
無線用ICタグ及び無線用ICタグの製造方法
【課題】ケーブルなどに実装しても脱落や高温破壊のおそれが少ない無線用ICタグ及び無線用ICタグの製造方法を提供する。
【解決手段】ガラスエポキシ基板61の表面に、等間隔のピッチで多数の第1のアンテナ3aを形成し、その裏面に、第1のアンテナ3aのそれぞれと対向する位置に第2のアンテナ8aをそれぞれ形成する。そして、第1のアンテナ3aの中央部付近に個別にICチップ4を搭載して対応する第1のアンテナ3aに接続する。さらに、ガラスエポキシ基板61を切断し、無線用ICタグ25に分解する。こうして製造した無線用ICタグ25を、ケーブル65の製造工程中における成形時に、絶縁性のケーブル外被66に埋め込む。
【選択図】図9

【解決手段】ガラスエポキシ基板61の表面に、等間隔のピッチで多数の第1のアンテナ3aを形成し、その裏面に、第1のアンテナ3aのそれぞれと対向する位置に第2のアンテナ8aをそれぞれ形成する。そして、第1のアンテナ3aの中央部付近に個別にICチップ4を搭載して対応する第1のアンテナ3aに接続する。さらに、ガラスエポキシ基板61を切断し、無線用ICタグ25に分解する。こうして製造した無線用ICタグ25を、ケーブル65の製造工程中における成形時に、絶縁性のケーブル外被66に埋め込む。
【選択図】図9
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、誘電率の大きな部材への取り付けに好適な無線用ICタグ及び無線用ICタグの製造方法に関し、特に、電力ケーブルや通信ケーブルなどへの取り付けに好適な無線用ICタグ、及び、無線用ICタグの製造方法に関するものである。
【背景技術】
【0002】
物品の管理や盗難の防止、偽造の防止などを目的として、非接触で物品の情報を得る無線用タグの開発実用化が進められている。例えば盗難防止を目的として利用される従来の無線用タグに、アンテナとして機能する導体を含む共振回路とスペーサとして用いる絶縁性基材シートとで構成されるものがある(例えば、特許文献1参照)。この無線用タグ(特許文献1では、「盗難防止用タグ」と称している)に所定周波数の電波を送信し、それを受信した無線用タグが送信する電波を検出することにより、物品の盗難の監視に利用している。特許文献1に記載の従来の無線用タグは、高感度であること、つまり検知できる距離が長いことを特徴としている。
【0003】
また、電力ケーブルや通信ケーブルの表面または外被内に無線用ICタグを実装して、ケーブルの製造者、製造年月日、ケーブル仕様、ケーブル長などのケーブル情報を非接触で読み取る技術も知られている(例えば、特許文献2参照)。この技術によれば、ケーブル上の所定の間隔ごとに無線用ICタグを実装しているので、埋設されたケーブルの端末のみならず任意の位置のケーブル情報を読み取ることができる。
【特許文献1】特開平11−339142号公報(段落番号0006〜0007)
【特許文献2】特開2003−203527号公報(段落番号0010〜0019、図1)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば、前記した無線用タグを金属製の物品に貼付して用いると、無線用タグが受信した電波が金属製の物品に吸収され、結果的に、無線用タグが送信する電波の強度が弱くなることから、検知できる距離が短くなるという問題があった。
【0005】
この問題は、無線用タグにICチップを加えた無線用ICタグにおいても同様に発生する。無線用ICタグは、基材、基材上に形成される金属箔よりなるアンテナ、アンテナ上に配置され予め情報が書き込まれているICチップ、及び基材と物品との間に配置されるスペーサにより構成される。無線用ICタグに対して外部アンテナから所定の周波数の電波が送信されると、アンテナで受信した電波から作動電力を生成してICチップを動作させ、ICチップに予め書き込まれている情報を読み出し、アンテナから送信する。この情報が外部アンテナにより受信される。無線用ICタグを金属製の物品等に貼付して用いた場合、無線用ICタグが受信した電波が金属製の物品に吸収されることから、充分な作動電力を得ることが出来なくなり、結果的に、ICチップを動作させて情報を読み出し、それを必要な距離にまで送信することができなくなる。
【0006】
この問題を解決するためには、スペーサを厚くする必要があるが、それは無線用ICタグの大型化(ここでは厚みが増すこと)につながることから、安易には実行することができない。
【0007】
図6は、前記した従来の無線用ICタグのスペーサの厚みを変化させた場合の通信距離の特性を示すグラフである。スペーサの厚みが1mmの場合には、通信距離は10mm程度と短い。逆に、通信距離を最も長く(約150mm)するには、15mm以上の厚みのスペーサが必要となる。ただしアンテナの長さを53mmとした。
【0008】
このようにスペーサの厚みを厚くすれば、通信距離を長くすることは可能である。しかし通信距離を長くするためにスペーサの厚みを厚くすることは、無線用ICタグの大型化を招くこととなり、応用分野が限定されるなどの大きな障害が生じ、また、実際に利用する状況でも、人や物が無線用ICタグに接触して剥がれたりするなど、使い勝手の悪いものとなってしまう。
【0009】
また、ケーブルに無線用ICタグを実装する場合においても、ケーブルの内部が銅などの金属導体であったり、外被の内側に金属製のシールド層が施してあったりするので、無線用ICタグの通信距離は大幅に低下してしまう。さらには、ケーブルの表面に無線用ICタグを貼付すると脱落しやすいし、ケーブルの内部に無線用ICタグを埋め込む場合はケーブル成形時の高温に無線用ICタグの基板が耐えられないなど、無線用ICタグをケーブルに用いるときの使い勝手の悪さは依然として解消されない。
【0010】
本発明は、このような問題を鑑みてなされたものであり、ケーブルなどに実装しても脱落や高温破壊のおそれが少ない無線用ICタグ及び無線用ICタグの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記した課題を解決するために、本発明による無線用ICタグは、ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグであって、耐熱性の絶縁材料で形成された第2のスペーサと、前記第2のスペーサの一面に形成され、前記ICチップを搭載してそのICチップに記録されている識別情報を送信する第1のアンテナと、前記第2のスペーサの他面に形成され、前記第1のアンテナにおける所定の周波数の電波に共振する第2のアンテナとを備え、前記絶縁性外被が、前記第1のアンテナと前記ケーブルの内部導体またはシールド層との間の距離を保持する第1のスペーサとして機能することを特徴とする。
【0012】
さらに、本発明による無線用ICタグの製造方法は、ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグの製造方法であって、ガラスエポキシ基板の第1の面に、等間隔のピッチで多数の第1のアンテナを形成する工程と、前記ガラスエポキシ基板の第2の面において、前記第1のアンテナのそれぞれと対向する位置に第2のアンテナをそれぞれ形成する工程と、多数の前記第1のアンテナのそれぞれの中央部付近に個別にICチップを搭載して対応する第1のアンテナに接続する工程と、前記ガラスエポキシ基板を切断して、前記第1の面に1個の前記ICチップを搭載した1個の前記第1のアンテナを備え、前記第2の面に1個の前記第2のアンテナを備える無線用ICタグに分解する工程と、前記ケーブルの製造工程中における成形時に前記無線用ICタグを前記絶縁性外被に埋め込む工程とを実行することを特徴とする。
【発明の効果】
【0013】
本発明の無線用ICタグによれば、ケーブル成形時の高温にも耐えることができるので、例えばケーブルの外被内に実装できる。これによってケーブルから脱落するおそれがなくなり、かつ、通信距離も長くすることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態について、適宜図面を参照しながら詳細に説明する。
<実施の形態1>
【0015】
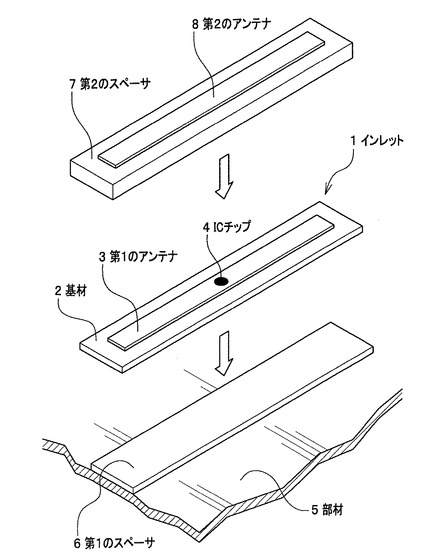
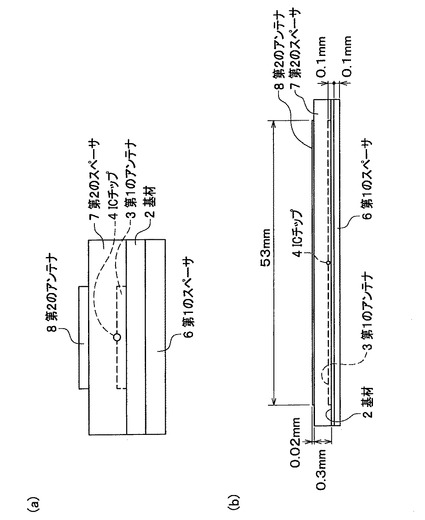
図1に、本発明の実施の形態1に係る無線用ICタグの構造を示す。また、図2(a)は、図1の無線用ICタグの幅方向の断面図、図2(b)は、図1の無線用ICタグの長さ方向の断面図である。図1に記載の無線用ICタグのうち、基材2、アンテナ(第1のアンテナ)3、及びICチップ4から構成される板状のものは、一般にインレット1と呼ばれている。なお、符号5は、無線用ICタグが取り付けられる部材である。
【0016】
実施の形態1に係る無線用ICタグは、ID情報を記憶したICチップ4に接続される第1のアンテナ3が基材2に取り付けられて構成されたインレット1と、インレット1の下面(例えば金属製の部材5側)に取り付けられる第1のスペーサ6、インレット1の上面(金属製の部材5側の反対側)に取り付けられる第2のスペーサ7、及び、第2のスペーサ7上に取り付けられ共振体としての役割をもつ第2のアンテナ8により構成される。
【0017】
インレット1自体は、例えば、ポリイミド樹脂材料よりなる板状の基材2上に、上面に錫メッキを施した銅箔製の第1のアンテナ3、最大128ビットのIDコードが予め書き込まれているICチップ4が配置された構造をしている。このインレット1の下面に配置される第1のスペーサ6の厚みは、図2(b)の例では0.1mmであり、その材料としては、誘電率が1に近い発泡材、具体的にはウレタン系、アクリル系、あるいは合成ゴム系などの材料が用いられ、コスト面、耐久性の面、接着力の面を考慮して適宜選択される。第1のスペーサ6の幅及び長さ方向の寸法に、特に制約はない。
【0018】
なお、インレット1自体は既に知られたものであり、詳しくは、ICチップ4に接続した第1のアンテナ3が、その幅方向に向かって短冊状に、板状の基材(図1の基材2の幅寸法に切断される前の板材を意味する)上に、例えば、1万個並べて配置されロール状に巻かれてパッケージされたもの(一般にTCP(Tape Carrier Package)インレットと呼ばれている)やシート状のものが既にインレット材として知られている。
【0019】
インレット1の上面に取り付けられる第2のスペーサ7の材料には、ウレタン系、アクリル系、合成ゴム系などの誘電率が1に近い発泡材やゴムなどの絶縁材料を利用することができる。その厚みは図2(b)の例では0.3mmとしている。第2のスペーサ7の幅や長さ方向の寸法についても特に制約は無く、製造し易い寸法にすることが可能である。
