
無電解ニッケル−リンめっき処理方法及び無電解ニッケル−リンめっき処理した機能部品
【課題】 流体中で稼動するポンプや船舶用プロペラなどの機能部品の表面に無電解ニッケル−リンめっき層を生成して、耐キャビテーション・エロージョン性を向上させるのに好適な、無電解ニッケル−リンめっき処理方法及び無電解ニッケル−リンめっき処理した機能部品を提供すること。
【解決手段】 金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、前記無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、前記選択工程で選択された熱処理温度に従って前記無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備え、熱処理工程による無電解ニッケル−リン層の硬度の析出硬化等により耐キャビテーション・エロ−ジョン性を向上させる。
【解決手段】 金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、前記無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、前記選択工程で選択された熱処理温度に従って前記無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備え、熱処理工程による無電解ニッケル−リン層の硬度の析出硬化等により耐キャビテーション・エロ−ジョン性を向上させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流体中において稼働するポンプや船舶用プロペラなどの機能部品の耐キャビテーション・エロ−ジョン性を向上させることを目的として、その表面に施されるめっき処理方法及びめっき処理した機能部品に関する。ここで、キャビテーション・エロージョンとは、キャビテーションすなわちポンプのインペラーや船舶用プロペラなどのように流体中を高速度で運動する物体の表面に微細な気泡群が生じ、これらが圧壊することに伴って発生する衝撃圧力が物体表面に作用して生ずる表面損傷すなわち壊食をいう。
また、本発明は、流体をある場所から他の場所に移動させるために用いられる配管の中で生じるキャビテーション・エロージョン対策としても広く応用展開できるものである。
【背景技術】
【0002】
これまで、流体中において稼働する流体機械や、その内部で流体を移動させる配管などの機能部品において生じるキャビテーション・エロージョン対策としては、(1)材料をキャビテーションに強い材料に置き換える、(2)設計によってキャビテーションが起きないようにする、(3)溶接によりキャビテーションに強い材料を肉盛する、といった対策が取られてきた。しかし、これらの対策は以下の問題を有している。
(1)の対策には、代わりに用いる材料の強度、加工性、腐食性といった物性および材料のコスト等を考慮すると、キャビテーションに強い材料に置き換えること自体が難しい場合が多いという問題がある。
(2)の対策には、設計を変更してもキャビテーションの発生をなくすことができない場合があるという問題がある。例えば、キャビテーションが生じる代表的な流体機械である船舶用プロペラは、設計の改良によりキャビテーションによる被害をかなり軽減できるようになってきたものの、現在でもキャビテーションによる損傷が報告されている。
(3)の対策には、溶接時に発生する高熱によって母材金属において組織の変態や強度の低下が生じることがあるから、適用可能な材料が限られるという問題、溶接後に焼き鈍し、再研磨などの後処理が必要な場合があるという問題、および、配管内において肉盛する作業は一般に難しいという問題がある。
【0003】
そこで、機能部品の材料自体を変えることなく、耐キャビテーション・エロージョン性を向上させるための対策として、機能部品の表面に無電解ニッケル−リンめっきを施すことがなされる。この無電解ニッケル−リンめっきは、成分としてニッケルを含んでいるから、コロージョン(腐食)にも強い。そして、めっきされる前の機能部品(母材)の表面に厚みの薄いめっきを施すから、機能部品の機械的性質を損なわず、また、従来用いてきた材料を変更する必要もない。このため、無電解ニッケル−リンめっきを施す方法によれば、上記(1)の対策の問題は生じない。
また、設計によりキャビテーションが起きないようにする場合、個々の機能部品の状況に応じて設計を変える必要があるが、無電解ニッケル−リンめっきによれば、機能部品がどのような形状であっても基本的に同じ方法を用いて処理を行うことができるという利点がある。
また、無電解ニッケル−リンめっきには、(a)肉盛のように、施工後再研磨する必要がない、(b)溶接が難しい配管内部にもめっきを施すことが可能である、(c)船舶用プロペラのような複雑な形状をもつ機能部品に対しても、均一な層をマイクロメーターオーダーで形成することが可能である、(d)コーナー部でも層の厚みが薄くなることはない、(e)プラスチックスを含むほぼあらゆる材料に対して適用可能であるという利点がある。このため、機能部品の表面に無電解ニッケル−リンめっきを施す方法によれば、上記(3)の対策についての問題は生じない。
さらに、無電解ニッケル−リンめっきは、硬質クロムめっきにおいて用いられている六価クロムを用いないから、環境への負担の大きい硬質クロムめっきの代替材料としても有力である。
このため、耐キャビテーション・エロージョン性の向上や、コロージョンの防止を目的として、従来、機能部品の表面に無電解めっき層を形成することが行われている(特許文献1〜6)。
【0004】
特許文献1には、火力発電所で使用されるボイラ給水ポンプなどのターボ機械及びその耐食処理方法において、腐食疲労に対して耐力の維持・向上を図るために、流通経路の母材表面に耐食性拡散材料として、Ni−P系合金めっきのめっき層を無電解めっき法により形成し、加熱処理によって生成する耐食性拡散層を流体通路の母材表面に形成することが記載されている。
【0005】
特許文献2には、耐摩耗性に優れた機械部品等を製造することを目的として、ニッケル中にリン粒子が分散した構造の複合めっき層を形成し、これを熱処理することにより、ニッケル−リン系化合物を生成させるニッケル−リン複合めっき方法が記載されている。
【0006】
特許文献3には、銅を主体とする金型基材の表面がニッケル層により覆われた射出成形用金型の製造法において、その耐食性を従来よりも向上させることを目的として、ニッケル層を無電解めっきによって形成し、その表面にチタンあるいはクロムの窒化物からなる表面層を形成し、ニッケル層を熱処理することにより金型基材と表面層との剥離を抑制する方法が記載されている。
【0007】
特許文献4には、内面被覆銅又は銅合金管の製造方法において、耐潰食性を向上させることを目的として、無電解錫めっき液を通流させて管内面に錫めっき層を形成し、これを熱処理することにより錫めっき層の一部又は全てを銅−錫合金層にすることが記載されている。
【0008】
特許文献5には、封止材成形金型の表面処理方法において、耐摩耗性、耐食性などにも優れた封止材成形金型表面を得ることを目的として、封止材成形金型の表面に、ストライクニッケルめっき法によりニッケルめっき層を形成した後、その上に無電解めっき法によりニッケル−リン層を形成し、さらにその上にニッケル−リン−タングステン層を形成することが記載されている。
【0009】
特許文献6には、海岸近くで使用される高圧グラウドポンプのクラック発生防止方法において、塩分を含む地盤改良剤を用いても寿命を従来通りにすることを目的として、流路を形成するケーシングブロックの内面に、キャビテーションの作用により発生する局所的壊食(又は潰食)を防止するために、無電解ニッケルめっきにより表面処理を行うことが記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平8−93692号公報
【特許文献2】特開2007−77462号公報
【特許文献3】特開平11−105039号公報
【特許文献4】特開平8−120456号公報
【特許文献5】特開平10−36974号公報
【特許文献6】特開平10−213078号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
このように、従来、機能部品に用いられる材料自体を換えることなく、耐キャビテーション・エロージョン性を向上させるために、表面に無電解ニッケル−リンめっきを施すことが行われている。また、特許文献3には、金型基材と表面層との剥離を抑制するために無電解ニッケル−リンめっきに熱処理を施すことが記載されている。しかしながら、無電解ニッケル−リンめっきに熱処理を施す場合、耐キャビテーション・エロージョン性を向上させるために好適な熱処理温度については、何ら検討されていない。
そこで、本発明は、流体中で稼動するポンプや船舶用プロペラなどの機能部品の表面に無電解ニッケル−リンめっき層を生成して、耐キャビテーション・エロージョン性を向上させるのに好適な、無電解ニッケル−リンめっき処理方法及び無電解ニッケル−リンめっき処理した機能部品を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明の発明者らは、無電解ニッケル−リンめっき層に含有されているリンの濃度により、耐キャビテーション・エロージョン性を向上させる熱処理温度が異なるという新たな知見を見いだし、本発明に想到したものである。
請求項1に記載の本発明の無電解ニッケル−リンめっき処理方法は、金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、前記無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、前記選択工程で選択された熱処理温度に従って前記無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備えたことを特徴とする。
この構成により、選択工程で選択されたリンの含有量に応じた適切な熱処理温度でめっき対象物に熱処理を施すことができる。ここで、「熱処理」とは、めっき工程後のめっき対象物に熱を加える処理をいう。
請求項2に記載の本発明は、請求項1に記載の無電解ニッケル−リンめっき処理方法において、前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が0.1重量%以上4重量%以下の場合に、熱処理温度として500℃以下を選択したことを特徴とする。
リンの含有量が0.1重量%以上4重量%以下の低リン型の無電解ニッケル−リンめっきは、上記の熱処理温度で熱処理を施すことにより、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。
請求項3に記載の本発明は、請求項1に記載の無電解ニッケル−リンめっき処理方法において、前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が4重量%を超え10重量%以下の場合に、熱処理温度として420℃以上700℃以下を選択したことを特徴とする。
熱処理温度を700℃以下とすることにより、めっき対象物の金属材料(母材)が熱処理工程により悪影響を受けることを防止できる。また、リンの含有量が4重量%を超え10重量%以下の中リン型の無電解ニッケル−リンめっきは、上記の熱処理温度で熱処理を施すことにより、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。
