
無菌包装食品の製造方法
【課題】生産性を向上させた、無菌包装食品の製造方法を提供する。
【解決手段】粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに前記殺菌済み容体の開口部をシール材で密封包装する密封工程、を含む、無菌包装食品の製造方法であって、前記殺菌工程が、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、製造方法で無菌包装食品を製造する。前記殺菌工程は、密閉された前記チャンバ内に水蒸気を導入し、かつ前記チャンバ内から水蒸気を排出することにより、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程であることが好ましい。
【解決手段】粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに前記殺菌済み容体の開口部をシール材で密封包装する密封工程、を含む、無菌包装食品の製造方法であって、前記殺菌工程が、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、製造方法で無菌包装食品を製造する。前記殺菌工程は、密閉された前記チャンバ内に水蒸気を導入し、かつ前記チャンバ内から水蒸気を排出することにより、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は無菌包装食品の製造方法に関する。本発明は、より詳しくは、特定の殺菌工程を含む無菌包装食品の製造方法に関する。
【背景技術】
【0002】
容器入り食品は、温めるだけで喫食できるという利便性から、近年需要が伸びている。容器入り食品として、白飯、赤飯、具入りご飯、粥等の米飯加工食品や、カレー等の流動性食品等が市販されている。容器入り食品としては、食品原料が充填された容器を殺菌後に密封し、密封容器を加熱して食品原料を調理して得られるレトルト食品、および食品原料が充填された容器を殺菌した後、食品原料を調理し、無菌状態で前記容器を密封して得られる無菌包装食品がある。
【0003】
特許文献1(特開平09−187238号公報)はレトルト米飯の製造方法に関し、洗米浸漬した米を最終包装用容器に所定量充填し、真空脱気下、蒸気を用いて蒸煮殺菌処理を行う方法を開示する。具体的に、真空脱気下(30torr)で130℃の蒸気により4〜7分間加熱して殺菌処理を行うことが開示されている(特許文献1明細書段落0011)。この殺菌処理の後、殺菌処理されたフィルムで容器を密封し加熱調理を行う。
【0004】
特許文献2(特許第3020837号)は無菌包装米飯の製造方法に関し、容器に充填された米等の原料を容器ごと温度140〜145℃で合計24〜64秒間加熱して殺菌し、殺菌された米に調理水を加水して容器ごと炊飯し、当該容器を密封する方法を開示する。加熱は、高温のチャンバ内に容器入り原料を出し入れして行い、チャンバ内に置く時間は1回あたり4〜8秒、チャンバ外に置く時間は1秒程度で、この操作を合計6〜8回繰り返すことが好ましいとされる(特許文献2明細書段落0018)。
【0005】
特許文献3(特許第2912876号)は、無菌包装米飯の製造方法に関し、洗米浸漬した米を個食トレイに定量充填し、密封チャンバ内において、個食トレイに充填された米に対して高温高圧飽和蒸気を間欠的にフラッシュし、滅菌処理すると同時に米をアルファ化する方法を開示する。滅菌処理は、5〜10秒間の高温高圧飽和蒸気のフラッシュを6〜8回繰り返して行われる。
【0006】
特許文献4(特許第2838198号)は、食品滅菌方法に関し、離隔して配置された上下一対のチャンバを備えるアセンブリを用いた滅菌方法を開示する。具体的にこの方法は、次の1)〜4)の操作を1サイクルとして、このサイクルを繰り返す(特許文献4明細書段落0033、0037等)。1)〜4)の操作は、1)上下一対のチャンバの間に容器に充填された原料を格納する、2)上下一対のチャンバを密着させて、密閉空間を形成する、3)チャンバ内に5〜10秒の高温飽和蒸気を導入し、その後チャンバ内から蒸気を排気してチャンバ内を大気圧に戻す、4)チャンバを上下に離隔して容器に充填された原料を取出し、隣接するアセンブリ内の、離隔して配置された上下一対のチャンバの間に移送する、である。当該文献には好ましい例として、隣接して設置された12個のアセンブリを準備して、各アセンブリにおいて上記の1サイクル(蒸気フラッシュは5秒間)を行い、合計で5秒×12=60秒の加圧殺菌処理を行うことが開示されている(特許文献4明細書段落0037)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平09−187238号公報
【特許文献2】特許第3020837号
【特許文献3】特許第2912876号
【特許文献4】特許第2838198号
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示されるようなレトルト食品の製造においては、食品原料への加熱が過剰になり、食品の味が損なわれることがあった。そこで、特許文献2〜4に開示されるように無菌包装食品が提案されている。しかし、特許文献2〜4に記載の無菌包装米飯の製造方法は、殺菌工程に長い時間を要するため生産性が十分とはいえず、無菌包装食品の製造方法においては、生産性のさらなる向上が求められていた。かかる事情に鑑み、本発明は、生産性を向上させた、無菌包装食品の製造方法を提供することを課題とする。
【課題を解決しようとする手段】
【0009】
発明者らは、特許文献2〜4に記載の方法は、食品原料をチャンバ内で加熱した後に、食品原料をチャンバから取出し、再度この食品原料をチャンバ内に格納して加熱することを想定していることに着眼した。そこで、発明者らは、予備的に実験等を行い、チャンバ内から食品原料を取出すためにチャンバを離隔すると、チャンバ内が大気圧となり食品原料の温度が低下すること、およびこの温度低下のためにトータルで長時間の殺菌処理が必要となることを見出し、本発明を完成した。
【0010】
すなわち、本発明は、粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに前記殺菌済み容体の開口部をシール材で密封包装する密封工程、を含む、無菌包装食品の製造方法であって、前記殺菌工程が、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、製造方法を提供する。前記殺菌工程は、前記容体内温度が10秒以上継続して110℃以上となるように前記容体を加熱する工程であることが好ましい。また、前記殺菌工程は、密閉された前記チャンバ内に水蒸気を導入し、かつ前記チャンバ内から水蒸気を排出することにより、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程であることが好ましい。さらに、前記殺菌工程は、密閉された前記チャンバ内に水蒸気を導入し、その後前記チャンバ内から水蒸気を排出することを1サイクルとして、このサイクルを繰り返すことにより、殺菌チャンバ内で、気流を間欠的に生じさせながら行う工程であることが好ましい。前記サイクルを繰り返した後には、さらに前記密閉されたチャンバ内に水蒸気を導入する工程を設けてもよい。殺菌工程において、前記水蒸気の導入時間Tiと前記水蒸気の排出時間Toとの比Ti/Toは、1.5〜10が好ましい。
【0011】
前記食品原料は米類、豆類または麺類が好ましい。また、前記殺菌工程と調理工程の間に、前記殺菌済み容体に調理水を加える加水工程をさらに含むことが好ましい。
【発明の効果】
【0012】
本発明により、生産性を向上させた、無菌包装食品の製造方法を提供できる。
【図面の簡単な説明】
【0013】
【図1】本発明で用いる装置の斜視図である。
【図2】本発明で用いる装置の正面図である。
【図3】本発明で用いる装置の側面図である。
【図4】容体搭載器2の正面図である。
【図5】容体8を二次元に搭載できる容体搭載器2の正面図である。
【図6】本発明で用いる装置の斜視図である。
【図7】本発明で用いる装置の側面図である。
【図8】比較例で用いる装置の正面図である。
【図9】実施例1の結果を示す図である。
【図10】比較例1の結果を示す図である。
【図11】実施例2の結果を示す図である。
【図12】実施例3の結果を示す図である。
【図13】参考例2の結果を示す図である。
【発明を実施するための形態】
【0014】
1.無菌包装食品の製造方法
本発明の無菌包装食品の製造方法は、(1)粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、(2)前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、(3)前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに(4)前記殺菌済み容体の開口部をシール材で密封包装する密封工程を含み、前記(2)殺菌工程は、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う、方法である。無菌包装食品とは、食品原料が充填された容器を殺菌した後に、調理し、次いで容器を密封して製造される、容器内部および当該容器に内包される調理済み食品が無菌状態にある食品である。
(1)食品原料が充填された容体を準備する工程
本工程では、粒状または麺状食品原料が充填された開口部を有する容体を準備する。本工程は、前記食品原料を容器に充填して行ってもよいし、予め容器に充填された前記食品原料を購入するなどして準備してもよい。
【0015】
1)粒状または麺状食品原料
食品原料とは、調理されることによって喫食可能になる食品の原料である。本発明で用いる食品原料は粒状または麺状である。このような食品原料は、容体に充填された際に隣接する個々の粒間または麺間に隙間を形成する。この隙間により食品原料への熱の伝導性が高まるため、殺菌工程において殺菌効果が高くなる。
【0016】
粒状食品原料の例には、米類および豆類が含まれる。米類の例には、うるち米、もち米等が、豆類の例には、小豆、大豆等が含まれる。本発明において食品原料として用いる米類および豆類は、洗浄した後、一定の時間水に漬けて吸水させておくことが好ましい。このような処理を施すことで、その後の調理時間を短縮できる。特に吸水させた米類を食品原料として用いると、次工程の殺菌工程により米の表面がα化されるので、その後の調理工程において米の形状が崩れにくくなるという利点がある。このときの吸水量は、当該分野で通常採用されている量とすればよい。本発明で用いる食品原料として米類と豆類の混合物も使用できる。