【0020】
第2のスペーサ7上に配置される第2のアンテナ8は、第1のアンテナ3と同様、銅箔により形成しているが、これに限定されるものではなく、アルミニウム箔、導電性インク(カーボン樹脂をインクに練り込んだもの)等により形成することも可能である。その厚みは、例えば、約0.02mmであり、長さは後記する理由により53mmとしている。第2のアンテナ8の幅寸法に関しては特に制約はない。
【0021】
図3は、第2のスペーサ7として用いる絶縁材料の誘電率を一定とした場合の第2のアンテナ8の長さに対する通信距離を測定した実験の結果を示すグラフである。図3に示すように、第2のアンテナ8の長さが約45mmまでは通信距離は約12mmと一定であったが、第2のアンテナ8の長さを長くしていくと、45mmを超える長さから急に通信距離が長くなり、53mmの長さにした場合、通信距離が約130mmとなった。さらに第2のアンテナ8の長さを長くしていくと、逆に通信距離は急に短くなり、約60mmの長さに達すると、全く通信できない状態(通信距離が0)となった。実施の形態1では、この実験結果に基づいて、最も通信距離が長くなった53mmを第2のアンテナ8の長さとしている。
【0022】
通信距離を長くするためには、第2のスペーサ7として用いる絶縁材料には、誘電率の小さい材料の方が有利である。また、第1のスペーサ6として用いる絶縁材料と第2のスペーサ7として用いる絶縁材料の材質は、同じものでも異なるものでもよいが、第2のスペーサ7として用いる絶縁材料の材質が、より通信距離に影響を与えることがわかっている。例えば、第1のスペーサ6の材質の誘電率が空気に近い発泡材で、第2のスペーサ7の材質がゴムの場合、第2のスペーサ7の材質の誘電率が大きいことから、通信距離は短いものとなってしまう。
【0023】
第2のアンテナ8の長さは、無線用ICタグから情報を読み取る為に用いられる所定の周波数(2.45GHz)の電波の波長の1/2とした場合に、通信距離が最も長くなることが理論的に知られている。ただし、その長さは第2のスペーサ7の誘電率などにより変化する。第2のスペーサ7として誘電率の大きい絶縁材料を用いると、第2のアンテナ8の長さを短くすることができる。例えば、実験結果は図示しないが、第2のスペーサ7の絶縁材料としてクロロプレンゴムを用いると、第2のアンテナ8の長さを前記した53mmから45mmに短縮することができることがわかっている。
【0024】
このように通信距離と第2のアンテナ8の長さは、第2のスペーサ7として用いる絶縁材料の誘電率について、トレードオフの関係にある。このため、適切な誘電率の絶縁材料を選択することにより、第2のスペーサ7と第2のアンテナ8とを付加したことによる薄型化と共にアンテナ長の短縮による長さ方向の寸法の短縮を兼ね備え、比較的長い通信距離を確保することができる無線用ICタグを実現することが可能となる。前記した例の場合、第1のアンテナ3の長さも第2のアンテナ8と同じ長さの45mmとすることができるので、薄型化と共に長さ方向の寸法を短縮でき、無線用ICタグの小型化を実現できる。
【0025】
表1に、第1のスペーサ6と第2のスペーサ7の厚みを変えた場合の、無線用ICタグの例を示す。なお、インレット1及び第2のアンテナ8は同じ厚みのものを用いている。
【0026】
【表1】
【0027】
表1に示すように、例1の構造にすることにより、無線用ICタグを最も薄型にすることができる。例えば、無線用ICタグの薄型化を優先する場合には、例1に示す無線用ICタグを用いればよい。ただし、例2、例3と比べると、第1のスペーサ6の材質によっては、第2のアンテナ8の長さを規定の長さに調整する精度が要求され、それが満たされない場合、無線用ICタグの通信距離にばらつきを生じることとなる。例1は、図2(b)に記載した実施の形態1に係る無線用ICタグに相当する。
【0028】
例2の無線用ICタグの場合は、例1の無線用ICタグよりも厚いものとなるが、第2のアンテナ8の長さを規定の長さに調整する精度が例1ほどには要求されず、精度が満たされない場合でも、例1の無線用ICタグよりは、安定した通信距離を確保することができる。例えば、無線用ICタグの薄型化を必ずしも優先せず、調整工数を少なくすることにより製造コストを低下させたい場合に利用できる。
【0029】
なお、例1,2,3にも示されているように、第2のスペーサ7の厚みは第1のスペーサ6の厚みよりも厚いことが、通信距離を長くすることにとって望ましい。
【0030】
例3の無線用ICタグの場合は、例2のものよりもさらに厚い無線用ICタグとなってしまうが、図6からわかるように、第1のスペーサ6の厚みを増すことにより、通信距離を長くすることができるので、無線用ICタグの用途によっては利用することができる。
【0031】
次に無線用ICタグを用いたシステムの動作について説明する(適宜、図1を参照する)。
図4に、ICタグシステムの構成図を示す。ICタグシステムは、無線用ICタグと、この無線用ICタグとの間で所定の周波数の電波を送受信する外部アンテナ30、外部アンテナ30での電波の送受信を制御するリーダ31、リーダ31に対して無線用ICタグに記憶されたIDコードの読み取りを指示するホストコンピュータ32から構成される。また、リーダ31内のRF(Radio Frequency)送受信部311は、送受信する信号の入出力や変復調を行い、制御部312は、ホストコンピュータ32との通信やRF送受信部311との間での信号の入出力を行う。
【0032】
例として、金属製の部材5に取り付けられた無線用ICタグに記憶されたIDコードを読み取る場合について説明する。リーダ31内の制御部312は、ホストコンピュータ32から無線用ICタグに記憶されたIDコードを読み取る指示を受けると、RF送受信部311を制御し、外部アンテナ30から無線用ICタグに対して所定の周波数(2.45GHz)の電波を送信する。この電波を受信した無線用ICタグ側の第2のアンテナ8が、同様に受信した第1のアンテナ3と共に共振して、従来に比べて大きな作動電力を発生し、この作動電力によってICチップ4を動作させ、予め書き込まれているIDコードを読み出して、外部アンテナ30へ送信する。リーダ31は、外部アンテナ30を介して無線用ICタグからのIDコードを受信し、制御部312は、受信したIDコードをRF送受信部311から受け取りホストコンピュータ32へ送る。ホストコンピュータ32では、IDコードを受け取り、例えば、これを無線用ICタグが取り付けられた部材5に関する情報として利用する。
【0033】
なお、従来の無線用ICタグの通信距離は10mmでしかなかったが、実施の形態1に記載の無線用ICタグではその通信距離を前記したように130mmとすることができるので、図4に示す無線用ICタグと外部アンテナ30との距離を、130mmとすることができる。その結果、従来は誘電率の大きな、例えば、金属製の部材5に適した専用の外部アンテナ(距離が短い通信を可能とする外部アンテナ)を外部アンテナ30として用いる必要があったが、前記したように通信距離が長くなることにより、一般的に使用されている通常の外部アンテナを用いることが可能となった。
【0034】
ここで、実施の形態1に記載の無線用ICタグが取り付けられるのに好適な部材5としては、前記したように金属製のみならず、例えば、水の入ったガラス部材、さらには、動物の体等、水分を多く含んで誘電率の大きいものであっても良い。
【0035】
実施の形態1によれば、無線用ICタグの全体の厚みを抑えつつ、所定の周波数での通信距離を、従来の無線用ICタグの通信距離に比べて約13倍に長くすることができた。また、第1のスペーサ6と第2のスペーサ7に絶縁材料を用い、さらに、第2のスペーサ7の厚みを第1のスペーサ6の厚みより厚くすることにより、通信距離を長くすることにとって、より効果的な無線用ICタグを実現する。なお、無線用ICタグの各アンテナとスペーサとの結合手段には、接着を利用することができる。
<実施の形態2>
【0036】
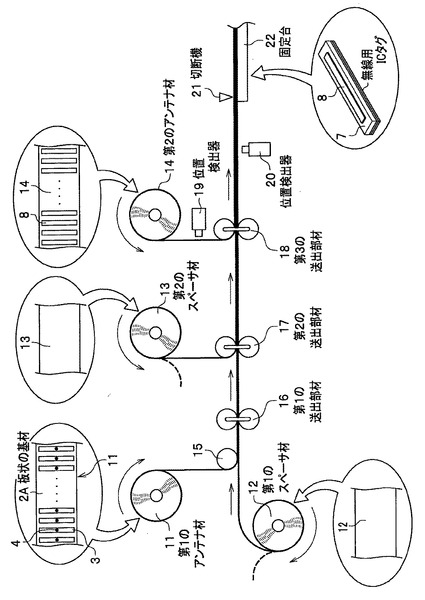
図5は、本発明に係る無線用ICタグ(図1に示した構造の無線用ICタグ)を製造する無線用ICタグ製造装置の構成の概略を示す。図1と同じ構成要素については同一の符号を付してある。なお、後記するインレット材11、第1のスペーサ材12、第2のスペーサ材13、第2のアンテナ材14のそれぞれの材料の近くに円で囲んで示す図は、その材料の一部を平面視した図であり、また図5の右下に円で囲んで示す図は、当該無線用ICタグ製造装置により製造された無線用ICタグ(図1と同様の構造のもの)の斜視図である。
【0037】
図5において、符号11は第1のアンテナ材(詳しくはインレット材)であり、前記したように、図1に示したICチップ4が接続された第1のアンテナ3がその幅方向に向かって短冊状に板状の基材2A上に、例えば、1万個並べて配置されロール状に巻かれたもの(TCPインレット)が既に知られているので、これをそのまま用いることも可能である。符号12は発泡材よりなる第1のスペーサ材(図1の第1のスペーサ6の幅寸法に切断される前の板材を意味する)であり、一方の面に粘着面として、例えば、両面テープが接着され、その状態でロール状に巻かれている。符号13は発泡材よりなる第2のスペーサ材(図1の第2のスペーサ7の幅寸法に切断される前の板材を意味する)であり、両面に粘着面として、例えば、両面テープが接着され、その状態でロール状に巻かれている。符号14は第2のアンテナ材であり、第2のアンテナ8がその幅方向に向かって短冊状に保護膜をベース材として、例えば、1万個並べて配置された状態でロール状に巻かれている。なお、第2のアンテナ材14としては、他に、短冊状ではなく、銅板等の板材が用いられる場合もあり、この際は、後記するように、第1のスペーサ6や第2のスペーサ7と同様の幅寸法に切断されて、無線用ICタグとして製造されることになる。
【0038】
符号15はローラであり、図示しない駆動源により送り出されて来る第1のアンテナ材11の、例えば、両端に等間隔に形成された孔(図示せず)に係合して引き出すスプロケット部を有する。符号16は送り出されて来る第1のアンテナ材11及び図示しない駆動源により送り出されて来る第1のスペーサ材12を圧着すると共に前方(矢印の方向)に送り出す第1の送出部材、符号17は第1の送出部材16により圧着されて送り出されて来る板材と図示しない駆動源により送り出されて来る第2のスペーサ材13を圧着すると共に前方(矢印の方向)に送り出す第2の送出部材、符号18は第2の送出部材17により圧着されて送り出されて来る板材と図示しない駆動源により送り出されて来る第2のアンテナ材14を圧着すると共に前方(矢印の方向)に送り出す第3の送出部材である。
