
無菌パック米飯の製造方法及びその装置
【課題】極めて短時間の浸漬時間であっても米内部に水を十分に吸水させ、食味に優れた無菌パック米飯を製造する方法及びその装置を提供することを技術的課題とする。
【解決手段】米及び水を、トレーに投入する工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる浸漬工程と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する殺菌工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する炊飯工程と、蒸らし・冷却等の処理を行う後処理工程とを含む無菌パック米飯の製造方法において、前記浸漬工程、殺菌工程又は炊飯工程の一つ以上の工程で、加圧したチャンバー内でトレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで前記チャンバー内の圧力を降圧する加圧制御を行う、という技術的手段を講じた。
【解決手段】米及び水を、トレーに投入する工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる浸漬工程と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する殺菌工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する炊飯工程と、蒸らし・冷却等の処理を行う後処理工程とを含む無菌パック米飯の製造方法において、前記浸漬工程、殺菌工程又は炊飯工程の一つ以上の工程で、加圧したチャンバー内でトレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで前記チャンバー内の圧力を降圧する加圧制御を行う、という技術的手段を講じた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、浸漬工程も含め、極めて短時間で製造可能な無菌パック米飯の製造方法に関するものである。
【背景技術】
【0002】
近年、一人前ずつパックされた加工米飯を電子レンジで数分間加熱するか、熱湯中で十数分間加熱するだけでご飯ができあがり、パックのままか又は茶碗に盛り付けて食べることができる加工米飯が登場している。これは無菌パック米飯と称される商品で、独身者や共働きの家庭に普及してきている。
【0003】
従来、この種の無菌パック米飯は以下のように製造されている。すなわち、耐熱性の合成樹脂性トレーに一人前の米と水とを充填し、該トレーの開口部に、蒸気を逃がすための通気部が形成された殺菌済フィルムにて被覆した後、炊飯・蒸らしを行い、冷却後、ガス置換を行って通気部を密封にシールし、商品とする。そして、前記トレーの開口部を、殺菌済フィルムにより被覆することでトレー内への落下菌の混入による微生物汚染が防止され、ガス置換を行って通気部を密封にシールすることで脱酸素剤が不要となり、製造に手間とコストがかからないといったメリットがある。
【0004】
上記無菌パック米飯の製造方法のうち、短時間で製造することを目的としたものがある(特許文献1参照)。このものは、米及び水を充填した容器を密封し、その容器に、加圧した状態でマイクロ波を照射し、前記米及び水を、110〜130℃の温度にて少なくとも5分間加熱して殺菌処理するとともに炊飯することで、無菌パック米飯を製造するものである。
【0005】
しかし、無菌パック米飯の製造においては、短時間で大量に製造することが求められているのに対し、前述の方法では、浸漬時間を含めると炊飯が終了するまでに1時間以上の時間を必要とする。このため、浸漬時間も含めて極めて短時間で殺菌及び炊飯を行うことが可能な無菌パック米飯の製造方法が強く望まれている。
【0006】
【特許文献1】特開平6−133710号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は上記問題点にかんがみ、極めて短時間の浸漬時間であっても米内部に水を十分に吸水させて、食味に優れた無菌パック米飯を製造する方法及びその装置を提供することを技術的課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため請求項1の発明は、所定量の米及び水を、上方が開口したトレーに投入する工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる浸漬工程と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する殺菌工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する炊飯工程と、前記炊飯工程後に、蒸らし・冷却などの処理を行う後処理工程とを含む無菌パック米飯の製造方法において、前記浸漬工程、殺菌工程又は炊飯工程の少なくとも一つ以上の工程で、加圧したチャンバー内で前記トレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで前記チャンバー内の圧力を降圧する加圧制御を行う、という技術的手段を講じた。
【0009】
また、請求項2の発明は、前記浸漬工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする。
【0010】
請求項3の発明は、前記殺菌工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を140℃付近まで加熱し、その温度まで加熱した時点で前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする。
【0011】
請求項4の発明は、前記炊飯工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間で沸騰させる加圧制御を行うことを特徴とする。
【0012】
さらに、請求項5の発明は、請求項1乃至請求項4に記載のいずれかの製造方法で製造した無菌パック米飯であって、電子レンジで数分間加熱するか、熱湯中で十数分間加熱するだけでご飯ができあがり、パックのままか又は茶碗に盛り付けて食べることができる。
【0013】
そして、請求項6の発明は、所定量の米を上方が開口したトレーに充填する米計量充填部と、所定量の浸漬水を前記トレーに充填する水計量充填部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる加圧浸漬部と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する加圧殺菌部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する加圧炊飯部と、前記トレーの開口部を殺菌済みフィルムで被覆するとともに、蒸気を逃がすための通気部を形成する仮シール部と、該仮シールを行ったトレーの殺菌を行うマイクロ波殺菌部と、前記トレー内の蒸らし処理を行う蒸らし部と、蒸らし処理後に、同一のチャンバー内で真空冷却、ガス置換及び前記通気部の密封シールの各処理を行う密封包装部とを備えた無菌パック米飯の製造装置において、前記加圧浸漬部、加圧殺菌部及び加圧炊飯部に、加圧した状態でトレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで圧力を降圧する加圧制御を行うことが可能なチャンバーを設けたことを特徴とする。
【発明の効果】
【0014】
本発明の無菌パック米飯の製造方法は、加圧したチャンバー内でトレー内の内容物を100℃を超える所定温度まで加熱し、加熱後に前記チャンバー内の圧力を常圧(大気圧)まで急激に降圧させるという加圧制御を行うことを特徴とする。この加圧制御により、100℃を越える温度に加熱された前記内容物は、加圧された状態から常圧(大気圧)の状態に急激に移行することになり、前記内容物の全水分の温度が、常圧での沸点である100℃まで低下する。このため、前記全水分が沸騰することになり、前記内容物である米を短時間でムラなく均一に加熱することが可能となる。したがって、マイクロ波の照射による加熱方法に特有の加熱ムラを解消することができ、無菌パック米飯の製造における浸漬工程、殺菌工程及び炊飯工程を、効率的な加熱により極めて短時間で行うことが可能となる。
【0015】
また、過乾燥米(水分13%以下)や胴割れ米は、一般的な方法によって浸漬を行うと、浸漬中に水浸割れが発生して砕米となってしまい、この砕米を炊飯するとご飯の品質が著しく低下してしまう。しかし、本発明の加圧制御を浸漬工程に用いることで、加熱により米の表面付近から溶け出した溶質分が、急激な降圧により沸点が100℃まで低下した時点で米表面をコーティングするように硬化するため、この硬化作用により過乾燥米や胴割れ米の浸漬中における水浸割れを防止することができる。
【発明を実施するための最良の形態】
【0016】
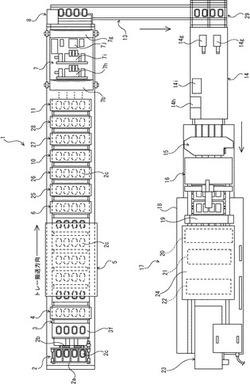
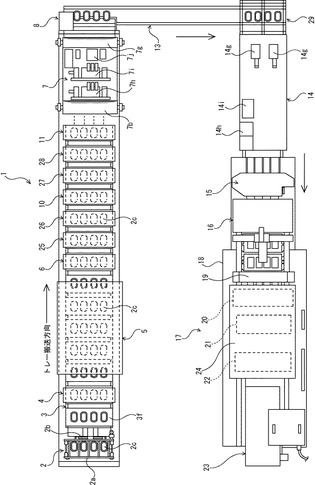
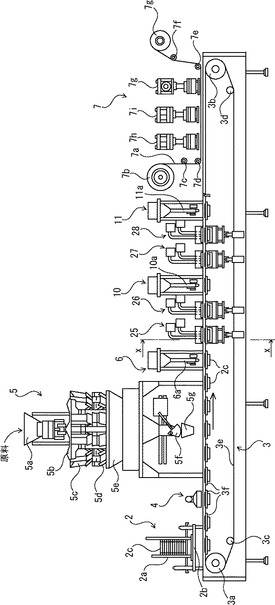