【0017】
麺状食品原料の例には、ラーメン、そば、うどんおよびスパゲッティ等の麺類が含まれる。これらの麺類は茹でる前の状態であってもよいし、茹でた後の状態であってもよい。
本発明で用いる食品原料の容器への充填量は、前記食品原料の種類や、製造される無菌包装食品の用途によって異なる。例えば、前記食品原料として吸水させたうるち米を用いる場合、その充填量を80〜150gとすると、1人前に適した量の無菌包装米飯を製造できるので好ましい。
【0018】
2)容体
容体とは、本発明で用いる食品原料を充填するための開口部を有する容器である。本発明においては、容体をシール材で密封する工程を経て無菌包装食品が製造されるが、最終製品である無菌包装食品における、開口部を有しない容器と区別するために、最終製品とされる前の段階において用いる容器を容体と称する。容体の形状は、本発明で用いる食品原料を保持できる形状であれば限定されないが、前記食品原料を充填しやすい等の理由から略直方体が好ましい。本発明で用いる容体は、前記食品原料を充填するための開口部を有する。開口部は容体の天面部が開放されて形成されることが好ましい。
【0019】
容体の大きさは、充填する前記食品原料の種類や、製造される無菌包装食品の用途によって異なる。例えば、前記食品原料として吸水させたうるち米を80〜150g用いて無菌包装食品を製造する場合は、縦110〜160mm、横160〜220mm、高さ10〜60mmの大きさが好ましい。
【0020】
容体は110℃以上の耐熱性を有することが好ましい。このような容体の例には、ポリプロピレン等のプラスチック製容体およびステンレス製容体が含まれる。取り扱いの容易さから、本発明で用いる容体はプラスチック製が好ましい。
(2)殺菌工程
本工程では、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら、前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する。殺菌チャンバ(以下単に「チャンバ」ともいう)とは、殺菌工程を行うための装置に供えられた、容体を格納するための室である。気流とはチャンバ内の気体の流れである。殺菌とは、容体および粒状または麺状食品原料中の菌を除去することである。
【0021】
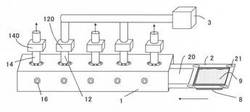
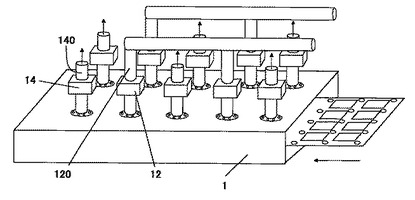
図1は、本発明で用いることのできる装置の一例を示す。図1において、1はチャンバ、12はチャンバと連通している水蒸気管、14はチャンバと連通している排気管であり、3は水蒸気管12と連通しているボイラーである。120は水蒸気管12に備えられた水蒸気弁、140は排気管14に備えられた排気弁である。8は容体であり、2は容体8を搭載するための容体搭載器、20および21は容体搭載器2に設けられた容体搭載部および開口部である。9は粒状または麺状食品原料である。16は熱電対を挿入するための挿入口である。図1においては、図の簡略化のために、容体搭載器2が一つの容体8を搭載する態様を示すが、実際には、容体搭載器2には複数の容体8が搭載される。図1においてチャンバ1の両端に設けられた開閉可能な扉の図示は省略してある。
【0022】
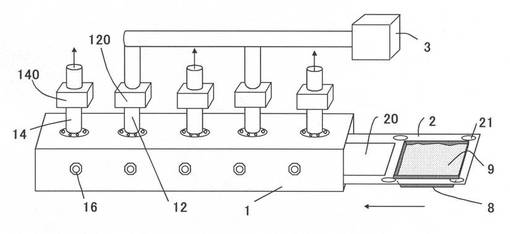
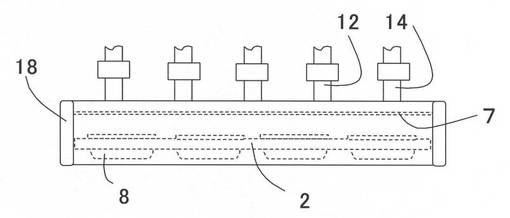
図2は、本発明で用いることのできる装置の正面図である。図2中、7は多孔板であり、容体8に充填された本発明で用いる食品原料の飛散を防止する。18はチャンバ1の両端に設けられた開閉可能な扉である。他の符号は図1と同様に定義される。
【0023】
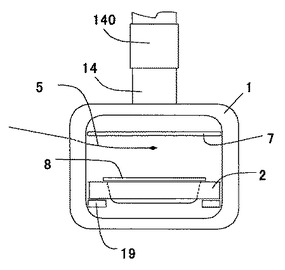
図3は、本発明で用いることのできる装置の側面図である。図3中、19は容体搭載器2を支持するガイドレール、5は熱電対である。他の符号は図1と同様に定義される。以下必要に応じて図面を参照して説明する。
【0024】
1)チャンバ
本発明で用いるチャンバ1は、前記食品原料9が充填された容体8を格納できればよいが、容体8を複数個格納、好ましくは3〜20個格納できることが好ましい。また、チャンバ1は、容体8に占有されない空間(「非占領空間」ともいう)を、容体8の容量の1〜3倍程度含むことが好ましい。非占領空間が容体8の容量の1倍未満であると、チャンバ1内の保温性が低下する場合がある。また、非占有空間が容体8の容量の3倍を超えると、装置が嵩高くなりコストが増加する場合がある。以上から、本発明で用いるチャンバ1の容量は、容体容積の3〜60倍であることが好ましい。例えば、前述の無菌包装米飯を製造する場合、チャンバ1の容量は4〜200リットル程度が好ましい。
【0025】
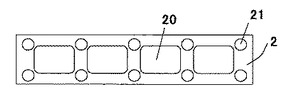
本発明において、粒状または麺状食品原料9が充填された容体8は、図1、図3および図4に示すように容体搭載器2を用いてチャンバ1内に格納されることが好ましい。具体的には、容体8が搭載された容体搭載器2をガイドレール19で支持することにより、チャンバ1内に容体8を格納する。図4は、容体搭載器2の概要を示す正面図である。図4中、20は容体搭載部、21は開口部である。開口部21は、チャンバ1内の気体を流動しやすくさせる。
【0026】
2)加熱殺菌
本工程では、容体8および当該容体に充填された粒状または麺状食品原料9を無菌包装食品製造上有効な温度および時間で加熱して殺菌する。無菌包装食品製造上有効な温度および時間とは、無菌包装食品の製造における殺菌強度の指標とされるF0値が4以上、好ましく4.5以上に達するような温度および時間である。F0値は、殺菌強度F値を定義する下記式において、基準温度Tr=121.1℃、Z値=10とした場合のF値である(清水潮、横山理雄著、「レトルト食品の理論と実践」p60〜68、幸書房、1986年)。
【0027】
【数1】

【0028】
食品衛生法は、レトルト食品等について、121℃で4分以上またはそれに相当する殺菌強度で処理しなければならないことを規定する。この殺菌強度は約4のF0値に相当する。よって、本発明においては、F0値が4以上、好ましくは4.5以上となるように容体8および当該容体に充填された食品原料9を加熱する。具体的には、容体内温度が10〜30秒間継続して110℃以上となるように前記容体を加熱する間に、F0値が4以上となることが好ましく、4.5以上となることがより好ましい。容体内温度とは、本発明で用いる食品原料9が充填された容体8の内部の温度である。この温度は、容体8の内面、粒状または麺状食品原料9、および前記食品原料9における隣接する個々の粒または麺の間に形成された隙間の温度を示す。このように、容体内温度を一定の時間、一定の温度に保つことで、効率のよい殺菌が可能となる。前記継続時間は10秒間以上、その装置が耐久性の限り、できるだけ長く維持することが好ましい。現状の装置においては、10〜60秒が好ましいが、生産性を考慮すると10〜30秒がより好ましい。前記温度は、110℃以上が好ましいが、110〜140℃がより好ましい。前記温度が140℃超えると、容体8、粒状または麺状食品原料9、あるいはチャンバ1が劣化する場合がある。
【0029】
本発明における加熱の方法は特に限定されない。例えば、チャンバ1の回りに、ヒータ等の加熱手段(図示なし)を設置することで加熱できる。しかしながら、本発明においては、チャンバ1に水蒸気管12を設けて、チャンバ1内に水蒸気を導入することによって、容体8および当該容体に充填された前記食品原料9を加熱することが好ましい。水蒸気は熱伝導率が高いため、効率よく加熱できる。また、水蒸気はチャンバに導入管を形成することで容易に導入できるので、装置を簡素化できる。導入される水蒸気は、高圧水蒸気であることが好ましく、その圧力は3〜4kgf/cm2がより好ましい。
【0030】
チャンバ1内には、空気または水蒸気等の気体が存在するので、この気体を流動させることで、熱が容体8および当該容体に充填された前記食品原料9に伝わり易くなる。気流を発生する方法は限定されない。例えば、チャンバ1内設置されたファンにより気流を発生できる。
【0031】
また前述のとおり、本発明においては水蒸気の導入により容体8および当該容体に充填された前記食品原料9を加熱することが好ましいが、これに加えて、チャンバ1内から水蒸気を排出してチャンバ1内に気流を発生させることがより好ましい。具体的には、チャンバ1内に水蒸気管12から水蒸気を導入し、その後、チャンバ内から排出管14を介して水蒸気または水蒸気を含む気体を排出する。あるいは、チャンバ1内に水蒸気を導入しつつ、チャンバ内から水蒸気または水蒸気を含む気体を排出する。導入、排出の操作は、水蒸気弁120および排気弁140を開閉することにより行える。この操作によりチャンバ1内に気流が生じて、殺菌効果が高まる。この操作による殺菌効果向上の理由は次のように推察される。チャンバ1内には、もともと空気が存在しているので、チャンバ1内に単に水蒸気を導入して容体8および当該容体に充填された前記食品原料9を加熱しようとしても、空気の層に阻まれて水蒸気が容体8および当該容体に充填された前記食品原料9に接触しにくいと考えられる。特に本発明のように粒状または麺状の食品原料9は、容体8に充填された際に、隣接する個々の粒同士または麺同士の間に空気を含んだ隙間が形成されるので、殺菌効率を高めにくい。しかし、チャンバ1内の水蒸気をチャンバ1外に排出すると、この空気も同時に排出されるので、空気層が消失して、水蒸気と容体8および当該容体に充填された前記食品原料9との接触が起こりやすくなる。このため殺菌効果が高まると考えられる。
【0032】
さらに、水蒸気管12と排気管14は、チャンバ1の天面に設置されていることが好ましい。このように水蒸気管12と排気管14を設置すると、前記食品原料9等の鉛直上方で気流が発生するので、容体8および当該容体に充填された前記食品原料9の鉛直上に多量に存在する空気の層をより効果的に除去できる。さらに、水蒸気管12と排気管14はチャンバ1の長手方向に交互に複数設置されることが好ましい。水蒸気管12と排気管14の内径は適宜調整できるが、2〜20cmが好ましい。
【0033】
水蒸気を排出した後のチャンバ1内圧力は、大気圧よりも高いことが好ましい。チャンバ1内圧力が大気圧を下回ってしまうと、水蒸気が凝縮する等によりチャンバ1内の温度が低下することがある。したがって、水蒸気の導入時間Tiは水蒸気の排出時間Toよりも長いことが好ましく、その比Ti/Toは、1.5〜10が好ましい。
【0034】
