
焼いた中空体状製品を製造するための方法および装置
【課題】 焼いた中空体状製品を製造するための方法および装置を提供する。
【解決手段】 本発明は、高温状態で成形可能であり、成形工程中および/または成形工程後に固化されたコップ状の形を有する、食べられる焼いたウエハースガレットから少なくとも一部が形成される、焼いた中空体状製品並びにこの製品を製造するための方法および装置に関し、ウエハースガレットが高温の成形可能な状態で、深絞り穴に供給され、
予備成形装置によってひだ領域を予備成形され、そして押込み具によって深絞り穴内で深絞りされ、予備成形によって影響を受けて、個々の各ウエハースガレットのひだ領域が深絞り工程時に多層に重ね合わされる。
【解決手段】 本発明は、高温状態で成形可能であり、成形工程中および/または成形工程後に固化されたコップ状の形を有する、食べられる焼いたウエハースガレットから少なくとも一部が形成される、焼いた中空体状製品並びにこの製品を製造するための方法および装置に関し、ウエハースガレットが高温の成形可能な状態で、深絞り穴に供給され、
予備成形装置によってひだ領域を予備成形され、そして押込み具によって深絞り穴内で深絞りされ、予備成形によって影響を受けて、個々の各ウエハースガレットのひだ領域が深絞り工程時に多層に重ね合わされる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温状態で成形可能であり、成形工程中および/または成形工程後に固化されたコップ状の形を有する、食べられる焼いたウエハースガレットから少なくとも一部が形成される、焼いた中空体状製品並びにこの製品を製造するための方法および装置に関する。
【背景技術】
【0002】
その際、焼いた中空体状製品は少なくとも一部が穀粉および/または澱粉からなる日持ちするベーカリー製品(Dauerbackwaren)のためのベーキング物(Backmassen)または生地商品(Teigwaren)によって形成されている。この場合好ましくは、特許文献1に例示されているような生地とベーキング物が使用される。
【0003】
その際、平らなウエハース片を焼く簡単な方法は、次の方法と組み合わせられる。この方法では、焼く温度でまたはそのわずか下の温度で、溶融した砂糖成分によってこのウエハース片を可塑化し、それによって機械的に容易に再成形することができるが、その後簡単かつ迅速な冷却によって砂糖を硬化させ、それによって得られた形状を安定化させる。それによって、脆くて硬い製品が得られる。実質的に澱粉−砂糖(砂糖代替物)−蛋白質−混合物からなるこのウエハースは、室温でガラス点以下である。砂糖成分はさらに、ほとんどがガラスのような溶融物として固化し、従って組織内でかりかりによく焼き上がる。
【0004】
代表的な砂糖割合は例えば巻かれた円錐形アイスクリーム・コーンに関して、穀粉に対して30〜50重量%であるかまたは中空の紙巻たばこ状焼き菓子ホールヒッペの場合60〜100重量%である。
【0005】
ウエハース状の日持ちするベーカリー製品を成形するための方法と装置は同様に知られており、従って特許文献を挙げて説明する。
【0006】
特許文献2は、特に砂糖を含む生地から焼かれた個々のウエハースガレットから、好ましくは円錐形の巻かれた中空ウエハースを製造するための装置と方法を例示している。このウエハースガレットは先ず最初に、焼かれて軟らかい成形可能な状態で、中空ウエハースの所定の形状に巻かれ、そしてこの形状で硬化させられる。各ウエハースガレットは先ず最初に中空ウエハースの予定された形に自由に巻かれ始める。そして、巻かれ終わった中空ウエハースは縁部領域を塑性変形することによって中空ウエハースの予定した長さに寸法が定められ、そして寸法が定められたこの中空ウエハースが硬化させられる。
【0007】
この巻かれた円錐コーンは実際に、例えば安定性、外観、感触、加工性、充填性等のようなその特性に基づいて有効であることが実証され、それによって最も多く目にするウエハース状中空体形状である。
【0008】
ウエハース製品を製造するための代替的な装置が特許文献3に示してある。その際、側壁を有するウエハース製品が深絞りされ、側壁は好ましくは上側領域において垂直に対向配置されている。この場合、ウエハース製品は、成形押込み具によってほぼ平らなウエハース片を適当な中空型に押し込むことによって生じ、深絞りされたウエハース製品の好ましくは垂直に対向する側壁の上側縁部が面一に切断される。同様に開示された製造方法は、型鍛造の成形方法と似ている。ウエハース片は焼き工程の後で高温の成形可能な状態で押込み具によって鍛造型内に押し込まれ、その際この両要素の間で押しつぶされる。
【0009】
特許文献4はウエハース生地から食べられる中空容器を成形するための他の方法を示している。その際、同様にほぼ平らなウエハース片は押込み具によって鍛造型内で絞られる。幾何学的な状態、特に焼いたウエハースガレットの外周と成形済み中空容器の穴の外周の比により、穴の領域にひだが形成され得る。
【0010】
食べられる焼いた中空体状の製品、特にウエハース状生地またはベーキング物からなる食べられる中空容器が、その安定性およびその物理的特性に対して良好な影響を与えるために、補強リブを備えていると望ましいことが実際に分かった。しかし、冒頭で述べた製造方法の場合には、リブの形成は、硬化後、肉厚個所が異なる物理的特性を有し、例えば軟らかくなるかまたは硬すぎるようになることによって制限される。それにもかかわらず、肉厚領域をウエハース製品に設けるために、この領域を多層に形成すると有利である。深絞り工程中のひだ形成は、この多層を達成することができる。
【0011】
従来技術は、焼いた中空体状製品または食べられる中空容器に、多層領域の適切な構造を設けることが不可能であるという欠点がある。この多層領域は安定性、外観、物理的特性、かりかりの焼き上がり性、「食体験」および食べる際の音等を改善する。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】国際公開第00/05966号パンフレット
【特許文献2】オーストリア国特許384933B号明細書
【特許文献3】独国特許出願公開第10005500A1号明細書
【特許文献4】国際公開第99/33348号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明の課題は、従来技術の欠点を克服し、さらに製造が所望に、成形がフレキシブルに、ひだ構造体の制御がフレキシブルになるようにそして効率的に製造することができる、焼いた中空体状製品と、本発明に係る製品を製造するための方法および装置を提供することである。
【課題を解決するための手段】
【0014】
この課題は、ウエハースガレットが高温の成形可能な状態で、深絞り穴に供給され、予備成形装置によってひだ領域を予備成形され、そして押込み具によって深絞り穴内で深絞りされ、予備成形によって影響を受けて、個々の各ウエハースガレットのひだ領域が深絞り工程時に多層に重ね合わされることによって解決される。
【0015】
本発明はさらに、ウエハースガレットが深絞り穴の上方に位置決めされ、予備成形装置によってほぼ平らな形状から、ひだ領域を湾曲させた予備成形形状にもたらされること、予備成形されたウエハースガレットが深絞り工程時に、ひだ領域を湾曲させた形状から、ほぼコップ状の形状にもたらされることおよび/または深絞り工程時に湾曲したひだ領域が先ず最初にΩ状に形成され、さらに多層に重ね合わされることを有利な特徴とする。
【0016】
他の有利な特徴によれば、ウエハースガレットが円形、楕円形、長方形、多角形、正方形、星形であるかまたは長さが厚さの多数倍を超えている他のあらゆる形状であり、ウエハースガレットが予備成形時に、ひだ領域の位置を制御可能な形状を付与され、ウエハースガレットが移送面に沿って深絞り穴に供給され、センタリング突起によって深絞り穴の上方でセンタリングされ、予備成形装置によって予備成形され、深絞り装置の押込み具によって深絞り穴内で深絞りされ、その際および/またはその後冷却されて固化され、続いてエゼクタによって深絞り穴から放出され、および/またはウエハースガレットが先ず最初に深絞り穴の上方の絞りダイ上に平らに位置決めされ、そこに保持力によって保持され、続いて予備成形装置の予備湾曲要素によってひだ領域が保持力に抗して湾曲させられ、続いて深絞り装置の押込み具によって深絞り穴内で深絞りされる。
【0017】
さらに、本発明の特徴では、押込み具が深絞り穴の外の位置から、ほぼ直線状に深絞り穴内へ少なくとも部分的に挿入され、その際ウエハースガレットを一緒に深絞り穴内で絞り、および/またはウエハースガレットが生地またはベーキング物からなり、このベーキング物が可塑化剤、特に例えば砂糖、エリトリトールおよび/またはキシリトールのような温度依存性の可塑化剤を含んでいる。
【0018】
少なくとも一部が食べられる焼いたウエハースガレットによって形成され、このウエハースガレットが高温状態で成形可能であり、かつ成形工程中および/または成形工程後にコップ状の形を有している、焼いた中空体状製品は、多層に形成されたひだ領域を有し、このひだ領域が対称に、回転対称におよび/または外周に均一に分配されて配置されていることと、ひだ領域の主たる長さ方向がコップ縁部に対してほぼ直角にコップ底部の方へ延びていることと、ひだ領域が少なくとも2層、好ましくは3層に形成されていることおよび/またはひだ領域がほぼ接触し、コップの形に追従するように形成されていることを特徴とする。