以下、図面を参照しながら詳細に説明する。図1は本発明の無菌パック米飯の製造装置に係る概略平面図であり、図2は同製造装置におけるトレー自動供給部、米計量充填部、加圧浸漬部、加圧殺菌部、加圧炊飯部及び仮シール部の構造を示す概略図であり、図3は前記加圧浸漬部、加圧殺菌部及び加圧炊飯部に用いる加圧加熱装置の構造を示すための概略断面図であり、図4は、マイクロ波殺菌部及び蒸らし部の構造を示す概略図であり、図5は同一チャンバー内で真空冷却・ガス置換・前記通気部の密封シールを行う密封包装部の構造を示す概略図である。
【0017】
図1及び図2において、符号1は本発明に係る無菌パック米飯の製造装置であり、符号2はトレー自動供給部である。トレー自動供給部2は、耐熱性の合成樹脂性トレー(容器)2cを多数積み重ねるとともに、複数列(例えば、4列)で待機させておくトレー貯留部2aと、該トレー貯留部2a下部から各列のトレーを1枚ずつ自動で取り出すトレー供給部2bとからなり、横4列で連続的にコンベア装置3に供給される。コンベア装置3は、一対のスプロケット3a,3b及び補助スプロケット3c,3dにチェーン3eが巻回されており、該チェーン3eに、トレー受けパレット3f…が間隙をおいて多数取り付けられている。該トレー受けパレット3f…は、1枚のパレット3fに横4列、縦1列で4個のトレー2c…が収容可能であり、複数個のトレー2c…を整列させながら順次搬送させる構成になっている。トレー受けパレット3fには、トレー2cの下部を嵌め込むための孔が形成されており、トレー2cは、前記孔に嵌め込まれた状態でトレー受けパレット3fに収容される構造となっている。
【0018】
トレー自動供給部2の次の工程には、異物吸引装置4が設けられ、トレー2c内の塵埃や異物が吸引除去される。さらに、異物吸引装置4の次の工程には、米計量充填部5が設けられ、トレー2cに所定量、例えば一人前の米が充填される。米計量充填部5には、高速で計量・排出が可能な公知の組み合わせ計量機を採用すればよい。図2に示すように、原料である洗米済みの米は、中央上部のホッパ5aに投入され、中央の円錐フィーダ5bにより側部に設けられた中間ホッパ5cに供給される。中間ホッパ5cでは所定量の原料を貯留した後、複数の計量ホッパ5dに排出される。そして、目標の重量値となすべく複数の計量ホッパ5dの計量値が組み合わされ、組み合わせに合致した原料が集合シュート5e、排出バルブ5f、ホッパ5gを経て各トレー2cに供給されることになる。米計量充填部5に供給する原料としては、市販されている無洗米が好ましいが、精白米、胚芽残存率の高い胚芽米、分搗き米及び玄米でもよい。精白米、胚芽米、分搗き米など洗米が必要なものは、あらかじめ所定の水分まで脱水又は乾燥し、米計量充填部5に滞留しないよう調製しておく必要がある。
【0019】
米計量充填部5の次の工程には、水計量充填部6が設けられ、該水計量充填部6のノズル6aからトレー2cに浸漬水が充填される。水計量充填部6の次の工程には、加圧浸漬部25が設けられ、該加圧浸漬部25によってトレー2c内の米の浸漬が行われる。加圧浸漬部25の次の工程には、加圧殺菌部26が設けられ、該加圧殺菌部26により、トレー2c内の米の殺菌が行われる。加圧殺菌部の次の工程には、水計量充填部10が設けられ、該水計量充填部10のノズル10aからトレー2cに炊飯水が充填される。水計量充填部10の次の工程には、加圧炊飯部27,28が設けられている。本実施例においては、加圧炊飯部を2段階に設けているが、1段階としてもよい。
【0020】
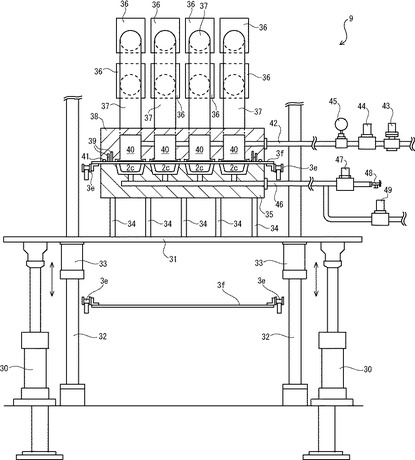
なお、加圧浸漬部25、加圧殺菌部26及び加圧炊飯部27,28は、それぞれ同一構造の加圧加熱装置9により構成されている。ここで、加圧加熱装置9について図3を用いて説明する。図3は、加圧加熱装置9の概略断面図である。符号30は油圧シリンダであって、該油圧シリンダの昇降動作によりベース板31が支柱32に沿って昇降する。ベース板31の上面には複数の支持体34が立設しており、該支持体34により下チャンバー35が支持されている。符号36はマイクロ波発振装置であって、導波管37により上チャンバー38に接続されている。下チャンバー35は、油圧シリンダの昇降動作により上方に押し上げられる構造になっており、押し上げられた時に、下チャンバー35の上方に位置するトレー受けパレット3fを挟み込む状態で、上チャンバー38に押し付けられる。上チャンバー38及び下チャンバー35には、それぞれトレー2cを収容できる大きさの窪みが設けられており、該窪みにより、下チャンバー35が押し上げられた時に、密封された空間であるチャンバー40が形成される。本実施例においては、1枚のトレー受けパレット3fに、横4列に4個のトレー2cが収容されていることから、チャンバー40も横4列に4個同時に形成される。
【0021】
チャンバー40には、上方に導波管37が接続されており、マイクロ波発振装置36で発振されたマイクロ波が導波管37を経て照射される。なお、本実施例においては、一つのチャンバー40に対して、二つのマイクロ波発振装置36から3kWの出力のマイクロ波がそれぞれ照射される構造としている。なお、マイクロ波発振装置36の出力は3kWに限定されるものではなく、無菌パック米飯の製造条件により適切な出力に変更すればよい。符号39は、照射されたマイクロ波が外部に漏れないようにするために設けられたチョークである。符号42は、チャンバー40内を加圧するための圧縮空気を送風するための送管である。該送管42は別途設けられたエアーコンプレッサ(図示していない)に接続されており、該エアーコンプレッサから、減圧弁43、電磁弁44及び圧力計45を経て圧縮空気がチャンバー40内に送られる。なお、チャンバー40と導波管37との接続部には、遮蔽板が配設されている(図示していない)。この遮蔽板は、当然、マイクロ波は透過するが、空気は漏れないものを用いている。符号41はパッキンであり、トレー受けパレット3fを挟み込む状態で下チャンバー35を上チャンバー38に押し付けることで形成されるチャンバー40内から空気が漏れるのを防ぐためのものであって、チャンバー40の気密性を維持するために設けられている。
【0022】
符号46は、チャンバー40内を降圧する時に用いる送管である。該送管46は、別途設けられた電磁弁47、スピードコントローラ48及び電磁弁49に接続されており、これら電磁弁47、スピードコントローラ48及び電磁弁49を制御することによりチャンバー40内の圧力を所定の速度で降圧することができる。また、下チャンバー35は油圧シリンダ30の昇降運動により上下方向に動くため、送管46はフレキシブルなものを用いている。
【0023】
加圧炊飯部27,28の次の工程には、水計量補充部11が設けられ、該水計量補充部11のノズル11aからトレー2cに水が補充される。本発明においては、加圧炊飯部28よりの後の工程を後処理工程としている。水計量補充部11の次の工程には、仮シール部7が設けられている。仮シール部7は、トレー2cの上方開口部に、殺菌済フィルム7aを被覆した後、トレー2cの開口縁と殺菌済フィルム7aとをシールするものであり、蒸気を逃がすための通気部を形成すべく開口縁の一部を未シール部として残したシールが行われる。仮シール部7は殺菌済フィルム7aのロール7bと、該フィルム7aを案内する案内ロール7c,7d,7e,7fと、フィルム材巻取りローラ7gと、第1仮シール部7h,第2仮シール部7iと、トリミング部7jとが備えられている。
【0024】
仮シールされたトレー2cは、順次トレー移送装置8に供給される。該トレー移送装置8は、複数個のローラに巻回されたコンベアベルトと、エアシリンダにより水平方向に往復動可能な押し込み機構と、該押し込み機構に取り付けられた押し込み部材とから構成され、横4列で搬送されたトレー2c…を横送りコンベア13に移送する役目をする。なお、図1においては、製造装置1を「コ」の字状に配置するために横送りコンベア13を設けているが、設置面積が大きく、折り返し不要の場合は横送りコンベア13を省略することができる。横送りコンベア13により搬送されたトレー2cは、押し込み装置29によって、マイクロ波殺菌部14に搬入される。
【0025】
次に、図1及び図4を参照してマイクロ波殺菌部及び蒸らし部について説明する。マイクロ波殺菌部14は、トンネル状の本体14aと、該本体14aの両端部に配置された一対のプーリ14b,14cと、該プーリ14b,14cに巻回されたコンベアベルト14dと、該コンベアベルト14dの上方又は下方に配置された多数のマイクロ波照射部14e…と、排熱部14gと、インバータ部14hと、制御部14iとから構成される。符号14fは、前記マイクロ波照射部14eの後工程に形成される蒸らし用のヒータである。殺菌用マイクロ波照射部14e…は、例えば、周波数2.45GHZ〜2.50GHZ,波長12cm程度のマイクロ波が照射され、出力4kwで加熱し、数分間の照射により、100℃まで加熱することができる。一方、蒸らし用のヒータ14fは、80〜90℃の温度を保持する能力のものを選択するとよい。
【0026】
さらに、図1及び図5を参照して同一チャンバー内での真空冷却・ガス置換・前記通気部の密封シールを行う密封包装部について説明する。符号15は製品供給装置であり、符号16は製品整列装置であって、横4列、縦1列でパレットにトレー2cを整列して収容するために配置されている。密封包装部17の主要部を構成するコンベア装置18は、一対のスプロケット18a,18bにチェーン18cが巻回されており、該チェーン18cに、横4列、縦1列のトレー受けパレット18d…が間隙をおいて多数取り付けられている。
【0027】