水蒸気を導入した後、水蒸気を含む気体を排出することを1サイクルとして、このサイクルを繰り返すことができる。このサイクルの繰り返しにより、チャンバ1内の気流の発生がより顕著になり、かつチャンバ1内の温度も常に110℃以上に保たれる。このサイクルにおいて、排気は、水蒸気の導入を停止してから行ってもよいし、水蒸気を導入しながら行ってもよい。例えば以下のようなパターンを1サイクルとできる。
【0035】
【化1】
【0036】
パターン(A)は、Tiで水蒸気を導入した後、導入を停止して、速やかにToで排気を行う。このパターンにおいては、例えばTiを2〜7秒、Toを0.5〜2秒とすることができる。パターン(B)は、Tiで水蒸気を導入しながら、一定時間経過後にToで排気を行う。このパターンにおいては、例えばTiを1〜3秒、Toを0.5〜0.9秒とすることができる。このようにサイクルを繰り返す場合は、1サイクルにおけるTiとToの比が、前記範囲であることが好ましい。
【0037】
さらに、前記サイクルを繰り返した後に、排出弁140を閉じてチャンバ1を密閉し、水蒸気弁120を開いて、水蒸気をチャンバ1内に導入してもよい。このような操作によると、初期のうちにチャンバ1内に気流を発生させてチャンバ1内の空気を排出し、続いて水蒸気を導入できるので、水蒸気を効率よく容体8および当該容体に充填された前記食品原料9に接触できる。このため殺菌効果がより一層高まる。例えば1サイクルのTiを1〜3秒、Toを0.5〜0.9秒として、このサイクルを3〜10回繰り返した後に、水蒸気を5〜10秒ほど導入すればよい。この場合も1サイクルにおけるTiとToの比が前記範囲であることが好ましい。
【0038】
従来の方法は、離隔できるチャンバを用い、チャンバを開放してチャンバ内圧力を大気圧にするので、チャンバ内の温度が低下してしまう。そしてこの温度低下を補うために再度、チャンバを接合して食品原料等を加熱する必要があり、殺菌処理に時間を要していた。しかしながら、本発明においては、チャンバを離隔することなく同一チャンバにおいて殺菌処理を行う。このため、本発明ではチャンバ内の温度が低下せず、極めて高い殺菌効率が達成される。
【0039】
3)他の態様
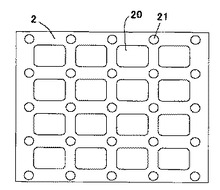
上記において、粒状または麺状食品原料9を充填した容体8を横一列に配置して処理する態様を説明したが、より多くの前記容体8を処理することもできる。例えば本発明は、図5〜7に示すような装置を準備して実施できる。図5は、前記食品原料9を充填した容体8を二次元に搭載できる容体搭載器2の概要を示す。図6はこのような容体搭載器2を用いて本発明を実施するための装置の斜視図であり、図7は当該装置の側面図である。図5〜7において符号は、図1〜4と同様に定義される。
(3)調理工程
本工程では、容体8および粒状または麺状食品原料9を加熱して前記食品原料を調理する。時間および温度等の調理条件は、通常採用されている条件とすればよい。
【0040】
調理工程の前に、前記殺菌済み容体8に調理水を加える加水工程をさらに含むことが好ましい。調理水の添加により容体8に充填された食品原料9が調理水に浸漬され、調理がしやすくなる。調理水とは食用の水である。
【0041】
調理水には、食品として許容される種々の添加物、例えば、米飯に関しては、酵素類(リゾチーム、アミラーゼ)、pH調節剤、pH低下剤、ビタミン類、ミネラル類、油脂類、甘味料、調味料、香料、オリゴ糖混合物等が添加されてもよい。pH低下剤は、米飯のpHを下げ、保存性を向上させるために使用される。pH低下剤としては、例えば、グルコノデルタラクトン、グルコン酸、これらの混合物を用いることができる。pH添加剤の酸味・酸臭を抑えるために、オリゴ糖混合物を使用してもよい。
【0042】
調理水は、必要に応じて調味料、香料等を含んでいてもよい。例えば、調理水は、米類または豆類を調理する場合は醤油、砂糖等の調味量を、そばやうどんを調理する場合は、醤油、出汁、みりん等の調味量を含んでいてよい。調理水の添加量は、食品原料により適宜調整できる。例えば、食品原料がうるち米である場合は、うるち米100質量部に対して110〜170質量部が好ましい。
【0043】
例えば、食品原料がうるち米である場合は、前記のとおり調理水を添加し、調理工程において、容体内温度が100〜105℃となるように10〜40分程度加熱して、うるち米を炊飯することが好ましい。この後、必要に応じて蒸らし工程を加えてもよい。
【0044】
食品原料が豆類である場合は、調理工程により煮込み調理がなされる。この場合、調理水の添加量は、豆類100質量部に対して150〜300質量部が好ましい。容体内温度は100〜130℃、調理時間は5〜30分が好ましい。
【0045】
食品原料が茹でていない麺類である場合は、調理工程により茹で調理がなされる。この場合、調理水の添加量は、麺類100質量部に対して200〜400質量部が好ましい。容体内温度は100〜110℃、調理時間は3〜20分が好ましい。また、食品原料が茹でてある麺類である場合は、調理工程により煮込み調理がなされる。この場合、調理水の添加量は、麺類100質量部に対して100〜200質量部が好ましい。容体内温度は100〜110℃、調理時間は5〜30分が好ましい。
(4)密封工程
本工程では、殺菌済み容体8の開口部をシール材で密封包装する。シール材とは、前記開口部を密封するための部材であり、通常はシート状またはフィルム状の部材である。本発明では、シール材としてプラスチックフィルムを用いることが好ましい。密封は公知の方法で行ってよいが、殺菌処理がなされたプラスチックフィルムを容体の開口部に貼付または熱融着して密封することが好ましい。密封工程により無菌包装食品が得られる。密封工程は無菌状態で行われることが好ましい。
【0046】
2.無菌包装食品
本発明により、無菌包装米飯、赤飯、粥等の無菌包装米加工食品や、無菌包装煮豆等の無菌包装豆加工食品、無菌包装そば、うどん、ラーメン、スパゲッティ等の無菌包装麺食品が提供できる。これらの食品は、そのまま喫食でき、または電子レンジで容器ごと加熱して喫食できる。
【0047】
3.装置
本発明の製造方法は、任意の装置で実施できるが、以下好ましい装置を説明する。本発明で用いる装置は、1)容体8に充填された粒状または麺状食品原料9を格納しうる殺菌チャンバ1、2)前記チャンバ1に設けられ、水蒸気を前記チャンバ1内に導入する水蒸気管12、3)前記チャンバ1に設けられ、前記チャンバ1内の水蒸気を排出する排気管14を具備することが好ましい。前述のとおり、水蒸気管12と排気管14は、チャンバ1の天面に設けられることが好ましい。また、水蒸気管12と排気管14には開閉弁が設けられることが好ましい。
【0048】
チャンバ1は、その両端に容体8を導入または取出すための開口部を有し、さらにその開口部にチャンバ1を密閉できる開閉可能な扉18を備えることが好ましい。
さらに、本発明の装置は、容体8を搭載する容体搭載器2、および容体搭載器2を駆動する公知の駆動手段を備えることが好ましい。
【0049】
上記の部材は、適正な強度を持つ材料で構成さればよいが、耐久性の点から、ステンレスで構成されることが好ましい。
【実施例】
【0050】
[実施例1]
1)食品原料の準備
新潟産コシヒカリ精米(搗精度88.5%)1000gをざるに計量し、ざるの中で水を流しながら軽く混ぜて1分間洗米した。次に精米をボールに移し替えて5回すすいだ。この精米を別なボールに移し、精米の4倍量の水(4000g)を加えて、精米を20℃で1時間この水に浸漬した。このようにして、粒状食品原料である吸水させたうるち米(浸漬米)を得た。
【0051】
2)容体の準備
略直方体のプラスチック製容体(商品名:ラミコンカップ、東洋製罐株式会社製、寸法:底面の縦118mm×底面の横179mm、天面の縦120mm×天面の横180mm、高さ29mm)を準備した。この容体は、縦120mm×横180mmの天面が開口されていた。
【0052】
浸漬米112gをこの容体に充填した。続いて、浸漬米が充填された容体に熱電対を埋没し、容体の長辺と短辺の交点であって容体底面から1mmの高さの位置に熱電対を設置した。熱電対をデータロガ(商品名:NR−500、KEYENCE社製)に接続した。この熱電対で測定した温度を容体内温度とした。
【0053】
3)殺菌工程
チャンバ1内温度測定のための熱電対5とチャンバ1内圧力を測定するための圧力計(図示なし)を備えた図1に示す装置(以下「圧力可変式装置」ともいう)準備した。このチャンバ1の寸法は、幅18.5cm×奥行き800cm×高さ12cmであった。このチャンバ1内に浸漬米を充填した容体8を格納した。チャンバ1内に水蒸気管12を用いて水蒸気を導入した。このとき最初の1秒間は、排出弁140を開きながら水蒸気を導入した。水蒸気を合計5秒間導入した後、水蒸気管12に備えられた水蒸気弁120を閉じ、速やかに排気弁140を1秒間開いて排気管14からチャンバ1内の水蒸気を含む気体を排出した。この後に、i)水蒸気を5秒間導入した後に水蒸気弁120を閉じ、ii)速やかに排気弁140を1秒間開いて排気管14からチャンバ1内の水蒸気を含む気体を排出する、操作を1サイクル(前述のパターンA)として、7回繰り返した。最初に水蒸気を導入してから、最後の排気を終了するまでの時間は47秒であった。
【0054】
水蒸気導入開始からチャンバ1内の圧力は上昇し、最大で2.8〜3.2kgf/cm2となった。圧力が最大となったときのチャンバ1内温度は138〜145℃程度であった。水蒸気排出時においてもチャンバ1内圧力は常に大気圧以上の圧力であり、チャンバ1内温度は最も低い時でも110〜117℃程度であった。
【0055】
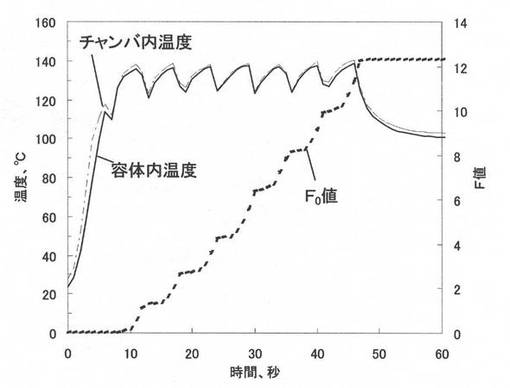
容体8内温度から前記式に基づいてF0値を求め、F0値、容体内温度、チャンバ1内温度の経時変化を図9に示した。前述のとおり容体内温度は食品原料9および容体8の温度である。この結果から、チャンバ1内温度の変化に伴って容体内温度も変化していることが分かる。水蒸気をチャンバ1内に導入すると、5秒間で容体内温度は113℃まで上昇した。水蒸気導入(加熱)開始7秒以降の容体8内の最大温度は138℃で、最小温度は120℃であった。F0値は加熱開始25秒後に4.5に到達し、加熱終了の47秒間では12.3となった。すなわち、容体内温度が110℃以上に達してから20秒間この温度を維持して食品原料および容体を加熱することで、4.5のF0値が達成されることが明らかとなった。
[比較例1]
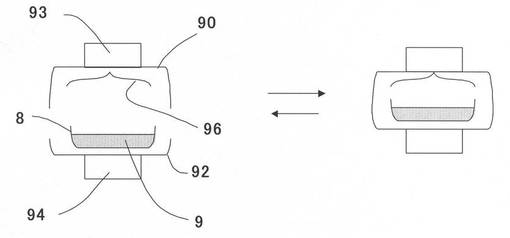
