掛かった際の隙間の形成が小さく抑えられていることが分かる。それに対して、実験例1では荷重を掛けると濾過布が接合部で外れてしまった。実験例2では、図10に示したように接合部において濾過布の右耳と左耳に反りが生じ、隙間の形成量も実験例3及び4に比較して大となってしまった。
【符号の説明】
【0038】
1 無端濾過布の継手構造
11 小ピッチ部
111 小幅継手
12 大ピッチ部
13 芯線
121 大幅継手
2 無端濾過布
21 接合部
22 第2接合部
3 織編布
31 縫合糸
【技術分野】
【0001】
本発明は、無端濾過布の継手構造に関するものである。
【背景技術】
【0002】
水平ベルトフィルター、ベルトフィルター、ベルトプレス、ドラムフィルター等の濾過機又は脱水機には無端濾過布が使用される。従来、特許文献1や後述する図11に示したように、濾過布の両端の接合部に1mm程度の細幅の金属製のフックを連設し、それらを交互に噛み合わせて形成した共通穴に金属製又は合成樹脂製の芯線を挿し入れることにより両端部を接合して無端濾過布としていた。
【0003】
金属製のフックは、使用により塑性変形しフック同士が噛み合わなくなり、芯線が通しにくくなるという問題があった。また、変形が生じなくともその数の多さからフックの掛け違いが起こりやすく接合作業に時間を要していた。さらに、噛み合わせた後においては共通穴に芯線を挿し通す際にフックがずれたり、フックに芯線が引っかかったりして芯線をスムーズに挿し通すことができず、接合作業に時間を要するという問題があった。水平ベルトフィルター等の濾過機に使用する濾過布は長大であり、濾過布の接合に要する時間が濾過作業の効率を低下させていた。
【0004】
また、特許文献1のようなフック同士を噛み合わせて接合する継手構造では、接合部に隙間ができるため、特許文献1に記載されているように接合部に合成樹脂を塗布したり、接合部の上に濾過布の端切れ等からなるカバーを面ファスナー等で貼り付けて漏れを防止する必要があった。水平ベルトフィルター等に使用される無端濾過布には絶えず張力が掛かることから、面ファスナー等によるカバーの貼り付けは十分でなく、無端濾過布を回転させるとカバーが剥がれてしまうという問題があった。
【0005】
一方で、特許文献2には濾過布の端部に袋部を形成し、この袋部を互い違いに切り欠いて継手構造とすることが記載されている。この切り欠いた袋部を噛み合わせて形成した共通穴に支持バー6を挿し通して2枚の濾過布を接合する。
【0006】
特許文献2の濾過布はフィルタープレス用の濾過布であって、濾過時には濾板を濾過布面に強く押し付けて濾過室を形成する(特許文献2の図1及び図2参照)。濾過布の接合部は濾過に直接に関係しないことから、引用文献2では引張時の接合部分の目開きまでは考慮されていない。また、フィルタープレス用の濾過布のサイズはそれほど大きくなく、特許文献2では接合作業の効率化までは考慮されていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9‐294906号公報
【特許文献2】特開2007‐44641号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、長大な濾過布であっても、簡便に接合することができて、しかも接合部の目開きによるケーキの漏れが少ない無端濾過布の継手構造を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明では、濾過布の両端の接合部に設けたループ状の継手を交互に噛み合わせて形成した共通穴に、芯線を挿し入れることにより濾過布の両端を接合して無端濾過布を形成する継手構造において、継手構造は、3〜10mm幅の複数の小幅継手を接合部に連設してなる小ピッチ部と、20〜100mm幅の複数の大幅継手を接合部に連設してなる大ピッチ部とを有し、前記小ピッチ部を、芯線を挿し入れる始端側と終端側の接合部に配し、前記大ピッチ部を小ピッチ部の間に配することを特徴とする無端濾過布の継手構造により上記の課題を解決する。
【0010】
また、本発明においては、接合部の内側に第2接合部を設けて、両接合部を上述の小ピッチ部と大ピッチ部とからなる継手構造として構成してもよい。すなわち、濾過布の両端の接合部の内側にさらに第2接合部を設け、前記接合部及び第2接合部は、前記接合部及び第2接合部の始端側と終端側に配され3〜10mm幅の複数の小幅継手を連設してなる小ピッチ部と、該小ピッチ部の間に配され20〜100mm幅の複数の大幅継手を連設してなる大ピッチ部とを有する無端濾過布の継手構造である。