【0039】
符号19は第2のアンテナ材14の送り出しタイミングを制御するための信号を発生する位置検出器であり、第2のアンテナ材14が、図5に示すように第2のアンテナ8が短冊状に、その幅方向に並置されたものであった場合に必要になるものである。符号20は第3の送出部材18により送り出されて来る無線用ICタグ材を切断機21によって切断するタイミングを制御するための信号を発生する位置検出器である。符号22は固定台であり、切断機21により無線用ICタグ材を切断する際の台となるとともに、切断されて製造される、図1に示す一つの無線用ICタグの載置台としても用いられる。
【0040】
無線用ICタグ製造装置を用いて無線用ICタグを製造する製造工程を、図5を参照して説明する。まず、第1のスペーサ材12が図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて第1の送出部材16へ送り出されて来る。また、これと同時に、第1のアンテナ材11が図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて送り出され、やがてその両端に形成されている図示しない孔がローラ15のスプロケット部と係合して第1の送出部材16へと送り出されて来る。第1のスペーサ材12は、送り出される際に、破線で示すように粘着面を覆っているカバーが剥されて(この際、除電処理が施される)送り出されるので、ローラ15の位置を第1のアンテナ材11が通過した後は、第1のスペーサ材12の粘着面に第1のアンテナ材11が接着されるようになり、その後、これらの板材は、第1の送出部材16によって圧着されかつ第2の送出部材17の方向へと送り出される。
【0041】
第1の送出部材16により板材(第1のスペーサ材12と第1のアンテナ材11の2層構造になった板材)が送り出される時点では、第2のスペーサ材13も図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて第2の送出部材17へ送り出されており、この途中において、破線で示すように第2のスペーサ材13の一方の面の粘着面を覆っているカバーが剥されて(この際、除電処理が施される)第2の送出部材17へと送り出される。したがって、第1の送出部材16により送り出されて来る板材が第2の送出部材17の位置に達すると、該板材は、第2のスペーサ材13の一方の面の粘着面に接着されるとともに圧着されて第3の送出部材18の方向へ送り出される。なお、前記したように第2のスペーサ材13の他方の面も粘着面となっている。
【0042】
第2の送出部材17により板材(第1のスペーサ材12、第1のアンテナ材11、第2のスペーサ材13の3層構造となった板材)が送り出される時点では、第2のアンテナ材14も図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて第3の送出部材18へ送り出されている。したがって、第2の送出部材17により送り出されて来る3層構造の板材が第3の送出部材18の位置に達すると、該板材は、第2のスペーサ材13の他方の面の粘着面に接着されるとともに圧着されて、4層構造の無線用ICタグ材として切断機21側へと送り出される。
【0043】
なお、第2のアンテナ材14が、図5に示すように第2のアンテナ8が短冊状にその幅方向に所定個数並置されたものであった場合には、第3の送出部材18での圧着時に、一つの第2のアンテナ8が、第1のアンテナ材11に含まれる一つの第1のアンテナ3と幅方向においてその位置が一致するように、第2のアンテナ材14を送り出すタイミングを制御する必要がある。このタイミング信号を発生するものが前記したように位置検出器19であり、よって、この位置検出器19からの信号に基づいて第2のアンテナ材14を送り出す図示しない駆動源の駆動が制御されることになる。
ただし、第2のアンテナ材14が第1のスペーサ材12や第2のスペーサ材13のように板状の材料であった場合には、後記するように、第1のスペーサ6、第2のスペーサ7を切断する際に同じ幅に切断されることになるので、位置検出器19を用いた送り出しタイミングの制御は不要となる。
【0044】
第3の送出部材18により4層構造の無線用ICタグ材が送り出され、切断機21の位置に達すると、図1に示す幅寸法にて順次切断されて、図5の右下の円で囲んで示すように、図1と同様の構造の無線用ICタグが製造されていくことになる。この際の切断のタイミング信号を発生するものが前記したように位置検出器20であり、該位置検出器20からの信号に基づいて切断機21が作動することになる。この切断のタイミングは、第1のアンテナ材11(詳しくは板状の基材2A)の幅方向の端に切断位置を示すマーキングを予め付しておき、このマーキングの位置を位置検出器20にて検出した時点とする。ただし、これに限るものではない。
【0045】
なお、第2のアンテナ材14が板状の材料であった場合は、第2のアンテナ8としての幅寸法は、図1に示す第2のアンテナ8の幅と同一の寸法とはならず、第1のスペーサ6や第2のスペーサ7と同様の寸法で切断されることになる。
また、切断において、4層構造のものを完全に切断してしまうと、切断後の後処理が煩雑となる(固定台22上で無線用ICタグがバラバラになる)ので、第2のアンテナ材14、第2のスペーサ材13、第1のアンテナ材11までは完全に切断し、一番下の層の第1のスペーサ材12についてはミシン目状に切断して、製造された各無線用ICタグが連なって固定台22上に並ぶようにすることが望ましい。
さらに、順次切断して無線用ICタグを製造していく際、その切断面には粘着面が露出することになるので、該粘着面に対してその粘着性を除去する処理、例えば、パウダーをふりかけるとともにその粉塵処理を行う等の処理が行われることになる。
【0046】
実施の形態2によれば、第1のアンテナ、第1のスペーサ、第2のアンテナ、第2のスペーサを用いた無線用ICタグを製造することができる。無線用ICタグを製造には、板状の第1のアンテナ材、板状の第2のアンテナ材、板状の第1スペーサ材、板状の第2スペーサ材を材料として用いることができる。また、板状の第1のアンテナ材、板状の第1のスペーサ材、板状の第2のスペーサ材、第2のアンテナが幅方向に向かって短冊状に所定の個数配置された第2のアンテナ材を材料として用いることができる。
【0047】
また、実施の形態2によれば、板状の第1のアンテナ材、板状の第1のスペーサ材、板状の第2のアンテナ材、板状の第2のスペーサ材を材料として無線用ICタグを製造する製造装置を実現することができる。また、板状の第1のアンテナ材、板状の第1のスペーサ材、板状の第2のスペーサ材、板状の第2のアンテナが幅方向に向かって短冊状に所定の個数配置された第2のアンテナ材を材料として無線用ICタグを製造する製造装置を実現することができる。
【0048】
<実施の形態3>
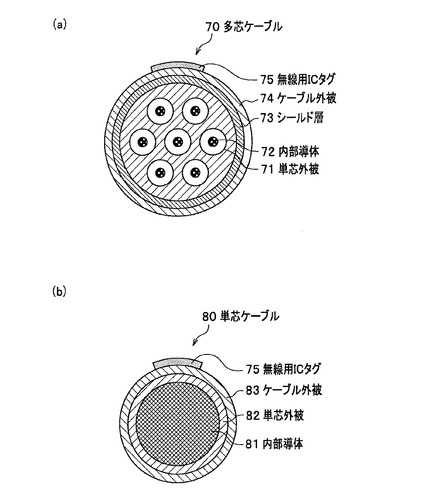
次に、無線用ICタグを通信ケーブルや電力ケーブルなどの各種ケーブルに実装する場合の実施の形態について、従来技術と対比しながら本発明を説明する。図10は、従来技術において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は単芯ケーブルへの実装状態を示している。図10(a)に示すように、通信ケーブルとして用いられる多芯ケーブル70は、それぞれ単芯外被71で覆われた内部導体72が多芯で形成されてシールド層73に覆われ、さらに外装がケーブル外被74で覆われている。そして、ケーブル外被74の表面に無線用ICタグ75が接着剤などによって貼り付けられている。
【0049】
また、図10(b)に示すように、電力ケーブルとして用いられる単芯ケーブル80は、内部導体81が単芯外被82に覆われ、さらに外装がケーブル外被83で覆われている。そして、ケーブル外被83の表面に無線用ICタグ75が接着剤などによって貼り付けられている。なお、無線用ICタグ75は、所望の誘電率を有する小さな長方形基板にアンテナとICチップが搭載された一般的なものである。このような無線用ICタグ75は、多芯ケーブル70や単芯ケーブル80の長さ方向に沿って例えば1m間隔で貼り付けられている。
【0050】
しかし、無線用ICタグ75は、ケーブル外被74(または、ケーブル外被83)の表面に接着剤などで貼り付けてあるので剥がれやすい。また、ケーブル外被74(または、ケーブル外被83)の厚みによって、無線用ICタグ75とケーブル内部の金属部分(つまり、図10(a)のシールド層73または図10(b)の内部導体81)との間隔を大きくして通信距離の低下を防いでいる。しかし、ケーブル外被74(または、ケーブル外被83)の厚みはケーブルの仕様によって設定されるもので、その厚みが十分でない場合には、無線用ICタグ75と読取装置(図示せず)との通信距離が低下してしまう。
さらに、多芯ケーブル70や単芯ケーブル80の成形時にはケーブル外被74(または、ケーブル外被83)が高温になるため、製造工程中に無線用ICタグ75をケーブル外被74の内部に取付けると熱破壊を起こして取り付けることができない。そのため、製造工程終了後に無線用ICタグ75を貼付するための工程が追加されてしまうので、結果的にケーブルの製造コストが高くなってしまう。
【0051】
そこで、本発明では、前記の実施の形態1で述べた技術を応用し、かつ耐熱性の高いガラスエポキシ基板などをタグ基材(つまり、第2のスペーサ)として用い、その表面及び裏面にアンテナ電極を蒸着して無線用ICタグを形成する。そして、ケーブルの製造工程中における成形時に、この無線用ICタグをケーブル外被の内部に埋め込む。これにより、ケーブル成形時の高温によってタグ基材が劣化し無線用ICタグが機能しないことがなくなり、またケーブルを取り扱う際に無線用ICタグがケーブルから剥がれ落ちることもなくなる。さらに、タグ基材(第2のスペーサ)の表面及び裏面に形成したアンテナ電極がそれぞれ第1のアンテナと第2のアンテナとなるので、実施の形態1で説明したように、無線用ICタグは、ケーブルの金属部分(つまり、シールド層や内部導体)の影響によって通信距離が低下するおそれもなくなる。
【0052】
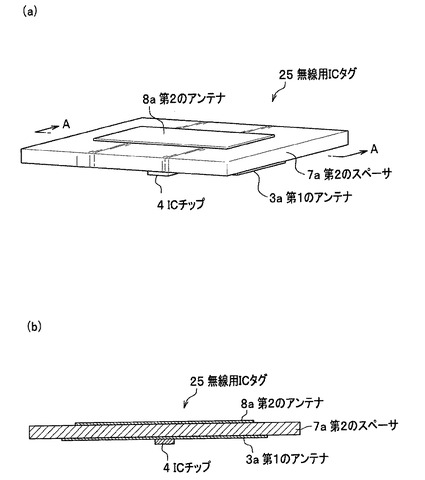