請求項4に記載の本発明は、請求項1に記載の無電解ニッケル−リンめっき処理方法において、前記熱処理工程が、前記無電解ニッケル−リンめっきのリンの含有量が10重量%を超え15重量%以下の場合に、熱処理温度として400℃以上700℃以下を選択したことを特徴とする。
リンの含有量が10重量%を超え15重量%以下の高リン型の無電解ニッケル−リンめっきは、上記の熱処理温度で熱処理を施すことより、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。また、熱処理温度を700℃以下とすることにより、めっき対象物の金属材料(母材)が熱処理工程により悪影響を受けることを防止できる。
請求項5に記載の本発明は、請求項1乃至4のうちの何れかに記載の無電解ニッケル−リンめっき処理方法において、前記めっき工程の前に、前記めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき層形成工程を備えていることを特徴とする。
めっき工程の前に予めニッケルストライクめっき層を形成しておくことにより、前記金属材料の触媒活性を高くすることができるから、金属材料と無電解ニッケルめっきとの密着性を高くすることが可能となる。
請求項6に記載の本発明は、請求項5に記載の無電解ニッケル−リンめっき処理方法において、前記ストライクめっき形成工程が、その厚さが0.1μm以上10μm以下となるように前記ニッケルストライクめっき層を形成したことを特徴とする。
ニッケルストライクめっき層の厚さを上記範囲とすることにより、金属材料と無電解ニッケルめっきとの密着性をさらに向上させることができる。
【0013】
請求項7に記載の本発明の無電解ニッケル−リンめっき処理した機能部品は、使用される際、その表面が流体と接する機能部品であって、請求項1乃至6の何れかに記載の無電解ニッケル−リンめっき処理方法で処理されていることを特徴とする。
上記の構成により、耐キャビテーション・エロージョン性の向上した機能部品を提供することができる。ここで「流体」とは、例えば海水や淡水などをいう。また、「機能部品」とは、特定の機能を有する部品をいい、例えば、インペラーやプロペラやプロペラの駆動軸などのように流体中で稼働する流体機械や、その内部において流体を移動させる配管等のことをいう。
請求項8に記載の本発明は、請求項7記載の無電解ニッケル−リンめっき処理した機能部品において、前記機能部品が、船舶に使用される船舶推進用のプロペラであることを特徴とする。
上記の構成により、耐キャビテーション・エロージョン性に優れた船舶推進用のプロペラとし、その耐久性を向上させることができる。
請求項9に記載の本発明は、請求項8に記載の無電解ニッケル−リンめっき処理した機能部品において、前記機能部品が、前記プロペラのキャビテーションの発生し易い箇所に前記無電解ニッケル−リンめっき処理が施されていることを特徴とする。
上記の構成により、耐キャビテーション・エロージョン性向上のための電解ニッケル−リンめっき処理を効率良く行うことができる。
【発明の効果】
【0014】
本発明の無電解ニッケル−リンめっき処理方法によれば、選択工程において選択された、無電解ニッケル−リンめっき中のリン含有量に応じた適切な熱処理温度を用いることができるから、熱処理工程によりめっき対象物表面に形成された無電解ニッケル−リンめっき層の耐キャビテーション・エロージョン性が向上する。熱処理工程によって、無電解ニッケル−リンからNi3Pが析出する。その結果、めっき層の硬度が析出硬化によって向上することも含めて耐キャビテーション・エロージョン性が向上する。また、めっき対象物が複雑な形状であっても、無電解ニッケル−リンめっきによりめっき層が均一にかけられ、金属材料を対象とすることにより熱の均一性も得られやすく熱処理も容易である。このため、めっき対象物の材料自体を換えることなく容易に、耐キャビテーション・エロージョン性を向上させることが可能となる。
また、選択工程において、リンの含有量が低リン型、中リン型又は高リン型の何れであるかに基づいて熱処理温度を選択することとすれば、無電解ニッケル−リンめっき層に要求される耐キャビテーション・エロージョン性の程度に対応したリン含有量に基づいて、適切な熱処理温度を容易に選択することができる。
また、めっき工程の前に、めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき形成工程によれば、めっき対象物表面の触媒活性を高くすることができるから、めっき対象物表面と無電解ニッケル−リンめっきとの密着性を高くすることができる。このため、例えば、無電解ニッケル−リンめっきとの密着性の良くない銅含有合金を金属材料として用いる場合であっても、安定な無電解ニッケル−リンめっきを形成して、その表面の耐キャビテーション・エロージョン性を向上させることができる。
【0015】
本発明の無電解ニッケル−リンめっき処理した機能部品は、本発明の無電解ニッケル−リンめっき処理方法で処理されており、耐キャビテーション・エロージョン性が良好であることから、流体中において使用される場合の耐久性を容易に向上させることができる。
また、キャビテーション・エロージョンの生じやすい船舶に使用される船舶推進用のプロペラであっても、本発明の無電解ニッケル−リンめっき処理方法で処理することにより、容易にその耐久性を向上させることができる。また、例えば海洋生物等の付着も抑制することが可能となる。
また、プロペラのキャビテーションの発生し易い箇所に部分めっき処理を施すことでも、無電解ニッケル−リンめっきを用いると、均一の厚みの皮膜が容易に得られるため、プロペラの耐久性を効果的に向上させることができる。
【図面の簡単な説明】
【0016】
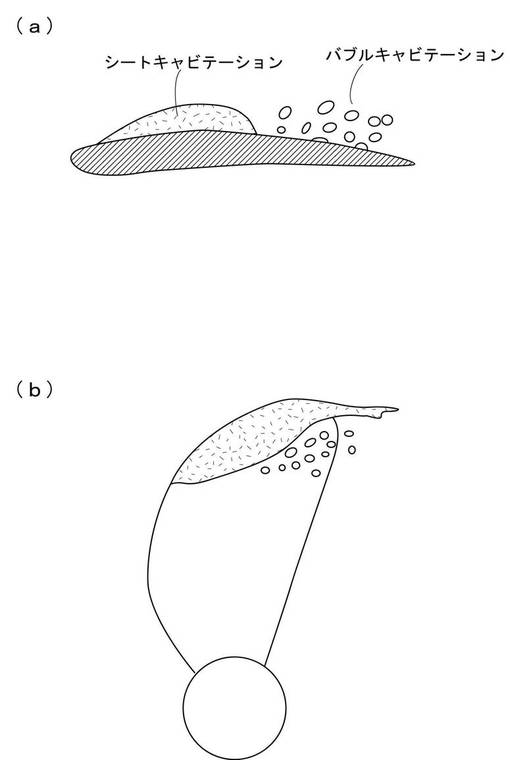
【図1】キャビテーション・エロ−ジョンの発生し易い箇所を模式的に示した図であり、(a)は翼形状の機能部品の側面図、(b)はプロペラの羽根の正面図
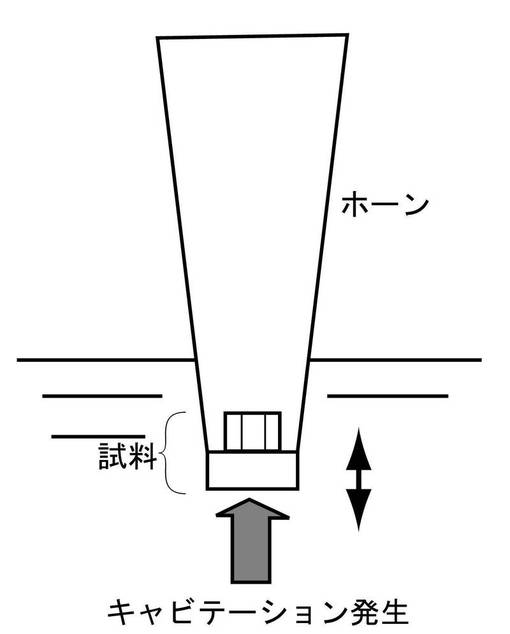
【図2】米国材料試験協会規格ASTM G−32に基づいたキャビテーション試験方法で用いた装置の概略構成図
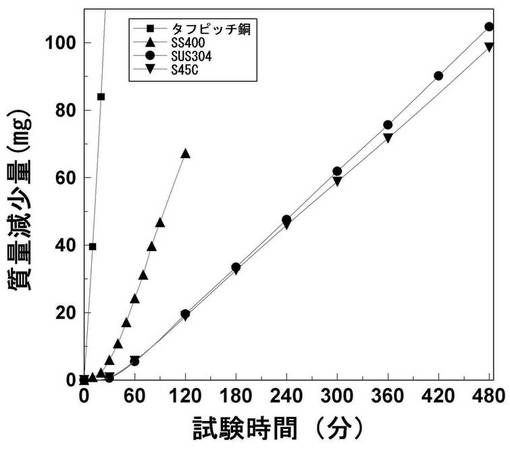
【図3】図2に示した装置を用いて各種実用金属材料に対してキャビテーション試験を行った結果のグラフ
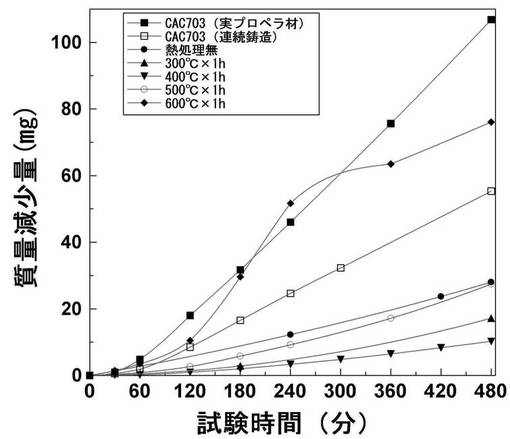
【図4】実施例1において低リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図5】実施例1において中リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図6】実施例1において高リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図7】実施例1において低リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図8】実施例2において、低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料に対し長時間のキャビテーション試験を行った試験結果のグラフ
【図9】試料の損傷面の状態を示す図面代用写真であり、(a)試験時間840分(14時間)における実プロペラ材の試料、(b)試験時間840分(14時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料、(c)試験時間1200分(20時間)における実プロペラ材の試料、(d)試験時間1200分(20時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料
【図10】実施例3のめっき対象物の表面に厚さ12μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の図面代用写真
【図11】図10の試料の耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【図12】実施例3のめっき対象物の表面に厚さ2.8μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の図面代用写真
【図13】図12の試料の耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【図14】実施例3のめっき対象物の表面に厚さ約0.2μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の図面代用写真
【図15】図14の試料の耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【図16】めっき対象物の表面に直接無電解ニッケル−リンめっきを施した試料断面の図面代用写真
【図17】参考例の試料について、実施例1と同じ試験方法を用いて耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【発明を実施するための形態】
【0017】
本発明の無電解ニッケル−リンめっき処理方法は、金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、選択工程で選択された熱処理温度に従って無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備えたものである。以下に、各工程の実施形態について説明する。
【0018】
めっき工程は、めっき対象物に脱脂処理等を行い、その表面が清浄な状態にされた状態で行う。無電解ニッケル−リンめっきを行うことにより、めっき対象物である金属材料の表面に、ニッケルとリンの合金層を形成させる。
金属材料の触媒活性を高くしたい場合は、めっき工程の前に、めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき形成工程を行ってもよい。このストライクめっき形成工程により、めっき工程の前に金属材料表面上にニッケルストライクめっき層を形成して、触媒活性を向上させることができる。このため、めっき工程により、めっき対象物が銅系合金のように触媒活性の小さいものであっても、その表面に無電解ニッケル−リンめっき層を形成することができる。
ニッケルストライクめっき層の厚さは0.1μm以上10μm以下とすることが好ましい。また、ニッケルストライクめっき層の厚みは、ストライクめっき形成工程の時間すなわち電気めっきを行う時間により、調整することができる。厚みが0.1〜0.3μm程度のニッケルストライクめっき層は、短時間で形成することができるので、コストの面から好ましい。また、めっき対象物のめっきをする表面形状が複雑な場合、表面全体にニッケルストライキめっき層を形成するのに十分な厚みとすることが好ましい。
なお、めっき対象物がステンレス以外の鉄系合金である場合、ニッケルストライクめっき層を形成しなくても無電解ニッケル−リンめっきをその表面に施すことができる。しかし、ニッケルストライクめっき層を形成することにより、めっき対象物と無電解ニッケル−リンめっき層との密着性をより強化することができるから、両者の密着性を強化したい場合には、ストライクめっき形成工程を行うことが好ましい。
【0019】