製品整列装置16の次の工程には、トレー2c内の温度を検知する放射温度計19が設けられ、製品の温度管理が行われる。さらに、温度管理の次の工程のチャンバー24内には、ガス置換部20、密封シール部21、容器フランジ冷却部22が設けられている。チャンバー24は真空発生装置(図示せず)と連通して真空状態下まで減圧して、加熱調理された米飯を急速冷却することが可能であり、また、雑菌の繁殖を抑えることができる。符号23は、仕上げ冷却装置である。該仕上げ冷却装置23によって、トレー2cにクリーンルーム内の空調温度(例えば、20℃)の風を吹き付けて製品温度を25℃に冷却し、冷却後に箱詰めが行われる。
【0028】
以下、上記のような無菌パック米飯の製造装置1を用いて無菌パック米飯を製造する方法について説明する。図1及び図2に示すように、トレー自動供給部2から減菌されたトレー2cが取り出されてトレー受けパレット3f…に供給され、トレー2cは横4列、縦1列で整列されて順次搬送される。そして、異物吸引装置4によりトレー2c内の塵埃や異物が吸引除去された後、米計量充填部5に至る。なお、この工程の前後において紫外線によるトレー2cの殺菌を行ってもよい。米計量充填部5においては、トレー2c内にあらかじめ減菌された所定量の米が順次計量・充填され、次いで、水計量充填部6において、あらかじめ減菌された浸漬水が順次計量・充填される。
【0029】
浸漬水が充填されたトレー2cは、加圧浸漬部25に送られる。加圧浸漬部25では、極めて短時間でトレー2c内に充填された米に前記浸漬水を吸水させる浸漬工程が行われる。この浸漬工程について、図6を用いて説明する。図6は、浸漬工程を説明するためのフローチャートである。まず、加圧浸漬部25に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS1)、チャンバー40が形成された時点で、減圧弁43により調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS2)。チャンバー40内が0.2〜2.5kg/cm2、好ましくは0.2〜1.5kg/cm2、より好ましくは0.2kg/cm2以上に加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS3)。マイクロ波の照射により、トレー2c内の浸漬水を100℃を超える温度、好ましくは102℃〜120℃、より好ましくは105℃程度まで加熱する(ステップS4)。チャンバー40内は加圧されているため、浸漬水を100℃を超える温度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS5)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS6)、常圧(大気圧)まで降圧する(ステップS7)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように沸点が100℃である常圧まで急激に降圧させることで、トレー2c内の、100℃を超える温度まで加熱された浸漬水を、短時間で沸騰させることが可能となり、よって、浸漬工程を極めて短時間で行うことができる。
【0030】
なお、前記浸漬工程において加圧加熱装置9により、チャンバー40内の圧力を降圧させずに、一定の加圧状態でマイクロ波の照射によりトレー2c内の米を浸漬することも可能である。しかし、この方法ではトレー2c内の内容物を短時間でムラなく均一に加熱することが困難であるため、加熱が不十分な個所の内容物を浸漬するのに時間がかかり、このため、浸漬時間が長くなることになる。
【0031】
浸漬工程が終了したトレー2cは、次の工程である殺菌工程を行うためにコンベア装置3により加圧殺菌部26に送られる。この殺菌工程について、図7を用いて説明する。図7は、殺菌工程を説明するためのフローチャートである。まず、加圧殺菌部26に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS11)、チャンバー40が形成された時点で、減圧弁43により調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS12)。チャンバー40内が2.5〜4.0kg/cm2、好ましくは3.0〜3.3kg/cm2、より好ましくは3.0kg/cm2まで加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS13)。マイクロ波の照射により、トレー2c内の米を140℃程度まで加熱する(ステップS14)。チャンバー40内は加圧されているため、前記米を140℃程度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS15)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS16)、常圧(大気圧)まで降圧する(ステップS17)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように急激に沸点が100℃である常圧まで降圧することで、トレー2c内の、140℃程度まで加熱された米が含有する水分を、全て均一にムラなく沸騰させることが可能となり、よって、極めて短時間の殺菌時間でも確実に殺菌を行うことができる。
【0032】
なお、前記殺菌工程において加圧加熱装置9により、チャンバー40内の圧力を降圧させずに、一定の加圧状態でマイクロ波の照射によりトレー2c内の米を殺菌することも可能である。しかし、この方法ではトレー2c内の内容物をムラなく均一に加熱することが困難であるため、確実に殺菌を行うために十分な加熱を行う必要があり、この加熱により米の食味が低下してしまう恐れがある。
【0033】
殺菌工程が終了したトレー2cは、次の工程である2次加水工程を行うためにコンベア装置3により水計量充填部10に送られる。水計量充填部10では、あらかじめ減菌された炊飯水が順次計量・充填される。炊飯水が充填されたトレー2cは、加圧炊飯部27に送られる。
【0034】
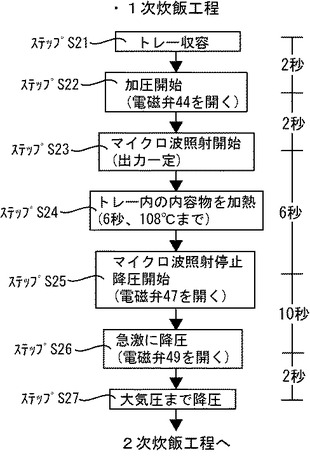
加圧炊飯部27では、トレー2c内に充填された米を極めて短時間で炊飯する1次炊飯工程が行われる。この1次炊飯工程について、図8を用いて説明する。図8は、1次炊飯工程を説明するためのフローチャートである。まず、加圧炊飯部27に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS21)、チャンバー40が形成された時点で、減圧弁43によって調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS22)。チャンバー40内が0.3〜2.5kg/cm2、好ましくは0.3〜1.5kg/cm2、より好ましくは0.35kg/cm2以上に加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS23)。マイクロ波の照射により、トレー2c内の米を100℃を超える温度、好ましくは105℃〜120℃、より好ましくは108℃程度まで加熱する(ステップS24)。チャンバー40内は加圧されているため、前記米が含有する水分を100℃を超える温度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS25)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS26)、常圧(大気圧)まで降圧する(ステップS27)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように、沸点が100℃である常圧まで急激に降圧することで、トレー2c内の、100℃を超える温度まで加熱された米が含有する水分を、全て均一に沸騰させることが可能となり、よって、極めて短時間でもムラなく確実に炊飯を行うことができるようになる。
【0035】
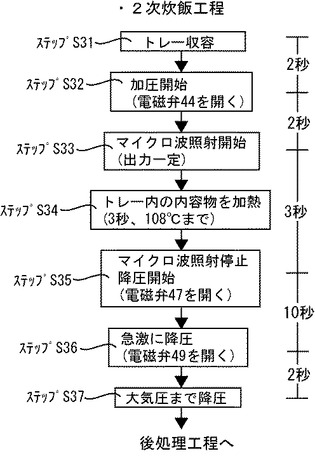
1次炊飯工程が終了したトレー2cは、次の工程である2次加水工程を行うためにコンベア装置3により加圧炊飯部28に送られる。加圧炊飯部28では、トレー2c内に充填された米の炊飯を完了させる2次炊飯工程が行われる。この2次炊飯工程については、図9を用いて説明する。図9は、2次炊飯工程を説明するためのフローチャートである。まず、加圧炊飯部28に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS31)、チャンバー40が形成された時点で、減圧弁43によって調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS32)。チャンバー40内が0.3〜2.5kg/cm2、好ましくは0.3〜1.5kg/cm2、より好ましくは0.35kg/cm2以上に加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS33)。マイクロ波の照射により、トレー2c内の米を100℃を超える温度、好ましくは105℃〜120℃、より好ましくは108℃程度まで加熱する(ステップS34)。チャンバー40内は加圧されているため、前記米が含有する水分を100℃を超える温度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS35)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS36)、常圧(大気圧)まで降圧する(ステップS37)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように、沸点が100℃である常圧まで急激に降圧することで、トレー2c内の、100℃を超える温度まで加熱された米が含有する水分を、全て均一に沸騰させることが可能となり、よって、極めて短時間でもムラなく確実に炊飯を完了することが可能となる。