図7は、本発明の実施の形態3に適用される無線用ICタグの構造図であり、(a)は斜視図、(b)は(a)のA−A断面図である。図7に示すように、無線用ICタグ25は、所望の誘電率を有する耐熱性のガラスエポキシ材からなる第2のスペーサ7aの表面に、薄膜の金属アンテナを蒸着して第1のアンテナ3aを形成している。また、第2のスペーサ7aの裏面であって、第1のアンテナ3aと対向する位置に薄膜の金属アンテナを蒸着して第2のアンテナ8aを形成している。さらに、第1のアンテナ3aのほぼ中央部付近にはICチップ4が搭載されている。なお、第2のアンテナ8aは、第1のアンテナ3aの発信する電波の所望の周波数に共振して電波強度を強める補助アンテナとしての機能を備えている。したがって、第1のアンテナ3aの近傍に金属部材が配置されていても第1のアンテナ3aの電波強度が弱まるおそれはない。このことについては、前述の実施の形態1で詳細に説明したので、ここでの説明を省略する。
【0053】
さらに、第2のスペーサ7a及び第1のアンテナ3a、第2のアンテナ8aの大きさや厚さ等についても前述の実施の形態1で説明したので、ここでの説明を省略する。このように形成された無線用ICタグ25は、小さな細長い形状をしているので、ケーブル成形時において、ケーブルの長さ方向に沿ってケーブル外被の内部に容易に埋め込むことができる。第2のアンテナ8aの補助アンテナ作用によってケーブルの内部導体(つまり、金属)によって第1のアンテナ3aからの発信電波が弱まることなく送信できる。また、第2のスペーサ7aはガラスエポキシ材で形成されているので、ケーブル成形時の200〜300℃程度の高温に充分に耐える。なお、ICチップ4の熱破壊温度は300℃以上である。
【0054】
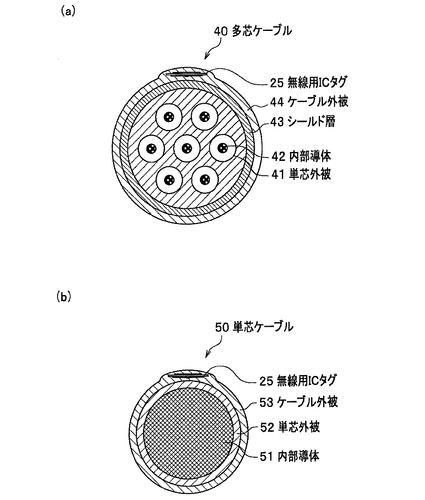
図8は、本発明において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は電力ケーブルへの実装状態を示している。図8(a)に示すように、通信ケーブルとして用いられる多芯ケーブル40は、それぞれ単芯外被41で覆われた内部導体42が多芯で形成されてシールド層43に覆われ、さらに外装がケーブル外被44で覆われている。また、ケーブル外被44の内部には成形時に実装された無線用ICタグ25が埋め込まれている。
さらに、図8(b)に示すように、電力ケーブルとして用いられる単芯ケーブル50は、内部導体51が単芯外被52に覆われ、さらに外装がケーブル外被53で覆われている。また、ケーブル外被53の内部には成形時に実装された無線用ICタグ25が埋め込まれている。このような無線用ICタグ25は、多芯ケーブル40や単芯ケーブル50の長さ方向に沿って例えば1m間隔で埋め込まれている。
これによって、熱破壊されることなく無線用ICタグ25をケーブル外被44またはケーブル外被53に取り付けることができるとともに、ケーブルを取り扱う際に無線用ICタグ25が多芯ケーブル40や単芯ケーブル50から剥がれ落ちるおそれはなくなる。
【0055】
また、無線用ICタグ25は、図7で示したように、第2のスペーサの表面及び裏面に、第1のアンテナ3a及び補助アンテナとなる第2のアンテナ8aが形成されているので、多芯ケーブル40のシールド層43や単芯ケーブル50の内部導体51の金属層によって電波の影響を受けるおそれはない。したがって、無線用ICタグ25は充分な通信距離を確保することができる。なお、第1のアンテナ3aと第2のアンテナ8aを設けることによって金属層によって通信距離が低下するのを防止できることは、実施の形態1で説明したので、ここでの説明を省略する。
【0056】
なお、図8のようにケーブル外被44(または、ケーブル外被53)の内部に図7に示すような構成の無線用ICタグ25を埋め込んだ場合は、ケーブル外被44(または、ケーブル外被53)を第1のスペーサとして利用する。したがって、ケーブル外被44(または、ケーブル外被53)を所望の厚さに管理する必要がある。
【0057】
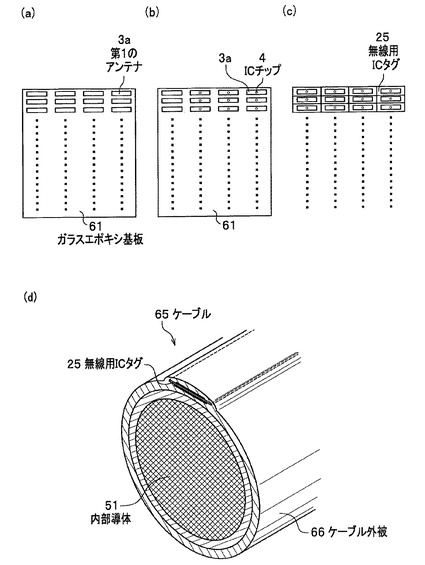
次に、ケーブル外被に埋め込むための無線用ICタグの製造方法について説明する。図9は、本発明において、ケーブル外被に埋め込むための無線用ICタグを製造する工程を示す工程図である。まず、図9(a)の第1の工程において、ガラスエポキシ基板61の表面に、等間隔のピッチでアルミニウムまたは銅などを蒸着して多数の第1のアンテナ3aを薄膜形成する。さらに、図示されていないが、ガラスエポキシ基板61の裏面であって第1のアンテナ3aと対向する位置にアルミニウムや銅などを蒸着して多数の第2のアンテナ8aを薄膜形成する。なお、これらの第1のアンテナ3a及び第2のアンテナ8aは、ガラスエポキシ基板61の表面及び裏面にエッチング法によって薄膜形成してもよい。
【0058】
次に、図9(b)の第2の工程において、多数の第1のアンテナ3aのそれぞれの中央部付近にICチップ4を搭載して、その端子を第1のアンテナ3aに接続する。さらに、図9(c)の第3の工程において、ガラスエポキシ基板61にあらかじめ形成されていた切り込み線に沿って基板を切断して多数の無線用ICタグに個別に分解する。これによって、図7に示すような、ガラスエポキシ基板からなる第2のスペーサ7aの一面に第1のアンテナ3aとICチップ4が配置され、他面に第2のアンテナ8aが配置された無線用ICタグ25を製造することができる。
【0059】
次に、図9(d)の第4の工程において、ケーブル65(単芯ケーブル)の製造工程中における成形時に1個の無線用ICタグ25をケーブル外被66の所定の位置に埋め込む。このとき、例えば、ケーブル65の長さ方向に沿って1m間隔で無線用ICタグ25をケーブル外被66に埋め込みながら成形処理を行う。このとき、ケーブル外被66の厚みが十分でない場合には図9(b)に示すように、無線用ICタグ25を取り付ける部分を隆起させて内部導体51と所定の距離を保持するように無線用ICタグ25を埋め込む。ケーブル外被66となるブチルゴムなどの成形時における温度は200〜300℃程度になるが、ガラスエポキシ基板を用いた無線用ICタグ25は成形時の温度によって熱破壊するおそれはない。このようにして、ケーブル外被66内に埋め込むことによって、無線用ICタグ25は、ケーブル65からの脱落防止、所望の通信距離の確保、及びケーブル成形時における熱破壊防止を実現することができる。
【0060】
以上、本発明の実施の形態の幾つかを説明したが、本発明は上記した各実施の形態に限定されるものでなく、他の実施の形態においても実施可能である。特に、前記各実施の形態においては、従来のインレットに第2のスペーサと第2のアンテナを積層する構成または、第2のスペーサとしての基板のそれぞれの面に第1のアンテナおよび第2のアンテナを設けた構成として説明したが、さらに第2のアンテナに第3のスペーサと第3のアンテナを積層し、第3のアンテナに第4のスペーサと第4のアンテナを積層するというように、スペーサとアンテナの多層構造とした無線用ICタグを構成することも考えられる。また電波の周波数も、上記した2.45GHzに限定されることなく、他の周波数でも実現できる。
また、ケーブル外被に埋め込むための無線用ICタグとして、第2のスペーサにガラスエポキシを用いる例を挙げたが、これに限定されるものではなく、例えばセラミックやテフロン(登録商標)など耐熱性のある基板を第2のスペーサとして用いても本発明が実現されることはいうまでもない。
【図面の簡単な説明】
【0061】
【図1】本発明の実施の形態1に係る無線用ICタグの構造を示す斜視図である。
【図2】本発明の実施の形態1に係る無線用ICタグの幅方向及び長さ方向の断面図である。
【図3】本発明の実施の形態1に係る無線用ICタグの第2のアンテナの長さに対する通信距離の特性を示すグラフである。
【図4】本発明の実施の形態1に係る無線用ICタグと、該無線用ICタグに対して所定の周波数の電波を送信するリーダ、外部アンテナ、ホストコンピュータによって構成されるICタグシステムの構成図である。
【図5】本発明の実施の形態2に係る無線用ICタグの製造装置を示す構成図である。
【図6】従来の無線用ICタグに係る第1のスペーサ厚に対する通信距離の特性を示すグラフである。
【図7】本発明の実施の形態3に適用される無線用ICタグの構造図であり、(a)は斜視図、(b)は(a)のA−A断面図である。
【図8】本発明において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は単芯ケーブルへの実装状態を示す。
【図9】本発明においてケーブル外被に埋め込むための無線用ICタグを製造する工程を示す工程図である。
【図10】従来技術において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は電力ケーブルへの実装状態を示す。
【符号の説明】
【0062】
1 インレット
2 基材
3 第1のアンテナ
4 ICチップ
5 部材
6 第1のスペーサ
7 第2のスペーサ
8 第2のアンテナ
11 第1のアンテナ材
12 第1のスペーサ材
13 第2のスペーサ材
14 第2のアンテナ材
15 ローラ
16 第1の送出部材
17 第2の送出部材
18 第3の送出部材
19 位置検出器
20 位置検出器
21 切断機
22 固定台
2A 板状の基材
25 無線用ICタグ
7a 第2のスペーサ
3a 第1のアンテナ
8a 第2のアンテナ
40 多芯ケーブル
42、51 内部導体
44、53 ケーブル外被
50 単芯ケーブル
61 ガラスエポキシ基板
65 ケーブル
【技術分野】
【0001】
本発明は、誘電率の大きな部材への取り付けに好適な無線用ICタグ及び無線用ICタグの製造方法に関し、特に、電力ケーブルや通信ケーブルなどへの取り付けに好適な無線用ICタグ、及び、無線用ICタグの製造方法に関するものである。
【背景技術】
【0002】
物品の管理や盗難の防止、偽造の防止などを目的として、非接触で物品の情報を得る無線用タグの開発実用化が進められている。例えば盗難防止を目的として利用される従来の無線用タグに、アンテナとして機能する導体を含む共振回路とスペーサとして用いる絶縁性基材シートとで構成されるものがある(例えば、特許文献1参照)。この無線用タグ(特許文献1では、「盗難防止用タグ」と称している)に所定周波数の電波を送信し、それを受信した無線用タグが送信する電波を検出することにより、物品の盗難の監視に利用している。特許文献1に記載の従来の無線用タグは、高感度であること、つまり検知できる距離が長いことを特徴としている。
【0003】