選択工程は無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択するものである。ここで、「リンの含有量に応じて熱処理温度を選択する」とは、リンの含有量により、予め定められた熱処理温度を選択する方法をいい、例えば、所定の式を用いてリンの含有量の関数として熱処理温度を選択する方法や、リンの含有量を予め区分しておき、各区分の範囲内のリンの含有量に対して、一定範囲内の熱処理温度を選択する方法等を用いることができる。
上記リンの含有量の区分としては、例えば、低リン、中リン、高リンの3区分を用いることができる。あるいは、リンの含有量の区分として、2区分、あるいは4区分以上を用いることとしてもよい。
上記リンの含有量の区分として3区分を用いる場合、たとえば、無電解ニッケル−リンめっき中のリン含有量(重量百分率)が、1%以上4%未満を低リン型無電解ニッケル−リンめっき、4%以上10%未満を中リン型無電解ニッケル−リンめっき、10%以上15%以下を高リン型無電解ニッケル−リンめっきとする、低リン、中リン、高リンの3区分を用いることができる。なお、リンの含有量の区分として、低リン、中リン、高リンの3区分を用いる場合でも、具体的なリンの含有量は上記と異なる範囲としてもよい。
リンの含有量の区分として、低リン、中リン、高リンの3区分を用いる場合、選択工程において選択される熱処理温度としては、低リン型無電解ニッケル−リンめっきでは、500℃以下が好ましく、300℃以上400℃以下がより好ましく、350℃以上370℃以下がさらに好ましい。中リン型無電解ニッケル−リンめっきでは、420℃以上700℃以下が好ましく、500℃以上700℃以下がより好ましく、500℃以上600℃以下がさらに好ましい。高リン型無電解ニッケル−リンめっきでは、400℃以上700℃以下が好ましく、500℃以上700℃以下がより好ましく、500℃以上600℃以下がさらに好ましい。
600℃以下がさらに好ましい理由は、以下の通りである。
温度が上昇すると、金属は塑性変形しやすくなる。その結果、高温での熱処理は、めっきする対象物の金属の物性によっては設計上の寸法が変化してしまうおそれがある。さらに、600℃以上の高温では結晶組織の変化を生じる金属もある。その結果、設計時の材料の機械的性質が変化する場合が想定されること、また、対象の金属が焼き入れしたものであった場合、高温の熱処理によって焼き入れの効果を無効にしてしまうことがありうることも懸念される。
【0020】
熱処理工程は、選択工程においてリンの濃度に応じて選択された熱処理温度にしたがって、めっき対象物を加熱するものである。熱処理工程において熱処理温度に保持する時間は、通常、1時間程度とすればよいが、めっき対象物の性質に応じて適宜調整すればよい。この熱処理工程により、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。
【0021】
上述した、めっき工程、選択工程、熱処理工程により、無電解ニッケル−リンめっき処理方法によりめっき処理した機能部品を製造することができる。
本発明の無電解ニッケル−リンめっき処理方法は、例えば流体中において使用される機能部品の耐キャビテーション・エロージョン性を向上させるために好適である。機能部品としては、例えば、ポンプのインペラーや船舶に使用される船舶推進用のプロペラ、その内部において流体を移動させる配管などが挙げられる。
【0022】
機能部品としてのプロペラに無電解ニッケル−リンめっき処理を施す場合、特にキャビテーション・エロ−ジョンの発生し易い箇所に無電解ニッケル−リンめっき処理が施されていることが好ましい。
図1は、キャビテーション・エロ−ジョンの発生し易い箇所を模式的に示した図であり、(a)は翼形状の機能部品の側面図、(b)はプロペラの羽根の正面図である。図1(a)に示したように、同図左側の流体の流れの上流側表面においてシートキャビテーション・エロ−ジョンが、同図右側の下流側においてバブルキャビテーション・エロ−ジョンが発生する。このため図1(b)に示したように、プロペラの羽根の先端側、より具体的にはプロペラの羽根の回転中心から先端部までの中点よりも先端部側にキャビテーション・エロ−ジョンが発生し易い。このため、プロペラの羽根の先端側に無電解ニッケル−リンめっき処理を施すことにより、耐キャビテーション・エロ−ジョン性を向上させることができる。
なお、このキャビテーション・エロージョンの発生は、プロペラのピッチ(プロペラが1回回転してその翼が描く軌跡で理論上進む距離)の大きさによって変化する。このため、使用の際にピッチを変更する可変ピッチプロペラの場合、その表面全体に無電解ニッケル−リンめっき処理を行うことが好ましい。
【実施例】
【0023】
本発明の無電解ニッケル−リンめっき処理法でめっきした試料(めっき対象物)に対してキャビテーション試験を行い、検証した結果を以下に示す。
(キャビテーション試験方法)
キャビテーション試験方法としては、米国材料試験協会規格ASTM G−32を用いた。同試験方法で用いた装置の概略構成を図2に示す。同図に示すように、ボルト型の試料をホーンにねじ込み、水中で超音波振動させることによって試料表面上にキャビテーションを生じさせることができる。そして、キャビテーション試験の前後における試料の質量の変化、すなわち試料の質量の減少量の時間変化を測定することにより、測定対象試料の耐キャビテーション・エロ−ジョン性を評価した。
キャビテーション試験は、以下の試験条件の下で行った。
・試験片直径:15.9mm
・周波数 :19.5kHz
・振幅 :50μmp−p
・試験液 :イオン交換水
・水温 :25±0.7℃
【0024】
参考として、図2に示した装置を用いて各種実用金属材料に対してキャビテーション試験を行った結果のグラフを図3に示す。図3のグラフは、横軸がキャビテーション試験の時間(分)を示し、縦軸が試料の質量の減少量(mg)を示している。また、同図中において、タフピッチ銅は純度99.5%の銅、SS400は一般構造用圧延鋼材、SUS304は18%のCr(クロム)と8%のNi(ニッケル)とを含むステンレス鋼、S45Cは機械構造用炭素鋼鋼材をそれぞれ示している。
【0025】
(試料および熱処理条件)
無電解ニッケル−リンめっきを行う試料の母材として、船舶用プロペラ用材料であるニッケルアルミニウム青銅(CAC703)と同じ化学成分を有する連続鋳造品に熱処理を施して、ニッケルアルミニウム青銅(CAC703)の実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたものを用いた。
ストライクめっき形成工程により、上記試料の表面に厚さ1〜3μmのニッケルストライクめっき層を形成した。
めっき工程により作製する無電解ニッケル−リンめっきの層の厚みは20〜30μmとした。また、熱処理による耐キャビテーション・エロ−ジョン性を調べるため、無電解ニッケル−リンめっき処理をした後に熱処理をしない試料と、無電解ニッケル−リンめっき処理をした後に熱処理を行った試料とを作製した。
熱処理工程は、無電解ニッケル−リンめっきの施された試料に熱処理を施す温度条件を300℃、400℃、500℃および600℃とし、各温度条件(大気雰囲気)下において試料を1時間保持することにより行った。
【0026】
(実施例1)
キャビテーション試験は最大480分(8時間)まで行い、試験時間の経過に伴う試料の重量を測定して、試料の質量減少量を経時的に評価した。
比較対象として、実際のプロペラ(CAC703)から切り出した試験片および連続鋳造材(CAC703)から作製した試験片(表面に無電解ニッケル−リンめっき層を形成していないもの)についても、同様の条件下でキャビテーション試験を行って、耐キャビテーション・エロ−ジョン性を評価した。これらの結果についても、後述する低リン型・中リン型・高リン型の無電解ニッケル−リンめっき液を用いてその表面に無電解ニッケル−リンめっきを施した試料についての試験結果を示している図4〜6のグラフに併せて示す。
【0027】
(低リン型)
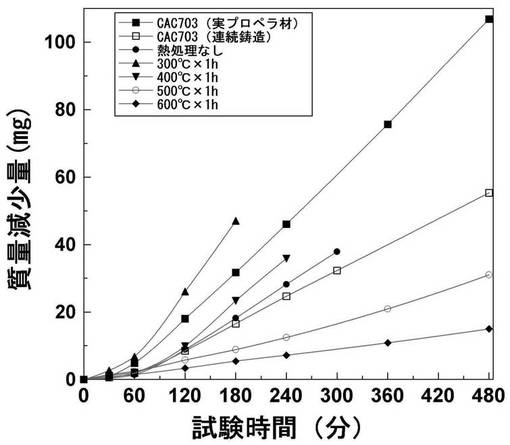
リンの含有量が0.1重量%以上4重量%以下の低リン型無電解ニッケル−リンめっきを作製するためのめっき液として、エンプレートNI−426(メルテックス株式会社製)を用いた。このめっき液を用いて、前述の処理により実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたニッケルアルミニウム青銅(CAC703)の表面に低リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフを図4に示す。
同図によれば、400℃で熱処理した試験片は、最も耐キャビテーション・エロ−ジョン性が良く、試験時間480分(8時間)における試料の質量の減少量すなわちキャビテーション・エロ−ジョンによる壊食量が実プロペラ材の約9%であり、壊食が大きく抑制されていることが分かる。また、温度条件を600℃として熱処理を施した試料が熱処理を施していない試料よりも悪い結果となり、温度条件を500℃として熱処理を施した試料が熱処理を施していない試料と同等の結果となり、温度条件を300℃、400℃として熱処理を施した試料が熱処理を施していない試料よりも良好な結果となっている。この結果から、低リン型無電解ニッケル−リンめっきの場合、熱処理温度を約500℃以下とすれば、熱処理工程により耐キャビテーション・エロ−ジョン性が向上することが分かる。
【0028】
(中リン型)
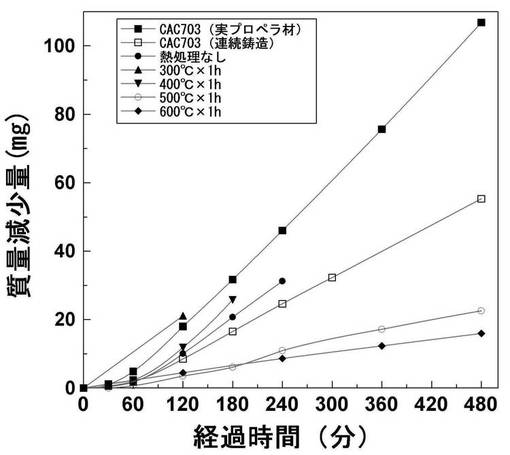
リンの含有量が4重量%を超え10重量%以下の中リン型無電解ニッケル−リンめっきを作製するためのめっき液として、メルプレートNI−871(メルテックス株式会社製)を用いた。このめっき液を用いて、前述の処理により実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたニッケルアルミニウム青銅(CAC703)の表面に中リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフを図5に示す。
同図によれば、600℃で熱処理した試験片は、最も耐キャビテーション・エロ−ジョン性がよく、試験時間480分(8時間)における壊食量が実プロペラ材の約14%であり、壊食が大きく抑制されていることが分かる。また、温度条件を300℃として熱処理を施した試料は熱処理を施していない試料よりも悪い結果となり、400℃として熱処理を施した試料は熱処理を施していない試料よりも多少悪い結果となること、温度条件を500℃、600℃として熱処理を施した試料はいずれも熱処理を施していない試料よりも良好な結果となっている。この結果から、中リン型無電解ニッケル−リンめっきの場合、熱処理温度を約420℃以上とすれば、熱処理工程により耐キャビテーション・エロ−ジョン性が向上することが分かる。
【0029】
(高リン型)
リンの含有量が10重量%を超え15重量%以下の高リン型無電解ニッケル−リンめっきを作製するためのめっき液として、メルプレートNI−875M(メルテックス株式会社製)を用いた。このめっき液を用いて、前述の処理により実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたニッケルアルミニウム青銅(CAC703)の表面に高リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフを図6に示す。