【0019】
本発明はさらに、深絞り穴を有する深絞り装置を備え、成形可能で固化可能な焼いたウエハースガレットが深絞り穴の上方に位置決め可能であり、押込み具を備え、この押込み具が押込み具作動装置を介して深絞り穴の外の位置からこの深絞り穴内へ少なくとも部分的に挿入可能である、焼いた中空体状製品を製造するための装置に関し、この装置は、深絞り穴の領域に、ウエハースガレットを予備成形するための予備成形装置が設けられていること、予備成形装置が、ウエハースガレットのひだ領域の領域に配置され好ましくはウエハースガレットの方へ繰り出し可能である予備成形要素を備えていること、深絞り穴をほぼ取り囲む絞りダイが設けられ、ウエハースガレットが保持力によって絞りダイに保持されることおよび/または絞りダイが移送面に対して平行にあるいは移送面内に配置されていることを特徴とする。
【0020】
さらに、装置の本発明に係る特徴は、深絞り穴の上方にウエハースガレットをセンタリングおよび/または位置決めするために少なくとも1個のセンタリング突起が設けられていること、センタリング突起が保持力に抗して絞りダイから突出すること、予備湾曲要素が、ほぼ移送面内に没している後退位置から、絞りダイから突出した繰り出された位置にもたらすことが可能であることおよび/または予備湾曲要素を動かすために、駆動装置が設けられていることである。
【0021】
その際、深絞り穴、絞りダイ、円形ブランク、押込み具の名称は、通常、金属成形技術の用語であることに留意すべきである。これらの用語の使用は、本願の明瞭化および良好な理解のために役立つ。しかしながら、これらの用語が金属成形技術の場合に一般的であるその使用に制限して解釈すべきものでは決してない。例えば中空室を有する型が深絞り型と呼ばれる。この中空室内で円形ブランクが押込み具によって深絞りされる。この深絞り型は鍛造型と同様に形を付与する機能を有していてもよいが、この機能を有していなければならないわけではない。円形ブランクがそれによって生じる隙間内で押しつぶれるかまたは自由に深絞りされて円形ブランクが深絞り型に接触しないかどうかは、深絞りされる円形ブランクの容積と、完全に挿入された押込み具と深絞り型の間の残留容積に左右される。押込み具と深絞り型の形状の適切な選択によって、食べられる中空体の形状と表面を決定することができる。精密押込み具または起伏を深絞り型内にまたは押込み具に設けることにより、例えば所定の組織をウエハース体に刻印することできる。自由な深絞りの場合、すなわち深絞り型上で大きな面積の接触または押しつぶしが生じない場合に、焼きがま1の焼きごての格子状の表面エンボスが引き続き保たれる。
【0022】
円形ブランクの名称はベーキング物または日持ちするベーカリー製品のための生地からなる円形で平らでガレット状の品物に限定されない。長方形、楕円形、星形、多角形、ウエハースガレット状または他の円形ブランク形状を選択することも本発明思想に合致する。円形ブランクがウエハースガレットとして形成されていると好ましい。
【0023】
次に、いろいろな実施の形態に基づいて本発明を詳しく説明する。
【図面の簡単な説明】
【0024】
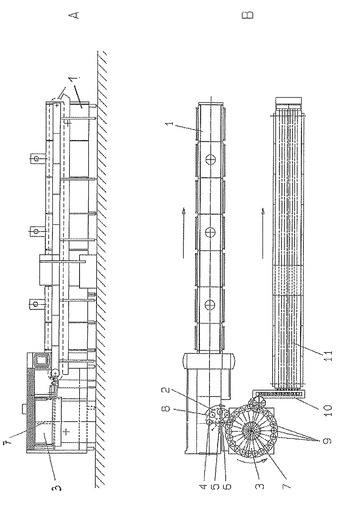
【図1】本発明に係る食品用製造設備を概略的に示しており、この場合図1Aは側面図で図1Bは上から見た図である。
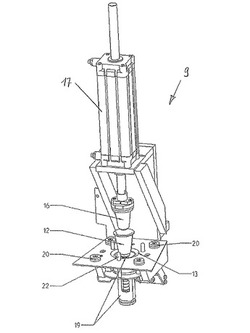
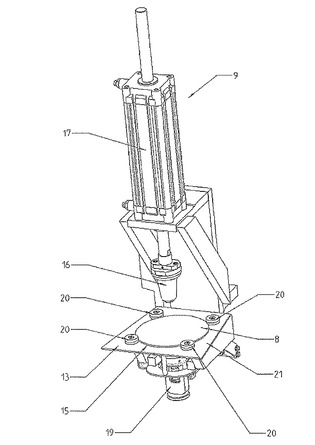
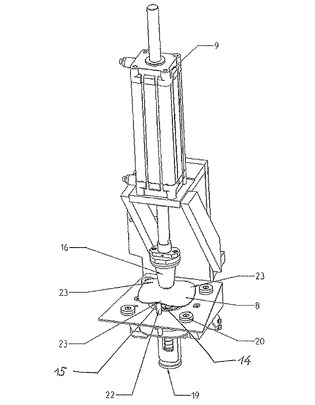
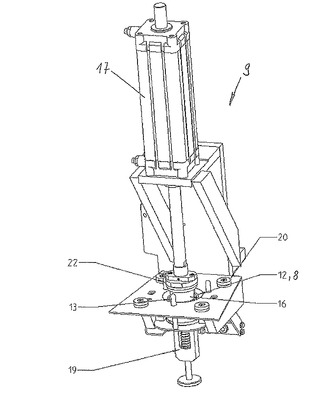
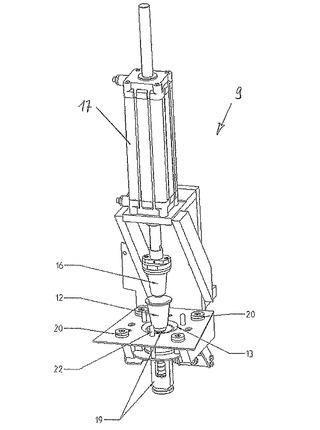
【図2】位置Aにある、食品を製造するための装置の重要部分の概略的な斜視図である。
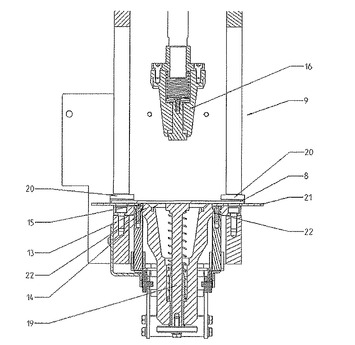
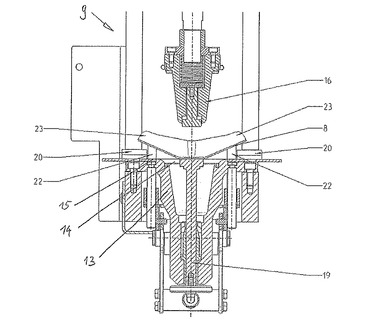
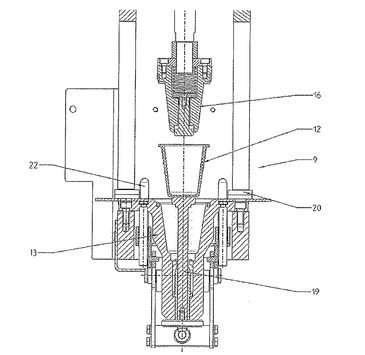
【図3】同様に位置Aにある、食品を製造するための装置の重要部分の概略的な断面図である。
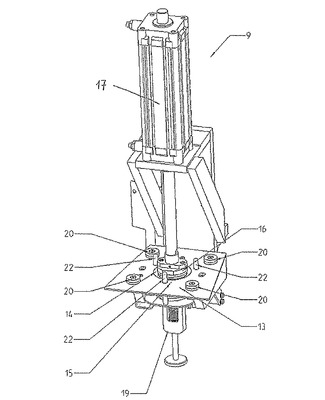
【図4】位置Bにある装置の概略的な斜視図である。
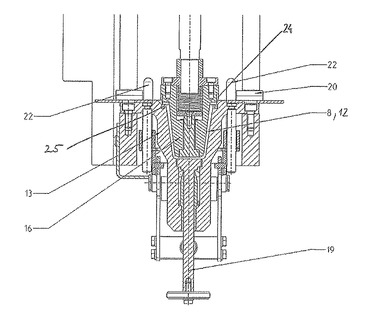
【図5】位置Bにある装置の細部の概略的な断面図である。
【図6】位置Cにある装置の細部の斜視図である。
【図7】位置Cにある装置の概略的な断面図である。
【図8】位置Dにある装置の細部の(概略的な)斜視図である。
【図9】位置Eにある、上述の図に係る装置を示す。
【図10】図9の装置の断面図である。
【図11】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図12】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図13】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図14】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図15】本発明に係る焼いた中空体状製品の側面図である。
【図16】本発明に係る焼いた中空体の他の実施の形態を示す。
【図17】図16のコップ状中空体を上から見た図である。
【発明を実施するための形態】
【0025】
図1は好ましくはウエハースガレットとして形成された円形ブランクを加工するために焼きがまの配置を概略的に示している。
【0026】
その際、図1Aは焼いた製品を製造するための本発明に係る装置を備えた焼きがまの側面図であり、図1Bは焼いた中空体状製品を製造するための装置と焼きがまを上から見た図である。
【0027】
焼きがまは好ましくは、循環する焼きごてを有するウエハース焼きがまとして形成され、焼きがま1の排出ステーションを備えている。この排出ステーションでは、円形ブランクとも呼ばれる、焼かれて軟らかいウエハースガレットが、開放する個々の焼きごてから取り出され、そして移送装置2によって成形装置3に移送される。本実施の形態では、この移送はグリッパ4によって行われる。このグリッパは移送装置2の回転軸線5回りに回転可能に配置され、ウエハースガレットに上側から接触し、そしてさらに回転軸線5回りに回転運動してウエハースガレットをほぼ水平に延びる移送面6に沿って成形装置3に供給する。成形装置3は少なくとも1個の深絞り装置、好ましくは多数の深絞り装置を備えている。この深絞り装置は成形装置3の回転軸線7回りに回転可能に動くことができる。循環する焼きごての速度と、移送装置および成形装置の角速度は、次のように同期している。すなわち、焼きごての開放時にその都度、焼かれて軟らかい成形可能なウエハースガレット8または円形ブランクが移送装置2によって取り出され、同じように回転運動して成形装置3、特にその都度1つの循環する深絞り装置9に供給されるように同期している。その際、移送装置におけるウエハースガレットの絶対的な平均速度は、成形装置におけるウエハースガレットの速度よりも大である。
【0028】
成形装置3においてウエハースガレットが軸線7回りに回転する間、ウエハースガレット8は後述の方法ステップによって深絞りされる。この方法ステップは位置A、B、C、D、Eを有し、好ましくはこれらの位置をこの順序で通過する。成形方法の終わりに、深絞りされた食品、すなわち中空体状の焼いた製品は、取り出し装置10によって後調質装置11に移送される。取り出し装置10は、焼いた製品を直線的に並べる回転可能な取り出し部材を備えている。直線的に並べられた多数の焼いた製品はさらに、直線的な並びに対してほぼ直角に後調質装置に供給される。この後調質装置では、食品は例えば予備冷却され、油脂を塗られそして最終冷却されるかあるいは例えばチョコレートからなる衣が付けられる。
【0029】
図2は本発明に係る深絞り装置9の実施の形態の概略的な斜視図である。この装置は位置Aにあり、この位置では、押込み具16が押込み具作動装置17によって、焼かれて軟らかいウエハースガレット8から離れた持ち上げられた位置にある。ウエハースガレット8は深絞り型13または絞りダイ15を有する深絞り穴14の外に位置決めされている。
【0030】