【0011】
上述の通り無端濾過布は、水平ベルトフィルター等に使用される。水平ベルトフィルター等においては、長大な濾過布を複数の回転軸に軸支して回転させながら、濾過を行うため、濾過布には常に張力がかかることになる。本発明では、芯線を挿し入れる始端側と終端側の接合部に小幅継手を連設して小ピッチ部とする。これにより、濾過布の接合始端側と末端側(いわゆる濾過布の耳部分)での目開きを効果的に防ぐことが可能となる。一方で、始端側と終端側の濾過布に挟まれる中ほどの接合部分には、複数の大幅継手を連設して大ピッチ部とする。これにより、芯線が複数のフックに引っかかることがなくなりスムーズに芯線を挿し通すことが可能になる。
【0012】
小幅継手は、1個当たりの幅を3〜10mmの範囲とすることが好ましく、4〜8mmとするとより好ましい。この範囲を下回ると、芯線を挿し通す際に芯線が小幅継手に引っ掛かりやすくなり好ましくない。一方、この範囲を上回ると、濾過の際に濾過布の耳に目開きや反りが生じやすくなるので好ましくない。
【0013】
大幅継手は、1個当たりの幅を10〜150mmの範囲とすることが好ましく、20〜100mmとするとより好ましい。この範囲を下回ると、芯線を挿し通す際に芯線が大幅継手に引っ掛かりやすくなり芯線を挿し通す作業の効率が低下して好ましくない。一方この範囲を上回ると濾過の際に濾過布の接合部の中ほどに目開きが生じやすくなり好ましくない。
【0014】
大幅継手及び小幅継手は、濾過布の端部を折り返して袋部を形成し、それを上記の幅となるように切り欠いて小幅継手と大幅継手とすればよい。もしくは、濾過布の端部に織編布を断面U字形状となるように被せて袋部を形成し、それを上記の幅となるように切り欠いて小幅継手と大幅継手とすればよい。後者の場合、継手が損傷した場合に織編布を取り換えることで簡便に継手を交換することができるので好ましい。また、濾過布の種類とは独立に素材を選択することができるため継手の素材に最適の素材を選択することが可能となるので好ましい。継手形成用の織編布を使用する場合は、濾過布の端部に取り付ける前にレーザー加工により切り欠くと、効率よく継手を形成することができる。
【0015】
小幅継手と大幅継手を切り欠く際には、レーザー光を照射することで、精度よく切り欠くことができる。これにより、接合部に形成される隙間を小さくして接合部からのケーキの漏れを最小限とすることができる。
【0016】
小ピッチ部に設ける小幅継手の個数は、濾過布両端部を接合した状態を基準とし、始端側又は終端側の何れか一方の小ピッチ部一つ当たりにつき2〜20個とすることが好ましく、より好ましくは4〜10個である。ここでいう小幅継手の個数は、濾過布の始端側又は終端側の何れかにおける個数である。したがって、小ピッチ部を始端側と終端側で左右均等に配置した場合、濾過布全体で小幅継手は4〜40個(より好ましくは8〜20個)となる。この範囲を下回ると、濾過布の端部に目開きが生じやすくなり好ましくない。この範囲を上回ると、目開きが生じない点では申し分ないが、接合作業の作業性が低下して好ましくない。大ピッチ部に設ける大幅継手の個数は濾過布サイズに応じて適宜決定すればよい。
【発明の効果】
【0017】
濾過布の耳に配した小ピッチ部により、濾過布末端の目開きを防ぎつつ、小ピッチ部の間に配した大ピッチ部により、芯線を継手に引っ掛けることなく接合作業を行うことが可能となる。
【0018】
接合部の内側に少しずらして第2接合部を設けて、両接合部に大ピッチ部と小ピッチ部を有する上記継手構造を適用することで、ケーキの漏れと接合部の目開きをより効果的に防ぐことができる。接合作業を簡便に行うことができるので、接合箇所が増えることによる作業負担を軽減することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の無端濾過布の継手構造を適用した無端濾過布の端部を示した斜視図である。無端濾過布は本来筒形状であるが、無端濾過布の端部以外の部分及び大ピッチ部の一部は一点鎖線で示したように省略して示した。
【図2】図1の無端濾過布を噛み合わせて芯線を挿し入れる様子を示した斜視図である。