同図によれば、600℃で熱処理した試験片は、最も耐キャビテーション・エロ−ジョン性がよく、試験時間480分(8時間)における壊食量が実プロペラ材の約15%であり、壊食が大きく抑制されていることが分かる。また、温度条件を300℃として熱処理を施した試料は熱処理を施していない試料よりも悪い結果となり、400℃として熱処理を施した試料では、熱処理を施していない試料と同等の結果となり、温度条件を500℃、600℃として熱処理を施した試料は熱処理を施していない試料よりも良好な結果となっている。この結果から、高リン型無電解ニッケル−リンめっきの場合、熱処理温度を約400℃以上とすれば、熱処理工程により、耐キャビテーション・エロ−ジョン性が向上することが分かる。
【0030】
低リン型、中リン型および高リン型のうち、最も耐キャビテーション・エロ−ジョン性に優れていた低リン型無電解ニッケル−リンめっきでは、熱処理の温度条件が、400℃、300℃の順に良い結果が得られた(図4参照)。
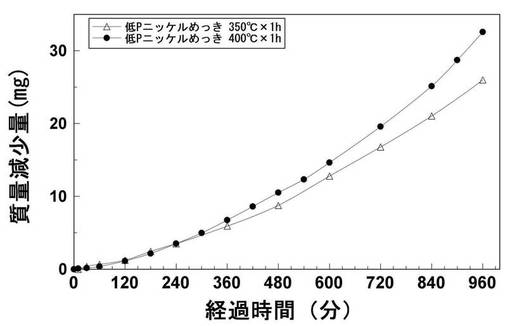
そこで、熱処理の温度条件を350℃とした試料を作製し、上記の方法と同様の方法で耐キャビテーション・エロ−ジョン性を評価した。その結果、図7に示すように、温度条件を350℃とした試料が、400℃とした試料よりも質量減少量が少ないという結果が得られた。この結果から、低リン型無電解ニッケル−リンめっきでは、熱処理の温度条件300℃〜400℃の間に、耐キャビテーション・エロ−ジョン性を向上させるために最適な温度が存在することが分かる。そして、図4と図7に示される結果に照らせば、温度条件を350℃ないし370℃として熱処理工程を行うことにより、最も耐キャビテーション・エロ−ジョン性に優れる低リン型無電解ニッケル−リンめっきが得られることが分かった。
【0031】
(実施例2)
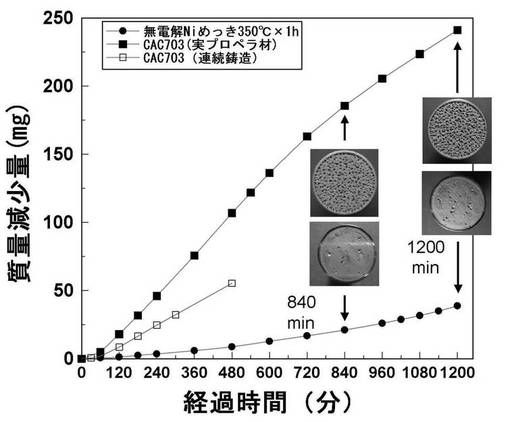
実施例1において、耐キャビテーション・エロ−ジョン性に最も優れる低リン型無電解ニッケル−リンめっきに350℃で1時間の熱処理を行った試料に対し、1200分(20時間)の長時間のキャビテーション試験を行った。図8は、試験結果を示すグラフである。同図に示すように、壊食量は、試験時間480分(8時間)では実プロペラ材(CAC703)の約8%、試験時間1200分(20時間)でも実プロペラ材(CAC703)の約16%であり、キャビテーション・エロ−ジョンによる壊食が、低リン型無電解ニッケル−リンめっきによって大きく抑制されることが分かった。
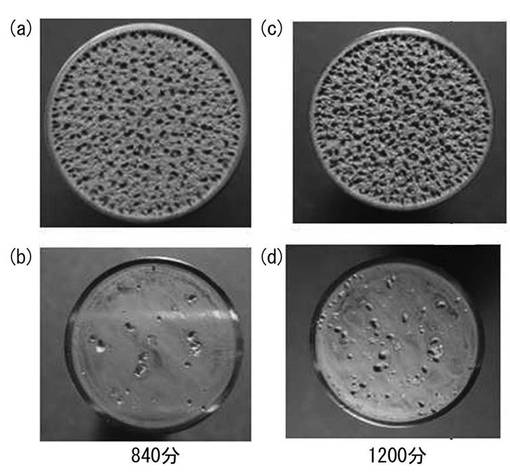
図9は、試料の損傷面の状態を示す図面代用写真であり、(a)が試験時間840分(14時間)における、実プロペラ材(CAC703)の試料、(b)が試験時間840分(14時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料、(c)が試験時間1200分(20時間)における、実プロペラ材(CAC703)の試料、(d)が試験時間1200分(20時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料の状態を示している。図9(a)(c)に示した低リン型無電解ニッケル−リンめっきが施されていない実プロペラ材では、キャビテーション・エロ−ジョンによりその表面が壊食されて、多数の穴が形成されるのに対し、図9(b)(d)に示した低リン型無電解ニッケル−リンめっきが施された試料では、キャビテーション・エロ−ジョンによる表面の壊食が抑えられ、形成される穴の数が非常に少ないことが分かる。
【0032】
また、図9(b)と(d)との比較により、キャビテーション・エロ−ジョンが、めっき対象物の母材の一部に到達しても、そこを起点として低リン型無電解ニッケル−リンめっきの剥離が加速されないことが分かる。
さらに、図9(a)に示すように、実プロペラ材は試験時間840分の時点で、全面あばた状になるが、図9(b)(d)に示す試料の表面には光沢が残っていることから、低リン型無電解ニッケル−リンめっきを施した試料では損傷面においても、平滑性を保っていることが分かる。
このため、その表面の平滑性が推進効率に大きく影響するプロペラ表面に無電解ニッケル−リンめっきを施し、好適な温度で熱処理することにより、耐キャビテーション・エロ−ジョン性が良好で、長期間わたり高い推進効率を維持することができるプロペラとすることができる。
【0033】
上述した実施例1および実施例2の結果より、本発明の無電解ニッケル−リンめっき処理方法によれば、高い耐キャビテーション・エロージョン性を持つ機能部品を作製できることが分かる。
【0034】
(実施例3)
めっき対象物が銅系合金である場合、無電解ニッケル−リンめっきをその表面に施すためには、めっき工程の前に、めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき形成工程が必要となる。すなわち、めっき対象物表面にニッケルストライクめっき層を形成することにより、ニッケルストライクめっき層表面に無電解ニッケル−リンめっきを析出させ、めっき対象物表面と無電解ニッケル−リンめっきとの密着性を高めることができる。以下では、このような効果を得るために必要なストライクめっき層の厚みについて検討した。
【0035】
本実施例では、実施例1同様に、無電解ニッケル−リンめっきを行う試料の母材として、船舶用プロペラ用材料であるニッケルアルミニウム青銅(CAC703)と同じ化学成分を有する連続鋳造品に熱処理を施して、ニッケルアルミニウム青銅(CAC703)の実プロペラ材と耐キャビテーション・エロ−ジョン性を同等にしたものを用いた。
めっき工程により作製する無電解ニッケル−リンめっきの層の厚さも、実施例1同様に20〜30μmとした。無電解ニッケル−リンめっき処理をした後に、温度条件400℃で試料を1時間保持することにより熱処理を行った。
めっき処理工程は、めっき液としてエンプレートNI−426(メルテックス株式会社製)を用いて、低リン型無電解ニッケル−リンめっきを作製した。
【0036】
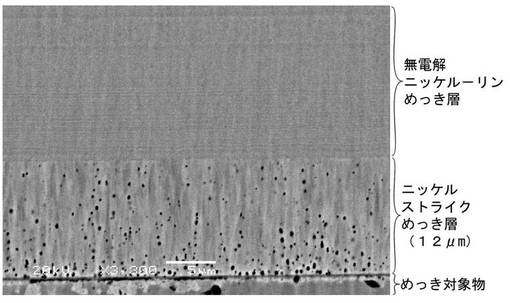
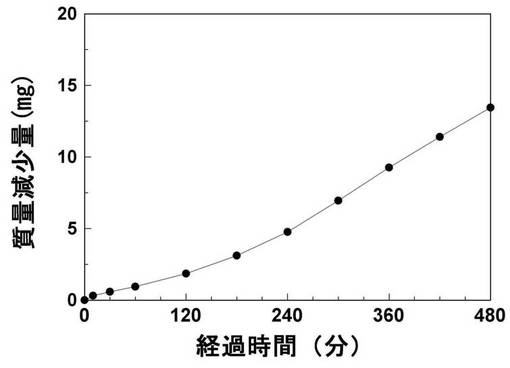
図10は、上述した方法により、めっき対象物の表面に厚さ12μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の電子顕微鏡写真である。そして、図11は、図10の試料の耐キャビテーション・エロ−ジョン性を、実施例1において説明したキャビテーション試験方法により評価した結果を示すグラフである。同図によれば、試験480分(8時間)後における壊食による質量減少量が約13mgであることから、耐キャビテーション・エロ−ジョン性が良好であることが分かる。
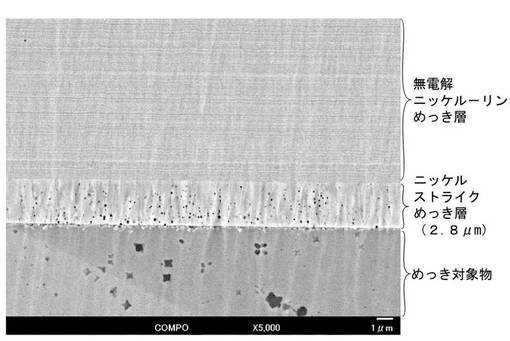
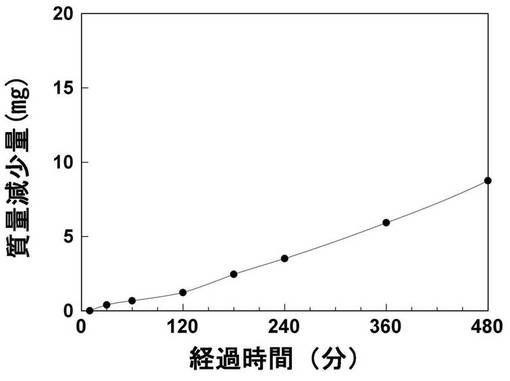
図12は、上記の方法によりめっき対象物の表面に厚さ2.8μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の電子顕微鏡写真である。そして、図13は、図12の試料の耐キャビテーション・エロ−ジョン性を、実施例1において説明したキャビテーション試験方法により評価した結果を示すグラフである。同図によれば、試験480分(8時間)後における壊食による質量減少量が約9mgであることから、耐キャビテーション・エロ−ジョン性が良好であることが分かる。
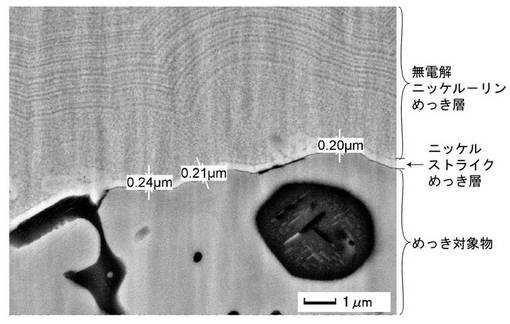
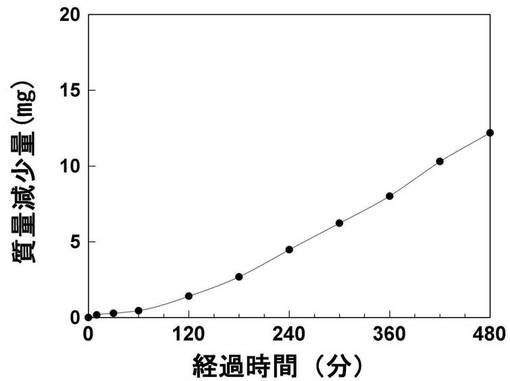
図14は、上記の方法によりめっき対象物の表面に厚さ0.20〜0.24μm程度のニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の電子顕微鏡写真である。そして、図15は、図14の試料の耐キャビテーション・エロ−ジョン性を、実施例1において説明したキャビテーション試験方法により評価した結果を示すグラフである。同図によれば、試験480分(8時間)後における壊食による質量減少量が約12mgであることから、耐キャビテーション・エロ−ジョン性が良好であることが分かる。
以上の結果から、めっき対象物の表面に厚さを約0.2μm以上のニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成することにより、耐キャビテーション・エロ−ジョン性が良好になることが分かった。
【0037】
(参考例)
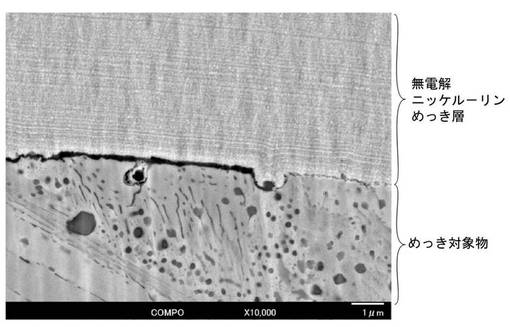
ニッケルストライクめっき層の効果を検証するために、図16に示したように、電子顕微鏡で厚さを確認できないほど薄いニッケルストライクめっき層の上に無電解ニッケル−リンめっきを施した試料を作製し、その耐キャビテーション・エロ−ジョン性を実施例1と同じ方法により評価した。
本参考例では、ニッケルストライクめっき層が極めて薄い点のみにおいて、図5に示した中リン型無電解ニッケル−リンめっきが施された試料と異なる試料を作製した。
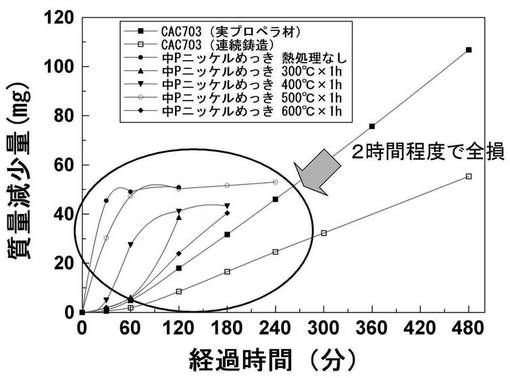
図17は、参考例の試料について、実施例1と同じ試験方法を用いて耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフである。同図によれば、ニッケルストライクめっき層が極めて薄い試料では、その後の熱処理の有無に関わらず、試験後約2時間程度で、中リン型無電解ニッケル−リンめっきの層が全損していることが分かる。この結果から、めっき対象物が銅系合金である場合、ニッケルストライクめっき層が極めて薄いときにはめっき層を耐キャビテーション・エロ−ジョン性の良好なものとすることはできないことが分かった。
これは、ニッケルストライクめっき層が極めて薄い場合、めっき層とめっき対象物の密着性が十分でないことから、キャビテーションのような強い衝撃を受けることにより、無電解ニッケル−リンめっき層が容易に崩壊してしまうためであると推定できる。
【産業上の利用可能性】
【0038】
本発明は、流体中で稼動するポンプや船舶用プロペラなどの流体機械に対して、無電解ニッケル−リンめっき層を生成し、耐キャビテーション・エロージョン性を向上させるための方法として好適に用いることができる。また、流体をある場所から他の場所に移動させるために用いられる配管の中で生じるキャビテーション・エロージョン対策としても広く応用展開できるものである。
【技術分野】
【0001】
本発明は、流体中において稼働するポンプや船舶用プロペラなどの機能部品の耐キャビテーション・エロ−ジョン性を向上させることを目的として、その表面に施されるめっき処理方法及びめっき処理した機能部品に関する。ここで、キャビテーション・エロージョンとは、キャビテーションすなわちポンプのインペラーや船舶用プロペラなどのように流体中を高速度で運動する物体の表面に微細な気泡群が生じ、これらが圧壊することに伴って発生する衝撃圧力が物体表面に作用して生ずる表面損傷すなわち壊食をいう。
また、本発明は、流体をある場所から他の場所に移動させるために用いられる配管の中で生じるキャビテーション・エロージョン対策としても広く応用展開できるものである。
【背景技術】
【0002】
これまで、流体中において稼働する流体機械や、その内部で流体を移動させる配管などの機能部品において生じるキャビテーション・エロージョン対策としては、(1)材料をキャビテーションに強い材料に置き換える、(2)設計によってキャビテーションが起きないようにする、(3)溶接によりキャビテーションに強い材料を肉盛する、といった対策が取られてきた。しかし、これらの対策は以下の問題を有している。