図1を参照して説明したように、ウエハースガレットは焼きがまから来て移送装置によって成形装置に供給される。ウエハースガレットを位置決めするために、センタリング突起20が設けられている。このセンタリング突起は、ストッパとして働くことができるようにするためおよび深絞り穴の上方でウエハースガレットをセンタリングするために働くことができるようにするために、成形装置の基礎面21から突出している。図示した円筒形の形成のほかに、例えば基礎面21の凹部またはストッパ条片等によって、上記とは異なるようにストッパ要素を形成することができる。本実施の形態では4個のセンタリング突起20が設けられている。少数のこのストッパ要素を使用すると、ウエハースガレットの供給可能性に関して利点が生じる。本実施の形態または他の実施の形態において、成形装置の基礎面21は移送面6と面一に形成可能である。この場合、円形ブランクは両面上を滑らせて供給され、そしてストッパ要素としての働きをするセンタリング突起20のところでグリッパ4から外される。4個のセンタリング突起を使用すると、移送面6がある寸法だけ、好ましくはセンタリング突起20の高さだけ、成形装置の基礎面21よりも高い位置にある。ウエハースガレットはセンタリング突起上に移動させられ、そして重力によって深絞り穴上に位置決めされ、そしてセンタリング突起20によってセンタリングされて降ろされる。
【0031】
ウエハースガレット8は図2と3では、深絞り穴14の上方に、すなわち深絞り装置9の絞りダイ15上に位置決めされている。絞りダイは本実施の形態では、成形装置3の移送面6内にある。ウエハースガレットは、本構造では押込み具作動装置17の作動方向18に対して平行である重力によって保持される。変形構造または代替的な構造の場合には、ウエハースガレットは成形装置3の回転時に外向きに作用する遠心力によっても保持することが可能である。さらに、重力加速度または遠心加速度による加速力は別として、負圧装置または機械的なホルダ等による保持力を作用させることも同様に本発明の一部である。
【0032】
位置Aにおいて、ウエハースガレットは移送面6上に平らに載り、特に深絞り穴の上方、従って深絞り型13の上方の絞りダイ15上に平らに載っている。用語「上方」は、図2に示すような概略的な図示に関係している。実際には、ウエハースガレットの強度が小さいため、深絞り穴内で垂れ下がる。その際、ウエハースガレットが深絞り穴内に部分的に突出するが、以下において位置決めを明瞭にするためおよび簡単化するために、深絞り穴の「上方」という用語を用いる。
【0033】
本実施の形態において、押込み具16を運動方向18に動かすための押込み具作動装置の操作は、例えばリニアドライブ、空気圧シリンダ等のような空気圧装置によって行われる。勿論、例えば液圧シリンダ、リニアモータ、リニアドライブ、リニア装置等のような液圧式作動装置、電気式作動装置または機械式作動装置によって、この直線運動を行うことは本発明思想の一部である。
【0034】
図3は図2の位置Aの成形装置3の断面図である。その際、ウエハースガレット8は深絞り穴14または深絞り型13の上方で絞りダイ15上に位置決めされている。押込み具16と押込み具作動装置は位置A、すなわち引き上げられた位置にある。さらに、エゼクタ19が示してある。このエゼクタは本実施の形態では弾性的に付勢可能な押込み具として形成されている。
【0035】
図3の断面図にはさらに、予備湾曲要素22が示してある。図2と3の位置Aにおいて、この予備湾曲要素は完全に基礎面21内に没している。
【0036】
図4は装置の位置Bの概略的な斜視図である。その際、予備湾曲要素22は保持力に抗して次のように繰り出されている。すなわち、基礎面21を越えて突出し、複数個所で湾曲した形をウエハースガレットに付与し、そして特にひだ領域23でこの形を予備成形するように繰り出されている。
【0037】
それによって、ウエハースガレットはほぼ平らな形から予備湾曲要素によって複数個所で湾曲させた形となる。
【0038】
図5は同様に装置の位置Bを示しているが、概略的な断面図である。予備湾曲されたウエハースガレット8は深絞り穴の上方でエゼクタ19の領域の中央に載っているが、その縁部領域は予備湾曲要素22によって押込み具16の方へ湾曲している。押込み具自体は予備湾曲中または予備湾曲が終了した後で、深絞り穴の方へおよびさらに深絞り穴内に移動させることが可能である。
【0039】
図6は、位置Cにある成形装置の重要な部分の斜視図である。その際、押込み具16は押込み具作動装置17によって深絞り穴14と絞りダイ15を通って深絞り型13内に押されている。円形ブランクまたはウエハースガレットは、深絞り工程のように、深絞り型によって絞られる。
【0040】
図7は位置Cにある深絞り装置9を示す断面図である。その際、ウエハースガレット8はコップ状に成形されて押込み具16と深絞り型13との間に配置されている。その際、押込み具作動装置の作動方向に案内され弾性的に付勢可能に支持されたエゼクタ19は、図3に示すような繰り出し位置から押込み具によって付勢された位置に押圧されている。
【0041】
絞りダイの領域に、切断装置を任意に設けることができる。この切断装置は、コップ縁部の領域においてウエハースガレットをひさし状部から切断するために、押込み具の切断リング24と協働する。本実施の形態では、当接リング25と協働する切断リング24が押込み具に設けられている。押込み具を深絞り穴に入れる際に、切断リング24の刃は当接リング25に押し付けられる。当該の形状により、ウエハースガレットは切断リング24の切刃に沿って切断される。
【0042】
本実施の形態の場合、環状の切断リングが設けられていることが分かる。しかしながら、切断リングを楕円形、長方形、星形または考えられるすべての輪郭にならって、特に考えられるすべての閉じた輪郭にならって形成することは、本発明思想に完全に合致している。
【0043】
押込み具16を挿入することによって、エゼクタ19が圧縮緊張される。押込み具の力はウエハースガレットを介してエゼクタ19の弾性要素を圧縮緊張させるように作用する。
【0044】
図8は位置Dにある装置の同じ実施の形態の斜視図である。
【0045】
この方法ステップでは、押込み具16が再び深絞り型13から抜け出ている。ウエハースガレットから成形され少なくとも一部が固化された形状安定性のある焼いたコップ状製品12または食品は、弾性的に付勢されたエゼクタ19によって、押込み具と一緒に深絞り型から押し出される。その際、製品に成形され深絞りされたウエハースガレットは所望な形を有する。
【0046】
図9は位置Eにある同じ装置を示している。この位置では、押込み具が食品から完全に引き出されている。この場合、ウエハースガレットによって形成された食品は、エゼクタ19によって同様に深絞り型13から完全に押し出されている。
【0047】
図10は図9の装置の断面図である。繰り出されたエゼクタ19と、このエゼクタ上に位置決めされた焼いた中空体状の製品12と、この製品から引き出された深絞り装置9の押込み具16が見える。
【0048】
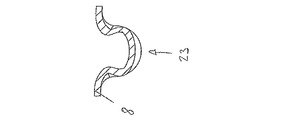
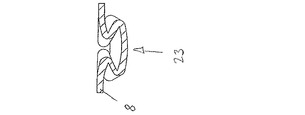
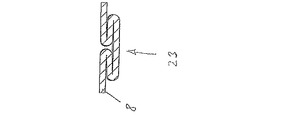
例えば図2〜7に好ましい順序で示すような本発明に係る深絞り動作の場合には、幾何学的および物理的所与に基づいて、ウエハースガレットまたは焼いた中空体状製品のひだが形成されることになる。このひだの形成は冒頭で述べたように所望されることであり、そして完成した製品に対して一連の有利な特性を付与する。ひだの形成は図11〜14に詳しく示してある。これらの図はウエハースガレットのセグメント、特にウエハースガレットのエッジのひだ領域23の概略的な断面図である。このエッジは本発明による成形によって、完成した状態で、焼いた中空体状製品のエッジに相当する。予備湾曲要素22(例えば図4に示す)による予備湾曲は、所望な位置におけるひだ形成を可能および/または有利にする形状を、ウエハースガレットに付与する。本ケースの場合、3つの予備湾曲が備えられ、これにより、ウエハースガレットの3つの領域に適切なひだ形成が達成される。ウエハースガレット8のこのひだ領域23は深絞り工程の開始時に深絞り方向と逆にやや湾曲している。この場合、ウエハースガレットは深絞り方向に対してほぼ垂直に延びる。押込み具が深絞り穴14と深絞り型13に侵入すると、ウエハースガレットはコップ状物に成形される。その際、コップ状物の側壁は基本位置から深絞り押込み具の方に曲げられる。平らなウエハースガレットの外周が完成したコップ状製品のコップ縁部の外周よりも大きいので、特にコップ縁部領域に、しかもコップ底部の近くの領域に、所望なひだが形成されることになる。その際、ひだ領域23は深絞り動作の開始時に、図11に示すようなΩ状(オメガ状)の湾曲部を形成する。ウエハースガレット内にさらに侵入し、深絞りが行われると、このΩ状湾曲部は図12と13に示すように、ますます強く折り曲げられる。押込み具の全体またはほぼ全体が深絞り型内に挿入されると、図14に示す所望なひだ形状が形成される。これは考えられる一つのひだ形状であることに留意すべきである。予備湾曲要素の適切な選択、例えば非対称の予備湾曲要素、傾斜した予備湾曲要素の選択によって、しかも予備湾曲要素の数によって、本発明に思想に相応して、異なるひだ形状を得ることができる。
【0049】