また、電力ケーブルや通信ケーブルの表面または外被内に無線用ICタグを実装して、ケーブルの製造者、製造年月日、ケーブル仕様、ケーブル長などのケーブル情報を非接触で読み取る技術も知られている(例えば、特許文献2参照)。この技術によれば、ケーブル上の所定の間隔ごとに無線用ICタグを実装しているので、埋設されたケーブルの端末のみならず任意の位置のケーブル情報を読み取ることができる。
【特許文献1】特開平11−339142号公報(段落番号0006〜0007)
【特許文献2】特開2003−203527号公報(段落番号0010〜0019、図1)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば、前記した無線用タグを金属製の物品に貼付して用いると、無線用タグが受信した電波が金属製の物品に吸収され、結果的に、無線用タグが送信する電波の強度が弱くなることから、検知できる距離が短くなるという問題があった。
【0005】
この問題は、無線用タグにICチップを加えた無線用ICタグにおいても同様に発生する。無線用ICタグは、基材、基材上に形成される金属箔よりなるアンテナ、アンテナ上に配置され予め情報が書き込まれているICチップ、及び基材と物品との間に配置されるスペーサにより構成される。無線用ICタグに対して外部アンテナから所定の周波数の電波が送信されると、アンテナで受信した電波から作動電力を生成してICチップを動作させ、ICチップに予め書き込まれている情報を読み出し、アンテナから送信する。この情報が外部アンテナにより受信される。無線用ICタグを金属製の物品等に貼付して用いた場合、無線用ICタグが受信した電波が金属製の物品に吸収されることから、充分な作動電力を得ることが出来なくなり、結果的に、ICチップを動作させて情報を読み出し、それを必要な距離にまで送信することができなくなる。
【0006】
この問題を解決するためには、スペーサを厚くする必要があるが、それは無線用ICタグの大型化(ここでは厚みが増すこと)につながることから、安易には実行することができない。
【0007】
図6は、前記した従来の無線用ICタグのスペーサの厚みを変化させた場合の通信距離の特性を示すグラフである。スペーサの厚みが1mmの場合には、通信距離は10mm程度と短い。逆に、通信距離を最も長く(約150mm)するには、15mm以上の厚みのスペーサが必要となる。ただしアンテナの長さを53mmとした。
【0008】
このようにスペーサの厚みを厚くすれば、通信距離を長くすることは可能である。しかし通信距離を長くするためにスペーサの厚みを厚くすることは、無線用ICタグの大型化を招くこととなり、応用分野が限定されるなどの大きな障害が生じ、また、実際に利用する状況でも、人や物が無線用ICタグに接触して剥がれたりするなど、使い勝手の悪いものとなってしまう。
【0009】
また、ケーブルに無線用ICタグを実装する場合においても、ケーブルの内部が銅などの金属導体であったり、外被の内側に金属製のシールド層が施してあったりするので、無線用ICタグの通信距離は大幅に低下してしまう。さらには、ケーブルの表面に無線用ICタグを貼付すると脱落しやすいし、ケーブルの内部に無線用ICタグを埋め込む場合はケーブル成形時の高温に無線用ICタグの基板が耐えられないなど、無線用ICタグをケーブルに用いるときの使い勝手の悪さは依然として解消されない。
【0010】
本発明は、このような問題を鑑みてなされたものであり、ケーブルなどに実装しても脱落や高温破壊のおそれが少ない無線用ICタグ及び無線用ICタグの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記した課題を解決するために、本発明による無線用ICタグは、ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグであって、耐熱性の絶縁材料で形成された第2のスペーサと、前記第2のスペーサの一面に形成され、前記ICチップを搭載してそのICチップに記録されている識別情報を送信する第1のアンテナと、前記第2のスペーサの他面に形成され、前記第1のアンテナにおける所定の周波数の電波に共振する第2のアンテナとを備え、前記絶縁性外被が、前記第1のアンテナと前記ケーブルの内部導体またはシールド層との間の距離を保持する第1のスペーサとして機能することを特徴とする。
【0012】
さらに、本発明による無線用ICタグの製造方法は、ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグの製造方法であって、ガラスエポキシ基板の第1の面に、等間隔のピッチで多数の第1のアンテナを形成する工程と、前記ガラスエポキシ基板の第2の面において、前記第1のアンテナのそれぞれと対向する位置に第2のアンテナをそれぞれ形成する工程と、多数の前記第1のアンテナのそれぞれの中央部付近に個別にICチップを搭載して対応する第1のアンテナに接続する工程と、前記ガラスエポキシ基板を切断して、前記第1の面に1個の前記ICチップを搭載した1個の前記第1のアンテナを備え、前記第2の面に1個の前記第2のアンテナを備える無線用ICタグに分解する工程と、前記ケーブルの製造工程中における成形時に前記無線用ICタグを前記絶縁性外被に埋め込む工程とを実行することを特徴とする。
【発明の効果】
【0013】
本発明の無線用ICタグによれば、ケーブル成形時の高温にも耐えることができるので、例えばケーブルの外被内に実装できる。これによってケーブルから脱落するおそれがなくなり、かつ、通信距離も長くすることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態について、適宜図面を参照しながら詳細に説明する。
<実施の形態1>
【0015】
図1に、本発明の実施の形態1に係る無線用ICタグの構造を示す。また、図2(a)は、図1の無線用ICタグの幅方向の断面図、図2(b)は、図1の無線用ICタグの長さ方向の断面図である。図1に記載の無線用ICタグのうち、基材2、アンテナ(第1のアンテナ)3、及びICチップ4から構成される板状のものは、一般にインレット1と呼ばれている。なお、符号5は、無線用ICタグが取り付けられる部材である。
【0016】
実施の形態1に係る無線用ICタグは、ID情報を記憶したICチップ4に接続される第1のアンテナ3が基材2に取り付けられて構成されたインレット1と、インレット1の下面(例えば金属製の部材5側)に取り付けられる第1のスペーサ6、インレット1の上面(金属製の部材5側の反対側)に取り付けられる第2のスペーサ7、及び、第2のスペーサ7上に取り付けられ共振体としての役割をもつ第2のアンテナ8により構成される。
【0017】
インレット1自体は、例えば、ポリイミド樹脂材料よりなる板状の基材2上に、上面に錫メッキを施した銅箔製の第1のアンテナ3、最大128ビットのIDコードが予め書き込まれているICチップ4が配置された構造をしている。このインレット1の下面に配置される第1のスペーサ6の厚みは、図2(b)の例では0.1mmであり、その材料としては、誘電率が1に近い発泡材、具体的にはウレタン系、アクリル系、あるいは合成ゴム系などの材料が用いられ、コスト面、耐久性の面、接着力の面を考慮して適宜選択される。第1のスペーサ6の幅及び長さ方向の寸法に、特に制約はない。
【0018】
なお、インレット1自体は既に知られたものであり、詳しくは、ICチップ4に接続した第1のアンテナ3が、その幅方向に向かって短冊状に、板状の基材(図1の基材2の幅寸法に切断される前の板材を意味する)上に、例えば、1万個並べて配置されロール状に巻かれてパッケージされたもの(一般にTCP(Tape Carrier Package)インレットと呼ばれている)やシート状のものが既にインレット材として知られている。
【0019】
インレット1の上面に取り付けられる第2のスペーサ7の材料には、ウレタン系、アクリル系、合成ゴム系などの誘電率が1に近い発泡材やゴムなどの絶縁材料を利用することができる。その厚みは図2(b)の例では0.3mmとしている。第2のスペーサ7の幅や長さ方向の寸法についても特に制約は無く、製造し易い寸法にすることが可能である。
【0020】
第2のスペーサ7上に配置される第2のアンテナ8は、第1のアンテナ3と同様、銅箔により形成しているが、これに限定されるものではなく、アルミニウム箔、導電性インク(カーボン樹脂をインクに練り込んだもの)等により形成することも可能である。その厚みは、例えば、約0.02mmであり、長さは後記する理由により53mmとしている。第2のアンテナ8の幅寸法に関しては特に制約はない。
【0021】
図3は、第2のスペーサ7として用いる絶縁材料の誘電率を一定とした場合の第2のアンテナ8の長さに対する通信距離を測定した実験の結果を示すグラフである。図3に示すように、第2のアンテナ8の長さが約45mmまでは通信距離は約12mmと一定であったが、第2のアンテナ8の長さを長くしていくと、45mmを超える長さから急に通信距離が長くなり、53mmの長さにした場合、通信距離が約130mmとなった。さらに第2のアンテナ8の長さを長くしていくと、逆に通信距離は急に短くなり、約60mmの長さに達すると、全く通信できない状態(通信距離が0)となった。実施の形態1では、この実験結果に基づいて、最も通信距離が長くなった53mmを第2のアンテナ8の長さとしている。
【0022】
通信距離を長くするためには、第2のスペーサ7として用いる絶縁材料には、誘電率の小さい材料の方が有利である。また、第1のスペーサ6として用いる絶縁材料と第2のスペーサ7として用いる絶縁材料の材質は、同じものでも異なるものでもよいが、第2のスペーサ7として用いる絶縁材料の材質が、より通信距離に影響を与えることがわかっている。例えば、第1のスペーサ6の材質の誘電率が空気に近い発泡材で、第2のスペーサ7の材質がゴムの場合、第2のスペーサ7の材質の誘電率が大きいことから、通信距離は短いものとなってしまう。
【0023】
第2のアンテナ8の長さは、無線用ICタグから情報を読み取る為に用いられる所定の周波数(2.45GHz)の電波の波長の1/2とした場合に、通信距離が最も長くなることが理論的に知られている。ただし、その長さは第2のスペーサ7の誘電率などにより変化する。第2のスペーサ7として誘電率の大きい絶縁材料を用いると、第2のアンテナ8の長さを短くすることができる。例えば、実験結果は図示しないが、第2のスペーサ7の絶縁材料としてクロロプレンゴムを用いると、第2のアンテナ8の長さを前記した53mmから45mmに短縮することができることがわかっている。
【0024】