(1)の対策には、代わりに用いる材料の強度、加工性、腐食性といった物性および材料のコスト等を考慮すると、キャビテーションに強い材料に置き換えること自体が難しい場合が多いという問題がある。
(2)の対策には、設計を変更してもキャビテーションの発生をなくすことができない場合があるという問題がある。例えば、キャビテーションが生じる代表的な流体機械である船舶用プロペラは、設計の改良によりキャビテーションによる被害をかなり軽減できるようになってきたものの、現在でもキャビテーションによる損傷が報告されている。
(3)の対策には、溶接時に発生する高熱によって母材金属において組織の変態や強度の低下が生じることがあるから、適用可能な材料が限られるという問題、溶接後に焼き鈍し、再研磨などの後処理が必要な場合があるという問題、および、配管内において肉盛する作業は一般に難しいという問題がある。
【0003】
そこで、機能部品の材料自体を変えることなく、耐キャビテーション・エロージョン性を向上させるための対策として、機能部品の表面に無電解ニッケル−リンめっきを施すことがなされる。この無電解ニッケル−リンめっきは、成分としてニッケルを含んでいるから、コロージョン(腐食)にも強い。そして、めっきされる前の機能部品(母材)の表面に厚みの薄いめっきを施すから、機能部品の機械的性質を損なわず、また、従来用いてきた材料を変更する必要もない。このため、無電解ニッケル−リンめっきを施す方法によれば、上記(1)の対策の問題は生じない。
また、設計によりキャビテーションが起きないようにする場合、個々の機能部品の状況に応じて設計を変える必要があるが、無電解ニッケル−リンめっきによれば、機能部品がどのような形状であっても基本的に同じ方法を用いて処理を行うことができるという利点がある。
また、無電解ニッケル−リンめっきには、(a)肉盛のように、施工後再研磨する必要がない、(b)溶接が難しい配管内部にもめっきを施すことが可能である、(c)船舶用プロペラのような複雑な形状をもつ機能部品に対しても、均一な層をマイクロメーターオーダーで形成することが可能である、(d)コーナー部でも層の厚みが薄くなることはない、(e)プラスチックスを含むほぼあらゆる材料に対して適用可能であるという利点がある。このため、機能部品の表面に無電解ニッケル−リンめっきを施す方法によれば、上記(3)の対策についての問題は生じない。
さらに、無電解ニッケル−リンめっきは、硬質クロムめっきにおいて用いられている六価クロムを用いないから、環境への負担の大きい硬質クロムめっきの代替材料としても有力である。
このため、耐キャビテーション・エロージョン性の向上や、コロージョンの防止を目的として、従来、機能部品の表面に無電解めっき層を形成することが行われている(特許文献1〜6)。
【0004】
特許文献1には、火力発電所で使用されるボイラ給水ポンプなどのターボ機械及びその耐食処理方法において、腐食疲労に対して耐力の維持・向上を図るために、流通経路の母材表面に耐食性拡散材料として、Ni−P系合金めっきのめっき層を無電解めっき法により形成し、加熱処理によって生成する耐食性拡散層を流体通路の母材表面に形成することが記載されている。
【0005】
特許文献2には、耐摩耗性に優れた機械部品等を製造することを目的として、ニッケル中にリン粒子が分散した構造の複合めっき層を形成し、これを熱処理することにより、ニッケル−リン系化合物を生成させるニッケル−リン複合めっき方法が記載されている。
【0006】
特許文献3には、銅を主体とする金型基材の表面がニッケル層により覆われた射出成形用金型の製造法において、その耐食性を従来よりも向上させることを目的として、ニッケル層を無電解めっきによって形成し、その表面にチタンあるいはクロムの窒化物からなる表面層を形成し、ニッケル層を熱処理することにより金型基材と表面層との剥離を抑制する方法が記載されている。
【0007】
特許文献4には、内面被覆銅又は銅合金管の製造方法において、耐潰食性を向上させることを目的として、無電解錫めっき液を通流させて管内面に錫めっき層を形成し、これを熱処理することにより錫めっき層の一部又は全てを銅−錫合金層にすることが記載されている。
【0008】
特許文献5には、封止材成形金型の表面処理方法において、耐摩耗性、耐食性などにも優れた封止材成形金型表面を得ることを目的として、封止材成形金型の表面に、ストライクニッケルめっき法によりニッケルめっき層を形成した後、その上に無電解めっき法によりニッケル−リン層を形成し、さらにその上にニッケル−リン−タングステン層を形成することが記載されている。
【0009】
特許文献6には、海岸近くで使用される高圧グラウドポンプのクラック発生防止方法において、塩分を含む地盤改良剤を用いても寿命を従来通りにすることを目的として、流路を形成するケーシングブロックの内面に、キャビテーションの作用により発生する局所的壊食(又は潰食)を防止するために、無電解ニッケルめっきにより表面処理を行うことが記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平8−93692号公報
【特許文献2】特開2007−77462号公報
【特許文献3】特開平11−105039号公報
【特許文献4】特開平8−120456号公報
【特許文献5】特開平10−36974号公報
【特許文献6】特開平10−213078号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
このように、従来、機能部品に用いられる材料自体を換えることなく、耐キャビテーション・エロージョン性を向上させるために、表面に無電解ニッケル−リンめっきを施すことが行われている。また、特許文献3には、金型基材と表面層との剥離を抑制するために無電解ニッケル−リンめっきに熱処理を施すことが記載されている。しかしながら、無電解ニッケル−リンめっきに熱処理を施す場合、耐キャビテーション・エロージョン性を向上させるために好適な熱処理温度については、何ら検討されていない。
そこで、本発明は、流体中で稼動するポンプや船舶用プロペラなどの機能部品の表面に無電解ニッケル−リンめっき層を生成して、耐キャビテーション・エロージョン性を向上させるのに好適な、無電解ニッケル−リンめっき処理方法及び無電解ニッケル−リンめっき処理した機能部品を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明の発明者らは、無電解ニッケル−リンめっき層に含有されているリンの濃度により、耐キャビテーション・エロージョン性を向上させる熱処理温度が異なるという新たな知見を見いだし、本発明に想到したものである。
請求項1に記載の本発明の無電解ニッケル−リンめっき処理方法は、金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、前記無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、前記選択工程で選択された熱処理温度に従って前記無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備えたことを特徴とする。
この構成により、選択工程で選択されたリンの含有量に応じた適切な熱処理温度でめっき対象物に熱処理を施すことができる。ここで、「熱処理」とは、めっき工程後のめっき対象物に熱を加える処理をいう。
請求項2に記載の本発明は、請求項1に記載の無電解ニッケル−リンめっき処理方法において、前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が0.1重量%以上4重量%以下の場合に、熱処理温度として500℃以下を選択したことを特徴とする。
リンの含有量が0.1重量%以上4重量%以下の低リン型の無電解ニッケル−リンめっきは、上記の熱処理温度で熱処理を施すことにより、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。
請求項3に記載の本発明は、請求項1に記載の無電解ニッケル−リンめっき処理方法において、前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が4重量%を超え10重量%以下の場合に、熱処理温度として420℃以上700℃以下を選択したことを特徴とする。
熱処理温度を700℃以下とすることにより、めっき対象物の金属材料(母材)が熱処理工程により悪影響を受けることを防止できる。また、リンの含有量が4重量%を超え10重量%以下の中リン型の無電解ニッケル−リンめっきは、上記の熱処理温度で熱処理を施すことにより、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。
請求項4に記載の本発明は、請求項1に記載の無電解ニッケル−リンめっき処理方法において、前記熱処理工程が、前記無電解ニッケル−リンめっきのリンの含有量が10重量%を超え15重量%以下の場合に、熱処理温度として400℃以上700℃以下を選択したことを特徴とする。
リンの含有量が10重量%を超え15重量%以下の高リン型の無電解ニッケル−リンめっきは、上記の熱処理温度で熱処理を施すことより、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。また、熱処理温度を700℃以下とすることにより、めっき対象物の金属材料(母材)が熱処理工程により悪影響を受けることを防止できる。
請求項5に記載の本発明は、請求項1乃至4のうちの何れかに記載の無電解ニッケル−リンめっき処理方法において、前記めっき工程の前に、前記めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき層形成工程を備えていることを特徴とする。
めっき工程の前に予めニッケルストライクめっき層を形成しておくことにより、前記金属材料の触媒活性を高くすることができるから、金属材料と無電解ニッケルめっきとの密着性を高くすることが可能となる。
請求項6に記載の本発明は、請求項5に記載の無電解ニッケル−リンめっき処理方法において、前記ストライクめっき形成工程が、その厚さが0.1μm以上10μm以下となるように前記ニッケルストライクめっき層を形成したことを特徴とする。
ニッケルストライクめっき層の厚さを上記範囲とすることにより、金属材料と無電解ニッケルめっきとの密着性をさらに向上させることができる。
【0013】
請求項7に記載の本発明の無電解ニッケル−リンめっき処理した機能部品は、使用される際、その表面が流体と接する機能部品であって、請求項1乃至6の何れかに記載の無電解ニッケル−リンめっき処理方法で処理されていることを特徴とする。
上記の構成により、耐キャビテーション・エロージョン性の向上した機能部品を提供することができる。ここで「流体」とは、例えば海水や淡水などをいう。また、「機能部品」とは、特定の機能を有する部品をいい、例えば、インペラーやプロペラやプロペラの駆動軸などのように流体中で稼働する流体機械や、その内部において流体を移動させる配管等のことをいう。
請求項8に記載の本発明は、請求項7記載の無電解ニッケル−リンめっき処理した機能部品において、前記機能部品が、船舶に使用される船舶推進用のプロペラであることを特徴とする。
上記の構成により、耐キャビテーション・エロージョン性に優れた船舶推進用のプロペラとし、その耐久性を向上させることができる。
請求項9に記載の本発明は、請求項8に記載の無電解ニッケル−リンめっき処理した機能部品において、前記機能部品が、前記プロペラのキャビテーションの発生し易い箇所に前記無電解ニッケル−リンめっき処理が施されていることを特徴とする。