図8に示す装置(「従来装置」ともいう)を準備した。図8中、90は上チャンバ、92は下チャンバであり、図8右のように接合されて密閉したチャンバを形成する。93は上チャンバ90に接続された水蒸気管である。94は下チャンバ92の支持体である。96は水蒸気拡散板、8および9は実施例1で用いた容体および浸漬米である。
【0056】
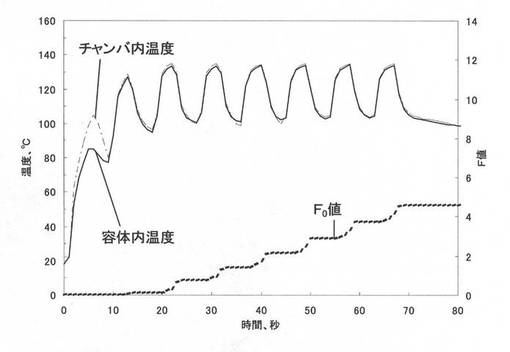
上チャンバ90と下チャンバ92を接合して、密閉チャンバを形成し、この中に浸漬米の充填された容体8を格納した。この密閉チャンバ内に水蒸気導入管93を用いて5秒間水蒸気を導入した。5秒後速やかに上チャンバ90と下チャンバ92を離隔し、水蒸気を排気した。再び上チャンバ90と下チャンバ92を接合して密閉チャンバを形成し、このチャンバ内に5秒間水蒸気を導入した。水蒸気を導入する間隔、すなわち水蒸気を導入した時点と、次に水蒸気を導入した時点の間隔は4秒とした。容体内温度、チャンバ内温度およびF0値の経時変化を図10に示した。水蒸気を導入するとチャンバ内は急激に加圧されるとともに温度が上昇し、最大でチャンバ内圧力は2.7〜3.0kgf/cm2程度となった。チャンバ内圧力が最大となったとき、チャンバ内温度も最大となりその値は135〜140℃程度であった。水蒸気の排気時にはチャンバ内の圧力は大気圧となり、このときチャンバ内温度も最小の98〜100℃となった。容体内温度が110℃を超えたのは、加熱開始から10秒であり、F0値が4.5を達成した時間は加熱開始から68秒であった。すなわち、本比較例においては、容体内温度が110℃に達した後、58秒間で4.5のF0値が達成された。
【0057】
実施例1と比較例1を比較すると、加熱開始5秒間後の容体内温度は、実施例1では113℃、比較例1では85℃であり、実施例1の圧力可変式装置の方が、容体内温度の上昇が早いといえる。F0値が4.5を達成した時間を比較すると、実施例1では25秒であり比較例1では68秒であった。さらに、4.5のF0値は、実施例1では容体内温度を20秒間継続して110℃にすることにより達成できるが、比較例1では、58秒間継続する必要があることが分かった。この結果から、実施例1の圧力可変式装置は比較例1の従来装置よりも、加熱効率が高く殺菌効率にも優れることがわかった。
【0058】
[実施例2]
実施例1と同じ浸漬米、容体8および装置を準備した。水蒸気管12を用いて水蒸気をチャンバ1内に導入した。水蒸気を導入している間、排気弁140を開いて0.8秒間水蒸気を排出する操作を0.5秒毎に間欠的に行った。水蒸気導入から6.5秒間経過した後、排出弁140を閉じた。すなわち、Tiを1.3秒、Toを0.8秒とするサイクル(前述のパターンB)を5回繰り返した。その後速やかに13.5秒間水蒸気を導入し続けた。容体8内温度、チャンバ1内温度とF0値の経時変化を図11に示す。
【0059】
水蒸気導入(加熱)開始から5秒でチャンバ1内温度が122℃に到達した。このときの容体8内温度は113〜133℃であった。加熱開始から6.5秒以降は、チャンバ1内温度は133〜143℃に保持された。加熱開始から13.7秒でF0値は4.5を達成し、20秒間でF値は28.4となった。すなわち、容体8内温度が110℃以上に達してから8.7秒間この温度を維持して食品原料および容体を加熱することで、4.5のF0値が達成されることが明らかとなった。実施例1と比較すると、本例の方が殺菌効率に優れるといえる。以上、実施例と比較例との比較から、本発明の製造方法は生産性に優れていることが明らかである。
【0060】
[実施例3]植菌試験
実施例1の殺菌効果を確認するために植菌試験を行った。
被検菌株として原料米から分離した耐熱性菌であるB.subtilisを使用した。実施例1と同様の方法で準備した浸漬米112gを容体8に充填し、1mlの被検菌液を浸漬米に散布し、滅菌コンラージ棒で攪拌した。
【0061】
実施例1と同じ装置を用い、同様の条件で前記浸漬米および容体8を加熱した。加熱条件は、5秒間加熱(水蒸気導入)後、1秒間排気することを1サイクルとし、このサイクルを4回実施した。処理された米を全部回収し、ストマックフィルターに移し、滅菌生食で10倍希釈しストマッカーにかけた。続いて10倍希釈を行い標準寒天培地に塗抹し、菌数を求めた。この条件で到達した最大のF0値を求めた。
【0062】
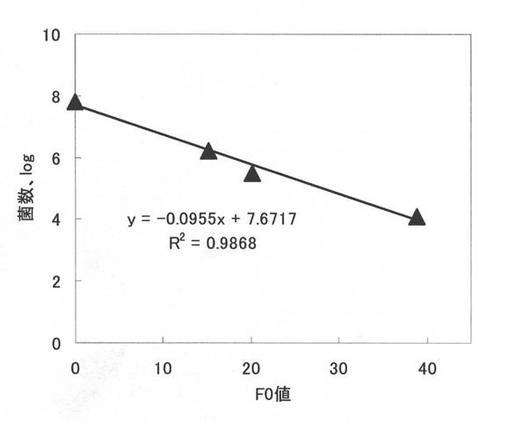
前記サイクルを6回行った場合、並びに8回行った場合についても同様に菌数と最大のF0値求めた。これらのデータから、菌数とF0値の関係を図12に示した。
図12から、F0値が大きくなるほど菌数が減少していることがわかる。よって、本発明により十分なレベルの殺菌処理がなされていることが確認できた。
【0063】
[実施例4]食味の評価
以下のとおり、本発明の殺菌処理を含む方法で製造された米飯の食味および物性を評価した。
1)米飯の製造
実施例1で処理された米充填容体内に、軟水装置(商品名:Zソフナー、三浦工業株式会社製)を通した水80gを装入した。次いで米と水を容体ごと98〜100℃の蒸気庫内に入れ、32分間加熱して炊飯した。炊飯後に容体開口部にシールをして密封した。密封後、容体を75℃の蒸気庫内で15分間加熱し、10℃以下の冷水で20分間冷却した。
【0064】
2)官能評価
得られた無菌包装米飯のシール材を一部剥がし、容器ごと家庭用電子レンジにて600W×2分間加熱した後、米飯を主食とし、専ら米飯の製造に従事している7名のパネラーに試食させ、官能評価を行った。評価項目は、米粒感、ふっくら感、粘り、硬さ、好ましさの5項目とした。
【0065】
米粒感とは、米粒それぞれの存在を感じることを指す。ふっくら感とは、米飯塊が適度に空気を抱いていて口の中で米粒がふんわりとほぐれる感じをいう。粘りとは米飯のねばねば感である。硬さとは米飯を噛んだ時の硬さに関する好ましさである。好ましさとは、米飯として食する場合の総合的なよさをいう。
【0066】
各項目において標準的な場合を0点とし、+5点〜−5点の11水準で評価した。評価基準は表1のとおりである。この基準に基づいて各パネラーが点数を付け、7名パネラーの評価点の平均値を求めた。
【0067】
【表1】
【0068】
3)物性評価
i)水分の測定方法
円筒状の金型(直径36mm)を用いて米飯の中央部分を容体厚み方向にくり抜いた。厚み方向で偏りが生じないように、金型内の米飯から、金型の長手方向において均等に米(試料)を採取した。採取量は合計10gとした。水分計(商品名:FD−600、ケツト科学研究所製)を用いて計り取った米飯を110℃で60分間加熱し、米飯中の水分を測定した。
【0069】
ii)弾性および粘性の測定方法
米飯の弾性および粘性は、動的粘弾性測定装置MGレオアナライザー(商品名:MX−1000、有限会社サンズコーポレーション製)を使用して測定した。測定は、直径1.8mmの円形プランジャーを使用し、振幅30μm、周波数3Hzで行った。試料は、電子レンジで2分間加熱して得た米飯から採取した米粒とした。計10粒について測定し、その平均値を物性値とした。
【0070】
[比較例2]食味の評価
比較例1で処理された米充填容体を用い、実施例4と同様にして官能評価、物性評価を行った。
【0071】
[参考例1]
参考のため、三菱電機株式会社製の炊飯器MITSUBISHI NJ−G10を用い、殺菌工程を経ずに、炊飯器にあらかじめ設定されている通常の炊飯条件(約20分の密封加熱と約20分前後の非密封加熱とからなる)で、新潟産コシヒカリを炊飯して得た米飯を、実施例と同様に評価した。
【0072】
実施例4、比較例2および参考例1の結果を表2に示した。
【0073】
【表2】
【0074】
官能評価に関しては、総ての項目において実施例4の方が比較例2より1.3〜2.7ポイント大きかった。特に粘りの項目において差が大きく、2.7ポイントの差があった。また、実施例4における粘りは参考例1の粘りを大きく上回った。すなわち、本発明で得られた米飯は粘りが増して好ましくなることがわかった。
【0075】
また、実施例4の方が比較例2より水分、弾性、粘性とも大きかった。弾性は、噛んだ時の弾力の強さであるので、官能評価における粒感、硬さに影響する。粘性は、粘りの感じ方に影響する。これらの物性評価の結果は、官能評価結果と整合した。以上から、本発明で得られた米飯は、特に粘りが生じて好ましい食感になることがわかった。
【0076】
[参考例2]
実施例1と同様の装置を用いて、以下の操作により殺菌処理を行った。
チャンバ1内に水蒸気を25秒間導入し続けた。この間、水蒸気の排出は行わなかった。25秒間後、排出弁140を開いてチャンバ1内の水蒸気を含む気体を排気した。
【0077】
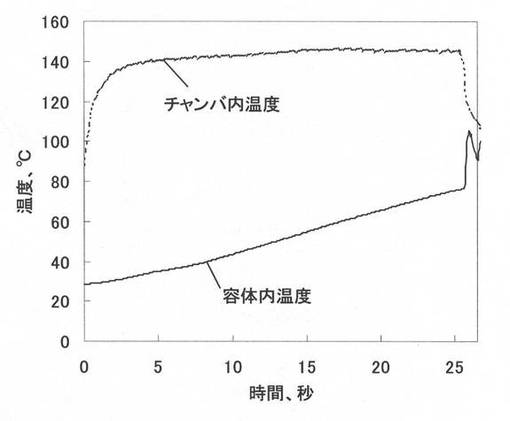
実施例1と同様にして、容体内温度を測定した。結果を図13に示す。この結果から加熱開始4秒でチャンバ内温度は140℃以上となることが明らかとなった。25秒の加熱では容体内温度は79℃まで上昇した。また、25秒間の加熱終了後、排気弁140を開くと、チャンバ1内温度は急激に下がり112℃となったが、容体内温度は急激に上昇して79℃から104℃となった。このことから、チャンバ1内に気流が発生すると、容体内温度が上昇しやすいことが明らかにされた。
【符号の説明】
【0078】
1 チャンバ
12 水蒸気管
120 水蒸気弁
14 排気管
140 排気弁
16 熱電対挿入口
18 扉
19 ガイドレール
2 容体搭載器
20 容体搭載部
21 開口部
3 ボイラー
5 熱電対
7 多孔板
8 容体
9 粒状または麺状食品原料
【技術分野】
【0001】
本発明は無菌包装食品の製造方法に関する。本発明は、より詳しくは、特定の殺菌工程を含む無菌包装食品の製造方法に関する。
【背景技術】
【0002】
容器入り食品は、温めるだけで喫食できるという利便性から、近年需要が伸びている。容器入り食品として、白飯、赤飯、具入りご飯、粥等の米飯加工食品や、カレー等の流動性食品等が市販されている。容器入り食品としては、食品原料が充填された容器を殺菌後に密封し、密封容器を加熱して食品原料を調理して得られるレトルト食品、および食品原料が充填された容器を殺菌した後、食品原料を調理し、無菌状態で前記容器を密封して得られる無菌包装食品がある。
【0003】
特許文献1(特開平09−187238号公報)はレトルト米飯の製造方法に関し、洗米浸漬した米を最終包装用容器に所定量充填し、真空脱気下、蒸気を用いて蒸煮殺菌処理を行う方法を開示する。具体的に、真空脱気下(30torr)で130℃の蒸気により4〜7分間加熱して殺菌処理を行うことが開示されている(特許文献1明細書段落0011)。この殺菌処理の後、殺菌処理されたフィルムで容器を密封し加熱調理を行う。