例えば図14に示すようなひだ形状により、ウエハースガレットは焼く過程で一定の厚さを有し、適切なひだ形成によって初めてひだ領域23に所望な肉厚領域を得る。予備湾曲要素が設けられていないと、同様にひだが形成されるが、このひだは適切に位置決め不可能であるので、個々のすべてのウエハースガレットのひだが異なる個所に生じる。これは特に大量生産時に、例えばひだの亀裂発生、ひだの不均一な配置等によって、高い不良品比率をもたらす。本発明の場合、ひだ領域の位置の選択が可能である。ひだが対称パターンまたは回転対称パターンに沿って配置されると好ましい。
【0050】
図15は、焼いて深絞りされた考えられる製品の実施の形態を示す。この製品は縁部26と底部27と外周壁28とひだ領域23を備えている。本実施の形態では、縁部は側方へ突き出るように形成されている。カラー状のまたは折り曲げられたこの形状は縁部の安定性と抵抗力を高める。
【0051】
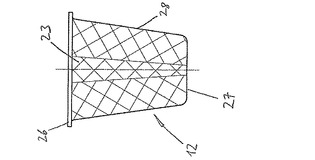
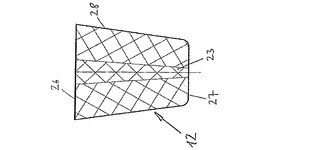
図16は本発明に係る焼いた製品12の他の実施の形態の側面図である。この製品は縁部26と底部27と外周壁28とひだ領域23を備えている。図示した実施の形態はコップ状に形成されている。しかしながら、焼いた製品を球状、半球状、円筒状、円錐状、立方体状または直方体状等に形成するという本発明思想に合致している。
【0052】
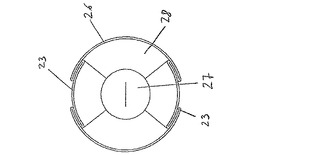
図17は図16に示した本発明に係る焼き製品を上から見た図である。その際、縁部26と底部27と外周壁28とひだ領域23が再び示してある。ひだ領域23は周知のように複数回オーバーラップしている。この図は概略的な図である。実際には、特に複数回オーバーラップした領域が押込み具によって押しつぶされ、それによってウエハースガレットのこの領域は外周壁28の残りの領域よりも薄く形成されている。ひだ領域が多層であるにもかかわらず、外周壁全体に沿って全体の壁厚を一定にすることができる。
【0053】
図17に示す本実施の形態では、2つのひだ領域23が外周に均一に分配されている。しかしながら、本発明思想に従って、3つ以上のひだ領域、特に3つ、4つ、5つ、6つまたはそれ以上のひだ領域を設けることができる。
【0054】
図示した実施の形態において、ひだ領域は予備湾曲要素22によって湾曲している。しかしながら、本発明に従って、深絞り方向と反対方向に突き出る予備湾曲要素を使用しないで、例えば凹部または切欠きを、絞りダイの領域または成形装置の基礎面の領域に設けることができる。図示していない他の実施の形態では、絞りダイの領域と絞り穴の領域に、切欠きが設けられ、深絞り工程の前および深絞り工程中に、焼かれて軟らかい円形ブランクの領域、特に成形可能な熱いウエハースガレットの領域が重力または他の保持力によって、この切欠き内に引き入れられる。この構造も、深絞り工程時に所望される適切なひだ形成をもたらすひだ領域を形成する。
【0055】
ここで、本発明が上述の実施の形態に限定されないことに留意すべきである。本発明思想に従い他の実施の形態は、上述の記載全体、図および/または特許請求の範囲から推察される個々の特徴または複数の特徴の組み合わせによっても生じる。従って、異なる実施例から生じる特徴の組み合わせからなる実施も可能である。図は少なくとも部分的な概略図である。この場合、寸法や比率は、図示していない他の実施の形態または特徴並びに実際の実施とは異なり得る。
【符号の説明】
【0056】
1 焼きがま
2 移送装置
3 成形装置
4 グリッパ
5 移送装置の回転軸線
6 移送面
7 成形装置の回転軸線
8 ウエハースガレット
9 深絞り装置
10 取り出し装置
11 後調質装置
12 焼いた成形製品
13 深絞り型
14 深絞り穴
15 絞りダイ
16 押込み具
17 押込み具作動装置
18 押込み具作動装置の移動方向
19 エゼクタ
20 センタリング突起
21 成形装置の基礎面
22 予備湾曲要素
23 ひだ領域
24 切断リング
25 当接リング
26 縁部
27 底部
28 外周壁
【技術分野】
【0001】
本発明は、高温状態で成形可能であり、成形工程中および/または成形工程後に固化されたコップ状の形を有する、食べられる焼いたウエハースガレットから少なくとも一部が形成される、焼いた中空体状製品並びにこの製品を製造するための方法および装置に関する。
【背景技術】
【0002】
その際、焼いた中空体状製品は少なくとも一部が穀粉および/または澱粉からなる日持ちするベーカリー製品(Dauerbackwaren)のためのベーキング物(Backmassen)または生地商品(Teigwaren)によって形成されている。この場合好ましくは、特許文献1に例示されているような生地とベーキング物が使用される。
【0003】
その際、平らなウエハース片を焼く簡単な方法は、次の方法と組み合わせられる。この方法では、焼く温度でまたはそのわずか下の温度で、溶融した砂糖成分によってこのウエハース片を可塑化し、それによって機械的に容易に再成形することができるが、その後簡単かつ迅速な冷却によって砂糖を硬化させ、それによって得られた形状を安定化させる。それによって、脆くて硬い製品が得られる。実質的に澱粉−砂糖(砂糖代替物)−蛋白質−混合物からなるこのウエハースは、室温でガラス点以下である。砂糖成分はさらに、ほとんどがガラスのような溶融物として固化し、従って組織内でかりかりによく焼き上がる。
【0004】
代表的な砂糖割合は例えば巻かれた円錐形アイスクリーム・コーンに関して、穀粉に対して30〜50重量%であるかまたは中空の紙巻たばこ状焼き菓子ホールヒッペの場合60〜100重量%である。
【0005】
ウエハース状の日持ちするベーカリー製品を成形するための方法と装置は同様に知られており、従って特許文献を挙げて説明する。
【0006】
特許文献2は、特に砂糖を含む生地から焼かれた個々のウエハースガレットから、好ましくは円錐形の巻かれた中空ウエハースを製造するための装置と方法を例示している。このウエハースガレットは先ず最初に、焼かれて軟らかい成形可能な状態で、中空ウエハースの所定の形状に巻かれ、そしてこの形状で硬化させられる。各ウエハースガレットは先ず最初に中空ウエハースの予定された形に自由に巻かれ始める。そして、巻かれ終わった中空ウエハースは縁部領域を塑性変形することによって中空ウエハースの予定した長さに寸法が定められ、そして寸法が定められたこの中空ウエハースが硬化させられる。
【0007】
この巻かれた円錐コーンは実際に、例えば安定性、外観、感触、加工性、充填性等のようなその特性に基づいて有効であることが実証され、それによって最も多く目にするウエハース状中空体形状である。
【0008】
ウエハース製品を製造するための代替的な装置が特許文献3に示してある。その際、側壁を有するウエハース製品が深絞りされ、側壁は好ましくは上側領域において垂直に対向配置されている。この場合、ウエハース製品は、成形押込み具によってほぼ平らなウエハース片を適当な中空型に押し込むことによって生じ、深絞りされたウエハース製品の好ましくは垂直に対向する側壁の上側縁部が面一に切断される。同様に開示された製造方法は、型鍛造の成形方法と似ている。ウエハース片は焼き工程の後で高温の成形可能な状態で押込み具によって鍛造型内に押し込まれ、その際この両要素の間で押しつぶされる。
【0009】
特許文献4はウエハース生地から食べられる中空容器を成形するための他の方法を示している。その際、同様にほぼ平らなウエハース片は押込み具によって鍛造型内で絞られる。幾何学的な状態、特に焼いたウエハースガレットの外周と成形済み中空容器の穴の外周の比により、穴の領域にひだが形成され得る。
【0010】
食べられる焼いた中空体状の製品、特にウエハース状生地またはベーキング物からなる食べられる中空容器が、その安定性およびその物理的特性に対して良好な影響を与えるために、補強リブを備えていると望ましいことが実際に分かった。しかし、冒頭で述べた製造方法の場合には、リブの形成は、硬化後、肉厚個所が異なる物理的特性を有し、例えば軟らかくなるかまたは硬すぎるようになることによって制限される。それにもかかわらず、肉厚領域をウエハース製品に設けるために、この領域を多層に形成すると有利である。深絞り工程中のひだ形成は、この多層を達成することができる。
【0011】
従来技術は、焼いた中空体状製品または食べられる中空容器に、多層領域の適切な構造を設けることが不可能であるという欠点がある。この多層領域は安定性、外観、物理的特性、かりかりの焼き上がり性、「食体験」および食べる際の音等を改善する。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】国際公開第00/05966号パンフレット
【特許文献2】オーストリア国特許384933B号明細書
【特許文献3】独国特許出願公開第10005500A1号明細書
【特許文献4】国際公開第99/33348号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明の課題は、従来技術の欠点を克服し、さらに製造が所望に、成形がフレキシブルに、ひだ構造体の制御がフレキシブルになるようにそして効率的に製造することができる、焼いた中空体状製品と、本発明に係る製品を製造するための方法および装置を提供することである。
【課題を解決するための手段】