【図3】図2のA‐A断面図である。
【図4】本発明の無端濾過布の継手構造の接合の手順を示した模式図である。
【図5】接合部の内側に第2接合部を設けてなる無端濾過布の継手構造の接合の手順を示した模式図である。
【図6】実施例で使用した水平ベルトフィルターの概略図である。
【図7】各実験例の目開き量の測定方法を示した概略図である。
【図8】10kgの荷重を掛けた状態の実験例3の濾過布の写真である。
【図9】10kgの荷重を掛けた状態の実験例4の濾過布の写真である。
【図10】10kgの荷重を掛けた状態の実験例2の濾過布の写真である。
【図11】従来の継手構造を平面視で撮影した写真である。
【発明を実施するための形態】
【0020】
以下、添付の図面を参照して具体的に説明する。
【0021】
図1は、本発明の無端濾過布の継手構造1(以下、単に継手構造と称することがある)を適用した無端濾過布2の端部を示した斜視図である。無端濾過布2は長大であるため、作図の都合上端部のみを示したが、端部同士を接続すると筒状の無端濾過布となる。本発明の継手構造は接合部21に3〜10mm幅の複数(図1では小ピッチ部1つ当たり5個、無端濾過布全体で20個)の小幅継手111を連設してなる小ピッチ部11と、20〜100mm幅の複数の大幅継手121を接合部21に連設してなる大ピッチ部12とを有する。小ピッチ部11は、芯線13を挿し入れる始端側と終端側(図2)の接合部21に配する。大ピッチ部12は小ピッチ部11の間に設ける。大ピッチ部12は数十個ないし数百個程度連設するが作図の都合上図1及び図2では途中を一点鎖線で破断して省略した。無端濾過布2の一端の小幅継手111と大幅継手121が噛み合うようにするために、他端の小幅継手111と大幅継手121は互い違いとなるように切り欠いてある。小幅継手111と大幅継手121を噛み合わせると、図2〜4に示したように継手による共通穴が形成される。その共通穴に芯線13(図2〜4の例では2本)を挿し入れることにより、無端濾過布2の端部を相互に接合する。
【0022】
小幅継手111及び大幅継手121は、無端濾過布2の端部を折り返してループ状の袋部を接合部21に沿って形成してもよいが、図1〜図3に示したように、無端濾過布2の端部にレーザー加工で切り欠きを形成した織編布3を断面U字状となるように被せて形成することが好ましい。織編布は、接着剤や縫合糸31により、無端濾過布2に固定する(図4)。これにより、図2に示したように接合部間の隙間を小さくして接合部からのケーキの漏れを最小限とすることができる。
【0023】
接合部からのケーキの漏れをより効果的に防ぐには、図5に示したように、接合部21の内側に第2接合部22を設ける。接合部21及び第2接合部22には、図1に示した小幅継手111を始端側と終端側の接合部21に連設してなる小ピッチ部11と、小ピッチ部11に挟まれ大幅継手112を連設してなる大ピッチ部12と、を有する継手構造を適用する(図5)。図5の例では、継手形成用の織編布3をレーザー加工で切り欠いて小ピッチ部11と大ピッチ部12を形成し、その後、接合部21の内側の濾過布2に縫合糸31により縫着することにより第2接合部の継手構造を形成した。第2接合部22を形成した無端濾過布2の接合は、一端の接合部21の継手と他端の第2接合部22の継手を噛み合わせて形成された2つの共通穴にそれぞれ芯線13(図5の例では2本)を挿し入れて接合を行う。
【実施例】
【0024】
以下、本発明の実施例を挙げて具体的に説明する。
【0025】
[実施例1]
図1〜図4の構成の継手構造を以下の条件で作製した。
1.継手形成用の織編布3
直径0.24mmのポリプロピレン製モノフィラメントを使用した2/2綾織りとした織編布を使用した。密度は、1インチ当たり経糸を100本、1インチ当たり緯糸を39本とした。
【0026】
2.無端濾過布2
経緯糸共に110dtexのポリエチレンテレフタレート製マルチフィラメントを使用した1/3変化斜文織の織布を使用した。密度については、1インチ当たり経糸を210本、1インチ当たり緯糸を98.5本とした。無端濾過布2の幅は500cm、長さは1,475cmである。濾過布は幅方向に接合部を設けるため、接合部の長さは500cmである。
【0027】