【0036】
本実施例では、炊飯工程を1次炊飯工程と2次炊飯工程の二つの工程に分けて行っている。これは、無菌パック米飯の製造にかかる時間を短縮するためであって、製造条件によっては、炊飯工程を一つの工程にまとめてもよい。
【0037】
前記吸水工程、殺菌工程、1次炊飯工程及び2次炊飯工程でチャンバー40内の気圧を降圧する際に、降圧開始直後に徐々に圧力を下げるのは、トレー2c内の浸漬水又は炊飯水が突沸を起こしてトレー2c内に充填した米が飛散するのを防止するためである。このため、降圧開始直後に、徐々に圧力を下げる時間は、製造条件により適切な時間に変更することが好ましい。
【0038】
なお、前記1次炊飯工程及び/又は2次炊飯工程において加圧加熱装置9により、チャンバー40内の圧力を降圧させずに、一定の加圧状態でマイクロ波の照射によりトレー2c内の米を炊飯することも可能である。しかし、この方法ではトレー2c内の内容物を短時間でムラなく均一に加熱することが困難であるため、トレー2c内の全水分を沸騰させるのに時間がかかり、よって、炊飯に時間がかかることになる。
【0039】
炊飯完了後、トレー2cは水計量補充部11に送られる。本発明においては、2次炊飯工程より後の工程を後処理工程としている。この後処理工程には一般的な方法を用いることができる。水計量補充部11では、あらかじめ減菌された水が順次計量・補充され、次の工程である仮シール部7に送られる。仮シール部7に送られたトレー2cは、トレー2cの開口縁と殺菌済フィルム7aとをシールすることになる。このシールを2次炊飯工程後に行うのは、吸水工程、殺菌工程、1次炊飯工程及び2次炊飯工程でチャンバー40内の気圧を降圧する際に、トレー2c内の圧力もスムーズに降圧させるためである。仮シール部7では、蒸気を逃がすための通気部を形成すべく開口縁の一部を残したシールが行われる。そして、トリミング部7jにより仮シール後の殺菌済フィルム7aの裁断が行われる。
【0040】
仮シール後、トレー2cは仮シール部7の搬出口から搬出され、トレー移送装置8、横送りコンベア13及び押し込み装置29を経てマイクロ波殺菌部14に搬入される。該マイクロ波殺菌部14では4kw容量のマイクロ波照射部14eにより3秒間〜5分間、好ましくは5分間程度照射され、トレー2cが100℃の温度まで加熱される。これにより、高温殺菌される。マイクロ波照射部14eを通過したトレー2cは、次に、蒸らし用のヒータ14fに至り、80〜90℃の温度、好ましくは85℃の温度で約5〜15分間維持されて、トレー2c内の米飯が蒸らされる。
【0041】
次いで、トレー2cは製品供給装置15及び製品整列装置16を経て放射温度計19を通過する。そして、該放射温度計19にて米飯の温度が検知されて製品の温度管理が行われ、最終工程となる密封包装部17に搬入される。
【0042】
密封包装部17は、同一のチャンバー24内で真空冷却・ガス置換・前記通気部の密封シールを行うものである。トレー2cが搬入されると、まず、チャンバー24の真空発生装置(図示せず)が作動して真空状態下まで減圧し、80〜90℃の温度で蒸らした米飯を、60℃まで急冷させる。これにより、雑菌の繁殖を抑えるとともに、ガス置換の効率を高めることができる。次いで、真空状態下のチャンバー24内に窒素ガスや炭酸ガスを充満させてガス置換が行われる。これにより、ガス注入管をトレー2c内に差し込む方式のような二次汚染のおそれが少なく、また、ガス置換の効率を高めることができる(例えば、窒素置換率99%以上を達成できる)。ガス置換後のトレー2cは密封シール部21、容器フランジ冷却部22により密封シールが行われる。
【0043】
密封シールが行われたトレー2cは、仕上げ冷却装置23に搬入され、トレー2cにクリーンルーム内の空調温度(例えば、20℃)の風を吹き付けて25℃に冷却し、箱詰した後、出荷される。
【0044】
上述した無菌パック米飯の製造方法によれば、浸漬工程は31秒間で行うことができ、殺菌工程は28秒間、2次加水工程は4秒間、1次炊飯工程は22秒間、そして、2次炊飯工程は19秒間で行うことができる。前記製造方法は、コンベア装置3を用いたバッチ式であることから、浸漬工程から2次炊飯工程までの5つの工程を一つの製造ラインで行う場合は、一つの工程に要する時間が浸漬工程に必要な31秒ということになる。よって、浸漬工程を開始してから2次炊飯工程が完了するまでを、155秒という極めて短時間で行うことが可能となる。なお、炊飯工程を一つの工程にまとめた場合は、炊飯工程に必要な時間が浸漬工程よりも長くなってしまうことがあり、その場合は製造時間がそれだけ長くなることになる。また、上記各工程に必要な時間は、自由に変更することができるので、無菌パック米飯の製造条件に合わせて、適切に変更すればよい。
【図面の簡単な説明】
【0045】
【図1】本発明の無菌パック米飯の製造装置に係る概略平面図である。
【図2】同製造装置におけるトレー自動供給部、米計量充填部、水計量充填部、吸水部、殺菌部、炊飯部及び仮シール部の構造を示す概略図である。
【図3】加圧加熱装置9の概略断面図である。
【図4】マイクロ波殺菌部及び蒸らし部の構造を示す概略図である。
【図5】密封包装部の構造を示す概略図である。
【図6】浸漬工程を説明するためのフローチャートである。
【図7】殺菌工程を説明するためのフローチャートである。
【図8】1次炊飯工程を説明するためのフローチャートである。
【図9】2次炊飯工程を説明するためのフローチャートである。
【符号の説明】
【0046】
1 無菌パック米飯の製造装置
2 トレー自動供給部
3 コンベア装置
4 異物吸引装置
5 米計量充填部
6 水計量充填部
7 仮シール部
8 トレー移送装置
9 加圧加熱装置
10 水計量充填部
11 水計量補充部
13 横送りコンベア
14 マイクロ波殺菌部
15 製品供給装置
16 製品整列装置
17 密封包装部
18 コンベア装置
19 放射温度計
20 ガス置換部
21 密封シール部
22 容器フランジ冷却部
23 仕上げ冷却装置
24 チャンバー
25 加圧浸漬部
26 加圧殺菌部
27 加圧炊飯部
28 加圧炊飯部
29 押し込み装置
30 油圧シリンダ
31 ベース板
32 支柱
33 昇降ガイド
34 支持体
35 下チャンバー
36 マイクロ波発振装置
37 導波管
38 上チャンバー
39 チョーク
40 チャンバー
41 パッキン
42 送管
43 減圧弁
44 電磁弁
45 圧力計
46 送管
47 電磁弁
48 スピードコントローラ
49 電磁弁
【技術分野】
【0001】
本発明は、浸漬工程も含め、極めて短時間で製造可能な無菌パック米飯の製造方法に関するものである。
【背景技術】
【0002】
近年、一人前ずつパックされた加工米飯を電子レンジで数分間加熱するか、熱湯中で十数分間加熱するだけでご飯ができあがり、パックのままか又は茶碗に盛り付けて食べることができる加工米飯が登場している。これは無菌パック米飯と称される商品で、独身者や共働きの家庭に普及してきている。
【0003】
従来、この種の無菌パック米飯は以下のように製造されている。すなわち、耐熱性の合成樹脂性トレーに一人前の米と水とを充填し、該トレーの開口部に、蒸気を逃がすための通気部が形成された殺菌済フィルムにて被覆した後、炊飯・蒸らしを行い、冷却後、ガス置換を行って通気部を密封にシールし、商品とする。そして、前記トレーの開口部を、殺菌済フィルムにより被覆することでトレー内への落下菌の混入による微生物汚染が防止され、ガス置換を行って通気部を密封にシールすることで脱酸素剤が不要となり、製造に手間とコストがかからないといったメリットがある。
【0004】
上記無菌パック米飯の製造方法のうち、短時間で製造することを目的としたものがある(特許文献1参照)。このものは、米及び水を充填した容器を密封し、その容器に、加圧した状態でマイクロ波を照射し、前記米及び水を、110〜130℃の温度にて少なくとも5分間加熱して殺菌処理するとともに炊飯することで、無菌パック米飯を製造するものである。
【0005】
しかし、無菌パック米飯の製造においては、短時間で大量に製造することが求められているのに対し、前述の方法では、浸漬時間を含めると炊飯が終了するまでに1時間以上の時間を必要とする。このため、浸漬時間も含めて極めて短時間で殺菌及び炊飯を行うことが可能な無菌パック米飯の製造方法が強く望まれている。
【0006】
【特許文献1】特開平6−133710号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は上記問題点にかんがみ、極めて短時間の浸漬時間であっても米内部に水を十分に吸水させて、食味に優れた無菌パック米飯を製造する方法及びその装置を提供することを技術的課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため請求項1の発明は、所定量の米及び水を、上方が開口したトレーに投入する工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる浸漬工程と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する殺菌工程と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する炊飯工程と、前記炊飯工程後に、蒸らし・冷却などの処理を行う後処理工程とを含む無菌パック米飯の製造方法において、前記浸漬工程、殺菌工程又は炊飯工程の少なくとも一つ以上の工程で、加圧したチャンバー内で前記トレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで前記チャンバー内の圧力を降圧する加圧制御を行う、という技術的手段を講じた。