【0014】
この課題は、ウエハースガレットが高温の成形可能な状態で、深絞り穴に供給され、予備成形装置によってひだ領域を予備成形され、そして押込み具によって深絞り穴内で深絞りされ、予備成形によって影響を受けて、個々の各ウエハースガレットのひだ領域が深絞り工程時に多層に重ね合わされることによって解決される。
【0015】
本発明はさらに、ウエハースガレットが深絞り穴の上方に位置決めされ、予備成形装置によってほぼ平らな形状から、ひだ領域を湾曲させた予備成形形状にもたらされること、予備成形されたウエハースガレットが深絞り工程時に、ひだ領域を湾曲させた形状から、ほぼコップ状の形状にもたらされることおよび/または深絞り工程時に湾曲したひだ領域が先ず最初にΩ状に形成され、さらに多層に重ね合わされることを有利な特徴とする。
【0016】
他の有利な特徴によれば、ウエハースガレットが円形、楕円形、長方形、多角形、正方形、星形であるかまたは長さが厚さの多数倍を超えている他のあらゆる形状であり、ウエハースガレットが予備成形時に、ひだ領域の位置を制御可能な形状を付与され、ウエハースガレットが移送面に沿って深絞り穴に供給され、センタリング突起によって深絞り穴の上方でセンタリングされ、予備成形装置によって予備成形され、深絞り装置の押込み具によって深絞り穴内で深絞りされ、その際および/またはその後冷却されて固化され、続いてエゼクタによって深絞り穴から放出され、および/またはウエハースガレットが先ず最初に深絞り穴の上方の絞りダイ上に平らに位置決めされ、そこに保持力によって保持され、続いて予備成形装置の予備湾曲要素によってひだ領域が保持力に抗して湾曲させられ、続いて深絞り装置の押込み具によって深絞り穴内で深絞りされる。
【0017】
さらに、本発明の特徴では、押込み具が深絞り穴の外の位置から、ほぼ直線状に深絞り穴内へ少なくとも部分的に挿入され、その際ウエハースガレットを一緒に深絞り穴内で絞り、および/またはウエハースガレットが生地またはベーキング物からなり、このベーキング物が可塑化剤、特に例えば砂糖、エリトリトールおよび/またはキシリトールのような温度依存性の可塑化剤を含んでいる。
【0018】
少なくとも一部が食べられる焼いたウエハースガレットによって形成され、このウエハースガレットが高温状態で成形可能であり、かつ成形工程中および/または成形工程後にコップ状の形を有している、焼いた中空体状製品は、多層に形成されたひだ領域を有し、このひだ領域が対称に、回転対称におよび/または外周に均一に分配されて配置されていることと、ひだ領域の主たる長さ方向がコップ縁部に対してほぼ直角にコップ底部の方へ延びていることと、ひだ領域が少なくとも2層、好ましくは3層に形成されていることおよび/またはひだ領域がほぼ接触し、コップの形に追従するように形成されていることを特徴とする。
【0019】
本発明はさらに、深絞り穴を有する深絞り装置を備え、成形可能で固化可能な焼いたウエハースガレットが深絞り穴の上方に位置決め可能であり、押込み具を備え、この押込み具が押込み具作動装置を介して深絞り穴の外の位置からこの深絞り穴内へ少なくとも部分的に挿入可能である、焼いた中空体状製品を製造するための装置に関し、この装置は、深絞り穴の領域に、ウエハースガレットを予備成形するための予備成形装置が設けられていること、予備成形装置が、ウエハースガレットのひだ領域の領域に配置され好ましくはウエハースガレットの方へ繰り出し可能である予備成形要素を備えていること、深絞り穴をほぼ取り囲む絞りダイが設けられ、ウエハースガレットが保持力によって絞りダイに保持されることおよび/または絞りダイが移送面に対して平行にあるいは移送面内に配置されていることを特徴とする。
【0020】
さらに、装置の本発明に係る特徴は、深絞り穴の上方にウエハースガレットをセンタリングおよび/または位置決めするために少なくとも1個のセンタリング突起が設けられていること、センタリング突起が保持力に抗して絞りダイから突出すること、予備湾曲要素が、ほぼ移送面内に没している後退位置から、絞りダイから突出した繰り出された位置にもたらすことが可能であることおよび/または予備湾曲要素を動かすために、駆動装置が設けられていることである。
【0021】
その際、深絞り穴、絞りダイ、円形ブランク、押込み具の名称は、通常、金属成形技術の用語であることに留意すべきである。これらの用語の使用は、本願の明瞭化および良好な理解のために役立つ。しかしながら、これらの用語が金属成形技術の場合に一般的であるその使用に制限して解釈すべきものでは決してない。例えば中空室を有する型が深絞り型と呼ばれる。この中空室内で円形ブランクが押込み具によって深絞りされる。この深絞り型は鍛造型と同様に形を付与する機能を有していてもよいが、この機能を有していなければならないわけではない。円形ブランクがそれによって生じる隙間内で押しつぶれるかまたは自由に深絞りされて円形ブランクが深絞り型に接触しないかどうかは、深絞りされる円形ブランクの容積と、完全に挿入された押込み具と深絞り型の間の残留容積に左右される。押込み具と深絞り型の形状の適切な選択によって、食べられる中空体の形状と表面を決定することができる。精密押込み具または起伏を深絞り型内にまたは押込み具に設けることにより、例えば所定の組織をウエハース体に刻印することできる。自由な深絞りの場合、すなわち深絞り型上で大きな面積の接触または押しつぶしが生じない場合に、焼きがま1の焼きごての格子状の表面エンボスが引き続き保たれる。
【0022】
円形ブランクの名称はベーキング物または日持ちするベーカリー製品のための生地からなる円形で平らでガレット状の品物に限定されない。長方形、楕円形、星形、多角形、ウエハースガレット状または他の円形ブランク形状を選択することも本発明思想に合致する。円形ブランクがウエハースガレットとして形成されていると好ましい。
【0023】
次に、いろいろな実施の形態に基づいて本発明を詳しく説明する。
【図面の簡単な説明】
【0024】
【図1】本発明に係る食品用製造設備を概略的に示しており、この場合図1Aは側面図で図1Bは上から見た図である。
【図2】位置Aにある、食品を製造するための装置の重要部分の概略的な斜視図である。
【図3】同様に位置Aにある、食品を製造するための装置の重要部分の概略的な断面図である。
【図4】位置Bにある装置の概略的な斜視図である。
【図5】位置Bにある装置の細部の概略的な断面図である。
【図6】位置Cにある装置の細部の斜視図である。
【図7】位置Cにある装置の概略的な断面図である。
【図8】位置Dにある装置の細部の(概略的な)斜視図である。
【図9】位置Eにある、上述の図に係る装置を示す。
【図10】図9の装置の断面図である。
【図11】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図12】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図13】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図14】所望なひだを形成する成形時の円形ブランクの縁部を概略的に示す平面図である。
【図15】本発明に係る焼いた中空体状製品の側面図である。
【図16】本発明に係る焼いた中空体の他の実施の形態を示す。
【図17】図16のコップ状中空体を上から見た図である。
【発明を実施するための形態】
【0025】
図1は好ましくはウエハースガレットとして形成された円形ブランクを加工するために焼きがまの配置を概略的に示している。
【0026】
その際、図1Aは焼いた製品を製造するための本発明に係る装置を備えた焼きがまの側面図であり、図1Bは焼いた中空体状製品を製造するための装置と焼きがまを上から見た図である。
【0027】
焼きがまは好ましくは、循環する焼きごてを有するウエハース焼きがまとして形成され、焼きがま1の排出ステーションを備えている。この排出ステーションでは、円形ブランクとも呼ばれる、焼かれて軟らかいウエハースガレットが、開放する個々の焼きごてから取り出され、そして移送装置2によって成形装置3に移送される。本実施の形態では、この移送はグリッパ4によって行われる。このグリッパは移送装置2の回転軸線5回りに回転可能に配置され、ウエハースガレットに上側から接触し、そしてさらに回転軸線5回りに回転運動してウエハースガレットをほぼ水平に延びる移送面6に沿って成形装置3に供給する。成形装置3は少なくとも1個の深絞り装置、好ましくは多数の深絞り装置を備えている。この深絞り装置は成形装置3の回転軸線7回りに回転可能に動くことができる。循環する焼きごての速度と、移送装置および成形装置の角速度は、次のように同期している。すなわち、焼きごての開放時にその都度、焼かれて軟らかい成形可能なウエハースガレット8または円形ブランクが移送装置2によって取り出され、同じように回転運動して成形装置3、特にその都度1つの循環する深絞り装置9に供給されるように同期している。その際、移送装置におけるウエハースガレットの絶対的な平均速度は、成形装置におけるウエハースガレットの速度よりも大である。
【0028】