【0004】
特許文献2(特許第3020837号)は無菌包装米飯の製造方法に関し、容器に充填された米等の原料を容器ごと温度140〜145℃で合計24〜64秒間加熱して殺菌し、殺菌された米に調理水を加水して容器ごと炊飯し、当該容器を密封する方法を開示する。加熱は、高温のチャンバ内に容器入り原料を出し入れして行い、チャンバ内に置く時間は1回あたり4〜8秒、チャンバ外に置く時間は1秒程度で、この操作を合計6〜8回繰り返すことが好ましいとされる(特許文献2明細書段落0018)。
【0005】
特許文献3(特許第2912876号)は、無菌包装米飯の製造方法に関し、洗米浸漬した米を個食トレイに定量充填し、密封チャンバ内において、個食トレイに充填された米に対して高温高圧飽和蒸気を間欠的にフラッシュし、滅菌処理すると同時に米をアルファ化する方法を開示する。滅菌処理は、5〜10秒間の高温高圧飽和蒸気のフラッシュを6〜8回繰り返して行われる。
【0006】
特許文献4(特許第2838198号)は、食品滅菌方法に関し、離隔して配置された上下一対のチャンバを備えるアセンブリを用いた滅菌方法を開示する。具体的にこの方法は、次の1)〜4)の操作を1サイクルとして、このサイクルを繰り返す(特許文献4明細書段落0033、0037等)。1)〜4)の操作は、1)上下一対のチャンバの間に容器に充填された原料を格納する、2)上下一対のチャンバを密着させて、密閉空間を形成する、3)チャンバ内に5〜10秒の高温飽和蒸気を導入し、その後チャンバ内から蒸気を排気してチャンバ内を大気圧に戻す、4)チャンバを上下に離隔して容器に充填された原料を取出し、隣接するアセンブリ内の、離隔して配置された上下一対のチャンバの間に移送する、である。当該文献には好ましい例として、隣接して設置された12個のアセンブリを準備して、各アセンブリにおいて上記の1サイクル(蒸気フラッシュは5秒間)を行い、合計で5秒×12=60秒の加圧殺菌処理を行うことが開示されている(特許文献4明細書段落0037)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平09−187238号公報
【特許文献2】特許第3020837号
【特許文献3】特許第2912876号
【特許文献4】特許第2838198号
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示されるようなレトルト食品の製造においては、食品原料への加熱が過剰になり、食品の味が損なわれることがあった。そこで、特許文献2〜4に開示されるように無菌包装食品が提案されている。しかし、特許文献2〜4に記載の無菌包装米飯の製造方法は、殺菌工程に長い時間を要するため生産性が十分とはいえず、無菌包装食品の製造方法においては、生産性のさらなる向上が求められていた。かかる事情に鑑み、本発明は、生産性を向上させた、無菌包装食品の製造方法を提供することを課題とする。
【課題を解決しようとする手段】
【0009】
発明者らは、特許文献2〜4に記載の方法は、食品原料をチャンバ内で加熱した後に、食品原料をチャンバから取出し、再度この食品原料をチャンバ内に格納して加熱することを想定していることに着眼した。そこで、発明者らは、予備的に実験等を行い、チャンバ内から食品原料を取出すためにチャンバを離隔すると、チャンバ内が大気圧となり食品原料の温度が低下すること、およびこの温度低下のためにトータルで長時間の殺菌処理が必要となることを見出し、本発明を完成した。
【0010】
すなわち、本発明は、粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに前記殺菌済み容体の開口部をシール材で密封包装する密封工程、を含む、無菌包装食品の製造方法であって、前記殺菌工程が、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、製造方法を提供する。前記殺菌工程は、前記容体内温度が10秒以上継続して110℃以上となるように前記容体を加熱する工程であることが好ましい。また、前記殺菌工程は、密閉された前記チャンバ内に水蒸気を導入し、かつ前記チャンバ内から水蒸気を排出することにより、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程であることが好ましい。さらに、前記殺菌工程は、密閉された前記チャンバ内に水蒸気を導入し、その後前記チャンバ内から水蒸気を排出することを1サイクルとして、このサイクルを繰り返すことにより、殺菌チャンバ内で、気流を間欠的に生じさせながら行う工程であることが好ましい。前記サイクルを繰り返した後には、さらに前記密閉されたチャンバ内に水蒸気を導入する工程を設けてもよい。殺菌工程において、前記水蒸気の導入時間Tiと前記水蒸気の排出時間Toとの比Ti/Toは、1.5〜10が好ましい。
【0011】
前記食品原料は米類、豆類または麺類が好ましい。また、前記殺菌工程と調理工程の間に、前記殺菌済み容体に調理水を加える加水工程をさらに含むことが好ましい。
【発明の効果】
【0012】
本発明により、生産性を向上させた、無菌包装食品の製造方法を提供できる。
【図面の簡単な説明】
【0013】
【図1】本発明で用いる装置の斜視図である。
【図2】本発明で用いる装置の正面図である。
【図3】本発明で用いる装置の側面図である。
【図4】容体搭載器2の正面図である。
【図5】容体8を二次元に搭載できる容体搭載器2の正面図である。
【図6】本発明で用いる装置の斜視図である。
【図7】本発明で用いる装置の側面図である。
【図8】比較例で用いる装置の正面図である。
【図9】実施例1の結果を示す図である。
【図10】比較例1の結果を示す図である。
【図11】実施例2の結果を示す図である。
【図12】実施例3の結果を示す図である。
【図13】参考例2の結果を示す図である。
【発明を実施するための形態】
【0014】
1.無菌包装食品の製造方法
本発明の無菌包装食品の製造方法は、(1)粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、(2)前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、(3)前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに(4)前記殺菌済み容体の開口部をシール材で密封包装する密封工程を含み、前記(2)殺菌工程は、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う、方法である。無菌包装食品とは、食品原料が充填された容器を殺菌した後に、調理し、次いで容器を密封して製造される、容器内部および当該容器に内包される調理済み食品が無菌状態にある食品である。
(1)食品原料が充填された容体を準備する工程
本工程では、粒状または麺状食品原料が充填された開口部を有する容体を準備する。本工程は、前記食品原料を容器に充填して行ってもよいし、予め容器に充填された前記食品原料を購入するなどして準備してもよい。
【0015】
1)粒状または麺状食品原料
食品原料とは、調理されることによって喫食可能になる食品の原料である。本発明で用いる食品原料は粒状または麺状である。このような食品原料は、容体に充填された際に隣接する個々の粒間または麺間に隙間を形成する。この隙間により食品原料への熱の伝導性が高まるため、殺菌工程において殺菌効果が高くなる。
【0016】
粒状食品原料の例には、米類および豆類が含まれる。米類の例には、うるち米、もち米等が、豆類の例には、小豆、大豆等が含まれる。本発明において食品原料として用いる米類および豆類は、洗浄した後、一定の時間水に漬けて吸水させておくことが好ましい。このような処理を施すことで、その後の調理時間を短縮できる。特に吸水させた米類を食品原料として用いると、次工程の殺菌工程により米の表面がα化されるので、その後の調理工程において米の形状が崩れにくくなるという利点がある。このときの吸水量は、当該分野で通常採用されている量とすればよい。本発明で用いる食品原料として米類と豆類の混合物も使用できる。
【0017】
麺状食品原料の例には、ラーメン、そば、うどんおよびスパゲッティ等の麺類が含まれる。これらの麺類は茹でる前の状態であってもよいし、茹でた後の状態であってもよい。
本発明で用いる食品原料の容器への充填量は、前記食品原料の種類や、製造される無菌包装食品の用途によって異なる。例えば、前記食品原料として吸水させたうるち米を用いる場合、その充填量を80〜150gとすると、1人前に適した量の無菌包装米飯を製造できるので好ましい。
【0018】
2)容体
容体とは、本発明で用いる食品原料を充填するための開口部を有する容器である。本発明においては、容体をシール材で密封する工程を経て無菌包装食品が製造されるが、最終製品である無菌包装食品における、開口部を有しない容器と区別するために、最終製品とされる前の段階において用いる容器を容体と称する。容体の形状は、本発明で用いる食品原料を保持できる形状であれば限定されないが、前記食品原料を充填しやすい等の理由から略直方体が好ましい。本発明で用いる容体は、前記食品原料を充填するための開口部を有する。開口部は容体の天面部が開放されて形成されることが好ましい。
【0019】
容体の大きさは、充填する前記食品原料の種類や、製造される無菌包装食品の用途によって異なる。例えば、前記食品原料として吸水させたうるち米を80〜150g用いて無菌包装食品を製造する場合は、縦110〜160mm、横160〜220mm、高さ10〜60mmの大きさが好ましい。
【0020】
容体は110℃以上の耐熱性を有することが好ましい。このような容体の例には、ポリプロピレン等のプラスチック製容体およびステンレス製容体が含まれる。取り扱いの容易さから、本発明で用いる容体はプラスチック製が好ましい。
(2)殺菌工程
本工程では、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら、前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する。殺菌チャンバ(以下単に「チャンバ」ともいう)とは、殺菌工程を行うための装置に供えられた、容体を格納するための室である。気流とはチャンバ内の気体の流れである。殺菌とは、容体および粒状または麺状食品原料中の菌を除去することである。
【0021】