上記の継手形成用の織編布3を幅100cm、長さ500cmに裁断し、芯線31を挿し通す始端側と終端側に幅5mmの小幅継手をレーザー加工によりそれぞれ10個ずつ形成して小ピッチ部11とした(無端濾過布全体としては小幅継手が20個)。また、小ピッチ部11の間には、幅50mmの大幅継手をレーザー加工により98個形成して大ピッチ部12とした。この織編布3を断面U字形状になるように折り曲げて、上記の無端濾過布2の両端部に縫合糸31で縫着した。
【0028】
実施例1の無端濾過布の継手構造1を噛み合わせて形成された共通穴に、ポリエチレンテレフタレート製の直径1.5mmの芯線を2本挿し通して、無端濾過布2の両端部を接合した。実施例1の継手構造では大ピッチ部12を備えるため、芯線13を簡単に挿し込むことが可能になり、10分間で芯線13の装着を完了することができた。無端濾過布の接合部21を目視で確認したところ、ほとんど隙間が無い状態で接合されていた。
【0029】
[実施例2]
次に、実施例1の継手構造において、図5のように接合部21の内側にさらに第2接合部22を設けて、両接合部21、22に実施例1と同じ構成の継手構造(5mm幅の小幅継手111を10個ずつ始端側と終端側に連設してなる小ピッチ部11と、50mm幅の大幅継手112を98個連設してなる大ピッチ部12とを有する継手構造)を適用した。図5のように、無端濾過布2の一端の接合部21及び第2接合部22の継手構造を、他端の第2接合部22及び接合部21の継手に噛み合わせて共通穴を2つ形成した。それぞれの共通穴に実施例1と同じ2本の芯線13を挿し通して、無端濾過布2を接合した。
【0030】
実施例2の継手構造では、20分間で芯線13の装着を完了することができた。無端濾過布の接合部21を目視で確認したところ、ほとんど隙間が無い状態で接合されていた。
【0031】
次に、実施例2の継手構造で接合した無端濾過布2を、図6の水平ベルトフィルターに装着して使用した。図6は公知のベルトフィルター4であって、タンク41からスラリーを無端濾過布2の上に供給する。無端濾過布2は複数のロール42に回転可能に巻き付けられる。ロールの内の一つは駆動ロール43とし、無端濾過布2を回転させる。無端濾過布2の内側には真空トレイ44が配置され、ポンプ45により水分(濾液)を吸引してタンク46に貯留する。一方、水分を吸収された無端濾過布2上のケーキはスクレーパー47により無端濾過布2から剥がされる。その後、無端濾過布2は洗浄装置48により洗浄される。実施例2の継手構造では、面ファスナーで接合部の上にカバーを被せた場合に問題となる運転中のカバーの剥離が運転中に生じることは無く、接合部からケーキが漏れることがなかった。
【0032】
[比較例1]
実施例1で使用したのと同じサイズの無端濾過布の接合部に幅0.5mmの金属製継手5を片側当たり7480個連設して、両端に連設した金属製継手5を噛み合わせて共通穴を形成し、そこに実施例1と同じ芯材を2本挿し通して、無端濾過布の両端部を接合した(図11参照)。比較例1の継手構造は、継手の間隔が小さいために、金属製継手5の掛け違いや、芯線13が共通穴に引っかかったりして芯線13を装着するのに60分もの時間を要した。接合部を確認したところ、無端濾過布の接合部の長手方向に沿って幅6mm程度の隙間が形成されていた。
【0033】
比較例1の継手構造で接合した無端濾過布を、図6の水平ベルトフィルターに装着して使用したところ、比較例1継手構造では、面ファスナーで接合部の上に固定したカバーが運転中に剥離し作業中に固定しなおす必要があった。また、接合部の隙間からケーキが漏れ出し濾過液に多少の混入が見られた。
【0034】
[目開き量の試験]
次に、小幅継手111と大幅継手121の幅(単位:mm)を変化させた表1に記載の継手構造(濾過布及び継手形成用の織布の素材は実施例1の物と同じ)を用いた濾過布に所定の荷重を掛けて接合部の目開き量を確認した。試験方法は以下に記載した通りである(併せて、図7の模式図参照)。なお、表1中の「継手列数」は継手構造の数を示し、例えば、実施例1(図1の構成)では、継手列数は「1列」であり、実施例2(図5の構成)では、継手列数は「2列」である。表1中の小幅継手の個数は左右均等であり、「計10個」の場合は、濾過布両端部を接合した状態で、小幅継手が左耳に5個、右耳に5個あることを意味する(図8及び図9の右耳と左耳を参照)。
1.幅30cm、長さ35cmに裁断した実施例1で使用した濾過布と同じ材質の試験濾過布51に表1の各実験例の継手構造を縫合する。