【0009】
また、請求項2の発明は、前記浸漬工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする。
【0010】
請求項3の発明は、前記殺菌工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を140℃付近まで加熱し、その温度まで加熱した時点で前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする。
【0011】
請求項4の発明は、前記炊飯工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間で沸騰させる加圧制御を行うことを特徴とする。
【0012】
さらに、請求項5の発明は、請求項1乃至請求項4に記載のいずれかの製造方法で製造した無菌パック米飯であって、電子レンジで数分間加熱するか、熱湯中で十数分間加熱するだけでご飯ができあがり、パックのままか又は茶碗に盛り付けて食べることができる。
【0013】
そして、請求項6の発明は、所定量の米を上方が開口したトレーに充填する米計量充填部と、所定量の浸漬水を前記トレーに充填する水計量充填部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる加圧浸漬部と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する加圧殺菌部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する加圧炊飯部と、前記トレーの開口部を殺菌済みフィルムで被覆するとともに、蒸気を逃がすための通気部を形成する仮シール部と、該仮シールを行ったトレーの殺菌を行うマイクロ波殺菌部と、前記トレー内の蒸らし処理を行う蒸らし部と、蒸らし処理後に、同一のチャンバー内で真空冷却、ガス置換及び前記通気部の密封シールの各処理を行う密封包装部とを備えた無菌パック米飯の製造装置において、前記加圧浸漬部、加圧殺菌部及び加圧炊飯部に、加圧した状態でトレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで圧力を降圧する加圧制御を行うことが可能なチャンバーを設けたことを特徴とする。
【発明の効果】
【0014】
本発明の無菌パック米飯の製造方法は、加圧したチャンバー内でトレー内の内容物を100℃を超える所定温度まで加熱し、加熱後に前記チャンバー内の圧力を常圧(大気圧)まで急激に降圧させるという加圧制御を行うことを特徴とする。この加圧制御により、100℃を越える温度に加熱された前記内容物は、加圧された状態から常圧(大気圧)の状態に急激に移行することになり、前記内容物の全水分の温度が、常圧での沸点である100℃まで低下する。このため、前記全水分が沸騰することになり、前記内容物である米を短時間でムラなく均一に加熱することが可能となる。したがって、マイクロ波の照射による加熱方法に特有の加熱ムラを解消することができ、無菌パック米飯の製造における浸漬工程、殺菌工程及び炊飯工程を、効率的な加熱により極めて短時間で行うことが可能となる。
【0015】
また、過乾燥米(水分13%以下)や胴割れ米は、一般的な方法によって浸漬を行うと、浸漬中に水浸割れが発生して砕米となってしまい、この砕米を炊飯するとご飯の品質が著しく低下してしまう。しかし、本発明の加圧制御を浸漬工程に用いることで、加熱により米の表面付近から溶け出した溶質分が、急激な降圧により沸点が100℃まで低下した時点で米表面をコーティングするように硬化するため、この硬化作用により過乾燥米や胴割れ米の浸漬中における水浸割れを防止することができる。
【発明を実施するための最良の形態】
【0016】
以下、図面を参照しながら詳細に説明する。図1は本発明の無菌パック米飯の製造装置に係る概略平面図であり、図2は同製造装置におけるトレー自動供給部、米計量充填部、加圧浸漬部、加圧殺菌部、加圧炊飯部及び仮シール部の構造を示す概略図であり、図3は前記加圧浸漬部、加圧殺菌部及び加圧炊飯部に用いる加圧加熱装置の構造を示すための概略断面図であり、図4は、マイクロ波殺菌部及び蒸らし部の構造を示す概略図であり、図5は同一チャンバー内で真空冷却・ガス置換・前記通気部の密封シールを行う密封包装部の構造を示す概略図である。
【0017】
図1及び図2において、符号1は本発明に係る無菌パック米飯の製造装置であり、符号2はトレー自動供給部である。トレー自動供給部2は、耐熱性の合成樹脂性トレー(容器)2cを多数積み重ねるとともに、複数列(例えば、4列)で待機させておくトレー貯留部2aと、該トレー貯留部2a下部から各列のトレーを1枚ずつ自動で取り出すトレー供給部2bとからなり、横4列で連続的にコンベア装置3に供給される。コンベア装置3は、一対のスプロケット3a,3b及び補助スプロケット3c,3dにチェーン3eが巻回されており、該チェーン3eに、トレー受けパレット3f…が間隙をおいて多数取り付けられている。該トレー受けパレット3f…は、1枚のパレット3fに横4列、縦1列で4個のトレー2c…が収容可能であり、複数個のトレー2c…を整列させながら順次搬送させる構成になっている。トレー受けパレット3fには、トレー2cの下部を嵌め込むための孔が形成されており、トレー2cは、前記孔に嵌め込まれた状態でトレー受けパレット3fに収容される構造となっている。
【0018】
トレー自動供給部2の次の工程には、異物吸引装置4が設けられ、トレー2c内の塵埃や異物が吸引除去される。さらに、異物吸引装置4の次の工程には、米計量充填部5が設けられ、トレー2cに所定量、例えば一人前の米が充填される。米計量充填部5には、高速で計量・排出が可能な公知の組み合わせ計量機を採用すればよい。図2に示すように、原料である洗米済みの米は、中央上部のホッパ5aに投入され、中央の円錐フィーダ5bにより側部に設けられた中間ホッパ5cに供給される。中間ホッパ5cでは所定量の原料を貯留した後、複数の計量ホッパ5dに排出される。そして、目標の重量値となすべく複数の計量ホッパ5dの計量値が組み合わされ、組み合わせに合致した原料が集合シュート5e、排出バルブ5f、ホッパ5gを経て各トレー2cに供給されることになる。米計量充填部5に供給する原料としては、市販されている無洗米が好ましいが、精白米、胚芽残存率の高い胚芽米、分搗き米及び玄米でもよい。精白米、胚芽米、分搗き米など洗米が必要なものは、あらかじめ所定の水分まで脱水又は乾燥し、米計量充填部5に滞留しないよう調製しておく必要がある。
【0019】
米計量充填部5の次の工程には、水計量充填部6が設けられ、該水計量充填部6のノズル6aからトレー2cに浸漬水が充填される。水計量充填部6の次の工程には、加圧浸漬部25が設けられ、該加圧浸漬部25によってトレー2c内の米の浸漬が行われる。加圧浸漬部25の次の工程には、加圧殺菌部26が設けられ、該加圧殺菌部26により、トレー2c内の米の殺菌が行われる。加圧殺菌部の次の工程には、水計量充填部10が設けられ、該水計量充填部10のノズル10aからトレー2cに炊飯水が充填される。水計量充填部10の次の工程には、加圧炊飯部27,28が設けられている。本実施例においては、加圧炊飯部を2段階に設けているが、1段階としてもよい。
【0020】
なお、加圧浸漬部25、加圧殺菌部26及び加圧炊飯部27,28は、それぞれ同一構造の加圧加熱装置9により構成されている。ここで、加圧加熱装置9について図3を用いて説明する。図3は、加圧加熱装置9の概略断面図である。符号30は油圧シリンダであって、該油圧シリンダの昇降動作によりベース板31が支柱32に沿って昇降する。ベース板31の上面には複数の支持体34が立設しており、該支持体34により下チャンバー35が支持されている。符号36はマイクロ波発振装置であって、導波管37により上チャンバー38に接続されている。下チャンバー35は、油圧シリンダの昇降動作により上方に押し上げられる構造になっており、押し上げられた時に、下チャンバー35の上方に位置するトレー受けパレット3fを挟み込む状態で、上チャンバー38に押し付けられる。上チャンバー38及び下チャンバー35には、それぞれトレー2cを収容できる大きさの窪みが設けられており、該窪みにより、下チャンバー35が押し上げられた時に、密封された空間であるチャンバー40が形成される。本実施例においては、1枚のトレー受けパレット3fに、横4列に4個のトレー2cが収容されていることから、チャンバー40も横4列に4個同時に形成される。
【0021】