上記の構成により、耐キャビテーション・エロージョン性向上のための電解ニッケル−リンめっき処理を効率良く行うことができる。
【発明の効果】
【0014】
本発明の無電解ニッケル−リンめっき処理方法によれば、選択工程において選択された、無電解ニッケル−リンめっき中のリン含有量に応じた適切な熱処理温度を用いることができるから、熱処理工程によりめっき対象物表面に形成された無電解ニッケル−リンめっき層の耐キャビテーション・エロージョン性が向上する。熱処理工程によって、無電解ニッケル−リンからNi3Pが析出する。その結果、めっき層の硬度が析出硬化によって向上することも含めて耐キャビテーション・エロージョン性が向上する。また、めっき対象物が複雑な形状であっても、無電解ニッケル−リンめっきによりめっき層が均一にかけられ、金属材料を対象とすることにより熱の均一性も得られやすく熱処理も容易である。このため、めっき対象物の材料自体を換えることなく容易に、耐キャビテーション・エロージョン性を向上させることが可能となる。
また、選択工程において、リンの含有量が低リン型、中リン型又は高リン型の何れであるかに基づいて熱処理温度を選択することとすれば、無電解ニッケル−リンめっき層に要求される耐キャビテーション・エロージョン性の程度に対応したリン含有量に基づいて、適切な熱処理温度を容易に選択することができる。
また、めっき工程の前に、めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき形成工程によれば、めっき対象物表面の触媒活性を高くすることができるから、めっき対象物表面と無電解ニッケル−リンめっきとの密着性を高くすることができる。このため、例えば、無電解ニッケル−リンめっきとの密着性の良くない銅含有合金を金属材料として用いる場合であっても、安定な無電解ニッケル−リンめっきを形成して、その表面の耐キャビテーション・エロージョン性を向上させることができる。
【0015】
本発明の無電解ニッケル−リンめっき処理した機能部品は、本発明の無電解ニッケル−リンめっき処理方法で処理されており、耐キャビテーション・エロージョン性が良好であることから、流体中において使用される場合の耐久性を容易に向上させることができる。
また、キャビテーション・エロージョンの生じやすい船舶に使用される船舶推進用のプロペラであっても、本発明の無電解ニッケル−リンめっき処理方法で処理することにより、容易にその耐久性を向上させることができる。また、例えば海洋生物等の付着も抑制することが可能となる。
また、プロペラのキャビテーションの発生し易い箇所に部分めっき処理を施すことでも、無電解ニッケル−リンめっきを用いると、均一の厚みの皮膜が容易に得られるため、プロペラの耐久性を効果的に向上させることができる。
【図面の簡単な説明】
【0016】
【図1】キャビテーション・エロ−ジョンの発生し易い箇所を模式的に示した図であり、(a)は翼形状の機能部品の側面図、(b)はプロペラの羽根の正面図
【図2】米国材料試験協会規格ASTM G−32に基づいたキャビテーション試験方法で用いた装置の概略構成図
【図3】図2に示した装置を用いて各種実用金属材料に対してキャビテーション試験を行った結果のグラフ
【図4】実施例1において低リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図5】実施例1において中リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図6】実施例1において高リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図7】実施例1において低リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフ
【図8】実施例2において、低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料に対し長時間のキャビテーション試験を行った試験結果のグラフ
【図9】試料の損傷面の状態を示す図面代用写真であり、(a)試験時間840分(14時間)における実プロペラ材の試料、(b)試験時間840分(14時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料、(c)試験時間1200分(20時間)における実プロペラ材の試料、(d)試験時間1200分(20時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料
【図10】実施例3のめっき対象物の表面に厚さ12μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の図面代用写真
【図11】図10の試料の耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【図12】実施例3のめっき対象物の表面に厚さ2.8μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の図面代用写真
【図13】図12の試料の耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【図14】実施例3のめっき対象物の表面に厚さ約0.2μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の図面代用写真
【図15】図14の試料の耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【図16】めっき対象物の表面に直接無電解ニッケル−リンめっきを施した試料断面の図面代用写真
【図17】参考例の試料について、実施例1と同じ試験方法を用いて耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフ
【発明を実施するための形態】
【0017】
本発明の無電解ニッケル−リンめっき処理方法は、金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、選択工程で選択された熱処理温度に従って無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備えたものである。以下に、各工程の実施形態について説明する。
【0018】
めっき工程は、めっき対象物に脱脂処理等を行い、その表面が清浄な状態にされた状態で行う。無電解ニッケル−リンめっきを行うことにより、めっき対象物である金属材料の表面に、ニッケルとリンの合金層を形成させる。
金属材料の触媒活性を高くしたい場合は、めっき工程の前に、めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき形成工程を行ってもよい。このストライクめっき形成工程により、めっき工程の前に金属材料表面上にニッケルストライクめっき層を形成して、触媒活性を向上させることができる。このため、めっき工程により、めっき対象物が銅系合金のように触媒活性の小さいものであっても、その表面に無電解ニッケル−リンめっき層を形成することができる。
ニッケルストライクめっき層の厚さは0.1μm以上10μm以下とすることが好ましい。また、ニッケルストライクめっき層の厚みは、ストライクめっき形成工程の時間すなわち電気めっきを行う時間により、調整することができる。厚みが0.1〜0.3μm程度のニッケルストライクめっき層は、短時間で形成することができるので、コストの面から好ましい。また、めっき対象物のめっきをする表面形状が複雑な場合、表面全体にニッケルストライキめっき層を形成するのに十分な厚みとすることが好ましい。
なお、めっき対象物がステンレス以外の鉄系合金である場合、ニッケルストライクめっき層を形成しなくても無電解ニッケル−リンめっきをその表面に施すことができる。しかし、ニッケルストライクめっき層を形成することにより、めっき対象物と無電解ニッケル−リンめっき層との密着性をより強化することができるから、両者の密着性を強化したい場合には、ストライクめっき形成工程を行うことが好ましい。
【0019】
選択工程は無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択するものである。ここで、「リンの含有量に応じて熱処理温度を選択する」とは、リンの含有量により、予め定められた熱処理温度を選択する方法をいい、例えば、所定の式を用いてリンの含有量の関数として熱処理温度を選択する方法や、リンの含有量を予め区分しておき、各区分の範囲内のリンの含有量に対して、一定範囲内の熱処理温度を選択する方法等を用いることができる。
上記リンの含有量の区分としては、例えば、低リン、中リン、高リンの3区分を用いることができる。あるいは、リンの含有量の区分として、2区分、あるいは4区分以上を用いることとしてもよい。
上記リンの含有量の区分として3区分を用いる場合、たとえば、無電解ニッケル−リンめっき中のリン含有量(重量百分率)が、1%以上4%未満を低リン型無電解ニッケル−リンめっき、4%以上10%未満を中リン型無電解ニッケル−リンめっき、10%以上15%以下を高リン型無電解ニッケル−リンめっきとする、低リン、中リン、高リンの3区分を用いることができる。なお、リンの含有量の区分として、低リン、中リン、高リンの3区分を用いる場合でも、具体的なリンの含有量は上記と異なる範囲としてもよい。
リンの含有量の区分として、低リン、中リン、高リンの3区分を用いる場合、選択工程において選択される熱処理温度としては、低リン型無電解ニッケル−リンめっきでは、500℃以下が好ましく、300℃以上400℃以下がより好ましく、350℃以上370℃以下がさらに好ましい。中リン型無電解ニッケル−リンめっきでは、420℃以上700℃以下が好ましく、500℃以上700℃以下がより好ましく、500℃以上600℃以下がさらに好ましい。高リン型無電解ニッケル−リンめっきでは、400℃以上700℃以下が好ましく、500℃以上700℃以下がより好ましく、500℃以上600℃以下がさらに好ましい。
600℃以下がさらに好ましい理由は、以下の通りである。
温度が上昇すると、金属は塑性変形しやすくなる。その結果、高温での熱処理は、めっきする対象物の金属の物性によっては設計上の寸法が変化してしまうおそれがある。さらに、600℃以上の高温では結晶組織の変化を生じる金属もある。その結果、設計時の材料の機械的性質が変化する場合が想定されること、また、対象の金属が焼き入れしたものであった場合、高温の熱処理によって焼き入れの効果を無効にしてしまうことがありうることも懸念される。
【0020】
熱処理工程は、選択工程においてリンの濃度に応じて選択された熱処理温度にしたがって、めっき対象物を加熱するものである。熱処理工程において熱処理温度に保持する時間は、通常、1時間程度とすればよいが、めっき対象物の性質に応じて適宜調整すればよい。この熱処理工程により、無電解ニッケル−リンめっきの耐キャビテーション・エロージョン性を向上させることができる。
【0021】
上述した、めっき工程、選択工程、熱処理工程により、無電解ニッケル−リンめっき処理方法によりめっき処理した機能部品を製造することができる。
本発明の無電解ニッケル−リンめっき処理方法は、例えば流体中において使用される機能部品の耐キャビテーション・エロージョン性を向上させるために好適である。機能部品としては、例えば、ポンプのインペラーや船舶に使用される船舶推進用のプロペラ、その内部において流体を移動させる配管などが挙げられる。
【0022】