このように通信距離と第2のアンテナ8の長さは、第2のスペーサ7として用いる絶縁材料の誘電率について、トレードオフの関係にある。このため、適切な誘電率の絶縁材料を選択することにより、第2のスペーサ7と第2のアンテナ8とを付加したことによる薄型化と共にアンテナ長の短縮による長さ方向の寸法の短縮を兼ね備え、比較的長い通信距離を確保することができる無線用ICタグを実現することが可能となる。前記した例の場合、第1のアンテナ3の長さも第2のアンテナ8と同じ長さの45mmとすることができるので、薄型化と共に長さ方向の寸法を短縮でき、無線用ICタグの小型化を実現できる。
【0025】
表1に、第1のスペーサ6と第2のスペーサ7の厚みを変えた場合の、無線用ICタグの例を示す。なお、インレット1及び第2のアンテナ8は同じ厚みのものを用いている。
【0026】
【表1】
【0027】
表1に示すように、例1の構造にすることにより、無線用ICタグを最も薄型にすることができる。例えば、無線用ICタグの薄型化を優先する場合には、例1に示す無線用ICタグを用いればよい。ただし、例2、例3と比べると、第1のスペーサ6の材質によっては、第2のアンテナ8の長さを規定の長さに調整する精度が要求され、それが満たされない場合、無線用ICタグの通信距離にばらつきを生じることとなる。例1は、図2(b)に記載した実施の形態1に係る無線用ICタグに相当する。
【0028】
例2の無線用ICタグの場合は、例1の無線用ICタグよりも厚いものとなるが、第2のアンテナ8の長さを規定の長さに調整する精度が例1ほどには要求されず、精度が満たされない場合でも、例1の無線用ICタグよりは、安定した通信距離を確保することができる。例えば、無線用ICタグの薄型化を必ずしも優先せず、調整工数を少なくすることにより製造コストを低下させたい場合に利用できる。
【0029】
なお、例1,2,3にも示されているように、第2のスペーサ7の厚みは第1のスペーサ6の厚みよりも厚いことが、通信距離を長くすることにとって望ましい。
【0030】
例3の無線用ICタグの場合は、例2のものよりもさらに厚い無線用ICタグとなってしまうが、図6からわかるように、第1のスペーサ6の厚みを増すことにより、通信距離を長くすることができるので、無線用ICタグの用途によっては利用することができる。
【0031】
次に無線用ICタグを用いたシステムの動作について説明する(適宜、図1を参照する)。
図4に、ICタグシステムの構成図を示す。ICタグシステムは、無線用ICタグと、この無線用ICタグとの間で所定の周波数の電波を送受信する外部アンテナ30、外部アンテナ30での電波の送受信を制御するリーダ31、リーダ31に対して無線用ICタグに記憶されたIDコードの読み取りを指示するホストコンピュータ32から構成される。また、リーダ31内のRF(Radio Frequency)送受信部311は、送受信する信号の入出力や変復調を行い、制御部312は、ホストコンピュータ32との通信やRF送受信部311との間での信号の入出力を行う。
【0032】
例として、金属製の部材5に取り付けられた無線用ICタグに記憶されたIDコードを読み取る場合について説明する。リーダ31内の制御部312は、ホストコンピュータ32から無線用ICタグに記憶されたIDコードを読み取る指示を受けると、RF送受信部311を制御し、外部アンテナ30から無線用ICタグに対して所定の周波数(2.45GHz)の電波を送信する。この電波を受信した無線用ICタグ側の第2のアンテナ8が、同様に受信した第1のアンテナ3と共に共振して、従来に比べて大きな作動電力を発生し、この作動電力によってICチップ4を動作させ、予め書き込まれているIDコードを読み出して、外部アンテナ30へ送信する。リーダ31は、外部アンテナ30を介して無線用ICタグからのIDコードを受信し、制御部312は、受信したIDコードをRF送受信部311から受け取りホストコンピュータ32へ送る。ホストコンピュータ32では、IDコードを受け取り、例えば、これを無線用ICタグが取り付けられた部材5に関する情報として利用する。
【0033】
なお、従来の無線用ICタグの通信距離は10mmでしかなかったが、実施の形態1に記載の無線用ICタグではその通信距離を前記したように130mmとすることができるので、図4に示す無線用ICタグと外部アンテナ30との距離を、130mmとすることができる。その結果、従来は誘電率の大きな、例えば、金属製の部材5に適した専用の外部アンテナ(距離が短い通信を可能とする外部アンテナ)を外部アンテナ30として用いる必要があったが、前記したように通信距離が長くなることにより、一般的に使用されている通常の外部アンテナを用いることが可能となった。
【0034】
ここで、実施の形態1に記載の無線用ICタグが取り付けられるのに好適な部材5としては、前記したように金属製のみならず、例えば、水の入ったガラス部材、さらには、動物の体等、水分を多く含んで誘電率の大きいものであっても良い。
【0035】
実施の形態1によれば、無線用ICタグの全体の厚みを抑えつつ、所定の周波数での通信距離を、従来の無線用ICタグの通信距離に比べて約13倍に長くすることができた。また、第1のスペーサ6と第2のスペーサ7に絶縁材料を用い、さらに、第2のスペーサ7の厚みを第1のスペーサ6の厚みより厚くすることにより、通信距離を長くすることにとって、より効果的な無線用ICタグを実現する。なお、無線用ICタグの各アンテナとスペーサとの結合手段には、接着を利用することができる。
<実施の形態2>
【0036】
図5は、本発明に係る無線用ICタグ(図1に示した構造の無線用ICタグ)を製造する無線用ICタグ製造装置の構成の概略を示す。図1と同じ構成要素については同一の符号を付してある。なお、後記するインレット材11、第1のスペーサ材12、第2のスペーサ材13、第2のアンテナ材14のそれぞれの材料の近くに円で囲んで示す図は、その材料の一部を平面視した図であり、また図5の右下に円で囲んで示す図は、当該無線用ICタグ製造装置により製造された無線用ICタグ(図1と同様の構造のもの)の斜視図である。
【0037】
図5において、符号11は第1のアンテナ材(詳しくはインレット材)であり、前記したように、図1に示したICチップ4が接続された第1のアンテナ3がその幅方向に向かって短冊状に板状の基材2A上に、例えば、1万個並べて配置されロール状に巻かれたもの(TCPインレット)が既に知られているので、これをそのまま用いることも可能である。符号12は発泡材よりなる第1のスペーサ材(図1の第1のスペーサ6の幅寸法に切断される前の板材を意味する)であり、一方の面に粘着面として、例えば、両面テープが接着され、その状態でロール状に巻かれている。符号13は発泡材よりなる第2のスペーサ材(図1の第2のスペーサ7の幅寸法に切断される前の板材を意味する)であり、両面に粘着面として、例えば、両面テープが接着され、その状態でロール状に巻かれている。符号14は第2のアンテナ材であり、第2のアンテナ8がその幅方向に向かって短冊状に保護膜をベース材として、例えば、1万個並べて配置された状態でロール状に巻かれている。なお、第2のアンテナ材14としては、他に、短冊状ではなく、銅板等の板材が用いられる場合もあり、この際は、後記するように、第1のスペーサ6や第2のスペーサ7と同様の幅寸法に切断されて、無線用ICタグとして製造されることになる。
【0038】
符号15はローラであり、図示しない駆動源により送り出されて来る第1のアンテナ材11の、例えば、両端に等間隔に形成された孔(図示せず)に係合して引き出すスプロケット部を有する。符号16は送り出されて来る第1のアンテナ材11及び図示しない駆動源により送り出されて来る第1のスペーサ材12を圧着すると共に前方(矢印の方向)に送り出す第1の送出部材、符号17は第1の送出部材16により圧着されて送り出されて来る板材と図示しない駆動源により送り出されて来る第2のスペーサ材13を圧着すると共に前方(矢印の方向)に送り出す第2の送出部材、符号18は第2の送出部材17により圧着されて送り出されて来る板材と図示しない駆動源により送り出されて来る第2のアンテナ材14を圧着すると共に前方(矢印の方向)に送り出す第3の送出部材である。
【0039】
符号19は第2のアンテナ材14の送り出しタイミングを制御するための信号を発生する位置検出器であり、第2のアンテナ材14が、図5に示すように第2のアンテナ8が短冊状に、その幅方向に並置されたものであった場合に必要になるものである。符号20は第3の送出部材18により送り出されて来る無線用ICタグ材を切断機21によって切断するタイミングを制御するための信号を発生する位置検出器である。符号22は固定台であり、切断機21により無線用ICタグ材を切断する際の台となるとともに、切断されて製造される、図1に示す一つの無線用ICタグの載置台としても用いられる。
【0040】
無線用ICタグ製造装置を用いて無線用ICタグを製造する製造工程を、図5を参照して説明する。まず、第1のスペーサ材12が図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて第1の送出部材16へ送り出されて来る。また、これと同時に、第1のアンテナ材11が図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて送り出され、やがてその両端に形成されている図示しない孔がローラ15のスプロケット部と係合して第1の送出部材16へと送り出されて来る。第1のスペーサ材12は、送り出される際に、破線で示すように粘着面を覆っているカバーが剥されて(この際、除電処理が施される)送り出されるので、ローラ15の位置を第1のアンテナ材11が通過した後は、第1のスペーサ材12の粘着面に第1のアンテナ材11が接着されるようになり、その後、これらの板材は、第1の送出部材16によって圧着されかつ第2の送出部材17の方向へと送り出される。
【0041】
第1の送出部材16により板材(第1のスペーサ材12と第1のアンテナ材11の2層構造になった板材)が送り出される時点では、第2のスペーサ材13も図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて第2の送出部材17へ送り出されており、この途中において、破線で示すように第2のスペーサ材13の一方の面の粘着面を覆っているカバーが剥されて(この際、除電処理が施される)第2の送出部材17へと送り出される。したがって、第1の送出部材16により送り出されて来る板材が第2の送出部材17の位置に達すると、該板材は、第2のスペーサ材13の一方の面の粘着面に接着されるとともに圧着されて第3の送出部材18の方向へ送り出される。なお、前記したように第2のスペーサ材13の他方の面も粘着面となっている。