成形装置3においてウエハースガレットが軸線7回りに回転する間、ウエハースガレット8は後述の方法ステップによって深絞りされる。この方法ステップは位置A、B、C、D、Eを有し、好ましくはこれらの位置をこの順序で通過する。成形方法の終わりに、深絞りされた食品、すなわち中空体状の焼いた製品は、取り出し装置10によって後調質装置11に移送される。取り出し装置10は、焼いた製品を直線的に並べる回転可能な取り出し部材を備えている。直線的に並べられた多数の焼いた製品はさらに、直線的な並びに対してほぼ直角に後調質装置に供給される。この後調質装置では、食品は例えば予備冷却され、油脂を塗られそして最終冷却されるかあるいは例えばチョコレートからなる衣が付けられる。
【0029】
図2は本発明に係る深絞り装置9の実施の形態の概略的な斜視図である。この装置は位置Aにあり、この位置では、押込み具16が押込み具作動装置17によって、焼かれて軟らかいウエハースガレット8から離れた持ち上げられた位置にある。ウエハースガレット8は深絞り型13または絞りダイ15を有する深絞り穴14の外に位置決めされている。
【0030】
図1を参照して説明したように、ウエハースガレットは焼きがまから来て移送装置によって成形装置に供給される。ウエハースガレットを位置決めするために、センタリング突起20が設けられている。このセンタリング突起は、ストッパとして働くことができるようにするためおよび深絞り穴の上方でウエハースガレットをセンタリングするために働くことができるようにするために、成形装置の基礎面21から突出している。図示した円筒形の形成のほかに、例えば基礎面21の凹部またはストッパ条片等によって、上記とは異なるようにストッパ要素を形成することができる。本実施の形態では4個のセンタリング突起20が設けられている。少数のこのストッパ要素を使用すると、ウエハースガレットの供給可能性に関して利点が生じる。本実施の形態または他の実施の形態において、成形装置の基礎面21は移送面6と面一に形成可能である。この場合、円形ブランクは両面上を滑らせて供給され、そしてストッパ要素としての働きをするセンタリング突起20のところでグリッパ4から外される。4個のセンタリング突起を使用すると、移送面6がある寸法だけ、好ましくはセンタリング突起20の高さだけ、成形装置の基礎面21よりも高い位置にある。ウエハースガレットはセンタリング突起上に移動させられ、そして重力によって深絞り穴上に位置決めされ、そしてセンタリング突起20によってセンタリングされて降ろされる。
【0031】
ウエハースガレット8は図2と3では、深絞り穴14の上方に、すなわち深絞り装置9の絞りダイ15上に位置決めされている。絞りダイは本実施の形態では、成形装置3の移送面6内にある。ウエハースガレットは、本構造では押込み具作動装置17の作動方向18に対して平行である重力によって保持される。変形構造または代替的な構造の場合には、ウエハースガレットは成形装置3の回転時に外向きに作用する遠心力によっても保持することが可能である。さらに、重力加速度または遠心加速度による加速力は別として、負圧装置または機械的なホルダ等による保持力を作用させることも同様に本発明の一部である。
【0032】
位置Aにおいて、ウエハースガレットは移送面6上に平らに載り、特に深絞り穴の上方、従って深絞り型13の上方の絞りダイ15上に平らに載っている。用語「上方」は、図2に示すような概略的な図示に関係している。実際には、ウエハースガレットの強度が小さいため、深絞り穴内で垂れ下がる。その際、ウエハースガレットが深絞り穴内に部分的に突出するが、以下において位置決めを明瞭にするためおよび簡単化するために、深絞り穴の「上方」という用語を用いる。
【0033】
本実施の形態において、押込み具16を運動方向18に動かすための押込み具作動装置の操作は、例えばリニアドライブ、空気圧シリンダ等のような空気圧装置によって行われる。勿論、例えば液圧シリンダ、リニアモータ、リニアドライブ、リニア装置等のような液圧式作動装置、電気式作動装置または機械式作動装置によって、この直線運動を行うことは本発明思想の一部である。
【0034】
図3は図2の位置Aの成形装置3の断面図である。その際、ウエハースガレット8は深絞り穴14または深絞り型13の上方で絞りダイ15上に位置決めされている。押込み具16と押込み具作動装置は位置A、すなわち引き上げられた位置にある。さらに、エゼクタ19が示してある。このエゼクタは本実施の形態では弾性的に付勢可能な押込み具として形成されている。
【0035】
図3の断面図にはさらに、予備湾曲要素22が示してある。図2と3の位置Aにおいて、この予備湾曲要素は完全に基礎面21内に没している。
【0036】
図4は装置の位置Bの概略的な斜視図である。その際、予備湾曲要素22は保持力に抗して次のように繰り出されている。すなわち、基礎面21を越えて突出し、複数個所で湾曲した形をウエハースガレットに付与し、そして特にひだ領域23でこの形を予備成形するように繰り出されている。
【0037】
それによって、ウエハースガレットはほぼ平らな形から予備湾曲要素によって複数個所で湾曲させた形となる。
【0038】
図5は同様に装置の位置Bを示しているが、概略的な断面図である。予備湾曲されたウエハースガレット8は深絞り穴の上方でエゼクタ19の領域の中央に載っているが、その縁部領域は予備湾曲要素22によって押込み具16の方へ湾曲している。押込み具自体は予備湾曲中または予備湾曲が終了した後で、深絞り穴の方へおよびさらに深絞り穴内に移動させることが可能である。
【0039】
図6は、位置Cにある成形装置の重要な部分の斜視図である。その際、押込み具16は押込み具作動装置17によって深絞り穴14と絞りダイ15を通って深絞り型13内に押されている。円形ブランクまたはウエハースガレットは、深絞り工程のように、深絞り型によって絞られる。
【0040】
図7は位置Cにある深絞り装置9を示す断面図である。その際、ウエハースガレット8はコップ状に成形されて押込み具16と深絞り型13との間に配置されている。その際、押込み具作動装置の作動方向に案内され弾性的に付勢可能に支持されたエゼクタ19は、図3に示すような繰り出し位置から押込み具によって付勢された位置に押圧されている。
【0041】
絞りダイの領域に、切断装置を任意に設けることができる。この切断装置は、コップ縁部の領域においてウエハースガレットをひさし状部から切断するために、押込み具の切断リング24と協働する。本実施の形態では、当接リング25と協働する切断リング24が押込み具に設けられている。押込み具を深絞り穴に入れる際に、切断リング24の刃は当接リング25に押し付けられる。当該の形状により、ウエハースガレットは切断リング24の切刃に沿って切断される。
【0042】
本実施の形態の場合、環状の切断リングが設けられていることが分かる。しかしながら、切断リングを楕円形、長方形、星形または考えられるすべての輪郭にならって、特に考えられるすべての閉じた輪郭にならって形成することは、本発明思想に完全に合致している。
【0043】
押込み具16を挿入することによって、エゼクタ19が圧縮緊張される。押込み具の力はウエハースガレットを介してエゼクタ19の弾性要素を圧縮緊張させるように作用する。
【0044】
図8は位置Dにある装置の同じ実施の形態の斜視図である。
【0045】
この方法ステップでは、押込み具16が再び深絞り型13から抜け出ている。ウエハースガレットから成形され少なくとも一部が固化された形状安定性のある焼いたコップ状製品12または食品は、弾性的に付勢されたエゼクタ19によって、押込み具と一緒に深絞り型から押し出される。その際、製品に成形され深絞りされたウエハースガレットは所望な形を有する。
【0046】
図9は位置Eにある同じ装置を示している。この位置では、押込み具が食品から完全に引き出されている。この場合、ウエハースガレットによって形成された食品は、エゼクタ19によって同様に深絞り型13から完全に押し出されている。
【0047】
図10は図9の装置の断面図である。繰り出されたエゼクタ19と、このエゼクタ上に位置決めされた焼いた中空体状の製品12と、この製品から引き出された深絞り装置9の押込み具16が見える。
【0048】
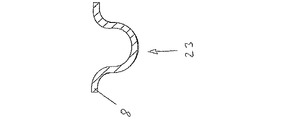
例えば図2〜7に好ましい順序で示すような本発明に係る深絞り動作の場合には、幾何学的および物理的所与に基づいて、ウエハースガレットまたは焼いた中空体状製品のひだが形成されることになる。このひだの形成は冒頭で述べたように所望されることであり、そして完成した製品に対して一連の有利な特性を付与する。ひだの形成は図11〜14に詳しく示してある。これらの図はウエハースガレットのセグメント、特にウエハースガレットのエッジのひだ領域23の概略的な断面図である。このエッジは本発明による成形によって、完成した状態で、焼いた中空体状製品のエッジに相当する。予備湾曲要素22(例えば図4に示す)による予備湾曲は、所望な位置におけるひだ形成を可能および/または有利にする形状を、ウエハースガレットに付与する。本ケースの場合、3つの予備湾曲が備えられ、これにより、ウエハースガレットの3つの領域に適切なひだ形成が達成される。ウエハースガレット8のこのひだ領域23は深絞り工程の開始時に深絞り方向と逆にやや湾曲している。この場合、ウエハースガレットは深絞り方向に対してほぼ垂直に延びる。押込み具が深絞り穴14と深絞り型13に侵入すると、ウエハースガレットはコップ状物に成形される。その際、コップ状物の側壁は基本位置から深絞り押込み具の方に曲げられる。平らなウエハースガレットの外周が完成したコップ状製品のコップ縁部の外周よりも大きいので、特にコップ縁部領域に、しかもコップ底部の近くの領域に、所望なひだが形成されることになる。その際、ひだ領域23は深絞り動作の開始時に、図11に示すようなΩ状(オメガ状)の湾曲部を形成する。ウエハースガレット内にさらに侵入し、深絞りが行われると、このΩ状湾曲部は図12と13に示すように、ますます強く折り曲げられる。押込み具の全体またはほぼ全体が深絞り型内に挿入されると、図14に示す所望なひだ形状が形成される。これは考えられる一つのひだ形状であることに留意すべきである。予備湾曲要素の適切な選択、例えば非対称の予備湾曲要素、傾斜した予備湾曲要素の選択によって、しかも予備湾曲要素の数によって、本発明に思想に相応して、異なるひだ形状を得ることができる。