機能部品としてのプロペラに無電解ニッケル−リンめっき処理を施す場合、特にキャビテーション・エロ−ジョンの発生し易い箇所に無電解ニッケル−リンめっき処理が施されていることが好ましい。
図1は、キャビテーション・エロ−ジョンの発生し易い箇所を模式的に示した図であり、(a)は翼形状の機能部品の側面図、(b)はプロペラの羽根の正面図である。図1(a)に示したように、同図左側の流体の流れの上流側表面においてシートキャビテーション・エロ−ジョンが、同図右側の下流側においてバブルキャビテーション・エロ−ジョンが発生する。このため図1(b)に示したように、プロペラの羽根の先端側、より具体的にはプロペラの羽根の回転中心から先端部までの中点よりも先端部側にキャビテーション・エロ−ジョンが発生し易い。このため、プロペラの羽根の先端側に無電解ニッケル−リンめっき処理を施すことにより、耐キャビテーション・エロ−ジョン性を向上させることができる。
なお、このキャビテーション・エロージョンの発生は、プロペラのピッチ(プロペラが1回回転してその翼が描く軌跡で理論上進む距離)の大きさによって変化する。このため、使用の際にピッチを変更する可変ピッチプロペラの場合、その表面全体に無電解ニッケル−リンめっき処理を行うことが好ましい。
【実施例】
【0023】
本発明の無電解ニッケル−リンめっき処理法でめっきした試料(めっき対象物)に対してキャビテーション試験を行い、検証した結果を以下に示す。
(キャビテーション試験方法)
キャビテーション試験方法としては、米国材料試験協会規格ASTM G−32を用いた。同試験方法で用いた装置の概略構成を図2に示す。同図に示すように、ボルト型の試料をホーンにねじ込み、水中で超音波振動させることによって試料表面上にキャビテーションを生じさせることができる。そして、キャビテーション試験の前後における試料の質量の変化、すなわち試料の質量の減少量の時間変化を測定することにより、測定対象試料の耐キャビテーション・エロ−ジョン性を評価した。
キャビテーション試験は、以下の試験条件の下で行った。
・試験片直径:15.9mm
・周波数 :19.5kHz
・振幅 :50μmp−p
・試験液 :イオン交換水
・水温 :25±0.7℃
【0024】
参考として、図2に示した装置を用いて各種実用金属材料に対してキャビテーション試験を行った結果のグラフを図3に示す。図3のグラフは、横軸がキャビテーション試験の時間(分)を示し、縦軸が試料の質量の減少量(mg)を示している。また、同図中において、タフピッチ銅は純度99.5%の銅、SS400は一般構造用圧延鋼材、SUS304は18%のCr(クロム)と8%のNi(ニッケル)とを含むステンレス鋼、S45Cは機械構造用炭素鋼鋼材をそれぞれ示している。
【0025】
(試料および熱処理条件)
無電解ニッケル−リンめっきを行う試料の母材として、船舶用プロペラ用材料であるニッケルアルミニウム青銅(CAC703)と同じ化学成分を有する連続鋳造品に熱処理を施して、ニッケルアルミニウム青銅(CAC703)の実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたものを用いた。
ストライクめっき形成工程により、上記試料の表面に厚さ1〜3μmのニッケルストライクめっき層を形成した。
めっき工程により作製する無電解ニッケル−リンめっきの層の厚みは20〜30μmとした。また、熱処理による耐キャビテーション・エロ−ジョン性を調べるため、無電解ニッケル−リンめっき処理をした後に熱処理をしない試料と、無電解ニッケル−リンめっき処理をした後に熱処理を行った試料とを作製した。
熱処理工程は、無電解ニッケル−リンめっきの施された試料に熱処理を施す温度条件を300℃、400℃、500℃および600℃とし、各温度条件(大気雰囲気)下において試料を1時間保持することにより行った。
【0026】
(実施例1)
キャビテーション試験は最大480分(8時間)まで行い、試験時間の経過に伴う試料の重量を測定して、試料の質量減少量を経時的に評価した。
比較対象として、実際のプロペラ(CAC703)から切り出した試験片および連続鋳造材(CAC703)から作製した試験片(表面に無電解ニッケル−リンめっき層を形成していないもの)についても、同様の条件下でキャビテーション試験を行って、耐キャビテーション・エロ−ジョン性を評価した。これらの結果についても、後述する低リン型・中リン型・高リン型の無電解ニッケル−リンめっき液を用いてその表面に無電解ニッケル−リンめっきを施した試料についての試験結果を示している図4〜6のグラフに併せて示す。
【0027】
(低リン型)
リンの含有量が0.1重量%以上4重量%以下の低リン型無電解ニッケル−リンめっきを作製するためのめっき液として、エンプレートNI−426(メルテックス株式会社製)を用いた。このめっき液を用いて、前述の処理により実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたニッケルアルミニウム青銅(CAC703)の表面に低リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフを図4に示す。
同図によれば、400℃で熱処理した試験片は、最も耐キャビテーション・エロ−ジョン性が良く、試験時間480分(8時間)における試料の質量の減少量すなわちキャビテーション・エロ−ジョンによる壊食量が実プロペラ材の約9%であり、壊食が大きく抑制されていることが分かる。また、温度条件を600℃として熱処理を施した試料が熱処理を施していない試料よりも悪い結果となり、温度条件を500℃として熱処理を施した試料が熱処理を施していない試料と同等の結果となり、温度条件を300℃、400℃として熱処理を施した試料が熱処理を施していない試料よりも良好な結果となっている。この結果から、低リン型無電解ニッケル−リンめっきの場合、熱処理温度を約500℃以下とすれば、熱処理工程により耐キャビテーション・エロ−ジョン性が向上することが分かる。
【0028】
(中リン型)
リンの含有量が4重量%を超え10重量%以下の中リン型無電解ニッケル−リンめっきを作製するためのめっき液として、メルプレートNI−871(メルテックス株式会社製)を用いた。このめっき液を用いて、前述の処理により実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたニッケルアルミニウム青銅(CAC703)の表面に中リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフを図5に示す。
同図によれば、600℃で熱処理した試験片は、最も耐キャビテーション・エロ−ジョン性がよく、試験時間480分(8時間)における壊食量が実プロペラ材の約14%であり、壊食が大きく抑制されていることが分かる。また、温度条件を300℃として熱処理を施した試料は熱処理を施していない試料よりも悪い結果となり、400℃として熱処理を施した試料は熱処理を施していない試料よりも多少悪い結果となること、温度条件を500℃、600℃として熱処理を施した試料はいずれも熱処理を施していない試料よりも良好な結果となっている。この結果から、中リン型無電解ニッケル−リンめっきの場合、熱処理温度を約420℃以上とすれば、熱処理工程により耐キャビテーション・エロ−ジョン性が向上することが分かる。
【0029】
(高リン型)
リンの含有量が10重量%を超え15重量%以下の高リン型無電解ニッケル−リンめっきを作製するためのめっき液として、メルプレートNI−875M(メルテックス株式会社製)を用いた。このめっき液を用いて、前述の処理により実プロペラ材と同等の耐キャビテーション・エロ−ジョン性としたニッケルアルミニウム青銅(CAC703)の表面に高リン型無電解ニッケル−リンめっき処理を施した試料の試験結果のグラフを図6に示す。
同図によれば、600℃で熱処理した試験片は、最も耐キャビテーション・エロ−ジョン性がよく、試験時間480分(8時間)における壊食量が実プロペラ材の約15%であり、壊食が大きく抑制されていることが分かる。また、温度条件を300℃として熱処理を施した試料は熱処理を施していない試料よりも悪い結果となり、400℃として熱処理を施した試料では、熱処理を施していない試料と同等の結果となり、温度条件を500℃、600℃として熱処理を施した試料は熱処理を施していない試料よりも良好な結果となっている。この結果から、高リン型無電解ニッケル−リンめっきの場合、熱処理温度を約400℃以上とすれば、熱処理工程により、耐キャビテーション・エロ−ジョン性が向上することが分かる。
【0030】
低リン型、中リン型および高リン型のうち、最も耐キャビテーション・エロ−ジョン性に優れていた低リン型無電解ニッケル−リンめっきでは、熱処理の温度条件が、400℃、300℃の順に良い結果が得られた(図4参照)。
そこで、熱処理の温度条件を350℃とした試料を作製し、上記の方法と同様の方法で耐キャビテーション・エロ−ジョン性を評価した。その結果、図7に示すように、温度条件を350℃とした試料が、400℃とした試料よりも質量減少量が少ないという結果が得られた。この結果から、低リン型無電解ニッケル−リンめっきでは、熱処理の温度条件300℃〜400℃の間に、耐キャビテーション・エロ−ジョン性を向上させるために最適な温度が存在することが分かる。そして、図4と図7に示される結果に照らせば、温度条件を350℃ないし370℃として熱処理工程を行うことにより、最も耐キャビテーション・エロ−ジョン性に優れる低リン型無電解ニッケル−リンめっきが得られることが分かった。
【0031】
(実施例2)
実施例1において、耐キャビテーション・エロ−ジョン性に最も優れる低リン型無電解ニッケル−リンめっきに350℃で1時間の熱処理を行った試料に対し、1200分(20時間)の長時間のキャビテーション試験を行った。図8は、試験結果を示すグラフである。同図に示すように、壊食量は、試験時間480分(8時間)では実プロペラ材(CAC703)の約8%、試験時間1200分(20時間)でも実プロペラ材(CAC703)の約16%であり、キャビテーション・エロ−ジョンによる壊食が、低リン型無電解ニッケル−リンめっきによって大きく抑制されることが分かった。
図9は、試料の損傷面の状態を示す図面代用写真であり、(a)が試験時間840分(14時間)における、実プロペラ材(CAC703)の試料、(b)が試験時間840分(14時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料、(c)が試験時間1200分(20時間)における、実プロペラ材(CAC703)の試料、(d)が試験時間1200分(20時間)における低リン型無電解ニッケル−リンめっきに350℃で熱処理を行った試料の状態を示している。図9(a)(c)に示した低リン型無電解ニッケル−リンめっきが施されていない実プロペラ材では、キャビテーション・エロ−ジョンによりその表面が壊食されて、多数の穴が形成されるのに対し、図9(b)(d)に示した低リン型無電解ニッケル−リンめっきが施された試料では、キャビテーション・エロ−ジョンによる表面の壊食が抑えられ、形成される穴の数が非常に少ないことが分かる。
【0032】
また、図9(b)と(d)との比較により、キャビテーション・エロ−ジョンが、めっき対象物の母材の一部に到達しても、そこを起点として低リン型無電解ニッケル−リンめっきの剥離が加速されないことが分かる。
さらに、図9(a)に示すように、実プロペラ材は試験時間840分の時点で、全面あばた状になるが、図9(b)(d)に示す試料の表面には光沢が残っていることから、低リン型無電解ニッケル−リンめっきを施した試料では損傷面においても、平滑性を保っていることが分かる。