【0042】
第2の送出部材17により板材(第1のスペーサ材12、第1のアンテナ材11、第2のスペーサ材13の3層構造となった板材)が送り出される時点では、第2のアンテナ材14も図示しない駆動源によって、例えば、幅方向の位置規制を行うガイドレールに案内されて第3の送出部材18へ送り出されている。したがって、第2の送出部材17により送り出されて来る3層構造の板材が第3の送出部材18の位置に達すると、該板材は、第2のスペーサ材13の他方の面の粘着面に接着されるとともに圧着されて、4層構造の無線用ICタグ材として切断機21側へと送り出される。
【0043】
なお、第2のアンテナ材14が、図5に示すように第2のアンテナ8が短冊状にその幅方向に所定個数並置されたものであった場合には、第3の送出部材18での圧着時に、一つの第2のアンテナ8が、第1のアンテナ材11に含まれる一つの第1のアンテナ3と幅方向においてその位置が一致するように、第2のアンテナ材14を送り出すタイミングを制御する必要がある。このタイミング信号を発生するものが前記したように位置検出器19であり、よって、この位置検出器19からの信号に基づいて第2のアンテナ材14を送り出す図示しない駆動源の駆動が制御されることになる。
ただし、第2のアンテナ材14が第1のスペーサ材12や第2のスペーサ材13のように板状の材料であった場合には、後記するように、第1のスペーサ6、第2のスペーサ7を切断する際に同じ幅に切断されることになるので、位置検出器19を用いた送り出しタイミングの制御は不要となる。
【0044】
第3の送出部材18により4層構造の無線用ICタグ材が送り出され、切断機21の位置に達すると、図1に示す幅寸法にて順次切断されて、図5の右下の円で囲んで示すように、図1と同様の構造の無線用ICタグが製造されていくことになる。この際の切断のタイミング信号を発生するものが前記したように位置検出器20であり、該位置検出器20からの信号に基づいて切断機21が作動することになる。この切断のタイミングは、第1のアンテナ材11(詳しくは板状の基材2A)の幅方向の端に切断位置を示すマーキングを予め付しておき、このマーキングの位置を位置検出器20にて検出した時点とする。ただし、これに限るものではない。
【0045】
なお、第2のアンテナ材14が板状の材料であった場合は、第2のアンテナ8としての幅寸法は、図1に示す第2のアンテナ8の幅と同一の寸法とはならず、第1のスペーサ6や第2のスペーサ7と同様の寸法で切断されることになる。
また、切断において、4層構造のものを完全に切断してしまうと、切断後の後処理が煩雑となる(固定台22上で無線用ICタグがバラバラになる)ので、第2のアンテナ材14、第2のスペーサ材13、第1のアンテナ材11までは完全に切断し、一番下の層の第1のスペーサ材12についてはミシン目状に切断して、製造された各無線用ICタグが連なって固定台22上に並ぶようにすることが望ましい。
さらに、順次切断して無線用ICタグを製造していく際、その切断面には粘着面が露出することになるので、該粘着面に対してその粘着性を除去する処理、例えば、パウダーをふりかけるとともにその粉塵処理を行う等の処理が行われることになる。
【0046】
実施の形態2によれば、第1のアンテナ、第1のスペーサ、第2のアンテナ、第2のスペーサを用いた無線用ICタグを製造することができる。無線用ICタグを製造には、板状の第1のアンテナ材、板状の第2のアンテナ材、板状の第1スペーサ材、板状の第2スペーサ材を材料として用いることができる。また、板状の第1のアンテナ材、板状の第1のスペーサ材、板状の第2のスペーサ材、第2のアンテナが幅方向に向かって短冊状に所定の個数配置された第2のアンテナ材を材料として用いることができる。
【0047】
また、実施の形態2によれば、板状の第1のアンテナ材、板状の第1のスペーサ材、板状の第2のアンテナ材、板状の第2のスペーサ材を材料として無線用ICタグを製造する製造装置を実現することができる。また、板状の第1のアンテナ材、板状の第1のスペーサ材、板状の第2のスペーサ材、板状の第2のアンテナが幅方向に向かって短冊状に所定の個数配置された第2のアンテナ材を材料として無線用ICタグを製造する製造装置を実現することができる。
【0048】
<実施の形態3>
次に、無線用ICタグを通信ケーブルや電力ケーブルなどの各種ケーブルに実装する場合の実施の形態について、従来技術と対比しながら本発明を説明する。図10は、従来技術において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は単芯ケーブルへの実装状態を示している。図10(a)に示すように、通信ケーブルとして用いられる多芯ケーブル70は、それぞれ単芯外被71で覆われた内部導体72が多芯で形成されてシールド層73に覆われ、さらに外装がケーブル外被74で覆われている。そして、ケーブル外被74の表面に無線用ICタグ75が接着剤などによって貼り付けられている。
【0049】
また、図10(b)に示すように、電力ケーブルとして用いられる単芯ケーブル80は、内部導体81が単芯外被82に覆われ、さらに外装がケーブル外被83で覆われている。そして、ケーブル外被83の表面に無線用ICタグ75が接着剤などによって貼り付けられている。なお、無線用ICタグ75は、所望の誘電率を有する小さな長方形基板にアンテナとICチップが搭載された一般的なものである。このような無線用ICタグ75は、多芯ケーブル70や単芯ケーブル80の長さ方向に沿って例えば1m間隔で貼り付けられている。
【0050】
しかし、無線用ICタグ75は、ケーブル外被74(または、ケーブル外被83)の表面に接着剤などで貼り付けてあるので剥がれやすい。また、ケーブル外被74(または、ケーブル外被83)の厚みによって、無線用ICタグ75とケーブル内部の金属部分(つまり、図10(a)のシールド層73または図10(b)の内部導体81)との間隔を大きくして通信距離の低下を防いでいる。しかし、ケーブル外被74(または、ケーブル外被83)の厚みはケーブルの仕様によって設定されるもので、その厚みが十分でない場合には、無線用ICタグ75と読取装置(図示せず)との通信距離が低下してしまう。
さらに、多芯ケーブル70や単芯ケーブル80の成形時にはケーブル外被74(または、ケーブル外被83)が高温になるため、製造工程中に無線用ICタグ75をケーブル外被74の内部に取付けると熱破壊を起こして取り付けることができない。そのため、製造工程終了後に無線用ICタグ75を貼付するための工程が追加されてしまうので、結果的にケーブルの製造コストが高くなってしまう。
【0051】
そこで、本発明では、前記の実施の形態1で述べた技術を応用し、かつ耐熱性の高いガラスエポキシ基板などをタグ基材(つまり、第2のスペーサ)として用い、その表面及び裏面にアンテナ電極を蒸着して無線用ICタグを形成する。そして、ケーブルの製造工程中における成形時に、この無線用ICタグをケーブル外被の内部に埋め込む。これにより、ケーブル成形時の高温によってタグ基材が劣化し無線用ICタグが機能しないことがなくなり、またケーブルを取り扱う際に無線用ICタグがケーブルから剥がれ落ちることもなくなる。さらに、タグ基材(第2のスペーサ)の表面及び裏面に形成したアンテナ電極がそれぞれ第1のアンテナと第2のアンテナとなるので、実施の形態1で説明したように、無線用ICタグは、ケーブルの金属部分(つまり、シールド層や内部導体)の影響によって通信距離が低下するおそれもなくなる。
【0052】
図7は、本発明の実施の形態3に適用される無線用ICタグの構造図であり、(a)は斜視図、(b)は(a)のA−A断面図である。図7に示すように、無線用ICタグ25は、所望の誘電率を有する耐熱性のガラスエポキシ材からなる第2のスペーサ7aの表面に、薄膜の金属アンテナを蒸着して第1のアンテナ3aを形成している。また、第2のスペーサ7aの裏面であって、第1のアンテナ3aと対向する位置に薄膜の金属アンテナを蒸着して第2のアンテナ8aを形成している。さらに、第1のアンテナ3aのほぼ中央部付近にはICチップ4が搭載されている。なお、第2のアンテナ8aは、第1のアンテナ3aの発信する電波の所望の周波数に共振して電波強度を強める補助アンテナとしての機能を備えている。したがって、第1のアンテナ3aの近傍に金属部材が配置されていても第1のアンテナ3aの電波強度が弱まるおそれはない。このことについては、前述の実施の形態1で詳細に説明したので、ここでの説明を省略する。
【0053】
さらに、第2のスペーサ7a及び第1のアンテナ3a、第2のアンテナ8aの大きさや厚さ等についても前述の実施の形態1で説明したので、ここでの説明を省略する。このように形成された無線用ICタグ25は、小さな細長い形状をしているので、ケーブル成形時において、ケーブルの長さ方向に沿ってケーブル外被の内部に容易に埋め込むことができる。第2のアンテナ8aの補助アンテナ作用によってケーブルの内部導体(つまり、金属)によって第1のアンテナ3aからの発信電波が弱まることなく送信できる。また、第2のスペーサ7aはガラスエポキシ材で形成されているので、ケーブル成形時の200〜300℃程度の高温に充分に耐える。なお、ICチップ4の熱破壊温度は300℃以上である。
【0054】
図8は、本発明において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は電力ケーブルへの実装状態を示している。図8(a)に示すように、通信ケーブルとして用いられる多芯ケーブル40は、それぞれ単芯外被41で覆われた内部導体42が多芯で形成されてシールド層43に覆われ、さらに外装がケーブル外被44で覆われている。また、ケーブル外被44の内部には成形時に実装された無線用ICタグ25が埋め込まれている。
さらに、図8(b)に示すように、電力ケーブルとして用いられる単芯ケーブル50は、内部導体51が単芯外被52に覆われ、さらに外装がケーブル外被53で覆われている。また、ケーブル外被53の内部には成形時に実装された無線用ICタグ25が埋め込まれている。このような無線用ICタグ25は、多芯ケーブル40や単芯ケーブル50の長さ方向に沿って例えば1m間隔で埋め込まれている。
これによって、熱破壊されることなく無線用ICタグ25をケーブル外被44またはケーブル外被53に取り付けることができるとともに、ケーブルを取り扱う際に無線用ICタグ25が多芯ケーブル40や単芯ケーブル50から剥がれ落ちるおそれはなくなる。
【0055】