チャンバー40には、上方に導波管37が接続されており、マイクロ波発振装置36で発振されたマイクロ波が導波管37を経て照射される。なお、本実施例においては、一つのチャンバー40に対して、二つのマイクロ波発振装置36から3kWの出力のマイクロ波がそれぞれ照射される構造としている。なお、マイクロ波発振装置36の出力は3kWに限定されるものではなく、無菌パック米飯の製造条件により適切な出力に変更すればよい。符号39は、照射されたマイクロ波が外部に漏れないようにするために設けられたチョークである。符号42は、チャンバー40内を加圧するための圧縮空気を送風するための送管である。該送管42は別途設けられたエアーコンプレッサ(図示していない)に接続されており、該エアーコンプレッサから、減圧弁43、電磁弁44及び圧力計45を経て圧縮空気がチャンバー40内に送られる。なお、チャンバー40と導波管37との接続部には、遮蔽板が配設されている(図示していない)。この遮蔽板は、当然、マイクロ波は透過するが、空気は漏れないものを用いている。符号41はパッキンであり、トレー受けパレット3fを挟み込む状態で下チャンバー35を上チャンバー38に押し付けることで形成されるチャンバー40内から空気が漏れるのを防ぐためのものであって、チャンバー40の気密性を維持するために設けられている。
【0022】
符号46は、チャンバー40内を降圧する時に用いる送管である。該送管46は、別途設けられた電磁弁47、スピードコントローラ48及び電磁弁49に接続されており、これら電磁弁47、スピードコントローラ48及び電磁弁49を制御することによりチャンバー40内の圧力を所定の速度で降圧することができる。また、下チャンバー35は油圧シリンダ30の昇降運動により上下方向に動くため、送管46はフレキシブルなものを用いている。
【0023】
加圧炊飯部27,28の次の工程には、水計量補充部11が設けられ、該水計量補充部11のノズル11aからトレー2cに水が補充される。本発明においては、加圧炊飯部28よりの後の工程を後処理工程としている。水計量補充部11の次の工程には、仮シール部7が設けられている。仮シール部7は、トレー2cの上方開口部に、殺菌済フィルム7aを被覆した後、トレー2cの開口縁と殺菌済フィルム7aとをシールするものであり、蒸気を逃がすための通気部を形成すべく開口縁の一部を未シール部として残したシールが行われる。仮シール部7は殺菌済フィルム7aのロール7bと、該フィルム7aを案内する案内ロール7c,7d,7e,7fと、フィルム材巻取りローラ7gと、第1仮シール部7h,第2仮シール部7iと、トリミング部7jとが備えられている。
【0024】
仮シールされたトレー2cは、順次トレー移送装置8に供給される。該トレー移送装置8は、複数個のローラに巻回されたコンベアベルトと、エアシリンダにより水平方向に往復動可能な押し込み機構と、該押し込み機構に取り付けられた押し込み部材とから構成され、横4列で搬送されたトレー2c…を横送りコンベア13に移送する役目をする。なお、図1においては、製造装置1を「コ」の字状に配置するために横送りコンベア13を設けているが、設置面積が大きく、折り返し不要の場合は横送りコンベア13を省略することができる。横送りコンベア13により搬送されたトレー2cは、押し込み装置29によって、マイクロ波殺菌部14に搬入される。
【0025】
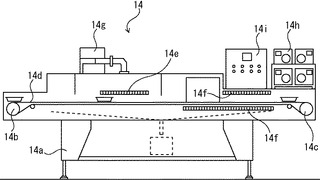
次に、図1及び図4を参照してマイクロ波殺菌部及び蒸らし部について説明する。マイクロ波殺菌部14は、トンネル状の本体14aと、該本体14aの両端部に配置された一対のプーリ14b,14cと、該プーリ14b,14cに巻回されたコンベアベルト14dと、該コンベアベルト14dの上方又は下方に配置された多数のマイクロ波照射部14e…と、排熱部14gと、インバータ部14hと、制御部14iとから構成される。符号14fは、前記マイクロ波照射部14eの後工程に形成される蒸らし用のヒータである。殺菌用マイクロ波照射部14e…は、例えば、周波数2.45GHZ〜2.50GHZ,波長12cm程度のマイクロ波が照射され、出力4kwで加熱し、数分間の照射により、100℃まで加熱することができる。一方、蒸らし用のヒータ14fは、80〜90℃の温度を保持する能力のものを選択するとよい。
【0026】
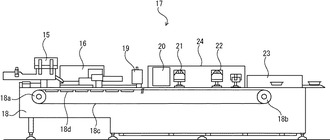
さらに、図1及び図5を参照して同一チャンバー内での真空冷却・ガス置換・前記通気部の密封シールを行う密封包装部について説明する。符号15は製品供給装置であり、符号16は製品整列装置であって、横4列、縦1列でパレットにトレー2cを整列して収容するために配置されている。密封包装部17の主要部を構成するコンベア装置18は、一対のスプロケット18a,18bにチェーン18cが巻回されており、該チェーン18cに、横4列、縦1列のトレー受けパレット18d…が間隙をおいて多数取り付けられている。
【0027】
製品整列装置16の次の工程には、トレー2c内の温度を検知する放射温度計19が設けられ、製品の温度管理が行われる。さらに、温度管理の次の工程のチャンバー24内には、ガス置換部20、密封シール部21、容器フランジ冷却部22が設けられている。チャンバー24は真空発生装置(図示せず)と連通して真空状態下まで減圧して、加熱調理された米飯を急速冷却することが可能であり、また、雑菌の繁殖を抑えることができる。符号23は、仕上げ冷却装置である。該仕上げ冷却装置23によって、トレー2cにクリーンルーム内の空調温度(例えば、20℃)の風を吹き付けて製品温度を25℃に冷却し、冷却後に箱詰めが行われる。
【0028】
以下、上記のような無菌パック米飯の製造装置1を用いて無菌パック米飯を製造する方法について説明する。図1及び図2に示すように、トレー自動供給部2から減菌されたトレー2cが取り出されてトレー受けパレット3f…に供給され、トレー2cは横4列、縦1列で整列されて順次搬送される。そして、異物吸引装置4によりトレー2c内の塵埃や異物が吸引除去された後、米計量充填部5に至る。なお、この工程の前後において紫外線によるトレー2cの殺菌を行ってもよい。米計量充填部5においては、トレー2c内にあらかじめ減菌された所定量の米が順次計量・充填され、次いで、水計量充填部6において、あらかじめ減菌された浸漬水が順次計量・充填される。
【0029】
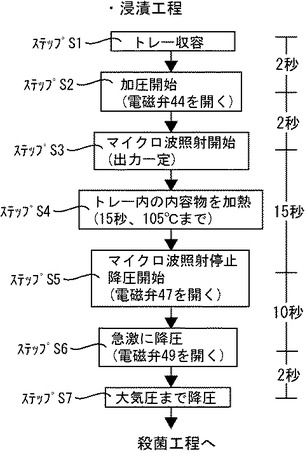
浸漬水が充填されたトレー2cは、加圧浸漬部25に送られる。加圧浸漬部25では、極めて短時間でトレー2c内に充填された米に前記浸漬水を吸水させる浸漬工程が行われる。この浸漬工程について、図6を用いて説明する。図6は、浸漬工程を説明するためのフローチャートである。まず、加圧浸漬部25に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS1)、チャンバー40が形成された時点で、減圧弁43により調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS2)。チャンバー40内が0.2〜2.5kg/cm2、好ましくは0.2〜1.5kg/cm2、より好ましくは0.2kg/cm2以上に加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS3)。マイクロ波の照射により、トレー2c内の浸漬水を100℃を超える温度、好ましくは102℃〜120℃、より好ましくは105℃程度まで加熱する(ステップS4)。チャンバー40内は加圧されているため、浸漬水を100℃を超える温度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS5)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS6)、常圧(大気圧)まで降圧する(ステップS7)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように沸点が100℃である常圧まで急激に降圧させることで、トレー2c内の、100℃を超える温度まで加熱された浸漬水を、短時間で沸騰させることが可能となり、よって、浸漬工程を極めて短時間で行うことができる。
【0030】
なお、前記浸漬工程において加圧加熱装置9により、チャンバー40内の圧力を降圧させずに、一定の加圧状態でマイクロ波の照射によりトレー2c内の米を浸漬することも可能である。しかし、この方法ではトレー2c内の内容物を短時間でムラなく均一に加熱することが困難であるため、加熱が不十分な個所の内容物を浸漬するのに時間がかかり、このため、浸漬時間が長くなることになる。
【0031】
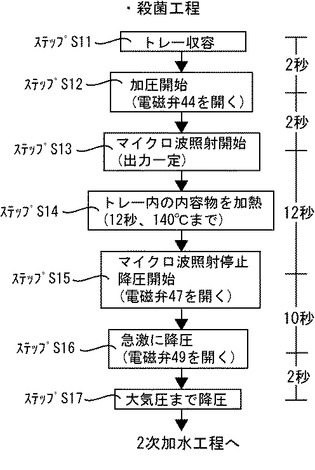
浸漬工程が終了したトレー2cは、次の工程である殺菌工程を行うためにコンベア装置3により加圧殺菌部26に送られる。この殺菌工程について、図7を用いて説明する。図7は、殺菌工程を説明するためのフローチャートである。まず、加圧殺菌部26に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS11)、チャンバー40が形成された時点で、減圧弁43により調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS12)。チャンバー40内が2.5〜4.0kg/cm2、好ましくは3.0〜3.3kg/cm2、より好ましくは3.0kg/cm2まで加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS13)。マイクロ波の照射により、トレー2c内の米を140℃程度まで加熱する(ステップS14)。チャンバー40内は加圧されているため、前記米を140℃程度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS15)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS16)、常圧(大気圧)まで降圧する(ステップS17)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように急激に沸点が100℃である常圧まで降圧することで、トレー2c内の、140℃程度まで加熱された米が含有する水分を、全て均一にムラなく沸騰させることが可能となり、よって、極めて短時間の殺菌時間でも確実に殺菌を行うことができる。