【0049】
例えば図14に示すようなひだ形状により、ウエハースガレットは焼く過程で一定の厚さを有し、適切なひだ形成によって初めてひだ領域23に所望な肉厚領域を得る。予備湾曲要素が設けられていないと、同様にひだが形成されるが、このひだは適切に位置決め不可能であるので、個々のすべてのウエハースガレットのひだが異なる個所に生じる。これは特に大量生産時に、例えばひだの亀裂発生、ひだの不均一な配置等によって、高い不良品比率をもたらす。本発明の場合、ひだ領域の位置の選択が可能である。ひだが対称パターンまたは回転対称パターンに沿って配置されると好ましい。
【0050】
図15は、焼いて深絞りされた考えられる製品の実施の形態を示す。この製品は縁部26と底部27と外周壁28とひだ領域23を備えている。本実施の形態では、縁部は側方へ突き出るように形成されている。カラー状のまたは折り曲げられたこの形状は縁部の安定性と抵抗力を高める。
【0051】
図16は本発明に係る焼いた製品12の他の実施の形態の側面図である。この製品は縁部26と底部27と外周壁28とひだ領域23を備えている。図示した実施の形態はコップ状に形成されている。しかしながら、焼いた製品を球状、半球状、円筒状、円錐状、立方体状または直方体状等に形成するという本発明思想に合致している。
【0052】
図17は図16に示した本発明に係る焼き製品を上から見た図である。その際、縁部26と底部27と外周壁28とひだ領域23が再び示してある。ひだ領域23は周知のように複数回オーバーラップしている。この図は概略的な図である。実際には、特に複数回オーバーラップした領域が押込み具によって押しつぶされ、それによってウエハースガレットのこの領域は外周壁28の残りの領域よりも薄く形成されている。ひだ領域が多層であるにもかかわらず、外周壁全体に沿って全体の壁厚を一定にすることができる。
【0053】
図17に示す本実施の形態では、2つのひだ領域23が外周に均一に分配されている。しかしながら、本発明思想に従って、3つ以上のひだ領域、特に3つ、4つ、5つ、6つまたはそれ以上のひだ領域を設けることができる。
【0054】
図示した実施の形態において、ひだ領域は予備湾曲要素22によって湾曲している。しかしながら、本発明に従って、深絞り方向と反対方向に突き出る予備湾曲要素を使用しないで、例えば凹部または切欠きを、絞りダイの領域または成形装置の基礎面の領域に設けることができる。図示していない他の実施の形態では、絞りダイの領域と絞り穴の領域に、切欠きが設けられ、深絞り工程の前および深絞り工程中に、焼かれて軟らかい円形ブランクの領域、特に成形可能な熱いウエハースガレットの領域が重力または他の保持力によって、この切欠き内に引き入れられる。この構造も、深絞り工程時に所望される適切なひだ形成をもたらすひだ領域を形成する。
【0055】
ここで、本発明が上述の実施の形態に限定されないことに留意すべきである。本発明思想に従い他の実施の形態は、上述の記載全体、図および/または特許請求の範囲から推察される個々の特徴または複数の特徴の組み合わせによっても生じる。従って、異なる実施例から生じる特徴の組み合わせからなる実施も可能である。図は少なくとも部分的な概略図である。この場合、寸法や比率は、図示していない他の実施の形態または特徴並びに実際の実施とは異なり得る。
【符号の説明】
【0056】
1 焼きがま
2 移送装置
3 成形装置
4 グリッパ
5 移送装置の回転軸線
6 移送面
7 成形装置の回転軸線
8 ウエハースガレット
9 深絞り装置
10 取り出し装置
11 後調質装置
12 焼いた成形製品
13 深絞り型
14 深絞り穴
15 絞りダイ
16 押込み具
17 押込み具作動装置
18 押込み具作動装置の移動方向
19 エゼクタ
20 センタリング突起
21 成形装置の基礎面
22 予備湾曲要素
23 ひだ領域
24 切断リング
25 当接リング
26 縁部
27 底部
28 外周壁
【特許請求の範囲】
【請求項1】
高温の成形可能な状態で成形され、成形工程中および/または成形工程後に冷却されて固化される、食べられる焼いたウエハースガレットから、焼いた中空体状製品を製造するための方法において、前記ウエハースガレットが高温の成形可能な状態で、
深絞り穴に供給され、
予備成形装置によってひだ領域を予備成形され、
そして押込み具によって深絞り穴内で深絞りされ、
前記予備成形によって影響を受けて、個々の各ウエハースガレットの前記ひだ領域が前記深絞り工程時に多層に重ね合わされることを特徴とする方法。
【請求項2】
前記ウエハースガレットが前記深絞り穴の上方に位置決めされ、
前記予備成形装置によってほぼ平らな形状から、
前記ひだ領域を湾曲させた予備成形形状にもたらされる
ことを特徴とする請求項1に記載の方法。
【請求項3】
予備成形された前記ウエハースガレットが前記深絞り工程時に、前記ひだ領域を湾曲させた形状から、ほぼコップ状の形状にもたらされることを特徴とする請求項1または2に記載の方法。
【請求項4】
前記深絞り工程時に湾曲したひだ領域が先ず最初にΩ状に形成され、さらに多層に重ね合わされることを特徴とする請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記ウエハースガレットが円形、楕円形、長方形、多角形、正方形、星形であるかまたは長さが厚さの多数倍を超えている他のあらゆる形状であることを特徴とする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記ウエハースガレットが前記予備成形時に、前記ひだ領域の位置を制御可能な形状を付与されることを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記ウエハースガレットが移送面に沿って前記深絞り穴に供給され、
センタリング突起によって前記深絞り穴の上方でセンタリングされ、
前記予備成形装置によって予備成形され、
前記深絞り装置の前記押込み具によって深絞り穴内で深絞りされ、
その際および/またはその後冷却されて固化され、
続いてエゼクタによって前記深絞り穴から放出される
ことを特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記ウエハースガレットが先ず最初に前記深絞り穴の上方の絞りダイ上に平らに位置決めされ、
そこに保持力によって保持され、
続いて前記予備成形装置の予備湾曲要素によって前記ひだ領域が前記保持力に抗して湾曲させられ、
続いて前記深絞り装置の前記押込み具によって前記深絞り穴内で深絞りされる
ことを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記押込み具が前記深絞り穴の外の位置から、ほぼ直線状に前記深絞り穴内へ少なくとも部分的に挿入され、その際前記ウエハースガレットを一緒に前記深絞り穴内で絞ることを特徴とする請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記ウエハースガレットが練り粉またはベーキング物からなり、このベーキング物が可塑化剤、特に例えば砂糖、エリトリトールおよび/またはキシリトールのような温度依存性の可塑化剤を含んでいることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
少なくとも一部が食べられる焼いたウエハースガレットによって形成され、このウエハースガレットが高温状態で成形可能であり、かつ成形工程中および/または成形工程後にコップ状の形を有している、焼いた中空体状製品において、
前記製品が多層に形成されたひだ領域を有し、このひだ領域が対称に、回転対称におよび/または外周に均一に分配されて配置されていることを特徴とする焼いた中空体状製品。
【請求項12】
前記ひだ領域の主たる長さ方向がコップ縁部に対してほぼ直角にコップ底部の方へ延びていることを特徴とする請求項11に記載の焼いた中空体状製品。
【請求項13】
前記ひだ領域が少なくとも2層、好ましくは3層に形成されていることを特徴とする請求項11または12に記載の焼いた中空体状製品。
【請求項14】