図1は、本発明で用いることのできる装置の一例を示す。図1において、1はチャンバ、12はチャンバと連通している水蒸気管、14はチャンバと連通している排気管であり、3は水蒸気管12と連通しているボイラーである。120は水蒸気管12に備えられた水蒸気弁、140は排気管14に備えられた排気弁である。8は容体であり、2は容体8を搭載するための容体搭載器、20および21は容体搭載器2に設けられた容体搭載部および開口部である。9は粒状または麺状食品原料である。16は熱電対を挿入するための挿入口である。図1においては、図の簡略化のために、容体搭載器2が一つの容体8を搭載する態様を示すが、実際には、容体搭載器2には複数の容体8が搭載される。図1においてチャンバ1の両端に設けられた開閉可能な扉の図示は省略してある。
【0022】
図2は、本発明で用いることのできる装置の正面図である。図2中、7は多孔板であり、容体8に充填された本発明で用いる食品原料の飛散を防止する。18はチャンバ1の両端に設けられた開閉可能な扉である。他の符号は図1と同様に定義される。
【0023】
図3は、本発明で用いることのできる装置の側面図である。図3中、19は容体搭載器2を支持するガイドレール、5は熱電対である。他の符号は図1と同様に定義される。以下必要に応じて図面を参照して説明する。
【0024】
1)チャンバ
本発明で用いるチャンバ1は、前記食品原料9が充填された容体8を格納できればよいが、容体8を複数個格納、好ましくは3〜20個格納できることが好ましい。また、チャンバ1は、容体8に占有されない空間(「非占領空間」ともいう)を、容体8の容量の1〜3倍程度含むことが好ましい。非占領空間が容体8の容量の1倍未満であると、チャンバ1内の保温性が低下する場合がある。また、非占有空間が容体8の容量の3倍を超えると、装置が嵩高くなりコストが増加する場合がある。以上から、本発明で用いるチャンバ1の容量は、容体容積の3〜60倍であることが好ましい。例えば、前述の無菌包装米飯を製造する場合、チャンバ1の容量は4〜200リットル程度が好ましい。
【0025】
本発明において、粒状または麺状食品原料9が充填された容体8は、図1、図3および図4に示すように容体搭載器2を用いてチャンバ1内に格納されることが好ましい。具体的には、容体8が搭載された容体搭載器2をガイドレール19で支持することにより、チャンバ1内に容体8を格納する。図4は、容体搭載器2の概要を示す正面図である。図4中、20は容体搭載部、21は開口部である。開口部21は、チャンバ1内の気体を流動しやすくさせる。
【0026】
2)加熱殺菌
本工程では、容体8および当該容体に充填された粒状または麺状食品原料9を無菌包装食品製造上有効な温度および時間で加熱して殺菌する。無菌包装食品製造上有効な温度および時間とは、無菌包装食品の製造における殺菌強度の指標とされるF0値が4以上、好ましく4.5以上に達するような温度および時間である。F0値は、殺菌強度F値を定義する下記式において、基準温度Tr=121.1℃、Z値=10とした場合のF値である(清水潮、横山理雄著、「レトルト食品の理論と実践」p60〜68、幸書房、1986年)。
【0027】
【数1】
【0028】
食品衛生法は、レトルト食品等について、121℃で4分以上またはそれに相当する殺菌強度で処理しなければならないことを規定する。この殺菌強度は約4のF0値に相当する。よって、本発明においては、F0値が4以上、好ましくは4.5以上となるように容体8および当該容体に充填された食品原料9を加熱する。具体的には、容体内温度が10〜30秒間継続して110℃以上となるように前記容体を加熱する間に、F0値が4以上となることが好ましく、4.5以上となることがより好ましい。容体内温度とは、本発明で用いる食品原料9が充填された容体8の内部の温度である。この温度は、容体8の内面、粒状または麺状食品原料9、および前記食品原料9における隣接する個々の粒または麺の間に形成された隙間の温度を示す。このように、容体内温度を一定の時間、一定の温度に保つことで、効率のよい殺菌が可能となる。前記継続時間は10秒間以上、その装置が耐久性の限り、できるだけ長く維持することが好ましい。現状の装置においては、10〜60秒が好ましいが、生産性を考慮すると10〜30秒がより好ましい。前記温度は、110℃以上が好ましいが、110〜140℃がより好ましい。前記温度が140℃超えると、容体8、粒状または麺状食品原料9、あるいはチャンバ1が劣化する場合がある。
【0029】
本発明における加熱の方法は特に限定されない。例えば、チャンバ1の回りに、ヒータ等の加熱手段(図示なし)を設置することで加熱できる。しかしながら、本発明においては、チャンバ1に水蒸気管12を設けて、チャンバ1内に水蒸気を導入することによって、容体8および当該容体に充填された前記食品原料9を加熱することが好ましい。水蒸気は熱伝導率が高いため、効率よく加熱できる。また、水蒸気はチャンバに導入管を形成することで容易に導入できるので、装置を簡素化できる。導入される水蒸気は、高圧水蒸気であることが好ましく、その圧力は3〜4kgf/cm2がより好ましい。
【0030】
チャンバ1内には、空気または水蒸気等の気体が存在するので、この気体を流動させることで、熱が容体8および当該容体に充填された前記食品原料9に伝わり易くなる。気流を発生する方法は限定されない。例えば、チャンバ1内設置されたファンにより気流を発生できる。
【0031】
また前述のとおり、本発明においては水蒸気の導入により容体8および当該容体に充填された前記食品原料9を加熱することが好ましいが、これに加えて、チャンバ1内から水蒸気を排出してチャンバ1内に気流を発生させることがより好ましい。具体的には、チャンバ1内に水蒸気管12から水蒸気を導入し、その後、チャンバ内から排出管14を介して水蒸気または水蒸気を含む気体を排出する。あるいは、チャンバ1内に水蒸気を導入しつつ、チャンバ内から水蒸気または水蒸気を含む気体を排出する。導入、排出の操作は、水蒸気弁120および排気弁140を開閉することにより行える。この操作によりチャンバ1内に気流が生じて、殺菌効果が高まる。この操作による殺菌効果向上の理由は次のように推察される。チャンバ1内には、もともと空気が存在しているので、チャンバ1内に単に水蒸気を導入して容体8および当該容体に充填された前記食品原料9を加熱しようとしても、空気の層に阻まれて水蒸気が容体8および当該容体に充填された前記食品原料9に接触しにくいと考えられる。特に本発明のように粒状または麺状の食品原料9は、容体8に充填された際に、隣接する個々の粒同士または麺同士の間に空気を含んだ隙間が形成されるので、殺菌効率を高めにくい。しかし、チャンバ1内の水蒸気をチャンバ1外に排出すると、この空気も同時に排出されるので、空気層が消失して、水蒸気と容体8および当該容体に充填された前記食品原料9との接触が起こりやすくなる。このため殺菌効果が高まると考えられる。
【0032】
さらに、水蒸気管12と排気管14は、チャンバ1の天面に設置されていることが好ましい。このように水蒸気管12と排気管14を設置すると、前記食品原料9等の鉛直上方で気流が発生するので、容体8および当該容体に充填された前記食品原料9の鉛直上に多量に存在する空気の層をより効果的に除去できる。さらに、水蒸気管12と排気管14はチャンバ1の長手方向に交互に複数設置されることが好ましい。水蒸気管12と排気管14の内径は適宜調整できるが、2〜20cmが好ましい。
【0033】
水蒸気を排出した後のチャンバ1内圧力は、大気圧よりも高いことが好ましい。チャンバ1内圧力が大気圧を下回ってしまうと、水蒸気が凝縮する等によりチャンバ1内の温度が低下することがある。したがって、水蒸気の導入時間Tiは水蒸気の排出時間Toよりも長いことが好ましく、その比Ti/Toは、1.5〜10が好ましい。
【0034】
水蒸気を導入した後、水蒸気を含む気体を排出することを1サイクルとして、このサイクルを繰り返すことができる。このサイクルの繰り返しにより、チャンバ1内の気流の発生がより顕著になり、かつチャンバ1内の温度も常に110℃以上に保たれる。このサイクルにおいて、排気は、水蒸気の導入を停止してから行ってもよいし、水蒸気を導入しながら行ってもよい。例えば以下のようなパターンを1サイクルとできる。
【0035】
【化1】
【0036】
パターン(A)は、Tiで水蒸気を導入した後、導入を停止して、速やかにToで排気を行う。このパターンにおいては、例えばTiを2〜7秒、Toを0.5〜2秒とすることができる。パターン(B)は、Tiで水蒸気を導入しながら、一定時間経過後にToで排気を行う。このパターンにおいては、例えばTiを1〜3秒、Toを0.5〜0.9秒とすることができる。このようにサイクルを繰り返す場合は、1サイクルにおけるTiとToの比が、前記範囲であることが好ましい。
【0037】
さらに、前記サイクルを繰り返した後に、排出弁140を閉じてチャンバ1を密閉し、水蒸気弁120を開いて、水蒸気をチャンバ1内に導入してもよい。このような操作によると、初期のうちにチャンバ1内に気流を発生させてチャンバ1内の空気を排出し、続いて水蒸気を導入できるので、水蒸気を効率よく容体8および当該容体に充填された前記食品原料9に接触できる。このため殺菌効果がより一層高まる。例えば1サイクルのTiを1〜3秒、Toを0.5〜0.9秒として、このサイクルを3〜10回繰り返した後に、水蒸気を5〜10秒ほど導入すればよい。この場合も1サイクルにおけるTiとToの比が前記範囲であることが好ましい。
【0038】
従来の方法は、離隔できるチャンバを用い、チャンバを開放してチャンバ内圧力を大気圧にするので、チャンバ内の温度が低下してしまう。そしてこの温度低下を補うために再度、チャンバを接合して食品原料等を加熱する必要があり、殺菌処理に時間を要していた。しかしながら、本発明においては、チャンバを離隔することなく同一チャンバにおいて殺菌処理を行う。このため、本発明ではチャンバ内の温度が低下せず、極めて高い殺菌効率が達成される。
【0039】
3)他の態様
上記において、粒状または麺状食品原料9を充填した容体8を横一列に配置して処理する態様を説明したが、より多くの前記容体8を処理することもできる。例えば本発明は、図5〜7に示すような装置を準備して実施できる。図5は、前記食品原料9を充填した容体8を二次元に搭載できる容体搭載器2の概要を示す。図6はこのような容体搭載器2を用いて本発明を実施するための装置の斜視図であり、図7は当該装置の側面図である。図5〜7において符号は、図1〜4と同様に定義される。
(3)調理工程
本工程では、容体8および粒状または麺状食品原料9を加熱して前記食品原料を調理する。時間および温度等の調理条件は、通常採用されている条件とすればよい。
【0040】
調理工程の前に、前記殺菌済み容体8に調理水を加える加水工程をさらに含むことが好ましい。調理水の添加により容体8に充填された食品原料9が調理水に浸漬され、調理がしやすくなる。調理水とは食用の水である。
【0041】