【0032】
なお、前記殺菌工程において加圧加熱装置9により、チャンバー40内の圧力を降圧させずに、一定の加圧状態でマイクロ波の照射によりトレー2c内の米を殺菌することも可能である。しかし、この方法ではトレー2c内の内容物をムラなく均一に加熱することが困難であるため、確実に殺菌を行うために十分な加熱を行う必要があり、この加熱により米の食味が低下してしまう恐れがある。
【0033】
殺菌工程が終了したトレー2cは、次の工程である2次加水工程を行うためにコンベア装置3により水計量充填部10に送られる。水計量充填部10では、あらかじめ減菌された炊飯水が順次計量・充填される。炊飯水が充填されたトレー2cは、加圧炊飯部27に送られる。
【0034】
加圧炊飯部27では、トレー2c内に充填された米を極めて短時間で炊飯する1次炊飯工程が行われる。この1次炊飯工程について、図8を用いて説明する。図8は、1次炊飯工程を説明するためのフローチャートである。まず、加圧炊飯部27に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS21)、チャンバー40が形成された時点で、減圧弁43によって調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS22)。チャンバー40内が0.3〜2.5kg/cm2、好ましくは0.3〜1.5kg/cm2、より好ましくは0.35kg/cm2以上に加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS23)。マイクロ波の照射により、トレー2c内の米を100℃を超える温度、好ましくは105℃〜120℃、より好ましくは108℃程度まで加熱する(ステップS24)。チャンバー40内は加圧されているため、前記米が含有する水分を100℃を超える温度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS25)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS26)、常圧(大気圧)まで降圧する(ステップS27)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように、沸点が100℃である常圧まで急激に降圧することで、トレー2c内の、100℃を超える温度まで加熱された米が含有する水分を、全て均一に沸騰させることが可能となり、よって、極めて短時間でもムラなく確実に炊飯を行うことができるようになる。
【0035】
1次炊飯工程が終了したトレー2cは、次の工程である2次加水工程を行うためにコンベア装置3により加圧炊飯部28に送られる。加圧炊飯部28では、トレー2c内に充填された米の炊飯を完了させる2次炊飯工程が行われる。この2次炊飯工程については、図9を用いて説明する。図9は、2次炊飯工程を説明するためのフローチャートである。まず、加圧炊飯部28に配設されている加圧加熱装置9に送られてきたトレー2cを、下チャンバー35を押し上げることで形成されるチャンバー40内に収容し(ステップS31)、チャンバー40が形成された時点で、減圧弁43によって調整された圧縮空気を、電磁弁44を開いて送管42によりチャンバー40内に送り、チャンバー40内を加圧する(ステップS32)。チャンバー40内が0.3〜2.5kg/cm2、好ましくは0.3〜1.5kg/cm2、より好ましくは0.35kg/cm2以上に加圧された時点で、マイクロ波発振装置36によるマイクロ波の照射を開始する(ステップS33)。マイクロ波の照射により、トレー2c内の米を100℃を超える温度、好ましくは105℃〜120℃、より好ましくは108℃程度まで加熱する(ステップS34)。チャンバー40内は加圧されているため、前記米が含有する水分を100℃を超える温度まで加熱することが可能である。加熱後、マイクロ波の照射を停止するとともに、電磁弁44を閉じ、電磁弁47を開いて、スピードコントローラ48の制御によって、徐々にチャンバー40内の圧力を下げていく(ステップS35)。降圧開始後、10秒程度経過した時点で、電磁弁49を開き、チャンバー40内の圧力を急激に降圧させ(ステップS36)、常圧(大気圧)まで降圧する(ステップS37)。実際には、電磁弁49を開いてからチャンバー40内の圧力が常圧まで低下するのに2秒程度の時間が必要である。このように、沸点が100℃である常圧まで急激に降圧することで、トレー2c内の、100℃を超える温度まで加熱された米が含有する水分を、全て均一に沸騰させることが可能となり、よって、極めて短時間でもムラなく確実に炊飯を完了することが可能となる。
【0036】
本実施例では、炊飯工程を1次炊飯工程と2次炊飯工程の二つの工程に分けて行っている。これは、無菌パック米飯の製造にかかる時間を短縮するためであって、製造条件によっては、炊飯工程を一つの工程にまとめてもよい。
【0037】
前記吸水工程、殺菌工程、1次炊飯工程及び2次炊飯工程でチャンバー40内の気圧を降圧する際に、降圧開始直後に徐々に圧力を下げるのは、トレー2c内の浸漬水又は炊飯水が突沸を起こしてトレー2c内に充填した米が飛散するのを防止するためである。このため、降圧開始直後に、徐々に圧力を下げる時間は、製造条件により適切な時間に変更することが好ましい。
【0038】
なお、前記1次炊飯工程及び/又は2次炊飯工程において加圧加熱装置9により、チャンバー40内の圧力を降圧させずに、一定の加圧状態でマイクロ波の照射によりトレー2c内の米を炊飯することも可能である。しかし、この方法ではトレー2c内の内容物を短時間でムラなく均一に加熱することが困難であるため、トレー2c内の全水分を沸騰させるのに時間がかかり、よって、炊飯に時間がかかることになる。
【0039】
炊飯完了後、トレー2cは水計量補充部11に送られる。本発明においては、2次炊飯工程より後の工程を後処理工程としている。この後処理工程には一般的な方法を用いることができる。水計量補充部11では、あらかじめ減菌された水が順次計量・補充され、次の工程である仮シール部7に送られる。仮シール部7に送られたトレー2cは、トレー2cの開口縁と殺菌済フィルム7aとをシールすることになる。このシールを2次炊飯工程後に行うのは、吸水工程、殺菌工程、1次炊飯工程及び2次炊飯工程でチャンバー40内の気圧を降圧する際に、トレー2c内の圧力もスムーズに降圧させるためである。仮シール部7では、蒸気を逃がすための通気部を形成すべく開口縁の一部を残したシールが行われる。そして、トリミング部7jにより仮シール後の殺菌済フィルム7aの裁断が行われる。
【0040】
仮シール後、トレー2cは仮シール部7の搬出口から搬出され、トレー移送装置8、横送りコンベア13及び押し込み装置29を経てマイクロ波殺菌部14に搬入される。該マイクロ波殺菌部14では4kw容量のマイクロ波照射部14eにより3秒間〜5分間、好ましくは5分間程度照射され、トレー2cが100℃の温度まで加熱される。これにより、高温殺菌される。マイクロ波照射部14eを通過したトレー2cは、次に、蒸らし用のヒータ14fに至り、80〜90℃の温度、好ましくは85℃の温度で約5〜15分間維持されて、トレー2c内の米飯が蒸らされる。
【0041】
次いで、トレー2cは製品供給装置15及び製品整列装置16を経て放射温度計19を通過する。そして、該放射温度計19にて米飯の温度が検知されて製品の温度管理が行われ、最終工程となる密封包装部17に搬入される。
【0042】
密封包装部17は、同一のチャンバー24内で真空冷却・ガス置換・前記通気部の密封シールを行うものである。トレー2cが搬入されると、まず、チャンバー24の真空発生装置(図示せず)が作動して真空状態下まで減圧し、80〜90℃の温度で蒸らした米飯を、60℃まで急冷させる。これにより、雑菌の繁殖を抑えるとともに、ガス置換の効率を高めることができる。次いで、真空状態下のチャンバー24内に窒素ガスや炭酸ガスを充満させてガス置換が行われる。これにより、ガス注入管をトレー2c内に差し込む方式のような二次汚染のおそれが少なく、また、ガス置換の効率を高めることができる(例えば、窒素置換率99%以上を達成できる)。ガス置換後のトレー2cは密封シール部21、容器フランジ冷却部22により密封シールが行われる。
【0043】
密封シールが行われたトレー2cは、仕上げ冷却装置23に搬入され、トレー2cにクリーンルーム内の空調温度(例えば、20℃)の風を吹き付けて25℃に冷却し、箱詰した後、出荷される。
【0044】