2.継手構造を噛み合わせて形成した共通穴にポリエステル製の1.5mmの芯線を2本挿し通して濾過布を接合する。
3.吊り下げた濾過布に、濾過布の下部に10kgまでの荷重Fをバネ秤52によって掛けて試験用濾過布51の接合部53の各部(左耳部分、中央部分及び右耳部分)の隙間(単位:mm)を測定するとともに変形状況を観察した。
測定結果を表2にまとめた。
【0035】
さらに、表1に記載の実験例1〜4の継手構造を用いて接合した同じ構成の濾過布に10kgの荷重Fを掛けて7日間に亘って試験用濾過布51の接合部53の各部(左耳部分、中央部分及び右耳部分)の隙間(単位:mm)を測定するとともに変形状況を観察した。測定結果を表3にまとめた。
【0036】
【表1】
【表2】
【表3】
【0037】
図8に10kgの荷重を掛けた直後の実験例3の濾過布を、図9に10kgの荷重を掛けた直後の実験例4の濾過布を示した。そして図10には、10kgの荷重を掛けた直後の実験例2の濾過布を示した。図8〜10、表1〜表3から明らかなように、本発明に係る実験例3及び4の継手構造により接合した濾過布では、荷重が掛かった際の隙間の形成が小さく抑えられていることが分かる。それに対して、実験例1では荷重を掛けると濾過布が接合部で外れてしまった。実験例2では、図10に示したように接合部において濾過布の右耳と左耳に反りが生じ、隙間の形成量も実験例3及び4に比較して大となってしまった。
【符号の説明】
【0038】
1 無端濾過布の継手構造
11 小ピッチ部
111 小幅継手
12 大ピッチ部
13 芯線
121 大幅継手
2 無端濾過布
21 接合部
22 第2接合部
3 織編布
31 縫合糸
【特許請求の範囲】
【請求項1】
濾過布の両端の接合部に設けたループ状の継手を交互に噛み合わせて形成した共通穴に、芯線を挿し入れることにより濾過布の両端を接合して無端濾過布を形成する継手構造において、
継手構造は、3〜10mm幅の複数の小幅継手を接合部に連設してなる小ピッチ部と、20〜100mm幅の複数の大幅継手を接合部に連設してなる大ピッチ部とを有し、
前記小ピッチ部を芯線を挿し入れる始端側と終端側の接合部に配し、前記大ピッチ部を小ピッチ部の間に配することを特徴とする無端濾過布の継手構造。
【請求項2】
濾過布の両端の接合部の内側にさらに第2接合部を設け、
前記接合部及び第2接合部は、前記接合部及び第2接合部の始端側と終端側に配され3〜10mm幅の複数の小幅継手を連設してなる小ピッチ部と、該小ピッチ部の間に配され20〜100mm幅の複数の大幅継手を連設してなる大ピッチ部とを有する請求項1に記載の無端濾過布の継手構造。
【請求項1】
濾過布の両端の接合部に設けたループ状の継手を交互に噛み合わせて形成した共通穴に、芯線を挿し入れることにより濾過布の両端を接合して無端濾過布を形成する継手構造において、
継手構造は、3〜10mm幅の複数の小幅継手を接合部に連設してなる小ピッチ部と、20〜100mm幅の複数の大幅継手を接合部に連設してなる大ピッチ部とを有し、
前記小ピッチ部を芯線を挿し入れる始端側と終端側の接合部に配し、前記大ピッチ部を小ピッチ部の間に配することを特徴とする無端濾過布の継手構造。
【請求項2】
濾過布の両端の接合部の内側にさらに第2接合部を設け、
前記接合部及び第2接合部は、前記接合部及び第2接合部の始端側と終端側に配され3〜10mm幅の複数の小幅継手を連設してなる小ピッチ部と、該小ピッチ部の間に配され20〜100mm幅の複数の大幅継手を連設してなる大ピッチ部とを有する請求項1に記載の無端濾過布の継手構造。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−152703(P2012−152703A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−15115(P2011−15115)
【出願日】平成23年1月27日(2011.1.27)
【出願人】(592062552)中尾フイルター工業株式会社 (6)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月27日(2011.1.27)
【出願人】(592062552)中尾フイルター工業株式会社 (6)
【Fターム(参考)】
[ Back to top ]