調理水には、食品として許容される種々の添加物、例えば、米飯に関しては、酵素類(リゾチーム、アミラーゼ)、pH調節剤、pH低下剤、ビタミン類、ミネラル類、油脂類、甘味料、調味料、香料、オリゴ糖混合物等が添加されてもよい。pH低下剤は、米飯のpHを下げ、保存性を向上させるために使用される。pH低下剤としては、例えば、グルコノデルタラクトン、グルコン酸、これらの混合物を用いることができる。pH添加剤の酸味・酸臭を抑えるために、オリゴ糖混合物を使用してもよい。
【0042】
調理水は、必要に応じて調味料、香料等を含んでいてもよい。例えば、調理水は、米類または豆類を調理する場合は醤油、砂糖等の調味量を、そばやうどんを調理する場合は、醤油、出汁、みりん等の調味量を含んでいてよい。調理水の添加量は、食品原料により適宜調整できる。例えば、食品原料がうるち米である場合は、うるち米100質量部に対して110〜170質量部が好ましい。
【0043】
例えば、食品原料がうるち米である場合は、前記のとおり調理水を添加し、調理工程において、容体内温度が100〜105℃となるように10〜40分程度加熱して、うるち米を炊飯することが好ましい。この後、必要に応じて蒸らし工程を加えてもよい。
【0044】
食品原料が豆類である場合は、調理工程により煮込み調理がなされる。この場合、調理水の添加量は、豆類100質量部に対して150〜300質量部が好ましい。容体内温度は100〜130℃、調理時間は5〜30分が好ましい。
【0045】
食品原料が茹でていない麺類である場合は、調理工程により茹で調理がなされる。この場合、調理水の添加量は、麺類100質量部に対して200〜400質量部が好ましい。容体内温度は100〜110℃、調理時間は3〜20分が好ましい。また、食品原料が茹でてある麺類である場合は、調理工程により煮込み調理がなされる。この場合、調理水の添加量は、麺類100質量部に対して100〜200質量部が好ましい。容体内温度は100〜110℃、調理時間は5〜30分が好ましい。
(4)密封工程
本工程では、殺菌済み容体8の開口部をシール材で密封包装する。シール材とは、前記開口部を密封するための部材であり、通常はシート状またはフィルム状の部材である。本発明では、シール材としてプラスチックフィルムを用いることが好ましい。密封は公知の方法で行ってよいが、殺菌処理がなされたプラスチックフィルムを容体の開口部に貼付または熱融着して密封することが好ましい。密封工程により無菌包装食品が得られる。密封工程は無菌状態で行われることが好ましい。
【0046】
2.無菌包装食品
本発明により、無菌包装米飯、赤飯、粥等の無菌包装米加工食品や、無菌包装煮豆等の無菌包装豆加工食品、無菌包装そば、うどん、ラーメン、スパゲッティ等の無菌包装麺食品が提供できる。これらの食品は、そのまま喫食でき、または電子レンジで容器ごと加熱して喫食できる。
【0047】
3.装置
本発明の製造方法は、任意の装置で実施できるが、以下好ましい装置を説明する。本発明で用いる装置は、1)容体8に充填された粒状または麺状食品原料9を格納しうる殺菌チャンバ1、2)前記チャンバ1に設けられ、水蒸気を前記チャンバ1内に導入する水蒸気管12、3)前記チャンバ1に設けられ、前記チャンバ1内の水蒸気を排出する排気管14を具備することが好ましい。前述のとおり、水蒸気管12と排気管14は、チャンバ1の天面に設けられることが好ましい。また、水蒸気管12と排気管14には開閉弁が設けられることが好ましい。
【0048】
チャンバ1は、その両端に容体8を導入または取出すための開口部を有し、さらにその開口部にチャンバ1を密閉できる開閉可能な扉18を備えることが好ましい。
さらに、本発明の装置は、容体8を搭載する容体搭載器2、および容体搭載器2を駆動する公知の駆動手段を備えることが好ましい。
【0049】
上記の部材は、適正な強度を持つ材料で構成さればよいが、耐久性の点から、ステンレスで構成されることが好ましい。
【実施例】
【0050】
[実施例1]
1)食品原料の準備
新潟産コシヒカリ精米(搗精度88.5%)1000gをざるに計量し、ざるの中で水を流しながら軽く混ぜて1分間洗米した。次に精米をボールに移し替えて5回すすいだ。この精米を別なボールに移し、精米の4倍量の水(4000g)を加えて、精米を20℃で1時間この水に浸漬した。このようにして、粒状食品原料である吸水させたうるち米(浸漬米)を得た。
【0051】
2)容体の準備
略直方体のプラスチック製容体(商品名:ラミコンカップ、東洋製罐株式会社製、寸法:底面の縦118mm×底面の横179mm、天面の縦120mm×天面の横180mm、高さ29mm)を準備した。この容体は、縦120mm×横180mmの天面が開口されていた。
【0052】
浸漬米112gをこの容体に充填した。続いて、浸漬米が充填された容体に熱電対を埋没し、容体の長辺と短辺の交点であって容体底面から1mmの高さの位置に熱電対を設置した。熱電対をデータロガ(商品名:NR−500、KEYENCE社製)に接続した。この熱電対で測定した温度を容体内温度とした。
【0053】
3)殺菌工程
チャンバ1内温度測定のための熱電対5とチャンバ1内圧力を測定するための圧力計(図示なし)を備えた図1に示す装置(以下「圧力可変式装置」ともいう)準備した。このチャンバ1の寸法は、幅18.5cm×奥行き800cm×高さ12cmであった。このチャンバ1内に浸漬米を充填した容体8を格納した。チャンバ1内に水蒸気管12を用いて水蒸気を導入した。このとき最初の1秒間は、排出弁140を開きながら水蒸気を導入した。水蒸気を合計5秒間導入した後、水蒸気管12に備えられた水蒸気弁120を閉じ、速やかに排気弁140を1秒間開いて排気管14からチャンバ1内の水蒸気を含む気体を排出した。この後に、i)水蒸気を5秒間導入した後に水蒸気弁120を閉じ、ii)速やかに排気弁140を1秒間開いて排気管14からチャンバ1内の水蒸気を含む気体を排出する、操作を1サイクル(前述のパターンA)として、7回繰り返した。最初に水蒸気を導入してから、最後の排気を終了するまでの時間は47秒であった。
【0054】
水蒸気導入開始からチャンバ1内の圧力は上昇し、最大で2.8〜3.2kgf/cm2となった。圧力が最大となったときのチャンバ1内温度は138〜145℃程度であった。水蒸気排出時においてもチャンバ1内圧力は常に大気圧以上の圧力であり、チャンバ1内温度は最も低い時でも110〜117℃程度であった。
【0055】
容体8内温度から前記式に基づいてF0値を求め、F0値、容体内温度、チャンバ1内温度の経時変化を図9に示した。前述のとおり容体内温度は食品原料9および容体8の温度である。この結果から、チャンバ1内温度の変化に伴って容体内温度も変化していることが分かる。水蒸気をチャンバ1内に導入すると、5秒間で容体内温度は113℃まで上昇した。水蒸気導入(加熱)開始7秒以降の容体8内の最大温度は138℃で、最小温度は120℃であった。F0値は加熱開始25秒後に4.5に到達し、加熱終了の47秒間では12.3となった。すなわち、容体内温度が110℃以上に達してから20秒間この温度を維持して食品原料および容体を加熱することで、4.5のF0値が達成されることが明らかとなった。
[比較例1]
図8に示す装置(「従来装置」ともいう)を準備した。図8中、90は上チャンバ、92は下チャンバであり、図8右のように接合されて密閉したチャンバを形成する。93は上チャンバ90に接続された水蒸気管である。94は下チャンバ92の支持体である。96は水蒸気拡散板、8および9は実施例1で用いた容体および浸漬米である。
【0056】
上チャンバ90と下チャンバ92を接合して、密閉チャンバを形成し、この中に浸漬米の充填された容体8を格納した。この密閉チャンバ内に水蒸気導入管93を用いて5秒間水蒸気を導入した。5秒後速やかに上チャンバ90と下チャンバ92を離隔し、水蒸気を排気した。再び上チャンバ90と下チャンバ92を接合して密閉チャンバを形成し、このチャンバ内に5秒間水蒸気を導入した。水蒸気を導入する間隔、すなわち水蒸気を導入した時点と、次に水蒸気を導入した時点の間隔は4秒とした。容体内温度、チャンバ内温度およびF0値の経時変化を図10に示した。水蒸気を導入するとチャンバ内は急激に加圧されるとともに温度が上昇し、最大でチャンバ内圧力は2.7〜3.0kgf/cm2程度となった。チャンバ内圧力が最大となったとき、チャンバ内温度も最大となりその値は135〜140℃程度であった。水蒸気の排気時にはチャンバ内の圧力は大気圧となり、このときチャンバ内温度も最小の98〜100℃となった。容体内温度が110℃を超えたのは、加熱開始から10秒であり、F0値が4.5を達成した時間は加熱開始から68秒であった。すなわち、本比較例においては、容体内温度が110℃に達した後、58秒間で4.5のF0値が達成された。
【0057】
実施例1と比較例1を比較すると、加熱開始5秒間後の容体内温度は、実施例1では113℃、比較例1では85℃であり、実施例1の圧力可変式装置の方が、容体内温度の上昇が早いといえる。F0値が4.5を達成した時間を比較すると、実施例1では25秒であり比較例1では68秒であった。さらに、4.5のF0値は、実施例1では容体内温度を20秒間継続して110℃にすることにより達成できるが、比較例1では、58秒間継続する必要があることが分かった。この結果から、実施例1の圧力可変式装置は比較例1の従来装置よりも、加熱効率が高く殺菌効率にも優れることがわかった。
【0058】
[実施例2]
実施例1と同じ浸漬米、容体8および装置を準備した。水蒸気管12を用いて水蒸気をチャンバ1内に導入した。水蒸気を導入している間、排気弁140を開いて0.8秒間水蒸気を排出する操作を0.5秒毎に間欠的に行った。水蒸気導入から6.5秒間経過した後、排出弁140を閉じた。すなわち、Tiを1.3秒、Toを0.8秒とするサイクル(前述のパターンB)を5回繰り返した。その後速やかに13.5秒間水蒸気を導入し続けた。容体8内温度、チャンバ1内温度とF0値の経時変化を図11に示す。
【0059】
水蒸気導入(加熱)開始から5秒でチャンバ1内温度が122℃に到達した。このときの容体8内温度は113〜133℃であった。加熱開始から6.5秒以降は、チャンバ1内温度は133〜143℃に保持された。加熱開始から13.7秒でF0値は4.5を達成し、20秒間でF値は28.4となった。すなわち、容体8内温度が110℃以上に達してから8.7秒間この温度を維持して食品原料および容体を加熱することで、4.5のF0値が達成されることが明らかとなった。実施例1と比較すると、本例の方が殺菌効率に優れるといえる。以上、実施例と比較例との比較から、本発明の製造方法は生産性に優れていることが明らかである。
【0060】
[実施例3]植菌試験