このため、その表面の平滑性が推進効率に大きく影響するプロペラ表面に無電解ニッケル−リンめっきを施し、好適な温度で熱処理することにより、耐キャビテーション・エロ−ジョン性が良好で、長期間わたり高い推進効率を維持することができるプロペラとすることができる。
【0033】
上述した実施例1および実施例2の結果より、本発明の無電解ニッケル−リンめっき処理方法によれば、高い耐キャビテーション・エロージョン性を持つ機能部品を作製できることが分かる。
【0034】
(実施例3)
めっき対象物が銅系合金である場合、無電解ニッケル−リンめっきをその表面に施すためには、めっき工程の前に、めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき形成工程が必要となる。すなわち、めっき対象物表面にニッケルストライクめっき層を形成することにより、ニッケルストライクめっき層表面に無電解ニッケル−リンめっきを析出させ、めっき対象物表面と無電解ニッケル−リンめっきとの密着性を高めることができる。以下では、このような効果を得るために必要なストライクめっき層の厚みについて検討した。
【0035】
本実施例では、実施例1同様に、無電解ニッケル−リンめっきを行う試料の母材として、船舶用プロペラ用材料であるニッケルアルミニウム青銅(CAC703)と同じ化学成分を有する連続鋳造品に熱処理を施して、ニッケルアルミニウム青銅(CAC703)の実プロペラ材と耐キャビテーション・エロ−ジョン性を同等にしたものを用いた。
めっき工程により作製する無電解ニッケル−リンめっきの層の厚さも、実施例1同様に20〜30μmとした。無電解ニッケル−リンめっき処理をした後に、温度条件400℃で試料を1時間保持することにより熱処理を行った。
めっき処理工程は、めっき液としてエンプレートNI−426(メルテックス株式会社製)を用いて、低リン型無電解ニッケル−リンめっきを作製した。
【0036】
図10は、上述した方法により、めっき対象物の表面に厚さ12μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の電子顕微鏡写真である。そして、図11は、図10の試料の耐キャビテーション・エロ−ジョン性を、実施例1において説明したキャビテーション試験方法により評価した結果を示すグラフである。同図によれば、試験480分(8時間)後における壊食による質量減少量が約13mgであることから、耐キャビテーション・エロ−ジョン性が良好であることが分かる。
図12は、上記の方法によりめっき対象物の表面に厚さ2.8μmのニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の電子顕微鏡写真である。そして、図13は、図12の試料の耐キャビテーション・エロ−ジョン性を、実施例1において説明したキャビテーション試験方法により評価した結果を示すグラフである。同図によれば、試験480分(8時間)後における壊食による質量減少量が約9mgであることから、耐キャビテーション・エロ−ジョン性が良好であることが分かる。
図14は、上記の方法によりめっき対象物の表面に厚さ0.20〜0.24μm程度のニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成した試料の断面の電子顕微鏡写真である。そして、図15は、図14の試料の耐キャビテーション・エロ−ジョン性を、実施例1において説明したキャビテーション試験方法により評価した結果を示すグラフである。同図によれば、試験480分(8時間)後における壊食による質量減少量が約12mgであることから、耐キャビテーション・エロ−ジョン性が良好であることが分かる。
以上の結果から、めっき対象物の表面に厚さを約0.2μm以上のニッケルストライクめっき層を形成し、その表面に無電解ニッケル−リンめっき層を形成することにより、耐キャビテーション・エロ−ジョン性が良好になることが分かった。
【0037】
(参考例)
ニッケルストライクめっき層の効果を検証するために、図16に示したように、電子顕微鏡で厚さを確認できないほど薄いニッケルストライクめっき層の上に無電解ニッケル−リンめっきを施した試料を作製し、その耐キャビテーション・エロ−ジョン性を実施例1と同じ方法により評価した。
本参考例では、ニッケルストライクめっき層が極めて薄い点のみにおいて、図5に示した中リン型無電解ニッケル−リンめっきが施された試料と異なる試料を作製した。
図17は、参考例の試料について、実施例1と同じ試験方法を用いて耐キャビテーション・エロ−ジョン性を評価した結果を示すグラフである。同図によれば、ニッケルストライクめっき層が極めて薄い試料では、その後の熱処理の有無に関わらず、試験後約2時間程度で、中リン型無電解ニッケル−リンめっきの層が全損していることが分かる。この結果から、めっき対象物が銅系合金である場合、ニッケルストライクめっき層が極めて薄いときにはめっき層を耐キャビテーション・エロ−ジョン性の良好なものとすることはできないことが分かった。
これは、ニッケルストライクめっき層が極めて薄い場合、めっき層とめっき対象物の密着性が十分でないことから、キャビテーションのような強い衝撃を受けることにより、無電解ニッケル−リンめっき層が容易に崩壊してしまうためであると推定できる。
【産業上の利用可能性】
【0038】
本発明は、流体中で稼動するポンプや船舶用プロペラなどの流体機械に対して、無電解ニッケル−リンめっき層を生成し、耐キャビテーション・エロージョン性を向上させるための方法として好適に用いることができる。また、流体をある場所から他の場所に移動させるために用いられる配管の中で生じるキャビテーション・エロージョン対策としても広く応用展開できるものである。
【特許請求の範囲】
【請求項1】
金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、
前記無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、
前記選択工程で選択された熱処理温度に従って前記無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備えたことを特徴とする無電解ニッケル−リンめっき処理方法。
【請求項2】
前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が0.1重量%以上4重量%以下の場合に、熱処理温度として500℃以下を選択したことを特徴とする請求項1に記載の無電解ニッケル−リンめっき処理方法。
【請求項3】
前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が4重量%を超え10重量%以下の場合に、熱処理温度として420℃以上700℃以下を選択したことを特徴とする請求項1に記載の無電解ニッケル−リンめっき処理方法。
【請求項4】
前記熱処理工程が、前記無電解ニッケル−リンめっきのリンの含有量が10重量%を超え15重量%以下の場合に、熱処理温度として400℃以上700℃以下を選択したことを特徴とする請求項1に記載の無電解ニッケル−リンめっき処理方法。
【請求項5】
前記めっき工程の前に、前記めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき層形成工程を備えていることを特徴とする請求項1乃至4のうちの何れかに記載の無電解ニッケル−リンめっき処理方法。
【請求項6】
前記ストライクめっき形成工程が、その厚さが0.1μm以上10μm以下となるように前記ニッケルストライクめっき層を形成したことを特徴とする請求項5に記載の無電解ニッケル−リンめっき処理方法。
【請求項7】
使用される際、その表面が流体と接する機能部品であって、請求項1乃至6の何れかに記載の無電解ニッケル−リンめっき処理方法で処理されていることを特徴とする機能部品。
【請求項8】
前記機能部品が、船舶に使用される船舶推進用のプロペラであることを特徴とする請求項7記載の無電解ニッケル−リンめっき処理した機能部品。
【請求項9】
前記機能部品が、前記プロペラのキャビテーションの発生し易い箇所に前記無電解ニッケル−リンめっき処理が施されていることを特徴とする請求項8に記載の無電解ニッケル−リンめっき処理した機能部品。
【請求項1】
金属材料からなるめっき対象物の表面に無電解ニッケル−リンめっきを施すめっき工程と、
前記無電解ニッケル−リンめっきのリンの含有量に応じて熱処理温度を選択する選択工程と、
前記選択工程で選択された熱処理温度に従って前記無電解ニッケル−リンめっきの施されためっき対象物に熱処理を施す熱処理工程を備えたことを特徴とする無電解ニッケル−リンめっき処理方法。
【請求項2】
前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が0.1重量%以上4重量%以下の場合に、熱処理温度として500℃以下を選択したことを特徴とする請求項1に記載の無電解ニッケル−リンめっき処理方法。
【請求項3】
前記選択工程が、前記無電解ニッケル−リンめっきのリンの含有量が4重量%を超え10重量%以下の場合に、熱処理温度として420℃以上700℃以下を選択したことを特徴とする請求項1に記載の無電解ニッケル−リンめっき処理方法。
【請求項4】
前記熱処理工程が、前記無電解ニッケル−リンめっきのリンの含有量が10重量%を超え15重量%以下の場合に、熱処理温度として400℃以上700℃以下を選択したことを特徴とする請求項1に記載の無電解ニッケル−リンめっき処理方法。
【請求項5】
前記めっき工程の前に、前記めっき対象物に予めニッケルストライクめっき層を形成するストライクめっき層形成工程を備えていることを特徴とする請求項1乃至4のうちの何れかに記載の無電解ニッケル−リンめっき処理方法。
【請求項6】
前記ストライクめっき形成工程が、その厚さが0.1μm以上10μm以下となるように前記ニッケルストライクめっき層を形成したことを特徴とする請求項5に記載の無電解ニッケル−リンめっき処理方法。
【請求項7】
使用される際、その表面が流体と接する機能部品であって、請求項1乃至6の何れかに記載の無電解ニッケル−リンめっき処理方法で処理されていることを特徴とする機能部品。
【請求項8】
前記機能部品が、船舶に使用される船舶推進用のプロペラであることを特徴とする請求項7記載の無電解ニッケル−リンめっき処理した機能部品。
【請求項9】
前記機能部品が、前記プロペラのキャビテーションの発生し易い箇所に前記無電解ニッケル−リンめっき処理が施されていることを特徴とする請求項8に記載の無電解ニッケル−リンめっき処理した機能部品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−87325(P2012−87325A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2010−232271(P2010−232271)
【出願日】平成22年10月15日(2010.10.15)
【出願人】(501204525)独立行政法人海上技術安全研究所 (185)
【出願人】(593174641)メルテックス株式会社 (28)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成22年10月15日(2010.10.15)
【出願人】(501204525)独立行政法人海上技術安全研究所 (185)
【出願人】(593174641)メルテックス株式会社 (28)
【Fターム(参考)】
[ Back to top ]