上述した無菌パック米飯の製造方法によれば、浸漬工程は31秒間で行うことができ、殺菌工程は28秒間、2次加水工程は4秒間、1次炊飯工程は22秒間、そして、2次炊飯工程は19秒間で行うことができる。前記製造方法は、コンベア装置3を用いたバッチ式であることから、浸漬工程から2次炊飯工程までの5つの工程を一つの製造ラインで行う場合は、一つの工程に要する時間が浸漬工程に必要な31秒ということになる。よって、浸漬工程を開始してから2次炊飯工程が完了するまでを、155秒という極めて短時間で行うことが可能となる。なお、炊飯工程を一つの工程にまとめた場合は、炊飯工程に必要な時間が浸漬工程よりも長くなってしまうことがあり、その場合は製造時間がそれだけ長くなることになる。また、上記各工程に必要な時間は、自由に変更することができるので、無菌パック米飯の製造条件に合わせて、適切に変更すればよい。
【図面の簡単な説明】
【0045】
【図1】本発明の無菌パック米飯の製造装置に係る概略平面図である。
【図2】同製造装置におけるトレー自動供給部、米計量充填部、水計量充填部、吸水部、殺菌部、炊飯部及び仮シール部の構造を示す概略図である。
【図3】加圧加熱装置9の概略断面図である。
【図4】マイクロ波殺菌部及び蒸らし部の構造を示す概略図である。
【図5】密封包装部の構造を示す概略図である。
【図6】浸漬工程を説明するためのフローチャートである。
【図7】殺菌工程を説明するためのフローチャートである。
【図8】1次炊飯工程を説明するためのフローチャートである。
【図9】2次炊飯工程を説明するためのフローチャートである。
【符号の説明】
【0046】
1 無菌パック米飯の製造装置
2 トレー自動供給部
3 コンベア装置
4 異物吸引装置
5 米計量充填部
6 水計量充填部
7 仮シール部
8 トレー移送装置
9 加圧加熱装置
10 水計量充填部
11 水計量補充部
13 横送りコンベア
14 マイクロ波殺菌部
15 製品供給装置
16 製品整列装置
17 密封包装部
18 コンベア装置
19 放射温度計
20 ガス置換部
21 密封シール部
22 容器フランジ冷却部
23 仕上げ冷却装置
24 チャンバー
25 加圧浸漬部
26 加圧殺菌部
27 加圧炊飯部
28 加圧炊飯部
29 押し込み装置
30 油圧シリンダ
31 ベース板
32 支柱
33 昇降ガイド
34 支持体
35 下チャンバー
36 マイクロ波発振装置
37 導波管
38 上チャンバー
39 チョーク
40 チャンバー
41 パッキン
42 送管
43 減圧弁
44 電磁弁
45 圧力計
46 送管
47 電磁弁
48 スピードコントローラ
49 電磁弁
【特許請求の範囲】
【請求項1】
所定量の米及び水を、上方が開口したトレーに投入する工程と、
前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる浸漬工程と、
前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する殺菌工程と、
前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する炊飯工程と、
前記炊飯工程後に、蒸らし・冷却などの処理を行う後処理工程と、
を含む無菌パック米飯の製造方法において、
前記浸漬工程、殺菌工程又は炊飯工程の少なくとも一つ以上の工程で、加圧したチャンバー内で前記トレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで前記チャンバー内の圧力を降圧する加圧制御を行うことを特徴とする無菌パック米飯の製造方法。
【請求項2】
前記浸漬工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする請求項1に記載の無菌パック米飯の製造方法。
【請求項3】
前記殺菌工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を140℃付近まで加熱し、その温度まで加熱した時点で前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする請求項1に記載の無菌パック米飯の製造方法。
【請求項4】
前記炊飯工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間で沸騰させる加圧制御を行うことを特徴とする請求項1に記載の無菌パック米飯の製造方法。
【請求項5】
請求項1乃至請求項4に記載のいずれかの製造方法で製造した無菌パック米飯。
【請求項6】
所定量の米を、上方が開口したトレーに充填する米計量充填部と、所定量の浸漬水を、前記トレーに充填する水計量充填部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる加圧浸漬部と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する加圧殺菌部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する加圧炊飯部と、前記トレーの開口部を殺菌済みフィルムで被覆するとともに、蒸気を逃がすための通気部を形成する仮シール部と、該仮シールを行ったトレーの殺菌を行うマイクロ波殺菌部と、前記トレー内の蒸らし処理を行う蒸らし部と、蒸らし処理後に、同一のチャンバー内で真空冷却、ガス置換及び前記通気部の密封シールの各処理を行う密封包装部と、を備えた無菌パック米飯の製造装置において、
前記加圧浸漬部、加圧殺菌部及び加圧炊飯部に、加圧した状態でトレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで圧力を降圧する加圧制御を行うことが可能なチャンバーを設けたことを特徴とする無菌パック米飯の製造装置。
【請求項1】
所定量の米及び水を、上方が開口したトレーに投入する工程と、
前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる浸漬工程と、
前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する殺菌工程と、
前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する炊飯工程と、
前記炊飯工程後に、蒸らし・冷却などの処理を行う後処理工程と、
を含む無菌パック米飯の製造方法において、
前記浸漬工程、殺菌工程又は炊飯工程の少なくとも一つ以上の工程で、加圧したチャンバー内で前記トレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで前記チャンバー内の圧力を降圧する加圧制御を行うことを特徴とする無菌パック米飯の製造方法。
【請求項2】
前記浸漬工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする請求項1に記載の無菌パック米飯の製造方法。
【請求項3】
前記殺菌工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を140℃付近まで加熱し、その温度まで加熱した時点で前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間に沸騰させる加圧制御を行うことを特徴とする請求項1に記載の無菌パック米飯の製造方法。
【請求項4】
前記炊飯工程において、加圧したチャンバー内で、マイクロ波を照射して前記トレー内の内容物を100℃を超える所定温度まで加熱し、加熱後、前記チャンバー内の圧力を急激に大気圧まで降圧して、前記内容物の水分を短時間で沸騰させる加圧制御を行うことを特徴とする請求項1に記載の無菌パック米飯の製造方法。
【請求項5】
請求項1乃至請求項4に記載のいずれかの製造方法で製造した無菌パック米飯。
【請求項6】
所定量の米を、上方が開口したトレーに充填する米計量充填部と、所定量の浸漬水を、前記トレーに充填する水計量充填部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米に前記水を吸水させる加圧浸漬部と、前記トレー内の内容物をマイクロ波の照射により加熱して殺菌する加圧殺菌部と、前記トレー内の内容物をマイクロ波の照射により加熱して前記米を炊飯する加圧炊飯部と、前記トレーの開口部を殺菌済みフィルムで被覆するとともに、蒸気を逃がすための通気部を形成する仮シール部と、該仮シールを行ったトレーの殺菌を行うマイクロ波殺菌部と、前記トレー内の蒸らし処理を行う蒸らし部と、蒸らし処理後に、同一のチャンバー内で真空冷却、ガス置換及び前記通気部の密封シールの各処理を行う密封包装部と、を備えた無菌パック米飯の製造装置において、
前記加圧浸漬部、加圧殺菌部及び加圧炊飯部に、加圧した状態でトレー内の内容物を100℃を越える所定温度まで加熱し、加熱後に前記内容物の水分が沸騰するまで圧力を降圧する加圧制御を行うことが可能なチャンバーを設けたことを特徴とする無菌パック米飯の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−295834(P2007−295834A)
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2006−125848(P2006−125848)
【出願日】平成18年4月28日(2006.4.28)
【出願人】(000001812)株式会社サタケ (223)
【Fターム(参考)】
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願日】平成18年4月28日(2006.4.28)
【出願人】(000001812)株式会社サタケ (223)
【Fターム(参考)】
[ Back to top ]