実施例1の殺菌効果を確認するために植菌試験を行った。
被検菌株として原料米から分離した耐熱性菌であるB.subtilisを使用した。実施例1と同様の方法で準備した浸漬米112gを容体8に充填し、1mlの被検菌液を浸漬米に散布し、滅菌コンラージ棒で攪拌した。
【0061】
実施例1と同じ装置を用い、同様の条件で前記浸漬米および容体8を加熱した。加熱条件は、5秒間加熱(水蒸気導入)後、1秒間排気することを1サイクルとし、このサイクルを4回実施した。処理された米を全部回収し、ストマックフィルターに移し、滅菌生食で10倍希釈しストマッカーにかけた。続いて10倍希釈を行い標準寒天培地に塗抹し、菌数を求めた。この条件で到達した最大のF0値を求めた。
【0062】
前記サイクルを6回行った場合、並びに8回行った場合についても同様に菌数と最大のF0値求めた。これらのデータから、菌数とF0値の関係を図12に示した。
図12から、F0値が大きくなるほど菌数が減少していることがわかる。よって、本発明により十分なレベルの殺菌処理がなされていることが確認できた。
【0063】
[実施例4]食味の評価
以下のとおり、本発明の殺菌処理を含む方法で製造された米飯の食味および物性を評価した。
1)米飯の製造
実施例1で処理された米充填容体内に、軟水装置(商品名:Zソフナー、三浦工業株式会社製)を通した水80gを装入した。次いで米と水を容体ごと98〜100℃の蒸気庫内に入れ、32分間加熱して炊飯した。炊飯後に容体開口部にシールをして密封した。密封後、容体を75℃の蒸気庫内で15分間加熱し、10℃以下の冷水で20分間冷却した。
【0064】
2)官能評価
得られた無菌包装米飯のシール材を一部剥がし、容器ごと家庭用電子レンジにて600W×2分間加熱した後、米飯を主食とし、専ら米飯の製造に従事している7名のパネラーに試食させ、官能評価を行った。評価項目は、米粒感、ふっくら感、粘り、硬さ、好ましさの5項目とした。
【0065】
米粒感とは、米粒それぞれの存在を感じることを指す。ふっくら感とは、米飯塊が適度に空気を抱いていて口の中で米粒がふんわりとほぐれる感じをいう。粘りとは米飯のねばねば感である。硬さとは米飯を噛んだ時の硬さに関する好ましさである。好ましさとは、米飯として食する場合の総合的なよさをいう。
【0066】
各項目において標準的な場合を0点とし、+5点〜−5点の11水準で評価した。評価基準は表1のとおりである。この基準に基づいて各パネラーが点数を付け、7名パネラーの評価点の平均値を求めた。
【0067】
【表1】
【0068】
3)物性評価
i)水分の測定方法
円筒状の金型(直径36mm)を用いて米飯の中央部分を容体厚み方向にくり抜いた。厚み方向で偏りが生じないように、金型内の米飯から、金型の長手方向において均等に米(試料)を採取した。採取量は合計10gとした。水分計(商品名:FD−600、ケツト科学研究所製)を用いて計り取った米飯を110℃で60分間加熱し、米飯中の水分を測定した。
【0069】
ii)弾性および粘性の測定方法
米飯の弾性および粘性は、動的粘弾性測定装置MGレオアナライザー(商品名:MX−1000、有限会社サンズコーポレーション製)を使用して測定した。測定は、直径1.8mmの円形プランジャーを使用し、振幅30μm、周波数3Hzで行った。試料は、電子レンジで2分間加熱して得た米飯から採取した米粒とした。計10粒について測定し、その平均値を物性値とした。
【0070】
[比較例2]食味の評価
比較例1で処理された米充填容体を用い、実施例4と同様にして官能評価、物性評価を行った。
【0071】
[参考例1]
参考のため、三菱電機株式会社製の炊飯器MITSUBISHI NJ−G10を用い、殺菌工程を経ずに、炊飯器にあらかじめ設定されている通常の炊飯条件(約20分の密封加熱と約20分前後の非密封加熱とからなる)で、新潟産コシヒカリを炊飯して得た米飯を、実施例と同様に評価した。
【0072】
実施例4、比較例2および参考例1の結果を表2に示した。
【0073】
【表2】
【0074】
官能評価に関しては、総ての項目において実施例4の方が比較例2より1.3〜2.7ポイント大きかった。特に粘りの項目において差が大きく、2.7ポイントの差があった。また、実施例4における粘りは参考例1の粘りを大きく上回った。すなわち、本発明で得られた米飯は粘りが増して好ましくなることがわかった。
【0075】
また、実施例4の方が比較例2より水分、弾性、粘性とも大きかった。弾性は、噛んだ時の弾力の強さであるので、官能評価における粒感、硬さに影響する。粘性は、粘りの感じ方に影響する。これらの物性評価の結果は、官能評価結果と整合した。以上から、本発明で得られた米飯は、特に粘りが生じて好ましい食感になることがわかった。
【0076】
[参考例2]
実施例1と同様の装置を用いて、以下の操作により殺菌処理を行った。
チャンバ1内に水蒸気を25秒間導入し続けた。この間、水蒸気の排出は行わなかった。25秒間後、排出弁140を開いてチャンバ1内の水蒸気を含む気体を排気した。
【0077】
実施例1と同様にして、容体内温度を測定した。結果を図13に示す。この結果から加熱開始4秒でチャンバ内温度は140℃以上となることが明らかとなった。25秒の加熱では容体内温度は79℃まで上昇した。また、25秒間の加熱終了後、排気弁140を開くと、チャンバ1内温度は急激に下がり112℃となったが、容体内温度は急激に上昇して79℃から104℃となった。このことから、チャンバ1内に気流が発生すると、容体内温度が上昇しやすいことが明らかにされた。
【符号の説明】
【0078】
1 チャンバ
12 水蒸気管
120 水蒸気弁
14 排気管
140 排気弁
16 熱電対挿入口
18 扉
19 ガイドレール
2 容体搭載器
20 容体搭載部
21 開口部
3 ボイラー
5 熱電対
7 多孔板
8 容体
9 粒状または麺状食品原料
【特許請求の範囲】
【請求項1】
粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、
前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、
前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに
前記殺菌済み容体の開口部をシール材で密封包装する密封工程、を含む、無菌包装食品の製造方法であって、
前記殺菌工程が、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、製造方法。
【請求項2】
前記殺菌工程が、前記容体内温度が10秒以上継続して110℃以上となるように前記容体を加熱する工程である、請求項1記載の製造方法。
【請求項3】
前記殺菌工程が、密閉された前記チャンバ内に水蒸気を導入し、かつ前記チャンバ内から水蒸気を排出することにより、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、請求項1記載の製造方法。
【請求項4】
前記殺菌工程が、密閉された前記チャンバ内に水蒸気を導入し、その後前記チャンバ内から水蒸気を排出することを1サイクルとして、このサイクルを繰り返すことにより、殺菌チャンバ内で、気流を間欠的に生じさせながら行う工程である、請求項1記載の製造方法。
【請求項5】
前記サイクルを繰り返した後、さらに前記密閉されたチャンバ内に水蒸気を導入する、請求項4記載の製造方法。
【請求項6】
前記殺菌工程における、前記水蒸気の導入時間Tiと前記水蒸気の排出時間Toとの比Ti/Toが、1.5〜10である、請求項1記載の製造方法。
【請求項7】
前記食品原料が米類、豆類、または麺類である、請求項1記載の製造方法。
【請求項8】
前記殺菌工程と調理工程の間に、前記殺菌済み容体に調理水を加える加水工程をさらに含む、請求項1記載の製造方法。
【請求項1】
粒状または麺状食品原料が充填された開口部を有する容体を準備する工程、
前記容体を無菌包装食品製造上有効な温度および時間で加熱殺菌する殺菌工程、
前記容体および食品原料を加熱して食品原料を調理する調理工程、ならびに
前記殺菌済み容体の開口部をシール材で密封包装する密封工程、を含む、無菌包装食品の製造方法であって、
前記殺菌工程が、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、製造方法。
【請求項2】
前記殺菌工程が、前記容体内温度が10秒以上継続して110℃以上となるように前記容体を加熱する工程である、請求項1記載の製造方法。
【請求項3】
前記殺菌工程が、密閉された前記チャンバ内に水蒸気を導入し、かつ前記チャンバ内から水蒸気を排出することにより、殺菌チャンバ内で、気流を連続的または間欠的に生じさせながら行う工程である、請求項1記載の製造方法。
【請求項4】
前記殺菌工程が、密閉された前記チャンバ内に水蒸気を導入し、その後前記チャンバ内から水蒸気を排出することを1サイクルとして、このサイクルを繰り返すことにより、殺菌チャンバ内で、気流を間欠的に生じさせながら行う工程である、請求項1記載の製造方法。
【請求項5】
前記サイクルを繰り返した後、さらに前記密閉されたチャンバ内に水蒸気を導入する、請求項4記載の製造方法。
【請求項6】
前記殺菌工程における、前記水蒸気の導入時間Tiと前記水蒸気の排出時間Toとの比Ti/Toが、1.5〜10である、請求項1記載の製造方法。
【請求項7】
前記食品原料が米類、豆類、または麺類である、請求項1記載の製造方法。
【請求項8】
前記殺菌工程と調理工程の間に、前記殺菌済み容体に調理水を加える加水工程をさらに含む、請求項1記載の製造方法。
【図3】

【図4】
【図5】
【図6】
【図7】

【図1】
【図2】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図4】
【図5】
【図6】
【図7】
【図1】
【図2】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−135820(P2011−135820A)
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2009−298027(P2009−298027)
【出願日】平成21年12月28日(2009.12.28)
【出願人】(000140650)テーブルマーク株式会社 (55)
【Fターム(参考)】
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成21年12月28日(2009.12.28)
【出願人】(000140650)テーブルマーク株式会社 (55)
【Fターム(参考)】
[ Back to top ]