前記ひだ領域がほぼ接触し、コップの形に追従するように形成されていることを特徴とする請求項11または12に記載の焼いた中空体状製品。
【請求項15】
深絞り穴を有する深絞り装置を備え、成形可能で固化可能な焼いたウエハースガレットが前記深絞り穴の上方に位置決め可能であり、
押込み具を備え、この押込み具が押込み具作動装置を介して前記深絞り穴の外の位置からこの深絞り穴内へ少なくとも部分的に挿入可能である、
焼いた中空体状製品を製造するための装置において、
前記深絞り穴の領域に、前記ウエハースガレットを予備成形するための予備成形装置が設けられていることを特徴とする装置。
【請求項16】
前記予備成形装置が、前記ウエハースガレットの前記ひだ領域の領域に配置され好ましくは前記ウエハースガレットの方へ繰り出し可能である予備成形要素を備えていることを特徴とする請求項15に記載の装置。
【請求項17】
前記深絞り穴をほぼ取り囲む絞りダイが設けられ、前記ウエハースガレットが保持力によって前記絞りダイに保持されることを特徴とする請求項15または16に記載の装置。
【請求項18】
前記絞りダイが前記移送面に対して平行にあるいは移送面内に配置されていることを特徴とする請求項15〜17のいずれか一項に記載の装置。
【請求項19】
前記深絞り穴の上方に前記ウエハースガレットをセンタリングおよび/または位置決めするために少なくとも1個のセンタリング突起が設けられていることを特徴とする請求項15〜18のいずれか一項に記載の装置。
【請求項20】
前記センタリング突起が前記保持力に抗して前記絞りダイから突出することを特徴とする請求項15〜19のいずれか一項に記載の装置。
【請求項21】
前記予備湾曲要素が、ほぼ前記移送面内に没している後退位置から、前記絞りダイから突出した繰り出された位置にもたらすことが可能であることを特徴とする請求項15〜20のいずれか一項に記載の装置。
【請求項22】
前記予備湾曲要素を動かすために、駆動装置が設けられていることを特徴とする請求項15〜21のいずれか一項に記載の装置。
【請求項1】
高温の成形可能な状態で成形され、成形工程中および/または成形工程後に冷却されて固化される、食べられる焼いたウエハースガレットから、焼いた中空体状製品を製造するための方法において、前記ウエハースガレットが高温の成形可能な状態で、
深絞り穴に供給され、
予備成形装置によってひだ領域を予備成形され、
そして押込み具によって深絞り穴内で深絞りされ、
前記予備成形によって影響を受けて、個々の各ウエハースガレットの前記ひだ領域が前記深絞り工程時に多層に重ね合わされることを特徴とする方法。
【請求項2】
前記ウエハースガレットが前記深絞り穴の上方に位置決めされ、
前記予備成形装置によってほぼ平らな形状から、
前記ひだ領域を湾曲させた予備成形形状にもたらされる
ことを特徴とする請求項1に記載の方法。
【請求項3】
予備成形された前記ウエハースガレットが前記深絞り工程時に、前記ひだ領域を湾曲させた形状から、ほぼコップ状の形状にもたらされることを特徴とする請求項1または2に記載の方法。
【請求項4】
前記深絞り工程時に湾曲したひだ領域が先ず最初にΩ状に形成され、さらに多層に重ね合わされることを特徴とする請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記ウエハースガレットが円形、楕円形、長方形、多角形、正方形、星形であるかまたは長さが厚さの多数倍を超えている他のあらゆる形状であることを特徴とする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記ウエハースガレットが前記予備成形時に、前記ひだ領域の位置を制御可能な形状を付与されることを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記ウエハースガレットが移送面に沿って前記深絞り穴に供給され、
センタリング突起によって前記深絞り穴の上方でセンタリングされ、
前記予備成形装置によって予備成形され、
前記深絞り装置の前記押込み具によって深絞り穴内で深絞りされ、
その際および/またはその後冷却されて固化され、
続いてエゼクタによって前記深絞り穴から放出される
ことを特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記ウエハースガレットが先ず最初に前記深絞り穴の上方の絞りダイ上に平らに位置決めされ、
そこに保持力によって保持され、
続いて前記予備成形装置の予備湾曲要素によって前記ひだ領域が前記保持力に抗して湾曲させられ、
続いて前記深絞り装置の前記押込み具によって前記深絞り穴内で深絞りされる
ことを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記押込み具が前記深絞り穴の外の位置から、ほぼ直線状に前記深絞り穴内へ少なくとも部分的に挿入され、その際前記ウエハースガレットを一緒に前記深絞り穴内で絞ることを特徴とする請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記ウエハースガレットが練り粉またはベーキング物からなり、このベーキング物が可塑化剤、特に例えば砂糖、エリトリトールおよび/またはキシリトールのような温度依存性の可塑化剤を含んでいることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
少なくとも一部が食べられる焼いたウエハースガレットによって形成され、このウエハースガレットが高温状態で成形可能であり、かつ成形工程中および/または成形工程後にコップ状の形を有している、焼いた中空体状製品において、
前記製品が多層に形成されたひだ領域を有し、このひだ領域が対称に、回転対称におよび/または外周に均一に分配されて配置されていることを特徴とする焼いた中空体状製品。
【請求項12】
前記ひだ領域の主たる長さ方向がコップ縁部に対してほぼ直角にコップ底部の方へ延びていることを特徴とする請求項11に記載の焼いた中空体状製品。
【請求項13】
前記ひだ領域が少なくとも2層、好ましくは3層に形成されていることを特徴とする請求項11または12に記載の焼いた中空体状製品。
【請求項14】
前記ひだ領域がほぼ接触し、コップの形に追従するように形成されていることを特徴とする請求項11または12に記載の焼いた中空体状製品。
【請求項15】
深絞り穴を有する深絞り装置を備え、成形可能で固化可能な焼いたウエハースガレットが前記深絞り穴の上方に位置決め可能であり、
押込み具を備え、この押込み具が押込み具作動装置を介して前記深絞り穴の外の位置からこの深絞り穴内へ少なくとも部分的に挿入可能である、
焼いた中空体状製品を製造するための装置において、
前記深絞り穴の領域に、前記ウエハースガレットを予備成形するための予備成形装置が設けられていることを特徴とする装置。
【請求項16】
前記予備成形装置が、前記ウエハースガレットの前記ひだ領域の領域に配置され好ましくは前記ウエハースガレットの方へ繰り出し可能である予備成形要素を備えていることを特徴とする請求項15に記載の装置。
【請求項17】
前記深絞り穴をほぼ取り囲む絞りダイが設けられ、前記ウエハースガレットが保持力によって前記絞りダイに保持されることを特徴とする請求項15または16に記載の装置。
【請求項18】
前記絞りダイが前記移送面に対して平行にあるいは移送面内に配置されていることを特徴とする請求項15〜17のいずれか一項に記載の装置。
【請求項19】
前記深絞り穴の上方に前記ウエハースガレットをセンタリングおよび/または位置決めするために少なくとも1個のセンタリング突起が設けられていることを特徴とする請求項15〜18のいずれか一項に記載の装置。
【請求項20】
前記センタリング突起が前記保持力に抗して前記絞りダイから突出することを特徴とする請求項15〜19のいずれか一項に記載の装置。
【請求項21】
前記予備湾曲要素が、ほぼ前記移送面内に没している後退位置から、前記絞りダイから突出した繰り出された位置にもたらすことが可能であることを特徴とする請求項15〜20のいずれか一項に記載の装置。
【請求項22】
前記予備湾曲要素を動かすために、駆動装置が設けられていることを特徴とする請求項15〜21のいずれか一項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−22020(P2013−22020A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2012−163497(P2012−163497)
【出願日】平成24年7月24日(2012.7.24)
【出願人】(512193344)ハース・フード・イクイップメント・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (1)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成24年7月24日(2012.7.24)
【出願人】(512193344)ハース・フード・イクイップメント・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (1)
【Fターム(参考)】
[ Back to top ]