また、無線用ICタグ25は、図7で示したように、第2のスペーサの表面及び裏面に、第1のアンテナ3a及び補助アンテナとなる第2のアンテナ8aが形成されているので、多芯ケーブル40のシールド層43や単芯ケーブル50の内部導体51の金属層によって電波の影響を受けるおそれはない。したがって、無線用ICタグ25は充分な通信距離を確保することができる。なお、第1のアンテナ3aと第2のアンテナ8aを設けることによって金属層によって通信距離が低下するのを防止できることは、実施の形態1で説明したので、ここでの説明を省略する。
【0056】
なお、図8のようにケーブル外被44(または、ケーブル外被53)の内部に図7に示すような構成の無線用ICタグ25を埋め込んだ場合は、ケーブル外被44(または、ケーブル外被53)を第1のスペーサとして利用する。したがって、ケーブル外被44(または、ケーブル外被53)を所望の厚さに管理する必要がある。
【0057】
次に、ケーブル外被に埋め込むための無線用ICタグの製造方法について説明する。図9は、本発明において、ケーブル外被に埋め込むための無線用ICタグを製造する工程を示す工程図である。まず、図9(a)の第1の工程において、ガラスエポキシ基板61の表面に、等間隔のピッチでアルミニウムまたは銅などを蒸着して多数の第1のアンテナ3aを薄膜形成する。さらに、図示されていないが、ガラスエポキシ基板61の裏面であって第1のアンテナ3aと対向する位置にアルミニウムや銅などを蒸着して多数の第2のアンテナ8aを薄膜形成する。なお、これらの第1のアンテナ3a及び第2のアンテナ8aは、ガラスエポキシ基板61の表面及び裏面にエッチング法によって薄膜形成してもよい。
【0058】
次に、図9(b)の第2の工程において、多数の第1のアンテナ3aのそれぞれの中央部付近にICチップ4を搭載して、その端子を第1のアンテナ3aに接続する。さらに、図9(c)の第3の工程において、ガラスエポキシ基板61にあらかじめ形成されていた切り込み線に沿って基板を切断して多数の無線用ICタグに個別に分解する。これによって、図7に示すような、ガラスエポキシ基板からなる第2のスペーサ7aの一面に第1のアンテナ3aとICチップ4が配置され、他面に第2のアンテナ8aが配置された無線用ICタグ25を製造することができる。
【0059】
次に、図9(d)の第4の工程において、ケーブル65(単芯ケーブル)の製造工程中における成形時に1個の無線用ICタグ25をケーブル外被66の所定の位置に埋め込む。このとき、例えば、ケーブル65の長さ方向に沿って1m間隔で無線用ICタグ25をケーブル外被66に埋め込みながら成形処理を行う。このとき、ケーブル外被66の厚みが十分でない場合には図9(b)に示すように、無線用ICタグ25を取り付ける部分を隆起させて内部導体51と所定の距離を保持するように無線用ICタグ25を埋め込む。ケーブル外被66となるブチルゴムなどの成形時における温度は200〜300℃程度になるが、ガラスエポキシ基板を用いた無線用ICタグ25は成形時の温度によって熱破壊するおそれはない。このようにして、ケーブル外被66内に埋め込むことによって、無線用ICタグ25は、ケーブル65からの脱落防止、所望の通信距離の確保、及びケーブル成形時における熱破壊防止を実現することができる。
【0060】
以上、本発明の実施の形態の幾つかを説明したが、本発明は上記した各実施の形態に限定されるものでなく、他の実施の形態においても実施可能である。特に、前記各実施の形態においては、従来のインレットに第2のスペーサと第2のアンテナを積層する構成または、第2のスペーサとしての基板のそれぞれの面に第1のアンテナおよび第2のアンテナを設けた構成として説明したが、さらに第2のアンテナに第3のスペーサと第3のアンテナを積層し、第3のアンテナに第4のスペーサと第4のアンテナを積層するというように、スペーサとアンテナの多層構造とした無線用ICタグを構成することも考えられる。また電波の周波数も、上記した2.45GHzに限定されることなく、他の周波数でも実現できる。
また、ケーブル外被に埋め込むための無線用ICタグとして、第2のスペーサにガラスエポキシを用いる例を挙げたが、これに限定されるものではなく、例えばセラミックやテフロン(登録商標)など耐熱性のある基板を第2のスペーサとして用いても本発明が実現されることはいうまでもない。
【図面の簡単な説明】
【0061】
【図1】本発明の実施の形態1に係る無線用ICタグの構造を示す斜視図である。
【図2】本発明の実施の形態1に係る無線用ICタグの幅方向及び長さ方向の断面図である。
【図3】本発明の実施の形態1に係る無線用ICタグの第2のアンテナの長さに対する通信距離の特性を示すグラフである。
【図4】本発明の実施の形態1に係る無線用ICタグと、該無線用ICタグに対して所定の周波数の電波を送信するリーダ、外部アンテナ、ホストコンピュータによって構成されるICタグシステムの構成図である。
【図5】本発明の実施の形態2に係る無線用ICタグの製造装置を示す構成図である。
【図6】従来の無線用ICタグに係る第1のスペーサ厚に対する通信距離の特性を示すグラフである。
【図7】本発明の実施の形態3に適用される無線用ICタグの構造図であり、(a)は斜視図、(b)は(a)のA−A断面図である。
【図8】本発明において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は単芯ケーブルへの実装状態を示す。
【図9】本発明においてケーブル外被に埋め込むための無線用ICタグを製造する工程を示す工程図である。
【図10】従来技術において無線用ICタグをケーブルへ実装した状態を示す概念図であり、(a)は多芯ケーブルへの実装状態、(b)は電力ケーブルへの実装状態を示す。
【符号の説明】
【0062】
1 インレット
2 基材
3 第1のアンテナ
4 ICチップ
5 部材
6 第1のスペーサ
7 第2のスペーサ
8 第2のアンテナ
11 第1のアンテナ材
12 第1のスペーサ材
13 第2のスペーサ材
14 第2のアンテナ材
15 ローラ
16 第1の送出部材
17 第2の送出部材
18 第3の送出部材
19 位置検出器
20 位置検出器
21 切断機
22 固定台
2A 板状の基材
25 無線用ICタグ
7a 第2のスペーサ
3a 第1のアンテナ
8a 第2のアンテナ
40 多芯ケーブル
42、51 内部導体
44、53 ケーブル外被
50 単芯ケーブル
61 ガラスエポキシ基板
65 ケーブル
【特許請求の範囲】
【請求項1】
ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグであって、
耐熱性の絶縁材料で形成された第2のスペーサと、
前記第2のスペーサの一面に形成され、前記ICチップを搭載してそのICチップに記録されている識別情報を送信する第1のアンテナと、
前記第2のスペーサの他面に形成され、前記第1のアンテナにおける所定の周波数の電波に共振する第2のアンテナとを備え、
前記絶縁性外被が、前記第1のアンテナと前記ケーブルの内部導体またはシールド層との間の距離を保持する第1のスペーサとして機能する
ことを特徴とする無線用ICタグ。
【請求項2】
ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグの製造方法であって、
ガラスエポキシ基板の第1の面に、等間隔のピッチで多数の第1のアンテナを形成する工程と、
前記ガラスエポキシ基板の第2の面において、前記第1のアンテナのそれぞれと対向する位置に第2のアンテナをそれぞれ形成する工程と、
多数の前記第1のアンテナのそれぞれの中央部付近に個別にICチップを搭載して対応する第1のアンテナに接続する工程と、
前記ガラスエポキシ基板を切断して、前記第1の面に1個の前記ICチップを搭載した1個の前記第1のアンテナを備え、前記第2の面に1個の前記第2のアンテナを備える無線用ICタグに分解する工程と、
前記ケーブルの製造工程中における成形時に前記無線用ICタグを前記絶縁性外被に埋め込む工程と
を実行することを特徴とする無線用ICタグの製造方法。
【請求項1】
ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグであって、
耐熱性の絶縁材料で形成された第2のスペーサと、
前記第2のスペーサの一面に形成され、前記ICチップを搭載してそのICチップに記録されている識別情報を送信する第1のアンテナと、
前記第2のスペーサの他面に形成され、前記第1のアンテナにおける所定の周波数の電波に共振する第2のアンテナとを備え、
前記絶縁性外被が、前記第1のアンテナと前記ケーブルの内部導体またはシールド層との間の距離を保持する第1のスペーサとして機能する
ことを特徴とする無線用ICタグ。
【請求項2】
ケーブルの絶縁性外被に埋め込まれ、ICチップに記録されている識別情報を無線で送信する無線用ICタグの製造方法であって、
ガラスエポキシ基板の第1の面に、等間隔のピッチで多数の第1のアンテナを形成する工程と、
前記ガラスエポキシ基板の第2の面において、前記第1のアンテナのそれぞれと対向する位置に第2のアンテナをそれぞれ形成する工程と、
多数の前記第1のアンテナのそれぞれの中央部付近に個別にICチップを搭載して対応する第1のアンテナに接続する工程と、
前記ガラスエポキシ基板を切断して、前記第1の面に1個の前記ICチップを搭載した1個の前記第1のアンテナを備え、前記第2の面に1個の前記第2のアンテナを備える無線用ICタグに分解する工程と、
前記ケーブルの製造工程中における成形時に前記無線用ICタグを前記絶縁性外被に埋め込む工程と
を実行することを特徴とする無線用ICタグの製造方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−182728(P2008−182728A)
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願番号】特願2008−36701(P2008−36701)
【出願日】平成20年2月18日(2008.2.18)
【分割の表示】特願2004−221926(P2004−221926)の分割
【原出願日】平成16年7月29日(2004.7.29)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願日】平成20年2月18日(2008.2.18)
【分割の表示】特願2004−221926(P2004−221926)の分割
【原出願日】平成16年7月29日(2004.7.29)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]